Embed Size (px)
Citation preview
1
Analisi della prestazione dei sistemi produttivi –Legge di Little

2
Analisi delle prestazioni
� Per analisi (o anche monitoraggio) delle prestazioni di un sistema composto da risorse indipendenti, ma a consumo interdipendente (come ad es. un sistema produttivo che produce un insieme di pezzi diversi, in cui ciascuno richiede le risorse del sistema secondo un ciclo prestabilito), si intende lo studio dei legami fra le variabili di prestazione del sistema,avendo imposto determinate condizioni al contorno
� I metodi di analisi delle prestazioni sono di particolare importanza sia come strumenti di valutazione delle prestazioni prevedibili per un nuovo sistema, che per analizzare i legami fra i dati delle misure di prestazione a consuntivo di sistemi esistenti
� L’analisi delle prestazioni di un sistema complesso può essere effettuata con metodi diversi: alcuni molto semplici, ma approssimati; altri molto precisi e dettagliati (simulazione), ma onerosi da applicare
� Tra i più semplici e sintetici metodi di interpretazione del funzionamento di questi sistemi vi sono la legge di Little e l’analisi di carico (detta anche analisi di input/output o diagrammi di troughtput)
Analisi delle prestazioni
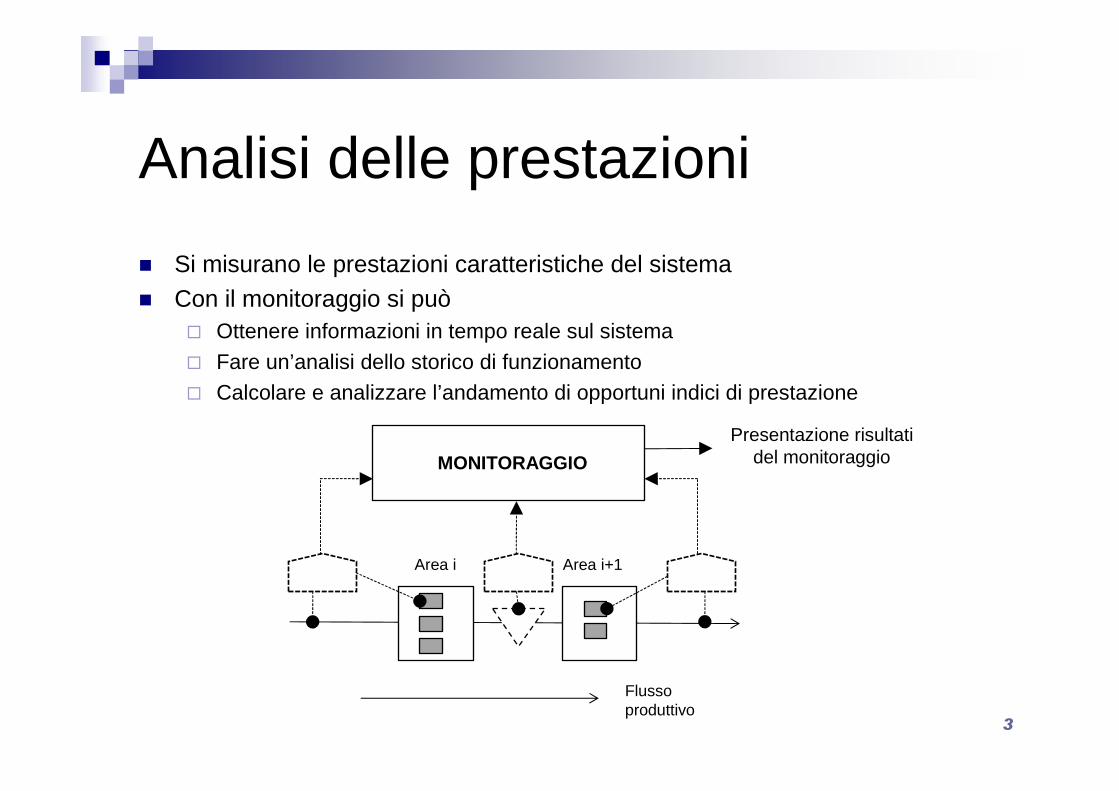
� Si misurano le prestazioni caratteristiche del sistema
� Con il monitoraggio si può� Ottenere informazioni in tempo reale sul sistema
� Fare un’analisi dello storico di funzionamento� Calcolare e analizzare l’andamento di opportuni indici di prestazione
3
Area i Area i+1
Flusso produttivo
Presentazione risultatidel monitoraggioMONITORAGGIO

Analisi delle prestazioni
4
O r d in i in a rr i v o
O r d in i
c o m p le ta t i
M as s im ac a pa c i t à
T a s s o d iou t pu t e ffe tt i v o
O r d in i in c od a
(W IP )
� Analogia del Funnel Model

5
Relazione di base
� WIP critico ( WIP*): livello di WIP per il quale un sistema produttivo in stato stazionario raggiunge il massimo throughput (THmax) con il minimo tempo di attraversamento (LTmin)
WIP* = THmax x LTmin

6
The Penny Fab� Caratteristiche:
�4 macchine identiche in serie�Tempo di processamento 2 h per pezzo (penny) in ogni macchina�Non esiste variabilità�I pezzi sono inseriti nel sistema in moda da mantenere il WIP costante
(CONWIP) � Quando un penny è finito, allora può essere caricato un nuovo penny da
lavorare nel sistema
� Parametri:
THcb = 0,5 penny/h
LTmin = 8 ore
WIP critico WIP*= 0,5 x 8 ore = 4 penny
Non esiste variabilità
7
The Penny Fab
� Factory Physics, Wallace J. Hopp and Mark L. Spearman, Irwin/McGraw-Hill, 1996� Penny Fab represents a simple production line that makes giant one-cent pieces used
extensively in Fourth of July parades � The line consists of four machines in sequence
� The first machine is a punch press that cuts penny blanks, the second stamps Lincoln’s face on one side and the Lincoln Memorial on the back, the third puts a rim on the penny, and the fourth cleans away any burrs
� After each penny is processed, it is moved immediately to the next machine
� The line runs 24 hours per day, with breaks and lunches covered by spare operators � The market for giant pennies is assumed to be unlimited, so that all product made is sold;
thus, more throughput is unambiguously better for this system

8
The Penny Fab (WIP=1)The Penny Fab (WIP=1)
Time = 0 hours

9
The Penny Fab (WIP=1)The Penny Fab (WIP=1)
Time = 2 hours

10
The Penny Fab (WIP=1)The Penny Fab (WIP=1)
Time = 4 hours

11
The Penny Fab (WIP=1)The Penny Fab (WIP=1)
Time = 6 hours

12
The Penny Fab (WIP=1)The Penny Fab (WIP=1)
Time = 8 hours

13
The Penny Fab (WIP=1)The Penny Fab (WIP=1)
Time = 10 hours

14
The Penny Fab (WIP=1)The Penny Fab (WIP=1)
Time = 12 hours

15
The Penny Fab (WIP=1)The Penny Fab (WIP=1)
Time = 14 hours

16
2
4
6
8
10
12
14
16
2 MONETE IN 16 MINUTI = 2/16 = 0,125

17
Performance con WIP = 1WIP[pz]
TH [pz/h]
LT[h]
THxLT[pz]
1 0,125 8 1
2
3
4
5
6

18
The Penny Fab (WIP=2)The Penny Fab (WIP=2)
Time = 0 hours

19
The Penny Fab (WIP=2)The Penny Fab (WIP=2)
Time = 2 hours

20
The Penny Fab (WIP=2)The Penny Fab (WIP=2)
Time = 4 hours

21
The Penny Fab (WIP=2)The Penny Fab (WIP=2)
Time = 6 hours

22
The Penny Fab (WIP=2)The Penny Fab (WIP=2)
Time = 8 hours

23
The Penny Fab (WIP=2)The Penny Fab (WIP=2)
Time = 10 hours

24
The Penny Fab (WIP=2)The Penny Fab (WIP=2)
Time = 12 hours

25
The Penny Fab (WIP=2)The Penny Fab (WIP=2)
Time = 14 hours

26
2
4
6
8
10
12
14
16
Dopo la fase di transitorio (riempimento del
sistema) 2 MONETE IN 8 MINUTI
= 2/8 = 0,250

27
Performance con WIP = 2WIP[pz]
TH [pz/h]
LT[h]
THxLT[pz]
1 0,125 8 1
2 0,250 8 2
3
4
5
6

28
The Penny Fab (WIP=3)The Penny Fab (WIP=3)
Time = 0 hours

29
The Penny Fab (WIP=3)The Penny Fab (WIP=3)
Time = 2 hours

30
The Penny Fab (WIP=3)The Penny Fab (WIP=3)
Time = 4 hours

31
The Penny Fab (WIP=3)The Penny Fab (WIP=3)
Time = 6 hours

32
The Penny Fab (WIP=3)The Penny Fab (WIP=3)
Time = 8 hours
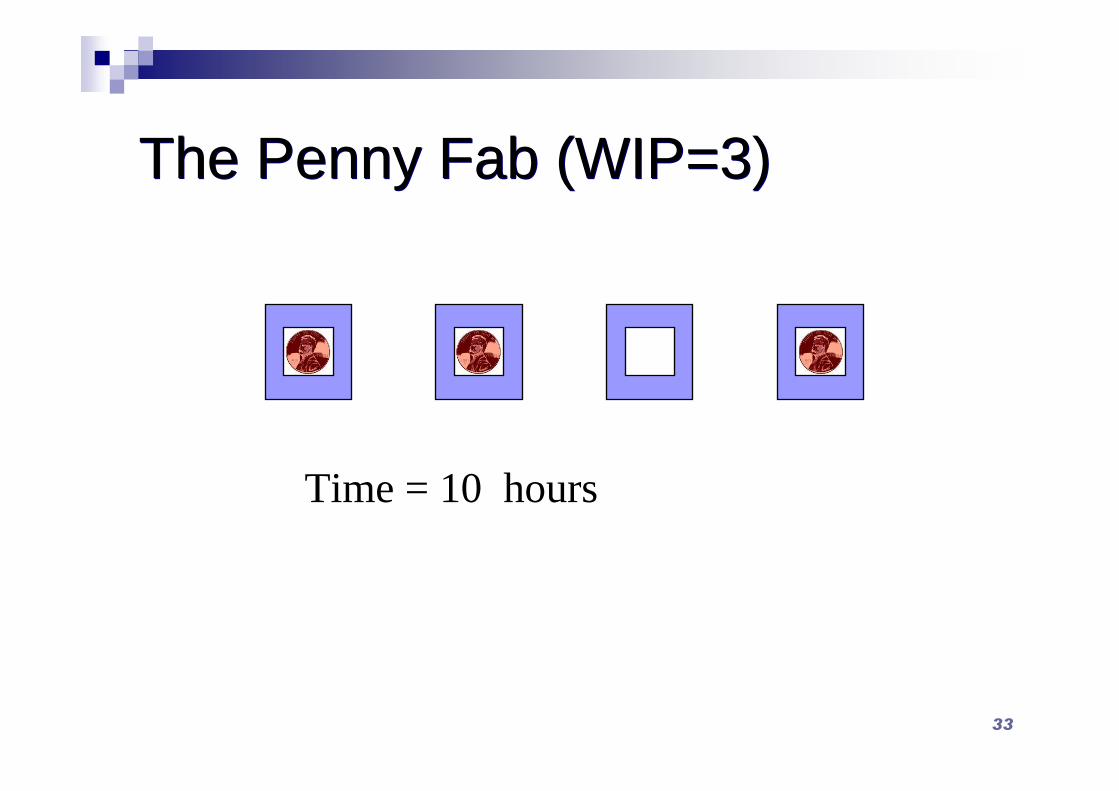
33
The Penny Fab (WIP=3)The Penny Fab (WIP=3)
Time = 10 hours

34
The Penny Fab (WIP=3)The Penny Fab (WIP=3)
Time = 12 hours

35
2
4
6
8
10
12
14
16
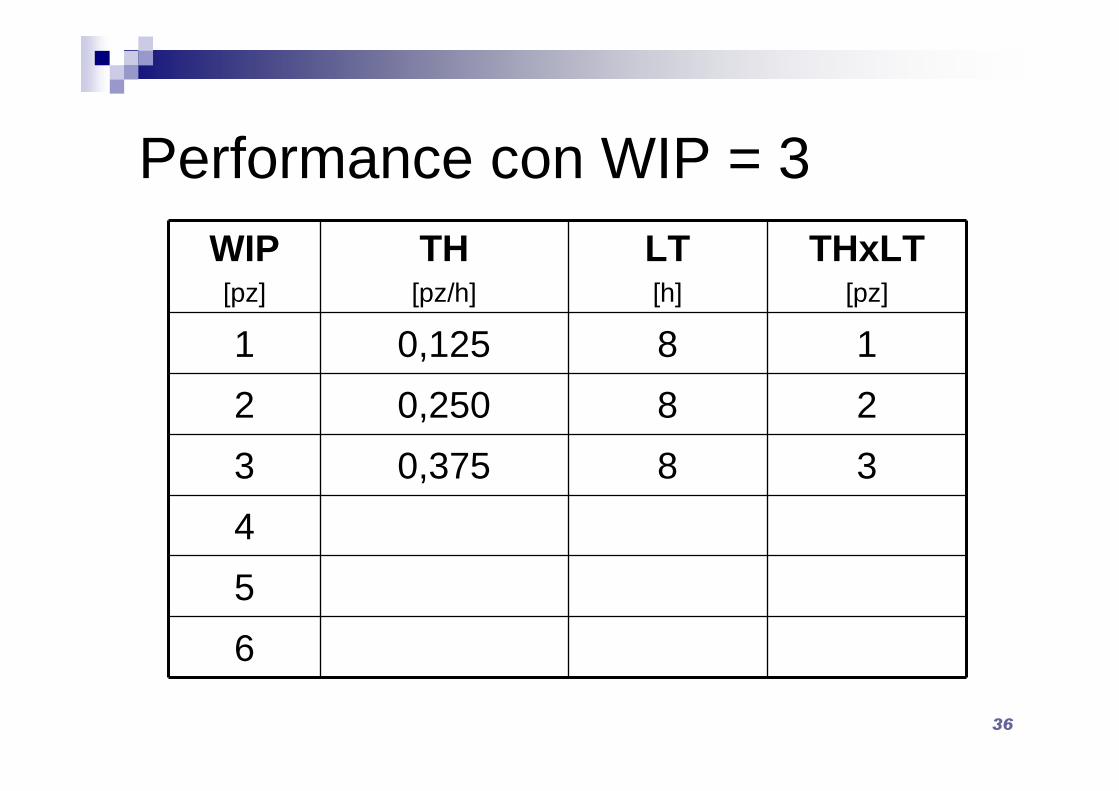
Dopo la fase di transitorio (riempimento del
sistema) 3 MONETE IN 8 MINUTI
= 3/8 = 0,375
36
Performance con WIP = 3WIP[pz]
TH [pz/h]
LT[h]
THxLT[pz]
1 0,125 8 1
2 0,250 8 2
3 0,375 8 3
4
5
6

37
The Penny Fab (WIP=4)The Penny Fab (WIP=4)
Time = 0 hours

38
The Penny Fab (WIP=4)The Penny Fab (WIP=4)
Time = 2 hours

39
The Penny Fab (WIP=4)The Penny Fab (WIP=4)
Time = 4 hours

40
The Penny Fab (WIP=4)The Penny Fab (WIP=4)
Time = 6 hours

41
The Penny Fab (WIP=4)The Penny Fab (WIP=4)
Time = 8 hours

42
The Penny Fab (WIP=4)The Penny Fab (WIP=4)
Time = 10 hours

43
The Penny Fab (WIP=4)The Penny Fab (WIP=4)
Time = 12 hours

44
Performance con WIP = 4WIP[pz]
TH [pz/h]
LT[h]
THxLT[pz]
1 0,125 8 1
2 0,250 8 2
3 0,375 8 3
4 0,500 8 4
5
6
45
The Penny Fab (WIP=5)The Penny Fab (WIP=5)
Time = 0 hours

46
The Penny Fab (WIP=5)The Penny Fab (WIP=5)
Time = 2 hours

47
The Penny Fab (WIP=5)The Penny Fab (WIP=5)
Time = 4 hours

48
The Penny Fab (WIP=5)The Penny Fab (WIP=5)
Time = 6 hours

49
The Penny Fab (WIP=5)The Penny Fab (WIP=5)
Time = 8 hours

50
The Penny Fab (WIP=5)The Penny Fab (WIP=5)
Time = 10 hours

51
The Penny Fab (WIP=5)The Penny Fab (WIP=5)
Time = 12 hours

52
The Penny Fab (WIP=5)The Penny Fab (WIP=5)
Time = 14 hours

53
The Penny Fab (WIP=5)The Penny Fab (WIP=5)
Time = 16 hours

54
Performance con WIP = 5WIP[pz]
TH [pz/h]
LT[h]
THxLT[pz]
1 0,125 8 1
2 0,250 8 2
3 0,375 8 3
4 0,500 8 4
5 0,500 10 5
6

55
The Penny Fab (WIP=6)The Penny Fab (WIP=6)
Time = 0 hours
56
The Penny Fab (WIP=6)The Penny Fab (WIP=6)
Time = 2 hours

57
The Penny Fab (WIP=6)The Penny Fab (WIP=6)
Time = 4 hours

58
The Penny Fab (WIP=6)The Penny Fab (WIP=6)
Time = 6 hours

59
The Penny Fab (WIP=6)The Penny Fab (WIP=6)
Time = 8 hours

60
The Penny Fab (WIP=6)The Penny Fab (WIP=6)
Time = 10 hours

61
The Penny Fab (WIP=6)The Penny Fab (WIP=6)
Time = 12 hours
62
The Penny Fab (WIP=6)The Penny Fab (WIP=6)
Time = 14 hours

63
The Penny Fab (WIP=6)The Penny Fab (WIP=6)
Time = 16 hours

64
The Penny Fab (WIP=6)The Penny Fab (WIP=6)
Time = 18 hours

65
Performance con WIP = 6WIP[pz]
TH [pz/h]
LT[h]
THxLT[pz]
1 0,125 8 1
2 0,250 8 2
3 0,375 8 3
4 0,500 8 4
5 0,500 10 5
6 0,500 12 6

66
TH vs. WIP
0
0,1
0,2
0,3
0,4
0,5
0,6
0 1 2 3 4 5 6 7 8 9 10 11 12
WIP
TH
THmax = THcb
WIP*
1/LTmin

67
LT vs. WIP
02468
101214161820222426
0 1 2 3 4 5 6 7 8 9 10 11 12
WIP
LT
LTmin
WIP*
1/THcb

68
THmax e LTmin
� Il minimo LT (LTmin) per un dato livello di WIP è
� Il massimo throughput (THmax) per un dato livello di WIP è
≤
= ∑altrimenti
* if
,/
,LT
maxmin
WIPwip
THwip
Tprocesso
≤
=altrimenti
* if
,
,/TH min
max
WIPwip
TH
LTwip
cb
Il LTmin è naturalmente la somma dei minimi tempi di processamento necessari a
realizzare il primo penny!
Il THmax possibile èdato dal TH (ritmo) del collo di bottiglia
del sistema, cioèdalla risorsa più
lenta

69
THmax e LTmin
� Nel Penny Fab, THcb = 0.5 e LTmin = 8�WIP* = 0.5 × 8 = 4,
≤
=altrimenti
4 if
,2
,8LTmin
wip
wip
≤
=altrimenti
4 if
,5.0
,8/THmax
wipwip

70
Legge di Little
� La relazione fondamentale tra WIP, LT e Th nel lungo termine è
� LT = WIP/TH
LTTHWIP ×= hh
pzpz ×=

71
Penny Fab Two
10 h
2 h
5 h 3 h

72
Penny Fab Two
RepartoNumero di macchine
Tempo di processamento
[h]
TH di reparto [job/h]
1 1 2 0,5
2 2 5 0,4
3 6 10 0,6
4 2 3 0,67
THcb = LTmin = WIP* = 0.4 p/h 20 h 8 penny

73
Penny Fab Two Simulation (Time=0)
10 hr
2 hr
5 hr 3 hr
2

74
Penny Fab Two Simulation (Time=2)
10 hr
2 hr
5 hr 3 hr
4
7

75
Penny Fab Two Simulation (Time=4)
10 hr
2 hr
5 hr 3 hr
6
7
9

76
Penny Fab Two Simulation (Time=6)
10 hr
2 hr
5 hr 3 hr
8
7
9
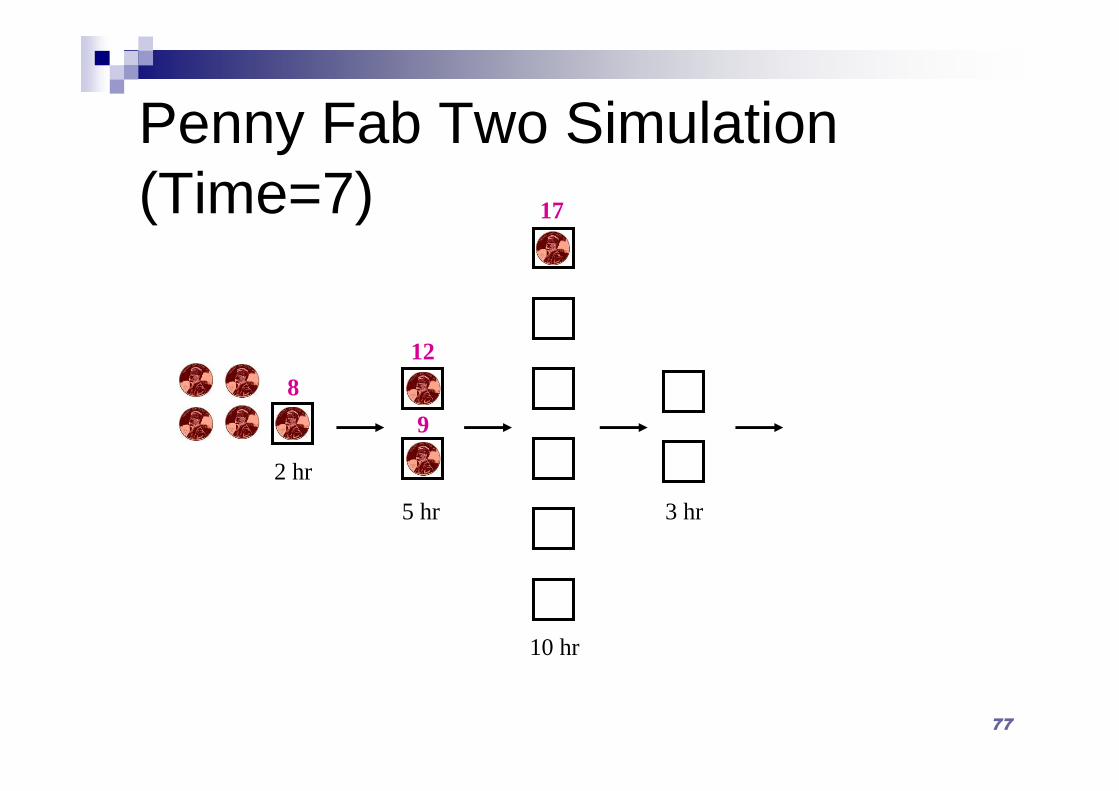
77
Penny Fab Two Simulation (Time=7)
10 hr
2 hr
5 hr 3 hr
8
12
9
17

78
Penny Fab Two Simulation (Time=8)
10 hr
2 hr
5 hr 3 hr
10
12
9
17

79
Penny Fab Two Simulation (Time=9)
10 hr
2 hr
5 hr 3 hr
10
12
14
17
19
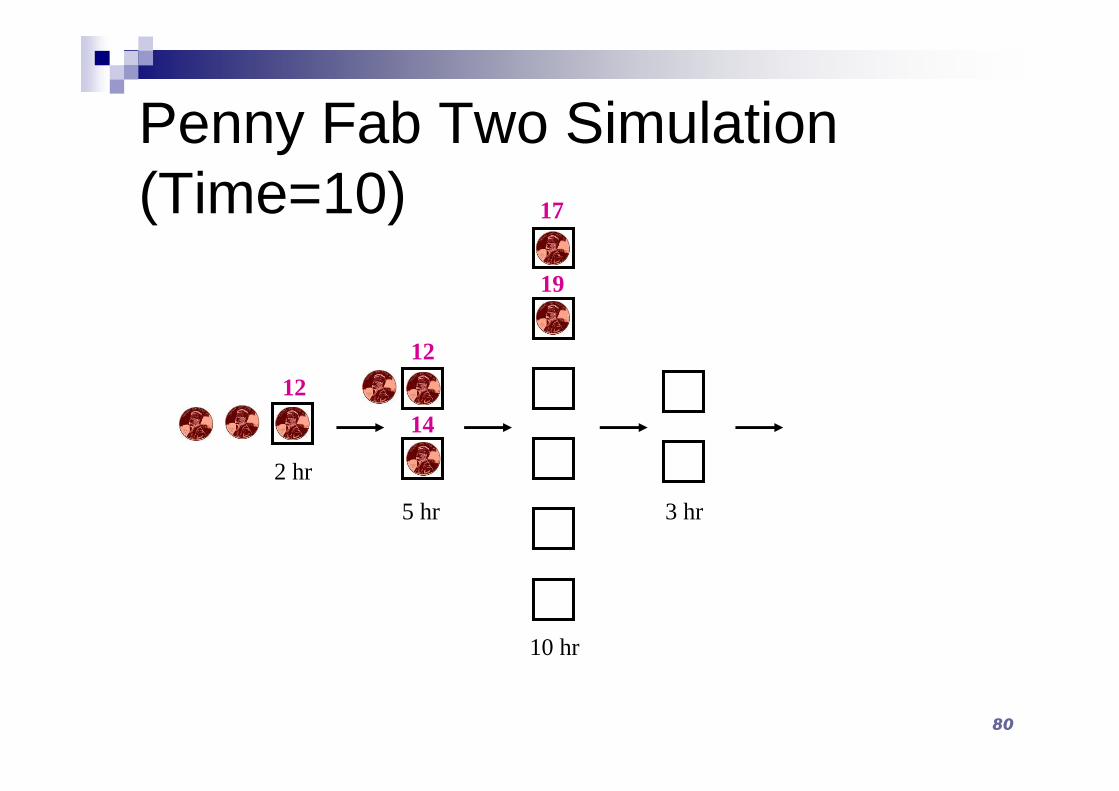
80
Penny Fab Two Simulation (Time=10)
10 hr
2 hr
5 hr 3 hr
12
12
14
17
19

81
Penny Fab Two Simulation (Time=12)
10 hr
2 hr
5 hr 3 hr
14
17
14
17
19
22

82
Penny Fab Two Simulation (Time=14)
10 hr
2 hr
5 hr 3 hr
16
17
19
17
19
22
24

83
Penny Fab Two Simulation (Time=16)
10 hr
2 hr
5 hr 3 hr
17
19
17
19
22
24

84
Penny Fab Two Simulation (Time=17)
10 hr
2 hr
5 hr 3 hr
22
19
27
19
22
24
20

85
Penny Fab Two Simulation (Time=19)
10 hr
2 hr
5 hr 3 hr
22
24
27
29
22
24
20
22

86
Penny Fab Two Simulation (Time=20)
10 hr
2 hr
5 hr 3 hr
22
24
27
29
22
24 22
22
Nota:Nota:Nota:Nota: il job arriverà al collo di bottiglia appena in tempo per evitare una pausa inutile (starvation)

87
Penny Fab Two Simulation (Time=22)
10 hr
2 hr
5 hr 3 hr
27
24
27
29
32
24
2524
Nota:Nota:Nota:Nota: il job arriverà al collo di bottiglia appena in tempo per evitare una pausa inutile (starvation)

88
Penny Fab Two Simulation (Time=24)
10 hr
2 hr
5 hr 3 hr
27
29
27
29
32
34
25
27
E cosi via… Il collo di bottiglia sarà sempre occupato mentre le altre risorse avranno periodi di inutilizzo (starvation)

89
tgβ
tgα
I/LTmin
I/THmax
Legge di Little
LTmin
LT
LT
Wip*
THmax
TH
TH
THmin
1 Wip
Forme reali

90
Conclusioni� Nella realtà, tranne che per casi particolari, l’ipotesi di non interferenza fra i pezzi
caricati in un sistema, anche per bassi livelli di Wip, non si realizza, per cui il reale andamento delle curve di LT e TH in funzione di Wip si discosta dall’andamento teorico
� Un caso particolare è costituito da una linea di produzione con tempi perfettamente bilanciati e deterministici, come quello della Penny Fab � In tal caso il Wip* è pari al numero di stazioni e il TH cresce fino al valore max a parità di LT
= LTmin; da questo valore in poi LT cresce linearmente, ma senza alcun beneficio� Per linee non perfettamente bilanciate il valore limite Wip* risulta invece inferiore al numero
di macchine presenti (come è il caso di Penny Fab Two).
� L considerazioni fatte sono valide nel caso i pezzi nel sistema produttivo non interferiscano tra di loro � Se, per esempio, i tempi di lavorazione sono aleatori, anche in una linea perfettamente
bilanciata, un pezzo potrebbe rimanere in attesa perché il pezzo sulla macchina a valle ha richiesto un tempo di lavorazione superiore alla media
� Quindi, in tutti i casi diversi dalla situazione teorica definita, l’andamento delle leggi èdiverso da sistema a sistema e deve essere ricavato sperimentalmente (ad esempio mediante simulazione
� Concludendo, in base alla legge di Little, la riduzione del LT di un sistema richiede necessariamente che venga ridotto il valore del Wip, se si vuole che il TH rimanga costante� Di conseguenza, la presenza di grandi code in un sistema è un indicatore della possibilità di
riduzione del LT (attraverso opportuni interventi da identificare), così come del WIP





























