Embed Size (px)
Citation preview

PT = total pressure Pe = udp /En = Peclet number r = average radius of pore r̂ = reaction rate per unit catalytic area R = gasconstant Sg .= 2y / rp , = surface area per unit mass of catalyst par-
ticle t = time T = absolute temperature of gas mixture
u = interstitial velocity of gas mixture u = creep velocity of reaction zone x = axial position from the inlet
Greek Letters C? = ke/pscs = effective thermal diffusivity y = internal voidage of catalyst particle t = fractional void volume of bed ( = x - L i t = moving coordinate p f = density of gas mixture ,?f = density of intraparticle fluid mixture p s = density of catalyst particle
Subscripts f = fluid phase F = feedstate 0 = initial condition s = solid phase
Brackets [ ] = change in the quantity enclosed across the reaction
zone
= absolute temperature of particle phase
Literature Cited Barenblatt, G. I . , Zei'dovich, Y. B., Russ. Math. Surv.. 26 (2) . 45 (1971). Eidenberger. G., Chem. Eng. Sci.. 27, 1909 (1972a). Eidenberger, G., Chem. Eng. Sci.. 27, 1917 (1972b). Evans, J. W.. Indiana Univ. Math. J.. 21 877 (1972); 22, 75. 577 (1972). Fieguth, P.. Wicke, E.. lnstitut fur Physikalische Chemie der Universitat
Muenster, private communication, 1969. Frank-Kamenetskii, D. A,, "Diffusion and Heat Transfer in Chemical Ki-
netics," 2nd ed, pp 501-503, Plenum Press, New York, N. Y., 1969. Geifand, I. M. . A. M. S. Trans.. 22, 295 (Sec. 2) , (1963). Kolmogorov, A., Petrovsky, I . , Piskunov, N. , B u / / . Univ. Eta!. Mascow 6,
1 (1937). Lax, P.. Congr. int . Math. Nice. 831 (1970). Lewis, R. P. M.S. Thesis, University of Minnesota, Minneapolis, Minn.,
Liu, S. L.. Amundson. N. R., Ind. Eng. Chern. Fundam. 1 2 0 0 (1962). Liu, S. L., Amundson. N. R., ind. Eng. Chem.. Fundam. 2, 183 (1963). Padberg, G., Wicke, E.. Chem. Eng. Sci . . 22, 1035 (1967) Peietier. L. A,. iUTAMSymp. . 418 (1969). Rhee, H., Amuodson, N. R.. ind. Eng. Chem.. Fundam.. 13, 1 (1974). Rhee, H., Foley. D., Amundson. N. R., Chem. Eng. Sci. . 28, 607 (1973). Sattinger, D. H., Levinson Anniversary Volume, in press, 1974. Schmalz, P. B.. M.S. Thesis, University of Minnesota, Minneapoiis.
Vortmeyer. D. , Jahnel, W., Chem. ing. Tech. 43, 461. (1971). Vortmeyer, D., Jahnel. W., Chem. €ng. Sci. 27 1485 (1972). Wicke, E., Vortmeyer, D.. Z. Elektrochem , Ber Bunsenges. Phys ,
Yagi, S . , Kunii, D.. A . / Ch.E J.. 3, 73 (1957).
1973.
Minn., 1972.
Chem. 63, 145 (1959).
Received for review March 26, 1973 Accepted July 3,1974
An Analysis of the Single-Stage Gaseous Permeation Process
Chuen Y . Pan" and Henry W. Habgood
Research Council of Alberta Edmonton Aiberta. Canada
A theoretical analysis of the single-stage permeation process is presented. A unified mathematical for- mulation and calculation methods are given for various feed-permeate flow patterns (countercurrent, cocurrent, cross flow) with two permeable components including the case with a nonpermeable frac- tion in the feed and a purge stream in the permeate. It is confirmed that the countercurrent flow pattern is always the best and that the cross-flow pattern is always intermediate with respect to membrane area, enrichment, or recovery. I t is shown that the permeate/feed concentration ratio cannot be larger than the smallest of the permeability ratio, the feed/permeate pressure ratio, or the reciprocal of the feed concentration. For a given recovery of the more permeable component, the required membrane area decreases with increasing permeabilities of both components. Purging on the permeate side of the membrane with a small gas stream can, in some cases, greatly reduce the membrane area require- ment without diluting the permeate stream significantly. The effectiveness of purging generally in- creases with decreasing feed concentration and with increasing membrane selectivity relative to the feed/permeate pressure ratio.
Introduction Selective permeation through a semipermeable mem-
brane is becoming an accepted chemical engineering unit operation for separating gas mixtures. I t can be considered an extension of the gaseous diffusion process such as used for isotope enrichment. Gaseous diffusion has a relatively small enrichment per stage and a cascade of many stages is required [see Cohen (1951) and Benedict and Pigford (1957)l. In permeation through membranes much higher
1 Research Council of Alberta Contribution No. 694
selectivities are possible and while cascades of a few stag- es may still be necessary for most practical separations, the calculations for and understanding of a single perme- ation stage are of prime importance. This paper presents a general calculation method and parametric analysis of single-stage permeation.
The simplest situation is the permeation of a binary gas mixture with no permeate purge and assuming constant permeabilities for the two components. This has been treated by previous workers. Weller and Steiner (1950a,b) examined the relatively trivial case of complete mixing on both sides of the membrane and also the cross-flow situa-
Ind. Eng. Chem., Fundam., Vol. 13, No. 4, 1974 323

tion. Oishi, et al. (1961), gave the general equations for the cocurrent and countercurrent flow patterns and com- pared the three types of flow patterns for cases of relative- ly low selectivities such as in isotope separation. Walaw- ender and Stern (1972) included a detailed derivation of the equations of Oishi, et al., and reported some paramet- ric studies with limited interpretation for the oxygen-ni- trogen separation in air. Blaisdell and Kammermeyer (1973) presented a somewhat different mathematical ap- proach to the problems studied by Oishi, e t al.
Our study has also been limited to the case of constant permeabilities (independent of partial pressure and the presence of the other component), and to the assumptions of negligible pressure drop in the feed and permeate flow paths and negligible mass transfer resistances other than the permeation process itself. We have, however, extended the previous treatments by the inclusion of a nonpermea- ble gas along with the two permeating components and by the inclusion of a purge gas on the permeate side of the membrane. A unified mathematical development of this general system is presented as well as a fairly extensive parametric analysis.
The use of a purge or sweep gas is an obvious way to re- duce the partial pressure of the desired component on the permeate side of the membrane and thus increase the driving force for permeation. While a condensable purge is usually thought of, it turns out that even a small stream of noncondensable gas, such as a small bleed from the feed gas, can be decidedly advantageous. The inclusion of a nonpermeating component in our treatment allows the model to be a better approximation to real multicompo- nent systems where components other than the two most readily permeable can be lumped together as a nonper- meating component. Furthermore, in a multistage cas- cade, the use of a nonpermeable component in the purge will lead to the presence of the same nonpermeable in the feed because of the recycling of the residue that is inher- ent in normal cascade operation.
This work was done as part of a study of the recovery of helium from natural gas. Here helium and methane are the two permeable components, helium being 50 to 100 times as permeable as methane for some of the mem- branes of interest, and the higher hydrocarbons in the natural gas can be lumped together as a nonpermeable component. The constants and operating conditions cho- sen in the examples given in the parametric study are those that might be of interest in the early stages of a he- lium-recovery plant.
Mathematical Formulation and Calculation Method The theoretical analyses of the permeation process pre-
sented here are based on the following assumptions: (1) only two components in the gas streams are permeable; (2) the permeability of each gas component is the same as that of the pure gas, and is independent of pressure; (3) negligible gas-phase concentration gradients in the perme- ation direction; (4) negligible pressure drop of the feed and permeate gas streams; ( 5 ) diffusion along the flow path is insignificant compared to the bulk flow; (6) plug flow is assumed for both the feed and permeate streams.
The formulation follows similar procedures set forth by Oishi, et a2. (1961), and Walawender and Stern (1972) for the case of no purging on the permeate side but the equa- tions are set up to include a nonpermeating fraction in the feed and a purge flow in the permeate side. The purge gas may contain both permeable and nonpermeable compo- nents. In the presence of nonpermeable gas, the total pressure of the two permeable components will vary along the cell; hence the concentration of the nonpermeable gas must be taken into account.
Rf-0 R f
Vf #Yf I V f P i - v r v vw ywg "w
RJRGE I PRODUCT
Figure 1. Cocurrent flow pattern.
Cocurrent Flow Pattern. In this flow pattern (Figure 1) the concentrations and flow rates of the feed and purge gases a t the inlet are usually fixed. A typical calculation problem is to determine the states of the product and res- idue gas streams and the membrane area requirement for a desired residue or product concentration.
Material balances between the inlet and any point along the cell
L + v = L f + vi
Lu = Lfuf = constant Vv = Vfvf = constant
(1)
L x + vy = LfXf + V,y, (2 )
(3 )
(4 ) Rate of permeation per unit area
(5)
Calculation method
and y as follows From eq 1-4 we obtain L, V, u, and u as functions of x
Substituting eq 9 into eq 5 and 6 and then solving for dyldx and dRf/dx yields
-- dY Y - Xf + Ffb - Y f ) dX - x - Xf + F f ( x - Y f )
I Q*(1 - Y)(X - YY) - I 1 (12) y [ ( l - x - u) - y ( l - y - u)] I Q * ( l - x) (x - yy) -
I x [ ( l - x - u) - y (1 - y - v)] 1
- (x - y){cY*(l - X ) ( X - yy) - x[(l - x - u) - r(1 - Y - 411
(13) - - dRf Y - Xf + F,(Y - Y f ) dx
For given feed and purge gas conditions, there are alto- gether seven variables at the residue and product end (Lw, xw, uW, V,, yw, vw, R w f ) to satisfy six equations (eq
324 Ind. Eng. Chem., Fundam., Vol. 13, No.4, 1974

Rf:O R f R ~ : ~ t ,
P ' V Y V PRODUCT --- 1 P U R G E
R W z R W R W Rw=O
Figure 2. Countercurrent flow pattern. Note that the reverse di- rection of the permeate flow means that the numerical values of V, when applied in the equation, are negative.
f
8-13); therefore one of these variables may be freely cho- sen. Note that all the right-hand sides of eq 8-13 are func- tion of x and y only, and that eq 12 may be integrated by itself to obtain the x-y relation. This x-y relation may then be used to calculate L, V , u, u, Rf (eq 8-11, 13).
If xf = y f , the ratio before the bracket on the right side of eq 12 appears to be indeterminate a t the feed inlet, but by eq 8 and 9 this ratio equals ( - L / V ) ; thus at the feed inlet, it is (-1/Ff) just as in the case of xf # yf . Further- more, if yf < xf there exists a singular point a t y = x = (x, + F f y f ) / ( l + Ff) where eq 12 is indeterminate. I t can be shown, however, that such a singular point is of the node type (Smirnov, 1964). This means that every integral curve of eq 12 that approaches sufficiently close to the singular point strikes this point.
Zero Purging on Permeate Side (Vf = 0, u = 0). In this case, y f cannot be specified and must be determined as follows (Oishi, e t al., 1961; Walawender and Stern, 1972). Dividing eq 5 by eq 6 yields
At the feed inlet end V = 0, eq 14 reduces to
Thus yf may be solved from eq 15 in terms of feed condi- tions. Equation 12 will appear to be indeterminate a t the feed inlet (the numerator inside the bracket is zero due to eq E), but its value can be determined by L'Hopital's rule as follows. Differentiating the numerator and denom- inator of eq 12 with respect to x, respectively, and then letting x = xf , y = y f , we obtain
(Yf - Xf)[(.* - 1)(2YYf -
(Sf - Xf,[.* - (.* - 1)Yfl - UfYf
Xf - Uf - r(l - %)I
xf - y ) - 1 + uf](d~/d~)f +
(16) (3f = a*(l - Xf)(Xf - yy ' ) - X,[l -
Solving for (dy/dx)f yields
Xf - U f ) - Y(1 - Y,) l -
(Yf - XfN.* - 1)(2YYf - Xf - Y) - 1 + U f l
After determining the values of yf and (dy/dx)f, the inte- gration of eq 12 may be carried out.
Countercurrent Flow Pat te rn (Negative Vt and Vw). Since, in this case, the feed and permeate flow in opposite directions (Figure 2), L and V will have opposite mathe- matical signs. We have taken the feed flow direction to be the positive one. By this convention eq 8-13 for the cocur- rent pattern apply also to this case, but with different boundary conditions as follows
L = L,; x = x,; u = uf;
V = V,(negative); y = y,;
1' = u,
at R f = 0 or R" = Rf"(negat ive) (18)
at R' = R,' or R" = 0 (19) In this flow pattern, since only some of the concentra-
tions and flow rates a t each end of the membrane cell are known, the calculation is a boundary value problem and will usually involve some trial and error, except under special conditions. In the case of permeate purging, one may start the integration from either the feed end or the residue end. In the special case of no purging, however, it is more convenient to start the integration from the resi- due end (see below). The corresponding set of equations for starting the calculation from the residue end is ob- tained from eq 8-13 by changing all the superscripts and subscripts f to w. These forms of equations are obtained by the same procedure as in the cocurrent case except that the material balances are taken between the residue end and any point on the membrane cell (note that V and V, have negative values).
The typical calculation problem is, as before, to deter- mine the states of the product and residue streams and membrane area requirement for given feed and purge con- ditions and a desired concentration or flow rate in either the product or the residue stream. Under such conditions, there are six unknowns to be determined by six equations (8-13). For example, if one fixes the desired residue con- centration xw, the six unknowns are L,, uu, V f , yr, V I , and RfW (or RWf) . The method of calculation for these un- knowns will involve a trial and error method. First, one assumes a value for, say, L,, then the remaining concen- trations and flow rates (u,, Vr, yt, u f ) may be determined by the four material balance equations 8-11 taken be- tween the two ends of the cell. Now since all the concen- trations and flow rates a t both ends of the membrane are known (based on the assumed L w ) , eq 12 may be integrat- ed from X I to xw to obtain y,, or from xw to x f (with all the super- and subscripts f in the equation changed to w) to obtain y f . If this y f agrees with the previously calculat- ed value or if y , agrees with the given purge concentra- tion, then the assumed L, is correct. The membrane area is finally obtained by integrating eq 13, utilizing the x-y relation obtained during the integration of eq 12. In this example, if a certain fixed fraction of the residue is used for permeate purging (known F,, y , = x,) and no non- permeables are present in the feed (u = u = 0), eq 12 (with f changed to w) may be first integrated from x, to xf to obtain yf . Thus no trial and error method will be in- volved.
If xw = y , the first ratio (before the large bracket) on the right side of eq 12 (with f replaced by w) will appear to be indeterminate a t the residue end. By reasoning simi- lar to that used in the cocurrent cases, this ratio is equal to (-L,/V,) or (-l/Fw), just as in the case with xu # yw. Furthermore, if y w < x, there exists a node type sin- gular point on the integral curve of eq 12 (f replaced by W) .
Zero Purge on Permeate Side (V , = 0, uw = 0). In this case, the permeate concentration a t the residue end, yw, cannot be specified and is related to the residue state
Ind. Eng. Chem.. Fundam.,Vol. 13, No. 4, 1974 325

Rm: 0
FEED 4 ' p XmjLm
- L f X f -------;------y i
P ym ;v;o Vf V f PRODUCT
RESIDUE - L x w - v w v w PRODUCT
I I
L f Xf "f +iTTTTTTTTTT Y L X U
LWXW",
' 1 7 I Figure 4. Cross-flow pattern; y' is local permeate concentration and y is average permeate concentration from the feed inlet.
by eq 15 (with f replaced by w). Equation 12 (f replaced by w) will appear to be indeterminate a t the residue end and its value is given by eq 17 (f replaced by w). The method of calculation is the same as the corresponding case with purging, but it is better to start the integration of eq 12 from the residue end using the initial value (dy/ dx), calculated by eq 17. (If the integration is started from the feed end, precaution must be taken near the res- idue end where eq 12 has an indeterminate form). In the absence of nonpermeables in the feed, the calculation from the residue end for the case of desired residue con- centration, as first demonstrated by Oishi, et al. (1961), does not require the trial and error method.
Countercurrent-Cocurrent Flow Pattern. In this flow pattern (Figure 3) the feed flows in one direction but the permeate is withdrawn from both ends of the cell. The calculation for this case must utilize the conditions at the point of zero permeate flow. The integration of eq 12 (with f changed to m) is started from this point by assuming a value for xm using the procedures described above for the countercurrent and cocurrent flow patterns. Note, how- ever, that in order to make the solution unique, one must fix the relative values of the two product flow rates or the position of zero permeate flow. (Strictly speaking, these are determined by the permeate pressure drop through the cell, which, however, has not been taken into account in the present treatment.) In practice, equal product flows may be reasonably assumed.
Cross Flow Pattern. For this flow pattern (Figure 4) we shall assume no permeate purging (purging will, in this case, result in two-dimensional variation of concen- trations). The characteristic of this flow pattern is that the local concentration ratio of the two permeable compo- nents in the permeate a t any point over the membrane is equal to the ratio of the respective permeation rates a t that point as indicated by the following equation.
where y' is the local permeate concentration. The average permeate concentration from feed inlet to any point over the membrane is designated by y .
The material balance equations for this case are the same as eq 8, 9, and 10 with Ff = 0, but the permeation rate equations are as follows
-- d(Vy) - (QJd)(Px - py') dS
Following the same procedure in deriving eq 12 and 13, eq 21 and 22 may be combined to yield the following equa- tions.
(24) Y - Xf dRf - _ _ _ dX (X - y){a*(l - x ) ( x - yy') - x [ l -
x - u - r(1 - Y"} Utilizing eq 20, eq 23 may be further simplified to
(25)
The local permeate concentration y' may be eliminated from eq 24 and 25 with the aid of eq 20. The initial values of yp and (dy/dx)f for starting the integration of ea 25 are given by eq 15 and 17, respectively.
In the absence of nonpermeable components in the feed (u = 0) the following analytical solution has been ob- tained by Weller and Steiner (1950a).
1 - xf F = l - (-)x 1 - x
t - C (26)
whereA = [(l - a*) y + a*]/2; C = -[(l - a*) y - 1]/2; B = -AC + 0.*/2; R = 1/(2A - 1); U = [a* (A - 1) + C]/[(2A - l)(a*/2 - C)]; T = 1/(1 - A - B / C ) ; t =
The product gas concentration y can be obtained from -AX + [AZXZ + 2BX + C2]1;2; a n d X = x / ( l - x ) .
the above calculated F by material balance as follows
Y = x + (xf - x ) / F (27)
The membrane area required is calculated by the fol- lowing equation
f (1 .- ~ ) ( l - F ) R = i" (28)
where
f(X) = AX - C + [A2X2 + 2BX + C2]1/2
I t can be shown that as x f approaches zero, the Weller and Steiner solution (eq 26-28) reduces to the following forms
(29) F = 1 - (X/Xf)Ca'*/(i-y)(a*-l)l-l
R f = F / ( 1 - y ) (31)
As is demonstrated in a following section, eq 29-31 are useful approximations for eq 26-28 for finite l / x f provided that l / x f is greater than both CY* and l / y .
326 Ind. Eng. Chern., Fundarn., Vol. 13, No. 4, 1974

00061 ' , I " , I
o b " " " ' " " " " 0 01 0 02 0 03
DIMENSIONLESS MEMBRANE AREA, R f
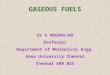
Figure 5. Variation of the permeation driving force along the membrane for various flow patterns. a* = 80, y = 0.01, feed 0.5% residue 0.2%, no purge, no nonpermeables. Read yy for yy' for cross flow: -, countercurrent; - - -, cross flow; - - - - -, cocur- rent.
0 3 ' , , I , I ' I
ymclx=a*x t [ ( / I+ a* - l ]x f ]
'"O 1
Figure 6 . Effect of flow pattern on the relationship between prod- uct concentration y and residue concentration xw for various pressure ratios, y (membrane areas are not specified and differ from point to point). a* = 80, feed 0.5%, no purge, no nonperme- ables: -, countercurrent; - - -, cross flow; - - - - -, cocurrent. For vacuum operation, y = 0, the lines for the three flow patterns are coincident.
Paramet r ic Analysis Flow Pattern. Figure 5 shows the typical feed and per-
meate concentration profiles for three different flow pat- terns. Note that the difference ( x - yy) is a direct mea- sure of permeation driving force of component A. In the cross-flow pattern, the product concentration is the aver- age permeate concentration over the entire membrane length. For given feed and residue concentrations, the countercurrent flow pattern requires the least membrane area and has the highest product concentration. The greater efficiency in the countercurrent mode is the result of greater integral driving force ( x - yy) over a given membrane area. The cross flow pattern gives intermediate performance between the countercurrent and cocurrent types; it is of particular importance as describing the per- formance of spiral-wound modules such as used in reverse osmosis
Figure 6 shows the effect of flow pattern on product concentration a t various residue concentrations and per- meate/feed pressure ratios. The difference in performance for these flow patterns tends to diminish with decreasing pressure ratio. At zero permeate pressure, the membrane will give identical performance regardless of the flow pat- tern. It is worth noting that the minimum attainable resi- due concentration is zero for both countercurrent and cross flow patterns, but nonzero for cocurrent flow pattern withy # 0.
DIMENSIONLESS MEMBRANE AREA, R f
Figure 7. Effect of purge flow rates on permeation driving force along the membrane in cocurrent flow pattern. CY* = 80, y = 0.03, feed 0.5%, residue 0.2570, purge composition equal to feed compo- sition, no nonpermeables.
00061 ' , ' , , , , , , , I , , I cis : 8 O , y : O O 3
x
DIMENSIONLESS MEMBRANE AREA R f
Figure 8. Effect of purge flow rates on permeation driving force along the membrane in countercurrent flow pattern. a* = 80, y = 0.03, feed 0.5%, residue 0.2%, purge composition equal to residue composition, no nonpermeables.
Permeate Purging. -Purging on the permeate side with a low concentration gas will generally increase the perme- ation driving force of component A by diluting the per- meate. In some cases with proper amount of purging, the increased permeation driving force may significantly re- duce the membrane area requirement with only insignifi- cant product dilution. Figure 7 shows the effect of per- meate purging on the concentration profiles in the cocur- rent flow pattern; the purge gas in this example is part of the inlet feed gas. The dilution effect on the permeate stream is largely restricted to the inlet end where a small purge stream can greatly reduce the partial pressure of component A in the permeate. The increased permeation rate of component A due to the increased driving force will tend to counteract the dilution.
For a given membrane area, purging will generally re. duce both the residue and permeate concentrations as shown in Figure 7. I t is.important to note, however, that the permeate dilution is often less than the relative pro- portion of purge gas introduced. For example, with Rf = 0.0196 (Figure 7 ) , the product stream obtained in the ab- sence of purging is 2.1% of the feed gas (calculated from the corresponding x and y values by eq 9). If a gas equiva- lent to 2% of the feed gas (Ff = 0.02) is introduced in the permeate side for purging, a product gas in the amount of 4.2% of the feed gas may be collected, a 100% increase in the product flow, with a reduction in the product concen- tration of only about 25% (yy = 1.9 x 10-3 us. 2.5 x
Figure 7 also shows that for given feed and residue con- centrations, permeate purging can significantly reduce
10-3).
Ind. Eng. Chern., Fundarn., Vol. 13, No.4, 1974 327

9 "
I , I # # I I l , , , , l ,
Figure 9. Effect of purge flow on product flow, product concentration, and membrane area required in countercurrent flow pattern with fixed feed and residue concentrations for various membrane selectivities and pressure ratios. Product flow, product concentration, and membrane area are based on a given feed flow (L f ) and are relative to those obtained in the absence of purging. (F f )o is the fraction of feed permeated in the absence of purging and is a constant for a given a*, -y, nf, xw. Feed 570, residue 2%, purge composition equal to residue composition, no nonpermeables.
membrane requirement with only insignificant product gas dilution. For example, for 0.25% residue concentra- tion, purging with 2% of the feed gas (Ff = 0.02) can save 47% of the membrane area required (Rf reduced from 0.037 to 0.0196) with only 5% dilution of the product gas (yy decreased from 0.0020 to 0.0019). Furthermore, since the product gas flow obtained with purging is about 5% higher, the total amount of component A transferred to the permeate stream is almost identical for both cases. It is important to recognize that, in this instance, the dilut- ing effect of the purge gas is partially nullified by the in- creased permeation driving force of component A and the decreased permeation of component B due to reduced membrane area.
In the case of countercurrent flow, permeate purging with part of the residue gas has similar effects. The typi- cal concentration profiles for various purge flow rates are shown in Figure 8.
The effectiveness of permeate purging varies with mem- brane selectivity, pressure ratio, and concentrations. This is illustrated in Figures 9 and 10 for the countercurrent flow pattern using part of the residue gas for purging. The values of product flow, product concentration, and mem- brane area are shown relative to those obtained in the ab- sence of purging. The abscissa is a measure of relative purge flow defined by F,/(Ff)o. Figure 9 shows that the larger the inequality a* > l/y the greater is the effective- ness of purging in reducing the membrane area with insig- nificant product dilution. Figure 10 shows that the purg- ing effect is more favorable with lower feed concentration. Of course, if an easily condensable gas is used for purging, then not only can the membrane area be reduced but the
product may also be further enriched by condensing out the purge gas in the product stream.
Feed and Residue Concentrations. For brevity and ease of calculation, the cross-flow pattern is used in this and following parametric studies. Figures 11 and 12 show the variation of permeate enrichment ratio and membrane area requirement with residue/feed concentration ratio. It is seen that eq 30 and 31 are useful approximations for the case with finite l/xf, provided that l/xf > a* and l/xf > l/y. The greater these two inequalities, the better is the approximation.
Permeate/Feed Pressure Ratio. Figure 13 shows that a reduction in the pressure ratio can significantly increase the driving force by lowering the partial pressure of com- ponent A in the permeate. This will not only increase the enrichment ratio but will also decrease the membrane area required as shown in Figure 14. I t is important tb recognize that if l / y < l/x, the feed/permeate pressure ratio will be a limiting factor for the enrichment ratio be- cause the partial pressure of component A in the per- meate cannot be greater than that in the corresponding feed stream, i. e. , py' 5 Px. Thus for l/y < l/x, the value of y' is always less than unity, and the enrichment ratio y ' / x is limited to l / y , regardless of the membrane selec- tivity. This effect is best seen in Figure 15 which shows that the enrichment ratio is little affected by the mem- brane selectivity for a* >> l / y . Thus for a given y, there is little to be gained in the enrichment ratio by using a membrane with a* >> l/y if l/y < l/x. Furthermore, since the membrane with high a* usually turns out to have low permeabilities, the membrane area required may be larger. In this case, permeate purging may be em-
328 Ind. Eng. Chem., Fundarn., Vol. 13, No. 4, 1974

3 05 10 0 05 10 0 0.5 10 RELATIVE PURGE FLOW, F w / ( F f j 0
Figure 10. Effect of purge flow on product flow, product concentration, and membrane area required in countercurrent flow pattern for various feed and residue concentrations a t different membrane selectivities and pressure ratios. Product flow, produot concentration and membrane area are based on a given feed flow (Lf) and are relative to those obtained in the absence of purging. ( F f ) o is the fraction of feed permeated in the absence of purging and is a constant for given a*, 7, xf, xw. Purge composition equal to residue composition, no nonpermeables.
ployed to reduce the membrane area. This will be prefera- ble to reducing the permeate pressure (increasing l / y ) if the permeate compression cost is high.
Permeability and Selectivity. Enrichment Ratio. The enrichment ratio can be limited by permeate/feed pres- sure ratio y, or membrane selectivity a*. The preceding section considered the effects of y . Figure 15 illustrates the dependence of the enrichment ratio on selectivity a*. For a given y , the enrichment ratio increases with increas- ing CY* and approaches the limit imposed by l / y if l/y < l/x. On the other hand, for a given a* the enrichment ratio increases with decreasing y and approaches the limit im- posed by a* as given by the curve for y = 0. In particular, this limit is equal to the average value over the membrane of y ' / x = a* / [ l - u + (a* - l)x] which is obtained from eq 20 by setting y = 0. This limit approaches a* and 1/x (assuming u = 0) a t large l / x and CY*, respectively (note that l / x is a natural limit corresponding to 100% of com- ponent A in permeate). Thus for a given a*, there is little to be gained by maintaining l / y >> a*. Furthermore, the costs of maintaining such a low permeate pressure and of compressing the permeate in multistage operation may be prohibitive.
Membrane Area Requirement. Variation in Qa with Constant Qb. Equation 5 shows that in order to reduce the membrane area requirement, both the permeability and the permeation driving force of component A must be kept high. Clearly an increase in Qa (with constant Qb) will reduce the membrane area required as shown by the solid lines in Figure 16. It should be pointed out that the increased permeation rate of component A due to higher Qa tends to concentrate the permeate stream, thereby de-
a' l + - 5 5
5 20 80 20
80 80
_ _ _ -
0 02 0 4 06 0 8 10 RESIDUEIFEED CONCENTRATION RATIO
x d x t
Figure 11. The relationship between enrichment ratio and resi- due/feed concentration ratio for various feed concentrations, membrane selectivities and pressure ratios in cross-flow pattern. The curves with l / x f = m are calculated by eq 30. The curves with finite l/rf are calculated by eq 27. No purge, no nonperme- ables.
creasing the pressure differential of component A across the membrane and hence somewhat reducing the effec- tiveness of the increased Qa. Only in the case of zero per-
Ind. Eng. Chem., Fundam., Vol. 13, No. 4, 1974 329

I 1001 , , ' I , ,110
RESIDUE/FEED CONCENTRATICN RATIO, %'Xf
Figure 12. The relationship between dimensionless membrane area and residue/feed concentration ratio for various feed concen- trations, membrane selectivities, and pressure ratios in cross-flow pattern. The curves with l/xf = m are calculated by eq 31. The curves with finite l/xt are calculated by eq 28. No purge, no non- permeables.
x KED a*=80
I /
0 V' ' O b 2 ' ' ' " 0 03 " ' ' 0 04 ' DIMENSIONLESS MEMBRANE AREA, R f
Figure 13. Effect of permeate/feed pressure ratio, y, on perme- ation driving force along the membrane in countercurrent flow pattern. a* = 80, feed 0.5%, residue 0.270, no purge, no non- permeables.
meate pressure will such an effect be eliminated; thus the corresponding membrane area required is almost linearly proportional to l / Q a (Figure 16). The curvature in the lines a t high CY* for finite y results from the greater build- up of component A partial pressure in permeate with in- crease in Qa.
Variation in Q b with Constant Qa. If we consider a se- ries of membranes all having the same permeability Qa, then the rate of permeation of component A will clearly depend on the effect of the variations of Q b on the pres- sure differential of A across the membrane. In general, an increase in the permeation rate of component B due to higher Q b tends to dilute the permeate stream, thereby increasing the pressure differential of A. Consequently for given feed and residue concentrations, the membrane area required will decrease with increasing Q b (at the expense of permeate enrichment) as shown by the broken lines in Figure 16. If the permeate pressure is zero, the dilution of the permeate stream by component B does not affect the pressure differential of A and the membrane area required
PERMEATE/FEED PRESSURE RATIO, 7
Figure 14. Effect of permeate/feed pressure ratio on enrichment ratio and membrane area required in cross flow pattern with fixed feed and residue concentrations for various membrane selectivi- ties. Feed 0.570, residue 0.270, no purge, no non-permeables: -, enrichment ratio (y/xt); - - - - - -, dimensionless membrane area (Qb/d)PS/Lr.
I I I
I I IO 100 lOc0
MEMBRANE SELECTIVITY, a*
l o t ' " '
Figure 15. Effect of membrane selectivity on enrichment ratio in cross-flow pattern with fixed feed and residue concentrations for various pressure ratios. Feed 0.5%, residue 0.270, no purge, no nonpermeables.
is virtually independent of Q b as shown by the line for y = 0.
Discussion The performance of the permeation Le11 depends upon
flow pattern, membrane selectivity, permeate/feed pres- sure ratio, feed, and residue concentrations. Countercur- rent flow is the most effective flow pattern but the effect of flow pattern tends to diminish with decreasing per- meate/feed pressure ratio.
Considering the other permeator parameters it is impor- tant to recognize that the degree of permeate enrichment is dependent upon not only membrane selectivity but also pressure ratio and concentrations. In particular, the prod- uct enrichment ratio cannot be greater than any of the parameters: a*, l/y, and l/x. The minimum of these pa- rameters is the limit of the enrichment ratio. Thus there is little to be gained in permeate enrichment by maintain- ing CY* >> l / y or l / y >> a*.
Turning now to membrane area, the required mem- brane area can always be decreased if the feed/permeate pressure ratio l / y is increased and if the residue/feed con- centration ratio is increased. The effect of permeabilities and selectivity is less straightforward. The membrane
330 Ind. Eng. Chem., Fundam., Vol..13, No. 4, 1974

1 0 L---- 100
______-_----- ____...-- ---
Figure 16. E f fec t o f membrane se lect iv i ty o n membrane area re- qu i red in cross-flow p a t t e r n wi th f i xed feed a n d residue concen- t ra t ions for var ious pressure rat ios: -, Rf [ 3 (Qb/d)PS/Lf]; - - - - - - -, a*Rf [ (Qa/d)PS/Lr] .
area required will generally decrease with increasing per- meabilities of both gas components; consequently for a given permeability of component A (Qa) a greater mem- brane area will be required for a membrane of higher se- lectivity (lower &). Such an adverse effect of membrane selectivity on membrane area requirement, however, may be nullified to some extent by permeate purging if a* >> l/y. Under such conditions the dilution of the product stream by the purge gas will be insignificant.
Nomenclature d = membrane thickness, ft F = fraction of feed permeated in cross flow pattern
(stage cut) Ff Vf/Lf, ratio of purge/feed flow rate in cocurrent
flow pattern (positive value) or ratio of product/feed flow rate in countercurrent flow pattern (negative value)
(Ff)o = fraction of feed permeated in the absence of per- meate purging
F, V,/L,, ratio of product/residue flow rate in cocur- rent flow pattern (positive value) or ratio of purge/resi- due flow rate in countercurrent flow pattern (negative value)
L = feed-side flow rate, lb-mol/hr Lf = inlet feed flow rate, lb-mol/hr Lm =feed-side flow rate a t the point of zero permeate
flow in countercurrent-cocurrent flow pattern, lb-mol/ hr
L, = residue flow rate, lb-mol/hr P = feed-side pressure, psia p = permeate-side pressure, psia Qa = permeability of more permeable component A, lb-
mol, ft/ft2, hr, psi ( = 17.9 cc(STP), cm/cm2, sec, cm- Hg)
Q b = permeability of less permeable component B, lb- mol, ft/ft2, hr, psi ( = 17.9 cc(STP), cm/cm2, sec, cm- Hg)
Rf E (@/d)PS/Lf, dimensionless membrane area with reference point a t feed inlet end
RWf = value of Rf a t residue end Rm = (Qb/d)PS/Lm, dimensionless membrane area with
reference point a t the point of zero permeate flow in countercurrent-cocurrent flow pattern
Rfm = value of Rm a t feed inlet end (negative) RWm = value of Rm a t residue end
RW = (&b/d)PS/L,, dimensionless membrane area with
RfW = value of RW a t feed inlet end (negative) S = membrane area, f t 2 u = mole fraction of nonpermeable components in feed-
side stream uf = mole fraction of nonpermeable components in feed
gas um = mole fraction of nonpermeable components in feed-,
side stream a t the point of zero permeate flow in coun- ter current-cocurrent flow pattern
uw = mole fraction of nonpermeable components in resi- due
V = permeate-side flow rate, lb-mol/hr Vf = purge gas flow rate in cocurrent flow pattern (posi-
tive value) or product flow rate in countercurrent flow pattern (negative value), lb-mol/hr
V, = product flow rate in cocurrent flow pattern (posi- tive value) or purge flow rate in countercurrent flow pattern (negative value), lb-mol/hr
u = mole fraction of nonpermeable components in per- meate-side stream
uf = mole fraction of nonpermeable components in per- meate-side stream a t feed inlet end
uw = mole fraction of nonpermeable components in per- meate-side stream a t residue end
x = mole fraction of more permeable component A in feed-side stream
xf = mole fraction of more permeable component A in feed gas
Xm = mole fraction of more permeable component A in feed-side stream a t the point of zero permeate flow in countercurrent-cocurrent flow pattern
xw = mole fraction of more permeable component A in residue
y = mole fraction of more permeable component A in permeate-side stream (average permeate concentration in cross-flow pattern)
yf = mole fraction of more permeable component A in per- meate-side stream at feed inlet end (purge concentra- tion in cocurrent flow, product concentration in coun- tercurrent flow)
Ym = mole fraction of more permeable component A in permeate-side stream at the point of zero permeate flow in countercurrent-cocurrent flow pattern
yw = mole fraction of more permeable component A in permeate-side stream a t residue end (product concen- tration in cocurrent flow, purge concentration in coun- tercurrent flow)
y' = mole fraction of local permeate stream in cross flow pattern
a* = Qa/Qb, membrane selectivity y = p / P , permeate/feed pressure ratio
Subscripts a = referring to the more permeable component A b = referring to the less permeable component B f = referring to conditions a t feed inlet end 0 = referring to the absence of permeate purging w = referring to conditions a t residue end
Literature Cited Benedict, M., Pigford, T. H.. "Nuclear Chemical Engineering," McGraw-
Blaisdeli, C. T . , Karnrnerrneyer, K. , Chem. Ens . Sci 28, 1249 11973) Cohen, K., "Theory of Isotope Separation, McGraw-Hili. New York.
Oishi, J., Matsurnura, Y . . Higashi. K., Ika. C., J . At. Energy Soc.. Jap.. 3, 923 (19Sl);,U. S. Atomic Energy Commission Report AEC-TR-5134.
Smirnov. V. I . , A Course of Higher Matnematics," translated by D. E. Brown. Vol. I I . pp 154-163. Pergarnon Press. 1964.
Walawender. W. P.. Stern. S. A . . Separ. Sci 7 , 553 (1972). Weller, S., Stelner. W. A,. J. ADO/. Phys.. 21, 279 (1950a) Weller, S.. Steiner. W. A,, Chem. Eng. Progr.. 46. 585 (1950b)
reference point a t residue end
Hill, New York. N. Y.. 1957.
N. Y . , 1951.
Received for reuiew J u l y 9, 1973 Accepted J u l y 23, 1974
P a r t i a l suppor t for t h i s work has been p rov ided b y Trans-Canada P i p e Lines, Ltd., a n d A l b e r t a a n d Southern Gas Co. Ltd., a n d i s gratefu l ly acknowledged.
Ind. Eng. Chern., Fundarn., Vol. 13, No. 4, 1974 331