Embed Size (px)
Citation preview


9 МНТК по АВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ
9 МНТК по АВАНГАРДНЫЕ МАТЕРИАЛЫ И ОБРАБОТКА
9th INTERNATIONAL CONFERENCE ON ADVANCED MANUFACTURING OPERATIONS
АМО ‘2009
СБОРНИК ДОКЛАДИСБОРНИК ДОКЛАДЫ
PROCEEDINGS
25 – 27 юни 2009 Кранево – България
25 – 27 июня 2009 Кранево – Болгария
25 – 27 June 2009 Kranevo – Bulgaria

АМО ‘09: Том I / Vol I
ОРГАНИЗАЦИОНЕН КОМИТЕТ
ст.н.с. д-р Борис Македонски - председателпроф. д-р Тодор Нешков - зам. председателдоц. д.т.н. Александър Македонски - зам. председа-телпроф. д.т.н. Венцеслав Тошковпроф. д.т.н. Виктор Анчевдоц. д-р Любомир Димитровинж. Иво Панайотовмаг. София Панайотова
ORGANIZING COMMITTEE
Assoc. Prof. Boris Makedonski, PhD, - MEng. - chairmanProf. Todor Neshkov, PhD, - MEng. - vice-chairAssoc. Prof. Alexandar Makedonski, DSc, PhD, MEng. - vice-chairProf. Ventseslav Toshkov, DSc, PhD, MEng.Prof. Victor Anchev, DSc, PhD, MEng.Assoc. Prof. Lubomir Dimitrov, PhD, MEng.Ivo Panayotov, MSc.Sofia Panayotova, MA.
МЕЖДУНАРОДЕН НАУЧЕН КОМИТЕТ
Проф. Юрий Барон, РусияПроф. Анатолий Бабичев, РусияПроф. Владимир Журавльов, РусияПроф. Борис Страумал, РусияПроф. Олег Пилипенко, УкрайнаПроф. Койа Таказава, ЯпонияПроф. Димостенис Михалополус, ГърцияПроф. Милан Косевски, МакедонияПроф. Добре Рунчев, МакедонияПроф. Кристина Мохора, РумънияПроф. Бадеа Лепадатеску, РуманияПроф. Марсел Попа, РумънияПроф. Ян Мадъл, ЧехияПроф. Йзеф Брихта, ЧехияАкад. Владимир Клубович, БеларусПроф. Мариан Толнай, СловакияПроф. Синг-Лим Ко, Ю.КореяПроф. Бела Иллес, УнгарияПроф. Драган Живкович, СърбияПроф. Милорад Ранчич, СърбияПроф. Миодраг Злоколица, СърбияПроф. Тончи Микас, ХърватияПроф. Александер Ванер, ГерманияПроф. Уве Хайзел, ГерманияПроф. Лешек Добжанский, ПолшаАкад. Янко Арсов, БългарияПроф. Георги Попов, БългарияПроф. Венцеслав Тошков, БългарияПроф. Виктор Анчев, БългарияПроф. Тодор Нешков, БългарияПроф. Слави Дончев, БългарияПроф. Тихомир Таков, България
INTERNATIONAL SCIENTIFIC COMMITTEE
Prof. Yurii Baron, RussiaProf. Anatolii Babichev, RussiaProf. Vladimir Juravliov, RussiaProf. Boris Straumal, RussiaProf. Oleg Pilipenko, UkraineProf. Koya Takazawa, JapanProf. Dimostenis Mixalopulos, GreeceProf. Milan Kossevski, MacedoniaProf. Dobre Runcev, MacedoniaProf. Cristina Mohora, RomaniaProf. Badea Lepadatescu, RomaniaProf. Marcel Popa, RomaniaProf. Jan Madl, Czech RepublicProf. Josef Brychta, Czech RepublicAcad. Vladimir Klubovich, BelarusProf. Marian Tolnay, Slovak RepublicProf. Sing-Lim Ko, S. KoreaProf. Bela Illes, HungaryProf. Dragan Zivkovic, SerbiaProf. Milorad Rancic, SerbiaProf. Miodrag Zlocolica, SerbiaProf. Tonci Mikac, CroatiaProf. Alexander Wanner, GermanyProf. Uwe Heisel, GermanyProf. Leszek Dobrzanski, PolandAcad. Yanko Arsov, BulgariaProf. Georgi Popov, BulgariaProf. Ventseslav Toshkov, BulgariaProf. Victor Anchev, BulgariaProf. Todor Neshkov, BulgariaProf. Slavi Donchev, BulgariaProf. Tihomir Takov, Bulgaria

ТЕМИ НА КОНФЕРЕНЦИЯТА
Механична обработка и производствени системи•
Материали и материалообработващи технологии и • системи
Нековенционални и комбинирани методи за • обработка
Мехатроника и мехатронни системи•
Технологии, машини и системи в минната • промишленост
Възобновяеми енергийни технологии и системи•
Микро- и нанотехнологии и системи•
Компютърно-интегрирано производство и CAD/• CAM/CAE
Клъстъри в производството•
Роботика и автоматизация•
Методи за изследване и контрол на материали, • машини и процеси
Други•
CONFERENCE TOPICS
Mechanical Processing and Production Systems•
Materials and Material-Processing Technologies • and Systems
Non-Conventional and Combined Methods for • Processing
Mechatronics and Mechatronic Systems•
Technologies, Machinery and Systems in Mining•
Alternative Energy Technologies and Systems•
Micro- and Nanotechnologies and Systems•
Computer Integrated Manufacturing and CAD/• CAM/CAE
Industrial Clusters•
Robotics and Automation•
Research Methods and Control of Materials, • Machinery and Processes
Others•
ИЗДАТЕЛСКИ СЪВЕТ
Доц. Александър МАКЕДОНСКИ, д.т.н., МТФ, ТУ – София
София Панайотова, ДМТ Продукт
EDITORIAL BOARD
Assoc. Prof. Aleksandar MAKEDONSKI, Dr.Sc., FMT, TU – Sofia
Sofia Panayotova, DMT Product
ISSN 1313-4264
Издател и предпечатна подготовка:ДМТ Продукт, София, 2009 г.
Publisher and prepress preparaion:DMT Product, Sofia, 2009

9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
2
След успешната Научно-техническа конференция АМО ‘08 Кранево, на която бяха изнесени 66 доклада и присъстваха водещи специалисти и учени от Беларус, Украйна, Словакия, Русия, Полша, Сърбия, Румъ-ния и България, идеята АМО претърпя коренна промяна и развитие.
През м. октомври 2008 г. се състоя учредително събрание, а през м. януари 2009 г. бе регистрирано в Софийски градски съд, сдружение „Авангардни материали и обработки – АМО”. То идва за да акти-визира връзките между световната академична общност и производствените предприятия, което е най-сигурният начин за насърчаване на иновативността, а от тук и на конкурентоспособността. Това има особено значение в условията на действащата икономическа криза.
Към сдружението АМО вече са съпричастни повече от 600 специалисти, от които половината са от чужбина. Подобряване на връзките между членовете на сдружението става основно в две насоки:
- Издаване на международно научно-техническо списание AMO Journal, на високо научно ниво. Всяка публикация се рецензира от двама анонимни рецензенти. Възприемането на най-високите междуна-родни практики по отношение изискванията към публикациите предопределя това високо научно ниво. Включването на материалите в световната система за рефериране, индексиране и оценяване цели както широката популяризация на статиите, така също и бъдещото получаване на импакт фактор – най-авторитетното признание за значимостта на едно научно издание. Списанието организира и свои постоянни рубрики за PR изяви както на водещи фирми и производители, така и на изтъкнати лично-сти в науката и техниката;
- Вторият базов инструмент на Сдружението АМО е организирането на международни научно-технически конференции. Настоящата – АМО ‘09 Кранево – се провежда при една основно обновена и разширена тематика, обхващаща следните научни направления:
Механична обработка и производствени системи;• Материали и материалообработващи технологии и системи;• Неконвенционални и комбинирани методи за обработка;• Мехатроника и мехатронни системи;• Технологии, машини и системи в минната промишленост;• Възобновяеми енергийни технологии и системи;• Микро- и нанотехнологии и системи;• Компютърно и интегрирано производство CAD/CAM/CAE;• Клъстъри в производството; • Роботика и автоматизация;• Методи за изследване, контрол на материали, машини и процеси.•
Друга новост в живота на Сдружението АМО е, че научно-техническите конференции стават ежегодни.
В настоящата АМО ‘09 Кранево участвуват повече от 120 специалисти от 14 държави, които ще представят 98 доклада. Ще бъдат организирани презентации на значими научни и производствени по-стижения. Всичко това убедително илюстрира развитието и просперитета на идеята АМО.
Да си пожелаем на добър час и ползотворна работа на Деветата международна конференция АМО ‘09 Кранево!
Ст.н.с. ст. д-р инж. Борис Македонски Председател „АМО’09”

3
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
After the success of the International Conference AMO ’08 Kranevo, attended by leading specialists from Belarus, Ukraine, Slovakia, Russia, Poland, Serbia, Romania and Bulgaria, and featuring 66 papers, the AMO idea underwent radical change and development.
In October 2008 the constituent assembly of the Advanced Materials and Operations Society, the AMO Society, was held and in January 2009 the society was registered as a non-profit legal entity. The main goal of the AMO Society is to invigorate the cooperation between the academia and the manufacturers, the most certain way of promoting innovations and thus competitiveness. This is especially important now, in the midst of a raging economic crisis.
The AMO Society has more than 600 supporters, half of whom are working abroad. The Society uses two main tools to improve the communication among its members:
- The publication of a high-quality international scientific magazine, the AMO Journal. Scientific papers are accepted for publication after the consideration of two independent, anonymous reviews. The adoption of the strictest criteria for selecting papers guarantees the scientific quality of the magazine. Making the selected papers part of an international citation, indexing and evaluation database aims not only at promoting these papers, but also at earning a high impact factor, the most undisputed recognition of the significance of a scientific publication. The Journal will run regular columns for PR activities of both leading manufacturers and industrial organizations, and of established scientists.
- The second main tool of the AMO Society is the organizing of international AMO Conferences. This year’s conference, AMO ’09 Kranevo, is focused on an updated and extended list of topics:
Mechanical processing and production systems; • Materials and material-processing technologies and systems;• Non-conventional and combined methods for processing; • Mechatronics and mechatronic systems; • Technologies, machinery and systems in mining;• Renewable energy technologies and systems;• Micro- and nanotechnologies and systems;• Computer integrated manufacturing and CAD/CAM/CAE; • Industrial clusters; • Robotics and automation; • Research methods and control of materials, machinery and processes.•
Another innovation about the activities of the AMO Society is that the AMO Conferences will be organized annually.
This year’s AMO ’09 Kranevo will feature more than 120 experts from 14 countries who will present 98 papers. There will be presentations of significant scientific and industrial achievements. This agenda is a convincing proof of the development and prosperity of the AMO idea.
Good luck to us all and may the 9th International Conference, AMO ’09 Kranevo be beneficial to all our endeavors!
Assoc. Prof. Boris Makedonski, PhD, MEng Chairman of AMO’09

5
Съдържание / Table of Contents
Том I / Vol I
1 Метод и машина за многооперационно обработване на стъпални ротационни детайли. Част 3 Нови технологични методи . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 доц. д-р Л. Ж. Стоев
2 Метод и машина за многооперационно обработване на стъпални ротационни детайли Част 4 Двусупортен център . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 доц. д-р Л. Ж. Стоев,
3 Flexible Equipment For Honing Parts In Small Series . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 Assoc. Prof. Badea Lepadatescu, Prof. Constantin Buzatu, Assoc. Prof. Ioan Enescu
4 Comparison Of Processes In Machining Of Hardened Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 Dr. Kundrák János, professor
5 Способы повышения виброустойчивости металлорежущих систем . . . . . . . . . . . . . . . . . . . . 39 М.С.Бундур, П.П.Петков, В.А.Прокопенко
6 Качество на повърхнините при довършващо обработване чрез повърхностно пластично деформиране (ППД) на стругове с ЦПУ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47 проф. д-р инж. Васил. И. Георгиев, доц. д-р инж. Пепо. И. Йорданов, д-р инж. Илия. А. Четроков
7 Динамика шпиндельных гидростатических подшипников с дроссельной схемой управления для станочного оборудования. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 М.С. Бундур, В.А. Прокопенко, П.П.Петков
8 Концепция за диагностика и управление на технологичните процеси при реконфигуриращи се производствени системи . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59 Проф. д-р инж. Васил И. Георгиев, д-р инж. Илия А. Четроков
9 Multifunctional XYZ Machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63 Ivanka P. Veneva, Hristo Venev
10 Довършващо обработване на пресформи . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69 доц. д-р Панчо Данаилов, Анелия Дичева
11 Използване на обемно еластични абразивни дискове при обработване на твърдосплавни пластини . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77 ст.н.с. д-р инж. Борис Г. Македонски, доц. д-р инж. Генадий Б. Таков, н.с. І инж. Пламен К. Илиев, н.с. І инж. Неделчо Хр. Тодоров
12 Nanopowders – Plasmachemical Synthesis and Properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81 Prof. Gheorghi P. Vissokov, Slavcho A. Donchev
13 Анализ на остатъчните напрежения в стоманена отливка и избор на обработка за тяхното намаляване . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87 гл.ас. д-р инж., Николай Д. Николов
14 Намаляване на остатъчните напрежения в стоманени отливки чрез неравномерно нагряване . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91 гл.ас. д-р инж., Николай Д. Николов
15 Регулирование фазового состава боридов титана, получаемых методом самораспространяющегося высокотемпературного синтеза с помощью ультразвука . . . . . 97 академик В.В.Клубович, к.т.н. М.М.Кулак, Л.Л.Платонов

6 АМО ‘09: Том I / Vol I
16 Концепция формирования высокой усталостной долговечности автомобильных деталей . . . . . . . .101 Клубович В.В., академик, доктор техн. наук, профессор, Томило В.А.
17 Безотходное производство изделий с винтовой поверхносью пластическим деформированием . . . .109 к.т.н., с.н.с. Клушин В.А., Рудович А.О., Наварро О.Е.
18 Получение армирующей вставки поршня с каналом охлаждения . . . . . . . . . . . . . . . . . . . . . . . . .115 д.т.н. А.Т. Волочко, к.т.н., с.н.с. В.А. Клушин, аспирант, м.н.с., А.Ю. Изобелло
19 Някои тенденции в изследването и приложението на ултрадребнозърнести метални материали . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .119 доц. д-р Валентин И. Гагов, д-р Росен Х. Радев, инж. Данаил Д. Господинов, инж. Емил Х. Янков
20 Най-древните златни изделия. Състав, макроструктура и технологични особености . . . . . . . . 127 д.т.н. Руси Д. Русев, Йордан С. Бояджиев, д-р Владимир Стр. Славчев
21 Развитие на научните аспекти при изследването на дифузионните слоеве, получени при температури на азотиране икарбонитриране под 450 оС . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133 д.т.н. инж. Руси Д. Русев, инж.Живко К Димитров, др-инж. Пламен Недков Петров
22 Исследование свойств градиентных материалов, полученных методом СВС с центробежной перегрузкой . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 139 Клубович В.В., Рубаник В.В., Самолётов В.Г.
23 Върху азотирането на суперсплав на кобалтова основа в нискотемпературна плазма . . . . . . . 143 проф. дтн Венцеслав Ц. Тошков, дтн Руси Добрев Русев, н. с. I ст. инж. Томи Х. Маджаров
24 Определяне профила на работната частна червячна фреза с нулев профилен ъгъл . . . . . . . . . 149 доц. д-р Юлиян П. Младенов, гл.ас. д-р Десислава Ст. Атанасова
25 Плазмено газово азотиране на титанова сплав ti -8al-1mo-1v . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155 доктор Христо Костов Скулев
26 Моделиране на ударната жилавост на изотермично закалени високояки чугуни чрезизкуствени невронни мрежи . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161 доц. д-р инж. Жулиета А. Калейчева, инж. Валентин П. Мишев
27 Технология за получаване на окси-карбонитридни покрития в газова среда . . . . . . . . . . . . . . . 167 ст.н..с. І ст. дтн инж. Иван М. Пършоров, Проф. дтн инж. Руси И. Русев, д-р инж. Елена В. Русева, гл.ас.д-р инж. Пламен Н. Петров, Н.с.І ст. д-р инж. Стоян Ив. Пършоров
28 Математическое моделирование процесса поверхностного пластического деформирования ультразвуковым ударным инструментом . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173 д.т.н., проф., акад. В.В.Клубович, т.н., В.А.Томило, Е.В.Хрущев, мл.н.с.
29 Енергийно ефективно анодно разтваряне на алуминий . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 183 д-р Петър Д. Динев
30 Електродни конфигурации на бариерен разряд иефект на повърхностно химично активиране . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 191 д-р Петър Д. Динев, д-р Диляна Н. Господинова, д-р Ивалина И. Аврамова
31 Изследване на износването на режещи инструменти с електроискрови покрития от високоенергиен източник . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 197 гл. ас. инж. Иво Ликов, инж. д-р Тодор Пеняшки
32 Технология за лазерно наваряване на топлоустойчиви инструментални стомани . . . . . . . . . . . 203 н.с.І ст. д-р инж. Стоян Ив. Пършоров

7
33 Влияние лазерной обработки на структуру и свойства деталей цилиндро-поршневой группы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 207 А.П. Любченко, профессор, д.т.н., Д.Б. Глушкова, доцент, к.т.н., В.П. Тарабанова, доцент, к.т.н., Хнаду, Рыжков Ю.В., инженер, Дзюба Ю.Н., инженер
34 Неконвенциональная технология упрочнения зубчатых колес . . . . . . . . . . . . . . . . . . . . . . . . . . . .211 проф. д.т.н. Димитър С. Ставрев1, Доц. к.т.н. Цанка Д. Дикова
35 Управляване на получаваната макрогеометрия при абразивно-магнитно обработване /АМО/ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 217 ст.н.с. д-р Борис Г. Македонски, доц. д-р Генадий Б.Таков,доц. д.т.н. Александър И.Македонски, н.с.І инж. Неделчо Х.Тодоров
36 Създаване на невронни модели и оптимизиране на термичната ефективност при електроннолъчево заваряване . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 221 доц. д-р Николинка Г. Христова1, ст. н. с. д-р Елена Г. Колева
37 Design of optimal SCADA program for automation of HPP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 227 M.Sc., Emil Zaev, Ph.D., Atanasko Tuneski, Professor, M.Sc., Darko Babunski1 , Assistant
38 Design and Analysis of Hydroturbine-Governor Control System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233 M.Sc. Darko Babunski, Ph.D. Atanasko Tuneski, M.Sc. Emil Zaev
39 Анализ на схемите за автоматичен контрол на ротационни заготовки и детайли . . . . . . . . . . . 241 д-р инж. Илия А. Четроков
40 Представяне на експериментални данни във времева и честотна област получени при работа на меджинна втулка в пневмовихрова монтажна глава . . . . . . . . . . . . . . . . . . . . . . . . . . . 247 доц. д-р инж. Любен Т. Клочков, гл. ас. инж. Юлиян А. Генов, доц. д-р инж. Ганчо И. Венков
Том II / Vol II
41 Мехатронен подход при проектиране на автоматични линии за производство на цилиндрични кондензатори . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 261 маг.инж. Владислав В. Иванов
42 Динамична идентификация на високоскоростни мехатронни позиционни структури . . . . . . . 265 маг.инж. Александър Г. Стефанов
43 Мениджмънт и организация при разработване на мехатронни продукти. Прилагане на стандарт VDI 2206 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 271 проф. Тодор Нешков, маг.инж. Тодор Асенов
44 Изследване на функционални микроелементи. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 275 проф. Стефан К. Къртунов
45 Mechatronic Approach Towards Solution of the Problem of Tools’ Cutting Zone Cooling Process Improvement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 291 Milorad Rančić, Ljubica Lazić Vulićević, Dušan Jovanić
46 ІEC-61499 управление на съгласувани движения за фрезови операции в реконфигурираща се производствена система . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 297 ст.ас. д-р Григор С. Стамболов, ст.ас. Христо Г. Карамишев, доц. д-р Тотю А. Гешев, доц. д-р Идилия А. Бачкова, д.т.н. Георги Т. Попов

8 АМО ‘09: Том I / Vol I
47 Контролни параметри на интензивно износващи елементи от минно-технологична и строителна механизация . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 303 проф. д-р инж. Сл. Дончев,маг. инж. М. Славчев
48 Optimization of Earth-Moving Machines Standard Size Ranges on the Basis of Functional Technologic Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 307 I. G. Kirichenko, Professor
49 Passive Detox Facilities for Waste Waters,An Alternative to Classical Detox Facilities . . . . . . . . . . . 313 Ph.D. Eng. Petru N. Hreniuc, Ph.D. Eng. Ioan Radu Şugar
50 Possible Ways for Correction the Dynamic Parameters to the Blade Packages at the Turbomachines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 319 Zlatko Petreski, Ass. Professor, Goce Tasevski, Junior Assistant, Jovana Jovanova, Junior Assistant
51 First Romanian Passive Office BuildingAmvic Bragadiru Year 2008 2500 sqm . . . . . . . . . . . . . . . . . 323 S. C. AMVIC S.R.L., PASSIVHAUS S.R.L., Dr. Arch. Crutescu Ruxandra, Ec. Crutescu Marin, Dr. Eng. Nicolaie Costache, Eng. Ismail Ozgur, Prof. Dr. Eng. Viorel Badescu, Prof. Dr. Eng. Dragos Hera, Prof. Dr. Eng. Florin Iordache, Prof. Dr. Eng. Liviu Drughean, Prof. Dr. Eng. Gabriel Ivan, Conf. Dr. Eng. Anica Ilie, Dr. Eng. Vlad Iordache, Stud. Nadine Laaser
52 Investigation of AC Electroluminescent Structures with Low-Molecular Weight Compounds . . . . . 329 Dr. M. Sc. Eng. Georgi H. Dobrikov, Mariya P. Aleksandrova, Rumen S. Yordanov, Georgi M. Dobrikov, Irina Petkova
53 Molecular Dynamics Simulation of a triple point of grain boundaries . . . . . . . . . . . . . . . . . . . . . . . . . 333 Saad Abdeslama, Shoso Shingubaraba
54 Диелектрични наноструктурирани мамбрани с метално ядро . . . . . . . . . . . . . . . . . . . . . . . . . . . . 337 доц. д-р Валентин Хр. Видеков, гл.ас. д-р Боряна Р. Цанева, инж. маг. Александър К. Ячовски, инж. маг. Георги А. Фърков
55 Investigation of Thermal Field and Optical Properties of Super Bright Light-Emitting Diodes on Boards Based on Anodized Aluminum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 343 I. Vrublevsky, V. Parkoun, A. Tuchkovsky, V. Videkov
56 Electrical Investigations of Polymer Based Electroluminescent Devices . . . . . . . . . . . . . . . . . . . . . . . 347 Ph.D. Student M.Sc. Eng. Mariya P. Aleksandrova, Dr. Eng. Georgi H. Dobrikov, Assoc. Prof. Dr. Eng. Milka M. Rassovska
57 Покрития от нано-структурирани материали . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 353 проф. д-р С. Ставрев, ст.н.с. З. Карагьозова, доц. д-р Г. С. Бахаров, ст.н.с.д-р С. А. Савов
58 Hydrogen Bonding Network Functionally comparable to a CMOS Differential Amplifier . . . . . . . . 359 Rostislav P. Rusev
59 Size Effect in Hardness Determination by Different Methods of Kinetic Indentation . . . . . . . . . . . . 365 Professor, cand.tech.sc. Moshchenok V., Assistant Professor, cand.tech.sc. Doshchechkina I., Assistant Professor, cand.tech.sc. Bondarenko S., Assistant Lyapin A., post-graduate student Kukhareva I.
60 Модул и програмно осигуряване за автоматизирано конструктивно-технологично проектиране на цилиндрични зъбни колела с прави зъби . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 369 проф. д-р инж. Стефан К. Къртунов, Петър T. Рачев
61 Компютъризирана система за изпитване и контрол на хидравлични елементи . . . . . . . . . . . . . 373 доц. д-р Любомир В. Димитров, маг. Руско Шиков, маг. инж. Христо Банков
62 Procedure for Development and Manufacturing of a Centrifugal Pump using CAD/CAM/CAE System. . 379 Dr. Predrag Popovski, Professor, Dr. Zoran Markov, Assistant Professor,

9
Goce Talevski, B.Sc. mech., postgraduate student
63 Simulation of a Radio-Frequency Single-Electron Transistor (RF-SET) in Cadence Spectre . . . . . . 385 Radosveta A. Krysteva, Ivelina N. Cholakova, Asst. Prof. Dr. George V. Angelov, Rostislav P. Rusev, Prof. DSc Tihomir B. Takov
64 Методология за дистанционно проектиране и обучение по CAD системи в микроелектрониката . 389 проф. д-р Марин Хр. Христов, Росен И. Радонов, Вела М. Симеонова
65 Възможности за контрол на еволвентни цилиндрични зъбни колела с асиметричен профил на зъбите . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 393 проф. д-р инж. Св. Симеонов, доц. д-р инж. Генади Цв. Цветанов, ст.ас. инж. Мирослава Д. Ненчева
66 Специфични проблеми при контрол точността на малкомодулни цилиндрични зъбни колела с асиметричен профил на зъбите . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 399 доц. д-р инж. Генади Цв. Цветанов, ст.ас. инж. Мирослава Д. Ненчева
67 Identification of Damage in Materials using Infrared Thermography . . . . . . . . . . . . . . . . . . . . . . . . . 405 Assoc. Prof. Anna V. Andonova, Prof. Tihomir B. Takov
68 Изследване на вибрациите при работата на багери тип ЄКГ – 6 и пътища за намаляването им . . .411 проф. д.т.н инж. Св. Токмакчиев, доц. д-р инж. Г. Таков, проф .д-р инж. Сл. Дончев
69 Съвременни методи за следене и контрол на процесите . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 415 д-р Лидия П. Гълъбова
70 Microstructure and Texture Characterization in 3D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 421 Dr.ir. Roumen H. Petrov, Ass. Professor, Ir. Orlando León-García, PhD researcher, Dr. ir. Leo A. I. Kestens, Professor
71 Neural Networks and Pattern Recognition for Fault Diagnosis in Industrial Systems . . . . . . . . . . . . 427 Assoc. Prof. D-r Eng. Konstantin D. Dimitrov
72 Application of Hierarchical Structural Models for Fault Diagnosis in a Liquid Waste Processing System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 435 Assoc. Prof. D-r Eng. Konstantin D. Dimitrov
73 Атмосферно сушене на обработени растителни биопродукти в защитени от замърсяване условия . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 443 д-р инж. Евгени С. Крайчев
74 Продуктовата линия като средство за оптимизация на печалбата в условията на икономическа криза . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 447 гл.ас. Мина С. Даскалова
75 Осигуряването на информация – предпоставка за планиранена дистрибуционния процес на фирмата . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 451 д-р Даниела Д. Димова, Светла Б. Панайотова
76 Вторични и третични модели на равнинни лостови механизми с плъзгащи връзки, видоизменени с ролки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 457 доц. д-р Васко. Ж. Тенчев, доц. д-р Генадий. Б. Таков, гл. ас. Венелин В. Ризов
77 Влияние смазочной композиции на микростроение поверхности трения . . . . . . . . . . . . . . . . . . 461 Е. А. Любченко, канд. физ-мат. наук, доцент, С.И.Аксенова, канд. техн. наук, доцент, А. П. Любченко, доктор техн. наук, профессор
78 Research on Reducing Noise and Chemical Pollution by Internal Combustion Engines . . . . . . . . . . 465 Ph.D. Eng. Ioan Radu Şugar, Ph.D. Eng. Mihai Bănică, Ph.D. Eng. Petru N. Hreniuc

10 АМО ‘09: Том I / Vol I
79 Нов метод за изчисляване на елементиот резбови съединения . . . . . . . . . . . . . . . . . . . . . . . . . . . . 471 инж.Константин И. Иванов, ст.н.с. д-р инж. Борис Македонски
Презентации / Presentations
УОРЛИПАРСЪНС НА ПАЗАРА НА ТЕХНОЛОГИИ ЗА УЛАВЯНЕ И СЪХРАНЕНИЕ НА ВЪГЛЕРОДЕН ДИОКСИД . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 481
WORLEYPARSONS ON THE CARBON CAPTURE AND STORAGE (CCS) MARKET . . . . . . . . . . . . . 484
INTERNATIONAL ARMORED GROUP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 486
ДОБРЕ ДОШЛИ В INSTITUTE OF ELECTRICAL AND ELECTRONICS ENGINEERS, INC. . . . . . . . 490
WELCOME TO THE INSTITUTE OF ELECTRICAL AND ELECTRONICS ENGINEERS, INC. . . . . . 492
КСИМЕТРО . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 494
TOPSOLID . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 495
Том III / Vol III
80 Aspects Regarding the Wear of Ball-Nose End Mills . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .521 Eng. Mircea Lobonţiu, PhD., Professor, Eng. Vlad Diciuc, PhD. Student, Eng. Marius Cosma, PhD. Lecturer
81 Cross Section Study of the Uncut Chip in 5 Axes Ball Nose End Milling for the First Geometrical Quadrant of the Tool Inclination . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .527 Eng. Marius Cosma, PhD, lecturer, Eng. Vlad Diciuc, PhD student, Eng. Vasile Nasui, PhD, professor
82 Interrupted Machining and Its Usability for Ceramic MaterialMore Accurately for Ceramic Inserts DISAL 100 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .533 Petr Pfeiler, MSc., Robert Cep, Ph.D., MSc., Lenka Ocenasova, Ph.D., MSc.
83 Influence of growing feed speed to machined surface quality . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .541 Lenka Petrkovska, MSc., Jana Novakova, MSc., M.A., prof. Josef Brychta, Ph.D., MSc.
84 Investigations On The Dynamic Characteristics Of The Air Gauges . . . . . . . . . . . . . . . . . . . . . . . . . . .547 Dr.-Eng. M. Rucki, Dr.-Eng. Cz.J.Jermak, MSc.-Eng. Z. Jaskolska
85 Some Major Effects of the Quality of the AdvancedMaterials on the Performances of the Worm-Driving Gears . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .553 Eng. Vasile Nasui, PhD, professor
86 Self-propelled rotary tool and wood turning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .557 Assoc. prof., Eng. PhD. Lubomir Javorek, MSc.(Eng) Jozef Hric
87 Measurement residual stress for precision milling hardened steel with cubic boron nitride cutting tools. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .563 Ing. Igor Vilček Ph.D., Ing. Hadi Sutanto Ph.D, Prof. Ing. Jan Madl Ph.D.
88 New possibilities of improving the EDM process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .567 Prof. Dr. Ing. Marcel S. Popa, Professor, PhD. Stud. Ing. Glad Contiu, Assistant

11
89 Влияние на комбинираната електрофизична обработка на основните зависими променливи при фрезоване . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .571 доц. дтн .инж.А.И.Македонски, д-р инж. И.Вилчик, Ст.н.с. д-р инж. Б.Г.Македонски
90 Мониторинг и диагностика на съгласувани движения за фрезови операции в реконфигурираща се производствена система на базата на iec 61499 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .579 ст. ас. инж. Христо Г. Карамишев, ст. ас. д-р Григор С. Стамболов,доц. д-р Тотю А. Гешев, доц. д-р Идилия А. Бачкова, проф. дтн Георги Т. Попов
91 Possibilities Of Wood Gas Application In Combustion Engines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .585 MSc. Erika Sujová, PhD.
92 Intelligent Assembly Systems. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .591 Ing. Andrea Mudriková, PhD., Ing. Marcela Charbulová21
93 Clamping Devices for Intelligent Production Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .597 Ing. Marcela Charbulová1, Ing. Andrea Mudriková, PhD.
94 Application of artificial intelligence in manufacturing systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .603 Ondrej Stas, Marián Tolnay, Lubos Magdolen
95 Testing of accuracy of machined parts for transmission gearbox of electric locomotive . . . . . . . . . . .609 Prof.dr. A. Stoić, M. Duspara BSc, F. Zečević BSc
96 Quality Management System With Non-Contact Pneumatic Measurement . . . . . . . . . . . . . . . . . . . . 613 Dr.-Eng. A.Gazdecki, Dr.-Eng. M. Rucki, Dr.-Eng. Cz.J.Jermak
97 Calibration Of Measures As A Basis For Product Quality Assurance . . . . . . . . . . . . . . . . . . . . . . . . . . 619 MSc. Miroslava Tavodova, PhD.
98 Analysis Of Intermittent Motion Mechanisms Adjustment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 625 msc. Milan D. Kostić, msc. Maja V. Čavić, phd. Miodrag Zlokolica

13
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS1
Метод и машина за многооперационно обработване на стъпални ротационни детайли
Част 3 Нови технологични методи
доц. д-р Л. Ж. Стоев, ТУ-София, [email protected], тел: + 359 2 9653919
Анотация: В две поредни публикации на конференцията ТЕХСИС’2009 са представени технология и машина за многооперационно обработване на стъпални ротационни детайли. В настоящата работа се акцентува върху допълнителните възможностите на мултифункционалния шлифовъчен център за реализиране на следните нови технологични методи: профилиране на абразивни дискове с диамантни инструменти, шлифоване на профилни повърхнини, струговане и шлифоване на резби на една установка и методи за поддържане на нестабилни детайли с подвижни люнети. За предлаганите методи и маши-на е подадена заявка за изобретение в Патентното ведомство на Република България.
Ключови думи: център, заточване, профилно шлифоване, шлифоване на резби, люнет
1. Метод за профилиране на абразивни дискове с диамантни инструменти
Инструментите за заточване на шлифовъчни дискове са предназначени за възстановяване на тяхната режеща способност и геометрична форма. Независимо от това, че те спадат към така наречените инстру-менти от втори порядък, които не взаимодействат пряко с обработваната заготовка, тяхната роля непре-къснато нараства и става все по-определяща за крайните резултати от шлифоването. Според DIN 8589 методите за заточване се делят на две групи:
методи на профилиране, при които заточващият инструмент трябва да има негативен на желания про-• фил на детайла и
методи за формиране, при които профилът на шлифовъчния диск се получава чрез управление на • подавателното движение.
В едросерийното и масово производство най-широко разпространеният метод за абразивна обработка е врезното профилно шлифоване. То осигурява максимална производителност, висока точност и постоянно качество на шлифованите детайли. При така нареченото „интензивно” врезно шлифоване се получава готов детайл без друга механична обработка, директно от щампована или кована заготовка. Това обяснява нарастващото приложение на диамантните ролки за врезно или тангенциално заточване при прилагане на първата група методи за профилиране. Създадени първоначално като заменители на стоманените и твър-досплавни ролки за бездиамантно заточване, днес те са основен инструмент за формиране и поддържане на профила и режещата способност на шлифовъчните инструменти в едросерийното и масово производ-ство, и особено в автомобилостроенето.
Втората група методи се прилага най-вече при машините с CNC управление, предназначени за дребно и средно-серийно производство. Използват се профилно шлифовани единични изравнители или формира-щи диамантни ролки при управление на подавателните движения в надлъжно и напречно направление. При съвременните шлифовъчни центри диамантните инструменти се вграждат към предните и задни седла, и към супортите на машините. Усъвършенстването на процеса заточване на шлифовъчните инстру-менти е възможно чрез предлагане и изследване на нови методи.
В [1] е разработена, изяснена и изпитана технология за бърза ръчна смяна на профилни диамантни ролки при запазване на една и съща позиция за заточване по осите X и Z за всички заточващи инструменти. Те предварително се монтират към преходни фланци с точно изработени конусни отвори. Всеки комплект от ролка и фланец се присъединява последователно към вътрешно шлифовъчно вретено (на устройство за тангенциално заточване), с радиално и челно биене на оста под 2 µm. Сумарното разсейване на позицията за заточване, при многократно преустановяване на всички комплекти от ролки, е под 5 µm. Тази стойност може да бъде намалена, ако се изпълнява едновременно установяване по къс конус и чело. Днес това е възможно в производствени условия и се прилага от реномираните производители на прецизни държачи за металорежещи инструменти. Например фирмата Krupp Widia е разработила системата за установяване

21
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Метод и машина за многооперационно обработване на стъпални ротационни детайли
Част 4 Двусупортен център
доц. д-р Л. Ж. Стоев, ТУ-София, [email protected], тел: + 359 2 9653919
Анотация: Предлага се нова компоновка на двусупортен център за многооперационно двустранно обработване на стъпални патронникови и центрови детайли. Машината дава възможност за реализи-ране на нови технологични методи за активен контрол и адаптивно управление в надлъжно и напречно направление, за поддържане на детайли с ниска стабилност с помощта на призматични люнетни опори и други. За предлаганите методи и машина е подадена заявка за изобретение в Патентното ведомство на Република България.
Ключови думи: център, двустранно обработване, активен контрол, адаптивно управление, люнет
1. Въведение
Целта на настоящата работа е представяне на метод и компоновка на двусупортна машина за многоопера-ционно двустранно обработване на стъпални ротационни детайли с различна стабилност с възможност за поддържане при необходимост на обработваните повърхнини от люнетни опори и прилагане на активен контрол и адаптивно управление в напречно и надлъжно направление.
2. Описание на компоновката и метода за многооперационно обработване с два супорта
За повишаване на производителността на метода за многооперационно двустранно обработване на стъ-пални ротационни детайли в условията на едросерийно и масово производство е създадена компоновка на двусупортна машина. Тя е подходяща за използване и в условията на ГАПС. Машината е представена на фиг. 1. По аналогия на едносупортния вариант [1, 2] всеки един от двата кръстати револверни супорта 1 и 1’ е комплектуван с мотор-вретено 5 с два външно кръглошлифовъчни диска 6 и 7 с еднакъв или раз-личен: профил, наклон и характеристика, с вътрешно шлифовъчно вретено 8 и многопозиционна револ-верна глава 4 с инструменти за реализиране на различни операции. Позиционното и ъглово разположение на вретената 5 и 8 и на револверните глави 4 върху супортите 1 и 1’ могат да се променят на модулен принцип и зависят от технологичната насоченост на машината. Вретената са честотно регулируеми и с възможност за осъществяване на високоскоростно или високомощностно обработване. Опционално тези вретена могат да разполагат и с магазини за автоматична смяна на инструментите. Супортите 1 и 1’ се движат по успоредни надлъжни направляващи 9 и 54. Всеки един от тях се премества в напречно направление от две шейни [1, 2], разположени една върху друга и управлявани от различни двигатели и сачмено-винтови подавателни механизми. Единият от тях се използва при изпълнение на силовите, груби операции, а другият при окончателно обработване.
Мултифункционалният машинен център разполага с револверни предно 2 и задно 3 седло [1, 2]. Те са оформени като кръстати маси. Движат се по една и съща надлъжна направляваща 15, намираща се между направляващите 9 и 54 на супортите и успоредна на тях. В зависимост от технологичната насоченост на машината се използват дву- или четирипозиционни седла [1, 2]. Те се комплектуват със срещуполож-[1, 2]. Те се комплектуват със срещуполож-1, 2]. Те се комплектуват със срещуполож-]. Те се комплектуват със срещуполож-. Те се комплектуват със срещуполож-ни мотор-вретена 10 за автоматично преустановяване на патронникови детайли при двустранното им обработване и с по едно или повече високочестотни вретена 12 и приспособления [1, 2] с възможност за автоматична смяна на: металообработващи инструменти, поддържащи центри, измервателни глави и друга технологична екипировка.
На фигурата е представено огледално разположение на супортите 1 и 1’ спрямо оста на детайла 11. Илю-стрирано е едновременно двустранно струговане на стъпалата на надлъжно неподвижен стъпален детайл 11 по осите Z1, X1 и Z4, X4. Компоновката дава възможност за двукратно повишаване на производителнос-тта на операциите поради възможността за едновременно обработване на две повърхнини с инструменти от двата супорта. Всички приложения на изяснените методи и възможности на едносупортния вариант, в
2

27
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Flexible Equipment For Honing Parts In Small Series
Authors: Assoc. Prof. Badea Lepadatescu, [email protected], phone: +40 722 164 937; Prof. Constantin Buzatu, [email protected], +40 740 050 861, Assoc. Prof. Ioan Enescu, [email protected], +40 726 354 764.
Abstract. The paper presents a honing equipment, single spindle, manual loaded and unloaded, designed for small batches work production purposes especially for blind hole brake body cylinders. This equipment was designed to work for honing parts in small series in the applications where is essential that the internal surface of cylinder requires a surface finish of Ra = 0,4 μm. The successful honing of these cylinders ai only made possible by using specially designed tools combined with the reliable machine controls to permit a momentary dwell on the stroke reversal at the blind end of the bore.
Key Words: surface finish, close tolerances, small production, flexibility, reliability.
1. Introduction
Honing is an abrasive machining process whereby a tool with expanding abrasive stone assemblies rotates in the cylinder bore, while the tool or the part reciprocates rapidly during the process. Because the cutting points of the honing abrasive are small and numerous, heat and stress in the workpiece are minimal. As a result, the surface integrity of the bore is excellent and can be finished to a specified level of roughness.
The main purpose is to finish the surface to a particular diameter and geometric cylindricity. It’s usually a sec-ondary machining operation that finishes a part, relieves stress, or corrects some feature such as out-of-round, undersize tapers, or misaligned bores. A typical production cycle is to drill, ream, heat treat, and then hone. Sometimes the operation may only require drilling and honing. The honing operation typically removes from 0,03 - 0,3 mm of material in a process that competes effectively as a finishing process with boring and grinding [3].
Maintaining true roundness and straightness with surface finishes under 0,5 μm Ra is difficult to achieve by finish boring and internal grinding. Holes machined by such methods may suffer from a significant number of errors that need to be corrected by honing as shown in Fig.1.
Out-of-round Bellmouth Waviness Undersize Barrel
Fig.1 Common bore errors that can be corrected by honing.
The fact that either the tool or the workpiece float, as shown in Fig.2 enables the tool to exert an equal pressure on all sides of the bore regardless of the machine vibrations. As the tool reciprocates through the bore, the pres-sure and the resulting penetration of grit is greatest at the high spots and, consequently, abrading the crest of the waviness and making the bore straight. After leveling the high spots, each section of the bore receives an equal abrading action by thousands of grains during a single hone reciprocation of the tool [2].
3

33
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Comparison Of Processes In Machining Of Hardened Surfaces
Dr. János Kundrák, professor, [email protected], +36 46 565233
Abstract: The development of machines tools and process technologies focused on the cutting of hardened steels and hard turning lead rapidly to industrial application. However, turning cannot be generally applied in any case instead of abrasive machining, first of all grinding. There are cases when instead of grinding or hard turning it is more expedient to apply combined, so called hybrid machining. In combined proceedings their advantages can be united and exploited, therefore the efficiency of hard turning can be improved. In this paper hard turning is compared to grinding and also combined procedures generated by abrasive procedures are presented.
Key words: grinding, hard cutting, combine procedures
1. Introduction
In the field of material removal, the cutting of hardened steels is an outstanding area for current manufactur-ing and for scientific research. The development of cutting tool materials at the end of the 20th century made it possible to replace grinding for precision finish machining of hardened steels with hard turning. The industrial application of PCBN tool materials soon became widespread because of their economy, low production costs and environment friendliness. The new finishing process, called hard turning, has so far been concerned mainly with automobile manufacturing processes, and its research and development have become high-priority tasks in metal machining.
As a result of the development of machine tools and process technologies, the industrial application of hard turn-ing is spreading fast. Today hard turning can already be considered as a serious alternative to grinding in certain situations.
Comparing the two proceedings is not very simple because of the changeability of the prescribed quality and workpiece geometry. Koch specified economy, flexibility, ecology and quality as criteria that are important for purposes of comparison [1]. The main advantages of hard turning versus grinding are its high flexibility, the pos-sibility of machining workpieces with complicated geometry in one set, and elimination of cooling and lubri-cants, which is important from an ecological point of view.
In this paper the applicability of hard cutting and its comparison to grinding, as well as the possibility of their combination are outlined for the machining of hardened bored, disk type parts.
2. Conditions of experiments
The experiments were done on gear wheels with bore-holes of different diameters hardened on each of their surfaces. Following the machining, in the bore-holes IT5 or IT6 accuracy, and Rz=3, 5 or 6 µm surface rough-ness had to be ensured. The geometrical data of the experimental parts are in Table 1 and technological data are in Table 2.
The experimental conditions were the following (characteristics of the examined workpieces): material: 16MnCr5; hardness: 61-63 HRC; range of diameters: d=35÷83; accuracy: IT 5÷6; length of bore: 24.2÷42.8; l/d relationship: 0.32÷1.07; allowance: 0.3 mm; sequence size: n=200.
Table 1: Geometrical characteristics of gears
Sign 1 2 3 4 5 6 7 8 9
Diameter 35 36 38 48 62 62 66 76 83
l/d 1.00 1.07 0.79 0.60 0.66 0.69 0.43 0.32 0.41
4

39
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Способы повышения виброустойчивости металлорежущих системМ.С.Бундур, П.П.Петков, В.А.Прокопенко
Проанализированы возможности повышения виброустойчивости металлорежущих систем за счет оптимизации параметров режимов резания, усовершенствования конструкции основных узлов техноло-гической системы станков ,улучшения качества режущего инструмента, а также изменением физико-механических свойств обрабатываемых материалов.
Виброустойчивость систем металлорежущего оборудования оказывает самое непосредственное влияние на производительность и точность обработки и на возможность использования ресурса станков и режу-щих инструментов [1].
Виброустойчивость технологической системы станков в процессе резания зависит от целого ряда факто-ров, которые с учетом выполненных нами исследований и полученных результатов [1,2 ]можно обобщить в трех группах: технологических, конструктивных и физико-механических.
К первой группе относятся параметры режима резания (глубина и скорость резания, подача, геометрия режущего инструмента и условия обработки (технологическая среда, наличия подогрева или охлаждения и т.п.)).
К второй группе относятся параметры технологической системы оборудования – жесткость, собственная частота, демпфирующие свойства, а также конструктивные особенности – тип опор шпинделя (скольже-ния, качения, гидростатические и др.) и их расположение, тип направляющих и способы выбора зазора в них, способ установки заготовки (в патрон, в центрах, в специальных приспособлениях), конструкция и геометрия режущего инструмента, тип инструментальной оснастки и способ закрепления инструмента и др.
К третьей группе относятся физико-механические свойства обрабатываемых и инструментальных мате-риалов (прочностные, пластические, трибологические)
1. Повышение виброустойчивости систем за счет оптимизации параметров режима резания.
Если производительность станка при обработке резанием определять как объем металла удаляемого за единицу времени, получим:
(1)
Из формулы (1) следует, что производительность при резании можно увеличить, пропорционально увели-чивая любого из множителей: t, S и V .
Однако, с точки зрения виброустойчивости, все три множителя в формуле влияют на W по-разному. Увеличение глубины резания t (ширина срезаемого слоя b) однозначно приводит к снижению виброустой-t (ширина срезаемого слоя b) однозначно приводит к снижению виброустой- (ширина срезаемого слоя b) однозначно приводит к снижению виброустой-b) однозначно приводит к снижению виброустой-) однозначно приводит к снижению виброустой-чивости, и для любой системы с заданными параметрами и при выбранных других параметров режима резания – скорости, подачи, геометрических параметров инструмента при обработке заготовок с заданны-
ми механическими характеристиками существует некоторое предельное значение , при котором в системе возникают автоколебания. На этом построена методика испытания оборудования на виброус-тойчивость по величине предельной стружки. При этом следует отметить, что при одном и том же значе-
нии t при больших значениях b виброустойчивость уменьшается. Влияние )(bt на виброустойчивость
системы при резании объясняется пропорциональным увеличением силы резания при увеличении )(bt
5

47
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Качество на повърхнините при довършващо обработване чрез повърхностно пластично деформиране (ППД) на стругове с ЦПУ
проф. д-р инж. Васил. И. Георгиев – ТУ-София, филиал Пловдив,e-mail: [email protected] доц. д-р инж. Пепо. И. Йорданов – ТУ-София, филиал Пловдив,e-mail: [email protected]
д-р инж. Илия. А. Четроков –Университет “Проф. д-р А. Златаров” – Бургас, e-mail: [email protected]
Резюме: In the processing of rotational surfaces through roller burnishing process with CNC lathes, for the different segments of the surface the elements of the process conditions change – velocity of feed, peripheral velocity and strength of deformation. This results in scattering of quality of the processed surface. In this report examined are the scattering of quality with different plans of processing, and suggested are solutions for ensur-ing stability of the roller burnishing process conditions and improvment of the processed surface quality.
Ключови думи: mechanical engineering, finished processing, roller burnishing, CNC lathes
1. Въведение
Прилагането на повърхностно пластично деформиране (ППД) при довършващо обработване, осигурява същата точност на микрогеометричната форма на обработените повърхнини, както и при други процеси за механично обработване, но притежава редица предимства [1, 5]. Процесът може да бъде характеризи-[1, 5]. Процесът може да бъде характеризи-1, 5]. Процесът може да бъде характеризи-]. Процесът може да бъде характеризи-. Процесът може да бъде характеризи-ран с висока ефективност на обработването и чувстви-телно повишаване на границата на умора на обра-ботените детайли при циклични знакопро-менливи натоварвания. Съществено се подобрява грапавостта на обработената повърхнина, като при изходна височина на грапавините , с еднопроходно ротационно ППД може да се постигне . Обработването се характеризира с висока производи-телност.
Използването на металорежещи машини (ММ) с ЦПУ разкрива възможности за прилагане на обработ-(ММ) с ЦПУ разкрива възможности за прилагане на обработ-ММ) с ЦПУ разкрива възможности за прилагане на обработ-) с ЦПУ разкрива възможности за прилагане на обработ- с ЦПУ разкрива възможности за прилагане на обработ-ването с ППД като елемент от операцията за механично обработване. Създава се възможност процесът да се осъществи с оптимален режим [2]. Наличието на инструмент за ППД в инструменталния комплект създава възможност да се постигнат жела-ната точност на размерите и микрогеометрията на повърхнина-та при изпълнение на една операция.
Обработването на ротационни профилни повърхнини е свързано с промяна на режимите на обработване за различните участъци от повърхнината, скорост на подавателното движение, периферна скорост и сила на деформирането. В резултат на това се получава разсейване на качеството на обработваните повърхни-ни. За осигуряване на минимално разсейване на качеството е необходимо да бъдат осигурени постоянни параметри на режима за ППД.
2. Режим на обработване при ППД
При ППД е обусловена съвкупност от елементи на режима на обработване, като доминиращо влияние за качеството са деформиращата сила, подаването, скоростта на обработване, броя на проходите, схемата за кинематично въздействие, форма на деформиращия елемент.
2.1. Деформираща сила
Деформиращата сила се осигурява от еластична система или възниква като следствие от размерообра-зувана прибавка за деформиране. Тя има основно значение като елемент от режима на обработване. Еднозначното определяне на деформиращата сила чрез формули е трудна задача. За точно определяне на големината на деформиращата сила се използват пробни проходи [3, 5].
Ориентировъчно определяне на големината на деформиращата сила F, когато се прилага еластична систе- F, когато се прилага еластична систе-F, когато се прилага еластична систе-, когато се прилага еластична систе-ма, е възможно да се извърши по формулата на С. Г. Хейфец [4]:
6

51
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Динамика шпиндельных гидростатических подшипников с дроссельной схемой управления для станочного оборудования
М.С. Бундур, В.А. Прокопенко, П.П.Петков Санкт-Петербургский Государственный Политехнический Университет
КД: динамика, гидостатические подшипники, шпиндельные узлы, станочное оборудование,виброустойчивость, передаточная функция, амплитудно-фазо-частотная характеристи-ка, дроссельная схема управления.
В настоящее время в машиностроении и других отраслях промышленности все более широкое примене-ние находят новые конструкционные материалы, обладающие повышенными механическими характерис-тиками и особыми свойствами (высокопрочные, нержавеющие, жаропрочные, маломагнитные). Обра-ботка таких материалов сопровождается значительным возрастанием сил резания, снижением стойкости режущего инструмента и возникновением интенсивных вибраций в процессе резания, что приводит к неизбежному снижению производительности и точности обработки, а также ресурса как самого метал-лообрабатывающего оборудования, так и режущего инструмента. В этих условиях особую значимость приобретают вопросы динамики процесса резания и повышения виброустойчивости металлорежущих систем.
Динамическое поведение технологической системы станков и характер протекания процесса резания зависят от множества факторов, которые можно обобщить в двух группах – технологических и кон-структивных. К первой группе относятся параметры режима резания (глубина резания, подача, скорость резания), геометрические и конструктивные параметры режущего инструмента, физико-механические свойства обрабатываемого и инструментального материалов и условия обработки (технологическая сре-да, применение охлаждения, смазочных материалов и т.д.) Ко второй группе относятся параметры техно-логической системы оборудования – жесткость, собственная частота, приведенная масса, демпфирующие свойства, которые определяются конструктивными особенностями – типом опор (качения, гидростати-ческие и др.), их расположением, типом направляющих, способом крепления заготовки и инструмента, технологической оснасткой и т.п.
Шпиндельные узлы (ШУ) в значительной степени определяют выброустойчивость металлорежущих станков (МРС) и в большинстве случаев являются доминирующей системой в колебательных процес-сах при обработке резанием, а их динамические характеристики оказывают определяющее влияние на интенсивность колебаний. Резервы совершенствования ШУ за счет усложнения исполнения традицион-ных опор качения в настоящее время практически исчерпаны. Возможностью решения проблемы явля-ется переход к более широкому внедрению в ШУ МРС гидростатических подшипников (ГСП). Анализ результатов испытаний и исследований различных конструкций ШУ показывает заметные преимущества ГСП: повышенные жесткость, нагрузочная способность, демпфирование, долговечность и т.д. Более широкое использование ГСП в ШУ связано с необходимостью решения целого ряда вопросов, обеспечи-вающих повышение точности и виброустойчивости во всем диапазоне режимов резания, охватывающим как черновые, так и чистовые процессы.
Динамические характеристики ГСП являются основой повышения общей виброустойчивости МРС в це-лом, т.е. производительности и качества обработки. Поэтому анализ поведения ГСП в динамике является важным этапом процесса проектирования и оценки его результатов.
В качестве объекта исследования был выбран гибкий производственный модуль (ГПМ) модели ЛР-400ПМФ-4, в ШУ которого установлены два радиальных ГСП с дроссельной системой управления. Основные параметры данного модуля: радиальная составляющая силы резания – 0…10 кН; давление питания – 8,5 МПа; максимальная частота вращения шпинделя – 4000 об/мин; мощность привода главно-го движения – 30 кВт; диаметр шпинделя – 125 мм.
ГСП представляет собой систему автоматического регулирования (САР). Достаточно удобно в процессе проектирования оценку динамических показателей САР производить на основании анализа логарифми-ческих амплитудно-частотных (ЛАЧХ) и фазочастотных (ЛФЧХ) характеристик математической модели
7

59
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Концепция за диагностика и управление на технологичните процеси при реконфигуриращи се производствени системи
Проф. д-р инж. Васил И. Георгиев – ТУ-София, филиал Пловдив, e-mail: [email protected] д-р инж. Илия А. Четроков –Университет „Проф. д-р А. Златаров”– Бургас, e-mail: [email protected]
Резюме: In this work presented is a concept for diagnostic and data exchange regarding the conditions of the workpieces and parts in the different stages of the technological processes performance in mechanical processing. The information flows, integrated into a unified informational system, underly the quality control in mechanical processing and allow data storage and use in reconfiguring of the manufacturing and the technological systems.
Ключови думи: reconfigurable manufacturing systems(RMS) , diagnostic and control,
Условията на съвременното машиностроително производство и развитието на техниката налага изис-квания за постигане на гъвкавост, производителност и високи изисквания по отношение на точността на произвежданите детайли. Изход за производителите е концепцията за изграждане на реконфигуриращи се производствени системи (РПС) [3].
РПС притежават отличителните характеристики – модулност, интегрируемост, конверти-руемост, прена-стройване и диагностицираност, които им позволяват да се регулира производителността, да се произ-вежда широка гама от продукти и да се осигурява кратко по време пренастройване на производството [4]. Модулния подход при изграждане на РПС определя ниво в процеса на изграждане при което се определят технологичните схеми, на база на които е възможно изпълнение на всички технологични операции [3]. Контролът на заготовките и детайлите представлява неделима част от технологичния процес и в условия-та на автоматизирано производство и прилагане на системи за автоматично управление (САУ) на точ-ността е средство за получаване на информация, необходима за управлението на процесите.
Работата на различните подсистеми в РПС трябва да бъде насочена към постигане на ефективно упра-вление на технологичния процес за постигане на по-висока точност на обработваните детайли. Условие за това е надеждната информация за размерите, формата (макро и микрогеометрична) и относителното положение на повърхнините на детайла обработван на конкретната позиция в системата и диагностиката и управлението на технологичния процес.
Разглеждането на РПС като елемент на съвременното машиностроително производство е свързано с отразяване на тенденциите за съвременно управление на производството. Налагат се подходи за иден-тификация, следене и управление на материалите и производствените процеси в реално време, както и натрупване на информация за тях [5]. Възможно е анализиране на събраната информация със средствата на съвременните информационни технологии и приемане на решения за управление на съответен техно-логичен процес или операция.
В настоящата работа е изложена концепция за диагностика и управление на технологичните процеси при РПС, чрез идентификация на заготовката и детайла и осигуряване на информация за техните параметри на различни етапи в процеса на обработване.
Изграждането на производствената система, като система от машини и транспортни средства е известно от различните концепции за Гъвкави производствени системи (ГПС) и групирането на металорежещи машини в технологична система [2]. В много от тези случаи има наличие на идентификация на детайла или специалните приспособления (спътници).
Концепция за диагностика и управление на технологичните процеси при РПС предлагана в настоящата работа е изобразена на фиг.1:
8

63
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Multifunctional XYZ Machine
Ivanka P. Veneva - Institute of Mechanics and Biomechanics, Bulgarian Academy of Sciences, Sofia, Bulgaria, e-mail: [email protected]
Hristo Venev - Vetor Ltd., Sofia, Bulgaria, e-mail: [email protected]
Abstract: In this paper a new multifunctional XYZ machine will be presented. This machine can be used for drilling, cutting, welding, flame, laser and plasma cutting, routing, and sawing. Since any particular operation might require the use of different tools - drills, saws, etc. - the machine allows moving and changing multiple tools. The position of the tool is driven by stepper motors that power the X, Y and Z axis of the machine. In order to provide highly accurate movements a controller board has been designed. The board is based on an AVR controller, the Atmega128. The main idea is highly automate the process of producing any part and to guarantee that produced part closely matches the original CAD design.
Key words: CNC Router and milling systems, XYZ machine, Wood Router, drilling, milling, cutting machine, Control, АТmega128 microcontroller,
1. Introduction
CNC (computer numerical control) systems are now used for any process that can be described as a series of movements and operations. These include laser cutting, welding, friction stir welding, ultrasonic welding, flame and plasma cutting, bending, spinning, pinning, gluing, fabric cutting, sewing, tape and fibre placement, routing, picking and placing (PnP), and sawing.
Fig.1.Multifunctional Drilling and Milling Machine
In modern CNC systems, end-to-end component design is highly automated using CAD/CAM programs. The programs produce a computer file that is interpreted to extract the commands needed to operate a particular machine, and then loaded into the CNC machines for production. Since any particular component might require the use of a number of different tools - drills, saws, etc. - modern machines often combine multiple tools into a single “cell”. In other cases, a number of different machines are used with an external controller and human or robotic operators that move the component from machine to machine. In either case the complex series of steps needed to produce any part is highly automated and produces a part that closely matches the original CAD design.
CNC mills typically consist of a table that moves in the Y axis, and a tool chuck that moves in X and Z (depth). The position of the tool is driven by motors through a series of step-down gears in order to provide highly ac-curate movements, or in modern designs, direct-drive stepper motors.
As the controller hardware evolved, the mills themselves also evolved. One change has been to enclose the entire mechanism in a large box as a safety measure, often with additional safety interlocks to ensure the operator is far
9

69
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Довършващо обработване на пресформи
Доц. д-р Панчо Данаилов, e-mail: [email protected] Анелия Дичева - Технически Университет - София
Резюме: В работата е изследвана експериментално една възможност за довършващо обработване на формоваща плоча за пресформа от Х153CrМo12 (Х12М) с HRC 58-60, която е шлифована еднократно (страна А) и двукратно (страна В). Страна А на плочата е подложена на заглаждане с различни по вид абразивни брусове и с ултразвукови колебания. Страна В, след предварително заглаждане с шкурка, е подложена на свръхзаглаждане със стоманени и месингови четки и диамантна паста и полиране – с абразивен брус и ултразвукови колебания + притир с диамантна паста. След обработването е измерена грапавостта на повърхнините по показателя Ra. Резултатите за страна А са подложени на дисперси-оннен анализ и е оценено влиянието на амплитудата на ултразвуковите колебания и зърнистостта на абразивния материал. Получените резултати позволяват да се формулират практически препоръки за подобен вид обработване.
Ключови думи : довършващо обработване, заглаждане, полиране, грапавост Ra .
1. Въведение
Довършващото обработване заема съществено място в технологичния процес за изработване на пре-сформи и по-конкретно на техните формообразуващи повърхнини. Шлифоването, като класически метод за окончателно обработване, най-често е основа за следващото довършващо обработване – заглаждане, свръхзаглаждане и полиране.
Целта на настоящата работа е изследване ва една възможност за заглаждане, свръхзаглажадне и полиране на формообразуващи детайли с екипировка за заглаждане и полиране на фирма EOC “Normalien”.
2. Експериментални изследвания
Експерименталните изследвания са проведени върху заготовка за формоваща плоча от инструментален материал Х153CrМo12 (X12M), термообработена до твърдост 58-60 HRC. Опорната и челната повърх-CrМo12 (X12M), термообработена до твърдост 58-60 HRC. Опорната и челната повърх-Мo12 (X12M), термообработена до твърдост 58-60 HRC. Опорната и челната повърх-o12 (X12M), термообработена до твърдост 58-60 HRC. Опорната и челната повърх-12 (X12M), термообработена до твърдост 58-60 HRC. Опорната и челната повърх-X12M), термообработена до твърдост 58-60 HRC. Опорната и челната повърх-12M), термообработена до твърдост 58-60 HRC. Опорната и челната повърх-M), термообработена до твърдост 58-60 HRC. Опорната и челната повърх-), термообработена до твърдост 58-60 HRC. Опорната и челната повърх-HRC. Опорната и челната повърх-. Опорната и челната повърх-нини на плочата, обозначени съответно като повърхнини А и В, са шлифовани върху плоскошлифовъчна машина с абразивен диск с характеристика 1А 30 М V 7. Повърхнина А е шлифована еднократно, а по-върхнина В – двукратно. В таблица 1 са нанесени измерените с профиломер „Калибър 201” и осреднени (от 4, респ.5 сечения) стойности на грапавостта по показателя Ra , а на фиг. 1 са показани и профилограми на грапавостта от двете повърхнини.
Таблица 1.
Повърхнина Ra 1, µm Ra 2 , µm Ra 3 , µm Ra 4 , µm Ra 5 , µm Ra cp , µm
повърхнина А –еднократно шлифоване
0,13 0,28 0,34 0,31 – 0,265
повърхнина В –двукратно шлифоване
0,105 0,120 0,110 0,140 0,130 0,121
10

77
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Използване на обемно еластични абразивни дискове при обработване на твърдосплавни пластини
ст.н.с. д-р инж. Борис Г. Македонски, доц. д-р инж. Генадий Б. Таков– Минно-геоложки университет “Св.Ив.Рилски”, н.с І инж. Пламен К. Илиев, н.с. І инж. Неделчо Хр. Тодоров
Резюме: В работата са показани резултати от изследване на технологията за обработване на твър-досплавни пластини с обемно абразивни дискове. Целта на прилаганата технология е подобряване грапавостта на предната повърхнина на пластината и закръгляване на режещите ръбове.Определено е влиянието на значимите за процеса технологични фактори.
Ключови думи:абразивно обработване, обемно абразивни дискове, твърдосплавни пластини.
Закръгляването на режещите ръбове на твърдосплавни пластини за рязане на метали, в границите 0,03÷0,05 mm, води до повишаване на тяхната износоустойчивост. То е следствие от премахването на не-mm, води до повишаване на тяхната износоустойчивост. То е следствие от премахването на не-, води до повишаване на тяхната износоустойчивост. То е следствие от премахването на не-равностите по режещите ръбове, явяващи се концентратори на напрежение и на увеличаване здравината на режещия клин, за сметка на това минимално закръгление. Известни са някои методи за изпълнение на тази операция (химико-механичен, центробежно-абразивен), които имат някои недостатъци, като: извест-ни промени във физико-механичните свойства на повърхностния слой по предната и задната повърхнина; неравномерност на обработката; големи спомагателни времена за установяване и снемане на пластините и др. Всичко това обуславя актуалността на използването на обемно еластични абразивни дискове за зак-ръгляване на режещите ръбове на твърдосплавни пластини.
Обемно еластичните абразивни инструменти са такива инструменти, конструкцията и свойствата на които допускат значително еластично преместване на абразивните зърна по време на работа, спрямо ста-тичното положение по направление на нормалната съставяща на силата на рязане. Този вид инструменти не се установява на определена дълбочина на рязане, а необходимите условия на рязане на отделните абразивни зърна се създават благодарение на предварителното им (статично) натоварване. При това се деформира еластичната основа на инструмента, притискан към обработваната повърхнина. Тази дефор-мация се запазва и по време на работа на инструмента.
Еластичната връзка между абразивните зърна се явява своеобразен амортизатор по време на работа, спо-собстващ за гасене на трептения и вибрации, неизбежно възникващи при абразивната обработка.
Следва обаче да се отбележи, че еластичните дискове представляват сами по себе си сложна вибрираща система с относително нисък резонанс на честоти [1] . Трептенията, възникващи при обработка с тях могат да окажат влияние върху трайността на абразивния инструмент и качеството на обработка.
Най-често обемните еластични абразивни дискове се разработват на пластмасова и каучукова основа.
Предмет на докладваната работа е изследване на технологията за обработване на твърдосплавни пласти-ни с обемни еластични дискове. В резултат на обработката се снема материал, променя се грапавостта на обработваната (предна) повърхнина на пластината и закръгляване на острите и режещи ръбове. Изследва-но и определено е влиянието на технологичните фактори на процеса върху горе-изброените параметри.
За провеждане на експерименталната работа е изработена опитна установка на базата на колонна пробив-на машина.
Обемните еластични абразивни дискове използвани за изследванията са на каучукова основа с абрази-вен материал зелен силициев карбид с едрина 63÷100µm, твърдост по Шор до 35 единици и размери Φ 325mm и дебелина 30mm. Образците се обработват притискайки ги към периферията на диска.
Обработващият диск се закрепва върху фланец на вретенния възел на опитната установка и се задвижва от постояннотоков двигател с мощност 1,5 kW. Скоростта на въртене на диска се регулира с автотранс-kW. Скоростта на въртене на диска се регулира с автотранс-. Скоростта на въртене на диска се регулира с автотранс-форматор. Опитният образец (твърдосплавна пластина) се установява в приспособление към вретеното на машината. В процеса на обработката се върти с обороти в съответствие с оборотния й ред. Величината
11

81
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
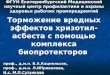
Nanopowders – Plasmachemical Synthesis and Properties
Prof. Gheorghi P. Vissokov, Institute of Catalysis, BAS, [email protected], tel. 979 29 67 Prof. Slаvcho A. Donchev, UMG “St. Ivan Rilski”, [email protected], tel. 8060 301
Abstract: Our experimental results of the synthesis of nanopowders (NP) under conditions which characterize quasi-equilibrium, as well as non-equilibrium low temperature plasma, are summarized. The plasmachemical processes (PCP) of the synthesis of NP can be classified according to the plasma media: noble gases (plasma destruction); reducing media; nitrogen; oxidizing media and reducing-oxidizing media. PCP are characterized by the basic reaction, end products, temperature range in the plasmachemical reactor, particle sizes, specific surfaces of the powders and fields of applications. The process of powder vaporization is limiting, determining the characteristics of the plasma generator to obtain NP with high purity, the reactions must take place in the gaseous phase. Quenching can be accompanied by a chemical reaction, and as a result, powders are obtained with either deffects in the crystal structure or in the amorphous state. The mean particle size of NP is 5 to 100 nm (specific surface ≤ 400m2/g). Quenching determines the phase content of the specific NP.
Key words: plasma-chemical synthesis, nano-powders, properties
Introduction
The comprehensive studies, carried out by the authors [1-5], demonstrated that the application of the plasma-chemical nano-technology is especially promising for the production of nano-dispersed (ND) powders: (oxides - silicon dioxide [1,3], iron oxides with pigment qualification [1,3], aluminum oxide [3,4], nitrides [3,4] - alumi-num, silicon, magnesium, titanium - nano-dispersed ceramics; metals [2-4] - manganese, molybdenum, iron, etc.; catalysts [1,3-5] - mostly for the needs of ammonia production) with particular and specific properties that can-not be produced by means of the existing classical techniques, as well for the production of pure and ultra pure substances. The use of plasma-chemical nanotechnologies (PCNT) in the small-scale chemical production of nano-dispersed powders (NDP) and for solution of outstanding ecological problems related with environmental protection (atmosphere, waters, soil) is determined by the indisputable advantages of the plasma-chemical (PC) processes and techniques [1-5]. As we already pointed out in [1,3,4], the plasma-chemical processes (PCPs) take place mostly in one stage under the conditions of large specific enthalpies, high temperatures, high velocities and high degree of raw materials utilization. They are practically insensitive to impurities in the raw materials; the latter can be difficult to process, but widely available (even wastes, such as cobalt cake in the lead-zinc produc-tion [2, 3]). The processes possess high economic effectiveness, possibility for miniaturization and automation, can be suitably modeled, optimized and controlled, and are distinguished by the similarity of the technological equipment used. If one considers the various installations and PCRs existing in this country [1-5], one should note that the common arrangement of a plasma-chemical installation [1-3] comprises a plasmatron - an low-tem-perature plasma (LTP) generator, a mixer, a plasma-chemical reactor (PCR), a quenching device and a unit for collection and separation of the end products [1-3]. Bearing in mind the advantages and disadvantages of the PC technologies [1,3], one can assert that, in what concerns the conditions existing in Bulgaria (expensive electric-ity, shortage of specialists and experience in PC technologies), it is expedient to implement such PCPs that are related to the development of small-scale production of substances with specific properties and, in particular, of NDP. Considering the economic parameters of organizing PC production, and bearing in mind the encouraging results from the preparation of some ND powders [1-5], one should conclude that real conditions exist in this country for the initiation of small-scale plasma-chemical production.
The aim of this auto-review is to summaries the results of our investigations for plasma-chemically preparation of nano-dispersed powders.
Results and discussion
The Table 1 presents the PCPs for production of ND powders, developed by us, characterized with respect to: the basic reaction, the desired process products, the optimal temperature in the PCR, the particles size in the main ND fraction, the specific surface value and the fields of application. Depending on the media, where PCPs are
12

87
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Анализ на остатъчните напрежения в стоманена отливка и избор на обработка за тяхното намаляване
гл.ас. д-р инж., Николай Д. Николов, Технически университет-София, e-mail: [email protected], тел. 02 965 3291
Резюме: Анализ на остатъчните напрежения в стоманена отливка и избор на обработка за тяхното намаляване. В тази статия с помощта на компютърна симулация са получени остатъчните напрежения в примерна стоманена отливка, формирани при изстиването след нейното отливане. Направен е анализ на напрег-натото състояние в отливката и на причините за формиране на напреженията в отделните части, с цел да се прецени необходимостта от намаляване на напреженията и да се избере подходящ метод за борба с тях. Описани са някои от възможните методи за намаляване на остатъчните напрежения и са препоръчани два от тях.
Ключови думи: леене в пясъчна форма, стоманена отливка, остатъчни напрежения, компютърно симу-лиране.
Увод
Независимо от мерките, които се взимат в конструктивно и технологично отношение, често в готови-те отливки има остатъчни напрежения с опасно високи стойности, или недопустимо големи остатъчни деформации. В тези случаи леярите трябва да избират между това да бракуват готовото изделие, или да го подложат на допълнителна обработка, за да стане годно за експлоатация.
В миналото често готовите отливки са били оставяни на открито в двора на леярните за период от 1-3 години. Променливите атмосферни условия ускоряват процеса на пълзене в напрегнатите обеми метал и водят да понижаване на напреженията. Този метод е максимално енергийно ефективен, но твърде бавен. Тъй като якостта на металите намалява с увеличаване на температурата, а пластичността им се повиша-ва, в днешно време най-често използваният метод за борба с остатъчните напрежения е допълнителната термична обработка [1]. При нея отливките се нагряват в пещи, задържат се при избраната температура определено време и се оставят бавно да се охладят. Уста новено е, че ако стоманени или чугунени отливки се задържат при температура 700 °С за 1-2 часа, а след това бавно се охладят, ще бъдат премахнати почти 100% от остатъчните напрежения в тях.
Поради високата цена на енергията и значителната продължителност на процеса, допълнителната тер-мична обработка оскъпява продукцията. При голямо габаритните отливки възникват и допълнителни трудности, свързани с транспортирането и разполагането им в пещта. В някои случаи цялостната термич-на обработка се оказва невъзможна. Тя е особено неизгодна, когато остатъчните напрежения имат недо-пустими стойности само в ограничени области от отливката.
Необходимостта от намаляване на остатъчните напрежения в отговорни отливки и проблемите при цялостната термична обработка са предпоставка за търсенето на иновативни методи, които да са едно-временно ефективни и икономически изгодни. В литературата [1] са описани някои възможни обработки – например пластично деформиране на преси, неравномерно нагряване, вибрационно въздействие. За разлика от стандартната термична обработка, тези методи се постига само частичен ефект. Необходимо е много добре да се познава разпределението на напреженията в отливката, за да се изберат правилно зоните и режимите на въздействие, в противен случай лесно може да получат напрежения със стойности, по-високи от тези преди обработката, и даже да се стигне до разрушаване на изделието.
Компютърното симулиране на леярския процес дава възможност да се получи разпределението на оста-тъчните напрежения и да се проиграват различни варианти за борба с тях. Днес компютърните симулации се използват масово в леярската практика, като обикновено се използват специализи рани комерсиални програми [2]. Най-често се симулират процесите на наливане, кристализация и охлаждане на отливката, с цел да се усъвършенства наливната система и системата от мъртви глави. Малка част от тези програ-ми имат модули за пресмятане на остатъчни напрежения и деформации, но цената им е много висока, а
13

91
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Намаляване на остатъчните напрежения в стоманени отливки чрез неравномерно нагряване
гл.ас. д-р инж., Николай Д. Николов, Технически университет-София, e-mail: [email protected], тел. 02 965 3291
Резюме: В тази статия е изследвано влиянието, което оказва неравномерното нагряване върху ос-татъчните напрежения, формирани в процеса на охлаждане на стоманена отливка с формата на правоъгълна двуконтурна рамка. Напреженията са пресметнати чрез термо-механична компютърна симулация, с помощта на метод на крайните елементи. Показано е, че с помощта на компютърното моделиране, при някои отливки може да се избере сполучлива стратегия за неравномерно нагряване, с която едновременно да се намалят остатъчните напрежения и да се постигне икономически ефект спрямо традиционната термична обработка.
Ключови думи: леене в пясъчна форма, стоманена отливка, остатъчни напрежения, компютърна симу-лация.
Увод
Когато в дадена отливка са налице недопустимо високи остатъчни напрежения, е необходимо да се вземат мерки за тяхното понижаване. Най-разпространеният и ефективен метод е цялостната термична обра-ботка. Ако правилно се подберат параметрите на процеса, чрез тази обработка остатъчните напрежения могат да бъдат почти напълно отстранени [1,2]. Основен недостатък на цялостното нагряване е големият разход на енергия. Методът е особено енергийно неефективен в случаите, когато напреженията с големи стойности са концентрирани в сравнително ограничени обеми. Допълнителни трудности възникват при голямогабаритни и сложни по форма детайли, при които понякога този метод се оказва неприложим. В тези случаи са необходими други методи за обработка, които да са едновременно ефективни и икономи-чески изгодни.
В настоящото изследване ще бъде разгледана възможността за намаляване на остатъчните напрежения чрез неравномерно нагряване на избрани зони от отливката. Ще бъде използвана примерна стоманена отливка, с формата на правоъгълна двуконтурна рамка (фиг.1). В [1] е направен задълбочен анализ на формирането и разпределението на остатъчните напрежения в тази отливка, и неравномерното нагряване е препоръчано като вариант за допълнителна обработка.
Обект на изследване
Обект на изследване е отливката, показана на фиг.1. Тя се състои от едно централно звено, две странични звена и четири свързващи звена. Централното и страничните звена са с цилиндрична форма, с диаметри съответно 40 мм и 20 мм. Свързващите звена са с квадратно напречно сечение, с размери 20х20 мм. За по-голяма нагледност, ще бъде проследено изменението на напреженията преди и след обработката в три характерни сечения, означени на фиг.1 като С1, С2 и С3. Сечение 1 (С1) и сечение 2 (С3), лежат в една от равнините на симетрия на рамката и са напречни сечения съответно на страничното и централното звено. Сечение 3 (С3) е напречно сечение на свързващото звено, прекарано през зоната с максимални еквива-лентни остатъчни напрежения (фиг.2).
На фиг.2 са показани остатъчните деформации и напрежения в рамката след нейното окончателно изсти-ване [1]. Поради факта, че страничните звена изстиват и се вкоравяват по-бързо от централното звено, в тях се формират натискови напрежения, а в централното – опънови. Натискът в страничните звена е екс-центричен, поради което напреженията се разпре делят неравномерно по напречните сечения. Най-товаре-ни са точките откъм централното звено, в които е налице натиск с големина 192 МРа. Свързващите звена са натоварени на огъване и срязване. Огъването поражда в свързващите звена големи нормални напреже-ния, които достигат до 300 МРа. При това от външната страна на свързващите звена е налице натиск, а от вътрешната – опън. Получените в [1] напрежения и деформации, както и механизмът на тяхното форми-ране съответстват на резултатите, посочени от други изследователи [2,4,5].
14

97
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Регулирование фазового состава боридов титана, получаемых методом самораспространяющегося высокотемпературного синтеза с помощью
ультразвука
Академик В.В.Клубович, к.т.н. М.М.Кулак, Л.Л.Платонов Институт технической акустики НАН Беларуси, Витебск, тел. +375212 24 29 66, [email protected]
Исследования механизмов структурообразования самораспространяющегося высокотемпературного синтеза (СВС) систем с многофазным конечным продуктом, создание научных принципов управления процессом СВС и свойствами продуктов синтеза с наложением интенсивных ультразвуковых колебаний (УЗК), представляют большой научный и практический интерес.
В работе рассматривается влияние ультразвуковых колебаний (УЗК) на процесс горения системы титан – бор и результаты рентгенофазового, металлографического и калориметрического анализа конечных продуктов синтеза.
Исследования проводили на установке [1]. На основании экспериментальных данных, известных геомет-рических размеров и теплофизических характеристик образцов были рассчитаны коэффициенты тепло-отдачи для исследуемых систем [2]. Результаты расчетов приведены на рисунке 1. Видно, что наложение УЗК приводит к увеличению коэффициента теплоотдачи α. Причем величина коэффициента теплоотдачи не зависит от состава исходной шихты. Это связано с ростом интенсивности конвективных потоков под действием УЗК вблизи поверхности горящего образца, а также изменением условий теплообмена в резу-льтате воздействия УЗК, что приводит к изменению условий образования конечного продукта.
Рентгенофазовый анализ конечных продуктов синтеза титан-бор проводили на дифрактометрическом комплексе D8 ADVANCE фирмы “BRUKER” Германия в Cukα излучении в автоматическом режиме съ-емки. Напряжение на рентгеновской трубке составляло 50 кВт, ток 20 mA. Съемки проведены в сканиру-ющем режиме: - интервал сканирования 2θ составлял 20 – 120 градусов, шаг сканирования 0,1 градуса, выдержка на точке сканирования 1,8 секунды, образец вращался со скоростью 15 оборотов в минуту. В качестве монохроматора использовали пиролитический графит. Фазовый анализ дифрактограмм выпол-нен в программном обеспечении “EVA” в объеме картотеки PDF-2 (Powder Diffraction File) International Centre for Diffraction Data [3].
Алгоритм программы “EVA” для проведения фазового анализа предусматривает сравнение полученных межплоскостных расстояний, представленных на дифрактограмме в виде дифракционных пиков, с таб-личными значениями межплоскостных расстояний известных веществ, приведенных в картотеке PDF-2. Совпадение полученных и табличных значений d/n и соотношения интенсивностей линий позволяет однозначно идентифицировать присутствующую в порошке фазу. Сравнение с табличными значениями
15

101
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Концепция формирования высокой усталостной долговечности автомобильных деталей
В.В. Клубович, академик НАН Беларуси, доктор техн. наук, профессор, В.А. Томило, кандидат техн. наук Белорусский национальный технический университет
Целью исследования является установление закономерностей повышения усталостной долговечности рессорных сталей на этапах формообразования, закалки, отпуска и термомеханической упрочняющей обработки. Представлены способы ультразвуковой упрочняющей обработки деталей. Предложен новый метод упрочнения комбинированной акустико-электролитноразрядной обработкой, заключающейся в совместном воздействии на обрабатываемое изделие плазмы электрического разряда в электролите и ультразвуковых колебаний. Разработаны технологии формирования высоких эксплуатационных свойств упругих элементов автомобильных подвесок
КД: упругий элемент, рессора, усталостная долговечность, упрочняющая обработка, ультразвук.
Введение. Направление и динамика развития современного производства требуют комплексного подхода, включающего мероприятия по обеспечению одновременно заданных размеров, формы и физико-механиче-ских свойств при изготовлении ответственных деталей. Разработана комплексная система операций форми-рования высоких эксплуатационных свойств изделий в условиях циклических знакопеременных нагрузок, которая включает объемную и поверхностную обработку. Объемная обработка состоит из формообразова-ния и термообработки, а также их синтеза — высокотемпературной термомеханической обработки.
Поверхностная обработка разделена на поверхностное пластическое деформирование и модифицирова-ние поверхности механическими, химическими, электрохимическими и другими воздействиями. Боль-шинство видов поверхностной обработки может быть интенсифицировано наложением ультразвуковых колебаний. Основные взаимосвязи технологических операций формообразования и последующей упроч-няющей обработки приведены на рис. 1.
Рис. 1. Система операций, формирующих эксплуатационные свойства деталей, работающих в условиях циклических нагрузок
16

109
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Безотходное производство изделий с винтовой поверхносью пластическим деформированием
к.т.н., с.н.с. Клушин В.А. Белорусский национальный технический университет, Минск, Беларусь Рудович А.О. ИЦ «АМТ инжиниринг», Минская обл., Минский район, Острошицкий Городок, Беларусь Наварро О.Е. ИЦ «АМТ инжиниринг», Минская обл., Минский район, Острошицкий Городок, Беларусь.
Abstract: Рассматривается, на примере шурупа путевого, высокоэффективная технология формообразо-вания винтовых поверхностей изделий поперечно-клиновой прокаткой, совмещающая операции раскатки стержневой части изделия и накатки резьбы. Приводятся основные технологические режимы формо-образования: температура прокатки, переходы, геометрические параметры деформирующего инстру-мента, степени обжатия заготовки по переходам. Дано описание компоновочной схемы комплексной технологии производства изделий с винтовой поверхностью, включающей безотходные процессы попе-речно-клиновой прокатки и объемной штамповки.
Key Words: Поперечно-клиновая прокатка, пластическое деформирование, винтовые поверхности, ком-бинированные процессы обработки давлением.
Создание высокопроизводительных и ресурсосберегающих производств, обеспечивающих конкурен-тоспособность выпускаемой продукции, связано с разработкой новых и совершенствованием известных высокоэффективных технологий пластического формообразования и их совместного использования в комбинированных процессах безотходного производства изделий высокого качества для достижения максимального эффекта.
К известным высокоэффективным технологиям пластического формообразования, в первую очередь, следует отнести поперечно-клиновую прокатку (ПКП), обеспечивающую коэффициент использования металла 0,8÷0,98 и безоблойную штамповку.
ПКП используют для получения ступенчатых деталей с удлиненной осью с различной конфигурацией отдельных ступеней (цилиндрические, конические, сферические и другие поверхности) и различными перепадами их диаметров (возможно пятикратное уменьшение диаметра). Прокаткой, в зависимости от используемого оборудования, можно получать поковки или готовые изделия с точностью размеров по 6 ÷ 12 квалитетам. Наибольшую точность достигают на станах с плоским клиновым инструментом [1].
ПКП в комбинированных процессах обработки металлов давлением широко используется для получения высокоточных профилированных по сечениям заготовок для последующих финишных операций пласти-ческого деформирования, таких как безоблойная штамповка, высадка, редуцирование и др. [2]. Комби-нирование процессов обработки металлов давлением с предварительным профилированием заготовок ПКП позволяет создавать малоотходные и безотходные производства. Так при организации производства ключей гаечных двусторонних на фирме «Danaher Tool Group», США по технологии [3], разработанной в компании «АМТ инжиниринг», был достигнут коэффициент использования металла 0,94. Малоотходное производство ключей выполняют по следующим переходам:
разрезка сортового калиброванного проката в штампе на прессе на штучные заготовки; • профилирование исходной заготовки на автоматической линии ПКП компании «• АМТ инжиниринг»
WRL 3510 при температуре полугорячего деформирования 850-900°С, совмещая профилирование с дополнительным нагревом прокатываемой заготовки до температуры горячего деформирования 1050-1100°С. Дополнительный нагрев осуществляют путем изменения деформационных режимов прокатки.
безоблойная штамповка поковки в закрытом штампе с компенсирующими полостями, расположенны-• ми в зевах ключа.
В настоящей работе, на примере шурупа путевого (рис.1), покажем результаты выполненных работ и перспективные решения по совершенствованию безотходного производства изделий с винтовой поверх-ностью, совмещающего высокоэффективные технологии пластического формообразования винтовых поверхностей прокаткой (операции раскатки стержневой части изделия и накатки резьбы) и безоблойной штамповки головки.
17

115
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Получение армирующей вставки поршня с каналом охлаждения
д.т.н. А.Т. Волочко, гл. н. с. отдела материаловедения ФТИ НАН Б, Минск, Беларусь, к.т.н., с.н.с. В.А. Клушин, зав. сектором НИЛ пластичности, БНТУ, Минск, Беларусь, аспирант, м.н.с., А.Ю. Изобелло, ФТИ
НАН Б, Минск, Беларусь
Резюме: рассматривается простой в изготовлении и надежный в использовании способ получения арми-рующей вставки для алюминиевого поршня с каналом охлаждения. Канал образуют в процессе тепловой сборки наружного кольца, выполненного из высоколегированного чугуна марки ЧН15Д7 (нирезиста), и внутреннего кольца - из легированной стали. В дальнейшем полученное соединение подвергают очистке, алитированию и помещают в кокиль в качестве армирующей составляющей для последующего получения алюминиевой отливки поршня с каналом для циркуляционного масленого охлаждения вставки поршня при работе двигателя. Приведены результаты теоретических и экспериментальных исследований на-пряженно-деформированного состояния армированной вставки поршня, сохраняющей гарантированный натяг по посадочным поверхностям в условиях различного термического расширения сопрягаемых дета-лей, неоднородного их нагрева, а так же при отсутствии или наличии в них пластической деформации.
Ключевые слова: армирующая вставка, поршень, канал охлаждения, тепловая сборка, нирезист, напря-женно-деформированное состояние
Резервы дальнейшего повышения характеристик двигателей внутреннего сгорания (ДВС) с использованием традиционных схем и материалов в значительной мере исчерпаны. При этом повышение агрегатной мощности, эксплуатационной экономии по топливу и маслу, улучшение экологических характеристик (снижение токсич-ности, шумности), повышение ресурса и надежности ДВС связано с интенсификацией, совершенствованием и оптимизацией параметров работы ДВС.
В связи с этим встает проблема принудительного охлаждения поршня. Из известных способов охлажде-ния, наиболее перспективным является циркуляционное (галерейное) охлаждение.
В данной статье рассматривается способ формирования охлаждающего канала в алюминиевых поршнях ДВС, который образуют в сборочных единицах (рис. 1), полученных тепловой сборкой двух сопрягаемых деталей: вставки 2, выполненной из высоколегированного чугуна марки ЧН15Д7 (нирезиста), и кольца-заглушки 1 из стали 40Х. В дальнейшем в соответствии с известной технологией [1] сборочную единицу подвергают дробеструйной очистке, алитированию и затем помещают в кокиль в качестве армирующей составляющей для последующего получения алюминиевой отливки поршня с каналом для циркуляцион-ного охлаждения.
Целью работы являлась оптимизация геометрии кольца-заглушки 1, используемого для ее изготовления материала и величины гарантированного натяга, соединяемых деталей, для формирования герметичного охлаждающего канала поршня.
Оптимизацию осуществляли путем исследования (оценки) напряженно-деформированного состояния сборочной единицы поршня, сохраняющей гарантированный натяг по посадочным поверхностям в ус-ловиях различного теплового расширения сопрягаемых деталей, выполненных из разных материалов, и неоднородного нагрева, обусловленного процессами алитирования и кокильного литья.
Тепловую сборку предлагаемой конструкции сборочной единицы поршня ДВС (рис. 1) осуществляли посредством помещения внутреннего кольца-заглушки 1 в разогретую вставку 2, в которой выполнена полость 3 для масляного охлаждения поршня.
18

119
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Някои тенденции в изследването и приложението на ултрадребнозърнести метални материали
доц. д-р Валентин И. Гагов, Русенски университет, [email protected], (082)888248 доц. д-р Росен Х. Радев, Русенски университет, [email protected], (082)888778
инж. Данаил Д. Господинов, Русенски университет, [email protected], (082)888778 инж. Емил Х. Янков, Русенски университет, [email protected], (082)888778
Резюме: Ултрадребнозърнестите метални материали са широко изследвани през последните години с оглед на възможностите за различни индустриални приложения на техните подобрени механични и технологични свойства. Тук се обсъждат някои тенденции в развитието на методите за получаване на монолитни ултрадребнозърнести метални материали чрез интензивно пластично деформиране и в из-ползването на такива методи за обработване на различни метални сплави. Отбелязани са по-важните особености в структурата и свойствата на ултрадребнозърнестите метални материали и са посочени установените досега възможности за тяхното практическо използване.
Ключови думи: ултрадребнозърнести метални материали, интензивно пластично деформиране, индус-триални приложения
1. Въведение
През последните 10-15 години се провеждат все по-интензивни изследвания върху структурата, свойства-та и поведението на различни материали при намаляващи размери на изграждащите ги частици. Особено голямо внимание се обръща на наноразмерните структурни състояния, когато поне един от размерите на материалните частици или структурните елементи се намира в интервала 1-100 nm. От използваната мерна единица са произлезли названията наноматериали [1] и нанотехнологии [2], които днес са общо-приети в научната литература и напоследък добиват популярност и в медийното пространство. Всъщност материали с уникални свойства и присъствие на наночастици в структурата им, както е установено чак сега със съвременни методи и средства на изследване, са били обработвани и използвани за определени изделия още преди 1000-1500 години. Характерни такива примери са дамаската стомана [3] с въглеродни нанотръбички за хладно оръжие и стъклата [4] със златни или сребърни нановключения за църковни вит-ражи. Друг по-нов пример от 18-19 век е изобретяването на фотографията, която се основава на образу-ването на сребърни наночастици под въздействието на светлина (първата цветна фотоснимка е получена през 1861 г. от Д. Максуел, повече известен като изследовател на електромагнетизма). Обширна инфор-мация за съвременните постижения и предизвикателства на наноинженерството се съдържа в редица известни на авторите монографии [4-12], справoчници [13, 14] и учебници [15-18], издадени след 2000 г. Между традиционните конструкционни кристални материали с големина на зърната над 1-10 μm и функ-μm и функ- и функ-ционалните наноструктурирани материали съществува интересната междинна област на ултрадребно-зърнестите материали с размери на кристалитите в интервала 100-1000 nm или 0,1-1 μm. Тук се обсъждат само обемните монолитни ултрадребнозърнести метали и сплави като перспективни машиностроителни материали за различни индустриални приложения. По-подробното разглеждане на други иновативни ултрадисперсни и нанодисперсни материали (керамики, композити, покрития) излиза извън рамките на настоящето изложение.
2. Развитие на научните изследвания
Теоретичните предвиждания за особеностите в дисперсното състояние на материалите започват още от 1661 г., когато ирландският физик, химик и теолог Р. Бойл предсказва, че най-малките градивни частици могат да се комбинират по различни начини и да образуват кластери, които не са лесно разложими на съставящите ги частици. Британският физик М. Фарадей през 1857 г. и немският физик Ми през 1908 г. предлагат обяснения за променливия цвят на църковните стъкла според вида и големината на включените в тях метални частици. През 1960 г. американският физик Р. Файнман отпечатва своята знаменита лекция „Има достатъчно място на дъното”, в която теоретически обосновава бъдещото развитие на нанотехноло-гиите. Интензивното разширяване на научните изследвания на ултрадребнозърнестите материали започва около 2000 г., когато вече са налице съвременни методи и средства [6, 9, 14, 19, 20] за получаването и
19

127
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Най-древните златни изделия Състав, макроструктура и технологични особености
д.т.н. Руси Д. Русев, Технически университет-Варна, [email protected], 052 383 586 Йордан С. Бояджиев, Технически университет-Варна, [email protected], 052 383 631 д-р Владимир Стр. Славчев, Регионален Исторически Музей-Варна, [email protected]
Резюме: В статията се прави обзор на открити в среднохалколитен гроб край Варна златни мъниста. Датирани в средата на 5-то хил. пр. Хр., те са най-старите открити до момента в света златни изде-лия. Авторите търсят отговори на въпросите как са били изработени първите златни метални предме-ти и каква е структурата на получените метали. Направени са възстановки на вероятните технологии и моделиране на използваните златни сплави.
Ключови думи: металообработка, златни изделия, технология, структура.
През 1976 г. в Западната промишлена зона на гр. Варна при строежа на тогавашния нов Домостроителен комбинат археологът Иван Иванов проучва три гроба.Този некропол става известен в науката като Варна ІІ (големият Варненски къснохалколитен некропол, отстоящ на два километра източно, е наречен Варна І, тъй като е открит преди него). В гроб 3 на некропола Варна II, датиран в средния халколит (средата на 5-то хил. пр.Хр.) са открити 31 златни мъниста, които всъщност са най-старото намерено обработено злато досега. Те са показани на фиг. 1.
Фиг. 1. Златни мъниста (31 бр.) от среднохалколитен некропол Варна ІІ(средата на 5-то хил. пр.Хр.)
Таблица 1
В първия ред на таблица 1 са дадени сумарното им тегло, на втория – обема на мъниста №№2-31 и на № 1, а на третия – плътността на мъниста №№2-31 и на № 1 (номерацията в таблица 1 отговаря на номерата на фиг. 1).
Данните за плътността (17,3 - 17,5 g/ cm3) показват, че мънистата са изработени от златна сплав с 15-20 % примеси или, съгласно каратната система, от злато 21-22 карата (1 карат≈4,2% златно съдържание). На фиг. 2 е даден графичен модел на снетата на мънисто № 1 рентгенова дифрактограма. Анализът й показ-на мънисто № 1 рентгенова дифрактограма. Анализът й показ-ва наличие на една фаза с кубична стеноцентрирана (равнинноцентрирана) решетка с координационно число К12 и параметър на кристалната решетка 4,0749Ǻ(10
-10 m). При положение, че параметъра на крис-m). При положение, че параметъра на крис-). При положение, че параметъра на крис-талната решетка на чистото злато е 4,0786 Ǻ(10-10 m), може да се приеме, че става въпрос за монофазен твърд разтвор на основата на златото. Съпоставяйки получените данни за плътността и параметъра на кристалната решетка по предложена методика за монофазните сплави от системата Au-Ag-Cu [2], може да се пресметне, че златната сплав съдържа 10-15 % Ag и 0,5-1 % Cu.
20

133
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Развитие на научните аспекти при изследването на дифузионните слоеве, получени при температури на азотиране и
карбонитриране под 450оС
д.т.н. инж. Руси Д. Русев, Технически университет-Варна, [email protected], 052 383 586 инж.Живко К Димитров, Технически университет-Варна, [email protected], 052 383 631 др-инж. Пламен Недков Петров Технически университет-Варна, [email protected], 052 383 631
Резюме: При азотиране или карбонитриране под 450оС на стомани високо легирани с хром, в твърдия разтвор, който може да бъде както γ, така също и α, е възможно да се разтворят големи количества азот и/или въглерод, при което той става метастабилен. Тази метастабилност е причина за отделя-нето на хромови нитриди, които са определящи за изменението на физико-механичните свойства на дифузионния слой. Доколко и в каква степен протича този процес на отделяне при тези температури, се анализира в настоящия доклад. В литературата няма единомислие относно фазовият строеж на така формирания слой, който определено се различава от слоя получен при конвенционалното азотиране (над 450оС). Авторите на статията, съобразявайки се с общите теоретични постановки от теорията на фазовите превръщания, подкрепени със собствени изследвания, излагат вижданията си за морфология-та на така формираните нитридни слоеве.
Ключови думи: S-фаза, преситен γ-твърд разтвор, кластери, нискотемпературно азотиране
Азотирането, със всичките си разновидности, в т.ч. и с карбонитериращите процеси, е ефективно при-ложима технология за повърхностно уякчаване преди всичко на легирани конструкционни и инструмен-тални стомани. Това е така, защото температурите, при които то се провежда (под 570оС), са ниски и фазовите реакции, които протичат при тези условия водят, както до пресищане на ферита и аустенита, така също и до отделянето на дисперсни нитриди на лигиращите елементи, които са определящи за физико-механичните свойства на нитридния слой.
През последните години интересът на изследователите към азотирането на неръждаеми стомани е пови-шен от вече доказаната възможност да се изгражда нитриден слой без отделяния на нитриди в него, на етап преситен твърд разтвор [1]. Систематично в научната литературата се публикуват непрекъснато нови изследвания в по-голямата си част насочени към анализиране на структурата и физико-механичните свойства на този нитриден слой, но за който все още не е установена точна формулировка и опреде-ление. Подобно заключение е направено в една от последните статии на Bell [2]. Това несъответствие в определението на този нитриден слой може да се обобщи в два основни възприети вариянта: че слоят е изграден от нова фаза (S-фаза) [3], или че той е съставен от силно преситен γ-твърд разтвор [4,5,6]. И за двата варианта има безпорни доказателства, които непрекъснато се допълват и потвърждават от различ-ните изследователи, но в същото време всеки от тях се нуждае от доказателствата на противната страна. Очевидно е, че и двата вариянта взаимно се изключват, т.е. ако се говори за нова фаза, то автоматично се изключва възможността за преситен γ-твърд разтвор и обратното. Липсата на точна формулировка относно морфологията на въпросния нитриден слой, който в настоящата статия условно ще се нарича «модифициран» нитриден слой, е основната причина за повишената дискусионност на резултатите от изследванията и особенно на тяхното интерпретиране. Авторите на настоящата статия не си поставят за крайна цел да изведат и докажат точната формулировка, но ще си позволят, като обобщават досега полу-точната формулировка, но ще си позволят, като обобщават досега полу-чените данни от различните изследователи, да съпоставят и систематизират предимствата и недостатъци-те на горепосочените два варианта и изхождайки от основните теоретични постановки за реакционната дифузия, фазовите превръщания, кристалографията и термодинамиката и подкрепено с данни от собст-вени изследвания, да изкажат все пак своите предпочитания.
От общи теоретични съображения е необходимо да се има предвид следното: За високо легираните корозоустойчиви стомани уякчаващият ефект от азотирането е в противовест •
на основното им изискване за корозионна устойчивост. Влошаването на корозионната устойчивост е нормално следствие от факта, че фазовите реакции, които протичат при азотиране, са свързани основно с отделянето на хромови нитриди от феритната или аустенитната матрица. Тези фазови реакции, обаче, се предхождат от процеса на пресищане на твърдия разтвор с азот, който го прави нестабилен при темпера-
21

139
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Исследование свойств градиентных материалов, полученных методом СВС с центробежной перегрузкой
Клубович В.В., Рубаник В.В., Самолётов В.Г. ГНУ «Институт Технической Акустики НАН Республики Беларусь», Витебск, Беларусь, Internet: www.ita.
vitebsk.by, E-mail: [email protected], телефон/факс +375 212 243953.
Аннотация: Объектом исследований являются материалы, получаемые методом СВС-литья при цен-тробежных нагрузках. Цель работы − изучение влияния центробежной перегрузки на распределение тугоплавких упрочняющих частиц в объеме расплава, разработка состава исходной шихты и методики центробежного литья об-разцов и изделий из материалов на основе железа с высокой износостойкостью и градиентным распре-делением частиц карбидов и оксидов, а также возможности использования при синтезе износостойких материалов шлама, получаемого из отходов кожевенного производства.
Ключевые слова: Самораспространяющийся высокотемпературный синтез (СВС), градиентный мате-риал, центробежная сила, карбид титана, оксид алюминия, отходы кожевенного производства.
1. Введение
Для многих стран, в том числе и для Беларуси, актуальна проблема утилизации отходов кожевенного производства. Наиболее опасными из них являются хромосодержащие отходы − твердые и шламообраз-ные. И если твердые отходы (обрезки кожи) используются для производства волокнистых материалов, то шламообразные полностью направляются в накопители. На полигонах кожевенных предприятий Бела-руси скопились тысячи тонн таких отходов [1]. На Бобруйском кожевенном комбинате сконструирована установка для сушки и пиролиза осадков сточных вод (кек хромовый). Продуктом переработки отходов в этой установке является пылевидный порошок, содержащий до 82% Cr2O3, окислы других металлов и сажистый углерод. В лаборатории БНТУ разработано две технологии переработки шлама ОКП − углетер-мическая и металлотермическая [1,2].
2. Экспериментальные результаты и обсуждение
В лаборатории физики металлов ИТА НАН Беларуси были проведены эксперименты по получению отливок образцов феррохрома с расчетной концентрацией хрома 40% (образец №1) и образцов сплава составов Fe-Cr-Ni-С (образец №2) и Fe-Cr-Ni-Ti-C (образец №3) с использованием порошкового шлама ОКП. вместо окиси хрома. Диаметр образцов составлял 28 мм, высота − 18 мм, литьё проводили при перегрузке n = 400 (т.е. ускорение было равно 400g). Фактический и расчетный химсостав этих образцов приведен в таблице 1 (концентрацию углерода не определяли). Состав исходной шихты рассчитывали с учетом того, что в шламе в среднем содержится 82% Cr2O3 [1,2]. Из приведенных численных данных можно сделать следующие выводы:
Фактическая концентрация хрома в феррохроме (образец №1) близка к оптимальной концентрации, 1. полученной по технологии [1,2] при этом требуются добавки селитры, извести, избыточное количе-ство алюминия и подогрев шихты до 350оС, а по нашей технологии [3,5,6] − только центробежная перегрузка.Сплавы для наплавки (образец №2) и для литья (образец №3) имели состав, близкий составам, по-2. лученным нами с использованием чистой окиси хрома, дополнительное легирование молибденом из шлама (более 0,6%) может только повысить износостойкость этих сплавов.
22

143
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Върху азотирането на суперсплав на кобалтова основа в нискотемпературна плазма
проф. дтн Венцеслав Ц. Тошков, ТУ-София, [email protected] , тел. (02) 965-35-49 проф. дтн Руси Добрев Русев, ТУ-Варна, [email protected], тел. (052) 38-36-31
н. с. I ст. инж. Томи Х. Маджаров, ТУ-София, [email protected], тел. 962-55-56
Резюме: Изследвано е влиянието на азотирането в тлеещ разряд върху структурата и микротвър-достта на азотирания слой на лята суперсплав на кобалтова основа тип Haynes UltimetTM alloy (ASTM B-815, ASTM B-818). Азотирането е проведено при температури 500÷560°С в амоняк и в азотоводород-на смес при налягане 250 Ра и продължителност на обработване 10÷30 h. Проведен е металографски, рентгеноструктурен и дюрометричен контрол на азотираните при различни условия образци. Установено е наличие на тънка нитридна зона с повърхностна твърдост около 600 - 750 HV0,02 и слабо уякчена дифузионна зона с понижаваща се твърдост (500 - 300 HV0,02 ) в дълбочина на кобалтовата матрица и участъци от карбидна фаза в нея с твърдост 400 – 480 HV0,02 . Получените резултати очер-тават благоприятни прогнози за използване на йонното азотиране при повърхностното уякчаване на суперсплавите в редица конкретни случаи на тяхното приложение.
Ключови думи: високоефективни материали, суперсплави, азотиране, плазма
1. Въведение
Конвенционалните методи на азотиране на високолегирани аустенитни корозоустойчиви стомани обу-славят висока степен на уякчаване на нитридния слой, но едновременно с това и влошаване на корозион-ната им устойчивост, което ограничава азотирането на този вид стомани. В последните 10 – 15 години в научната литература се появиха данни относно възможността за нискотемпературно азотиране на тези стомани, без да се влошават при това корозионните им характеристики [1-4]. Тези данни, обаче, все още са твърде противоречиви и спорни [5-8]. Общото в тях е формирането на нитриден слой при неконвенци-онални условия, т.е. при понижени температури (около и под 400°С), при които дифузионните процеси и възможностите за зараждане и нарастване на нитридни фази са силно затруднени. Независимо от това, в процеса на азотиране се получава дифузионен слой с равномерна дебелина и с висока степен на уякча-ване. Формираният при тези условия азотиран слой е с нов фазов състав, състоящ се от нов тип азотиста фаза (S-фаза), която гарантира свръхвисока твърдост и повишена корозионна устойчивост [3,5-8].
Наред с изследванията върху аустенитните корозоустойчиви стомани напоследък широко се дискутират още и възможностите за нискотемпературното азотиране и навъглеродяване на суперсплави на никелова и кобалтова основа. [9,10]. Отличавайки се с висока износоустойчивост и относително голяма повърхност-на твърдост Co-сплави намират широко промишлено приложение за изработване на лагери, клапани и легла за тях, цилиндрови втулки и гилзи, поансони, матрици и др. Благодарение на добрата си корозионна устойчивост, вкл. и в силно агресивни среди, сплавите на Co-основа намират приложение още в химиче-ската, хранителната, петролната и медицинската промишленост. Изобщо, високите якостни и като цяло експлоатационни характеристики на суперсплавите на Co-основа , вкл. и при повишени температури, се дължат не само на твърдоразтворното им уякчаване от въглерода и хрома, но и на съдържащите се в тях карбиди, както и на благоприятното влияние на хрома върху съпротивлението им срещу корозия. Плазме-ните методи за повърхностно легиране (азотиране и навъглеродяване) се оказват изключително полезни и водят до значително подобряване на износо- и корозионната устойчивост на тези сплави. Така напр. за суперсплав на кобалтова основа са получени доказателства, че след нискотемпературно плазмено навъглеродяване се формира S-фаза на въглеродна основа, чийто характеристики са близки до тези на S-фазата в аустенитните неръждясващи стомани, а повърхностната твърдост се повишава до 1200 НV0,05 [9].
Цел на настоящата работа е изследване влиянието на плазменото азотиране в амоняк и в смес от азот и водород върху структурата и микротвърдостта на азотирания слой на лята суперсплав на кобалтова осно-ва.
23

149
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Определяне профила на работната част на червячна фреза с нулев профилен ъгъл
доц. д-р Юлиян П. Младенов, РУ „А. Кънчев”, e-mail:[email protected], тел. 082/888405 гл.ас. д-р Десислава Ст. Атанасова, РУ „А. Кънчев”, e-mail:[email protected], тел. 082/888326
Резюме: Червячната фреза с нулев профилен ъгъл се използва за грубо обработване на зъбни колела, които имат голям външен диаметър и количеството на общата прибавка, което трябва да се изрязва е много голямо. Фрезата най-често работи като част от комбинирана червячна фреза, но може да работи и самостоятелно. В статията са разгледани въпросите, свързани с определяне профила на ра-ботната част. Променливата дебелина на зъбите, оформянето им като острозаточени с положителни предни и задни ъгли и чувствително увеличения им брой позволяват инструмента да работи при благо-приятни условия и да изрязва над 70% от прибавката на междузъбието.
Ключови думи. Червячна фреза, метод на обхождане, стъпки на работната част, профилен ъгъл на инструменталния гребен.
Въведение
При нарязване зъбите на колела с големи външни диаметри, основният въпрос, който стои пред тях, е намаляване на времето за тяхното обработване, т.е. увеличаване на производителността. Най-важният въ-прос, с увеличаване на производителността, е изрязването на големия обем метал от междузъбията, който изразен в килограми в някои случаи може да достигне от няколко стотици до няколко хиляди [5]. Времето за нарязване на зъбите понякога заема 60 ÷ 80% от общото време за изработване.
Друг съществен момент, при нарязването на такива зъбни колела, е трайността на червячната фреза. Практически се оказва, че до достигане на допустимото износване на зъбите на червячната фреза по зад-ната повърхнина, което се променя в широки граници – от 0,6 до 1,2 mm, не може да се нарежат зъбите на колелото. По тази причина се налага смяна на инструмента и поставяне на нов такъв, което е свързано с известни технологични трудности, водещи до увеличаване на общото машинно време за изработване на колелото, а оттук респективно се повишава и стойността за неговото изработване.
При нарязване на цилиндрични зъбни колела с червячни фрези са се търсили различни възможности за повишаване производителността на този процес. Един от пътищата е чрез промяна на някои параметри на червячната фреза, като се започне от формата и геометрията на работните зъби и се стигне до разде-ляне на работната част на две – работна част за чисто обработване и работна част за грубо обработване. Разделянето на работната част на две създава възможност за конструиране на комбинирана червячна фреза. При това всяка част се профилира като се използват различни методики. Фрезата за чисто обработ-ване се профилира по известните класически методики. Работната част на фрезата за грубо обработване се профилира като се използват специални методики. Разработени са много и различни като конструкция комбинирани червячни фрези, които осигуряват значително повишаване на производителността в срав-нение с класическия тип [2].
1. Конструкция на червячна фреза за грубо обработване
Според предложеното от[3] решение тази задача е изпълнена по такъв начин, че зъбите на предварител-ната фреза имат правоъгълно сечение по надлъжната ос и правоъгълни странични повърхнини на зъба и имат режещи ръбове само в областта на главата и лежат на една обща цилиндрична кръгова повърхнина. Страничните повърхнини на зъба не образуват режещи ръбове, така че работата за рязане се пада основ-но на режещите ръбове на главата на зъба. Това има значителни предимства дотолкова, доколкото само предните и задните повърхнини на върховите режещи зъби трябва да се дообработват (шлифоват). Зъбите на фрезата за грубо обработване имат правоъгълно сечение и режещите им ръбове са само в областта на главата. Зъбите са с променлива дебелина и имат по-малка дълбочина на стружковите канали. Броят им е чувствително по голям от тези на фрезата за чисто обработване.
24

155
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Плазмено газово азотиране на титанова сплав ti -8al-1mo-1v
доктор Христо Костов Скулев Технически Университет – Варна, [email protected], тел.+358 52 383 627
Резюме: Ti-8Al-1Mo-1V e от широко използваните титанови сплави в момента. В настоящата работа са разгледани резултатите от повърхностно плазмено газово азотиране в камера с индиректен плазмотрон. Приложена е мощност от 18 kW за различен период от време - 5, 10 и 15 min. Установено е, че дебелината на формиралия се TiN e от 2 до 10 μm а дифузионната зона е с размери от 25 до 120 μm и зависи от технологичните параметри.
Ключови думи: титанови сплави, повърхностно плазмено азотиране, микроструктура.
1. Въведение
Ниската повърхностна твърдост и износоустойчивост ограничават приложението на титановите сплави за детайли работещи в условия на триене и контактни натоварвания. Износоустойчивостта и твърдостта на тези сплави може да бъде повишена чрез химикотермична обработка. Един от най-често използваните методи за повърхностна химикотермична обработка на титан се явява азотирането в среда от азот. Основ-ния недостатък на този метод е, че за да се получат необходимите качества на слоя, химикотермичната обработка протича при високи температури и продължително задържане. [1-12].
В предвид на гореизложеното и с цел да бъдат избягнати тези недостатъци бе проведено изследване за азотиране на образци от титановa сплави Ti-8Al-1Mo-1V използвайки апаратура РРN 800 (фиг.1) и камера с контролируема атмосфера за време от 5 до 15 min. [8]. Конструиран бе и плазмотрон PN 50 (принципна схема на основните възли аноден и катоден са показани на позиция А от фиг.1). Проведените изпитания с PN50 показаха, че ново-конструирания плазмотрон подържа стабилна дължина на дъгата, осово изтичане на плазмообразуващия газ, както и осигуряване на достатъчно количество атомарен N и йонизиран N+ азот към обработваната повърхност на образеца.
В настоящата работа са изследвани измененията на микроструктурата и твърдостта на титановата сплав Ti-8Al-1Mo-1V след повърхностно плазмено газово азотиране в камера с индиректен плазмотрон PN 50 при мощност 18 kW за време 5, 10 и 15 min без претопяване на повърхностния слой.
Фигура 1. Схема на апаратурата за плазмено газово азотиране[2, 8]1-токоизточник; 2- блок за управление; 3-охлаждаща система; 4-система за газоподаване; 5- плазмена
струя; 6- газов разпределител; 7-образец; 8-плазмотрон PN-50; 9-камера, 10-филтър.
25

161
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Моделиране на ударната жилавост на изотермично закалени високояки чугуни чрез
изкуствени невронни мрежи1
доц. д-р инж. Жулиета А. Калейчева,ТУ-София, [email protected], +359 898 726 788 инж. Валентин П. Мишев,ТУ-София, [email protected], +359 889 987 939
Резюме: Разработен е модел на изкуствена невронна мрежа за предвиждане на ударната жилавост на високояки чугуни след изотермично закаляване. Използвани са feedforward йерархични изкуствени неврон-ни мрежи. Входни параметри за невронната мрежа са химичния състав на чугуна, температурата на аустенитизация Тγ , температурата на изотермично превръщане ТА и времето на изотермично задър-жане tА. Изход за невронната мрежа е ударната жилавост KC . Използвайки разработения невронен модел е изследвано влиянието на времето на изотермично задържане върху ударната жилавост на изотермично закалени високояки чугуни. Изследвана е връзката между количеството остатъчен аус-тенит А и ударната жилавост КС при различни времена на изотермично задържане.
Ключови думи:изкуствени невронни мрежи, бейнит, ударна жилавост, остатъчен аустенит, високояк чугун, изотермично закаляване.
Въведение
Изотермично закалените вискояки чугуни имат бейнитна структура и съчетават висока якост с повишена жилавост. В зависимост от режима на изотермично закаляване се получават чугуни със структура долен бейнит (220-300 оС), които се характеризират с висока якост и износоустойчивост, или със структура горен бейнит (350-450 оС), които имат повишена пластичност и жилавост. Високояките чугуни с бейнитна структура превъзхождат по механични свойства чугуните с друга структура на металната основа и кон-курират кованите въглеродни стомани. Тези материали успешно се използват за производството на зъбни предавки, ляти колянови валове и други детайли в транспортната техника [1,2,3].
Изкуствените невронни мрежи са относително нов интелигентен подход за моделиране на процеси и технологии. През последните години те намират приложение за моделиране, симулация, оптимизация и управление на процеси и явления в материалознанието [4,6,7].
Целта на настоящата работа е да се разработи модел на изкуствена невронна мрежа за предвиждане на ударната жилавост KC на изотермично закалени високояки чугуни.
Описание на модела
За предвиждане на ударната жилавост са използвани feedforward йерархични изкуствени невронни мре-feedforward йерархични изкуствени невронни мре- йерархични изкуствени невронни мре-жи. Входни параметри за мрежата са състава на чугуна, температурата на аустенитизация Тγ, температу-рата на изотермично превръщане ТА и времето на изотермично задържане tА. Изход за невронната мрежа е ударната жилавост КС на чугуна след изотермично закаляване.
При обучението на невронната мрежа е използвана база данни, съставена от стойности на ударната жи-лавост на високояки чугуни след изотермично закаляване при различни режими, взети от литературни източници [1,2], както и експериментални данни за ударната жилавост на нелегирани и легирани с бор бейнитни чугуни. Бяха колекционирани 96 входно/изходни двойки данни.
Архитектурата на невронната мрежа включва вход, един скрит и един изходен слой (фиг.1). Броят на невроните във входния и изходния слоеве е определен въз основа на броя на входните и изходни парамет-ри респективно. С цел намиране на оптималната архитектура, е варирано с броя на невроните в скрития
26
1 Научните изследвания, резултатите от които са представени в настоящата публикация, са финансирани от Вътрешния конкурс на ТУ-София-2009 г.

167
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Технология за получаване на окси-карбонитридни покрития в газова среда
Ст.н..с. І ст. дтн инж. Иван М. Пършоров, Институт по металознание „Акад.А.Балевски” - БАН, [email protected], 0887 782 922, 02 46 26 217
Проф. дтн инж. Руси И. Русев, ТУ-Варна, [email protected],n , 0887 399 285 Доц. д-р инж. Елена В. Русева, ТУ-Варна, [email protected] , 052- 383-580,
Гл.ас.д-р инж. Пламен Н. Петров, [email protected], 052 302780 Н.с.І ст. д-р инж. Стоян Ив. Пършоров, Институт по металознание „Акад.А.Балевски” - БАН, s_
[email protected], 0889 205 866
Резюме: целта на настоящата работа е да се изследва възможността за реализация принципно нов екологосъобразен технологичен подход, с който да се заменят, т.н. TENIFER-процеси, при които се използват високо токсични и канцерогенни вани за течна нитроцементация и течна оксидация. Технологично, в този случай процесите на нитроцементация и оксидация в течни от цианиди, цианати и нитрати се заменят с газово карбонитриране и парна оксидация.
Ключови думи: TENIFER-процесr, газово карбонитриране, парна оксидация
1. Въведение
TENIFER - методът е патентован от Германската фирма DUЕRFERIT GMBH. По този метод се нанасят комбинирани многокомпонентни покрития върху стоманени повърхности, които повишават тяхната ко-розионна устойчивост и съпротивлението им срешу износване. Това се свързва с огромен икономически ефект [1-7].
Методът се използва основно за покритие на детайли и инструменти, изработени от скъпоструващи, средно и високо легирани стомани и синтеровани сплави на базата на желязото. Основно това са инстру-ментални екипировки, детайли с повишени изисквания за хидравликата и автомобилната промишленост и детайли за специалното производство.
Недостатъци на Tenifer-QРQ- метода е , че при него:Карбонитрирането се извършва в течни вани, със състав- смес от цианиди и цианати, които са особено •
токсични и канцерогенни (1-7). Съставът на течните вани за карбонитриране се “изтощава” и изисква непрекъснато регенериране и •
след определен период от време те се източват, съдържанието се обезводнява и се предава на оторизи-рани организации за изхвърлянето му в специализирани депа за съхранение на токсични отпадъци и то срещу високо заплащане.
В момента в България няма организации, които да имат оборудване и да са в състояние да реализират този метод, няма и специално, скъпоструващо съоръжение за обезводняване и изсушаване на отпадъка, както и организации за депонирането им.
Идеята, заложена в разработката е да се реализират практически Tenifer- процесите с такива в газова сре- Tenifer- процесите с такива в газова сре-Tenifer- процесите с такива в газова сре-- процесите с такива в газова сре-да. В този случай да се използват:
Разработената технология за 1. газово карбонитриране в ТУ-Варна, която успешно може да замени течната нитроцементация, включена в TENIFER – процеса (8-11).Разработената технология в ИМет-БАН на базата на парна оксидация, при която могат се получават 2. многокомпонентни окисни покрития със структура на шпинел, която може да замени течната окси-дация (12-14).
2. Материал и методика
Във връзка с разработване на договор с иновационния фонд «Научни изследвания», в Имет-БАН и фирма «Гидеск» ООД – гр. Севлиево, под ръководството на научен и технически екип от ТУ-Варна, се извърши
27

173
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Математическое моделирование процесса поверхностного пластического деформирования ультразвуковым ударным
инструментом
д.т.н., проф., акад. В.В.Клубович, гл. н. с., БНТУ, Минск, Беларусь к.т.н., В.А.Томило, зав. НИЛ пластичности, БНТУ, Минск, Беларусь
Е.В.Хрущев, мл.н.с., БНТУ, Минск, Беларусь
Abstract: рассмотрен процесс ППД плоских упругих элементов методом ультразвукового ударного уп-рочнения. Предложена математическая модель упругопластического воздействия сферического инден-тора на обрабатываемую плоскую поверхность контртела. В основу модели положены теория Герца и элементы теории упругости, в частности, условие пластичности Губера-Мизеса. Получены анали-тические зависимости, описывающие процесс ультразвукового ППД, и позволяющие оптимизировать технологические параметры обработки.
Key Words: Ультразвук, математическая модель, поверхностное пластическое деформирование, упру-гопластический контакт
Существует множество способов повышения эксплуатационных характеристик поверхностей и деталей в целом. С целью повышения усталостной прочности и финишной отделки поверхности деталей, они подвергаются поверхностному пластическому деформированию (ППД). ППД с наложением ультразвуко-вых колебаний достаточно новый и не изученный способ формирования в поверхностном слое сжимаю-щих остаточных напряжений. В настоящей статье рассматривается упругопластическое взаимодействие сферического индентора с плоской поверхность контртела.
Модель ППД ультразвуковым инструментом показана на рис. 1. К основанию, характеризуемому массой M, прикреплен шарик на пружине – это модель ультразвуковой колебательной системы[1].
В определенные моменты времени шарик касается плоской поверхности, упруго деформирует ее, а затем отходит от плоской поверхности.
К системе постоянно приложена сила прижима FN, равная усредненной за период колебаний силе кон-тактного взаимодействия
, (1)
где Т – период ультразвуковых колебаний.
Характер движения шарика и действующих сил изображен на рис.2. Здесь t1 – момент касания шарика
28

183
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Енергийно ефективно анодно разтваряне на алуминий
д-р Петър Д. Динев Технически университет, София, България, [email protected], +359 0895 588 503
Резюме: Алуминият проявява характерно нефарадеево поведение при анодно разтваряне във водни раз-твори на натриев хлорид, което се характеризира с ефективност по ток по-голяма от единица. Про-дължителни изследвания и получени резултати позволяват да се твърди, че енергийната ефективност на анодното разтваряне зависи от големината на (плътността на) тока – при малки стойности на тока се наблюдава висока енергийна ефективност при ниска интензивност на анодното разтваряне и обратно, при големи плътности на тока разходът на електрическа енергия нараства съществено, като осигурява висока интензивност на анодното разтваряне.
Ключови думи: анодно разтваряне на алуминий, електрокоагулация, електрохимично размерно обработ-ване, ефективност по ток, енергийна ефективност, степен на окисление
Въведение
При описание на анодното разтваряне на алуминия като електрохимично явление се наблюдава характер-но отклонение от известните закони на Faraday (1830). Анодното (или чисто фарадеевото) разтваряне на алуминия се съчетава с химична корозия на анода, която съпътства електрохимичния процес и става ос-новна причина за т. нар. нефарадеево поведение на алуминия в разтвори на натриев хлорид. Стадийният характер на анодното разтваряне и корозия на алуминия се основава върху известния механизъм на анод-но окисление: първият стадий на окисление е изцяло електрохимически, докато вторият и третият стадий на окисление протичат по различен начин, или електрохимически (фарадеев), при който електрони се отдават при контакта с анода, или химически (нефарадеев), при който електрони се отдават при взаимо-действие с хидроксилни йони (OH-) в обема на електролита. Анодната ефективност по ток нараства силно при малка вероятност за физичен контакт на алуминиевите йони с ниска степен на окисление с анода, т. е. при изразени условия за проява на химичната корозия на анода, [1].
Съществуват електродни системи, при които геометрията на електрическото поле на тока се изменя и влияе съществено върху електрохимичния процес на разтваряне на анода. Невъзможно е при тези условия да бъде дефинирана активната площ на анода и средната дължина на токовата линия, която се различава съществено от дължината на междуелектродното разстояние. Известен е подход (П. Динев, 1994), който позволява да бъде описано влиянието на променената геометрична структура (топология) на електрическото поле на тока върху анодното разтваряне чрез въвеждане на две нови величини: степента на неравномерност β на електрическото поле и относителната средна дължина на токовите линии α. Общата неравномерност на електрическото поле се изразява чрез тяхното произведение αβ и може да бъде определена експериментално при галваностатичен режим на електролиза, [1].
ЗАДАЧАТА на това експериментално изследване е да разкрие изменението на общата неравномерност на електрическото поле при различни режими на анодно разтваряне и да предложи индикатори, които позво-ляват ясно разграничаване на два характерни режима на анодно разтваряне – работните режими с висока енергийна ефективност и режимите с висока интензивност на анодно разтваряне.
1. Експериментални изследвания
Експерименталните изследвания се провеждат с постоянен ток (DC) върху вече описания в [2] електро-химичен генератор на алуминиев коагулант EACGS (electrochemical aluminium coagulant generator system) с алуминиев анод (с чистота 99,5 % и примеси, в мас. %: Fe - 0,26, Si - 0,14, Cu - 0,10 и Mg - 0,001) с раз-мери 100 х 58,5 х 5,5 mm. Алуминиевият анод е разположен перпендикулярно на катода от неръждясваща стомана, представляващ въртящото се дъно на съда, съдържащ електролита, фиг. 1.
29

191
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS30
Електродни конфигурации на бариерен разряд и ефект на повърхностно химично активиране
д-р Петър Д. Динев*, д-р Диляна Н. Господинова*, д-р Ивалина И. Аврамова** *Технически университет, София, България, **Институт по обща и неорганична химия при Българската академия на науките, София, България, [email protected], +359 0895 588 503; [email protected], +359
0895 590 040; [email protected], +359 2 979 25 64
Резюме: Плазмено-подпомогнатите технологии на импрегнация, лепене, боядисване и облагородяване на дърво и целулозни материали намират все по-широко индустриално приложение. Различните конфи-гурации на бариерния електрически разряд във въздух при атмосферно налягане и стайна температура не само определят неговите различни статични волтамперни характеристики, но създават различни условия за повърхностно химично активиране. Експериментално, чрез използването на метода на елек-тронна спектроскопия за химически анализ (ESCA, XPS) се доказва съществуването на различни елект- XPS) се доказва съществуването на различни елект-XPS) се доказва съществуването на различни елект-) се доказва съществуването на различни елект-родни конфигурации и режими на горене на бариерния разряд, които произвеждат различни ефекти на химична активация на дърво и дървесни повърхности. Експерименталното изследване е проведено върху ядрова дървесина на дъгласова ела.
Ключови думи: бариерен електрически разряд; електродна конфигурация, плазмено подпомогнати тех-нологии, повърхностно плазмено-химично активиране, функционализиране.
Въведение
Плазмено подпомогнатите технологии на импрегнация, лепене, боядисване и облагородяване на дърво и целулозни материали намират все по-голямо индустриално приложение. Те се основават върху плазме-но-химичното активиране (или функционализиране) на повърхността при атмосферно налягане и стайна температура, непосредствено преди следващата го технологична операция. Изследвания върху капиляр-. Изследвания върху капиляр-ната активност на плазмено-химически модифицирани дървесни повърхности показват непосредствената връзка между увеличената капилярна активност на порестата дървесна повърхност и променения хими-чен състав след плазмено третиране, [1,2].
От друга страна различните електродни конфигурации на бариерния разряд (DBD, Dielectric Barrier Discharge) във въздух при атмосферно налягане и стайна температура не само влияят върху статичните волтамперни характеристики и параметрите на разряда, но създават също така съществено различие в
проявения ефект на повърх-ностно химично активиране. Въвеждането на електродни конфигурации (трионообра-зен електрод) с различна степен на неравномерност на електрическото поле, и различните честоти, позволя-ват реализация на различна по природа и състав студена технологична плазма. Това от своя страна е сериозно основание за изследването на ефекта на повърхност-но химично активиране на дърво и неговата проява при тези условия. Дървесината на дъгласовата ела (Pinaceae Pseudotsuga Menziesii) е подходящ обект за изследва-не поради силно изразената повърхностна химическа Фиг. 1. Повърхностни слоеве – общ вид на замърсена повърхност

197
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Изследване на износването на режещи инструменти с електроискрови покрития от високоенергиен източник
гл. ас. инж. Иво Ликов, [email protected]; инж. д-р Тодор Пеняшки, [email protected] Катедра:Технология на машиностроенето и металорежещи машини – ТУ-София
Резюме:
До сега за електроискрово напластяване (ЕН), у нас са използвани източници с енергия на импулсите от 10-4 до 10--3,J. Получените при тези условия покрития с дебелина от 5 - 6 µ m,представляват смес от анодния и катодния материали. Това води често до противоречиви и недостатъчно удовлетворя-ващи резултати при използване на инструменти с такива покрития. С цел увеличаване на дебелината на покритието и koличеството на карбидите от напластяващия електрод, а от там – твърдостта и износоустойчивостта му, са проведени опити за ЕН на покрития от източник с по-висока енергия. В работата са изследвани параметрите на получените покрития, с цел подбор на подходяща енергия за напластяване.Нанесени са покрития на режещи пластини от HSS и са проведени сравнителни изслед-вания на износването им при струговане. Получените резултати показват недвусмислено повишаване на трайността на инструментите, както спрямо ненапластените, така и спрямо напластените с кон-венционалните източници на енергия.Определени са техническите и технологични условия, при които се получава минимално износване, /респективно максимална трайност/ на напластените инструменти.
От натрупания практически опит и изследователските резултати е известно, че ефективността от елек-троискровото напластяване /ЕН/ на металообработващи инструменти зависи от правилния избор на параметрите на режима за напластяване, материала на напластяващия електрод /НЕ/ и повърхнината за нанасяне на покритията съобразно вида на инструмента и условията на рязане. Основния фактор обаче е енергийното въздействие на искровите разряди. При най-разпространените у нас машини за ЕН – “Елфа” се използват транзисторни генератори с енергия на единичния импулс Ее= 10 -4 – 10 -3 J , при което се получават покрития с дебелина δ 2 -6 µm, грапавост Ra – 0.5 – 1.6 µm и микротвърдост Hv – до 16.103 МРа, като с увеличение на Ее , грапавостта и дебелината нарастват до горните стойности. [1,2,3]. Нане-сеният слой представлява смес от видоизменените материали на НЕ и основата – в случая бързорежещя стомана Р6М5 и нови фази в малки количества в резултат от притичането на химични реакции между двата материала и елементите от околната среда. Това води често до противоречиви и недостатъчно удовлетворяващи резултати при използване на инструменти с такива покрития. От практическа и теоре-тична гледни точки е очевидно, че по- нататъшното увеличение на ефекта от ЕН е свързано с увеличение на енергията на единичния импулс, което ще доведе до получаване на покрития с по-високи дебелина, твърдост, степен на дисперсност, количество на карбидите в слоя и съответно по-добри експлоатационни свойства. В [4] са изследвани качествените характеристики на покрития, получени при използването на генератор с Ее = 10 -2 до 0.25 J. Установено е получаването на “псевдоаморфно” състояние на нанесените покрития и е изследвано изменението на грапавостта, дебелината, микротвърдостта, фазовия състав и структурата им във функция на енергията на единичния импулс.
Задачата на настоящата работа е да се изследва влиянието на по-високата енергия и получените “псевдо-аморфни” структури върху износнането на напластените инструменти и да се определят най-подходящи-те от гледна точка на износването режими и условия за нанасяне на покритията.
Постановка на експериментите
Условия на рязане
Използвани са моделни инструменти – режещи пластини от бързорежеща стомана Р6М5 от типа SPGN 120308 /ISO/ с геометрични папаметри: преден ъгъл γ0 = 50 , главен заден ъгъл α0 = 60, главен установъчен ъгъл χr = 750, спомагателен установъчен ъгъл χr′ = 15
0 , ъгъл на наклона на главния режещ ръб - λs = 00 . Инструментите се напластяват по предната повърхнина, като за увеличение на достоверността на резултатите, всеки режещ ръб е напластяван при различен режим. Изследванията са проведени при
31

203
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS32Технология за лазерно наваряване на топлоустойчиви инструментални
стомани
Н.с.І ст. д-р инж. Стоян Ив. Пършоров – Институт по металознание „Акад.А.Балевски” БАН, [email protected], 0889 205 866
Резюме:
Задачата, поставена пред проекта, е свързана с технология за лазерно наваряване на метални повърх-нини на детайли и инструментална екипировка и внедряването в практиката на материали за електро-ди, способни в процеса на наваряване да запазват високите си технологични свойства.
Резултатите са свързани с разработването на проект по договор – ИФ 02-11 на Института по мета-по договор – ИФ 02-11 на Института по мета-Института по мета-лознание «Акад. А.Балевски» - БАН и фирма “ХОФМАН КОНСУлТ” с „Изпълнителна агенция за насър-Изпълнителна агенция за насър-зпълнителна агенция за насър-чаване на малките и средни предприятия”-ИАНМСП.
Ключови думи: лазерно наваряване, топлоустойчиви стомани, мартензитостареещи стомани.
1. Въведение
В момента наваряването на изделия от топлоустойчиви инструментални стомани от мартензитен клас се извършва с електроди, изработени от стомана с еднакъв или близък химически състав, като този на изделието. В този случай за получения наварен слой се създава опасност от поява на пукнатини и откъртването му при работа, тъй като по-високата работна твърдост, близка до тази на основния метал, се дължи на нали-чието на значително количество въглерод в състава на материала на електрода (1-5). Използването на аналогични електроди, но с намалено въглеродно съдържание или липса в тях на въгле-род и с повишено съдържание на хром води до намалена работна твърдост, а от там и ниска работоспо-собност на наварения слой.
И в двата, показани по-горе случаи се изисква провеждане на допълнително термично обработване на наварения слой и метала около него.Настоящата разработка се отнася до разработването на технология за лазерно наваряване на топлоустой-чиви инструментални стомани, с цел възстановяване на техните експлоатационни свойства. Разработката включва изучаване на технологичните възможности, свързани с работните параметри на наваряване на топлоустойчиви стомани с добавъчен материал от мартензитостареещи стомани, с цел по-лучаването на наварени слоеве, с твърдост и качества по-добри или близки до тези на основния материал.
2. Материал и методика на изследване
Като материал за наваряване се използват предварително обезмаслени проби от две топлоустойчиви инструментални стомани. Едната EURONORM X38CrMoV5.3, (номер 1.2343), е закалявана от темпера-EURONORM X38CrMoV5.3, (номер 1.2343), е закалявана от темпера- X38CrMoV5.3, (номер 1.2343), е закалявана от темпера-X38CrMoV5.3, (номер 1.2343), е закалявана от темпера-38CrMoV5.3, (номер 1.2343), е закалявана от темпера-CrMoV5.3, (номер 1.2343), е закалявана от темпера-5.3, (номер 1.2343), е закалявана от темпера-тура 1000-1020оС в масло и отвърната 2 часа при температура 600-620 оС, с работна твърдост, осреднена от 10 измервания HRc по Роквел 45,3 (Hv 450 по Викерс). Другата, стомана EURONORM X32CrMoV3.3, (номер 1.2365), е закалявана от температура 1020-1040оС в масло и отвърната 2 часа при температура 590-610 оС, с работна твърдост, осреднена от 10 измервания HRc по Роквел 44,5 (Hv 441 по Викерс). В пробните тела от двете стомани с абразивен диск са изработени предварително канали с дълбочина 0,2 mm, в които се извършва наваряването.
Използвани са електроди от мартензитостарееща стомана EURONORM X3NiCoMoTi18.9.5 (1.2709) с диаметър 0,5 милиметра. Мартензитостареещите стомани нормално имат състав в границите, мас.%: въглерод 0,02-0,04, никел 15,50-22,50, молибден 3-5, кобалт 3-5, титан 0,3-0,5 и останалото желязо.Наваряването е проведено с апарат за лазерно наваряване ALM 200 на фирма Alpha laser GmbH, лазерен кристал– Nd- YAG при следния работен режим: напрежение 250-270(V), мощност 1,6-2 (kW), диаметър на заваръчната струя 1-1,2 (mm), диаметър на електрода 0,5 (mm); честота 11 (Hz), продължителност на

207
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Влияние лазерной обработки на структуру и свойства деталей цилиндро-поршневой группы
А.П. Любченко, профессор, д.т.н., Д.Б. Глушкова, доцент, к.т.н., В.П. Тарабанова, доцент, к.т.н., Хнаду, Рыжков Ю.В., инженер, Дзюба Ю.Н., инженер
Аннотация. Исследовано влияние лазерной обработки на структуру и свойства высокопрочного чугуна. Выявлено существенное повышение износостойкости и стойкости к отпуску при нагреве до 350 °С. лучшие результаты получены при облучении с закалкой поверхности.
Ключевые слова: аустенит, мартенсит, оплавление, лазерная обработка, поршень.
Введение
Работоспособность двигателей внутреннего сгорания в значительной степени зависит от срока надеж-ности эксплуатации деталей цилиндро-поршневой группы, работающих в условиях трения, циклически изменяющихся силовых и температурных нагрузок. Поэтому повышение надежности работы этих дета-лей имеет большое значение.Современный уровень развития лазерной техники позволяет рассматривать лазеры как удобный эко-номичный и надежный инструмент для упрочнения приповерхностных слоев широкой номенклатуры деталей.
Материалы ,используемые для деталей цилиндро-поршневой группы (ЦПГ), должны обладать высокими показателями износостойкости, прирабатываемости, сопротивляемости задиру. Этим требованиям в значительной степени удовлетворяет высокопроч ный чугун.Задачей настоящей работы было установить влияние лазерной обработки на структуру и свойства чугуна, используемого для изготовления поршневых колец.Материалы и методика исследованияХимический состав чугунов, применяемых для изготовления основных деталей цилиндро-поршневой группы, и их механические свойства приведены в табл. 1.Лазерная обработка прозводилась лазером непрерывного излучения марки ЛТ-1.Было проведено исследование микроструктуры в исходном состоянии и после лазерной обработки. Микротвердость замерялась на приборе ПМТ-3. Фазовый анализ осуществлялся рентгеновским методом.
ДетальСодержание элементов в чугуне, % Механические свойства
C Si Mn P S Cr Ni Mo Cu Sn Mg σв, МПа
σизг., МПа
НВ, МПа
Втулка 2,8 – 3,1
1,8 – 2,1
0,8 – 1,1
0,1 – 0,15 ≤0,12 0,3 –
0,650,9 – 1,2
0,5 – 0,7
0,3 – 0,4
4,7 – 5,1 – – 700 1,4 202
–
Поршень 2,9 – 3,1
1,6 – 2,0
0,9 – 1,2 < 0,1 < 0,1 0,15 –
0,350,7 – 1,0
0,2 – 0,4
6,2 – 0,45 – – 300 – – 207
–
Кольцо 3,4 – 3,7
2,1 – 2,5
0,85 –1,3 < 0,1 ≤0,03 ≤0,15 1,2
–1,50,6 –0,9
0,3 – 0,4 – 0,03 –
0,10 – 1000 – 101 –
Таблица 1 - Химический состав чугунов, применяемых для изготовления основных деталей цилиндро-поршневой группы и их механические свойства
Результаты исследования и их обсуждение
Проведенные исследования показали, что поверхность чугуна оплавляется по всей площади контакта с лучом при скорости облучения 6,4 мм/с, частично – при скоростях облучения 6,5; 7,6 мм/с, при скорос-ти 11 мм/с наблюдается закалка только приповерхностного слоя. Глубина слоя при этом уменьшается с увеличением скорости облучения по параболическому закону. При скорости облучения 5,4 мм/с она составляет 1,3 мм, при 11 мм/с – 0,5 мм.
33

211
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS34
Неконвенциональная технология упрочнения зубчатых колес
Проф. д.т.н. Димитър С. Ставрев, ТУ – Варна, Болгария, E-mail: [email protected], +359 52 302 794 Доц. к.т.н. Цанка Д. Дикова, ФДМ, МУ - Варна, Болгария,
E-mail: [email protected], +359 88 99 09 714
Аннотация: Для упрочнения зубчатых колес используют методы термической и химико-термической об-работки. При больших диаметрах и модулях химико-термическая обработка в принципе не применима. В тех случаях обычно выполняют улучшение в целом объеме до нарезки зубьев или поверхностную закалку на глубине 2-5 mm для модулей свыше 7-8 mm. Нами создан метод, разработано промышленное соору-жение и введена в эксплуатацию технология, названая „глубинно-поверхностное упрочнение”. Метод и технологию можно применять для упрочнения водимых и ведущих зубчатых колес диаметром 300-1300 mm и модулем 5-12 mm. Осуществляется предварительным подогревом объема колеса, газо-пламенным нагревом контура зацепления с проникновением тепла в глубину, следующим регулируемым душевым охлаждением и самоотпуском. После упрочнения твердость на поверхности достигла 32-40 HRC при глубине упрочненного слоя 15-25 mm. Таким образом, долговечность зубчатых колес диаметром 1260 mm и модулем m=9 mm повысилась свыше 2,5 раза.
Ключевые слова: неконвенциональная технология упрочнения, глубинно-поверхностное упрочнение, зубчатые колеса.
1. Введение
Для упрочнения зубчатых передач из конструкционных сталей обычно применяют методы термической и химико-термической обработки [1-5]. В машиностроении и автомобилестроении, в случаях серийных и массовых производств шестерен и зубчатых валов, технология цементации отвечает конструктивным тре-бованиям. Применяют, так же, метод индукционного нагрева с последующей закалкой для достижения свойств на поверхности зацепления. При этом, удовлетворительные результаты получены при сквозном нагреве зубьев шестерен модулем до m=4,5. Для больших модулей (свыше 10) шестерни упрочняют мето-дом индукционной закалки „по впадине” и „по фланкам”. При этом, трудно избежать закалочных тре-щин, обычно возникающих в основании зубьев [4]. Вследствие гетерогенных деформациий нарушается геометрия зацепления, что особенно заметно при упрочнении шестерен с косыми зубьями. Для шестерен среднего модуля (m=5-10 mm) и диаметра свыше 300 mm применение цементации неприемлемо из-за наличия больших объемных деформаций и дорогостоящей дополнительной обработки [6]. В тяжелом ма-шиностроении при конструировании крупных шестерен среднего и большого модуля требуется улучше-ние (закалка с высоким отпуском) заготовки до твердости 250-300 HB [2]. После чего следует нарезание зубьев. Достигнутые механические свойства зацепления часто являются недостаточными для достижения высокой прочности изгиба и контактной выносливости. Долговечность в данном случае недостаточна. Приходится делать периодические ремонты, которые связаны с большими затратами.
Нами разработан метод, названный „глубинно-поверхностное термическое упрочнение”, создана тех-нология и сооружение для реализации метода [7,8]. Вследствие их применения достигнуто повышение долговечности зубчатых передач в тяжелом машиностроении. Описание метода, особенности технологии и сооружения, полученные результаты после их применения являются предметом настоящей работы.
2. Эксплуатационные и конструктивно-технологические основы
Как было уже отмечено, классическое объемное улучшение и поверхностное упрочнение не являются подходящими для шестерен в большинстве случаев тяжелого машиностроения. Это относится особенно к шестерням модулями m=6-12 mm и диаметрами 500-1500 mm с косыми (шевронными) зубьями. Обычно эти передачи конструируют для высокоскоростных степеней больших редукторов горно-обогатительной, нефтедобывающей, геолого-разведочной, металлургической и химической промышленностей. Основные требования здесь относятся к преодолеванию больших перегрузок крутящих моментов вместе со зна-чительными контактными напряжениями. Это означает, что в зоне зацепления необходимо обеспечить одновременно сравнительно высокую твердость в линии контакта, достаточную прочность на изгибе в основании зубьев в сочетании с надежной ударной вязкостью.

217
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS35
Управляване на получаваната макрогеометрия при абразивно-магнитно обработване /АМО/
Ст.н.с. д-р Борис Г. Македонски, доц. д-р Генадий Б.Таков, доц. д.т.н. Александър И.Македонски, н.с.І инж. Неделчо Х.Тодоров
Резюме:
В доклада са отразени експериментални резултати по отношение управляване на получаваната при аб-разивно-магнитната обработка /АМО/ макрогеометрия на повърхнините. Установено е, че устойчиво може да се снижи изходната овалност на детайлите до 4 – 5 пъти. Посочени са оптималните работни условия за това. Изтъкнати са и редица други преимущества на АМО, както и накои нейни недостатъ-ци.
Ключови думи: абразивно-магнитна обработка, овалност, макрогеометрия, лагерни гривни.
Изложение.
Финишните обработки, при използване на свободни и квазисвободни абразивни среди, на пръв поглед имат хаотично и трудно управляемо металоотнемане. Според [1] при магнитно-абразивното полиране положението на режещите зърна на керметния прах, в работната зона между магнитния полюс и детайла, се определя от самата обработвана повърхност. При размерните методи на обработване чрез рязане, на формообразуващата точка, линия или повърхност на инструмента, може да се зададе точно положение. Така, дебелината на сваления припуск и формата на обработената повърхнина са строго дефинирани и контролируеми. Докато при АМО дебелината на своления припуск е функция от продължителността на полирането, а макрогеометрията на обработената повърхнина е копиране на изходната форма, при по-го-ляма или по-малка степен на изкривяване.
Продължавайки тези констатации, Ю.М.Барон достига до извода, че за получаване на обработена повърх-нина без следи от технологичната наследствуност на предидущите обработки /най-често – шлифоване до Ra = 0,3 – 0,6 μm/ е достатъчно да се отнеме слой метал от 4 – 5 μm. При това, АМО позволява получава-не на повърхнина с Ra = 0,04 – 0,08 μm.
Всички тези наблюдения на Ю.М.Барон бяха констатирани и от нас, но когато се наложи да полираме прецизни детайли, като например лагерни гривни, логично се постави въпроса – възможно ли е подобря-ване на изходната макрогеометрия? А понеже абразивният „инструмент” е квазисвободен керметен прах, може ли това подобряване на формата да бъде контролирано или даже управлявано. Твърде незадоволи-телно е решеинието да се доверяваме само на продължителността на обработката и то без да гарантираме изменение на макрогеометрията на обработената повърхнина.
Изследвания в това отношение са правени както във Физико-техническия институт на АН на БССР г. Минск [2] така и от нас в ЦНИИТМАШ г. София [3] . Настоящият доклад третира непубликувани до сега експериментални данни, проведени по-късно в ЦМИ, които превишават по резултати постигнатото в [3].
Експериментите са проведени на универсална магнитно-абразивна машина АМО-01, върху вътрешни лагерни гривни от търкалящи лагери № 6202. Гривните са изработени от стомана ШХ15, с твърдост HRC = 58 – 62, монтирани върху дорник, между центри, при което радиалното биене, на жлеба за търкаляне на сачмите, не превишава 0,04 mm .
Като работен инструмент се използваше керметен прах от електрокорунд бял 40μm и желязо, в съотноше-ние ЭБ40 + 70%Fe. Едрината на керметните зърна бе от фракцията Δ = 100 – 200 μm. За мазилно охлаж-даща течност бе използван 10% воден разтвор на борьол, а магнитната индукция в работната междина се поддържаше на В = 1,2 Т.
Полюсните накрайници бяха със сечение еквидистантно на лагерния жлеб, но в надлъжно направление, имат сърповидна форма, със стесняване към изхода на детайла /по посока на въртенето му/, което води до

221
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS36
Създаване на невронни модели и оптимизиране на термичната ефективност при електроннолъчево заваряване
Доц. д-р Николинка Г. Христова1, ст. н. с. д-р Елена Г. Колева2
1 Химико-Технологичен и Металургичен Университет – София, [email protected], (02) 8163 326 2 Институт по Електроника – Българска Академия на Науките, [email protected], (02) 8750757
Резюме:
Създаване на невронни модели и оптимизиране на термичната ефективност при електроннолъчево заваряване
Разработени са невронни модели, описващи зависимостите на качествени характеристики на заваръч-ни съединения от неръждаема стомана тип 1H18NT чрез електроннолъчево заваряване от параметри-те на процеса. Извършено е обучение на невронните мрежи с експериментални данни за моделиране на геометричните характеристики на заваръчните шевове и на термичната ефективност на процеса, а получените модели са валидирани чрез независима тестова извадка експериментални данни. В резултат на прилагането на предложената методология за параметричната оптимизация се повишава, както качеството на получаваните чрез електроннолъчево заваряване съединения, така и ефективността на самия процес.
Ключови думи: моделиране, невронни мрежи, електроннолъчево заваряване, параметрична оптимизация
1. Въведение
Невронните мрежи решават задачи, които възникват при реални производствени условия и се характери-зират със значителна неопределеност. Свойството на невронните мрежи да бъдат универсален апроксима-тор с ниска чувствителност спрямо грешки, определят предимствата на използването им в такива случаи. Електроннолъчевото заваряване (ЕЛЗ) е съвременен метод за създаване на неразглобяеми съединения чрез локално топене и втвърдяване на материала, прилаган широко в промишлеността на индустриално-развитите страни. ЕЛЗ е най-разпространения метод сред специалните способи на заваряване. Причина за това е възможността да се получат заваръчни шевове с добри физико-механични свойства при минимални структурни промени и топлинни деформации на заваряваните детайли. Възможна е обработка при големи скорости и при автоматизация на технологичния процес; отстранява се нуждата от следваща механична и термична обработка в редица случаи; възможно е заваряване в близост до термично-неустойчиви елемен-ти на конструкцията; снижава се разходът на материали (не са нужни специални заваръчни електроди) и се подобрява използването на материалите; при създаване на дебелостенни конструкции процесът е енергоспестяващ.
2. Описание на експеримента
Проведен е експеримент (81 опита) с образци от неръждаема стомана 1H18NT. Ускоряващото напреже-ние, при което е проведен експеримента е 70 kV. Наклонените на 30° образци, по време на експерименти-те се заваряват по дължина, след което всеки заваряван образец е разрязан в три равнини. Тези равнини лежат (по време на процеса на обработка) във вертикално направление, съвпадащо с оста на електронния лъч. Експериментите са проведени със стойности на мощността на лъча Р = 4.2, 6.3 и 8.4 kW и скорост на заваряване v = 80 cm/min, 20 cm/min и 40 cm/min, със три стойности на параметъра zo (разстоянието от основната повърхност на магнитните лещи на електронната пушка до фокуса на електронния лъч): 176 mm, 226 mm и 276 mm и разстояние между магнитните лещи и повърхността на образеца (zp) за различни стойности в границите 126 mm и 326 mm. Измерени са площта на напречното сечение на шева (S), дъл-бочината (Н) и ширината (В) на шева (средната ширина, определена като се раздели площта на получе-ното сечение на дълбочината на шева). Условията на експеримента са подбрани така, че да се отстрани влиянието на промени в настройката на снопа при ЕЛЗ с различни разстояния пушка - образец и образец - фокус, т.е. параметрите, които са фиксирани по време на експеримента – радиалното разпределение на тока на електронния сноп, ъгловото му разпределение и емитанса.

227
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS37
Design of optimal SCADA program for automation of HPP
M.Sc., Emil Zaev1, Assistant, [email protected], phone: +38923090229 Ph.D., Atanasko Tuneski1, Professor, [email protected], phone: +389230233 M.Sc., Darko Babunski1 , Assistant, [email protected], phone: +38923090231
1”Ss. Cyril and Methodius” University, Faculty of Mechanical Engineering, Karpos II, P.O. Box 464, 1000 Skopje
Abstract: A structure of a SCADA program for control of hydropower plant is analized. This type of program is used for supervisory control and data collection in real-time, include many input and output variables and need to be optimized for easy user understanding and work. Simulation program as example is create and tested using NI Lookout which simulates the complete work of a real plant. It shows main processes and gives the opportunity to follow stationary changes of basic parameters according to change of power. The acquisition of data is not provided from a real system but from virtual graphical objects and expressions which are developed from measurements done in a real system. This model-program can be used for educational activities or as a model for real SCADA application in which the here shown objects will collect and send data to remote sensors and actuators in real time.
Key Words: control, SCADA, simulation, Lookout
1. Introduction
It is very well known that SCADA programs used in industry as well as in the Power production are very com-plex. They incorporating thousands of inputs and outputs and must have to function as one wholeness. Because of their complexity software packages used for programming usually are specific and difficult to handle. In such conditions a simulation program which is easy to change, to add or to remove elements, will be from a great help and advantage to the programmers.
2. Analytical preparations and connections with real system
The SCADA program simulates a real power plant with a vertical Francis turbine. Many of the subprograms and taken actions should be automatic. For this purpose the program should incorporate algorithms for start up, shut down and stationary work [3]. It also should simulate changes of flow and opening of the wicked gate depend-ing on the required power. For the program we will use data obtained with measurements on a real power plant, given in Table 1.
In Table 1 are given per unit values for: H- gross head, P-power, A0- wicked gate opening, Q- flow that we will use for drawing graphics of dependence. We obtain them by dividing the measured value through its maximum value (when the wicked gate is maximum open). The maximum power of the turbine is 28 MW, the maximum flow is 37 m3/s and the gross head is 94,7 m, the maximum opening of the wicked gate is 2 m. All those values are converted in percentage form for their better presentation.
No Hp (m) Hp pu Qp (m3/s)
Qp pu Pp(MW) Pp pu Pp pu % Qp pu % A0 pu %
1 75,5 0,797 39,440 1,066 24,54 0,876 87,64 106,59 902 75,7 0,799 38,130 1,031 24,448 0,873 87,31 103,05 853 75,4 0,796 36,430 0,985 23,729 0,847 84,75 98,46 804 75,4 0,796 34,830 0,941 23,102 0,825 82,51 94,14 755 75,6 0,798 33,250 0,899 22,385 0,799 79,95 89,86 706 75 0,792 32,230 0,871 21,749 0,777 77,68 87,11 67,57 75,5 0,797 31,560 0,853 21,569 0,770 77,03 85,30 658 75,6 0,798 30,670 0,829 21,082 0,753 75,29 82,89 62,59 74,8 0,790 29,590 0,800 20,243 0,723 72,30 79,97 6010 74,9 0,791 28,780 0,778 19,797 0,707 70,70 77,78 57,511 75,3 0,795 27,630 0,747 19,138 0,684 68,35 74,68 55

233
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS38
Design and Analysis of Hydroturbine-Governor Control System
M.Sc. Darko Babunski, assistant, Faculty of Mechanical Engineering, +389 2 3099 231 [email protected] Ph.D. Atanasko Tuneski, professor, Faculty of Mechanical Engineering, +389 2 3099 233
[email protected]. Emil Zaev, assistant, Faculty of Mechanical Engineering, +389 2 3099 229 [email protected]
Abstract - A linear and nonlinear mathematical model of hydraulic turbine, including water supply conduit is proposed. Analysis of static and dynamic characteristics of models is given, as well as modification and analysis of both linear and nonlinear model. Experimental data from hydraulic turbine model acceptance tests are used for deriving the mathematical model which has minimal error between simulation results and static turbine model measurements. Robust and PID control law is designed on linear model of hydraulic turbine, and the influence of linear control law on nonlinear control plants is analysed. Robust control law is designed, allowing the system hydraulic turbine-governor to work satisfactory not only around the working regime, but at all working conditions, solving the problem of the limitations of the usage of the conventional governor design methods. Computer simulation of several specific tasks, like island operation, black start, fast and large changes in network load of HPP’s are made. The advantages of nonlinear mathematical model versus linear mathematical model become apparent when both models are subjected to large excursions in the turbine loading.
Keywords - Robust control, hydraulic turbine model, turbine governor, acceptance test.
1. Introduction
The requests of mathematical model of hydraulic plants including hydraulic turbine, penstock, unrestricted head and tail race, large or no surge tank and governor of hydraulic turbine are, to assure large transient stability program simulation, isolated system operation, system restoration after brake up, load rejection, load acceptance, water hammer dynamics and optimal speed control. In this paper are used for simulation both linear and non-lin-ear mathematical models of hydraulic plants recommended by IEEE [1] and their modifications made with data from hydraulic turbine model acceptance measurements [2], which minimise the model generality, but maximise the similarity of model with real hydraulic turbine, on which model acceptance measurements is made. Non-lin-ear models are required where speed and power changes are large, such as in islanding, load rejection and system restoration studies although there are great difficulties designing good governor of hydraulic turbines, because the hydraulic turbine is highly non-linear device which characteristics vary significantly with the unpredictable load on the unit. Such nonlinearities make the governor design a nontrivial task because governors designed for one operating condition may not work at all under other conditions. Because of that robust control law is designed, allowing the system hydraulic turbine-governor to work satisfactory at all working conditions, not only around working point. The significance of robust control design is to show how to overcome some of limitations of conventional governor design methods.
Basic elements of a hydraulic turbine within the power system environment are shown on the block diagram of figure 1.
Figure 1. Block diagram of hydro prime mover and control

241
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS39Анализ на схемите за автоматичен контрол на ротационни заготовки и
детайли
д-р инж. Илия А. Четроков – Университет „Проф. д-р А. Златаров”–Бургас, e-mail: [email protected]
Резюме: In this work reviewed are various schemes and solutions for automatic measuring of rotational workpieces and parts. Therein analyzed are the possibilities for application of the referred schemes in automatic accuracy control performed by using adaptive control and active control in machine tool processing. The presented analysis is from the view-point of applying the automatic accuracy control systems in constructing reconfigurable manufacturing systems.
Ключови думи: mechanical engineering, automatic accuracy control, measuring
1. Въведение
Изискванията за висока гъвкавост и производителност на машиностроителното производство, наложе-ни от конкурентната среда в съвременната индустрия, налагат развитие на подходите за управление на производството и концепциите за изграждане на машини и производствени системи. Отражение на тези процеси са изследванията свързани с реализация на концеп-цията за изграждане на реконфигуриращи се производствени системи (РПС) [8]. Отличител-ни характеристики на РПС са модулност, интегрируемост, пренастройване, диагностици-раност и регулиране на производителността на системата [9].
Работата на различните подсистеми в РПС трябва да бъде насочена към постигане на ефек-тивно уп-равление на технологичния процес за постигане на по-висока точност на обработе-ните детайли. На етапа свързан с конфигуриране на системата е необходимо да бъдат отчете-ни условията определени от изискванията при проектиране на технологичните процеси. На този етап е възможна работа във всички насоки за повишаване на точността [5].
Въвеждането на системи за автоматично управление на точността (САУТ) може да се раз-глежда, като изграждане на подсистеми включени в РПС и неделима част от модулите за обработване и контрол на произвежданите детайли. Управлението на точността при механич-но обработване се осъществява на база подсистеми за адаптивно управление (АУ) и активен контрол (АК). Прилагането на тези подсистеми изисква надеждна входяща информация за осъществяване на управлението (размери на заготовките и размери на детайлите след обра-ботване ). Получаването на тази информация е свързано с измерване на заготовките и детай-лите и обработването на тези данни в цифров вид подходящ за работата компютърна-та систе-ма извършваща управлението на модула включващ машина с ЦПУ.
Осигуряването на надеждна и достоверна входяща информация е свързано с подходяща конструкция на измервателните устройства и подбор на схемите за измерване, които ще бъдат прилагани в модулите на РПС.
2. Схеми и устройства за контрол на размерите
В зависимост от броя на точките, в които се осъществява контакт на измервателните устройства с из-мервания детайл или заготовка те биват едноконтактни, двуконтактни и триконтактни. На Фиг. 1 и Фиг. 2 са показани основните метрологични схеми на устройства за АК при измерване на размери на външни вътрешни повърхнинии [3, 7].

247
9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS40
Представяне на експериментални данни във времева и честотна област получени при работа на меджинна втулка в пневмовихрова
монтажна глава
доц. д-р инж. Любен Т. Клочков Катедра „АДП”, МФ, ТУ-София гл. ас. инж. Юлиян А. Генов, Катедра „Механика”, ТФ, ТУ-София.
доц. д-р инж. Ганчо И. Венков, Катедра „МА и ЧМ”, ФПМИ, ТУ-София.
Резюме: Проведено е експериментално изследване на режимите на работа на междинна втулка в пнев-мовихрова монтажна глава. Получените експериментални данни са представени в ред на Фурие. Ана-лизирани са получените резултати. Експерименталните данни сравнени с получените приближения от полиномите на Фурие показват добра апроксимация. Те са в рамките на допустимите грешки получени при инженерните изследвания и теоретични изчисления.
Ключови думи: автоматизация на монтажа, пневмовихров метод и технология, пневмовихрова мон-тажна глава, изследване на автомати, ред на Фурие.
1. Въведение
Икономическата ефективност от автоматизация на монтажните процеси и операции се постига от висока производителност на автоматичната техника, от бързодействието на създадените съвременни автоматизи-рани системи за монтаж. Непрекъснатото развитие на технологиите усъвършенства и подобрява автома-тизацията на монтажа. [2, 3, 4]
Използването на вихровия ефект (пневмовихров метод и принципно нова технология) открива възмож-ността за едновременно ориентиране, транспортиране, сглобяване, контроли т.н. За прилагането на вих-ровия ефект е необходимо да се проведат практически изследвания на процеса. [2, 7]
Настоящият доклад се явява продължение на публикацията „Експериментални изследвания на пневмо-вихрова монтажна глава с междинна втулка”. [1]
Целта на настоящия доклад, е да се представят експериментални данни във времева и честотна област получени при работа на междинна втулка в пневмовихрова монтажна глава (ПВМГ).
2. Режим на работа на междинната втулка в пневмовихровата монтажна глава
Проведеното експериментално изследване е направено чрез стенд. С промяна на захранващото налягане на подавания сгъстен въздух през 0,2.100 [кРа] са заснети: дебитът; скоростта на изтичането на изхода на дюзите; работното налягане в горния край на вихровата тръба; ъгловата скорост на междинната втулка и времето за един оборот на същата.
С постепенното увеличаване на налягането на сгъстения въздух през 0,2.100 [кРа] в камерата, респек-тивно в дюзите на пневмовихровата монтажна глава, се увеличава разходът му. Работното налягане на разширения въздух в горния край на монтажната глава се колебае в граници от 0,015 + 0,030 .100 [кРа] и не се забелязва от графиката да се образува вакуум. Характера на графиката р = f (р) се обяснява в определена степен с периодичното повишаване и намаляване на налягането в горния край на междинната втулка, вследствие нейното отваряне и затваряне от породените вертикални трептения. Все пак зависи-мостта има определен периодичен характер. Периодичността не е съвсем пълна. Това може да се обясни с някои случайни или смущаващи фактори по време на процеса, като инертност на показанията при промя-на на налягането, вследствие много бързото протичане на процеса. Тази схема потвърждава характера на изменението на налягането под челото на междинната втулка. Получените резултати от експериментал-ните изследвания са едно потвърждение на изведените теоретични зависимости. [7] При повишаване на захранващото налягане на сгъстения въздух, ъгловата скорост на междинна втулка нараства, а времето за един оборот намалява. Изследванията са експериментални при едновременно изтичане и разширяване на въздуха от двете страни на междинната втулка.

9 МЕЖДУНАРОДНА КОНФЕРЕНЦИЯ 9 INTERNATIONAL CONFERENCEАВАНГАРДНИ МАТЕРИАЛИ И ОБРАБОТКИ ADVANCED MATERIALS AND OPERATIONS
Aleksandrova M. ............ 329, 347Andonova, A. .......................... 405Angelov, G. .............................. 385
Babunski, D. ........................... 233Badescu, V. .............................. 323Bănică, M. ............................... 465Bondarenko, S. ....................... 365Brychta, J. ............................... 541Buzatu, C. ................................. 27
Čavić, M. ................................. 625Cep, R. ..................................... 533Cholakova, I............................ 385Contiu, G. ................................ 567Cosma, M. ....................... 521, 527Costache, N. ............................ 323Crutescu M. ............................ 323Crutescu R. ............................. 323
Diciuc, V. ......................... 521, 527Dimitrov, K. .................... 427, 435Dobrikov, G. H. .............. 329, 347Dobrikov, G. M. ...................... 329Donchev, S. ................................ 81Doshchechkina, I. ................... 365Drughean, L. ........................... 323Duspara, M. ............................ 609
Enescu, I. ................................... 27
Gazdecki, A. ............................ 613
Hera, D. ................................... 323Hreniuc, P........................ 313, 465Hric, J. ..................................... 557
Ilie, A . .................................... 323Iordache, F. ............................. 323Iordache, V. ............................. 323Ivan, G. .................................... 323
Jaskolska, Z. ........................... 547Javorek, L. .............................. 557Jermak, Cz. ..................... 547, 613Jovanić, D................................ 291Jovanova, J. ............................ 319
Kestens, L................................ 421Kirichenko, I. .......................... 307
Kostić, M. ................................ 625Krysteva, R. ............................ 385Kukhareva, I. .......................... 365Kundrák, J. ............................... 33
Laaser, N. ................................ 323León-García, O. ...................... 421Lepadatescu, B. ........................ 27Lobonţiu, M. ........................... 521Lyapin, A. ................................ 365
Madl, J. ................................... 563Magdolen, L. ........................... 603Markov Z. ............................... 379Moshchenok, V. ...................... 365Mudriková, A.................. 591, 597
Nasui, V. .......................... 527, 553Novakova, J. ........................... 541
Ocenasova, L. ......................... 533Ozgur, I. .................................. 323
Parkoun, V. ............................. 343Petkova, I. ............................... 329Petreski, Z. .............................. 319Petrkovska, L.......................... 541Petrov, R. ................................. 421Pfeiler, P................................... 533Popa, M. .................................. 567Popovski, P. ............................. 379
Rančić, M. ............................... 291Rassovska, M. ......................... 347Rucki, M.......................... 547, 613Rusev, Rostislav .............. 359, 385
Stas, O. .................................... 603Stoić, A. ................................... 609Şugar, I. ........................... 313, 465Sujová, E. ................................ 585Sutanto, H. .............................. 563
Takov, T. .......................... 385, 405Talevski, G. ............................. 379Tasevski, G. ............................. 319Tavodova, M. .......................... 619Tolnay, M. ............................... 603Tuchkovsky, A. ........................ 343Tuneski, A. .............................. 233
Venev, V. .................................... 63Veneva, V. .................................. 63Videkov, V. .............................. 343Vilček, I. .................................. 563Vissokov, G. .............................. 81Vrublevsky, I. .......................... 343Vulićević, L. ............................ 291
Yordanov, R. ........................... 329
Zaev, E. .................................... 233Zečević, F. ................................ 609Zlokolica, M. ........................... 625
Аврамова, И. ......................... 191Аксенова, С. ........................... 461Ангелов, А. ............................. 443Асенов, Т................................. 271Атанасова, Д. ......................... 149
Банков Х. ............................... 373Бахаров, Г. .............................. 353Бачкова, И. .................... 297, 579Бояджиев, Й........................... 127Бундур, М. .......................... 39, 51
Венков, Г. ............................... 247Видеков В. .............................. 337Вилчик, И. ............................. 571Волочко, A. ............................. 115
Гагов, В. .................................. 119Генов, Ю. ................................ 247Георгиев, В. ........................ 47, 59Гешев, T. ......................... 297, 579Глушкова, Д. .......................... 207Господинов, Д. ....................... 119Господинова, Д. ..................... 191Гълъбова, Л. .......................... 415
Данаилов, П. ............................ 69Даскалова, М. ........................ 447Дзюба, Ю................................ 207Дикова, Ц. .............................. 211Димитров, Ж. ........................ 133Димитров, Л. ......................... 373Димова, Д. .............................. 451Динев, П. ........................ 183, 191Дичева, A. ................................. 69Дончев, Сл. .................... 303, 411
Индекс / Index
Автори / Authors

АМО ‘09: Том I / Vol I
Иванов, В. .................................261Иванов, К. .................................471Изобелло, A. ..............................115Илиев, П. .....................................77
Йорданов, П. ...............................47
Калейчева, Ж. ..........................161Карагьозова, З. .........................353Карамишев, X. .................297, 579Клочков, Л. ...............................247Клубович, В. .......97, 101, 139, 173Клушин, В. ........................109, 115Колева, Е. ..................................221Крайчев Е. ................................443Кулак, М......................................97Къртунов, С. .....................275, 369
Ликов, И. ...................................197Любченко, А. ....................207, 461Любченко, Е. ............................461
Маджаров, Т. ............................143Македонски, A. ................217, 571Македонски, Б. ...77, 217, 471, 576Мишев, В. .................................161Младенов, Ю. ...........................149
Наварро, О. ...............................109Ненчева, М. ......................393, 399Нешков, Т. .................................271Николов, Н............................87, 91
Панайотова, С. .........................451Пеняшки, П. .............................197Петков, П. .............................39, 51Петров, П. .........................133, 167Платонов, Л. ...............................97Попов, Г. ............................297, 579Прокопенко, В. .....................39, 51Пършоров, И. ...........................167Пършоров, С. ...................167, 203
Радев, Р. .....................................119Радонов Р. ..................................389Рачев, П. ....................................369Ризов В. .....................................457Рубаник, В. ................................139Рудович, А. ................................109Русев, Руси ........127, 133, 143, 167Русева, Е. ...................................167Рыжков, Ю. ..............................207
Савов, С. ....................................353Самолётов, В. ...........................139Симеонов, Св. ..........................393Симеонова, В. ...........................389Скулев, Х. .................................155Славчев, В.................................127Славчев, М. ..............................303Ставрев, Д. ................................211Ставрев, С. ...............................353Стамболов, Г. ....................297, 579Стефанов А. ..............................265Стоев, Л. ................................13, 21
Таков, Г. ...............77, 217, 411, 457Тарабанова, В. ..........................207Тенчев, В. ..................................457Тодоров, Н. ..........................77, 217Токмакчиев, Св. ......................411Томило, В. .........................101, 173Тошков, В. .................................143
Фърков, Г. .................................337
Хнаду ........................................207Христов, М. ...............................389Хрущев, Е. ................................173
Цанева, Б. ..................................337Цветанов, Г. ......................393, 399
Четроков, И. .................47, 59, 241
Шиков, Р. ...................................373
Янков, Е. ...................................119Ячовски, А. ...............................337
Индекс / Index