Embed Size (px)
Citation preview
AnalisisAnalisisKemampuanKemampuan ProsesProses
Materi ke-8
Rabu , 1 Desember 2010
Analisis Kemampuan ProsesAnalisis Kemampuan Proses
1. Pendahuluan
2. Batas spesifikasi dan batas kontrol
3. Analisis kemampuan proses
4. Batas toleransi natural
4/1/2011 [email protected] , ie department uns
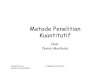
4. Batas toleransi natural
5. Hubungan antara spesifikasi dan kemampuan proses
6. Indeks kemampuan proses
7. Prosedur analisis kemampuan proses
1. Pendahuluan
� Apakah produk atau jasa sudah sesuai dengan spesifikasi yang dibutuhkan konsumen ?
� Mengukur indikasi kemampuan proses agar sesuai dengan spesifikasi ( mengukur
4/1/2011 [email protected] , ie department uns
agar sesuai dengan spesifikasi ( mengukur performansi proses )
� Menentukan toleransi pada proses assemblies
� Ingat: proses produksi harus dalam terkontrol secara statistik
2. Batas spesifikasi dan batas kontrol
� ANSI/ASQC standard A1 (1987)
Batas spesifikasi dan batas toleransi : Batas-batas kesesuaian untuk setiap unit manufaktur atau jasa ( conformances boundaries for an individual unit of a
4/1/2011 [email protected] , ie department uns
boundaries for an individual unit of a manufacturing or service )
� Contoh
Diameter kabel baja = 4 ± 0.2 cm
� Batas kontrol : mengidentifikasi variasi yang ada antar subgrup
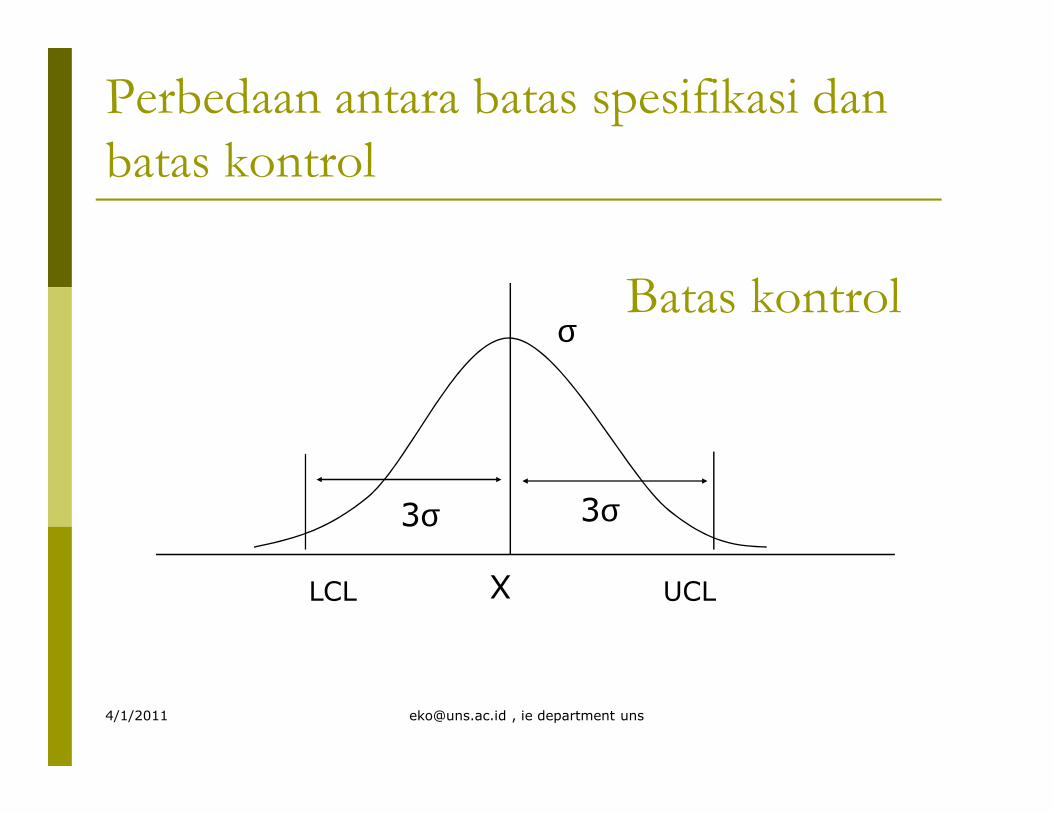
Perbedaan antara batas spesifikasi dan
batas kontrol
σBatas kontrol
4/1/2011 [email protected] , ie department uns
XLCL UCL
3σ3σ
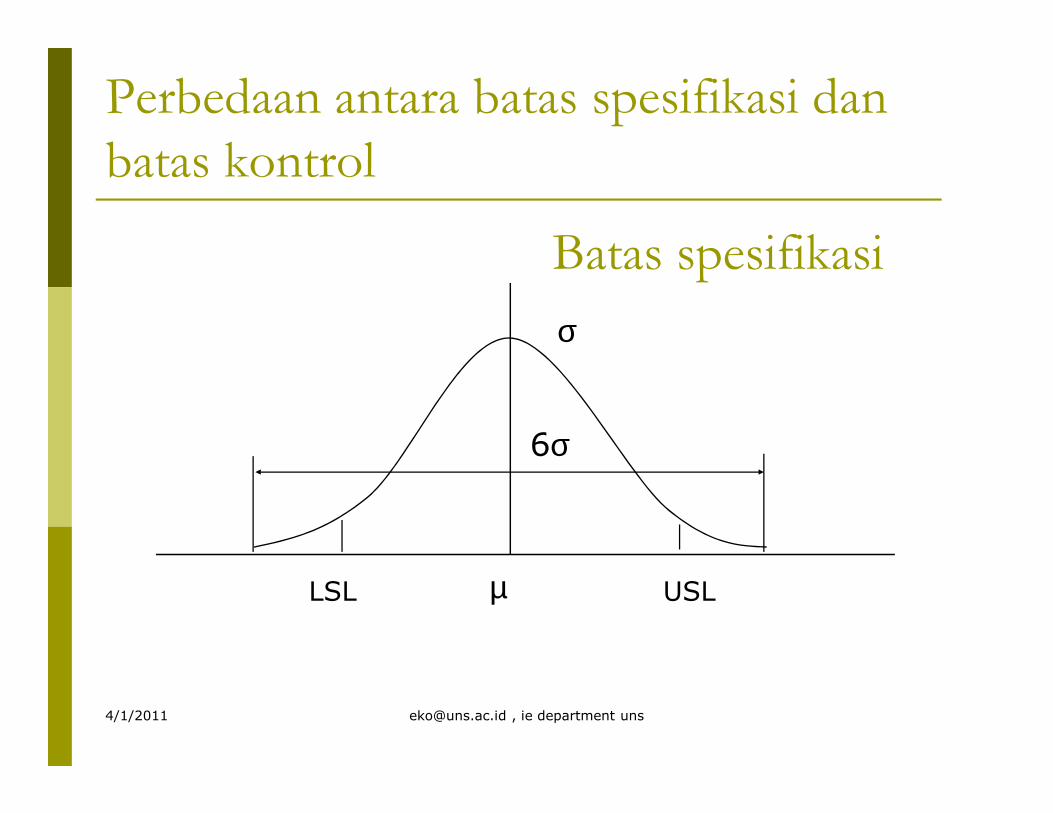
Perbedaan antara batas spesifikasi dan
batas kontrol
σ
Batas spesifikasi
4/1/2011 [email protected] , ie department uns
µLSL USL
6σ
4/1/2011 [email protected] , ie department uns
3. 3. Analisis kemampuan proses
� Kemampuan proses : performansi sebuah proses dimana proses tersebut dalam kondisi terkontrol secara statistik
� Analisis kemampuan proses : prosedur untuk meng-estimasi kemampuan proses
4/1/2011 [email protected] , ie department uns
meng-estimasi kemampuan proses
� Keuntungan Analisis kemampuan proses
1. Output-nya uniform
2. Level kualitas terpelihara atau meningkat
3. Membantu perencanaan proses dan desain
4. Membantu menseleksi dan mengontrol vendor
5. Mereduksi biaya total
4. Batas toleransi natural4. Batas toleransi natural
� Batas toleransi natural (batas kapabilitas proses ) dipengaruhi oleh proses itu sendiri
� Diestimasi berdasarkan populasi atau
4/1/2011 [email protected] , ie department uns
� Diestimasi berdasarkan populasi atau sampel yang besar
� Klasifikasi :
1. Upper Natural Tolerance Limit
2. Lower Natural Tolerance Limit
4. Batas toleransi natural4. Batas toleransi natural
Contoh 8-1 :
Spesifikasi diameter : 5 ± 0.015 cm ,
X = 4.99 cm , s = 0.004 cm .
4/1/2011 [email protected] , ie department uns
X = 4.99 cm , s = 0.004 cm .
Berapa NTL ?
Solusi :
UNTL = 4.99 + 3(0.004) = 5.002
UNTL = 4.99 - 3(0.004) = 4.978
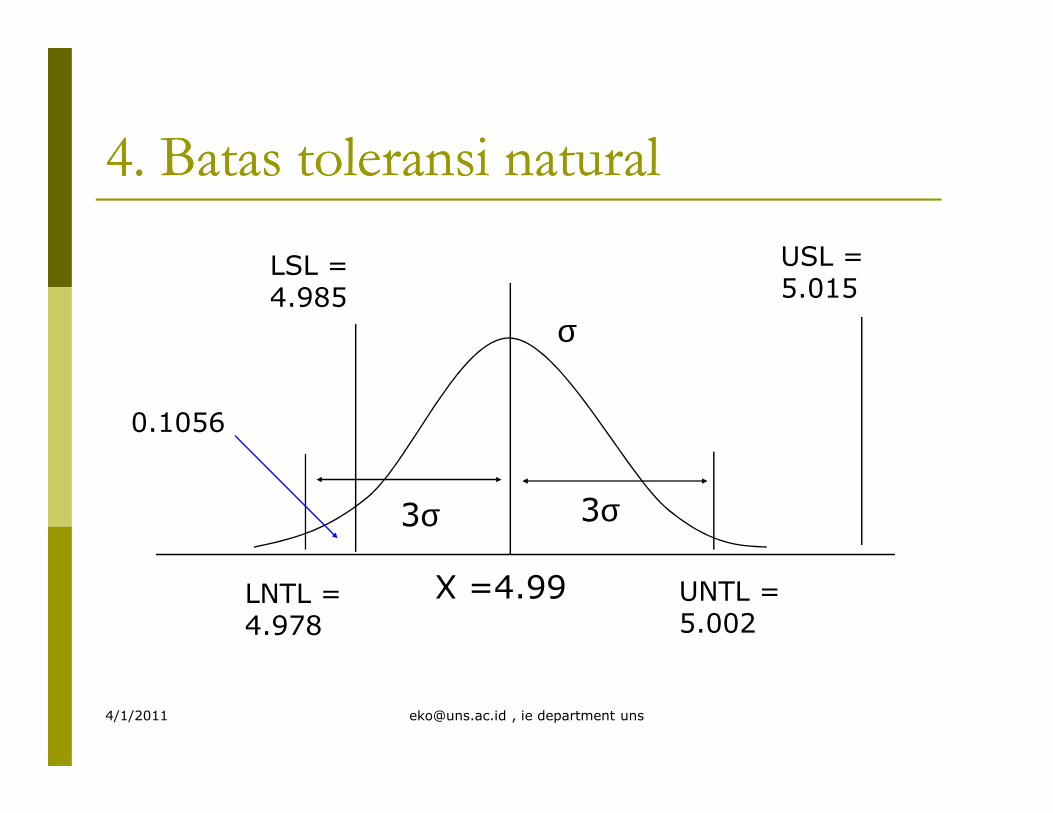
4. Batas toleransi natural4. Batas toleransi natural
σ
LSL = 4.985
USL = 5.015
0.1056
4/1/2011 [email protected] , ie department uns
X =4.99LNTL = 4.978
UNTL = 5.002
3σ3σ
0.1056
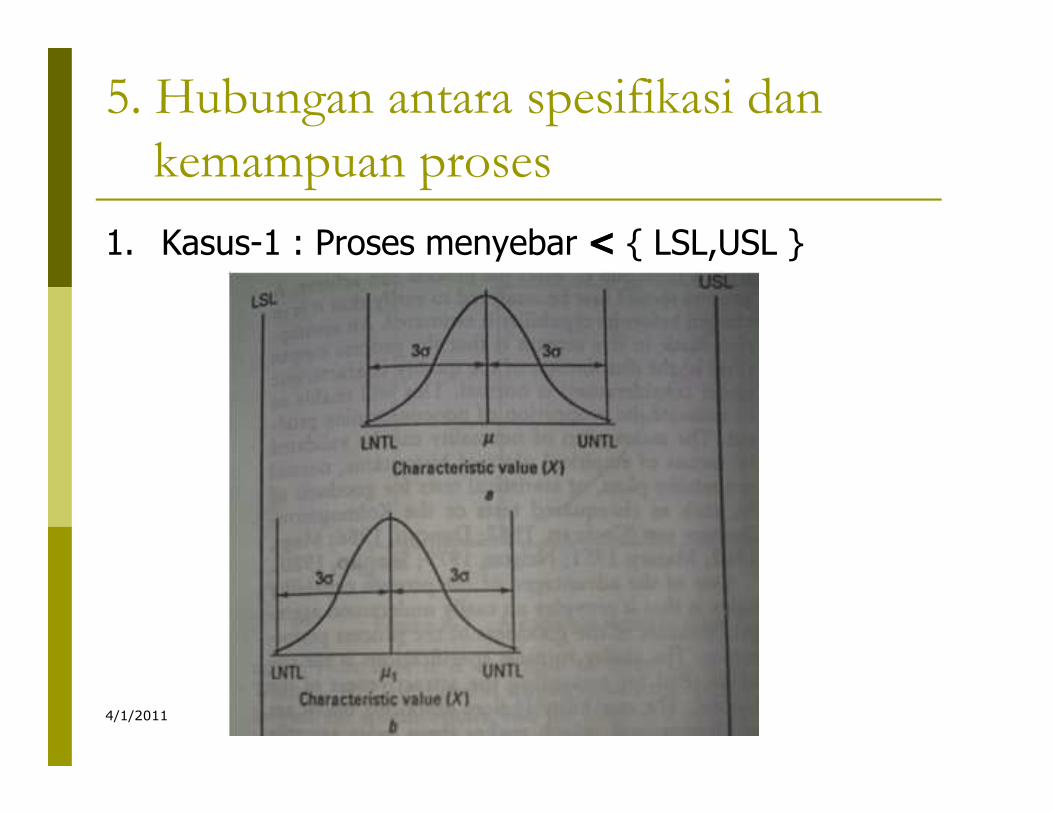
5. Hubungan antara spesifikasi dan
kemampuan proses
1. Kasus-1 : Proses menyebar < < { LSL,USL }
4/1/2011 [email protected] , ie department uns
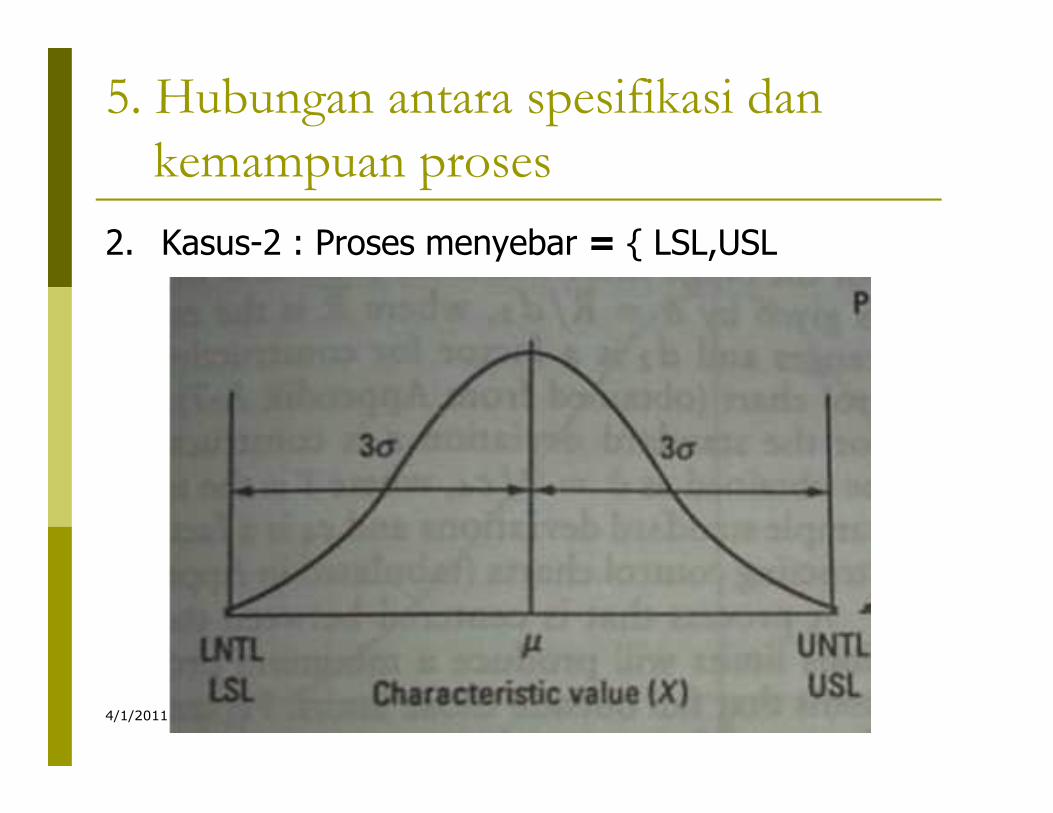
5. Hubungan antara spesifikasi dan
kemampuan proses
2. Kasus-2 : Proses menyebar = = { LSL,USL
4/1/2011 [email protected] , ie department uns
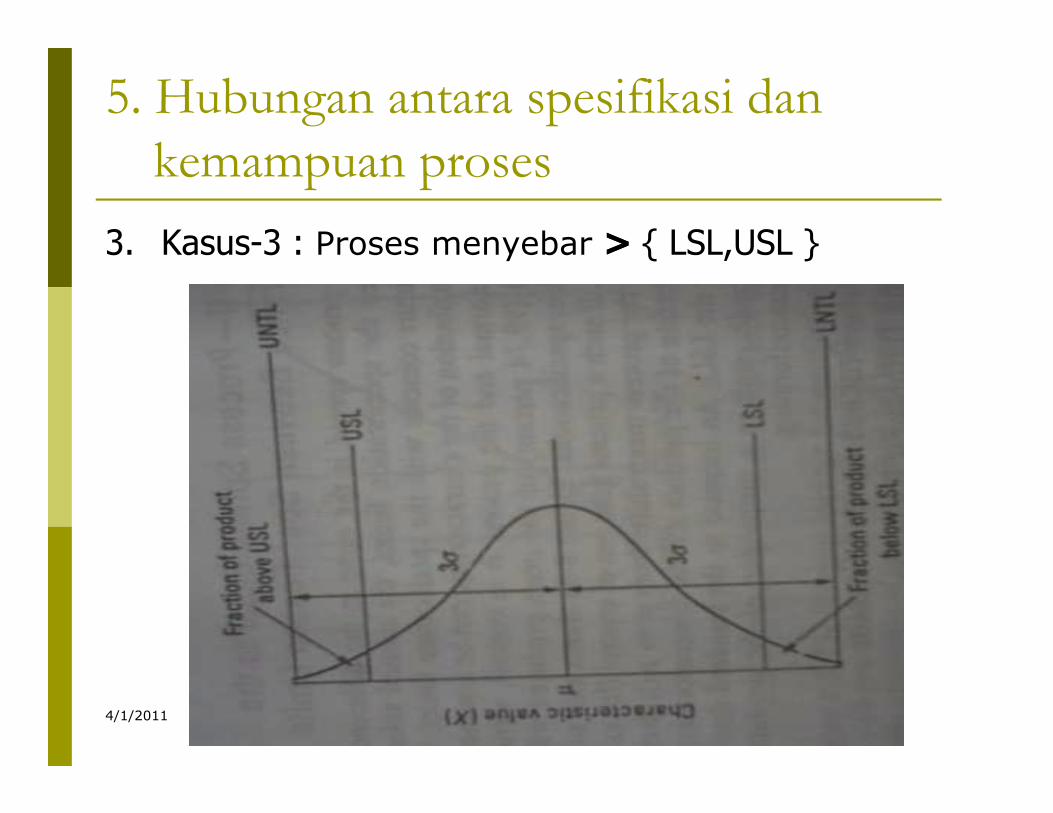
5. Hubungan antara spesifikasi dan
kemampuan proses
3. Kasus-3 : Proses menyebar > > { LSL,USL }
4/1/2011 [email protected] , ie department uns
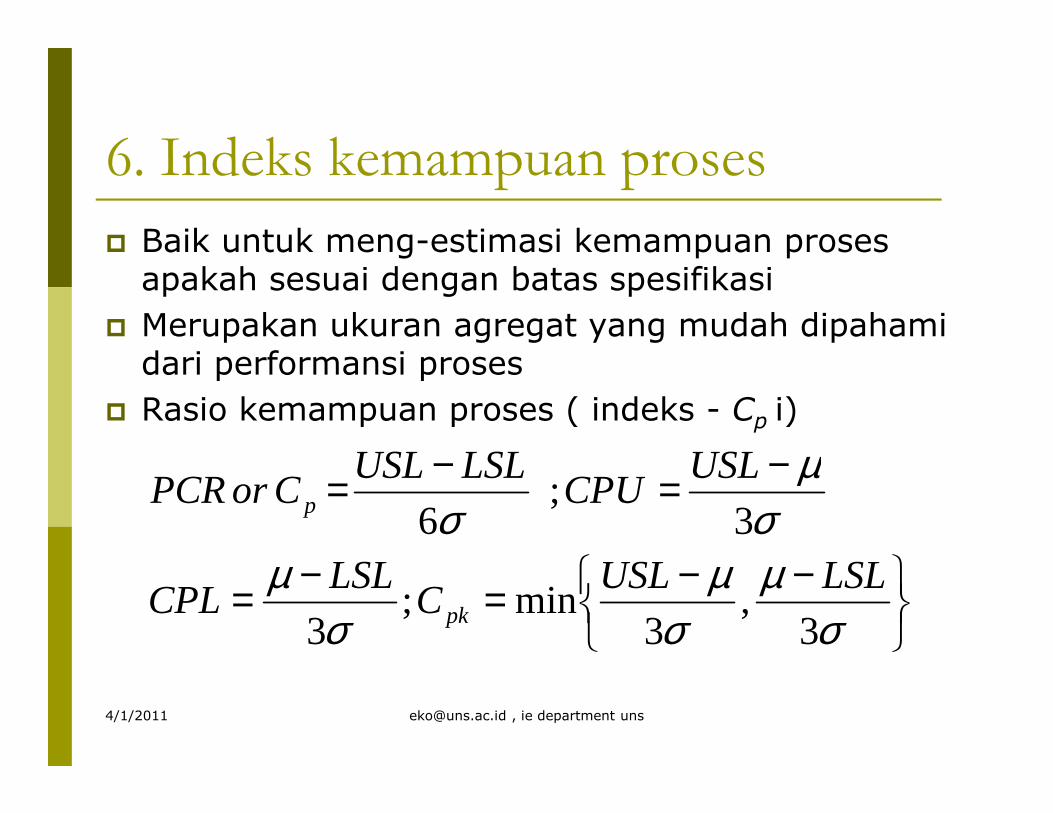
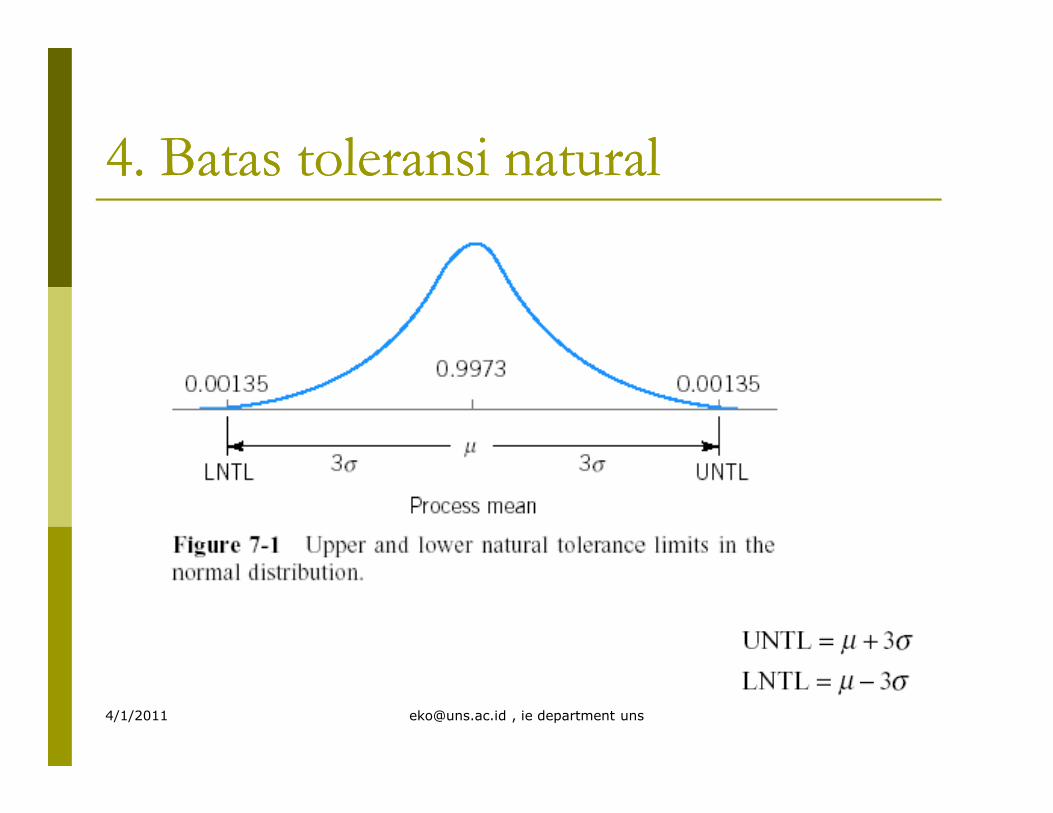
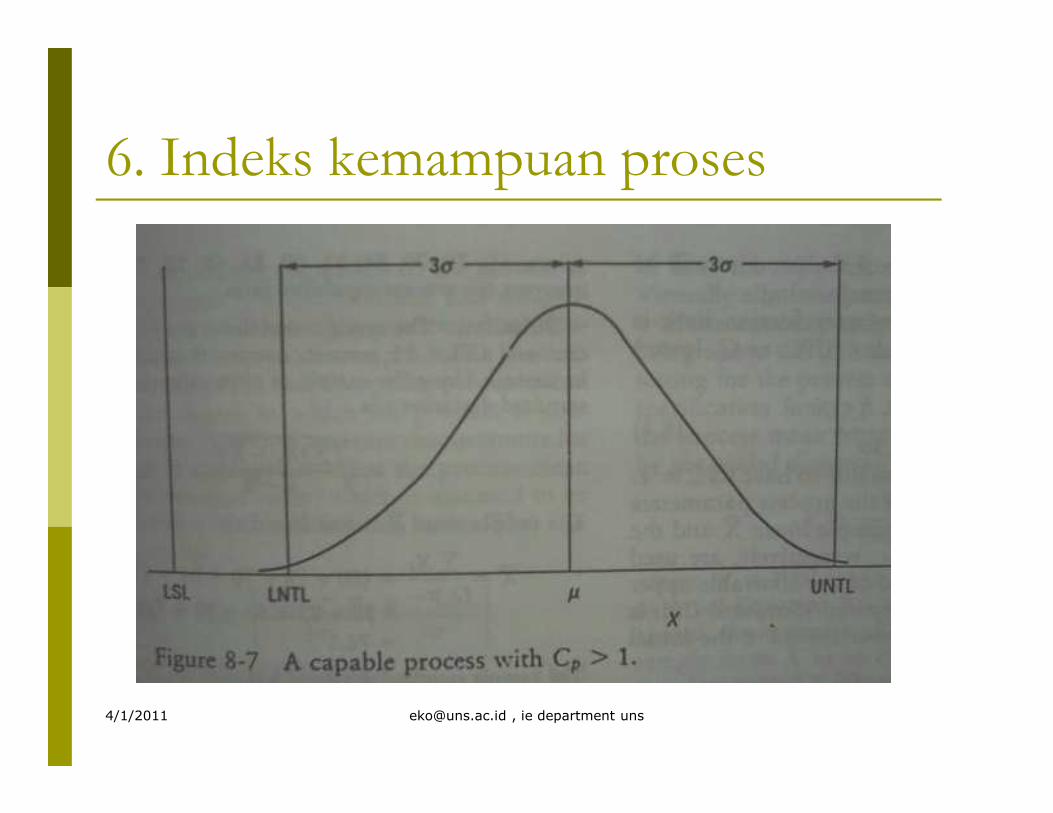
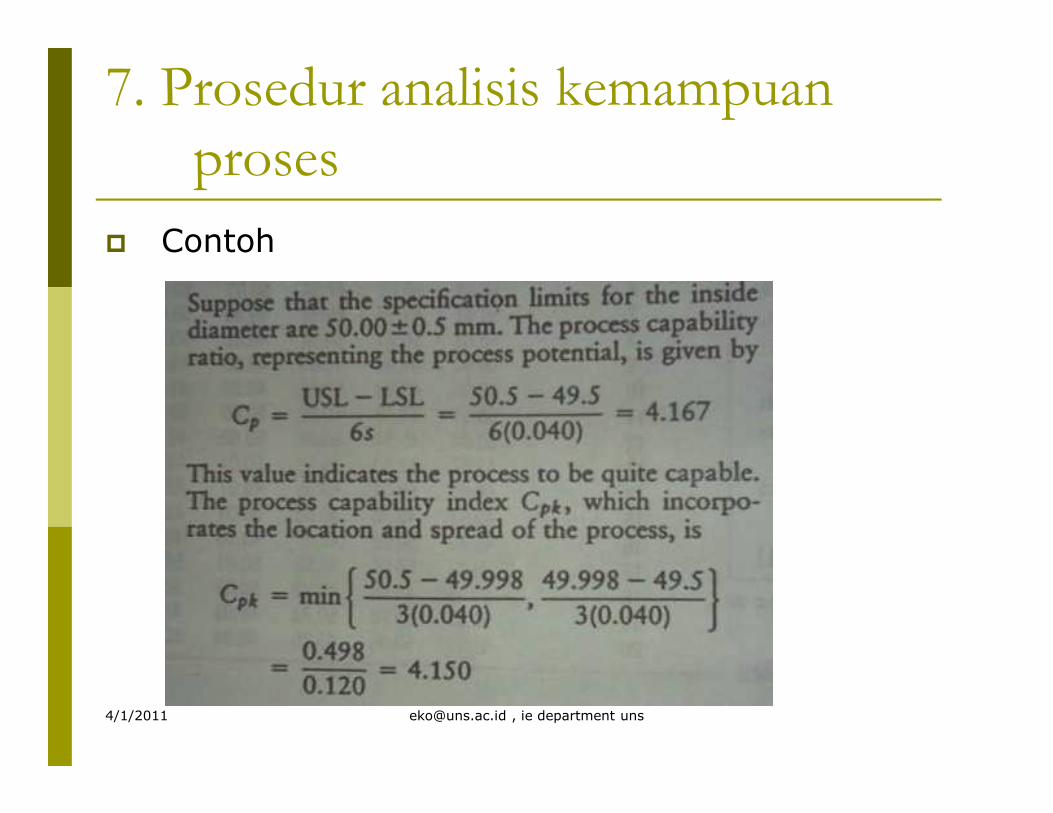
6. Indeks kemampuan proses
� Baik untuk meng-estimasi kemampuan proses apakah sesuai dengan batas spesifikasi
� Merupakan ukuran agregat yang mudah dipahami dari performansi proses
� Rasio kemampuan proses ( indeks - C i)
4/1/2011 [email protected] , ie department uns
� Rasio kemampuan proses ( indeks - Cp i)
−−=−=
−=−=
σµ
σµ
σµ
σµ
σ
3,
3min;
3
3;
6LSLUSL
CLSL
CPL
USLCPU
LSLUSLCorPCR
pk
p
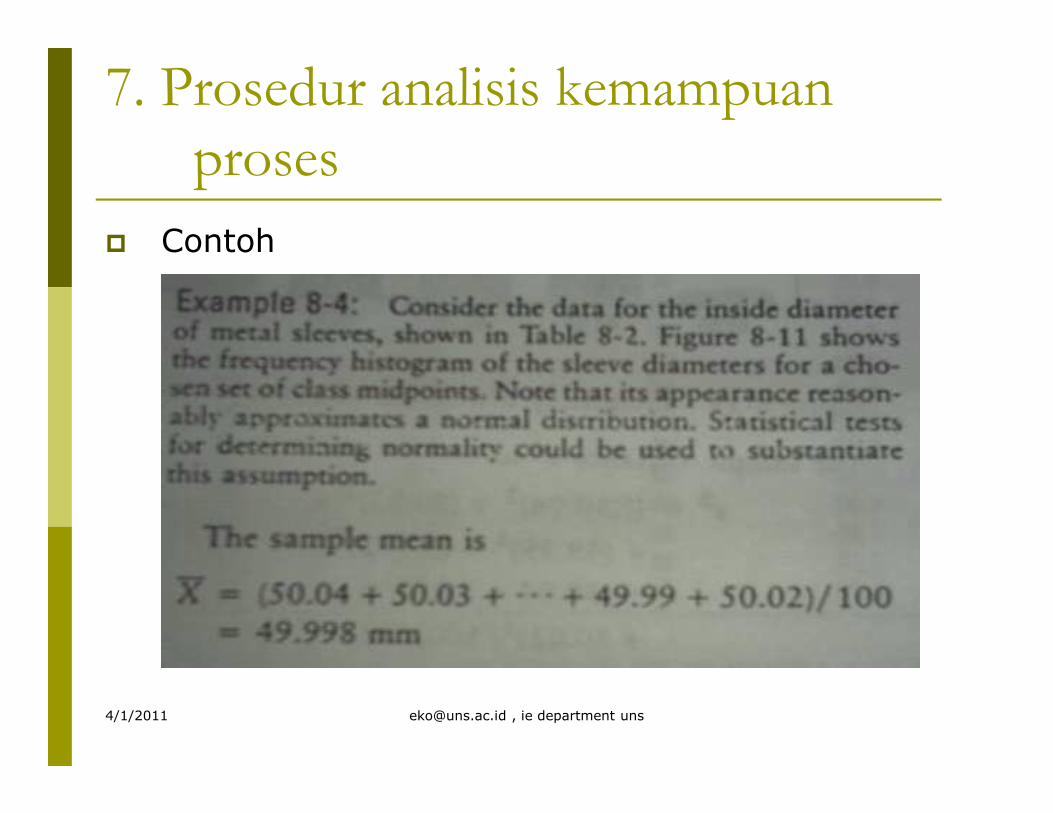
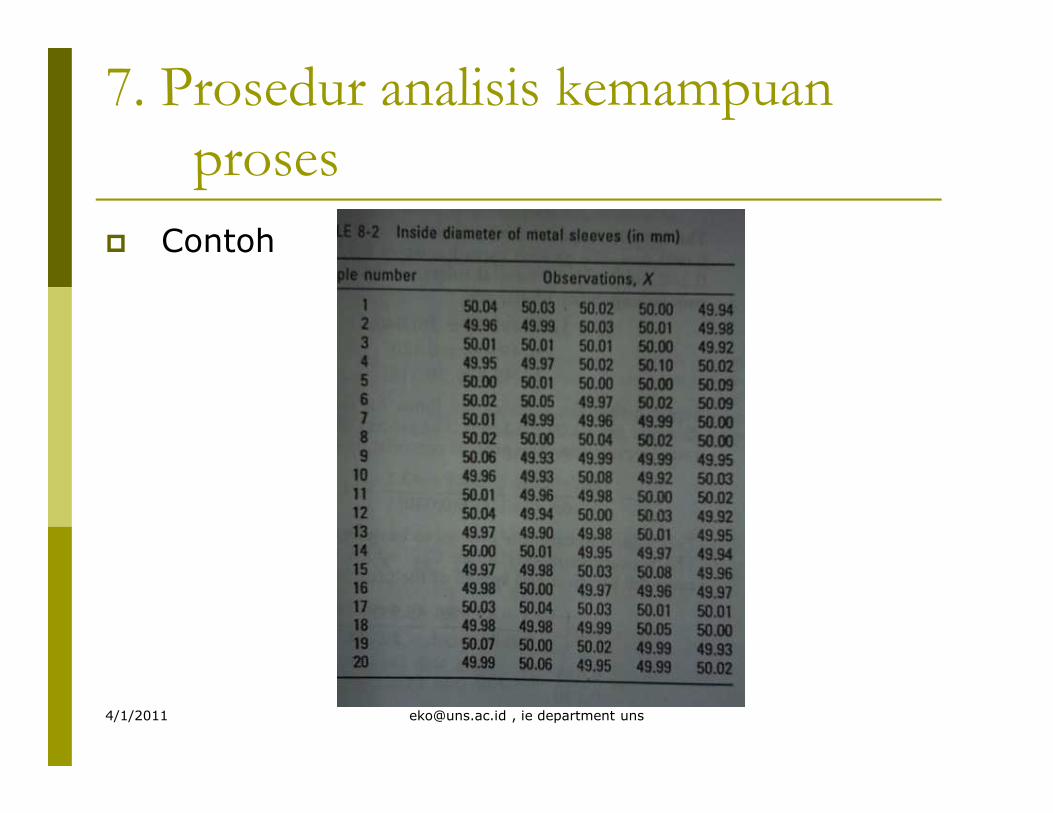
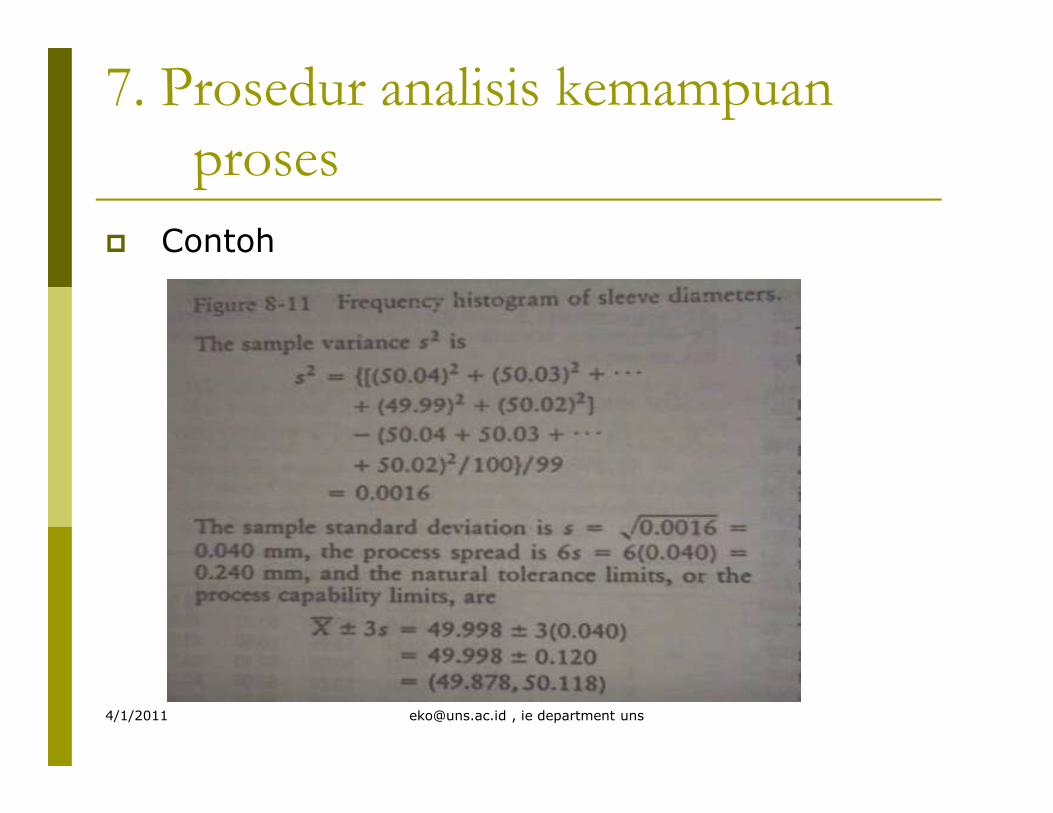
7. Prosedur analisis kemampuan proses
� Estimasi rata-rata dan standar deviasi proses
1. Menggunakan observasi individual ( paling sedikit 50 )
2. Menggunakan informasi peta kontrol
4/1/2011 [email protected] , ie department uns
2. Menggunakan informasi peta kontrol
Quiz
1. Jelaskan perbedaan antara batas spesifikasi dan batas kontrol? Apakah terdapat hubungan yang dekat antara mereka ?
4/1/2011 [email protected] , ie department uns
dekat antara mereka ?
2. Apakah keuntungan sebuah proses dimana penyebaran proses-nya lebih kecil dari {LSL,USL}?
4/1/2011 [email protected] , ie department uns