Embed Size (px)
Citation preview

Compul. them. Engng, Vol. 12, No. 9/10, pp. 104-1063. 1988 Printed in Great Britain. All rights reserved
0098-1354/88 $3.00 + 0.00 Copyright :c 1988 Pergamon Press plc
AN EXPERT SYSTEM FOR DISTILLATION CONTROL DESIGN
G. J. BIRKY, T. J. MCAVOY~ and M. MODARRES University of Maryland, Dept of Chemical and Nuclear Engineering, College Park, MD 20742, U.S.A.
(Received 31 March 1988)
Abstract-An expert system for synthesis of distributed control systems (that is a system of single- input-single-output control loops) for distillation columns is discussed. Knowledge representation for the expert system is examined with particular emphasis on idiomatic control and its relationship to the goal tree-success tree knowledge structure. Execution of the expert system consists of elimination of poor control structures using rules and simple calculations and then proceeding to more intensive calculations terminating with tests using either shortcut dynamic models or detailed simulations if they are available. Efficiency, flexibility and requirements of the expert system are discussed as well as its use for education of control designers, process engineers, operators and students. The resulting expert system shell requirements are discussed.
INTRODUCTION
The design of control systems for new and existing chemical plants in an important problem today. AS operating and capital costs rise, there is more incen- tive to design better control systems for chemical plants. Significant savings have been documented for many chemical processes with new, better control- system designs (U.S. DOE, 1980). The best control systems are designed by experts with extensive experi- ence in process control. These few experts have a large body of knowledge which they use to design control systems, but which is not readily available to others.
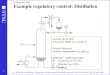
A typical example of an industrial control system design is shown in Fig. 1. Most engineers would look at this P/I diagram and wonder how the designer ever produced such a control system. Since many control systems are designed by a control expert whose knowledge of chemical process control is very exten- sive, how can others gain insight to the control- system design methodology? Furthermore, what happens to the knowledge contained in the expert’s mind when he retires? How can the expert’s knowl- edge be captured, and made readily available to others in the control design field?
An expert system containing the knowledge in process control design could conceivably be the an- swer to these questions. However, not all problems may be solved by an expert system. Also, how does one go about building such an expert system? The questions of expert system solution to the control design problem will be addressed in the body of this paper with particular emphasis on the structured nature of the knowledge (idiomatic control design) and the representation of the knowledge in an inter- mediate form (goal-tree-success-tree). Finally, the
~To whom all correspondence concerning this paper should be addressed.
requirements of the expert system and the resulting demands on the shell used for implementation of the expert system will be discussed. In order to address the question of feasibility of an expert system for design of control systems. some background inforrna- tion is useful.
BACKGROUND
In order for a problem to be solvable by an expert system, it must satisfy some requirements. The development of an expert system should be consid- ered only if development is possible, justified and appropriate (Waterman, 1986).
For a problem to be solved by an expert system:
1. The probiem must not require common sense. 2. The problem must require only cognitive skills. 3. Experts in the domain must be able to articu-
late their solution methods. 4. Genuine experts must exist. 5. Experts must agree on solutions. 6. The problem must not be too difficult. 7. The problem must not be poorly understood.
Note that all of these conditions must be satisfied in order for an expert system solution to be possible. In the area of control system design, the problem solutions do not require common sense, but only cognitive skills. This can be illustrated by the fact that control-system design can be taught to individuals, whereas common-sense cannot. Although some parts of the design procedure may seem to come from common-sense, there is a specific reason for each decision and each step of the design. A large portion of the design may be the result of experience, but this too can be taught as any skill can be taught. Experts surely exist and are able to articulate their solution methods as demonstrated by the publication of
104.5

1046 G. J. BIRKY er al
several excellent reference books. The problem is well understood by the experts and not too difficult for them to solve. The only requirement which may not be fulfilled is that experts agree on the solution. Although not all experts would design the same control system for a given process, one expert would generally agree that the solution given by another expert is valid.
The justifications for expert system solution to a problem are:
1. The problem solution has a high payoff. 2. Human expertise is being lost. 3. Human expertise is scarce. 4. Expertise is needed in many locations. 5. Expertise is needed in a hostile environment.
Note that only one of these five justifications needs to be fulfilled. In the control-system design field, the solution to the problem definitely has a high payoff. As mentioned earlier, significant savings can result from improved control. Human expertise is scarce, and is being lost as well. The experts with the most experience retire at some point, and their knowledge is no longer available. Many of the experts act as consultants, which makes their experience available in many locations, but at high cost if the expert must travel to the site of the equipment. Therefore, the first four of the five justifications are met in the control system design area.
The problem characteristics that make the use of expert systems appropriate are:
1. The problem requires symbol manipulation. 2. The problem requires heuristic solutions. 3. The problem is not too easy. 4. The problem solution has practical value. 5. The problem solution is of manageable size.
Note that all of these characteristics must be true of the problem for an expert system solution to be appropriate. For the design of control systems, sym- bol manipulation is necessary. The design procedure includes many aspects which are not calculational in nature, but which require the use of concepts and relationships between objects. These aspects are a form of symbol manipulation. The design of a control system is also heuristic in nature. There are many decisions which must be made based on experience or on “rules of thumb” which the designer uses. These decisions are heuristic in nature rather than algorithmic. The problem must not be too easy; in general, if the problem takes the expert 4-8 h to solve, then the complexity is appropriate for solution by an expert system (Waterman, 1986).
Although the problem of control-system design satisfies the requirements for an expert system solu- tion, the question remains as to whether it is more appropriate to solve the problem using an algo- rithmic program. In the past, most design packages have been algorithmic in nature. Many have been written in FORTRAN and therefore it is clear that
the problem can be solved with an algorithmic pro- gram. There are, however, some advantages to using an expert system for design as for any application. The first is the difference in program construction and execution. One of the salient features of an expert system is the separation of program or executable portion from the knowledge. This separation allows the author of the expert system to concentrate on the knowledge to be captured without having to worry about the details of execution. However, some effort must be spent to prioritize knowledge which can cause conflicts in the knowledge base. Another ad- vantage is that the knowledge is more easily under- stood when it is in the form of an expert system. The rules are to some extent self-documenting. This does not mean that documentation within the knowledge base is unnecessary, however, the amount of documentation needed is decreased if the author makes an effort to provide descriptive attribute (and object) names.
A clear advantage of using an algorithmic solution to the design problem is that most engineers have experience in algorithmic programming languages. The time which the author must spend learning the syntax of an expert system shell can be spent on the actual solution to the problem. Another advantage of using an algorithmic language for the solution is the increased execution speed and availability of the hardware and software. FORTRAN is the most common programming language in the engineering field and is readily-available for almost any machine. Expert system shells are not as readily-available and sometimes require AI computers to run. The expert system shells are often written in LISP and therefore require a large amount of memory, and execution is slow. Fortunately, the expert system shells are increasingly being written in other languages and are therefore becoming available for more machines.
There are advantages and disadvantages to both solutions to the design problem. Successful design packages of both types exist. The design problem has been addressed by AI research and solution by expert systems is possible and often desirable. A good example is the expert system RI which configures VAX computer systems based on purchase informa- tion. RI was written in OPS5 (a forward-chaining shell) and is very successful. The decision of whether to build an expert system or a FORTRAN program may rest heavily on the experience of the author and his preference for one or the other. One final note about expert system solutions for a given problem domain is that expert systems can handle problems where the solution space in combinatoric much more easily than algorithmic programs. Since the design problem is often combinatoric in nature, an expert system may provide a better solution.
Assuming that an expert system solution to the problem is chosen, the next step is to determine the requirements of the expert system. The scope of the problem must be clearly defined and the solution fully

Expert system for distillation control design 1047
understood in a systematic way. Once the problem is well-structured and well-understood, then an appro- priate form of knowledge representation must be selected. It is important to stress the necessity of organizing or structuring the knowledge. Un- structured knowledge is complex and difficult to understand. Since the expert system could be used for education by students as well as process and control design engineers and even process operators, it is imperative that the knowledge representation be as clear as possible and that the expert system be able to validate the solution with justification of its decisions.
A method for representing the knowledge is also a very important aspect of expert system design. In this paper we will discuss previous work in structured analysis and design of control systems and a method of knowledge representation known as the goal- tree-success-tree model. These concepts are com- bined and a formal methodology for the building of expert systems within the domain is established. The
methodology described is by no means the only solution to building expert systems in the control design domain, but is a convenient, step-by-step method which results in a structured knowledge base in which the organization clarifies the purpose of the expert system.
The first attempt at structured analysis and syn- thesis of control systems, called idiomatic control, was introduced in 1980 by Bristol (1980). In idiomatic control analysis, the “layers” of a P/I diagram are “peeled” away in a manner which reduces a very complex diagram such as that in Fig. 1 to an under- standable form. During the analysis procedure, idioms are defined which describe the mini-inventions that the control expert uses to contruct a control system. Idiomatic control synthesis matches the con- trol objectives for the process under consideration with idioms defined during previous analysis of several control systems (Prassinos, 1982; Prassinos er al., 1984). Since idiomatic control synthesis is a structured procedure in which control objectives or
Fig. 1. Distillation tower control system

1048 G. J. BIRKY er al.
goals are unambiguously defined, it is highly likely that a knowledge representation for the structured knowledge exists. One method which has heen used extensively in the nuclear power industry to model structured knowledge for fault diagnosis is the goal-tree-success-tree (GTST) mode1 (Modarres and Cadman, 1986). The goal-tree is a convenient, organized method of knowledge representation often used as the first step in developing an expert system. The GTST model for knowledge seems to be a logical choice for modelling the idiomatic control synthesis procedure. In building a goal-tree, the problem is defined as a single unambiguous goal which is decom- posed into subgoals. The satisfaction of all subgoals guarantees the satisfaction of the main goal. The idiomatic goal synthesis methodology is a systematic procedure similar in many respects to a goal-tree, and therefore should he ideally suited to representation in the goal-tree structure. One distinct advantage of using the GTST model is that it is directly- translatable to an object-oriented or frame-based knowledge base for use in an expert system. Another advantage is that knowledge represented in the form of a goal tree is structured for solution in a backward chaining manner. That is, the problem may be solved by specifying that the root goal must be satisfied, which then specifies that the subgoals must be satisfied, and the subsubgoals etc. The fact that the problem can be solved through backward chaining can he a distinct advantage since it is commonly accepted that the design problem requires forward chaining, and most expert system shells provide a backward chaining inference engine.
Up to this point, the problem has been defined and the tools to be used to solve the problem have been introduced. The remainder of the paper describes in more detail the idiomatic control analysis and syn- thesis methodology, and the GTST model for knowl- edge representation. The control system for the first column in Fig. 1 is used to demonstrate the idiomatic control analysis methodology. The GTST mode1 is then used to model the idiomatic control synthesis methodology for a binary distillation column, illus- trating the validity of the GTST application to idiomatic control. The final result is a formalized procedure by which an expert system may be built in an organized and structured manner. The high degree of organization helps to clarify the purpose and function of the expert system, resulting in an expert system which is more transparent to the user and more easily extendible.
and a controlled variable, or they can be general control elements such as a flow control loop used as an inner loop for a cascade arrangement. The idea of idiomatic control analysis and synthesis was bor- rowed from structured analysis where a complex problem is decomposed into smatler, more under- standable problems. Control idioms can be identified by applying the idiomatic control analysis meth- odology to various processes, and compiling a table of the resulting idioms with their purposes. Many control idioms are system-independent, however, some are unique to specific processes. These idioms are defined in such a way that a control system may be designed by defining control objectives, and then building the control system by combining the idioms which satisfy the control objectives.
Idiomatic control analysis consists of two parts. The first part is the process of “peeling” away the layers of the control structure in order to gain insight into the purpose of the control system. The second part is a more detailed analysis which defines the idioms relating specifically to each actuator (valve). The results of the second part are the level 1 and level 0 control flow-diagrams describing the relationships between measurements and actuators. Another result of the second part of idiomatic control analysis is a list of idioms and their purposes. By combining the idioms from analysis of several control systems in a table with their purposes and diagrams, a source of general and process specific idioms is obtained which can be used for idiomatic control synthesis.
For the first part of idiomatic control analysis, the secondary or helpful idioms are removed as the first step in simplifying the complex P/I diagram. Figure 2 is a typical example of a complex P/I diagram. The secondary control idioms are those which are not absolutely necessary for control, but help to reduce the transient effects of disturbances and set-point changes to the system. Secondary con- trol idioms include inner loops of cascade arrange- ments (which include heat-input and heat-removal controllers) and feedforward. Figure 3 shows the system of Fig. 2 after the secondary idioms are removed.
IDIOMATIC CONTROL ANALYSIS AND SYNTHESIS
The remaining control structure consists of the primary control idioms responsible for normal oper- ation, constraint operation and optimizing control. The next step is to remove the idioms associated with constraint operation. The constraint operation con- trol idioms are those which take over control of the process when it approaches the limits of normal operation. Constraint control idioms are often pro- cess specific, such as controlling the vapor rate in a distillation column between the flooding and weeping constraints.
The concept of control idioms was introduced as a Once the constraint operation control idioms have way of defining mini-inventions which control design been removed, the remaining control structure con- engineers use when designing a control system for a sists of the primary control idioms for basic regu- process. Idioms can be specialized such as a specific lation and optimizing control. Figure 4 shows the control loop which connects a manipulated variable control system of Fig. 2 with the secondary and

Expert system for distillation control design
Fig. 2. Distillation control system.
constraint idioms removed. The P/I diagram has been reduced to a form from which the original purpose of the control system is more easily under- stood. Figures 24 are used For a more detailed discussion of this procedure in the following section.
The second part of the idiomatic control analysis methodology begins by defining the idioms which relate specifically to each actuator. The control signal is traced backward from the actuator (valve) to the measurement(s) and set points, including all inter- mediate selectors, multipliers, dividers and summers. The resulting diagram is called a level 1 control flow-diagram and shows the measurements on the right side with the signals flowing toward the main control flow-path or trunk and joining it at collecting nodes. Figure 5 shows a level 1 control flow-diagram For the example in the next section. The main control flow-path is shown as the vertical path on the left. The horizontal and vertical paths consist of circles to represent sensors and controllers, and squares which represent algebraic operations, combined with lines representing the flow-path For the signals. The hori- zontal paths join the vertical trunk at collecting nodes represented by smaller circles. Each horizontal path,
which represents the flow of a control signal to the trunk, is defined as a control idiom.
A convenient representation of an idiom is a notation similar to a general mathematical Function. We use the I(A, B) notation where A and B are the elements of the horizontal control path in the level 1 control flow-diagram including summing elements, multipliers, comparators and other algebraic manipu- lations (Prassinos et al., 1984). The level 0 control flow-diagram is simply the level 1 control flow- diagram with the idioms represented in the I(A, B) manner inside blocks which are connected vertically. Figures 5 and 6 show the level 1 and level 0 contro1 flow-diagrams, respectively, For reffux flow in a distillation column.
To use idiomatic control to build a control system, the control objectives must be defined completely. First, the basic regulatory control system is specified, that is, pair-manipulated and controlled variables for regulation during normal operation and during con- strained operation. The specification of the basic control system usually involves some optimization of the process, such as dual composition control, floating pressure control, or the use of valve posi-

1050 G. J. Bmuv e& al.
Fig. 3. Control system with secondary idioms removed
tioners. Next, the secondary objectives of sta- Table 2 shows the secondary control objectives for bilization and anticipation (i.e. cascades and feed the same column. These objectives can be expressed forwards) are specified. Table 1 shows the primary in an algebraic manner similar to the expressions used control objectives for a distillation column, and for the idioms. The form of the expressions is given
Issue
Table 1. Tabulation of design issues and solutions primary issues (goals)
-fYpe Solution Jdiom
1. Minimize tower pressure to minimize energy consumption
Regulation Use of valve position controller (VPC) on signal to pressure control Valve
2. Control composition at both ends of tower to minimize energy con- sumption
Regulation Use two standard analyzer controllers
3. Level control must never be lost
4. The tower must “a flood
From NZ High level Constraint A level conlroller must always he
operational. Override composition controllers
$Ezj
Constraint Use a differential pressure controller (DPC) to measure the approach to flooding. The DPC takes over heat input if tower starts lo flood
5. The tower must not weep Constraint A minimum heat input must be sup- plied to the reboiler

Expert system for distillation control design 1051
Fig. 4. Control system with supportive and constraint control idioms removed. (Showing only regulatory controls).
by X,(C, M) where X can be C for “constrain”, R for “regulate”, CS for “constrain and regulate”, S for “stabilize”, A for “anticipate”, or D for “decouple” (Prassinos et al., 1984). In most cases, (when X = C, R, CS, or S) C represents the controlled variable and M represents the manipulated variable. For X = A, the relationship can be expressed as “anticipate the effect of C on M.” For X = A, the relationship can
se,t pomt
distillate flow
Fig. 5. Level ! control flow-diagram for reflux flow.
be expressed as “anticipate the effect of C on M.” For X = D, the relationship can be expressed as “decouple C and M.”
After the objectives have been specified, they are translated into idioms with a one-to-one pairing of objectives and idioms. The idioms can be taken from tables generated during the analysis of several control systems as described earlier. The purpose of the idioms match the objectives defined during the first two parts (definition of primary and secondary objectives) of the synthesis procedure.
Fig. 6. Level 0 control flow-diagram for reflux flow.

1052 G. J. BIRKY et al.
Table 2. Tabulation of design issues and solutions secondary issues (goals)
Type Solution Idiom
Correct for flow upsels quickly Cascade
Correct for heat input dis- turbances quickly
Cascade
Adjust tower operation for feed flow Upsets
Feedforward
Avoid lag in reflux accumulator when manipulating distillate Row for composition control
Feedforward
Cascade other slow controllers to Row loop
Cascade other controllers to BTU loops
Ratio composition controllers to feed Row
Use sum of reflux and distdlate Rows for accumulator level control
EXAMPLE-DISTILLATION CONTROL SYSTEM methodology is to remove the secondary or helpful idioms. In this particular case, these include
As an example, consider the first distillation col- flow-control loops to which slower control loops are umn shown in Fig. 1. The same column is shown in cascaded, BTU controllers and feedforward control. Fig. 2 with the second column removed except for the Figure 3 shows the control system with the secondary heat exchanger which integrates the columns. The control idioms removed. Next, the control for con- first step in applying the idiomatic control-analysis straint operation are removed. In this case, these
Fig. 7. Distillation column with no controls.

Expert system for distillation control design 1053
Fig. 8. Level 1 control flow-diagram for hot-oil valve.
include override controls to avoid flooding the col- umn by measuring approach to flooding (pressure drop across the column) and limiting the heat input to the column, and controls to avoid weeping by providing a minimum heat input. Figure 4 shows the control system with the secondary control idioms and the constraint control idioms removed.
The result of this analysis is the basic regulatory control system shown in Fig. 4. From the diagram in Fig. 4, it is much easier to determine the purpose of the basic regulatory control system. It is fairly clear that the regulatory control system consists of control- ling bottom composition with heat input (or vapor boilup), controlling top composition with distillate flow (this pairing is the conventional material balance control scheme), controlling the bottom level with bottom flow and controlling the accumulator level with the reflux flow. Figure 7 shows the distillation column with the measurements and manipulators (valves) only. Figure 7 is the starting point for control system design.
Il(AT,AC) w
4l 14(DFT.DPC.c)
Fig. 9. Level 0 control flow-diagram for hot-oil valve.
To generate the level 1 control flow-diagrams, the control signals are traced from measurements to manipulators. Starting with the hot-oil valve in Fig. 2, the first element is a low selector which selects between the signals from the BTU controller and the differential pressure controller (DPC). The DPC is traced back to the differential pressure transmitter (DPT). The BTU controller is traced back to the multiplier of a differential temperature transmitter (ATT) and a flow measurement (m). The set- point of the BTU controller is traced back to a selector between the signal from the analyzer control- ler (AC) and the heat input controller (HIC). The signal to the AC is traced back to the analyzer transmitter (AT) and the HIC setpoint is given as a constant. The resulting level 1 control flow-diagram is shown in Fig. 8. Each horizontal path of the level 1 control flow-diagram is given by an idiom and represented in the level 0 control flow-diagram shown in Fig. 9.
The control flow-diagrams for the other three valves may be developed in a similar manner. The development of these diagrams is not presented here
Idiom
1.
Purpose
Stabilize flow
Table 3. General process idioms
Variables components
S(F, V) I(DP-f, J-9 FC)
2. Stabilize heat input S(FDT, V) I(DPT, DTT. A’. BTU)
3. Eliminate stability problems because of the hysterisis of a valve
Valve position controller

Tabl
e 4.
Uni
t pr
oces
s id
iom
s (d
istil
latio
n)
Idio
m
Pur
pose
V
aria
bles
C
ompo
nent
s
7.
Reg
ulat
e le
vel o
f re
flux
drum
s
8.
Reg
ulat
e pr
essu
re at
pom
t in
tow
er
9.
Reg
ulat
e to
p pr
essu
re
IO.
Reg
ulat
e rc
flux
flow
I I.
Reg
ulat
e te
mpe
ratu
re n
ear
the
feed
12.
Ant
icip
ate
effe
ct o
f fe
ed fl
ow o
n co
mpo
sitio
n
13.
Ant
icip
ate
effe
ct o
f di
still
ate
flow
on
dist
illat
e co
mpo
sitio
n
14.
Con
stra
int
to a
chie
ve a
min
imum
hea
t in
put
to t
he t
ower
4.
Reg
ulat
e co
mpo
sitio
n
5.
Reg
ulat
e to
p co
mpo
sitlo
n us
ing
(L/D
)
WC
, F)
R(T
C.
DF)
[(AT,
AC
)
l(X)
6.
Reg
ulat
e bo
ttom
lev
el
R(B
L, B
V)
KLC
)
R(L
, V
) K
LT, L
C)
R(P
, OV
) w
-r
PC)
R(P
, RF
or R
F an
d D
F)
KPT
, PC
)
R(R
F, R
V)
R(T
, FV
) K
m,
TC)
A (F
F, C
) I(
Dm
J;g
(r),
x)
A(D
F. D
C)
I(D
m,
,,-,
2)
CLo
(FD
T)
I(HIC
, >
)
15.
Con
stra
in d
iffer
entia
l pr
essu
re to
avo
id f
lood
ing
C “‘
(DP
, V
)
16.
Con
stra
in a
nd s
tabi
lize
pres
sure
with
a b
ypas
s val
ve to
ach
ieve
C
S(P
, BP
) m
inim
um e
nerg
y co
nsum
ptio
n
I(D
PT, D
PC, <
)
L

Expert system for distillation control design 1055
since each is less complicated than the diagrams for the hot-oil valve given in Figs 8 and 9 and explained in the paragraph above. The results of analysis of several control systems has resulted in Tables 3 and 4. Table 3 shows some general-process idioms with their purposes, objective representation, functional representation and structure as it would appear in a P/I diagram. These tables are extremely useful during control system design by idiomatic control synthesis.
PAIRING AND OTHER QUESTIONS
While idiomatic control addresses the problem of synthesizing a control structure, it does not specify the method for determining the basic regulatory control structure. The problem in determining the best variable pairing is one which grows ex- ponentially with the number of controlled and manipulated variables. The combinatorial problem is difficult to address at best, and usually requires at least a simple model of the process or some specific experience with control systems of similar processes. variable pairing in control-system design is also very structured in nature. The selection of variable pairing is usually accomplished by using some interaction measures as well as some heuristic rules. In dis- tillation, the relative gain array (RGA) has been used to select the composition control scheme which minimizes interaction between the control loops (McAvoy, 1983). Heuristics are often used to com- plete the basic regulatory system when closing the inventory loops. The lengths (in complexity) to which the designer is willing or able to go in this respect often is determined by the availability of models, simulations and experts, as well as the ease of communication with each.
THE GOAL-TRECSUCCESS-TREE MODEL--A MODEL FOR DEEP
KNOWLEDGE REPRESENTATION
We have shown that idiomatic control analysis and synthesis is a structured procedure by which control systems may be understood and designed. How then can one take advantage of this structure in order to build an expert system for control system design? The first step is to represent the structured procedure in a form which can be used more readily to build an expert system.
For expert system application, it is useful to clas- sify knowledge into two types. These two types are shallow knowledge and deep knowledge. Shallow knowledge is knowledge which is the result of experi- ence in the’ problem domain, and is heuristic in nature. Shallow knowledge is easily represented in the form of if-then (or production) rules. The first expert systems used production rules as the only form of knowledge representation. Deep knowledge is knowl- edge which is based on an understanding of the underlying phenomenon which creates a cause and
effect relationship. Deep knowledge is more difficult to represent in the form of production rules because it is generally associated with objects or concepts.
The GTST model was developed as a convenient way to represent deep knowledge. The GTST model is not a shell, but a convenient way to model knowl- edge which provides a better understanding of the problem domain. The goal-tree model for knowledge representation consists of a tree of goals with the root goal defined at the top. The root goal is then decom- posed into a set of necessary and sufficient subgoals, the satisfaction of which guarantees the success of the root goal. The first level of subgoals is further decomposed into subgoals, and the process of sub- goal definition continues until a physical entity (usually equipment) is needed to satisfy the lowest goal. There may be multiple paths which will satisfy the lowest goal, each path being a success path for the goal.
When building a goal-tree, two necessary and sufficient rules must be followed in order to ensure its accuracy and completeness. These rules are:
1. Upon looking upward from any subgoal to- ward the objective or tree-top, it is possible to define explicitly why the specified goal or sub- goal must be satisfied.
2. Upon looking downward from any goal to- ward the bottom of the tree, it is possible to define explicitly how the specific goal or sub- goal is satisfied.
Each block of the goal-tree represents a goal which can have conditions and attributes associated with it. The conditions create a goal-tree which is dynamic in nature, changing as conditions, data, or facts change. The attributes allow further description of the goal such as its priority or the order in which it must be satisfied relative to the others of its level.
To obtain the goal-tree for a problem domain, the root goal is specified in an unambiguous manner. The first layer of subgoals is obtained by answering the question “How is the root goal satisfied?“, or equiv- alently, “What must be true in order for the root goal to be satisfied”. By answering this question in an unambiguous statement, the first level of subgoals is defined. If the answer is accurate and complete, then completeness of the goal-tree and knowledge is ensured. If the answer contains expressions such as “if A then B”, or “first A must be satisfied, then B”, then conditions and priorities must be attached to the goals. By attaching conditions and priorities to the goals, conflicts and ordering of a procedure may be represented. Verification of the subgoals can be accomplished by answering the question “Why must this subgoal bc satisfied?“. If the answer is clear, then the subgoal is relevant, thus ensuring accuracy of the goal-tree. The construction of the goal-tree continues until it is no longer possible to decompose a subgoal into other subgoals.
At the point where a subgoal can no longer be

1056 G. J. BIRKY et al.
broken down into other subgoals, a success path begins. In order to construct the success tree or path, all different paths by which the subgoal may be satisfied must be represented. The difference between the success tree and the goal-tree is that only one of the success paths must be satisfied for the subgoal to be satisfied. Implementation of the endnodes or success paths is provided by equipment, measure- ments, algorithms or perhaps rules. In all cases evidence is necessary for a success path to be satisfied.
The GTST model is well-suited to represent deep knowledge and is easily translated into a frame-based knowledge representation. The frame is now a com- mon form of knowledge representation for expert systems due to the convenience and flexibility of its object-oriented nature. A frame is a type of data representation which describes an object or concept. The data includes the object or concept name and several slots for attributes. Each attribute describes a specific property of the object in an object- attribute-value triplet. For example, the object may be a car with the attribute color. The value of the attribute color could be red for instance. In expert systems which use this type of knowledge represent- ation, it is the attribute or attributes of objects which are determined through interaction with the user and application of rules associated with the objects. Therefore, not only does the goal-tree model repre- sent deep knowledge in an organized manner, it leads directly to a convenient method of knowledge repre- sentation for the final expert system.
IDIOMATIC CONTROL SYNTHESIS AS A GOAL TREE
The process of idiomatic control design is easily conformed to the goal-tree structure due to its inher- ent hierarchical structure. The following paragraphs describe the goal-tree for designing the control system for a binary distillation column. The goal-tree for a binary distillation column is chosen as a relatively- complicated yet presentable example. The goal-tree is based primarily on the idiomatic control meth- odology. Note that at some points, the goals include conditional statements. Furthermore, priorities apply to some goals in the same level of the tree. Conditions and priorities do not step out of the bounds of the GTST model, but can be included as attributes of the goals in a frame-like representation.
The root goal
The root goal of goal tree is to find the “best” overall control system for column operation at all times. This goal is broken into the first level of subgoals:
1. Determine the “best” regulatory control system (for normal operation), including some optimization.
2. Determine the control system for constraint operation.
3. Determine the supportive control system for superior control during transients.
4. Implement or construct of the control system (diagram).
These goals have priorities during control system design. Subgoal 1 must be satisfied first and then subgoal 2. Subgoal 3 must be satisfied next, and finally, the control system is constructed. The goal- tree showing the first level of subgoals is shown in Fig. 10. Note that subgoals 1 and 2 correspond to the definition of the objectives for the primary control idioms, subgoal 3 corresponds to defining the objec- tives for the secondary or supportive control idioms, and subgoal 4 corresponds to the final step of idiom- atic control design which is translation of objectives into idioms.
Subgoal I-determine the best control system
The goal of determining the “best” regulatory control system for normal operation normally in- volves optimizing the column operation. Duel com- position control minimizes the heat input necessary for a given product specification by allowing tight control very close to set-points. However, control- loop interaction can be significant. Selection of the best pairing of manipulated variables for composition control is the first subgoal under subgoal 1. The remaining control loops are associated with material balance control in the column. The pressure in a distillation column affects the separation and must be controlled in order to ensure good control of the compositions. The second subgoal under subgoal 1 is control of the pressure in the column. One way to optimize the operation of a distillation column is to minimize the operating pressure. The lower the pres- sure, the easier the separation becomes, resulting in less heat input. However, minimum pressure oper-
FIND “BEST” OVERALL CONTROL SYS’IEM FQR
OPERATION AT ALL Tu4Es
I I
I I 1 D- “BEST” DEIERMNE CON-
REGULATORY c~Ri+3J?&M TROL LOOPS FOR cxmlR0L SYSTEM
” IRAINT
CNORMAL OPER.) OPERATION DW?R&C$%%S SYSTRM
Fig. 10. Root goal and level 1 subgoals.

Expert system for distillation control design LO57
ation is not always worthwhile depending on how easy the separation is and how much the relative volatility varies with pressure. If minimum pressure control is worthwhile, then maximum use of the condenser will be necessary. Maximum use of the condenser can be accomplished by using a valve position controller to change the set-point for pres- sure. Also included under material balance controls are level control in the reflux accumulator and column base. Subgoal 1 of Fig. 10 is broken into the following second- and third-level subgoals:
1.1. Determine variable pairing for composition cortrol, including decision for dual or single- point composition control. 1.1.1. Determine manipulated variable for
distillate composition control. 1. I .2. Determine manipulated variable for
bottom composition control. 1.2. Determine variable pairing for material
balance control. 12.1. Determine manipulated variable for
pressure control, including minimum pressure control if desirable (Kister and Doig, 1981).
1.2.2. Determine manipulated variable for reflux drum-level control.
12.3. Determine manipulated variable for column base-level control.
The goal tree for normal operation (I) is shown in Fig. 11. The goals expressed in Fig. 11 are related to one another because they share a common set of possible manipulated variables. Normally, some kind of priority or importance is associated with the selection of manipulated variables for composition and material balance control. The expert system described by Shinskey (Shinskey, 1986) uses the RCA to determine the manipulated variables for com- position control, then proceeds to deduce the manip- ulated variables for material balance control. Others (Buckley et al., 1985) put heavier priority on material balance control, selecting manipulated variables for
reflux drum and column base-levels first based on column design information and other calculations. There are probably as many methods of determining the initial variable pairings as there are control- system designers. If detailed dynamic simulations are available, then they can be helpful in determining the best configuration, if not, then some simple dynamic or steady state models can provide useful informa- tion. The manipulated variable for pressure control can be selected based on information such as inerts in the system, provision for condenser flooding and the condition of the coolant water. The value of minimizing column pressure can be determined by examining the properties of the process materials such as relative volatility, and the change in relative volatility with pressure (Kister and Doig, 1981). Beneath the third-level subgoals in Fig. 11, various calculational or heuristic procedures make the suc- cess trees. Since the success paths vary from one designer or company to another, no specific success paths are shown. The discussion above describes the various methods which could represent the success paths.
Subgoal 2-constraint operation
Subgoal 2 for constraint operation is satisfied by subgoals which guarantee safe operation at con- straints. One primary subgoal is to maintain all inventory controls. Inventory control must never be lost during operation of the column. Loss of inven- tory control could result in overflow of the column base, overflow of the reflux accumulator (or con- denser if a flooded consenser is used), dry reboiler, or no reflux to the column. All of these conditions can be avoided if the control system is designed so that the level in the column base and reflux accumulator are always under control even during constraint operation. Another subgoal is that the column must not flood. Flooding can occur if column throughput is increased resulting in a higher volume of vapor boilup. The higher vapor rate can cause liquid backup on the trays as the vapor attempts to flow up
DETERMINE “BEST’ RBGULATORY CONTROI
SYSTEM FOR NORMAL OPERATION
DE- VARIABLE PAIRINQ FOR COMPOSITION
coNrRoL FOR MATERIAL
BALANCE CONTROL

1058 G. J. BIRKY ef a/.
the downcomers. Flooding can be avoided by limiting the heat input to values below the flooding point. Pressure drop across the column is normally used as a measure of approach to flooding. As flooding is approached, the pressure drop across the column increases dramatically. A third subgoal is to avoid weeping. Weeping can occur when vapor boilup decreases below the amount necessary to keep the liquid from descending through the holes in the trays through which the vapor is intended to pass. By limiting the heat input to a value above the minimum necessary to provide enough vapor, weeping can be avoided. The minimum heat input is a function of the column design and is nearly constant. Subgoal 2 of Fig. 10 is broken into the following second-level subgoals:
2.1. Determine overrides for level control at con- straint. 2.1.1. Determine override for level control of
reflux drum at constraint. 2.1.2. Determine override for level control of
column base at constraint. 2.2. Determine overrides to avoid flooding. 2.3. Determine overrides to avoid weeping.
The goal-tree for the subgoal for constraint operation (2) is shown in Fig. 12. Subgoal 2.1 is further reduced to controlling the bottom level and accumulator level at all times. Control of these levels is satisfied by the success paths shown below them. The success paths for overrides on level control consists of overriding the manipulated variables for composition control. In this manner, when levels rise above or fall below allowable limits, level control will be assisted by the maniputated variables normally used for composition control. Therefore, quality control is sacrificed for safe operation when constraints are encountered. Subgoal 2.2 is satisfied by maintaining the column- differential pressure below the flooding point. The
success path involves using a differential pressure controller to override the heat input to the column when flooding is approached. A minimum selector is used to select the signal to be transmitted to the heat-input system. Subgoal 2.3 is satisfied if a mini- mum heat input is maintained. The success path consists of a heat input controller with a constant minimum value of heat input with a maximum selector to select the signal to be transmitted to the heat-input system. Since level control must be main- tained, and one manipulated variable at the bottom of the column is no longer available, the bottom composition controller must be selected out of service in each case.
Subgoal 3-supportive control system
The basic regulatory and constraint controls (primary control idioms) can be improved by using some supportive control loops. Determination of the supportive controls for improved performance in- cludes use of cascade and feedforward control loops. The appropriate use of these supportive or secondary idioms is determined largely by heuristics or “rules of thumb.” One common supportive control loop is the flow control loop used as the inner loop of a cascade arrangement for a slower loop such as composition. The purpose of a flow loop is to increase performance of the outer loop by rejecting disturbances in the inner loop. The flow loop can compensate very quickly for upsets in flow due to pressure changes. Another similar loop is the BTU controller which calculates the heat input by multiplying the flow of heating medium by the temperature drop across the heat exchanger. Used as an inner loop in a cascade arrangement, the BTU controller can quickly com- pensate for changes in medium input temperature and flow. Note that a BTU controller is possible only if the heating medium is not a condensing vapor. Another area in which improvement is possible is the
DE- CONTROL SYSTEM FOR CONSTRAINT OPERATION
I DE-
II
DE- OVERRIDES KJR OVERRIDES FOR REFLUX DRUM COLUMN EASE
LEVEL lmNTROL LEVEL CONTROL I
0-E HEAT
i!ZKfiS_T
0-E SIGNAL FOR RFFLIJX OR
DISTILLATE FLOW
OVERRIDE SIGNAL FDR RGTl-Ghf FLOW
ORHEATINPUT
Fig. 12. Goal-tree for subgoal 2

Expert system for distillation control design 1059
level control in the reflux accumulator. If the distillate into the appropriate signals to be sent to the manip- flow changes due to the action of another controller, ulators (valves). Determining the necessary oper- the level in the accumulator will begin to change. The ations may seem rather trivial, but in actuality, it is level controller will detect the change and compensate dependent on the choice of manipulated variables for by changing the reflux flow. The level controller must composition control, the column material balances, sense the change before it can take corrective action. and the choice of manipulated variables for inventory This “lag” can be avoided by using the sum of control. In most cases, it is straightforward to reduce distillate and reflux to control the level in the reflux the manipulated variables into the flows D, L, V and accumulator. Column operation is also improved if B. In other cases [when variables such as separation the control system is designed to adjust for feed flow factor and other transformed variables for decou- (throughput) upsets. Subgoal 3 of Fig. 10 is broken pling are used (McAvoy, 198311 it may require a into the following second-level subgoals: rather complex computation.
3.1. Design system to avoid lag in reflux accumu- lator level response.
3.2. Design control system to adjust for feed flow upsets.
3.3. Design control system to correct for heat input (medium temperature) upsets.
3.4. Design control system to correct for flow upsets quickly.
Another subgoal in the implementation is to pro- vide the proper selectors for constraint operation. Control signals must be selected properly such that control of the compositions is selected out of service rather than the inventory controls. The final subgoal is to provide for the supportive control structures which improve control during upsets. Subgoal 4 of Fig. 10 is broken into the following second-level subgoals:
Figure 13 shows the goal tree for subgoal 3. Subgoal 3.1 is satisfied by a success path which specifies that the reflux level controller use both reflux (L) and distillate (D) flows (V = L + D). Subgoal 3.2 is satisfied by a success path which specifies that the heat input to the column be set in ratio to the feed flow (another feedforward arrangement). Subgoal 3.3 is satisfied by a success path which specifies that the controller which manipulates heat input be cascaded to a BTU controller if the heating medium is hot-oil. Subgoal 3.4 is satisfied by a success path which indicates that control signals for manipulating flows
should be cascaded to flow controllers. These success paths are the result of experience or knowledge gained from publications.
4.1.
4.2.
Determine operations necessary to transform composition and material balance control variables into the four flows D. L, V and B. Determine necessary selectors for constant control. 4.2.1. Determine selectors for flooding and
weeping.
4.3. 4.2.2. Determine selectors for level control. Determine feedforward and cascade control loops to enhance control during transients.
Subgoal 4pmcontrol system implementation
In order to implement the control system which has been outlined above, the objectives must be trans- lated into the idioms and placed in the proper arrangement. The first step in the implementation process is to determine the necessary algebraic oper- ations which will translate the manipulated variables
The goal-tree for subgoal 4 is shown in Fig. 14. Subgoal 4.1 is satisfied by multiplying and adding control signals. Subgoal 4.2 is satisfied by using a minimum selector between the control signal from the DPC and the signal from the regulatory control loop and using a maximum selector between the control signal from the regulatory control loop and the minimum heat input. If the level in the column base is controlled by heat input to the column, then the level control-loop is overridden by the flooding and weeping controls. Overrides must be provided for level control by the bottom flow when heat input is
I I I I DEERMINE CONTROL DETERMINE IDIOMS DE- IDIOMS IDIOMS To AVOID
LAG IN REFLUX ‘l;oFoRcmGZ Df~~m~IG&iS
To COMPENSATE FOR HEAT Pm”T
DRUM LEVEL COTROL UPSETS DKl-URBANCES FOR ~LOa~sETS
I I I I
RATIO HEAT CASCADE CONTROL CASCADE CONTROL rNFwrm SIGNAL TO HBAT
FFJZD FLOW INPUTTOBTU “““A& fVVWLOWS
CGNTROLLER CONTROLLERS
Fig. 13. Goal-tree for subgoal 3.

1060 G. J. BIRKY er al.
Fig. 14. Goal-tree for subgoal 4.
manipulated by an override. A high-level override controller and low-level override controller must be provided to override the regulatory control signal to the bottom flow. A maximum selector should select the larger of the high-level override and the regu- latory signals, and a minimum selector should select the smaller of the regulatory and low-level override signals. Subgoal 4.3 is satisfied by multiplying the heat-input signal by feed flow, implementing a BTU controller for heat-input if a hot-oil is used, and using flow controllers on L, D and B (and steam flow if steam is used as the heating medium).
The preceding discussion demonstrates that the GTST model satisfies the requirements for modelling the idiomatic control design methodology. Similarly, it provides a framework for modeling the calcu- lational part of control system design and has been used extensively as a representation of knowledge for production rule based expert systems. The calcu- lational procedures can be modeled as the success paths to satisfy a low-level goal.
Due to its generality, the GTST model can be used as the backbone for the knowledge base of the expert system for analysis and design of process control systems. The GTST model is easily converted into a frame based knowledge base. Since the frame is a very convenient and desirable form of knowledge repre- sentation for expert systems, the initial representation of knowledge by the GTST model serves as a tool to organize the knowledge into a highly-structured form. The high degree of structure facilitates building the expert system particularly if a frame-based repre- sentation is used. Another advantage to this method is that the idioms arc easily represented by frames.
EXPERT SYSTEM REQUIREMENT
Capturing the control-system design process in an expert system requires that the idiomatic control synthesis methodology, the numerical procedures used for interaction measurements, simulations and measurement selection (known as deep knowledge), and the heuristic knowledge (known as shallow knowledge) all be represented (Fink, 1985). Further- more, if the system is to be used for education of students and operators, as well as the control system designer, the expert system must be able to justify and explain decisions in order to validate the design. Use of the GTST model for knowledge as an intermediate step facilities building an expert system with these capabilities. The expert system should be comprehen- sive in nature, able to utilize any calculational pro- cedures in a user-friendly manner, as well as expert knowledge in the form of heuristic rules. Providing both types of knowledge in an expert system is a recent development and only a few expert systems have been built to design control systems for chemical processes (Stephanopoulos et al., 1987; Shinskey, 1986). The expert system should be able to use the information available in the best possible manner. For example, if the expert system expects results from a detailed dynamic simulation but those results are not available, then results from a shortcut simulation must be accepted. If the short-cut simulation is not available then steady state information such as the RGA (Shinskey, 1984) and RDG (relative dis- turbance gain) (Stanley et al., 1985) may be useful. In the worst possible case, consider the absence of any of this information. The expert system must be able

Expert system for distillation control design 1061
to succeed in finding an acceptable control system based on pure heuristics. It is important that the expert system be able to degrade gracefully from excellent results when all evidence is available (simu- lations, models, steady state information, heuristics) to acceptable when the only source of knowledge is heuristics based on the process design.
Since the idiomatic design methodology may be represented in a goal tree and the goal tree is easily converted to a frame base knowledge base, the form of knowledge representation within the expert system should be the frame. The frame provides the most flexible and understandable form of knowledge repre- sentation. The human describes his environment based on the objects around him. Therefore, an object-oriented knowledge representation is the most transparent. Frames in general are concepts, how- ever, in most cases they are actually objects, and therefore a frame base is a form of object oriented knowledge representation. The frame representation of knowledge also allows inclusion of “intelligence” within the object, as well as in the rules. The inclusion of such information within the frame enhances the clarity of the knowledge.
For the control-system design problem specifically, equipment and the idioms can be represented as frames within the expert system. Since the idioms are all similar objects, they have common information contained within which can be inherited from a generic or parent frame. The frame structure with inheritance provides a convenient and powerful method of knowledge-base construction. Most expert system shells allow reference to all sibling objects (children of the same parent) as a group as well as referring to a single one. Furthermore, since all designs may not have the same number of control Loops or idioms, dynamic creation and destruction of frames is desirable. Another important shell require- ment is the ability to control inferencing in some manner. Most shells allow priorities on rules and procedures so that the relative importance of infor- mation and objectives can be accommodated. The use of certainty factors can also be extremely useful in resolving conflicts from competing goals. One final consideration is the ability to document the knowl- edge base. The shell should allow documentation text within the knowledge base in order to clarify the information contained in the expert system.
Fig. 15. Example of DICODE graphical results.

1062 G. J. BULKY et al.
Documentation is indispensable in any software product including expert systems.
By providing a control-system design package which allows rapid and transparent design of a control system as well as the option to change the process design, the expert system will integrate pro- cess design and control design by allowing the process design engineer to use the expert system to ensure that the design is one which can be controlled. In the case of a specific piece of equipment such as a distillation column, this is not an unrealistic goal. By providing for design parameter changes, the design of the distillation columns may be tailored for improved control while still meeting the process requirements. Changes in equipment configuration may be made as well, and the design process repeated without the effort normally required of the design engineer. The flexibility of design change is also ideally suited to the educational purposes of the expert system.
The combinatorial problem must also be addressed by the structure of the expert system. Since many possibilities exist for variable pairing, the least ex- pensive tests should be used first, in order to eliminate possibilities before more expensive (calculationally or inference wise) are applied. A particularly advan- tageous structure is the partitioning of the knowledge base so that inferencing is automatically limited to the knowledge pertinent to the immediate goal (Waterman, 1986). The partitioning is analogous to modular programming as in FORTRAN, C and Pascal. The savings inference time is significant com- pared to one large knowledge-base containing all of the domain knowledge. The partitioning of the knowledge is in agreement with the method used by a human in solving a problem. Knowledge not imme- diately pertinent is not referenced during a particular stage in the solution, even though it is necessary for the complete solution. The partitioning of the knowledge will also help to control the combinatorial problem by limiting inference to the pair selection knowledge.
An expert system for designing control systems for binary distillation columns has been implemented. The GTST model for knowledge was used as an intermediate for knowledge representation and or- ganization prior to construction of the expert system. The expert system DICODE (for Distillation COn- trol DEsign) presently uses only heuristics to design the control system for binary distillation columns. The design uses the knowledge of P. S. Buckley to design composition, material balance and condensate temperature controls. The result is a graphical repre- sentation of the equipment and controls with a textual description. Figure 15 shows an example of the graphical results for the column base controls. The GTST model was found to be extremely useful in organizing the knowledge and aided in writing rules which were correct, complete and contained no conflicts. DICODE is implemented in the KES (Knowledge Engineering System, from Software
Architecture & Engineering, Inc.) shell, primarily a backward chaining shell, with graphics provided by PLOT10 GKS (Graphical Kernel System, from Tektronix, Inc.). The expert system DICODE will be presented in detail in an later paper.
CONCLUSIONS
The knowledge in process control design is highly structured and lends itself to the GTST model for knowledge representation. Idiomatic control is shown to be a form of goal-tree modelling of part of the control design methodology. The expert system for distillation control-system design requires the ability to represent the structured knowledge as well as production rules, the ability to use calculational procedures, and the ability to partition the knowledge base. The frame-based knowledge base is found to be most convenient for the representation of the knowledge for the final expert system.
The methodology for building the expert system is to represent the knowledge for control-system design in a goal-tree based on the idiomatic control design procedure. The knowledge is then more easily repre- sented as frames in the expert system with a higher degree of organization. Furthermore, the rules are then more easily written based on the frame and goal-tree representation of the knowledge. The prod- uct is an expert system with a more organized and understandable knowledge base. The organization and clarity of the knowledge is invaluable when the expert system is being developed and extended.
Acknowledgements~The authors would like to acknowl- edge the Systems Research Center, The University of Mary- land for erants which vrovided vartial funding through account No. 01523916 fbr the research descri&d in &is vaver. The authors would also like to thank The Graduate &&ool, The University of Maryland for the remainder of the funds supporting the research through Graduate Research Fellowships.
REFERENCES
Bristol E., After DDC: idiomatic (structural) control. Presented at 88th Nat1 AIChE Mta. Philadelvhia (1980).
Buckley P. S., W. L. Luyben and Jy P. Shunt;, Design if Distillation Column Control Systems. Instrument Society of America, Research Triangle Park, North Carolins (1985).
Fink P. K., Control and integration of diverse knowledge in a diagnostic expert system. Proc. 9th ZJCAL (1985).
Kister H. and I. Doig, When would floating pressure strategy save energy? Chem. Engng Prog. 77, 55-57 (1981).
McAvoy T. J.. Interaction Anafvsis. Instrument Society of America, Research Triangle Park, North Carolina (1983).
Modarres M. and T. Cadman (1986). A method of alarm system analysis for process plants. Comput. them. Engng 10, 557-565 (1986).
Prassinos A. G., Analysis and synthesis of complex control systems via idiomatic control. M.S. Thesis, University of Maryland, College Park (I 982).
Prassinos A. G., T. J. McAvoy and E. Bristol, Analysis and

Expert system for distillation control design 1063
synthesis of complex process control systems. Proc. 9rh IFAC, Vol. 3, Budapest, Hungary, July 26 (1984).
Shinskey F. G., An expert system for the design of dis- tillation controls. Proc. Third Int. Cony. Chem. Process Control, Asilomar, Calif., January 12-17 (1986)
Shinskey F. G.. Distillation Control for Productivity and Energy Conservation, 2nd Edn. McGraw-Hill, New York (1984).
Stanley G., M. Marino-Gaiarraga and T. J. McAvoy, Shortcut operability analysis. 1. The relative disturbance gain. Ind. Engng Chem. Process Des. Dee. 24, 1181-l 188 (1985).
Stephanopoulos G., J. Johnston, T. Kriticos, R. Lakshamanan, M. Mavrovouniotis and C. Siletti, Design Kit: an object-oriented environment for process engineering. Report LISPE-87-010, Laboratory for Intel- ligent Systems in Process Engineering, Massachusetts Institute of Technology, Cambridge (1987).
U.S. DOE, Energy Conservation: A Route to Improved Distillation Profiabiliiy. DOE publication DOE/CS/4431- Tl. U.S. Department of Energy Conservation and Solar Energy Office of Industrial Programs (1980).
Waterman D. A., A Guide To Expert Systems. Addison- Wesley, Reading, Mass. (1986).