Embed Size (px)
Citation preview

Application of value streammapping (VSM) for minimizationof wastes in the processing sideof supply chain of cottonseed oil
industry in Indian contextDinesh Seth
Department of Mechanical and Industrial Engineering, College of Engineering,Qatar University, Doha, India
Nitin SethDAVV, Indore, India, and
Deepak GoelNational Institute of Industrial Engineering (NITIE), Mumbai, India
Abstract
Purpose – The purpose of this paper is to identify and address various wastes in the supply chain ofthe edible cottonseed oil industry (specifically the processing side) using a value stream mapping(VSM) approach to improve productivity and capacity utilization in an Indian context.
Design/methodology/approach – Critical observations and interviewing techniques were used withopen-ended questions to understand the processes involved in the value chain of the cottonseed oilindustry. Different chain links/members were investigated through personal visits and discussions. VSMis applied as an approach to the industry to identify and remove non-value-adding (NVA) activities.
Findings – Major findings obtained from the study are as follows. There is an excess cumulativeinventory of 244 days in the whole supply chain. The industry is highly fragmented with a largenumber of small players present, which hampers the use of economies of scale. There are NVAactivities present in the supply chain such as the moving of cottonseed oil from expeller mill torefinery. The industry still uses outdated technology which hampers the productivity.
Practical implications – Attention needs to be given to boosting the productivity of the oil sector.Waste removal from the oilseed-processing sector is one key to improving the productivity of the sector.
Originality/value – The paper addresses the various wastes in the processing side of the supply chainof the Indian cottonseed oil industry, using VSM as an approach which was hardly ever attemptedbefore. Wastes are then individually attacked to reduce or eliminate them from the system. Suggestionsto make the whole chain more productive can be generalized and can be replicated in the context of otherdeveloping countries.
Keywords Edible oils, Waste minimization, Supply chain management, Value chain, India
Paper type Research paper
The current issue and full text archive of this journal is available at
www.emeraldinsight.com/1741-038X.htm
The authors wish to express their sincerest thanks to the learned referees for their constructivecriticisms that led to the considerable improvement of the earlier version of this paper. Theauthors also wish to put on record their indebtedness to one of the Guest Editors of the specialissue, Dr Vipul Jain, for his timely help and for giving them an opportunity to revise the paper.
Supply chain ofcottonseed oil
industry
529
Received May 2007Revised September 2007
Accepted September 2007
Journal of Manufacturing TechnologyManagement
Vol. 19 No. 4, 2008pp. 529-550
q Emerald Group Publishing Limited1741-038X
DOI 10.1108/17410380810869950

1. IntroductionIndia, the world’s seventh largest producer of oil crops (2001-2003 average), is a majorproducer of soybeans, rapeseed, peanuts, cottonseed, and sunflower seed and their derivedproducts. India is traditionally an importer of vegetable oils and an exporter of proteinmeals, and is not a significant trader in oilseeds. Oil imports have been on the rise as a resultof burgeoning consumer demand and import liberalization measures implemented in 1994.During 2001-2003, India was the second largest edible oil importer in the world, behind theEuropean Union (EU-25) and ahead of China. India is also the world’s fifth largest exporterof oil meals, although exports of soybean and other meals have slowed due to rapid growthin domestic feed demand. Despite substantial excess capacity in the domestic oilseedprocessing industry, imports of oilseeds remain restricted by tariff and non-tariff policies.
Indian edible oil demand is going to increase at the rate of 500,000-600,000 tonnesper year while production will grow only by 200,000-300,000 tonnes per year (Mehta,2005, 2006; Sharma, 2006). Despite the huge demand supply gap that persists forIndian edible oil industry, very little has been done for improvement in the productivityof the industry. In this paper, an attempt is being made to apply value stream mapping(VSM) approach to address various wastes in the processing side supply chain ofedible cotton seed oil industry sector in Indian context.
Motivations for the study: a lot of work has been reported in various journals andstudy reports to improve the agricultural productivity of oilseeds (i.e. per hectareproduction of oilseeds), but hardly any study has been carried out towards theproductivity of oilseed processing industry and process side of supply chain wheremost of the players are highly unorganized and fragmented. This is true for majority ofoil seed processing industrial sectors in developing countries including India. In a way,it is a first attempt to carry out a serious study in a relatively unstudied andunorganized sector. It is also a unique attempt to connect various links into a networkschema. Considering that Indian cottonseed oil industry is characterized largely bymechanical expeller units, academic and business needs were long being felt. As cottonseed oil constitutes an important part among the edible oils family in India.
Another major motivator for this study is, although the researchers have exploredvarious perspectives related with edible oil industry, yet they are silent on the lead timeto process oilseed and inventory levels at different stages of the processes. Inventory isan important waste which must be removed to make the supply chain efficient andeffective. Therefore, it was decided to use VSM as an approach to identify wastes in theprocessing side of cotton oilseed supply chain. The major strength of this approach isto highlight individual wastes while maintaining overall perspective of the chain.
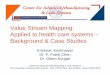
1.1 India’s production of cottonseed and other oilseedsCottonseed forms a substantial 23 percent (Figure 1) of the total oilseed production ofIndia.
Production of cottonseed is increasing for last three-four years. In 2004-2005, thecottonseed production touched 80 lakh tonnes and also similar figures during2005-2006. Good weather, remunerative prices for cotton, increased use of hybrid andBt. cotton seeds have resulted in increasing production of cottonseed and this emergingas second highest produces oilseed in the industry.
As cottonseed forms a substantial part of total edible oilseed production of India, wechose to study cottonseed oil sector as a potential research area. This paper makes an
JMTM19,4
530

attempt to address the waste removal and productivity improvement for the edible oil,specifically Indian cottonseed oil sector.
1.2 World cotton/cottonseed production scenarioSeveral factors influence the world cotton trade, prime amongst them has been theplantation activity which is again dependent on weather conditions. Secondary factorsinclude the growth in economy, inventory levels, synthetic products availability anddevelopment in these products usability, etc. Global cotton scenario has been fastchanging due to obvious reasons. While cotton is one of the important cash crops,changing user preferences have been guiding the production pattern.
The world crop estimates for the year 2005-2006 is expected at 24.75 million tonneas against last year’s crop of 26.2 million tonne. The world average yield in 2004-2005was 731 kg per hectare. The world average yield is expected to drop to 688 kg perhectare in 2005-2006 due to poor weather conditions.
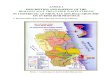
China leads the world cotton production with 5.82 million M.T of crop estimated in2005-2006 (Figure 2). The USA and India with figures of 4.49 and 3.36 million M.T,respectively, stand at second and third positions.
The USA is the largest exporter for cotton. The USA is expected to export 3 millionM.T of cotton in 2005-2006.
Figure 1.India’s production of
cultivated oilseeds
India's Production of Cultivated Oilseeds (Nov.-Oct.) (LakhTonnes) 2004-05
70.2, 21%
83.6, 25%7.1, 2%
1.7, 0%
1, 0%
1.8, 1%
8.3, 2%
79.9, 23%
75.1, 22%12.22, 4%
Groundnut Rapeseed & MustardSesamum SoybeanSunflower safflowerNiger LinseedCastor Cottonseed Production (lakh tons)
Source: AICCA (2005-2006), Solvent Extractor's Association of India
Figure 2.World cotton production
World Cotton Production 2005-06 Million MT
5.82, 26%
4.49, 19%3.36, 14%2.13, 9%
1.31, 6%
1.02, 4%
5.24, 22%
China (Mainland)USAIndiaPakistanBrazilUzbekistanOthers
Source: Annual reports of AICCA (2004-2005, 2005-2006)
Supply chain ofcottonseed oil
industry
531

India has been one of the important cottonseed producers in the world. The countryduring the last 50 years has undergone various changes in agriculture sector, ingeneral, and in cotton cultivation, in particular. Cotton being the cash crop haswitnessed increased activity in cultivation. Recently, India stands number three forcotton/cottonseed production.
2. Literature reviewThe Indian oilseed processing sector is characterized by a large number of relativelysmall-scale, low-technology plants and substantial excess capacity. The structure of theindustry is heavily influenced by government policies that regulate plant scale, capitalintensity, and oilseed/product marketing; which also act as incentives for adding newcapacity; and at times discourage imports of oilseeds for processing. This structure isalso influenced and shaped by domestic demand preference for crude oils; demand forquality feed protein, and erratic supplies of domestic oilseeds for processing.
Indian oilseed processing units operate at just 30-40 percent of installed capacity incontrast with the 90 percent utilization of the US-oil industry (Persaud and Landes,2005). Indian vegetable oil industry comprises over 15,000 oil mills, 600 solventextraction units, 650 refining units and 250 vanaspati units, operating between 40 and50 percent capacity (Mehta, 2005; Sharma, 2006). They identified the unorganizedstructure of Indian oil processing sector and discuss the in-competitiveness of the oilunits because of various wastes and the usage of old techniques.
Sharma (2006) discusses how some policy changes can help to remove excesscapacity and wastes from the Indian edible oil industry. He emphasizes the imports ofoilseeds to support the excess capacity in oil units and diversification of farm productsby shift in yield from grains to oilseeds. Price policy initiatives need to be taken topromote the farming of oilseeds.
In another notable work done Cheng Hai (2002), has identified the supply chainmembers present in the Palm Oil Industry. Though, more or less similar structure ofthe supply chain will be applicable for all the edible oils, attention needs to be given toIndian environment for cottonseed industry. This is because of extremely smallcapacities installed and highly unorganized industry structure of India. Also forcottonseed oil industry, most of the installed capacity is in mechanical expellers.Specific attention has to be given to such small mechanical expeller units.
Bohra (2002) of M/s. Rama Phosphates Ltd (oil division), has made an excellentattempt to identify some waste streams present in the solvent extraction units. He hasidentified losses occurring at different stages of process viz oil loss in de-oiled cake(DOC), oil loss in refinery, Hexane loss in DOC, excessive wastewater generation andpoor treatment, energy loss, inadequate steam generation, emission in workenvironment, improper material handling and house keeping practices. He has alsosuggested ways to remove such losses. But, the research work is silent on losses andother wastes like inventory and un-necessary transportation in mechanical expellerunits. Lean manufacturing approaches and the concepts like VSM were neverattempted in this sector. It will be meaningful to share about lean manufacturing andvalue stream at this junction.
Lean manufacturing is the systematic approach to identifying and eliminatingwaste (non-value added activities) through continuous improvement by flowing theproduct at the pull of the customer in pursuit of perfection (NIST-MEP Lean, 2000).
JMTM19,4
532

The lean paradigm has developed as a holistic approach to manufacture and business(Womack and Jones, 1996). To support the implementation of lean principles,increasingly holistic approaches to mapping and evaluating the supply chain havebeen developed (Rother and Shook, 1999; Jones and Womack, 2002).
A value stream is all the actions (both value and non-value added) the required to bringa product, or group of products that use many of the same resources in much the sameway, through the main flow essential to every product – from raw material to the arms ofthe customer (Browning, 1998). VSM is a pencil and paper visualization tool that showsflow of material and information as a product makes its way through the value stream(Rother and Shook, 1999). VSM serves as a starting point to help management, engineers,suppliers, and customers recognize waste and its sources. These concepts are developedprimarily with two requirements – one to understand the interdependence of one function,department or even whole unit over other and, to capture holistic view about a situationwhere the conventional industrial engineering recording tools do not help much.
As the complexity of manufacturing and business is growing newer value stream toolsare emerging. Recently, there exists a plethora of different tools and techniques developedfor different purposes and waste reduction or elimination (Seth and Gupta, 2005).
The combination of supply chain and sustainability thinking demonstrates thevalue of an objective integrated appraisal of supply chain, various wastes and evenemission aligned to a systems approach. VSM (Rother and Shook, 1999) has beenwidely used to evaluate intra- and inter-company waste. The mapping reviews theflows of information and physical goods, aiming at eliminating waste and therebyimproving quality, cost and delivery. Value added time percentage is the key metric ofthe mapping – comparing value adding (VA) with non-value adding (NVA) activity(Monden, 1993; Irani et al., 2000).
Hines and Rich (1996) have identified seven VSM tools to identify the wastespresent in any system in form of inventory, overproduction, over capacity, wrongprocessing methods, NVA activities, etc.
This paper attempts to identify and remove wastes present in the cottonseed oilindustry using VSM. Two tools, viz process activity mapping and supply chain responsematrix as suggested by Hines and Rich (1996) have been used to effect. An attempt is madeto draw a current picture of value stream and develop a framework for the investigation.
3. Research methodology3.1 SamplingConsistent with the purpose of study, corporations carrying out different activities for thevalue chain were sampled. We selected listed members of All India Cottonseed CrushersAssociation (AICCA) in three states, namely Maharashtra, Karnataka andAndhra Pradesh. Maharashtra is the second highest producer of cottonseed in India. Soits choice as a sampling state was appropriate.
A questionnaire was prepared to structure interviews and discussions, andinformation was collected for markets of each commodity, plant processes, machines,processing costs, parity calculations, etc. through interviews and discussions with themill owners, traders and brokers in the above three states. About ten oil mill owners, 17traders and brokers and ten expeller/extraction machinery manufacturers wereinterviewed. Some questions were reworded to improve validity and clarity based onrecommendations from practicing managers.
Supply chain ofcottonseed oil
industry
533

The questionnaires were answered by individual visit interviews or telephonicinterviews. The respondents were mainly business owners who were responsible formajor supply chain activities in the companies.
As mentioned earlier, sampling states were taken as Maharashtra, Andhra Pradeshand Karnataka. Assumption has been made that the research implications for thesethree states would be applicable for all other states.
3.2 Overall, supply chain mappingThe first stage of the project was value chain mapping and identifying the SupplyChain Members for Cotton. The data were collected from the reports of AICCA(2005-2006) and Cotton Corporation of India Annual Reports for demand, supply,import, export, prices, etc. of each commodity involved in the value chain of cotton.
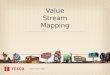
3.2.1 Processing sector structure, capacity, and costs. The Indian Oilseed ProcessingIndustry includes three major processing technologies (Figure 3, Table I):
(1) traditional mechanical crushing, or expelling, used for oilseeds with relativelyhigh-oil content;
(2) solvent extraction for processing oilseeds and expeller cake with less than20 percent oil content; and
(3) expander-solvent extraction, a hybrid process used for raw materials withhigher oil content.
The traditional mechanical crushing industry has two segments: the very small-scale“ghanis” and the small-scale expellers. The processing industry also includes an oil
Figure 3.India’s oilseed processingsector
Soft seeds(peanuts, rapeseed, sunflower)
Expander Solvent extraction
Nonsoft seeds 1
(soybeans, cottonseed)
Solvent extracted oil Deoiled cake
Mechanical expellers
Losses
Expeller oil cake
Fertilizer& waste
Expeller oil
Filtration
Losses
Filtered oil
Domestic oil market
1Solvent extraction is used for raw materials, such as soybeans, cottonseed, and expeller oilcakewith less than 20 percent oil content.
Domestic feed market
Refined oilLosses
Oil refinery
Feed export market
Note: See appendix 1 for detailed picture
JMTM19,4
534

refining sector, which primarily refines domestic solvent-extracted oils and importedcrude and solvent-extracted oils, and a “vanaspati” (hydrogenated oil) sector thatrefines and hydrogenates domestic and imported oils.
Each segment of India’s Oilseed Processing Industry has small capacities andlow-technical efficiency compared with other major processing countries. On average,India’s solvent extraction plants are about one-sixth the size of those in the USA andthe EU and use significantly more power, steam, and hexane solvent per unit ofoilseeds processed. Even India’s largest integrated expeller-solvent extraction plantsare small and high-cost by international standards.
Indian processing units also have more excess capacity than units in other majorprocessing countries. On average, Indian expeller and solvent extraction plants operateonly around the domestic raw material harvest, or at about 30-40 percent of capacity.This contrasts with capacity utilization rates of 92-96 percent for US plants (Millard,2001). Low rates of capacity use compound relatively poor technical efficiency andfurther increase the average and marginal costs of processing raw materials, becausefixed costs must be recouped over fewer units of output.
Additional inefficiency arises because some processes are not well integrated. Whileit is common to see an oil refinery and/or vanaspati unit combined with a solventextraction plant, expeller units are often not integrated with solvent extraction units.As a result, oil and meal production is lost because significant amounts of expeller cakeare not solvent-extracted. In addition, the costs of solvent-extracting the expeller cakerise, and processing delays reduce the quality of the oil and DOC.
India’s oilseed processors are able to operate profitably despite their high-costslargely because of the high-border protection afforded to vegetable oils. In addition,because the price of oilseeds is determined by the cost of processing – together withthe market value of the derived oil and meal – high processing costs dampen oilseedprices, partially offsetting benefits to producers from India’s tariffs on oilseeds and oils.
This paper also highlights some of the inefficiencies present in the oilseed,specifically cottonseed processing sector in India and suggests the ways to remove them.
3.3 Supply chain of cottonseed oil industryThe value chain starts from sowing of cotton in the month of June. The cotton crop is a120 days crop and gets ready for harvesting in October. The arrival of crop starts in thelast week of October/first week of November and continues till mid of April.
Capacitya
Process Units (number) Total (million tons) Average (tons/day) Use rate (percent)
Mechanical crushingGhanis 130,000 2.0 0.05 10Expellers 20,000 40.5 7 30-40
Solvent extractionb 766 36.0 157 30-40Vanaspati 241 4.8 66 35Oil refining 800 4.7 20 35
Notes: aCapacity and use based on raw material; 300 days/year, 24 hours/day basis; bincludesexpander unitsSource: Solvent Extractor’s Association of India Reports (2005-2006)
Table I.Structure of India’s
oilseed processing sector
Supply chain ofcottonseed oil
industry
535

After the arrival of cotton starts in, the traders (through brokers) or governmentpurchase the unginned cotton (called Kapas) and they process it in the contract-basedginning mills. Ginning machines separate the ginned cotton and cottonseed from Kapas.
The cotton thus produced is pressed into bales and then sold to the textile industry forthe production of clothes. Cottonseed produced is sold to the cottonseed oil mills. Thecottonseed oil units may be expeller units or solvent extracted units. The yields ofexpeller mill are cakes (82-84 percent), oil (12-14 percent) and soap (1-2 percent), restbeing losses (detailed value chain of cottonseed oil industry is explained in Appendix 1).
The major players in the cottonseed oil industry in India are shown in Figure 4; theplayers are grouped under the following clusters:
. Upstream producers – essentially involved in the cultivation of cotton,production of cottonseed from cotton.
. Downstream producers – cottonseed oil refiners, kernel crushers, traders, brokers.
. Exporters and importers of cottonseed oil.
. Customers – institutional buyers and retail customers and investors.
. Industry organizations representing the interests of the upstream anddownstream producers.
Figure 4.Supply chain members atdifferent stages of cotton
UpstreamProducers
DownstreamProducers
Exporters/Importer
Customers
IndustryOrganizations,
e.g SEA
GovtOrganizations,
e.g CCI
OtherOrganizations,
e.g AICCA
FarmersGinning
MillsCrushers
SolventExtraction
Plants
Refineries
Major players inthe cottonseed
oil supply chain
JMTM19,4
536

. Government agencies associated with the industry, particularly in respect ofresearch and development and regulatory functions.
. Other players who have an interest and/or stake in the oil industry (NGOs,unions, etc.).
3.4 Application of VSM to identify and remove wastes from cottonseed processing industry3.4.1 The seven VSM tools. The typology of the seven new tools (as suggested by Hinesand Rich (1996)) is presented in terms of the seven wastes (Table II).
3.4.1.1 The seven wastes of cottonseed processing industry:
(1) Overcapacity (overproduction).
(2) Unavailability of cottonseed (waiting).
(3) Raw material and finished good transport (transport).
(4) Use of mechanical expeller mills (inappropriate processing).
(5) Cottonseed inventory (unnecessary inventory).
(6) Unnecessary movement of RM/FG (unnecessary motion).
(7) Defective cottonseed oil or cakes (defects).
In this paper, VSM tools are applied to understand these wastes clearly and an attemptis made to eliminate or reduce them.
3.4.1.2 Waste removal inside value streams. As the focus of the value streamincludes the complete VA (and NVA) process, from conception of requirement backthrough to raw material source and back again to the consumer’s receipt of product,
Mapping tool
Waste/structure
Processactivity
mapping
Supplychain
responsematrix
Productionvarietyfunnel
Qualityfilter
mapping
Demandamplification
mapping
Decisionpoint
analysis
Physicalstructure
(a) volume(b) value
Overproduction L M L M MWaiting H H L M MTransport H LInappropriateprocessing H M L LUnnecessaryinventory M H M H M LUnnecessarymotion H LDefects L HOverallstructure L L M L H M H
Notes: H – high correlation and usefulness; M – medium correlation and usefulness; L – lowcorrelation and usefulnessSource: Hines and Rich (1996)
Table II.Seven value stream
mapping tools
Supply chain ofcottonseed oil
industry
537

there is a clear need to extend this internal waste removal to the complete supply chain(Figure 5) (Andersen, 2001; Hines et al., 1996, 1999).
3.5 Process activity mappingIn an internal manufacturing context, there are three types of operation that areundertaken. According to Ishiwata (1991), Monden (1993) and Murman et al. (2002),these can be categorized as:
(1) non-value adding;
(2) necessary but non-value adding (NNVA); and
(3) value adding.
The first of these is pure waste and involves unnecessary actions which should beeliminated completely. Examples would include waiting time, stacking intermediateproducts and double handling.
NNVA operations may be wasteful but are necessary under the current operatingprocedures. Examples would include: walking long distances to pick up parts;unpacking deliveries; and transferring a tool from one hand to another. In order toeliminate these types of operation it would be necessary to make major changes to theoperating system such as creating a new layout or arranging for suppliers to deliverunpacked goods. Such change may not be possible immediately.
VA operations involve the conversion or processing of raw materials or semi-finishedproducts through the use of manual labour. This would involve activities such as:sub-assembly of parts, forging raw materials and painting body work.On the basis of above, VA and NVA activities are identified by the process map asgiven (Table III).
In summary:. VA activities ¼ 7;. NNVA activities ¼ 10; and. NVA activities ¼ 6.
Figure 5.Current state of cottonseedprocessing supply chain
Supplier ManufacturingUnit
Refinery Customer
SeedCleaner
NeutraliserExpeller Refinery
10-20 days1 day 80-90 days
JMTM19,4
538

3.6 Application of supply chain response matrixThis mapping approach first project by Jessop and Jones (1995) as shown in Figure 6,seeks to portray in a simple diagram the critical lead-time constraints for a particularprocess. In Figure 6, the horizontal measurements show the lead time for the productboth internally and externally. The vertical plot shows the average amount of standinginventory (in days) at specific points in the supply chain.
In the cottonseed processing industry case, the horizontal axis shows thecumulative lead time to be 124 working days. The vertical axis shows that a further120 working days of material are held in the system. Thus, a total response time in thissystem of 244 working days can be seen to be typical. Once this is understood, each ofthe individual lead times and inventory amounts can be targeted for improvementactivity, as was shown with the process activity mapping approach.
4. Discussion and suggestionsThe following observations can be made from the use of above tools on the cottonseedindustry:
. There is excess cumulative inventory of 244 days in the whole supply chain.This includes the inventory locked at manufacturer who stores the inventory of90 days for the fear of unavailability of raw materials.
. There is no big player present in the market. There are large number of smallexpeller mills which are unable to operate with economies of scale.
S No. Step Value
1 Cottonseed received NNVA2 Cottonseed moved to drying platform NNVA3 Cottonseed unpacked NNVA4 Cottonseed dried NNVA5 Cottonseed packed NVA6 Cottonseed moved to stores NVA7 Cottonseed stored NVA8 Cottonseed moved to seed cleaner NVA9 Cottonseed unpacked and fed to seed cleaner NNVA
10 Cottonseed cleaned VA11 Cottonseed moved to expeller NNVA12 Cottonseed fed to expeller VA13 Crushing of cottonseed VA14(a) Cottonseed oil from expeller moved to tank NNVA14(b) Cottonseed cake moved to packing area NNVA15 Cottonseed oil fed to neutralizer NNVA16 Neutralisation of cottonseed oil VA17 Neutralised cottonseed oil stored in tanks NVA18 Neutralised cottonseed oil shipped to refinery NVA19 Refining of cottonseed oil VA20 Refined cottonseed oil stored NNVA21 Refined cottonseed oil packed VA22 Cottonseed oil shipped to market VA
Table III.Process activity mapping
Supply chain ofcottonseed oil
industry
539

. There are NVA activities present in the supply chain such as moving of cottonseedoil from expeller mill to refinery. This can be avoided if refinery is integrated withthe expeller mill. This is possible only if large-scale projects are implemented.
. The industry still uses outdated technology which hampers the productivity.
Let us attack each waste one-by-one to eliminate it! (Figure 7):
(1) Overcapacity (overproduction).
(2) Unavailability of cottonseed (waiting).
(3) Raw material and finished good transport (transport).
(4) Use of mechanical expeller mills (inappropriate processing).
(5) Cottonseed inventory (unnecessary inventory).
(6) Unnecessary movement of RM/FG (unnecessary motion).
(7) Defective cottonseed oil or cakes (defects).
Overcapacity can be reduced by consolidation of the industry. As pointed out earlier in thispaper, the industry is highly unorganized with large number of small players presentin the industry. This restricts the players from exploiting economies of scale possiblefrom operating on large-scale. Thus, consolidation is the key to remove this waste.Policy changes such as import of oilseeds and price policies to favor the production ofoilseeds in the field by farmers will also help to feed the excess capacity.
Unavailability of cottonseed can be addressed once the industry moves towardsconsolidation. The bigger players can integrate backwards till farmers in form ofcontract farming (exploiting economies of scale) and thus eliminate the risk of
Figure 6.Supply chain responsematrix
CumulativeInventory = 120
days
1 day7 days
1 day
1 day
90 days
Refinery
Transportation& receiving
Shipping
Total LeadTime = 244 days
Oil Expeller lead time to produce 4 tonnes ofCottonseed oil
10 days
120 days
Farmers growing Cotton and supplying cotton /cottonseed to traders (Inventory considered isat traders store)
Transportation& receiving
2 days
Cumulative LeadTime = 124 days2 days
JMTM19,4
540

unavailability of raw material. This can also help to reduce the amount of inventoryheld at expeller mill levels from 90 to 6-7 days (as identified in supply chain responsematrix). Again, policy changes cited above may be useful to remove the problemscaused by unavailability of cottonseed.
Transportation can be addressed with the large-scale units located near to farmfields and consolidating the outbound shipment through large distributors.
Inappropriate processing methods viz. use of mechanical expeller is causing a huge lossof cottonseed oil. Even after crushing with a mechanical expeller, there is 6-7 percent oil leftin the cottonseed meal. If the solvent extraction is used instead of mechanical expellers, theoil can be extracted to the maximum and many more useful by products in the form oflinters and hulls can be obtained. Generally the oil left in decorticated (solvent extracted)meal is only 0.5 percent. Solvent extraction mills are profitable only at large-scale. Thus,consolidation of industry is again useful for removal of this waste.
Other NVA activities identified in process activity mapping can also be reduced byuse of better processing methods and use of mechanical conveyors which can directlydeliver the dried cottonseed from the drying platform to store and then to seed cleaner.
Unnecessary inventory in the form of cottonseed can be addressed by backwardintegration with the farmers. Also automatic conveyors can be used to eliminateunnecessary WIP from the process.
Unnecessary motion as identified in the process activity mapping, the oil refineriesare located far away from the expeller mills. Because of this, the neutralized cottonseedoil has to be transported to the refineries, which causes extra lead time. Thus,integration of refineries with the expeller mills will help to reduce the extra lead time ofunnecessary transportation. This will be possible when an expeller unit is operating ona large-scale to feed the refinery with sufficient volume to run profitably.
Cottonseed oil defects can be eliminated by carefully purchasing the right quality ofcottonseed and selecting the right make and technology of expeller unit. Proper storage
Figure 7.Current state of cottonseed
processing industry
Supplier ManufacturingUnit
SeedCleaner
Expeller Neutraliser Refinery
10-20 days1 day 80-90 days
Refinery Customer
Supply chain ofcottonseed oil
industry
541

of raw material and finished goods (oil and meal) is essential to remove the storagerelated losses and defects.
Thus, all the wastes need to be addressed for the successful transition of IndianCottonseed Oil Processing Industry from an inefficient supply chain to an efficientsupply chain.
The future state (to be state) of the oil processing units is shown diagrammatically(Figure 8).
5. ConclusionsRother and Shook (1999) rightly argue that whenever there is a product for a customer,there is a value stream. The challenge lies in seeing and working on it. VSM can bedone in the same way for practically any business activity and expanded upstreamor downstream. Indian Cottonseed Industry has a huge potential due to fast risingdemand and insufficient supply of edible oil in India. Use of inappropriate methods ofprocessing, unorganized industry and presence of large number of non-networkedsmall players is making the overall supply chain inefficient and is causing losses andwastes.
Thus, the wastes of the industry in terms of overcapacity, unnecessary inventory,motion and transport, etc. need to be addressed to improve efficiency and effectivenessof supply chain. Four major recommendations come out of this paper for the industry.
One, consolidation of the industry to form bigger players who can exploit economiesof scale. Second, backward integration with the farmers to assure continuous supply ofraw material (cottonseed). Third, forward integration with refineries or combining therefineries with the oil mills. Finally, last but not the least, use of solvent extraction toextract the maximum oil from oil meal.
In the existing scenario of processing capacity and low-capacity utilization – India’sprocessors operate their plants at a level where average costs are high. They can
Figure 8.State of cottonseedprocessing industry
Supplier ManufacturingUnit
Refinery Customer
SeedCleaner
Expeller Neutraliser Refinery
1 day1 day 5-6 days
JMTM19,4
542

reduce unit processing costs by increasing capacity use. In the future, costs can dropfurther if larger, more technically efficient plants are built and can operate at highlevels of capacity use. Lower processing costs would create a stream of benefits toprocessors that could be shared with producers (in the form of higher oilseed prices)and consumers (in the form of lower oil prices).
With the above recommendations being in practice, the cottonseed oil industrymight look into future with positive outlook. The future scope of work lies in exploitingother powerful tools of value stream to attack down stream wastes in the supply chainof edible cotton seed oil industry. Similarly, the concepts can be replicated for otheredible oil industries to capture various scenarios and attack wastes in processing anddistribution chains. Similarly, studies can be used to compare value streams in contextto country specific situation.
References
AICCA (2005-2006), Annual Reports for 2005-2006, All India Cottonseed Crushers Association,Mumbai.
Andersen, H. (2001), “The history of reductionism versus holistic approaches to scientificresearch”, Endeavour, Vol. 25 No. 4, pp. 153-6.
Bohra, J.M. (2002), available at: www.apo-tokyo.org/gp/manila_conf02/resource_papers/narrative/bohra.pdf
Browning, T. (1998), “Modeling and analyzing cost, schedule, and performance in complexsystem product development”, PhD thesis, Massachusetts Institute of Technology,Cambridge, MA.
Cheng Hai, T. (2002), A Report on Palm Oil Supply Chain, Plantation Agriculture, WWFMalaysia, Malaysia.
Dorab, E.M. (2006), “Price outlook for world vegoils – 2006”, paper presented at 17th PriceOutlook Conference, Kuala Lumpur, February 24.
Hines, P. and Rich, N. (1996), “The seven value stream mapping tools”, Proceedings of the 1996NAPM Annual Academic Conference, Portland State University, Portland, USA, pp. 69-86,March 21-23.
Hines, P., Rich, N. and Esain, A. (1999), “Value stream mapping: a distribution industryapplication”, Benchmarking: An International Journal, Vol. 6 No. 1, pp. 60-77.
Hines, P., Rich, N. and Hittmeyer, M. (1996), “Competing against ignorance: advantage throughknowledge”, International Journal of Physical Distribution & Logistics Management, Vol. 28No. 1, pp. 18-43.
Irani, S.A., Zhang, H., Zhou, J., Huang, H., Udai, T.K. and Subramanian, S. (2000), “Productionflow analysis and simplification toolkit (PFAST)”, International Journal of ProductionResearch, Vol. 38 No. 8, pp. 1855-74.
Ishiwata, J. (1991), Productivity through Process Analysis, Productivity Press, Cambridge, MA.
Jessop, D. and Jones, O. (1995), “Value stream process modelling: a methodology for creatingcompetitive advantage”, Proceedings of the 4th Annual IPSERA Conference, University ofBirmingham, Birmingham.
Jones, D.T. and Womack, J. (2002), Seeing the Whole – Mapping the Extended Value Stream, TheLean Enterprise Institute, Cambridge, MA, pp. 1-100.
Supply chain ofcottonseed oil
industry
543

Mehta, B.V. (2005), “India – mover & shaker of global vegetable oil market”, paper presented atThe National Seminar on Oil Palm, Bali (organized by Indonesian Palm Oil ProducersAssociation (GAPKI), November 17-18.
Mehta, B.V. (2006), “Overview of the Indian oilseed sector and demand of edible oils”,Proceedings of Exchange Traded Commodities Outlook 2005-06, (organized by ForetellBusiness Solution Private Ltd).
Millard, R. (2001), “Value stream analysis and mapping for product development”, Master’sthesis, Massachusetts Institute of Technology, Cambridge, MA.
Monden, Y. (1993), Toyota Production System: An Integrated Approach to Just-in-Time,Industrial Engineering and Management Press, Norcross, GA.
Murman, E. et al. (2002), Lean Enterprise Value, Palgrave, Basingstoke, p. 72.
NIST-MEP Lean (2000), Lean Certificate Series, NIST Manufacturing Extension Partnership,Gaithersburg, MD.
Persaud, S. and Landes, M.R. (2006), “The role of policy and industry structure in India’s oilseedmarkets”, Policy and Industry Structure in India’s Oilseed Markets/ERR-17, EconomicResearch Service/USDA (2005-2006).
Rother, M. and Shook, J. (1999), Learning to See, The Lean Enterprise Institute, Cambridge, MA.
Seth, D. and Gupta, V. (2005), “Application of value stream mapping for lean operations andcycle time reduction: an Indian case study”, Production Planning & Control (PPC), Vol. 16No. 1, pp. 44-59.
Sharma, A.R. (2006), “Production, availability & technological advances in vegetable oilindustry”, Sea News Circular, Vol. 3 No. 4.
Womack, J. and Jones, D.T. (1996), Lean Thinking: Banish Waste and Create Wealth in yourCorporation, Simon and Schuster, New York, NY.
Appendix 1. Value chain of cotton
Figure A1.
GinningLints – Used forTextile Industry(33% of cotton)
Cottonseed(65% of cotton)
Cleaning
Cotton
Losses (2%)
Twigs, leaves andother trash
Expeller UnitExtraction Unit
(a) (b)
JMTM19,4
544

Figure A2.
Delinting Linters (4.2 %)
First cut linters
Second cut linters Delintedseeds
Hulling Hulls (26.4%)
Kernels(meats)
Flakingrollers
Extraction Unit
(a)
Thin flakesof meat
Cooking at 170 F(to reduce moisture)
Cottonseedmeal (extraction) (49.2%)
Cottonseed crude oil(12.5%)
Screw pressmills
Solventextraction mills
Washing withCaustic Soda
Washed Oil
Losses – 5.6%
Cottonseed (100%)
Supply chain ofcottonseed oil
industry
545

Figure A3.
Expeller Unit
Evaporation losses atmachine temperature
(3 %)
Moist
Washed Oil
Washing withCaustic Soda
(b)
Cottonseed (100%)
Crushing
Dry
Dried
Oil (11 %) Cake (84 %)Soap stock
(2 %)
JMTM19,4
546

Appendix 2. Oilseed tables
Oil
seed
s19
95-1
996
1996
-199
719
97-1
998
1998
-199
919
99-2
000
2000
-200
120
01-2
002
2002
-200
320
03-2
004
2004
-200
5
Gro
un
dn
ut
75.8
86.4
73.7
89.8
52.7
64.1
7044
8270
.2R
apes
eed
and
mu
star
d60
66.6
4756
.757
.941
.951
3962
83.6
Ses
amu
m5.
36
5.7
5.3
4.8
5.2
74
87.
1S
oyb
ean
5153
.864
.671
.470
.852
.860
4679
75.1
Su
nfl
ower
12.6
12.7
8.9
9.4
6.9
6.5
79
1012
.22
Saf
flow
er3.
84.
31.
22.
42.
62
22
11.
7N
iger
1.9
1.8
1.4
1.4
1.5
1.1
11
11
Lin
seed
2.9
3.3
2.4
2.7
2.4
22
22
1.8
Cas
tor
7.8
8.9
8.3
8.4
7.7
8.8
74
88.
3T
otal
pro
du
ctio
nof
nin
eot
her
oils
eed
sin
lak
hto
nn
es22
1.1
243.
821
3.2
247.
520
7.3
184.
420
715
125
326
1.02
Cot
ton
seed
pro
du
ctio
n(l
akh
ton
s)43
4737
.15
40.9
638
.832
.17
52.6
145
.29
58.9
479
.9
Source:
AIC
CA
(200
4-20
05,
2005
-200
6),
Sol
ven
tE
xtr
acto
r’s
Ass
ocia
tion
ofIn
dia
Rep
orts
(200
5-20
06)
Table AI.India’s production
of cultivated oilseeds(November-October) (lakh
tonnes)
Supply chain ofcottonseed oil
industry
547

Appendix 3. Oil tables
Year 2001-2002 2002-2003 2003-2004 2004-2005
Exports of cottonseed (in tonnes) 277 269.19 559.73 726.49
Source: Annual Report of AICCA (2005-2006)
Table AIII.Export of cottonseed byIndia
ProductionState 2002-2003 2003-2004 2004-2005
Punjab 2.64 3.66 6.24Haryana 2.81 3.83 5.82Rajasthan 1.49 2.83 3.41North Zone 6.94 10.32 15.47Gujarat 10.07 16.65 23.31Maharashtra 7.92 10.32 17.31MP 5.94 6.49 5.49Central Zone 23.93 33.46 46.11AP 6.6 8.65 10.32Karnataka 1.98 1.33 2.66TN 1.32 1.16 1.83South Zone 9.9 11.14 14.81Other states 0.33 0.33 0.5Loose cotton 3.8 3.66 2.99All India 44.9 58.91 79.88
Source: Annual Reports of AICCA (2004-2005, 2005-2006)
Table AIV.Area wise production ofcottonseed (lakh tonnes)
Year 2001-2002 2002-2003 2003-2004 2004-2005
Cotton production (lakh bales) 158 136 177 240Cottonseed production(@333 kg/bale) (lakh tonnes) 52.61 45.29 58.94 79.9Retained for sowing and directconsumption (lakh tonnes) 11.3 10 12 16Marketable surplus (lakh tonnes) 41.31 35.29 46.94 63.9
Note: Availability of cottonseed for processing in IndiaSource: Annual Report of AICCA (2005-2006)Table AII.
Year 2001-2002 2002-2003 2003-2004 2004-2005
Export qty (tonne) 101.1 643.96 5,629.17 2,007.99
Source: Annual Reports of AICCA (2004-2005, 2005-2006)Table AV.Exports of cottonseed oil
JMTM19,4
548

Year Output
1996-1997 4.81997-1998 3.41998-1999 51999-2000 4.32000-2001 42001-2002 4.132002-2003 3.532003-2004 4.692004-2005 6.39
Source: Ministry of Agriculture, Government of India, Cottonseed Complex Report (2005-2006);adopted from www.mcxindia.com
Table AVII.Production of cottonseedoil in India (lakh tonnes)
Import of vegetable oil
Oil year(November-October)
Domestic vegetable oilavailability
(lakh tonnes) Edible Non-edible
Total importveg oil
(lakh tonnes)
Totalavailability
(lakh tonnes)
1996-1997 74.2 17.5 1.5 19 93.21997-1998 67.9 20.8 1.6 22.4 90.31998-1999 69.1 43.9 1.9 45.8 114.91999-2000 63.2 44.9 2.5 47.4 110.62000-2001 58.1 48.3 2.6 50.9 1092001-2002 67.2 44.2 3.9 48.1 115.32002-2003 51.5 51.1 2.8 53.9 105.42003-2004 75.9 43.9 2.3 46.2 122.12004-2005 (P) 74.2 50 3 53 127.22005-2006 77 52.5 4 56.5 133.5
Source: Sharma (2006)
Table AVI.India’s vegetable oils
production and import(million tonnes)
Actual EstimatesConsumption in lakh tonnes 2002-2003 2003-2004 2004-2005 2005-2006 2006-2007
Soybean oil 17.8 19 28 31.5 33.7Cotton oil 3.9 5.2 6.6 7.2 7.5Gn oil 7.4 11 9.5 10.2 10Sun oil 5.75 5 5 6.8 6.8Rape oil 11.9 17 14.2 19 19Sesame oil 1.5 2 2 1.6 2Palm oil 40 35 33.2 26 29Coconut oil 4.5 5 4.5 4.5 4.5Castor oil 1 1 1 1.2 1.2Ricebranoil 5.5 6 6 6.5 6.5Others 1.8 2 3.5 3.5 3.5Total 101.05 108.2 113.5 118 123.7Population (millions) 1,060 1,070 1,080 1,090 1,100Per cap kg 9.53 10.15 10.5 10.83 11.25
Source: Dorab (2006)Table AVIII.
India’s consumption
Supply chain ofcottonseed oil
industry
549

Corresponding authorDinesh Seth can be contacted at: [email protected]; [email protected]
Year Quantity (lakh tons)
1997-1998 0.04431998-1999 0.38241999-2000 0.43162000-2001 0.2382001-2002 0.11752002-2003 0.00552003-2004 0.00892004-2005 0.0271
Source: DGCIS, Ministry of Commerce, Cottonseed Complex Report (2005-2006); adopted from www.mcxindia.com
Table AIX.India’s imports ofcottonseed oil
JMTM19,4
550
To purchase reprints of this article please e-mail: [email protected] visit our web site for further details: www.emeraldinsight.com/reprints

Reproduced with permission of the copyright owner. Further reproduction prohibited without permission.