Embed Size (px)
Citation preview

Anisotropic Dissolution of a-Alumina (0001) and (11�20) Surfaces intoAdjoining Silicates
Glenn K. Lockwood, Shenghong Zhang, and Stephen H. Garofaliniw
Interfacial Molecular Science Laboratory, Department of Materials Science and Engineering, Rutgers University,Piscataway, New Jersey
The dissolutions of the (0001) and ð11�20Þ orientations ofa-Al2O3 into calcium silicate, aluminosilicate, and calciumaluminosilicate melts were modeled using molecular dynamicssimulations. In all cases, it was found that the ð11�20Þ surface ofthe crystal destabilizes and melts at a lower temperature thandoes the (0001) surface. This anisotropy in dissolution countersthe anisotropy in grain growth, in which the outward growth ofthe ð11�20Þ surface occurs more rapidly than that on the (0001)surface, causing platelets. However, anisotropic dissolutionoccurred only at a certain temperature range, above which dis-solution behavior was isotropic. The presence of calcium in thecontacting silicate melt plays an important role in this anisotro-pic dissolution, similar to its role in anisotropic grain growthobserved previously. However, anisotropic dissolution alsooccurs in the silicate melts not containing calcium, indicatingthe importance of the different surface energies. In combinationwith previous simulations of anisotropic grain growth inalumina, these simulations reveal a complex kinetic competitionbetween preferential adsorption and growth versus preferentialdissolution of the ð11�20Þ orientation in comparison with the(0001) orientation as a function of temperature and local com-position. This, in turn, indicates potential processing variationsin which to design morphology in alumina.
I. Introduction
THE tendency of alumina to exhibit anisotropic grain growth,which results in grains of markedly plate-like morphology,
has come to be understood as an extrinsic effect of low, ppm-level concentrations of impurities inherent either in commercialalumina powders or introduced during processing.1,2 Owing tothe low solubility limit of common impurities in alumina such ascalcia and silica, liquid phases with Ca/Si concentrations far inexcess of the bulk level form at grain boundaries3–6 that prefer-entially adsorb to certain crystalline planes.7,8 Computationalstudies have been able to simulate this behavior and offer a geo-metric and energetic explanation for this preferential adsorptionand the anisotropic grain growth that results;9 however, consid-erably less attention has been paid to the opposite effect of pref-erential dissolution of crystallographic planes that are commonlyexposed to the liquid phase during the sintering process.
A fair amount of study has been carried out on the dissolu-tion behavior of alumina in contact with molten oxides in thecontext of the corrosion of alumina and high-alumina refracto-ries, but the premises of these experiments have focused pre-dominantly on the net effect of molten slags on polycrystallinemonoliths. Such studies have revealed the formation of calcium
di- and hexa-aluminate at the crystal/melt interfaces, indicatingan indirect dissolution mechanism,10–13 but no considerationwas given to the crystallographic orientation of the sapphire orpolycrystalline alumina samples being dissolved in these works.Given the evidence that the nature of grain growth in poly-crystalline alumina can be anisotropic, it should follow that thenature of the dissolution of alumina grains in the presence of theliquid phase (as would necessarily be present during liquid-phasesintering) will also be anisotropic. Such anisotropic dissolutionwould also follow from the differences in the surface energies ofspecific surface orientations.14
Lending credence to this idea are the results of numerousexperimental studies of single-component metallic systems suchas Pb,15 Al,16 and In,17 which reveal anisotropic surface meltingand subsequent faceting at temperatures below the bulk meltingpoint in small crystallites. While the theoretical foundationfor this phenomenon in systems of identical crystalline andliquid chemistry lies in relatively simple thermodynamic drivingforces,18 answering the question of whether or not this behaviorcan be extended to oxide systems wetted by liquids of differentcomposition, such as those commonly encountered in liquid-phase sintering, is considerably more complex and not trivial.
In consideration of the previous molecular dynamic (MD)simulations of the intergranular films present in the alumina19
and the silicon nitride system20,21 that predicted structures andpreferential segregation of network modifying ions from thesilicate intergranular film to the film/crystal interface that weresubsequently verified in aberration-corrected HRTEM22 andHAADF-STEM,23,24 and the isotropic to anisotropic variationin grain growth as a function of IGF composition,9,19 applica-tion of MD simulations to dissolution behavior in the aluminasystem is warranted. Earlier MD simulations of the surfaceenergies of different crystallographic orientations in aluminashowed that the lowest energy (0001) orientation has a lowersurface energy than the lowest energy value found for the ð11�20Þorientation.14 It might therefore be expected that the ð11�20Þ ori-ented crystal would be less stable than the (0001) oriented crystalat elevated temperature, and this could possibly result in a tem-perature regime where anisotropic dissolution of thealumina grains would occur in liquid-phase sintering. However,the conclusions drawn from alumina/vacuum simulationscannot simply be extended to alumina in contact with a silicatemelt, as the effects of ion segregation and the formation ofinterfacial structure can affect the anticipated stability differ-ences in the crystal orientations. In addition, if the expectedpreferential dissolution of the ð11�20Þ orientation occurs atelevated temperature, the observed converse behavior of prefer-ential growth along this orientation’s surface normal underconditions of anisotropic grain growth during cooling wouldresult in a kinetically complex competition between preferentialdissolution under some thermal and compositional conditionsand preferential growth at others; prediction of the net effectof these opposing processes is more than a simple matter ofextending the conclusions of past studies.
In order to address these concerns, the molecular dynamicssimulation technique was applied to examine the dissolution
G. Rohrer—contributing editor
This work was financially supported by the DOE OBES, Division of Materials Sciences,grant number DE-FG02-06ER46336.
wAuthor to whom correspondence should be addressed. e-mail: [email protected]
Manuscript No. 24592. Received April 28, 2008; approved August 14, 2008.
Journal
J. Am. Ceram. Soc., 91 [11] 3536–3541 (2008)
DOI: 10.1111/j.1551-2916.2008.02715.x
r 2008 The American Ceramic Society
3536

behavior of differently oriented alumina crystals into silicatemelts of varying composition using interatomic potentialsapplied in previous computational studies of grain growth.9
II. Experimental Procedure
Molecular dynamics simulations were performed with a fifth-order Nordsieck–Gear algorithm to integrate equations ofclassical motion using a multibody potential that takes the form
V ¼Xi 6¼j
VBMHij þ
Xi 6¼j 6¼k
Vthree bodyjik (1)
where VBMHij is a modified Born–Mayer–Huggins (BMH)
pair potential interaction and V three bodyjik is a three-body interac-
tion. The modified BMH interaction is a function of interatomicseparation distance rij and is defined as
VBMHij ðrijÞ ¼ Aij exp
�rijrij
!þ zizje
2
rijx
rij
bij
!(2)
where the first term, a short-range repulsive contribution,represents the effect of core-electron overlap and the secondterm is a Coulombic interaction screened by the complementaryerror function, x. Aij, bij, and rij are pairwise fitting parametersdefined for each i–j pair, and values for these parameters havebeen developed and tested to be consistent with experimentaldata previously25 and are presented in Table I. The zi and zjterms represent formal charges of the interacting ionic speciesand are 14, �2, 13, and 12 for silicon, oxygen, aluminum, andcalcium, respectively.
The three-body term, which introduces energetic biastoward certain atomic triplets bonding at preferred angles toaccount for the partial covalency of the interacting species, isdefined as
V three bodyjik ¼ ljik exp
gijrij�r0ij� gik
rik�r0ik
� �� Ojik yjik
� �when rij < r0ij and rik < r0ik
V three bodyjik ¼ 0 otherwise
9>>>>=>>>>;
(3)
and the angular function Ojik (yjik) is defined as
Ojik yjik� �
¼ cos yjik � cos y0jik� �2
for the Si=Al�O� Si=Al andO� Si�O triplet
Ojik yjik� �
¼ cos yjik � cos y0jik� �
sin yjik cos yjikh i2
for theO�Al�O triplet
9>>>>>=>>>>>;
(4)
where the three interacting atoms form an angle yjik with atomi at its vertex. Because calcium interactions are primarily ionic inthe systems considered in this work, all three-body interactionscentered around i5Ca are zero; the values used are listedin Table II.
To model the dissolution of alumina surfaces, three differentmelt compositions were placed in contact with two differentorientations of a-Al2O3. Melts consisting of calcium silicate,aluminum silicate, and calcium aluminosilicate were generatedby first randomly placing stoichiometric ratios of each type ofatom, listed in Table III, into a simulation box of dimensionsconsistent with the experimental or the estimated theoreticaldensity of each composition. These random mixtures were thensimulated in the microcanonical ensemble with periodic bound-ary conditions in all three dimensions through a melt-quenchprocedure similar to those used in past work to generate three-dimensional glassy networks,19,25 and the details of this proce-dure are listed in Table IV. Separately, one a-Al2O3 crystal withthe (0001) face perpendicular to the simulation cell’s z axis(hereafter referred to as the basal orientation) and anotherwith the ð11�20Þ face perpendicular to the z axis (the prismorientation) were generated and were terminated by theirrespective lowest-energy planes as determined previously.14
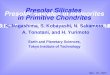
To generate the appropriate crystal/glass interfacial struc-tures, each glass composition was ‘‘stacked’’ above each crystalorientation along z as shown in Fig. 1, 30 A of vacuumwas added above the glass, and a flat reflecting boundary wasimposed above this vacuum. In order to create the appropriatestarting crystal/melt interfaces, the resulting six crystal/glass/vacuum/reflector systems were resimulated through the samethermal melt-quench procedure used to generate the bulk glasses(see Table IV). During this initialization of the glassy portion ofthe combined system, all of the atoms belonging to the crystal-line portion were held frozen so as to not introduce any prema-ture melting or surface defects into the crystal surfaces beforethe subsequent high-temperature anneals and data collection.These six systems were then simulated through a thermalsequence where the samples were progressively heated from2000 to 4000 K in steps of 500 K with a 50-ps dwell time ateach temperature. At the end of each 50-ps dwell, the finalatomic configuration of each system was then used as a startingconfiguration for the simulation at the next higher temperaturestep as well as quenched to 300 K for a 40-ps dwell, the last 20 psof which was used for structural analysis. Throughout all of thesimulations used for data collection, the three planes of alumi-num atoms closest to the crystal/glass interface (as well as theoxygen planes between and above them) were mobile while allplanes below them were immobile. This was done to moreclearly isolate the effects of surface melting by enforcing theeffects of bulk crystalline structure on the surface at elevatedtemperature; because all simulated systems were frozen in thisway, data presented are self-consistent.
Table I. Parameters for Modified Born–Mayer–Huggins PairPotential
ij pair Parameter
i j Aij (fJ) bij (pm) rij (pm)
O O 0.0725 234 29Si Si 0.1877 230 29Al Al 0.0500 235 29Ca Ca 0.7000 230 29Si Al 0.2523 233 29Si Ca 0.2215 230 29Al Ca 0.2178 230 29Si O 0.2962 234 29Al O 0.2490 234 29Ca O 0.5700 234 29
Table II. Parameters for Three-Body Potential
jik triplet Parameter
j i k lij (fJ) gij (pm) r0ij (pm) y0jik
Al/Si O Al/Si 0.001 200 260 109.51O Al/Si O 0.024 280 300 109.51
Table III. Melt Compositions Tested
Sample name
Mole ratio
CaO:Al2O3:SiO2
Number of atoms
TotalCa Al Si O
CAS2 1:1:2 500 1000 1000 4000 6500AS3 0:1:3 0 1000 1500 4500 7000C2S3 2:0:3 1000 0 1500 4000 6500
November 2008 Anisotropic Dissolution of a-Alumina Surfaces 3537

III. Results and Discussion
Structural data were taken from the systems tested over the last20 ps of a 40-ps dwell time at 300 K following the quench fromelevated temperature. Because diffusion is very restricted at thistemperature, the structures present in these systems are consid-ered to be representative of the temperatures from which theywere quenched, and although all analysis was performed atroom temperature, the discussion that follows will refer to eachsystem by its high-temperature precedent.
(1) Anisotropic Dissolution
To examine the extent of dissolution in each system, densityprofiles were calculated by dividing each system into N volumeelements along the z direction of 0.1 A thickness and calculatingthe number densities (number of atoms of a species per centi-meter cube) within each volume element. As a means to quantifythe extent of dissolution, we define the tail density of each crystalface’s terminating species (Al in the basal systems and O inthe prism systems) as the number density of that species abovethe terminal location of the crystal surface. This tail density canbe expressed as
rtail ¼XNz¼zi
rðzÞ (5)
To examine the migration of calcium ions into the crystal,another tail density was calculated according to
rCatail ¼Xziz¼1
rðzÞ (6)
In both cases, r(z) is the number density of the terminatingspecies in the zth volume element. zi is the volume element withminimal density immediately above the high-density peak of thecrystal’s terminating plane, N is the topmost volume element inthe system (located at the top of the vacuum as shown in Fig. 1),
and z5 1 is the bottommost volume element in the system(situated at the bottom of the Al2O3 region in Fig. 1).
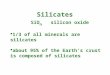
Normalizing the tail density to the sum of the densities in thevolume elements containing the terminal plane of atoms in theoriginal, an unheated system results in the equivalent of whatfraction of the terminal crystal plane dissolved. A normalizedtail density 41.0 indicates that more than one crystal layer ofthat species has dissolved into the melt. Because of the layeringof each species, Al and O, in the differently oriented crystals(see Fig. 3(a)), it also means that the nonterminal specie alsodissolves into the melt at values 41. Figure 2 representsthese normalized tail densities, and it illustrates the observeddifference in the onset of melting between the basal and prismorientations. When in contact with each of the three melt com-positions, the basal surface shows stability with zero or near-zero dissolution into the melt up to 3000 K, above which there isa marked dissolution of atoms originating in the crystal into themelt. In contrast to this, the prism face shows an earlier onset ofdissolution with all systems having already melted to an appre-ciable extent by 3000 K.
This difference in tail densities at 3000 K is most pronouncedin the crystal faces that are in contact with calcium silicate(Fig. 2(b)), where the prism face shows a significant amount ofdissolved terminal crystal atoms while the basal face’s terminat-ing layer remains stable. Figure 3 depicts the number densityprofiles of the two crystal surfaces in contact with the calciumsilicate melt at 3000 K and more clearly shows the structuralpreservation of the basal interface. The arrow in Fig. 3(a) indi-cates the terminal Al layer in the basal plane, showing no changein structure at 3000 K. As has been observed in previous sim-ulations of calcium-containing intergranular films in alumina, acage-like structure forms at the basal interface immediatelyabove this terminal Al layer that, as shown here, remainsstable to at least 3000 K. This cage structure is evidenced bythe distinct overlapping calcium and oxygen peaks adjacent tothe terminal Al peak in the basal orientation, followed by the Sipeak (with a colocated oxygen peak), similar to that detailed inprevious work.26 By comparison, the prism interface in Fig. 3(b)shows an absence of stability at the same temperature anddisplays broadening and outward relaxation of the atomicplanes closest to the melt and a nonnegligible density of bothaluminum and oxygen originating from the crystal moving over4 A into the melt.
Table IV. Thermal Profile for Bulk Glass and GlassyInterface Formation
Temperature (K) Duration (ps)
300 4010000 208000 206000 405000 604000 603000 402000 401000 40300 60
Fig. 1. Schematic of the surface melting system assemblage.
Fig. 2. Normalized tail density as a function of temperature for (a)calcium alumino-silicate, (b) calcium silicate, and (c) alumino-silicatemelts in contact with basal and prism faces of alumina.
3538 Journal of the American Ceramic Society—Lockwood et al. Vol. 91, No. 11

(2) Effect of Melt Composition
The anisotropy of melting is most pronounced in aluminacontacting the calcium silicate melt, although dissolution intothe melt is also clearly anisotropic in the absence of calcium, asshown in Fig. 2(c). The presence of Al in the melt decreases theanisotropy slightly in comparison with the melt without Al(Figs. 2(b) versus 2(a) and 2(c)), and the lack of Ca in themelt causes a slight increase in the instability of the basalsurface, as seen in the very slightly positive value of dissolutionof the basal surface at 3000 K in Fig. 2(c). Therefore, similar tothe previous simulations that showed the inhibition of outwardgrowth on the basal surface during cooling due to Ca adsorp-tion,9 Ca adsorption also stabilizes the basal surface with regardto dissolution. In the systems containing calcium, the prism taildensities as a function of temperature also appear sigmoidal,with slopes closer to a constant value, while the basal interfacesshow exponential dissolution in systems containing calcium.This may indicate that the calcium on the basal surface doesserve, in some capacity, as a barrier to melting by holding thesystem in an increasingly energetically unfavorable metastablestate as the temperature increases. It would follow that once thiskinetic barrier breaks down, the system quickly goes towardattempting to eliminate the sharp concentration gradient of theterminating specie caused by the crystal surface. However, noneof the systems reach thermodynamic equilibrium because of theshort timescales involved in the molecular dynamics method,and the increase in tail densities depicted in Fig. 2 representsdissolution as a combined function of temperature and time.
A considerable amount of calcium diffusing into the crystal-line surfaces also occurred in the systems in contact with calciumsilicate (see Fig. 4) and calcium aluminosilicate melts. Figure 4shows the result of using Eq. (6) to determine penetration of Caions into the different crystal surfaces as a function of temper-ature. Unlike the diffusion behavior observed in atomsoriginating in the a-Al2O3 crystals, though, significant migra-tion of calcium into the basal surface did not occur at lowertemperatures; even at the temperatures above that at whichoxygen atoms began diffusing from the crystal into the melt, Cadiffusion into the basal surface only occurred at the highesttemperature used in the simulations. Clearly, the prism facereadily allowed calcium infiltration relative to the basal face, andpenetration of calcium into the molten crystal surfaces is repre-sented structurally in Fig. 5 at the lowest and the highest tem-peratures simulated. Of note are the positions the calcium ionstake in the crystalline subsurface; while there is no distinct cal-cium structure at 4000 K in the basal orientation’s subsurface,calcium formed ordered layers against the broadened oxygenplanes of the prism orientation and are reflected in Fig. 5 asdistinct oscillations indicated with arrows. Although no distinctcalcium aluminate crystalline phases formed at the interface suchas those observed in experiment,27 the migration of calciumcations into the disordered crystalline surface and successiveadsorption to the unmelted planes observed during the short
simulation time (on the picosecond scale) is suggestive of suchpossible phase formation. Thus, these simulation results may im-ply preferential formation of this phase near the prism surfaces.
(3) Implications of Anisotropic Dissolution
Because of the tendency of commercial alumina powders toform intergranular liquid phases during liquid-phase sintering,these simulations indicate that preferential dissolution of theprism face of a-Al2O3 grains during conventional densificationshould be anticipated. The temperature range of this dissolutionanisotropy over which the basal face remains stable and theprism face melts in the simulations is 500 K. However, simula-tion temperatures are often not directly related to experimentaltemperatures and the effect of the constraint of simulating onlya portion of mobile surface planes in the crystal and a constant50-ps anneal time affect the dissolution temperatures and thistemperature range. Nonetheless, there is clearly an anisotropy indissolution behavior over a certain temperature range, with iso-tropic dissolution beyond this range. Within the anisotropic dis-solution temperature range, the prism orientation dissolvesmore rapidly than the basal orientation, which is in contrastto the anisotropic grain growth that is seen both experimentallyand computationally in alumina, in which growth along thesurface normal of the prism orientation is faster than that alongthe basal orientation. The main implication of these simulationsis that there are different temperature ranges over which thesecompeting and anisotropic dissolution and growth mechanismsdominate. The usual observation of anisotropic grain growthin alumina implies that processing occurs at temperaturessufficiently high for isotropic dissolution to occur, as seen
Fig. 3. Number density profiles of calcium silicate in contact withalumina at the (a) basal and (b) prism face at 3000 K. Arrows denotepeaks associated with the original terminating plane of the crystal, andspecies are noted as being originally associated with either the melt (M)or from the crystal (C) before heat treatment.
Fig. 4. Tail density of Ca (rCatail) as calculated by Eq. (6) for calciumsilicate. Note that these values are absolute, not normalized.
Fig. 5. Number density profiles of calcium and oxygen during the dis-solution of the (a) basal and (b) prism crystal surfaces after simulation attemperatures of 2000 and 4000 K. Arrows in (b) indicate adsorptionpeaks of calcium coincident with oxygen planes during the melting pro-cess at the prism surface; the apparent adsorption peak present at thebasal surface is a result of calcium diffusing through the entire simulatedsurface of the crystal and reaching the first immobilized atomic planes.
November 2008 Anisotropic Dissolution of a-Alumina Surfaces 3539

in these simulations, or a combined temperature and localcompositional regime that offsets dissolution. The difference indissolution between the two low-energy crystal surfaces in theanisotropic dissolution regime affects the local melt compositionadjacent to a surface that must affect subsequent adsorption andgrowth locally over a different temperature regime, such asduring cooling, as discussed below.
In this anisotropic dissolution regime, the liquid phases incontact with the prism faces become increasingly rich in alumi-num, while the liquid in the immediate vicinity of the basal sur-faces does not. Past studies9 have shown that liquid composition,especially the ratio of Ca to Al in the liquid, has a significanteffect on subsequent grain growth. For example, anisotropicgrowth was found to be greatest near the Ca/Al equivalencepoint of 0.5 in the anorthite composition in the simulations,similar to experimental observations.3 This results in the forma-tion of platelets during grain growth due to the prism surfacegrowing outward along its surface normal more rapidly thanthe basal surface; however, the same simulations revealed thatincreasing Al concentration in the melt drives the system towardrapid but isotropic growth9 by increasing the growth rate alongthe basal surface normal of the basal orientation faster thanthat on the prism surface. If liquid-phase sintering occurred inthe anisotropic dissolution temperature range, the liquid in con-tact with prism faces would therefore move toward an Al-richcomposition conducive to more rapid growth upon cooling whilethe basal surface would remain less conducive to growth dueto the higher Ca/Al ratio in its neighboring liquid. Of course, therole of diffusion of specific species in the intergranular films totriple points and other double points would modify these localcompositions and add additional complexity.
The influence of other factors (such as the net liquid compo-sition before dissolution, the local concentrations of aluminumions in the liquid phase, and the potential for the wetting films toreach chemical equilibrium with liquid pockets at triple pointswhile in this anisotropic regime) indicate a complex interplay ofthermodynamic and kinetic effects in a specific temperaturerange of processing. Again, the actual morphology observedin abnormal grain growth of alumina implies that processingoccurs away from the anisotropic dissolution regime observed inthese simulations. However, these simulations provide addi-tional information that may be used to design morphologyinto alumina. For instance, morphology could be most interest-ingly modified by first processing in the anisotropic dissolutionregime that would reduce the aspect ratio of the alumina grainsvia preferential dissolution of the prism surfaces. After allowingfor sufficient diffusion of the liquid species to triple points orother double points, cooling would allow for either normal graingrowth or even anisotropic grain growth, depending on localmelt composition. However, the starting crystals could be soanisotropic, with a more whisker-like structure than is normallyavailable due to the controlled anisotropic dissolution, thatwhisker morphology could potentially occur. While this isadmittedly speculative, it follows from consideration of theanisotropy of dissolution, the more rapid diffusion of Ca inintergranular films than the network species,28 and the atomisticmechanisms of adsorption and growth behavior observed inprevious simulations9 that are consistent with experiment.3
Experimentally, this is a complex processing problem, but itcould potentially be useful in modifying the mechanical prop-erties of alumina. It follows that careful control of processingconditions may make it possible to take advantage of thesekinetic effects to better control grain morphology.
IV. Conclusions
Molecular dynamics simulations of the dissolution of the (0001)and ð11�20Þorientations of alumina into silicate melts with andwithout calcium have shown that, in all cases, the prism planesof the crystal begin to dissolve at a temperature lower than thebasal surface. This anisotropic dissolution over a certain tem-
perature range indicates an interesting competition betweenanisotropic dissolution and anisotropic grain growth. Theanisotropic grain growth is marked by the enhanced growth ofthe prism orientation along its surface normal, forming platelets,as a function of local melt composition; the anisotropy ofdissolution is a function of temperature, occurring at alower temperature range whose upper bound is the onset ofisotropic dissolution at a higher temperature. The experimentalobservations of anisotropic grain growth in alumina imply thatliquid-phase sintering occurs at temperatures in the isotropicdissolution regime above the anisotropic dissolution regime, butthe current simulations indicate a processing temperature rangethat could offset anisotropic grain growth by altering the initialconditions of grain morphology.
The presence of calcium plays an important role in stabilizingthe basal interface with the melt by forming a cage-like structurethat magnifies the difference in dissolution behavior, althoughthe observed anisotropic dissolution into calcium-free meltsshows that calcium is not the only factor responsible for thisanisotropy. Differences in the surface energies of the crystallo-graphic orientations obviously play the expected role. Calciuminteractions with the surfaces are also indicative of the forma-tion of some sort of interfacial structure. As the surfacemostlayers of atoms in the prism face become mobile, calcium movesinto subsurface sites adjacent to oxygen planes, suggestive of aconsistency with the experimental observation of an intermedi-ate calcium aluminate boundary phase between alumina andsilicate slags. Because melt composition changes as dissolutionprogresses, compositional variation of the liquids in contactwith the different faces of alumina grains in this temperatureregime of anisotropic dissolution occurs. When consideredalongside the anisotropic grain growth and its dependence onthe composition of the liquid films present during liquid-phasesintering, a complex competition between dissolution andgrowth as a function of both composition and sintering temper-ature relative to these anisotropic regimes is revealed.
References
1S. I. Bae and S. Baik, ‘‘Determination of Critical Concentrations of Silica and/or Calcia for Abnormal Grain Growth in Alumina,’’ J. Am. Ceram. Soc., 76 [4]1065–7 (1993).
2J. H. Yoo, J. C. Nam, and S. Baik, ‘‘Quantitative Evaluation of Glass-FormingImpurities in Alumina: Equivalent Silica Concentration (ESC),’’ J. Am. Ceram.Soc., 82 [8] 2233–8 (1999).
3W. A. Kaysser, M. Sprissler, C. A. Handwerker, and J. E. Blendell, ‘‘Effect of aLiquid Phase on the Morphology of Grain Growth in Alumina,’’ J. Am. Ceram.Soc., 70, 339–43 (1987).
4L. A. Xue and I. W. Chen, ‘‘Low-Temperature Sintering of Alumina withLiquid-Forming Additives,’’ J. Am. Ceram. Soc., 74, 2011 (1991).
5M. J. Kim and D. Y. Yoon, ‘‘Effect of Magnesium Oxide Addition on SurfaceRoughening of Alumina Grain in Anorthite Liquid,’’ J. Am. Ceram. Soc., 86 [4]630–3 (2003).
6S.-H. Lee, ‘‘Effect of Anorthite Liquid on the Abnormal Grain Growth ofAlumina,’’ J. Eur. Ceram. Soc., 22, 317–21 (2002).
7S. Baik, ‘‘Segregation of Mg to the (0001) Surface of Single-Crystal Alumina:Quantification of AES Results,’’ J. Am. Ceram. Soc., 69, C101–3 (1986).
8S. M. Mukhopadhyay, A. P. Jardine, and J. M. Blakely, ‘‘Segregation ofMagnesium and Calcium to the (1010) Prismatic Surface ofMagnesium-ImplantedSapphire,’’ J. Am. Ceram. Soc., 71, 358–62 (1988).
9S. Zhang and S. H. Garofalini, ‘‘Molecular Dynamics Simulations of the Effectof the Composition of Calcium Alumino-Silicate Intergranular Films on AluminaGrain Growth,’’ J. Phys. Chem. B, 110, 2233–40 (2006).
10J. L. Bates, ‘‘Heterogeneous Dissolution of Refractory Oxide in MoltenCalcium–Aluminum–Silicates,’’ J. Am. Ceram. Soc., 70 [3] C55–7 (1987).
11K. H. Sandhage and G. J. Yurek, ‘‘Direct and Indirect Dissolution ofSapphire in Calcia–Magnesia–Alumina–Silica Melts: Dissolution Kinetics,’’J. Am. Ceram. Soc., 73 [12] 3633–40 (1990).
12K. H. Sandhage and G. J. Yurek, ‘‘Direct and Indirect Dissolution ofSapphire in Calcia–Magnesia–Alumina–Silica Melts: Electron MicroprobeAnalysis of the Dissolution Process,’’ J. Am. Ceram. Soc., 73 [12] 3643–9 (1990).
13J. Y. Choi, H. G. Lee, and J. S. Kim, ‘‘Dissolution Rate of Al2O3 into MoltenCaO–SiO2–Al2O3 Slags,’’ ISIJ Int., 42 [8] 852–60 (2002).
14S. Blonski and S. H. Garofalini, ‘‘Molecular Dynamics Simulations ofa-Alumina and g-Alumina Surfaces,’’ Surf. Sci., 295, 263–74 (1993).
15K. C. Prince, U. Breuer, and H. P. Bonzel, ‘‘Anisotropy of the Order–DisorderPhase Transition on the Pb(110) Surface,’’ Phys. Rev. Lett., 60 [12] 1146–9 (1988).
16A. M.Molenbroek and J.W.M. Frenken, ‘‘Surface-Melting Induced Facetingof Aluminum,’’ Surf. Sci., 366, 587–96 (1996).
3540 Journal of the American Ceramic Society—Lockwood et al. Vol. 91, No. 11

17A. M. Molenbroek, G. ter Horst, and J. W. M. Frenken, ‘‘Differencein Surface Melting between Indium (110) and (011),’’ Surf. Sci., 365, 103–17(1996).
18J. F. van der Veen, ‘‘Melting and Freezing at Surfaces,’’ Surf. Sci., 433–435,1–11 (1999).
19S. Zhang and S. H. Garofalini, ‘‘Molecular Dynamic Computer Simulationsof the Interface Structure of Calcium-Alumino-Silicate Intergranular Filmsbetween Combined Basal and Prism Planes of a-Al2O3,’’ J. Am. Ceram. Soc.,88 [1] 202–9 (2005).
20S. H. Garofalini and W. Luo, ‘‘Molecular Dynamics Simulations of CalciumSilicate Intergranular Films between Silicon Nitride Crystals,’’ J. Am. Ceram. Soc.,86 [10] 1741–52 (2003).
21X. Su and S. H. Garofalini, ‘‘Atomistic Structure of Calcium Silicate Inter-granular Films between Prism and Basal Planes in Silicon Nitride: A MolecularDynamics Study,’’ J. Mater. Res., 19, 752–8 (2004).
22G. B. Winkelman, C. Dwyer, C. Marsh, T. S. Hudson, D. Nguyen-Mahn,M. Doblinger, and D. J. H. Cockayne, ‘‘The Crystal/Glass Interface in DopedSi3N4,’’ Mater. Sci. Eng. A, 422, 77–84 (2006).
23G. B. Winkelman, C. Dwyer, T. S. Hudson, D. Nguyen-Mahn, M. Doblinger,R. L. Satet, M. J. Hoffmann, and D. J. H. Cockayne, ‘‘Three-DimensionalOrganization of Rare-Earth Atoms at Grain Boundaries in Silicon Nitride,’’Appl. Phys. Lett., 87, 061911-1–3 (2005).
24N. Shibata, S. J. Pennycook, T. R. Gosnell, G. S. Painter, W. A. Shelton, andP. F. Becher, ‘‘Observation of Rare-Earth Segregation in Silicon Nitride Ceramicsat Subnanometer Dimensions,’’ Nature, 428, 730–3 (2004).
25S. Blonski and S. H. Garofalini, ‘‘Atomistic Structure of Calcium SilicateIntergranular Films in Alumina Studied by Molecular Dynamics Simulations,’’J. Am. Ceram. Soc., 80 [8] 1997–2004 (1997).
26D. A. Litton and S. H. Garofalini, ‘‘Molecular Dynamics Simulations ofCalcium Alumino-Silicate Intergranular Films on (0001) Alumina Faces,’’J. Am. Ceram. Soc., 83 [9] 2273–81 (2000).
27S. Zhang, H. Z. Rezaie, H. Sarpoolaky, and W. E. Lee, ‘‘Alumina Dissolutioninto Silicate Slag,’’ J. Am. Ceram. Soc., 83 [4] 897–903 (2000).
28S. Zhang and S. H. Garofalini, ‘‘Molecular Dynamics Computer Simulationsof Diffusion in Calcium-Alumino-Silicate Intergranular Films between Crystals ofAlpha-Al2O3,’’ J. Am. Ceram. Soc., 88, 3162–9 (2005). &
November 2008 Anisotropic Dissolution of a-Alumina Surfaces 3541






![adjoining allege [e1ed3]](https://img.pdfslide.net/doc/110x75/622c4b8b81cca174c45bb343/adjoining-allege-e1ed3.jpg)