Embed Size (px)
Citation preview

Specification forThermal SprayFeedstock—Solidand CompositeWire and CeramicRods
AWS C2.25/C2.25M:2002An American National Standard
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

550 N.W. LeJeune Road, Miami, Florida 33126
AWS C2.25/C2.25M:2002An American National Standard
Approved byAmerican National Standards Institute
April 23, 2002
Specification for
Thermal Spray Feedstock—
Solid and Composite Wire
and Ceramic Rods
Prepared byAWS C2 Committee on Thermal Spray
Under the Direction ofAWS Technical Activities Committee
Approved byAWS Board of Directors
AbstractThis specification provides the as-manufactured chemical composition classification requirements for solid and compos-ite wires and ceramic rods for thermal spraying. Requirements for standard sizes, marking, manufacturing, and packag-ing are included.
Key Words—Thermal spray, feedstock, ferrous, nonferrous, ceramic rod, chemical composition, solid and composite wires
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

Statement on Use of AWS American National StandardsAll standards (codes, specifications, recommended practices, methods, classifications, and guides) of the AmericanWelding Society are voluntary consensus standards that have been developed in accordance with the rules of the AmericanNational Standards Institute. When AWS standards are either incorporated in, or made part of, documents that areincluded in federal or state laws and regulations, or the regulations of other governmental bodies, their provisions carrythe full legal authority of the statute. In such cases, any changes in those AWS standards must be approved by thegovernmental body having statutory jurisdiction before they can become a part of those laws and regulations. In allcases, these standards carry the full legal authority of the contract or other document that invokes the AWS standards.Where this contractual relationship exists, changes in or deviations from requirements of an AWS standard must be byagreement between the contracting parties.
International Standard Book Number: 0-87171-656-9
American Welding Society, 550 N.W. LeJeune Road, Miami, FL 33126
© 2002 by American Welding Society. All rights reservedPrinted in the United States of America
AWS American National Standards are developed through a consensus standards development process that bringstogether volunteers representing varied viewpoints and interests to achieve consensus. While AWS administers the processand establishes rules to promote fairness in the development of consensus, it does not independently test, evaluate, orverify the accuracy of any information or the soundness of any judgments contained in its standards.
AWS disclaims liability for any injury to persons or to property, or other damages of any nature whatsoever, whether spe-cial, indirect, consequential or compensatory, directly or indirectly resulting from the publication, use of, or reliance on thisstandard. AWS also makes no guaranty or warranty as to the accuracy or completeness of any information published herein.
In issuing and making this standard available, AWS is not undertaking to render professional or other services for or onbehalf of any person or entity. Nor is AWS undertaking to perform any duty owed by any person or entity to someoneelse. Anyone using these documents should rely on his or her own independent judgment or, as appropriate, seek the adviceof a competent professional in determining the exercise of reasonable care in any given circumstances.
This standard may be superseded by the issuance of new editions. Users should ensure that they have the latest edition.
Publication of this standard does not authorize infringement of any patent. AWS disclaims liability for the infringementof any patent resulting from the use or reliance on this standard.
Finally, AWS does not monitor, police, or enforce compliance with this standard, nor does it have the power to do so.
On occasion, text, tables, or figures are printed incorrectly (errata). Such errata, when discovered, are shown on theAmerican Welding Society web page (www.aws.org) under “Technical” in the Departments column.
Official interpretations of any of the technical requirements of this standard may be obtained by sending a request, in writ-ing, to the Managing Director Technical Services, American Welding Society, 550 N.W. LeJeune Road, Miami, FL 33126(see Annex B). With regard to technical inquiries made concerning AWS standards, oral opinions on AWS standards maybe rendered. However, such opinions represent only the personal opinions of the particular individuals giving them. Theseindividuals do not speak on behalf of AWS, nor do these oral opinions constitute official or unofficial opinions or interpre-tations of AWS. In addition, oral opinions are informal and should not be used as a substitute for an official interpretation.
This standard is subject to revision at any time by the AWS C2 Committee on Thermal Spray. It must be reviewed everyfive years and if not revised, it must be either reapproved or withdrawn. Comments (recommendations, additions, ordeletions) and any pertinent data that may be of use in improving this standard are required and should be addressed toAWS Headquarters. Such comments will receive careful consideration by the AWS C2 Committee on Thermal Sprayand the author of the comments will be informed of the Committee’s response to the comments. Guests are invited toattend all meetings of the AWS C2 Committee on Thermal Spray to express their comments verbally. Procedures forappeal of an adverse decision concerning all such comments are provided in the Rules of Operation of the TechnicalActivities Committee. A copy of these Rules can be obtained from the American Welding Society, 550 N.W. LeJeuneRoad, Miami, FL 33126.
Photocopy Rights
Authorization to photocopy items for internal, personal, or educational classroom use only, or the internal, personal, oreducational classroom use only of specific clients, is granted by the American Welding Society (AWS) provided that theappropriate fee is paid to the Copyright Clearance Center, 222 Rosewood Drive, Danvers, MA 01923, Tel: 978-750-8400;online: http://www.copyright.com.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

iii
Personnel
AWS C2 Committee on Thermal Spray
E. Rybicki, Chair The University of TulsaT. Call, 1st Vice Chair Power Spray, Inc.
M. Bhusari, 2nd Vice Chair Praxair Surface TechnologiesE. Mitchell, Secretary American Welding Society
*M. Alan Brookhaven National LaboratoryC. C. Berndt SUNY
R. S. Brunhouse, Jr. A&A Co., Inc.*T. Bernecki BIRL, Northwestern University
M. R. Dorfman Sulzer MetcoR. A. Douty Westinghouse Electric Co.
R. O. Drossman Wear Management Services, Inc.*R. J. Dybas General Electric Co.*D. Filippis Plasma Coating Corp.G. L. Fillion Wall Colmonoy Corp.*R. H. Frost Colorado School of Mines
S. Goodspeed Miller Thermal, Inc.A. J. Grubowski Naval Sea Systems Command
D. Hale INEEL*E. S. Hamel Norton Co.J. O. Hayden Hayden Corp.*J. Herbstritt Puget Sound Naval Shipyard
R. Holdsworth ABS Industrial VerificationD. A. Lee Stoody Deloro Stellite, Inc.
R. L. McCaw Naval Surface Warfare Center Carderock DivisionR. McGrann SUNY Binghamton
H. Novak USBI Co.—United Technologies*E. R. Novinski Sulzer Metco (Westbury)S. Rangaswamy Wall Colmonoy Corp.
L. Russo SUNY at Stony BrookK. Sampath Concurrent Technologies Corp.
*E. R. Sampson TAFA PraxairM. F. Smith Sandia National LabR. A. Sulit, Sulit Engineering*J. Streeter Chilean Navy
*R. H. Unger TAFA Praxair*T. H. Via Via Technologies
*J. Watson Hard Face Welding and Machine*J. Wen Shenyang Polytechnic University
M. Wixson Thermion Metallizing SystemsJ. B. C. Wu Deloro Stellite Co., Inc.
*Advisor
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

iv
AWS C2J Subcommittee on Surfacing Materials for Thermal Spraying
J. B. C. Wu, Chair Deloro Stellite Co., Inc.R. A. Sulit, Vice Chair Sulit Engineering
E. F. Mitchell, Secretary American Welding SocietyC. Arata Anval Inc.
G. A. Croopnick Amphorous Technologies InternationalM. R. Dorfman Sulzer-Metco
R. A. Douty Bechtel Bettis LaboratoryG. L. Fillion Wall Colmonoy Corp.
F. J. Hermamek Praxair Thermal SprayB. Mosier Polymet Corp.
**C. L. Null Naval Sea Systems Command*S. Rangaswamy Colmonoy Corp.
*E. Sampson TAFA PraxairJ. L. Scott Devasco International, Inc.
E. R. Stevens Fisher Controls International*R. D. Thomas, Jr. R. D. Thomas and Co.
L. T. Vernam AlcoTec Wire Co.
*Advisor**Correspondence
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

v
Foreword
(This Foreword is not a part of AWS C2.25/C2.25M:2002, Specification for Thermal Spray Feedstock—Solid andComposite Wire and Ceramic Rods, but is included for information purposes only.)
Thermal spray users following this specification may decide in many, but not all, cases that a thermal spray wire orceramic rod from one manufacturer is interchangeable with that from another. The classification tests permit identificationof similar thermal spray wires and ceramic rods.
This specification was developed pursuant to a request from the U.S. Army Material Technology Center to incorporateMIL-W-6712C, Metallizing Wire, as an American Welding Society Standard.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

vii
Table of Contents
Page No.
Personnel .................................................................................................................................................................... iiiForeword .......................................................................................................................................................................vList of Tables............................................................................................................................................................. viiiList of Figures ........................................................................................................................................................... viii
1. Scope .....................................................................................................................................................................1
2. Reference Documents ...........................................................................................................................................1
3. Significance and Use .............................................................................................................................................1
4. Basis of Classification ...........................................................................................................................................2
5. Certification...........................................................................................................................................................2
6. Test Methods and Retest ......................................................................................................................................26.1 Chemical Analysis ........................................................................................................................................26.2 Retest ............................................................................................................................................................2
7. Method of Manufacture.........................................................................................................................................8
8. Standard Sizes .......................................................................................................................................................8
9. Finish and Uniformity ...........................................................................................................................................8
10. Standard Packaging Forms....................................................................................................................................910.1 Coils with Support ........................................................................................................................................910.2 Spools............................................................................................................................................................910.3 Ceramics Rods ............................................................................................................................................10
11. Winding Requirements........................................................................................................................................1011.1 Winding.......................................................................................................................................................1011.2 Cast and Helix.............................................................................................................................................10
12. Solid and Composite Wire and Ceramic Rod Identification ...............................................................................11
13. Packaging ............................................................................................................................................................11
14. Marking of Packages ...........................................................................................................................................1214.1 Product Information....................................................................................................................................1214.2 Precautionary Information .........................................................................................................................12
Nonmandatory Annexes ..............................................................................................................................................13Annex A—Guide to Ventilation and Personnel Protection During Thermal Spraying ...............................................13Annex B—Technical Inquiries ....................................................................................................................................17
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

viii
List of Tables
Table Page No.
1 Chemical Composition Requirements for Solid Ferrous Thermal Spray Wires............................................32 Chemical Composition Requirements for Solid Nonferrous Thermal Spray Wires......................................43 Chemical Composition Requirements for Cored Composite Thermal Spray Wires .....................................64 Chemical Composition Requirements for Thermal Spray Ceramic Rods .....................................................75 Standard Sizes for Thermal Spray Wires .......................................................................................................96 Standard Sizes for Thermal Spray Ceramic Rods..........................................................................................97 Standard Packaging Dimensions and Weight for Thermal Spray Wires......................................................10
List of Figures
Figure Page No.
1 Thermal Spray Feedstock Classification System Format ..............................................................................82 Dimensions of Standard 12- and 14-in. [300- and 350-mm] Spools ...........................................................113 Dimensions of Standard 22-, 24-, and 30-in. [560-, 610-, and 760-mm) Spools.........................................12A1 Arc Spraying 85/15 Zn/Al on the Interior of a 7-ft Diameter Steel Water Pipe
Over the Missouri River, 1998 .....................................................................................................................15
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
1
1. ScopeThis specification prescribes requirements for the
classification of ferrous and nonferrous solid and com-posite wires and ceramic rods as manufactured, for ther-mal spraying.
Safety and health issues and concerns are beyond thescope of this standard and, therefore, are not fully ad-dressed herein. Some safety and health information isavailable from other sources, including, but not limitedto, ANSI Z49.1, Safety in Welding, Cutting, and AlliedProcesses, and applicable federal and state regulations.
This specification makes use of both U.S. CustomaryUnits and the International System of Units (SI). Themeasurements are not exact equivalents; therefore, eachsystem must be used independently of the other withoutcombining in any way when referring to thermal-sprayfeedstock and the deposited coating. The specificationwith the designation C2.25 uses U.S. Customary Units.The specification C2.25 M uses SI Units. The latter areshown within brackets [ ] or in appropriate columns intables and figures.
2. Reference DocumentsThe following ASTM1 standards are referenced in the
mandatory sections of this document:(1) ASTM E 29, Standard Practice for Using Signifi-
cant Digits in Test Data to Determine Conformance withSpecifications
(2) ASTM E 34, Test Method for Chemical Analysisof Aluminum and Aluminum Alloys (referee)
(3) ASTM E 227, Standard Method for Optical Emis-sion Spectrometric Analysis of Aluminum and AluminumAlloys by the Point-to-Plane Technique
1. ASTM standards can be obtained from American Society ofTesting and Materials, 100 Barr Harbor Drive, West Consho-hocken, PA 19428-2959.
(4) ASTM E 354, Test Method for Chemical Analysisof High-Temperature, Electrical, Magnetic, and OtherSimilar Iron, Nickel, and Cobalt Alloys
(5) ASTM E 363, Methods for Chemical Analysis ofChromium and Ferrochromium
(6) ASTM E 536, Test Method for Chemical Analysisof Zinc and Zinc Alloys
(7) ASTM E 926, Test Method for Preparing Refuse-Derived Fuel (RDF) Samples for Analysis of Metals
(8) ASTM STP 747, New Analytical Techniques forTrace Constituents of Metallic and Metal Bearing Ores
(9) ASTM STP 944, Chemical Analysis of Metals(10) ASTM DS-56/SAE HS-1086, Metals and Alloys
in the Unified Numbering SystemThe following AWS2 standard is referenced in the
mandatory sections of this document:(1) ANSI Z49.1, Safety in Welding, Cutting, and Al-
lied ProcessesThe following ISO3 standard is referenced in the man-
datory sections of this document:(1) ISO 544, Filler Materials for Welding—Size
Requirements
3. Significance and UseThis specification defines the as-manufactured chemi-
cal composition classification requirements for solid andcomposite wires and ceramic rods for thermal spraying.Requirements for standard sizes, marking, manufactur-ing, and packaging are included.
2. AWS standards can be obtained from Global EngineeringDocuments, 15 Inverness Way East, Englewood, CO 80112-5776, Telephone (800) 854-7179, (303) 397-7956, Fax (303)307-2740, Internet www.global.his.com.3. ISO standards can be obtained from American NationalStandards Institute, 11 West 42nd Street, New York, NY10036-8002.
Specification for Thermal Spray Feedstock—Solid and Composite Wire and Ceramic Rods
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
2
This specification may be used to classify and procuresolid and composite wire and ceramic rods for thermalspraying.
4. Basis of Classification4.1 The thermal-spray solid and composite wires, and ce-ramic rods in this specification are classified using a sys-tem that is independent of U.S. Customary Units and theInternational System of Units (SI). The classification isaccording to chemical composition of the thermal-spraymaterial as specified in Tables 1 through 4. Table 1 liststhe chemical composition of solid ferrous wires. Table 2lists the chemical composition of solid nonferrous wires.Table 3 lists the chemical composition of the mixture ofthe sheath and core material of composite wires. Table 4lists the chemical composition of ceramic rods.
4.2 The system for classifying the thermal-spray feed-stock under this AWS standard is using W, CW, and CRas the prefix designation for solid-alloy and solid-composite wires, cored-composite wires, and ceramicrods respectively, followed by the chemical compositionin decreasing percentage order (see Figure 1).
4.3 Thermal-spray solid and composite wires and ceramicrods classified under one classification shall not be classi-fied under any other classification in this specification.
5. Certification5.1 The act of placing the C2.25 specification and classi-fication designations on the packaging enclosing theproduct, or the classification on the product itself, consti-tutes the supplier’s (manufacturer’s) certification that theproduct meets all of the requirements of the specification.
5.2 The only testing requirement implicit in this “certifi-cation” is that the manufacturer has actually conductedthe tests required by the specification on material that isrepresentative of that being shipped and that material metthe requirements of the specification. Representative ma-terial, in this case, is material from any production run ofthat classification using the same formulation. “Certifica-tion” is not construed to mean that tests of any kind werenecessarily conducted on samples of the specific materialshipped. Tests on such material may or may not havebeen conducted. The basis for the “certification” requiredby the specification is the classification test of “represen-tative material” cited above, and the “Manufacturer’sQuality Assurance Program.”
5.3 For the purpose of determining conformance with thisspecification, an observed or calculated value shall berounded to the nearest unit in the right-hand place figuresused in expressing the limiting values for quantities in ac-
cordance with the round-off method given in ASTM E 29,Standard practice for Using Significant Digits in TestData to Determine Conformance with this Specification.
6. Test Methods and Retest6.1 Chemical Analysis
6.1.1 The chemical compositions of ferrous and non-ferrous solid and composite wire and ceramic rod feed-stock are defined in Tables 1, 2, 3, and 4. The chemicalcomposition shall be determined by emission spectro-chemical analysis, inductively coupled plasma spectros-copy, and wet chemical analysis, singly or incombination, in accordance with one or more of the fol-lowing standards, or as agreed to by the purchaser andsupplier:
(1) ASTM E 34, Test Method for Chemical Analysisof Aluminum and Aluminum Alloys (referee)
(2) ASTM E 227, Standard Method for Optical Emis-sion Spectrometric Analysis of Aluminum and AluminumAlloys by the Point-to-Plane Technique
(3) ASTM E 354, Test Method for Chemical Analysisof High-Temperature, Electrical, Magnetic, and OtherSimilar Iron, Nickel, and Cobalt Alloys
(4) ASTM E 363, Methods for Chemical Analysis ofChromium and Ferrochromium
(5 ASTM E 536, Test Method for Chemical Analysisof Zinc and Zinc Alloys
(6) ASTM E 926, Test Method for Preparing Refuse-Derived Fuel (RDF) Samples for Analysis of Metals
(7) ASTM STP 747, New Analytical Techniques forTrace Constituents of Metallic and Metal Bearing Ores
(8) ASTM STP 944, Chemical Analysis of Metals
6.1.2 The sampling for chemical analysis shall be for:(1) Solid Wires. A representative sample obtained
from each heat during pouring or subsequent processing.(2) Cored Composite Wires and Ceramic Rods. A rep-
resentative sample obtained from a melt or a firing of arepresentative sample (melt button) of a lot of the prod-uct manufactured at the same time. The chemical compo-sition can be determined by other than a melt button or asagreed by the purchaser and supplier.
6.1.3 The sample shall be analyzed by accepted ana-lytical methods. For elements not covered by the abovelisted test methods, the referee test method per ASTME 34, shall be used or as otherwise agreed upon betweenthe manufacturer and the purchaser.
6.2 Retest
6.2.1 If the results of any test fail to meet the require-ment, that test shall be repeated twice. The results of bothretests shall meet the requirements. Specimens for retestmay be taken from the original sample. For chemical
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
3
Tab
le 1
Ch
emic
al C
om
po
siti
on
Req
uir
emen
ts fo
r S
olid
Fer
rou
s T
her
mal
Sp
ray
Wir
es
C2.
25
Cla
ssif
icat
ion
UN
SN
umbe
r(2)
Com
mon
Nam
eA
lloy
Com
posi
tion,
Wei
ght P
erce
nt(1
)
CC
rFe
Mn
Mo
Ni
PSi
SO
ther
sA
mou
nt
W-F
eC-1
W-F
eC-2
W-F
eC-3
W-F
eC-4
W-F
eC-5
G10
090
H15
220
G10
200
G10
750
G10
800
Car
bon
Stee
l(3)
1010
0.08
–0.1
50.
15–0
.23
0.18
–0.2
80.
800.
50–0
.90
— — — — —
Rem
Rem
Rem
Rem
Rem
0.20
–0.6
01.
0–1.
50.
30–0
.60
0.70
0.40
–0.9
0
— — — — —
— — — — —
0.04
5—
0.04
50.
040
0.04
5
— 0.35 — 0.10 —
0.05
0—
0.05
00.
030
0.05
0
— — — — —
— — — — —
W-F
eCrM
nW
-FeC
rCW
-FeN
iCr
T87
515
T87
510
T87
520
Allo
ySt
eel(4
)
1.0
1.0
0.10
1.6–
2.0
1.35
–1.6
51.
0–2.
0
Rem
Rem
Rem
1.7–
2.0
0.25
–0.4
02.
50
0.15
–0.2
5—
1.0–
3.0
— —3.
7–5.
0
0.01
00.
020
0.03
0
0.35
(6)
0.50
0.35
(6)
0.04
00.
020
0.03
0
Ti
— —
0.11
–0.1
5— —
W-F
eCrN
i-1
W-F
eCrN
i-2
W-F
eCrN
i-3
W-F
eCrN
i-4
W-F
eCrN
i-5
W-F
eCrN
i-6
W-F
eCrN
i-7
W-F
eCrN
i-8
W-F
eCrN
i-9
S304
81S3
0280
S202
81S2
0280
S316
80S3
1683
S316
81S4
1683
S420
80
Stai
nles
sSt
eel(5
)
304
202
316
316L
316L
Si
420
0.08
00.
120
0.15
00.
060
0.08
00.
030
0.03
00.
030
0.30
–0.4
0
18–2
017
–19
17–1
917
–19
18–2
018
–20
18–2
012
–14
12–1
4
Rem
Rem
Rem
Rem
Rem
Rem
Rem
Rem
Rem
2.00
1.50
7.5–
10.0
7.0–
9.0
1.0–
2.5
1.0–
2.5
1.0–
2.5
1.00
0.60
— — — —2.
0–3.
02.
0–3.
02.
0–3.
0— —
8.0–
11.0
7.0–
9.0
4.0–
6.0
4.0–
6.0
11–1
411
–14
11–1
41.
000.
60
0.04
5—
0.06
0—
0.03
00.
030
0.03
0—
0.02
0
1.00
0.50
1.00
0.08
00.
30–0
.65
0.30
–0.6
50.
65–1
.00
0.08
00.
50
0.04
5—
0.03
0—
0.03
00.
030
— —0.
020
— — — — Cu
Cu
Cu
— —
— — — — 0.75
0.75
0.75 — —
Not
es:
(1)
Sing
le v
alue
s sh
own
are
max
imum
per
cent
ages
. Rem
= r
emai
nder
,(2
)SA
E/A
STM
Uni
fied
Num
beri
ng S
yste
m f
or M
etal
s an
d A
lloys
.(3
)C
arbo
n st
eels
nom
inal
ly c
onta
in <
1.5
Mn,
<0.
35 S
i, an
d <
0.90
C.
(4)
Allo
y st
eels
nom
inal
ly c
onta
in h
ighe
r M
n, S
i, or
Cr
cont
ent t
han
carb
on s
teel
s.(5
)St
ainl
ess
stee
ls n
omin
ally
con
tain
>10
Cr.
(6)
0.50
max
imum
for
arc
spr
ayin
g.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
4
Tab
le 2
C2.
25C
lass
ific
atio
nU
NS
No.
(2)
Com
mon
Nam
e
Com
posi
tion,
Wei
ght P
erce
nt(1
)
Al
CC
rC
uFe
Mn
Mo
Ni
PPb
SSb
SiSn
Ti
Zn
Oth
ers
Am
ount
W-A
l-11
00A
9110
011
00 A
lum
inum
99.0
0 m
in—
—0.
05–
0.20
0.95
(F
e+Si
)0.
05—
——
——
—0.
95
(Fe+
Si)
——
0.10
(4),
(6)
(4),
(6)
W-A
l-13
50A
9135
013
50 A
lum
inum
99.5
0 m
in—
0.01
0.05
0.40
0.01
——
——
——
0.10
—0.
02
(V+
Ti)
—G
aB(4
),(7
)0.
03(6
)
0.05
(7)
W-A
l-40
43A
9404
340
43 S
ilico
n A
lum
inum
Rem
——
0.30
0.8
0.05
——
——
——
4.5–
6.0
—0.
200.
10M
g(4
),(6
)0.
05(6
)
W-A
l-40
47A
9404
740
47 S
ilico
n A
lum
inum
Rem
——
0.30
0.8
0.15
——
——
——
11.0
–13
.0—
—0.
20M
g(4
),(6
)0.
10(6
)
W-A
l-53
56A
9535
653
56 M
g A
lum
inum
Rem
—0.
05–
0.20
0.10
0.40
0.05
–0.
20—
——
——
—0.
25—
0.06
–0.
200.
10M
g(4
),(6
)4.
5–5.
5(6)
W-A
l-A
l 2O
3A
7100
1A
l MM
C(3
)88
min
——
——
——
——
——
——
——
—A
l 2O
3(4)
8–12
W-C
dL
0195
0C
adm
ium
——
——
——
——
——
——
——
——
Cd
99.8
min
W-C
uC
1108
0C
oppe
r—
——
99.8
min
——
——
——
——
——
——
——
W-C
uSn
C51
800
Pho
spho
r br
onze
——
—93
.5–
96.5
——
——
0.03
–0.
35—
——
—3.
5–6.
00.
30—
—
W-C
uAl
C61
800
Alu
min
um b
ronz
e9–
10—
—88
.0
min
0.7–
1.3
——
——
——
——
——
——
—
W-C
uZn-
1C
2200
0C
omm
erci
al b
rass
——
—89
–91
0.05
——
——
0.05
——
——
—R
em—
—
W-C
uZn-
2C
2680
0M
achi
nabl
e br
ass
——
—64
–69
0.06
——
——
0.15
——
——
—R
em—
—
W-C
uZn-
3C
4700
0N
aval
bra
ss—
——
57–6
11.
00.
5—
0.3
——
——
—0.
5–1.
0R
em—
—
W-C
uZnA
gC
5600
0Si
lver
allo
y—
——
37–3
9—
——
——
——
——
——
30–3
4A
g29
–31
W-M
oR
0361
5M
olyb
denu
m—
——
——
—99
.0
min
——
——
——
——
——
W-N
i-3
N02
202
Nic
kel
—0.
15—
0.25
0.6
0.35
—97
min
——
0.04
—0.
5—
——
——
W-N
i-2
N02
200
Nic
kel
——
——
——
—99
.0 m
in—
——
——
——
——
—
W-N
iAl-
1N
0100
1N
icke
l Alu
min
um4–
6—
——
——
—R
em—
——
——
——
——
—
W-N
iAl-
2N
0100
2N
icke
l Alu
min
um(5
)17
–27
——
——
——
Rem
——
——
——
——
Tota
l1.
0
W-N
iAlF
e14
–26
—2.
5–5.
5—
17–2
3—
—R
em—
——
——
——
—Z
rO2
Tota
l1.
5–4.
52.
0
W-N
iCrF
e-1
N06
076
Nic
kel-
Chr
omiu
m,
low
iron
0.4
0.15
19–2
10.
53.
01.
0—
75 m
in—
—0.
02—
0.3
——
—T
i0.
5
W-N
iCrF
e-2
N06
078
Nic
kel-
Chr
omiu
m,
high
iron
—0.
1014
–17
0.5
6–10
1.0
—72
min
——
0.02
—0.
5—
——
——
W-N
iCrF
e-3
N06
004
Nic
kel-
Chr
omiu
m-
Iron
—0.
2514
–18
—R
em1.
0—
57 m
in—
—0.
01—
1.5
——
——
—
Tab
le 2
Ch
emic
al C
om
po
siti
on
Req
uir
emen
ts f
or
So
lid N
on
ferr
ou
s T
her
mal
Sp
ray
Wir
es
(Con
tinu
ed)
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
5
W-N
iCrM
oN
0602
1N
icke
l-C
hrom
ium
-M
olyb
denu
m—
—21
–23
—1–
3—
9–11
Rem
——
——
——
——
Tota
l3–
4
W-N
iCrT
iN
0607
0N
icke
l-C
hrom
ium
-T
itani
um—
—44
–46
——
——
Rem
——
——
——
3–4
——
—
W-N
iCu-
1N
0440
5N
icke
l Cop
per
0.50
0.30
—R
em2.
52.
0—
63–7
0 (N
i+C
o)—
—0.
04—
0.5
——
——
—
W-N
iCu-
2N
0440
6N
icke
l Cop
per
0.10
0.25
—26
–28
21.
5—
Rem
——
——
0.25
——
——
—
W-P
bL
5004
5L
ead
——
——
——
——
—99
.5
min
——
——
——
——
W-P
bSn
L53
105
Ant
imon
y-L
ead
——
——
——
——
—R
em—
5–7
——
——
——
W-P
bSbS
nL
5346
5B
abbi
tt, le
ad b
ased
——
—0.
75—
——
——
76–8
0—
12–1
3—
8–10
——
——
W-S
nL
1301
0T
in—
——
——
——
——
——
——
99.7
m
in—
——
—
W-S
nCuS
bL
5310
5B
abbi
tt, le
ad f
ree
——
—4–
5—
——
——
——
4–5
—90
–91
——
——
W-S
nSbC
u-1
L13
890
Bab
bitt,
tin
base
d—
——
3.5–
4.5
——
——
—0.
35—
7.0–
8.0
—R
em—
——
—
W-S
nSbC
u-2
L13
892
Bab
bitt
——
—3–
5—
——
——
0.50
—6–
9—
Rem
——
——
W-S
nSbC
u-3
L13
893
Bab
bitt
——
—2–
4—
——
——
——
6–8
—R
em—
——
—
W-S
nZn-
1L
1320
180
/20
Tin
-Zin
c—
——
——
——
——
——
——
Rem
—19
–21
——
W-S
nZn-
2L
1320
270
/30
Tin
-Zin
c—
——
0.01
0—
——
——
——
——
Rem
—26
–34
——
W-T
iR
5012
0T
itan
ium
——
——
——
——
——
——
——
99.8
m
in—
——
W-Z
n-1
Z13
005
99.9
9 Z
inc
0.00
2—
—0.
005
0.00
3—
——
—00
.003
——
—0.
001
—99
.99
min
Cd
0.00
3
W-Z
n-2
Z15
005
99.9
Zin
c0.
01—
—0.
020
0.02
0—
——
—00
.030
——
——
—99
.9
min
Cd
0.02
0
W-Z
nAl-
1Z
3040
298
/2 Z
inc-
Alu
min
um1.
5–2.
5—
——
——
——
——
——
——
—R
emTo
tal
0.10
0
W-Z
nAl-
2Z
3070
085
/15
Zin
c-A
lum
inum
14.0
–16
.0—
——
——
——
——
——
——
—R
emTo
tal
0.05
0
Not
es:
(1)
Sing
le v
alue
s ar
e m
axim
um p
erce
ntag
es u
nles
s a
min
imum
is s
peci
fied
. Rem
= r
emai
nder
.(2
)SA
E/A
STM
Uni
fied
Num
beri
ng S
yste
m f
or M
etal
s an
d A
lloys
.(3
)V
ol-%
Alu
min
um A
ssn.
106
0 al
loy
wit
h ad
diti
on o
f 8
to 1
2 vo
l-%
Al 2
O3
pow
der,
8–10
µm
dia
met
er.
(4)
0.00
08 p
erce
nt B
e m
axim
um.
(5)
The
mat
eria
ls w
ill p
rodu
ce a
n ex
othe
rmic
rea
ctio
n du
ring
spr
ayin
g.(6
) A
ll ot
her
elem
ents
typi
cally
ana
lyze
d fo
r th
e w
ire:
0.0
5 m
ax e
ach;
0.1
5 m
ax to
tal.
(7)
All
othe
r el
emen
ts ty
pica
lly a
naly
zed
for
the
wir
e: 0
.03
max
eac
h; 0
.10
max
tota
l.
Tab
le 2
(C
on
tin
ued
)
C2.
25C
lass
ific
atio
nU
NS
No.
(2)
Com
mon
Nam
e
Com
posi
tion,
Wei
ght P
erce
nt(1
)
Al
CC
rC
uFe
Mn
Mo
Ni
PPb
SSb
SiSn
Ti
Zn
Oth
ers
Am
ount
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
6
Tab
le 3
Ch
emic
al C
om
po
siti
on
Req
uir
emen
ts f
or
Co
red
Co
mp
osi
te T
her
mal
Sp
ray
Wir
es
C2.
25C
lass
ific
atio
nU
NS
Num
ber(2
)C
omm
on N
ame
Com
posi
tion
, Wei
ght P
erce
nt(1
)
Al
BC
Cr
Cu
Fe
Mn
Mo
Ni
SiY
Oth
ers
Am
ount
CW
-CoC
rW
CW
-CoM
oCr
W73
136
W73
138
Cob
alt H
ardf
acin
g
Cob
alt H
ardf
acin
g
— —
— —
0.90
–1.3
0
0.08
27–3
1
17–1
9
— —
3 —
1.0
—
1.0
27–3
0
3 —
1.5
3.2–
3.8
— —
Co W Co
Rem
4.0–
6.0
Rem
CW
-CrF
eBW
7463
0C
hrom
ium
-Iro
n-B
oron
—7–
9—
Rem
—34
–36
3.5–
4.5
——
2.5–
3.5
—
CW
-CuA
lFe
CW
-CuS
nSi
W61
626
W60
658
Alu
min
um B
ronz
eSi
lico
n B
ronz
e13
–16
0.5–
1.5
— —— —
— —R
emR
em3–
5—
— —— —
— ——
1.5–
2.5
— —— Sn
—5.
0–6.
0
CW
-FeC
r-1
CW
-FeC
r-2
CW
-FeC
r-3
CW
-FeC
r-4
CW
-FeC
rC-1
CW
-FeC
rC-2
CW
-FeC
rNiB
W41
036
W41
039
W42
040
W43
070
W74
532
W74
535
W89
640
410
Nic
kel M
olyb
denu
m S
S41
0 N
icke
l SS
420
SS
430
SS
Har
dfac
ing
All
oyH
ardf
acin
g A
lloy
Iron
-Chr
omiu
m-N
icke
l-B
oron
— — — — — — —
— — — — — —2.
5–3.
5
0.06
0.06
0.20
–0.4
00.
60–0
.80
4.0–
5.0
1.5–
2.0
—
11–1
312
–14
12–1
416
–18
18–2
124
–28
30–3
2
— — — — — —2.
5–3.
5
Rem
Rem
Rem
Rem
Rem
Rem
Rem
1.0
1.0
1.0
1.0
2.5
2.5
—
0.40
–0.7
0— — 0.
752.
02.
03.
5–4.
5
4.0–
5.0
3.0–
4.0
— — —2.
0–4.
029
–31
1.0
— 1.0
1.0
2.5
2.5
—
— — — — — —
— — — — — — —
— — — — — — —
CW
-FeM
nAl
W79
840
Iron
-Man
gane
se-A
lum
inum
4–5
——
——
Rem
6–8
——
1–2
——
—
CW
-FeV
WC
CW
-FeW
C
W77
540
W77
640
Tun
gste
n V
anad
ium
Car
bide
Tun
gste
n C
arbi
de
— —
1.0
—
3.5–
4.5
2.0–
3.0
— —
— —
Rem
Rem
1.5
1.0
1.0
—
1.0
—
2.0
—
— —
W V W
5.0–
7.0
15–1
756
–60
CW
-FeC
rBC
W-F
eCrN
iBC
W-F
eCrN
iMoB
W46
440
W46
540
W46
640
Met
amor
phic
All
oyM
etam
orph
ic A
lloy
Met
amor
phic
All
oy
— — —
4.3
2.5
3.0
0.20
0.20
0.20
32 25 25
— 2.2
2.7
Rem
Rem
Rem
1.8
1.25
1.5
— 4.2
3.5
— 10 8.0
2.1
1.5
2.2
— — —
— — —
— — —
CW
-NiC
rAl
CW
-NiA
lMo
CW
-NiC
rAlY
CW
-NiC
rFe
CW
-NiC
rMo
CW
-NiC
rSiB
CW
-NiF
eAl
W89
341
W89
342
W89
343
W87
740
W86
142
W89
740
W89
240
Nic
kel-
Chr
ome-
Alu
min
um
Nic
kel-
Alu
min
um-M
olyb
denu
mN
icke
l-C
hrom
ium
-Alu
min
um-
Yttr
ium
Nic
kel-
Chr
omiu
m-I
ron
All
oy 6
25Se
lf-F
luxi
ng A
lloy
6–7
5.0–
6.0
9–11
— — —14
–16
— — — —2.
5–3.
0—
— — — 0.10
0.5–
1.0
—
18–2
0
—21
–23
17–1
9
20–2
312
–18
3–5
— — — — — —
— —
18–2
0
51.
0–3.
517
–23
— — — — 0.5
—
4.5–
5.5
—
2.5–
3.5
8.0–
10.0
— —
Rem
Rem
Rem
Rem
Rem
Rem
Rem
— — — —3.
5–5.
5—
—0.
5–1.
5
— — — —
Tota
l O
ther
s— — T
iTa N
b— —
6 — —
0.5–
1.5
4.5–
5.5
3.2–
4.2
— —
Not
es:
(1)
Sing
le v
alue
s sh
own
are
max
imum
per
cent
ages
. Rem
= r
emai
nder
.(2
)SA
E/A
STM
Uni
fied
Num
beri
ng S
yste
m f
or M
etal
s an
d A
lloys
.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
7
Tab
le 4
Ch
emic
al C
om
po
siti
on
Req
uir
emen
ts fo
r T
her
mal
Sp
ray
Cer
amic
Ro
ds
C2.
25D
esig
natio
nC
omm
on N
ame
Com
posi
tion,
Wei
ght P
erce
nt(1
)
Al 2
O3
CaO
Cr 2
O3
SiO
2Fe
2O3
TiO
2N
aO2
ZrO
2M
gOY
2O3
Oth
ers
Am
ount
CR
-Cr 2
O3-
1C
R-C
r 2O
3-2
CR
-Cr 2
O3-
3
Chr
ome
Oxi
deC
hrom
e O
xide
Chr
ome
Oxi
de
2.0–
2.4
2.8–
3.6
3.3–
4.1
0.6–
0.7
1.1–
1.5
0.1–
0.2
Rem
Rem
Rem
11–1
37.
9–8.
95.
2–6.
8
0.3–
0.7
0.6–
0.9
0.2–
0.3
—0.
1–0.
20.
2–0.
4
—0.
1–0.
2—
— — —
3.5–
3.7
2.7–
3.1
0.1–
0.2
— — —
CR
-Al 2
O3-
1C
R-A
l 2O
3-2
CR
-Al 2
O3-
3C
R-A
l 2O
3-4
CR
-Al 2
O3-
5C
R-A
l 2O
3-6
CR
-Al 2
O3-
7C
R-A
l 2O
3-8
Alu
min
um O
xide
Alu
min
um O
xide
Alu
min
um O
xide
Alu
min
um O
xide
Alu
min
a T
itani
aA
lum
ina
Tita
nia
Alu
min
a T
itani
aSp
inel
Rem
Rem
Rem
Rem
Rem
Rem
Rem
Rem
0.1–
0.2
0.03
0.1–
0.2
0.10
0.1–
0.3
0.1–
0.3
0.1–
0.3
0.3–
0.4
— — — — — — — —
0.7–
0.9
0.04
0.10
0.7–
1.1
0.6–
0.8
0.4–
0.6
0.4–
0.6
1.6–
1.8
0.03
–0.0
70.
090.
020.
030.
4–0.
60.
2–0.
40.
2–0.
40.
1–0.
3
0.01
0.03
0.03
0.03
3.0–
3.2
12–1
639
–43
0.04
0.2–
0.4
0.06
0.03 — 0.04
0.1–
0.3
0.1–
0.3
0.10
— — — 0.10
0.1–
0.2
— — 0.01
0.3–
0.4
0.01
0.01
0.01
0.4–
0.5
0.2–
0.4
0.2–
0.4
32–3
3
— — — — — — — —
CR
-ZrO
2-1
CR
-ZrO
2-2
CR
-ZrO
2-3
CR
-ZrO
2-4
CR
-ZrO
2-5
Zir
coni
um O
xide
Zir
coni
um O
xide
Zir
coni
um O
xide
Mag
nesi
um Z
irco
nate
Zir
coni
um S
ilica
te
0.6–
0.8
2.0–
2.6
0.09
–0.1
3—
0.8–
1.1
3.3–
3.7
3.8–
4.4
0.03
0.2–
0.3
0.8–
1.0
— — — — —
0.2–
0.4
2.7–
3.2
0.3–
0.5
0.3–
0.4
37–4
2
0.40
0.08
0.04
0.08
0.09
0.4–
0.5
0.3–
0.5
0.1–
0.2
0.2–
0.3
0.1–
0.2
0.02
0.02
0.04 — 0.07
Rem
Rem
Rem
Rem
Rem
0.06
0.07
0.02
21–2
20.
3–0.
5
— —7.
6–8.
3— —
Hf
Hf
Hf
Hf
Hf
0.02
0.02
0.02
0.02
0.02
Not
es:
(1)
Sing
le v
alue
s ar
e m
axim
um p
erce
ntag
es. R
em =
rem
aind
er.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
8
analysis, retest need be only for those specific elementsthat failed to meet the test requirement. If the results ofone or both retests fail to meet the requirement, the mate-rial under test shall be considered as not meeting the re-quirements of this specification for that classification.
6.2.2 In the event that, during preparation or aftercompletion of any test, it is clearly determined that pre-scribed or proper procedures were not followed in pre-paring the test specimens or in conducting the test, thetest shall be considered invalid, without regard towhether the test was actually completed, or whether testresults met, or failed to meet, the requirement. That testshall be repeated, following proper prescribed proce-dures. In this case, the requirement for doubling the num-ber of test specimens does not apply.
7. Method of ManufactureThermal-spray solid and composite wires and ceramic
rods classified according to this specification may bemanufactured by any method, which meets the require-ments of this specification.
8. Standard SizesStandard sizes for thermal-spray wires and ceramic
rods in the different package forms (coils with support,
coils without support, spools, and drums, and straightlengths for ceramic rods—see Section 10) are shown inTables 5 and 6. Note: When ordering thermal-spray wirefor flame thermal spraying, the wire maximum diameterand tolerance required by the spray gun manufacturer,i.e., the spray gun nozzle diameter, should be specified.
9. Finish and UniformityThe finish and uniformity of thermal-spray wires shall
meet the following requirements:(1) All thermal-spray wires shall have a smooth finish
that is free from slivers, depressions, scratches, scale,laps, and foreign matter that would adversely affect wirefeedability or the properties of the thermal-spray wire.
(2) Each continuous length of thermal-spray wireshall be from a single heat or lot of material. Welds,when present, shall be made so as not to interfere withthe uniform, uninterrupted feeding of the thermal-spraywire in automatic or semiautomatic equipment.
(3) Cored composite wires shall have the core ingre-dients evenly distributed throughout their length so as notto adversely affect the performance of the thermal-spraywire, or the deposited thermal-spray coating properties.
(4) Carbon steel thermal-spray wires may be pro-tected with a flash coat of copper when necessary to pre-vent corrosion during storage.
W — for solid alloy and solid composite wiresPrefix Letter(s) CW — for cored composite wires
CR — for ceramic rods
Dash to separate prefix letter(s) from the chemical composition designation
Major chemical elements in percentage order of the solid and cored wires, ceramic rods, or the AluminumAssociation alloy designation
Dash to separate similar chemical compositions from the suffix number
Suffix number to differentiate similar chemical compositions in solid wires, cored wires, and ceramicrods
Major chemical composition of the ceramic material in a metal matrix composite
XX - xxxx - N - yyyy
Examples:
A. W-FeC-2 — The second (2) carbon steel (FeC) solid wire.B. W-Al-Al2O3 — A solid ceramic composite (Al2O3) in a metal matrix (Al) wire.C. CW-CrFeB — A cored composite chrome-iron-boron (CrFeB) composite wire.D. CR-ZrO2-3 — The third (3) zirconium oxide (ZrO2) ceramic rod.
Figure 1—Thermal Spray Feedstock Classification System Format
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
9
(5) Subject to agreement between the purchaser andthe supplier, a very small amount of specified lubricantthat will not degrade the deposited coating may be ap-plied to the thermal-spray wire to permit smooth and low-friction feeding through the thermal-spray equipment.
10. Standard Packaging Forms
Standard packaging forms are (a) coils with and with-out support, drums, and spools for solid and compositewires and (b) straight lengths for ceramic rods. Standardpackage dimensions and weights for the thermal-spraywires are given in Table 7. Dimensions for standardspools are given in Figures 2 and 3. Package forms, sizes,
and weights other than these shall be as agreed uponbetween purchaser and supplier.
10.1 Coils with Support
10.1.1 The liners in coils with support shall be de-signed and constructed to prevent distortion of the coilduring normal handling and use. They shall be clean anddry to maintain the cleanliness of the thermal-spray wire.
10.2 Spools
10.2.1 Spools shall be designed and constructed toprevent distortion of the spool and thermal-spray wireduring normal handling and use. They shall be clean anddry to maintain the cleanliness of the thermal-spray wire.
Table 5Standard Sizes for Thermal Spray Wires
Standard Package Form
Wire Diameter Tolerance
C2.25 C2.25M C2.25 C2.25M
in. mm in. mm
Coils With andWithout Support
0.0450.0470.0550.0590.0630.078
1.21.4
(1)1.5(1)
1.62.0
+0.001+0.001+0.001+0.001+0.001+0.001
–0.002–0.002–0.002–0.003–0.003–0.003
+0.03+0.03+0.03+0.03+0.03
–0.06–0.06–0.08–0.08–0.10
Drums 0.0910.094
(1)2.3(1)
2.4+0.001+0.001
–0.004–0.004
+0.03+0.03
–0.10–0.11
Spools 0.1250.1560.1880.196
3.24.0
(1)4.8(1)
5.0
+0.002+0.002+0.002+0.002
–0.004–0.004–0.004–0.004
+0.03+0.03+0.03+0.03
–0.13–0.13–0.13–0.13
Note:(1) Metric sizes not shown in ISO 544.
Table 6Standard Sizes for Thermal Spray Ceramic Rods
Standard Package Form
Rod Diameter Tolerance
C2.25 C2.25M C2.25 C2.25M
in. mm in. mm
100 pieces100 pieces50 pieces
0.1830.2440.307
4.66.27.8
+0.005+0.005+0.005
–0–0–0
+0.13+0.13+0.13
–0–0–0
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
10
The use of insulated spools shall be agreed upon betweenpurchaser and supplier.
10.3 Ceramic Rods
10.3.1 Ceramic rods shall be packaged in impact re-sistant tubular containers to prevent breakage duringshipment.
11. Winding Requirements11.1 Winding
11.1.1 Thermal-spray wire on spools and in coils (in-cluding reels and drums) shall be wound so that kinks,waves, sharp bends, overlapping, or wedging are not en-countered, leaving the thermal-spray wire free to unwindwithout restriction. The outside end of the thermal-spraywire (the end with which thermal spraying is to begin)shall be identified so it can be located readily and shallbe fastened to avoid unwinding. The outermost layer onspools shall be at least 1/8 in [3 mm] from the rim of theflanges of the spool.
11.1.2 Coils without support shall be wound with aleft-hand configuration so that when the coil is laid hori-zontal with the beginning end tag up, the coil will un-wind in a counterclockwise direction.
11.2 Cast and Helix
11.2.1 The cast and helix of thermal-spray wires incoils, spools, and drums shall be such that the thermal-spray wire will feed in an uninterrupted manner in auto-matic and semiautomatic equipment.
11.2.2 The cast and helix of thermal-spray wire on12 in. [300 mm] spools shall be such that a specimenlong enough to produce a single loop, when cut from thespool and unrestrained on a flat surface will:
(1) Form a circle not less than 15 in. [380 mm] normore than 50 in. [1300 mm] diameter, and
(2) Rise above the flat surface no more that 1 in.[25 mm] at any location.
11.2.3 Soft alloy wires such as aluminum, copper,lead, and zinc, are exempt from the requirement.
Table 7Standard Packaging Dimensions and Weights for Thermal Spray Wires(1)
Type of Package
Package Size Net Weight(2)
C2.25 Dimension C2.25M C2.25 C2.25M
in. (diameter) mm lb kg
Coils Without Support (3) (3)
Coils With Support 1212 ± 1/812 ± 1/8
InsideInsideInside
300300 ± 3300 ± 3
25, 30, 50, and 6025 and 30
50, 60, and 65
10, 15, 20, and 2510 and 15
20, 25, and 30
Drums .015.52023
OutsideOutsideOutside
400500600 300 and 600
(3)(3)
140 and 270
Spools 1214222430
OutsideOutsideOutsideOutsideOutside
305355560610760
15–4550 and 60
250300
600, 750, and 1000
10–2020 and 30
110140
270, 340, and 450
Notes:(1) Sizes and net weights other than those listed may be supplied as agreed between the supplier and purchaser.(2) Tolerance on net weight shall be ±10%.(3) As agreed by the supplier and purchaser.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
11
12. Solid and Composite Wire and Ceramic Rod Identification
The product information (14.1) and the precautionaryinformation (14.2) shall be placed on each coil, spool, ordrum of wire and on each package of ceramic rods.
(1) Coils without support shall have a tag containingthis information securely attached to the thermal-spraywire at the inside of the coil.
(2) Coils with support shall have the information se-curely affixed in a prominent location on the support.
Spools shall have this information securely affixed ina prominent location on the outside of at least one flangeof the spool.
Drums shall have the information securely affixed in aprominent location on the side of the drum.
Packages of ceramic rods shall have the informationsecurely affixed in a prominent location on the side of thepackage.
13. Packaging
Thermal-spray products shall be suitably packaged toensure against damage during shipment and storageunder normal conditions.
Figure 2—Dimensions of Standard 12- and 14-in. [300- and 350-mm] Spools
12-in. [300-mm] Spools 14-in. [350-mm] Spools
in. mm in. mm
A Spool Diameter, maximum 12 305 14 355
B Spool WidthTolerance
4.0±0.06
103–3, +0
4.0±0.6
103–3, +0
C Barrel DiameterTolerance
2.03–0, +0.06
50.5–0, +2.5
2.03–0, +0.06
50.5–0, +2.5
D Distance between AxesTolerance
1.75±0.02
44.5±0.5
1.75±0.02
44.5±0.5
E Driving Hole DiameterTolerance (Note 2)
0.44–0.06, +0.0
10–0, +1
0.44–0.06, +0.0
10–0, +1
Notes:1. Outside diameter of barrel shall be such as to permit feeding of the wire.2. Holes are provided on each flange, but they need not be aligned.
General Notes:• Inside diameter of the barrel shall be such that swelling of the barrel or misalignment of the barrel and flanges will not result in the in-
side of the diameter of the barrel being less than the inside diameter of the flanges.• Metric dimensions and tolerances conform to ISO 544 except that “A” specifies ± tolerances on the nominal diameter rather than a
plus tolerance only, which is shown here as a maximum.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
12
14. Marking of Packages14.1 Product Information
14.1.1 The following product information, as a mini-mum, shall be legible and visible from the outside ofeach unit package:
(1) C2.25 specification and classification designation(year of issue may be excluded).
(2) Supplier’s name and trade designation.
(3) Size and net weight.(4) Lot, control, or heat number.
14.2 Precautionary Information
14.2.1 The appropriate precautionary information givenin ANSI Z49.1 latest edition (as a minimum) shall beprominently displayed in legible print on all packages, in-cluding individual unit packages within a larger package.
Figure 3—Dimensions of Standard 22-, 24-, and 30-in. [560-, 610-, and 760-mm] Spools
22-in. [560-mm] Spools 24-in. [610-mm] Spools 30-in. [760-mm] Spools
in. mm in. mm in. mm
A Spool Diameter, maximum 22 560 24 610 30 760
B Spool Width, maximum 12 305 13.5 345 13.5 345
C Center Hole DiameterTolerance
1.31–0, +0.13
35.0±1.5
1.31–0, +0.13
35.0±1.5
1.31–0, +0.13
35.0±1.5
D Distance, Center to CenterTolerance
2.5±0.13
63.5±3
2.5±0.13
63.5±1.5
2.5±0.13
63.5±3
E Driving Hole DiameterTolerance (Note 1)
0.69–0.06, +0
16.7±0.7
0.69–0.06, +0
16.7±0.7
0.69–0.06, +0
16.7±0.7
Note:1. Outside diameter of barrel shall be such as to permit feeding of the wire.
General Notes:• Inside diameter of the barrel shall be such that swelling of the barrel or misalignment of the barrel and flanges will not result in the
inside of the diameter of the barrel being less than the inside diameter of the flanges.• Two holes are provided on each flange and shall be aligned on both flanges with the center hole.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
13
For more information, consult 11.8 (Ventilation), AWSThermal Spraying: Practice, Theory, and Application,OSHA Safety and Health Standards available from U.S.Government Printing Office, Superintendent of Docu-ments, P.O. Box 371054, Pittsburgh. PA 15250-7954, andthe manufacturer’s Material Safety Data Sheet (MSDS).
A number of factors determine the amount of contam-ination to which the workman is exposed when perform-ing blast and thermal spray operations. These include thefollowing:
(1) Volume of space in which the thermal sprayingoperation is to be done
(2) Number of spray and grit blast operators(3) The evolution of hazardous fumes, gases, or dusts
depending on what type of abrasive process is used ormaterial being sprayed
(4) Heat generated by the spraying process(5) Presence of volatile solventsAll of the preceding should be considered in order to
better protect the operators and to supply adequate venti-lation to the spray room.
Local exhaust or general ventilation systems shouldbe provided to control toxic fumes, gases, or dusts, andtheir removal from the work area.
Where thermal spraying operations are incidental togeneral operations, it is good practice to apply local ex-haust ventilation to the spray areas. This prevents con-tamination of the general work area.
Individual respiratory protective devices should be wellmaintained. They should not be transferred from one em-ployee to another without being cleaned and disinfected.Refer to ANSI/ASC Z88.2 for cleansing and disinfecting.4
4. ANSI standards can be obtained from American National Stan-dards Institute, 11 West 42nd Street, New York, NY 10036-8002.
Forced-air respiratory devices require Grade D or bet-ter air per Compressed Gas Association, CGA No. G-7.1,Commodity Specification for Air.5
Mechanical ventilation or local exhaust ventilation isrequired in spraying and blasting operations that are notperformed in the open or in a properly designed and ven-tilated room. Otherwise, the dust will rapidly fill a largetank, building, or semi-enclosed space.
The ventilation equipment for most field thermalspray and blast operations consists of engine- or motor-or air- (venturi) driven portable exhausters with flexiblepiping or ducts. This removes the dust rapidly and allowsoperators suitable visibility. Systems of this type havedeficiencies, and operators should wear respiratory de-vices approved by the U.S. Bureau of Mines, NIOSH, orother approved authority for the purpose intended. Selec-tion of the respiratory device should follow the guide-lines of ANSI/ASC Z88.2.
When removing dust with portable exhausters, it isnecessary to attach a dust collector to trap the dust andprevent contamination of the surrounding areas.
In shop environments, use wet (water wash), bag, orfilter type collectors for gathering spray dust. Dust col-lectors must be replaced and ventilation ducts kept cleanbefore entrapped dust builds up to create an explosionhazard or seriously reduces the efficiency of the system.
If thermal spraying operations are performed on a ma-chine tool such as a lathe, an exhaust hood should bemounted at the edge of the carriage so that it travels withthe gun. This allows the dust and fumes to be exhaustedinto the dust collector. The gun is aimed so that the
5. CGA documents can be obtained from the Compressed GasAssociation, Inc., 1725 Jefferson Davis Hwy., Suite 1004,Arlington, VA 22202-4102.
Annex A
Guide to Ventilation and PersonnelProtection During Thermal Spraying
(This Annex is not a part of AWS C2.25/C2.25M:2002, Specification for Thermal Spray Feedstock-Solid and Com-posite Wires and Ceramic Rods, but is included for information purposes only.)
Nonmandatory Annexes
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
14
sprayed material enters the face area of the hood. The av-erage size of the opening in a lathe hood is about 2 ft2
[0.2 m2], and the velocity of the air entering the openingshould be a minimum of 200 ft/min [1 m/sec]. The hoodopening should eliminate turbulence along the sides thatcould force the spray dust into the operator’s breathingzone. In some permanent installations, the entire lathe,rotary table, or machine tool is enclosed except the front,and the velocity of the air entering the enclosure is ap-proximately 300 ft/min [1.5 m/sec]. The top of the hoodcan be hinged, permitting use of a crane for loading orunloading. In automatic and production spraying, the en-tire mechanism is often totally enclosed, and the dust isexhausted into a water wash and collecting system. In-dustrial Ventilation, published by the American Confer-ence of Governmental Industrial Hygienists, should beconsulted.
During dry grinding or lapping operations on sprayedcoatings, precautions should be taken to provide properexhaust equipment. ANSI/ASC Z43.1, Ventilation Con-trol of Grinding, Polishing, and Buffing Metals, shouldbe consulted.
Spray cabinets used for spraying small and mediumsize parts should be equipped with exhaust ventilation,with an air velocity of 200 to 400 ft/min [1 to 2 m/sec]entering the hood. The spray equipment should be oper-ated within the face area of the hood and directed into it.Again, the design of the cabinet should be such thatturbulent eddy currents are eliminated. When sprayingtoxic materials, minimum enclosure face velocity of400 ft/min [2 m/sec] should be used. Industrial Ventila-tion, published by the American Conference of Govern-mental Industrial Hygienists, should be consulted.6
Blasting rooms should be designed to be well lightedand adequately ventilated. Ventilation should providedown draft and longitudinal airflow with a velocity of80 to 100 ft/min [0.2 to 0.5 m/sec]. The blasting roomshould be equipped with a dust-collecting system. This is
6. ACGIH documents can be obtained from the AmericanConference of Governmental Industrial Hygienists, 1330Kemper Meadow Drive, Suite 600, Cincinnati, OH 95240-1634.
usually required by local ordinances. Further, local, state,and federal regulations should be investigated before ex-hausting directly into the atmosphere. The blasting roommay also occasionally be used for spraying. This is notgood practice and should be avoided whenever possible.Spray dust will quickly clog most cloth dust collectorsused in the blasting rooms. Moreover, when spraying in ablasting room, the dust-collector system will require morefrequent maintenance to prevent fire or explosion due toaccumulation of metallic dust. All personnel in the blast-ing room should be provided with respiratory protection.
When ventilating confined spaces, all air replacingthat withdrawn should be clean and respirable. If porta-ble gasoline or diesel engine-driven ventilators or com-pressors are used, they should be located so that engineexhaust gases cannot be drawn into the ventilating sys-tem. This precaution will also prevent exhaust gasesfrom entering the intake of the compressor. This is par-ticularly critical if the air is to be used for respirators.
If dust collectors are used, closed-type collectorsshould be provided with blowout holes or relief panels.Blowout panels should also be provided in ventilationpiping.
All fans, pipes, dust arrestors, and motors should begrounded. Grounds should not be attached to pipes thatcarry fuel gas or oxygen. Ventilating fans should be keptrunning when cleaning out booths, pipes, etc. This pre-vents the accumulation of dust or fumes in the system.Aluminum and magnesium dusts present an explosivehazard which requires special attention. Adequate wetcollector systems should be used with either of thesemetals. Care should be exercised, since these metallicdusts may generate hydrogen gas in water. These systemsshould be designed to prevent hydrogen accumulation.Frequent clean out operations should be performed to re-duce residues.
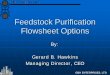
When spraying on unusually large objects or in largeconfined spaces, such as encountered in boilers andtanks, it is imperative that fresh-air helmets and protec-tive clothing be worn (see Figure A1).
No welding or cutting should be done in the repair ofany ventilation or dust-collecting equipment, unless theequipment has been thoroughly cleaned.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
15
General Note: Notice extensive safety equipment.
Figure A1—Arc Spraying 85/15 Zn/Al on the Interior of a7-ft Diameter Steel Water Pipe Over the Missouri River, 1998
Courtesy of the Montana Department of Natural Resources and Conservation.Thermal Spray Applicator Courtesy of Interstate Coatings, Inc., Seattle, WA.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
17
B1. IntroductionThe AWS Board of Directors has adopted a policy
whereby all official interpretations of AWS standardswill be handled in a formal manner. Under that policy, allinterpretations are made by the committee that is respon-sible for the standard. Official communication concern-ing an interpretation is through the AWS staff memberwho works with that committee. The policy requires thatall requests for an interpretation be submitted in writing.Such requests will be handled as expeditiously as possi-ble but due to the complexity of the work and the proce-dures that must be followed, some interpretations mayrequire considerable time.
B2. ProcedureAll inquiries must be directed to:
Managing Director, Technical ServicesAmerican Welding Society550 N.W. LeJeune RoadMiami, FL 33126
All inquiries must contain the name, address, and af-filiation of the inquirer, and they must provide enough in-formation for the committee to fully understand the pointof concern in the inquiry. Where that point is not clearlydefined, the inquiry will be returned for clarification. Forefficient handling, all inquiries should be typewritten andshould also be in the format used here.
B2.1 Scope. Each inquiry must address one single pro-vision of the standard, unless the point of the inquiryinvolves two or more interrelated provisions. That provi-sion must be identified in the scope of the inquiry, along
with the edition of the standard that contains the provi-sions or that the Inquirer is addressing.
B2.2 Purpose of the Inquiry. The purpose of the inquirymust be stated in this portion of the inquiry. The purposecan be either to obtain an interpretation of a standard re-quirement, or to request the revision of a particular provi-sion in the standard.
B2.3 Content of the Inquiry. The inquiry should beconcise, yet complete, to enable the committee to quicklyand fully understand the point of the inquiry. Sketchesshould be used when appropriate and all paragraphs, fig-ures, and tables (or the Annex), which bear on the in-quiry must be cited. If the point of the inquiry is to obtaina revision of the standard, the inquiry must provide tech-nical justification for that revision.
B2.4 Proposed Reply. The inquirer should, as a pro-posed reply, state an interpretation of the provision that isthe point of the inquiry, or the wording for a proposed re-vision, if that is what the inquirer seeks.
B3. Interpretation of Provisions of the Standard
Interpretations of provisions of the standard are madeby the relevant AWS Technical Committee. The secre-tary of the committee refers all inquiries to the chairmanof the particular subcommittee that has jurisdiction overthe portion of the standard addressed by the inquiry. Thesubcommittee reviews the inquiry and the proposed replyto determine what the response to the inquiry should be.Following the subcommittee’s development of the re-sponse, the inquiry and the response are presented to theentire committee for review and approval. Upon approval
Annex B
Guidelines for Preparation of Technical Inquiriesfor AWS Technical Committees
(This guide is not a part of AWS C2.25/C2.25M:2002, Specification for Solid and Composite Wires and CeramicRods for Thermal Spraying, but is included for information purposes only.)
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---

AWS C2.25/C2.25M:2002
18
by the committee, the interpretation will be an official in-terpretation of the Society, and the secretary will transmitthe response to the inquirer and to the Welding Journalfor publication.
B4. Publication of InterpretationsAll official interpretations will appear in the Welding
Journal.
B5. Telephone InquiriesTelephone inquiries to AWS Headquarters concerning
AWS standards should be limited to questions of a gen-eral nature or to matters directly related to the use of thestandard. The Board of Directors’ policy requires that allAWS staff members respond to a telephone request foran official interpretation of any AWS standard with theinformation that such an interpretation can be obtained
only through a written request. The Headquarters staffcannot provide consulting services. The staff can, how-ever, refer a caller to any of those consultants whosenames are on file at AWS Headquarters.
B6. The AWS Technical CommitteeThe activities of AWS Technical Committees in regard
to interpretations, are limited strictly to the Interpretationof provisions of standards prepared by the committee orto consideration of revisions to existing provisions on thebasis of new data or technology. Neither the committeenor the staff is in a position to offer interpretive or con-sulting services on: (1) specific engineering problems, or(2) requirements of standards applied to fabrications out-side the scope of the document or points not specificallycovered by the standard. In such cases, the inquirershould seek assistance from a competent engineer experi-enced in the particular field of interest.
Copyright American Welding Society Provided by IHS under license with AWS
Not for ResaleNo reproduction or networking permitted without license from IHS
--``,``-`-`,,`,,`,`,,`---















![Coal/Gas Feedstock Combination - Gasification & · PDF fileCoal/Gas Feedstock Combination ... Microsoft PowerPoint - Coal-NG Feedstock Combination GTC 14.ppt [Compatibility Mode] Author:](https://img.pdfslide.net/doc/110x75/5a765ec47f8b9a9c548d3cb0/coalgas-feedstock-combination-gasification-syngas-a-coalgas-feedstock.jpg)