Embed Size (px)
DESCRIPTION
MECHANICAL
Citation preview

SEMINAR REPORT ON
“APPLICATION OF MAGNETORHEOLOGICAL FLUID
IN HYDROFORMING ”
Seminar End Semester Evaluation
Submitted By
SHAILESH PATEL140080709012
M.E. (MACHINE DESIGN)
DEPARTMANT OF MECHINACAL ENGINEERINGBIRLA VISHWAKARMA MAHAVIDYALAYA
VALLABH VIDYANAGAR-388120, GUJARAT, INDIAOCTOBER 2015
I

OCTOBER 2015
CERTIFICATE
This is to certify that the Seminar entitled, “APPLICATION OF
MAGNETORHEOLOGICAL FLUID IN HYDROFORMING”being submitted by
SHAILESH PATEL (140080709012)to the Birla Vishwakarma Mahavidyalaya,
VallabhVidyanagar in Mechanical Engineering Department is a Bonafide record of
research work carried out.
The results presented in this report have not been submitted, in part or full time
course, to any other University for the award of any Degree or Diploma.
Examiner’s Signature
II

INDEX
Abstract 1
Introduction 2
Magnetorheological fluids 8
Application of MR fluid in Hydroformin 12
Conclution 16
Rreferences 17
III

ABSTRACT
Viscosity has a great effect on the formability of sheet metal in viscous
pressure forming.
A new flexible-die forming method for sheet metal using magneto
rheological (MR) fluids, magneto rheological pressure forming (MRPF), is
proposed, which enables the viscosity of flexible-die medium adjustable by
changing the magnetic fields during the forming process.
Experimental results show that MR fluids can be used effectively as a
flexible-die medium to form the parts and its rheological behavior can be
adjusted during bulging process. Variation of MR fluid’s rheological
behavior can lead to different forming pressure load paths and have an effect
on sheet metal formability
1

INTRODUCTION:
Automobile has become one of the largest consumer products, which is
influencing the human social lives. Low cost, high quality and High
productivity are the common targets in all manufacturing industries in
a customer based market structure. Automobile and other industries
dealing with sheet metal products seek for economical production
methods to reduce the manufacturing cost with increased quality.
A special type of die forming using a high pressure Hydraulic fluid to
press room temperature working material into a die Hydroforming –
the manufacture of hollow bodies with complex geometries by means
of fluid pressure has been shown to offer an interesting technical and
economic potential to sheet metal manufacturers.
Hydroforming process is divided into two main groups. sheet
hydroforming and tube hydroforming.
1. Tube hydroforming
Tubular hydroforming is used to form pre-fabricated sheet metal tubes into
structural members.
2. Sheet hydroforming
Sheet hydroforming is used to form pre-fabricated sheet metal into structural
members.
2

TUBE HYDROFORMING
In this is a method, which is employed to for Tubular components of
different shapes. The process sequence is described below.
Tube sections or performs cut to the appropriate length are placed in the die.
The tube is then sealed at the ends by hydraulic pistons and filled
with ,hydraulic fluid. The pistons apply an axial compressive load on the
tube. The fluid is then pressurized so that the material expands
circumferentially to take the internal shape of the die.
3

Low pressure hydroforming simply re-shapes tubes, producing a very
good shape, but is not as useful if better cross-section definition is
required.(less than 350 MPa)
High-pressure hydroforming totally changes the tube shape and alters
the length to circumference ratio by up to 50%. It gives very good
tolerance control, being a highly robust process.(greater than 350 MPa)
A basic difference is drawn between hydroformed components which
permit the following process conditions, in particular based on part
geometry and friction:
– continuous expansion and compression or
– only partial expansion and compression or
– only calibration
Used when a complex shape is needed
A section of cold-rolled steel tubing is placed in a closed die set
A pressurized fluid is introduced into the ends of the tube
SHEET HYDROFORMING
4

This process uses hydrostatic pressure to form a sheet rather than the
mechanical forming with a punch against a die. Here the punch forms the
sheet against a hydraulic fluid chamber. The penetration of the punch into
the chamber causes a counter pressure.
• Sheet hydroforming is classified into two types Sheet HydroForming with
Punch (SHF-P) and Sheet HydroForming with Die (SHF-D).
The penetration of the punch into the chamber causes counter – pressure
5

which presses the sheet the against the punch All the methods, which
influence metal flow in deep drawing like, draw beads, blank shape, lock
beads and optimization of the blank holder pressure can be used for this
process.
Greater draw depths can be obtained. Parts with tapered ,shaped walls can be
drawn in one operation unlike conventional multistage deep drawing
followed by mechanical stretch forming.
WARM HYDROFORMING
6

There have been continuous demands for the use of lightweight materials to
reduce lightweight materials to reduce fuel consumption. A 10% weight
reduction in an average automotive body could improve the fuel efficiency
by 6-8%. Aluminium alloys and magnesium alloys offer a great potential for
weight reduction in vehicle construction due to their high strength to weight
ratio.
Warm Hydroforming operating temperature is below recrystallization
temperature, ranging from 0.2 to 0.5 times the recrystallization temperature.
The use of temperature opens up the possibility of increasing the ductility
and associated forming capability of the material along with reducing the
yield point and forming pressures and forces required
MAGNETO RHEOLOGICAL FLUIDS
7

Magnetorheological (MR) fluids are materials that respond to an applied
magnetic field with a change in rheological behavior. Typically, this change
is manifested by the development of a yield stress that monotonically
increases with applied field.
Interest in magnetorheological fluids derives from their ability to provide
simple, quiet, rapid-response interfaces between electronic controls and
mechanical systems. That magnetorheological fluids have the potential to
radically change the way electromechanical devices are designed and
operated has long been recognized.
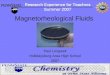
Magnetorheological (MR) fluids are smart and controllable materials, even
though at the first glance they do not look so impressive. They are a non
colloidal mixture of ferromagnetic particles randomly dispersed in oil or
water , plus some surfactants useful to avoid the settling of the suspended
particles. The overall aspect is like a greasy quite heavy mud, since MR
fluids density is more than three times the density of water.
• In the absence of external field MR fluid behave like Newtonian fluid, but
when stimulus is applied, the viscosity and plasticity of MR fluid dramatic
8

change. These changes are repeatedly reversible and rapid (last a few
milliseconds)
Rheological Properties
The rheological properties of controllable fluids depend on concentration
and density of particles, particle size and shape distribution, properties of the
carrier fluid, additional additives, applied field, temperature, and other
factors.
The magnetorheological effect of the four MR fluids was measured on a
custom rheometer using a 46 mm diameter parallel plate geometry set at a 1
mm gap. In the parallel plate geometry, shear rate varies linearly across the
fluid sample with the maximum shear rate occurring at the outer radius. The
rheometer is capable of applying greater than 1 Tesla through the fluid
sample
9

Figure 2 shows the shear stress in the MR fluids as a function of flux density
at a maximum shear rate of 26 s-1. At such a low shear rate, this shear stress
data is approximately equivalent to the fluid yield stress as defined in Eq.
(1). At low flux densities, the fluid stress can be seen to exhibit a power law
behavior. The approximate power law index of 1.75 lies in the range of low
to intermediate field behavior predicted by contemporary models of
magnetorheology.
There are basically three
components in an MR fluid:
A. Base fluid :: The base fluid is an inert or non magnetic carrier fluid in which
the metal particles are suspended. The base fluid should have natural lubrication
and damping features. For better implementation of MRF technology the base
fluid should have a low viscosity and it should not vary with temperature.
10

B. Metal particles :: For proper utilization of this technology we need such type
of particles which can magnetized easily and quickly therefore we use metal
particles. Metal particles used in the MR- technology are very small. Size of the
particle is approximate of the order of 1μm to 7μm [1]. Commonly used metal
particles are carbonyl iron, powder iron and iron cobalt alloys.
C. Additives :: It is necessary to add certain additives to MR fluid for
controlling its properties. These additives include stabilizers and surfactants [7].
Surfactants serve to decrease the rate of settling of the metal particles. While the
functions of additives are to control the viscosity of the fluid, maintain friction
between the metal particles and to reduce the rate of thickening of the fluid due
to long term use of the fluid thus additives also increase the life of the
MR fluid
11

MR FLUID IN HYDROFORMING
Related studies showed that viscosity has a great effect on the
formability of sheet metal in viscous pressure forming. However, the
viscosity of viscous medium keeps constant in VPF.
New flexible-die forming method for sheet metal using
magnetorheological (MR) fluids, magnetorheological pressure forming
(MRPF), is proposed, which enables the viscosity of flexible-die
medium adjustable by changing the magnetic fields during the forming
process. Squeezing tests of MR fluid show that its rheological behavior
can be changed greatly under different magnetic fields.
The sealing limit is one important limitation of the process window of
sheet metal hydroforming.
Avoiding these leakages by using special active fluid media like
magnetorheological fluids can strongly increase the robustness of the
forming process.
The aim of this fluids used isa combined forming and sealing medium
for forming processes and wether the selective application of magnetic
fields in the flange area leads to a decrease of leakage rates.
The method of magnetorheological pressure bulging process proposed
in this paper is schematically illustrated in Fig. 1. The distinct
12

difference between this method and VPF or hydroforming is the
utilization of MR fluid as a flexible-die medium, which can change its
viscosity under different magnetic fields.
To ensure the sufficient change of MR fluid’ rheological behavior, a
coil is applied to generate a uniform magnetic field.
Different electric currents are applied to the coil to generate different
magnetic fields. Then a camera is used to record the change of MR
13

fluid’s rheological behavior. Fig. shows the surface morphology of MR
fluid under different magnetic fields.
When there is no magnetic field, the MR fluid is shown in Fig. (a). It’s
similar with the silicone oil. When the magnetic flux density is 0.180T
and 0.318T, we can see obviously from Fig. (b) and Fig. (c) that the
medium becomes thick and sticky. When the magnetic flux density
reaches 0.412T, peak phenomenon of MR fluid can be easily observed.
It shows clearly that MR fluid’s rheological behavior can change
greatly under the current experimental device.
Bulging specimen obtain under different conditions piston strokes S
and magnetic flux density B) are shown in Fig. 15. As most of the
14

specimens burst when the piston stroke reaches 12.0 mm, new tests are
conducted with a stroke of 11.0 mm, which is below the fracture limit
of the sheet metal
A specimen obtained with a stroke of 11.0 mm and magnetic flux density of
0.180T is shown in Fig.15(b). All the specimens with a stroke of 12.0 mm
burst except for the condition when magnetic flux density is 0.412T. So
additional tests under a magnetic flux density of 0.412T are conducted,
which is to obtain the corresponding piston strokes when the specimens
burst. The obtained average piston stroke is 12.5 mm and the maximum
difference is not greater than 0.4 mm.
The average dome heights of bulging specimens of various conditions are
shown in table 4. For each condition, at least four specimens are tested.
15

The maximum difference of the dome heights is not greater than 0.89 mm
for each condition. The minimum value is 0.14 mm when the piston stroke
is 8.0 mm and no field is applied. Then two specimens which dome heights
are most close to the average value are chosen for strain measurement.
CONCLUTION This technology is very useful in those places where controlled fluid with
varying viscosity is required.
MRF technology are fast response , simple interface between electrical input
and mechanical output and intelligent controllability.
The main drawback of MRF technology is that the MR fluid becomes thick
after prolonged use and needs to be replaced, also due to presence of high
density metal particles, the weight of MRF products is high.
16

REFERENCES TUBE HYDROFORMING PROCESS: A REFERENCE GUIDE : A.
ALASWAD , K.Y. BENYOUNIS, A.G. OLABI :MATERIALS AND
DESIGN 33 (2012) 328–339
DEVELOPMENTS IN SHEET HYDROFORMING FOR COMPLEX
INDUSTRIAL PARTS :M. BAKHSHI-JOOYBARI, A. GORJI AND M.
ELYASI
PATENT: US 2012/0153531 A1 FORMING PROCESSES USING
MAGNETORHEOLOGICAL FLUID TOOLING: PUB. DATE: JUN. 21,
2012
MECHANICS OF THE HYDROFORMING AND TUBULAR
HYDROFORMING PROCESS : JOHN ALEXIS ,
RUTHUPAVAN ,G.CHANDRAMOHAN
RESEARCH ON SHEET-METAL FLEXIBLE-DIE FORMING USING
MAGNETO RHEOLOGICAL FLUID : WANG ZHONG-JIN WANG
PENG-YI SONG HUI :JOURNAL OF MATERIALS PROCESSING
TECHNOLOGY(2014)
MR-FLUID TECHNOLOGY AND ITS APPLICATION- A REVIEW :
DEEPAK BARANWAL, DR. T.S. DESHMUKH :INTERNATIONAL
JOURNAL OF EMERGING TECHNOLOGY AND ADVANCED
ENGINEERING[2012]
17