Embed Size (px)
Citation preview
IntroductionIf water is present after the dry chlorine tower in brine electrolysis plants, the downstream compressor is corroded or the product quality is deteriorated. The moisture level is measured before and after the compressor to prevent the corrosion of the compressor and the deterioration of quality. Conventional trace moisture analyzers using a phosphorus pentoxide (P2O5) sensor measure process gas with the contacting sensor so there are problems such as the deterioration of the sensor, slow response time, high maintenance, and high running costs. The TDLS200
Laser Analyzer is the solution to these problems.
Expected Benefits– Reliable measurement with less deterioration by non-contact
measurement
– Ability to measure even corrosive gasses with less deterioration reduces the maintenance and running costs
– Fast response to and stable measurement of changes in H2O concentration
Industry: ChemicalProduct: TDLS
Electrolysis Plant Trace H2O (Moisture) Measurement by the TDLS200
http://www.yokogawa.com/an/index.htmAN 10Y02E01-01EAll Rights Reserved, Copyright © 2010, Yokogawa Electric Corporation
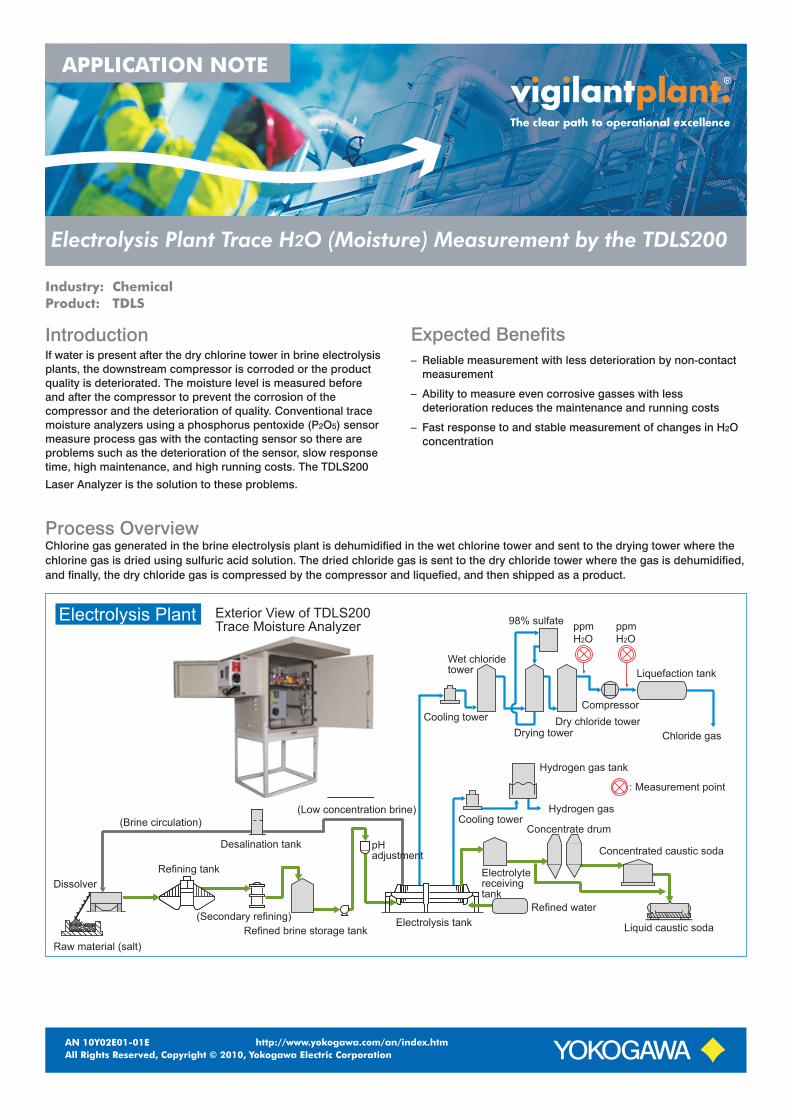
Process OverviewChlorine gas generated in the brine electrolysis plant is dehumidified in the wet chlorine tower and sent to the drying tower where the chlorine gas is dried using sulfuric acid solution. The dried chloride gas is sent to the dry chloride tower where the gas is dehumidified, and finally, the dry chloride gas is compressed by the compressor and liquefied, and then shipped as a product.
APPLICATION NOTE
Electrolysis Plant Exterior View of TDLS200 Trace Moisture Analyzer
Raw material (salt)
DissolverRefining tank
(Secondary refining)Refined brine storage tank
pHadjustment
Electrolysis tank
(Low concentration brine)
Desalination tank
(Brine circulation)
Cooling tower
Wet chloride tower
Drying towerDry chloride tower
98% sulfate
Compressor
Liquefaction tank
Chloride gas
Cooling tower
Hydrogen gas tank
Hydrogen gas
Refined water
Electrolytereceivingtank
Concentrate drum
Concentrated caustic soda
Liquid caustic soda
: Measurement point
ppmH2O
ppmH2O
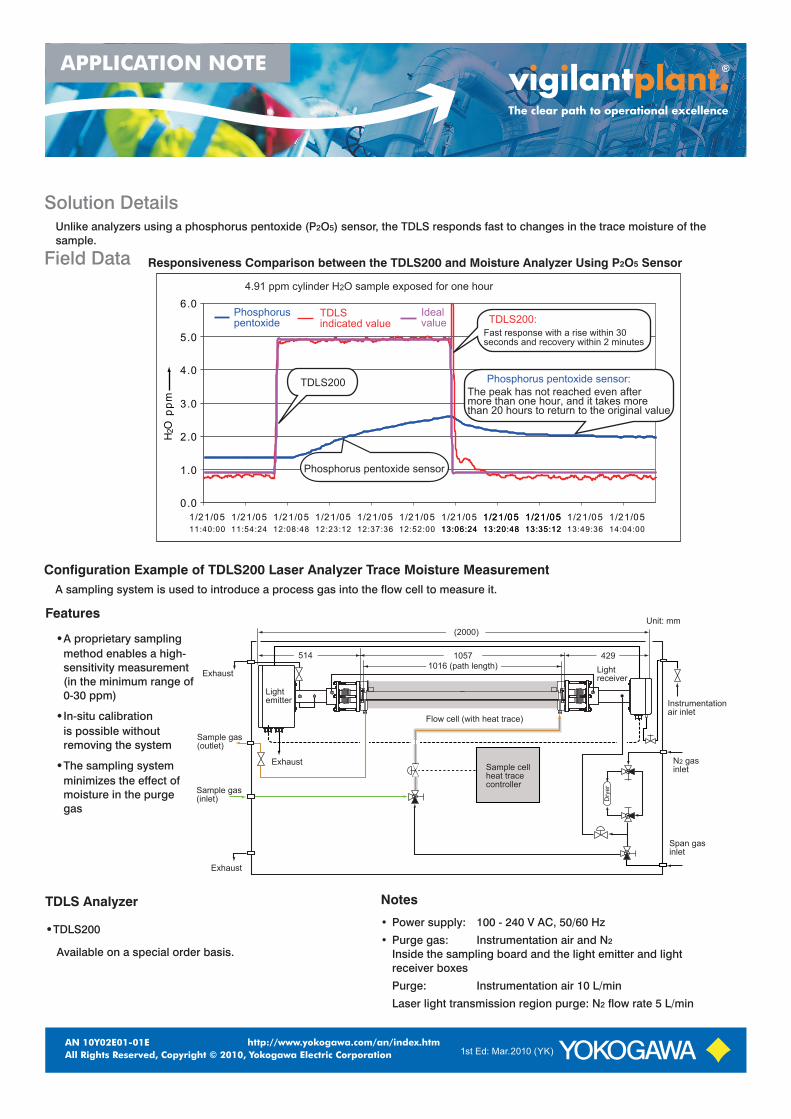
Solution Details Unlike analyzers using a phosphorus pentoxide (P2O5) sensor, the TDLS responds fast to changes in the trace moisture of the
sample.
Field Data
http://www.yokogawa.com/an/index.htmAN 10Y02E01-01EAll Rights Reserved, Copyright © 2010, Yokogawa Electric Corporation 1st Ed: Mar.2010 (YK)
TDLS Analyzer
• TDLS200
Available on a special order basis.
APPLICATION NOTE
Responsiveness Comparison between the TDLS200 and Moisture Analyzer Using P2O5 Sensor
Configuration Example of TDLS200 Laser Analyzer Trace Moisture Measurement A sampling system is used to introduce a process gas into the flow cell to measure it.
Notes
• Power supply: 100 - 240 V AC, 50/60 Hz
• Purge gas: Instrumentation air and N2 Inside the sampling board and the light emitter and light receiver boxes
Purge: Instrumentation air 10 L/min
Laser light transmission region purge: N2 flow rate 5 L/min
FeaturesD
ryer
1057514 429
(2000)
Exhaust
Exhaust
Exhaust
Sample gas (outlet)
Sample gas (inlet)
Lightemitter
1016 (path length)
Flow cell (with heat trace)
Sample cell heat trace controller
Lightreceiver
Unit: mm
Instrumentationair inlet
N2 gas inlet
Span gas inlet
-tek & Cylinder
0.0
1.0
2.0
3.0
4.0
5.0
6.0
HO
ppm
TDLS200
2
1/21/0511:40:00
1/21/0511:54:24
1/21/0512:08:48
1/21/0512:23:12
1/21/0512:37:36
1/21/0512:52:00
1/21/0513:06:24
1/21/0513:20:48
1/21/0513:35:12
1/21/0513:49:36
1/21/0514:04:0013:06:24
1/21/0513:20:48
1/21/0513:35:12
4.91 ppm cylinder H2O sample exposed for one hour
Phosphoruspentoxide
TDLSindicated value
Idealvalue
Fast response with a rise within 30 seconds and recovery within 2 minutes
TDLS200:
Phosphorus pentoxide sensor:The peak has not reached even after more than one hour, and it takes more than 20 hours to return to the original value
Phosphorus pentoxide sensor
• A proprietary sampling method enables a high-sensitivity measurement (in the minimum range of 0-30 ppm)
• In-situ calibration is possible without removing the system
• The sampling system minimizes the effect of moisture in the purge gas





























