Embed Size (px)
Citation preview

8/6/2019 Applications of Simulation Techniques to Sheet Metal Forming Processes
http://slidepdf.com/reader/full/applications-of-simulation-techniques-to-sheet-metal-forming-processes 1/10
M E TA L S A N D M AT E R I A L S , Vo l . 4 , N o . 4 U 9 9 8 ), p p . 5 8 3 - 5 9 2
Appl i ca t i ons o f S imu la t i on Te chn iques t o Shee t Me ta l Fo rming P roces se s
Soo-Ik Oh, Jong-Kil Lee*, Jeong-Jin Kang** and Joo-Pyo Hong**
D e p a r t m e n t o f M e c h a n i c a l D e s i g n a n d P r o d u c ti o n E n g i n e e r i n g , S e o u l N a t i on a l U n i v e r si t yS a n 5 6 - 1 S h i n r i m - d o n g , K w a n a k - k u , S e o u l 15 1 - 7 4 2 , K o r e a
* K i a R & D C e n t e r , K i a M o t o r s C o r p o r a t i o n7 8 1- 1 S o h a - d o n g , K w a n g m y u n g - s h i , K y u n g k i 4 2 3 -7 0 1 , K o r e a
* * G r a d u a t e S c h o o l , S e o u l N a t i o n a l U n i v e r s i t yS a n 5 6 - 1 S h i n r i m - d o n g , K w a n a k - k u , S e o u l 1 5 1 -7 4 2 , K o r e a
Sheet metal forming is one of the most widely used processes in manufacturing. Traditional die design prac-tice based on trial and error method is time consuming and expensive. For this reason, the simulation tech-
nique based on Finite Element Method (FEM) becomes more popular to develop and optimize die design.Tw o FE codes for the analysis of the sheet metal forming processes are presented in this paper. The one isa two dimensional implicit code named KSHELL, and the other is a three dimensional explicit code, ES-FOR M. D raw bending, tube inversion and spring back processes were simulated by KSH ELL. Three pointbending, automot:ive panel stamping and sq uare cup drawing with Tailor Welded B lanks (TW B) were simu-lated by ESF OR M. The simulation results arc discussed by comparing with experimental measurements.
Key words : sheet metal forming, finite element method (FEM), tailor welded blanks (TWB)
1 . I N T R O D U C T I O N
Shee t me ta l fo rming i s one o f the mos t wide ly usedprocesses in manufac tu r ing . Wi thou t p roper ly des igneddie or process parameters , the f inal products are sub-jected to var ious types of defects , such as tear ing, wrin-kles and dimensional inaccuracies . Tradi t ional d ie des ignpract ice based on t r ia l and error method is expensiveand t ime consuming . For th i s r eason , s imula t ion t ech-n ique based on F in i t e E lement Method (FEM) becomesmore popu la r to op t imize d ie des ign .
There a re two types o f the t ime in teg ra tion me thodused in FEM. One i s impl i c i t me thod and the o the r i s ex -p l i c i t me thod . The impl i c i t me thod has been used byma ny resea rche r s s ince the ea r ly st ages o f the s tudy [1 -4] . I t i s known that the impl ic i t method is more accurateand economica l fo r two d imens iona l quas i - s t a t i c p rob-l ems where con tac t fo rmula t ion i s r e l a t ive ly s imple andthe required computat ion t ime is not so large . For threed imens iona l shee t fo rming s imula t ions , exp l i c i t me thodis mo re p opula r due to i ll s s impler in terface form ulat ionand manageab le computa t ion t ime . Many FE codes ,s u c h a s PA M - S TA M P a n d L S - D Y N A , b a s e d o n t h eexp l i c i t t ime in teg ra t ion me thod have been deve lopedand used in th ree d imens iona l shee t f i ) rming s imula t ions
[5 -8 ] . The suc cess o f impl i c i t shee t fo rmin g codes ideb ted to the deve lopments o f e ff i c i en t she l l e l emenby var ious researchers , such as , to name a few, HugheLiu, Belytschko, and Zachar ia [9--12] .
In order to predic t the f inal d imensions of sheel formed products accurate ly, i t i s essent ia l to consider spr inback. I t i s known that expl ic i t formulat ion is not sui tabfo r sp r ing back p red ic t ions due to unreasonab ly h igcomputat ional effor ts [13] . Therefore , i t i s customary s imula te th ree d imens iona l shee t fo rming opera t ions bexp l i c i t me thod and sp r ing back p red ic t ions by impl i cm e t h o d .
M any o f the new techno log ies have appeared in shemeta l fo rming . The fo rming o f ' t a i lo r we lded b lankamong them, becomes more popu la r in the au tomot ivindus t r i e s . A Ta i lo r Welded Blank (TWB) shee t i s composed o f two o r more shee t s tha t have been we lded together in a s ingle plane pr ior to forming [14] . The sheetthat are being welded, can be ident ical , or can have diferent th icknesses , mechanical proper t ies , or surface coaings . They can be jo ined by wi r ious we ld ing p rocessesuch as l a se r we ld ing o r mash seam weld ing . The concep t s o f sheet me ta l fo rming us ing TW B are cu r ren tlprevai l ing in the automotive industr ies worldwide [1516]. The usag e of TW B is act ivated in the Ko rean au

8/6/2019 Applications of Simulation Techniques to Sheet Metal Forming Processes
http://slidepdf.com/reader/full/applications-of-simulation-techniques-to-sheet-metal-forming-processes 2/10
58 4 S o o - l k O h e t a L
tomotive companies and is expected to become popular[17]. Now the challenges in forming of TW B includehow to predict and evaluate the performance of TWB informing and how to achieve the maximum tbrmabi l i typerformance [18].
In the present paper, two elastic-plastic finite elementcodes to analyze the sheet metal forming processes arepresented. One is two dimensional implicit code,KSHELL, and the other is three dimensional explicitcode, ESFORM. Plane strain draw bending, three pointbending with spring back and tube inversion processesare s imulated by using KSHELL Forming behavior ofthree point bending, square cup drawing of TW B and au-tomotive panel stamping processes are studied by usingE S F O R M .
2 . F O R M U L AT I O N S
In this paper, we review the formulations used in thetwo sheet forming programs, KSHELL and ESFORM,briefly.
In order to analyze a large deformation problem tak-ing into account the geometrical nonlinearity, the up-dated Lagrangian formulation was used. The variationalform of the equations of motion, which is derived fromthe equilibrium equation by using the divergencetheorem, is expressed as follows.
; 6 J G d V + f 3 v Z p v d V -~ r t d S = t ) (1)V V S
wh ere ~" is strain rate tensor; cr is Ca uch y stress tensor; vis velocity vector; p is material density; t is external sur-face traction vector per unit surface area; V is volume; S,is a surface on which external tractions are applied. InEq. 1, the terms imply internal virtual work rate, inertiavirtual work rate, and external virtual work rate, respec-tively. Body forces were neglected. In the two-di-mensional implicit code, KSHELL, the term of inertiavirtual work rate was not taken into account.
Degenerated shell element with bilinear shape func-tion is widely used in sheet metal fi~rming simulation be-cause of i ts effectiveness and simplicity of formulation.It was derived from three dimensional solid element forthe first t ime by Ahmad et al. [19] and it was applied tononl inear problem by Hughes et al. [9]. It was sim-plified with the assumption of no warping and usingcorotational formulation, and implemented to explicit f in-ite element method by Belytschkoet al. 120]. The for-mulat ion by Belytschko 's was used in ESFOR M andthat by Hughes ' in KSHELL.
"I 'he geometry of a shell element can be described bythe summation of the two vectors as shown in Fig. 1.
X(~, /7, ~) = xm(~ , T/)"I-~(O xfib(~, 7)
where x denotes the position vector of a generic point of
the shell; x m is the position vector of a co rrespondingpoi nt on the refe renc e surfa ce; x f~b is a unit v ect oremanating from the same point in the fiber direction; ~"(Q is defined as (~/2)h in which h is the thickness of theshell. For ~ fixed, the surface d efined by Eq. 2 is calleda lamina. And for ~, r/fixed, the l ine defined by Eq. 2 iscalled fiber. The fibers are not generally perpendicularto the laminae.
The velocity field of a shell element can be describedwith the assumption of Mindlin-Reissner theory and iso-parametric hypothesis as
v = v m + ( v f i h ( 3 )
Recently, further improvements over Belytschko's if)r-mulat ion has been proposed by Belytschkoet al. [21,22]and Zhu et al. [12]. These form ulations are currently im-plemented in ESFORM and it is being tested.
The const i tu t ive equat ions used in KSH EL L and ES-FORM are the rate type. In order to maintain the ob-jectivity, co-rotational coordinate system was used. Thestress rate, ~j is expressed by
_ E " " t'ai = C u~l "~i - C #kt( Skl (4 )
where
and ~E is the elastic strain ra te; ~P is the plastic strainrate. The plastic strain rate was determined by the as-sociated flow rule. The anisotropic yield fimctions used
Fig. 1. Geo metry of shell element.

8/6/2019 Applications of Simulation Techniques to Sheet Metal Forming Processes
http://slidepdf.com/reader/full/applications-of-simulation-techniques-to-sheet-metal-forming-processes 3/10
Applications of Simulation Techniques to Sheet Metal Forming Proccs:ges 585
in the formulations are the ones by Hill and Barlat [23,24].
In KSHELL, interface contact between two differentobjects is treated by applying the kinematic constraintsand it is imple men ted in the stiffness matrix. In three di-
mensional applications using ESFORM, penalty methodwas used to calculate the contact force vector. In contactsearching procedure, the POsition Code Algorithm(POCA) [25] is used as a trivial-rejection scheme. Thespatial domain is divided into subdomains which aregiven unique position codes. Every node is given the po-sition code of the subdomain which it belongs to, andcontact search is conducted only between the nodes ofthe same position code to reduce the global searchingtime.
3 . A P P L I C AT I O N S
tively. Cou lom b friction law is assumed w ith frictioncoefficient of 0.144. Two cases of simulations were per-formed with two different blank holding forces, 2.54 kNand 19.6 kN at each side blank holder.
Solutions were obtained by using different integration
strategies in thicknes s direction. Fig. 3 sho ws predictedthickness distributions with two different integrationschemes. One is two-point Gauss quadrature and the oth-er is 7-point trapezoidal rule. Prediction shows that thetwo-point Gauss quadrature predicts stiff behavior inbending and unbending process, which result in overlythinning in the vertical wall. This result suggests thathigher order integration is needed to accommodate thenon-linear stress distribution in thickness direction.
Spring back was calculated based on the simulationresults. Fig. 4 shows the predicted spring back together
3.1. Plane strain draw bendingIn plane strain draw bending operation, workpiece un-
dergoes complicated deformation modes, such as bend-ing, unbending, and stretching processes. Due to thecomplex deformation modes, the prediction of springback needs more caution to achieve the desired accuracy.The two dimensional draw bending process was selectedas a benchmark problem in NUMISHEET '93 [26]. Thespring back prediction of the same process is presentedhere.
Fig. 2 shows the draw bending process schematically.The dimensions of the blank sheet are 35(I ram, 35 ram,and 0.78 mm in length, width, and thickness, respec-tively. The width of the sheet is large compared to itsthickness, and the process may be assumed to be a planestrain def ormation. The material of the sheet is mildsteel and its stress-strain curve can be repres ented by565(0.007t17+eP ) ':~s'' in MPa. The You ng's modulusand the Poisson's ratio are 206 GPa and 0.3, respec-
Fig . 3. Predicted th icknes s strain distribution o f drawbending part.
Fig. 2. Schem atic diagram of two dimensional d rawbending. Fig. 4. Predicted spring back of draw bending part.

8/6/2019 Applications of Simulation Techniques to Sheet Metal Forming Processes
http://slidepdf.com/reader/full/applications-of-simulation-techniques-to-sheet-metal-forming-processes 4/10
586 S o o - l k O h e t a l.
Fig. 5. Definition of spring back of draw bending pro-cess.
with the other predictions published in NUMISHEET'93. The definition of the spring back angles, 01 and 4 ,are given in Fig. 5. It can be seen from Fig. 4 that the
simulation results vary over considerable range. It is alsonoted that experimental measurements by various in-vestigators show similar scattering. It seems that morestudy has to be done on spring back predictions.
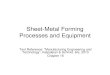
3.2. Tube inversionTube inversion process was simulated by the two di-
mensional implicit code, KSHELL In tube inversion pro-cess, bending, unbending and expansion in circum-ferential direction take place simultaneously. The im-portan t pr oces s param eters arc', the inner radius, tubethickness and die comer radius. Tube inversion can bedone in two ways, one is inside-out inversion and theother is outside-in inversion depending upon the guideat die comer. Improper design ,of this process can causebuckling and tearing during the process.
In tube inversion process, bending radius is usuallyvery sharp compared to tube thickness and bending andexpansion occur simultaneously. Such complex deforma-tion mode causes difficulties in simulation.
Fig. 6. Predicted deformations of tube inversion at punch displacement of (a) 0.00 inch, (b) 0.24 inch, (c) 0.47 inch(d) 0.94 inch, (e) 1.42 inches and (t) 1.89 inches.

8/6/2019 Applications of Simulation Techniques to Sheet Metal Forming Processes
http://slidepdf.com/reader/full/applications-of-simulation-techniques-to-sheet-metal-forming-processes 5/10
App lication s of Sbnulation Techniques to Sheet Metal Form ing Processes 587
Fig. 7. Experimentally measured cross section of in-verted tube wall [27].
A1-Hassani et al. [27] examined the characteristics ofthe tube inversion process experimentally. In this study,inside-out tube inversion process from AI-Hassani wassimulated and the simulation results are compared to AI-Hassanfs experimental results.
The simulation was performed under axisymmetriccondition. The inner diameter of the tube and thicknessare 49.2 mm and 1.6 mm, respectively. The die corner
radius is 4.0 ram. The material of the tube was alu-minum and the flow stress equation is given by
~ = 220.64 x (0.1 23+ gP) ~13~ MPa (6)
The Young's modulus and Poisson's ratio are 96 GPaand 0.3, respectively. Coulomb's friction law was usedand the friction coefficient between the die and the tubeis 0.1. Fig. 6 shows the deformed geometries at differentpunch displacements predicted by the simulation and Fig.7 shows the deformed geometry measured by ex-periment [27].
3.3. T hree point bend ingIt is well known that the accuracy of a bending dom-
inant solution depends strongly on the number of in-tegration points in through -thicknes s direction. To es-timate the depe ndency of the solution on integration ord-er, we simulated three point bending problem by usingESFORM. Schematic diagram of the three point bendingpro cess is given in Fig:. 8. This geo me try is identical tothat used by Cho et al. [128]. Three cases of the simu-lation were done with 3, 5 and 7 points Gauss in-tegration. The FE mesh of the workpiece consists of 700quadrilateral 4 node shell elem ents. The :flow stress ofthe sheet is given by
= 879.5(0.00111 +~-p)0.2 M Pa (7)
and the Young's modulus and Poisson's ratio are 87GPa and 0.33, respectively.
Fig. 9 shows the measured and predicted bendingstrain distribution through the thickness at the 5.5 mmoff from the punch tip at the punch displacement of 35.0mm. It can be seen from Fig. 9 that the predicted strainsare in excellent agreement with the measurement, lit is
Fig. 8. Schematic diagram of three point bending test.
also seen that the accuracy of the strain solution doesnot improve with increasing integration order. This is be-cause that the magnitude of the bending strain is almostlinear along the thickness.
Fig. 10 shows the predicted and measured bendingload as a function of punch displacement. It is seen fromthe figure that three-point Gaus s integration predicts low -er bending load compared to the measured one. As in-tegration order increases, predicted bendin g load ap-
proaches to the measured value.The stress is usually a non-integer exponent functionof the strain. So higher order integration is needed to getaccurate solution. Fig. 11 shows the predicted andmeasured effective stress distributions along the thick-
Fig. 9. Bending strain distribution through the thicknessin three point bending at 5.5 mm off from punch tipwhen punch displacement of 35.0 mm.

8/6/2019 Applications of Simulation Techniques to Sheet Metal Forming Processes
http://slidepdf.com/reader/full/applications-of-simulation-techniques-to-sheet-metal-forming-processes 6/10
588 Soo-lk Oh et aL
Fig. 11. Effective stress distribution in three point bend-ing at 5.5 mm off from punch tip when punch dis-placement of 35.0 mm.
ness. It can be seen that the three-point Gauss in-tegration results in very poor solution. On the otherhand 7-point integration gives excellent result comparedto the measured effective stress distribution.
The simulation results suggest that we need the 7-point integration fo r the simulations ol! bend ing do m-inant processes. It is noted, however, that higher order in-tegration results in large amount of computation time.
It has been shown that spring back analysis by ex-plicit metho d ma y be possib le but it is not practical dueto large computation time [13]. Therefore it is customaryto carry out loading analysis by explicit method andthen spring back analysis by implicit method. In order tostudy spring back behavior, plastic loading and elasticunloading were simulated by KSHELL. Also the predict-ed spring back angle at various punch displacements arecompared to those measured by experiments in Fig. 12.
Fig. 12. Spring back angle.
The comparison shows that the predicted values are inexcellent agreements with the measured ones.
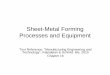
3,4. Square cup drawing with TWBSquare cup drawing process is investigated to study
the weld line movement in TWB forming. Square cupdrawing process is shown schematically in Fig. 13. Thedimensions of the tools are the same as those used inMUMISHEET '93. Sheets of the same material but withdifferent thicknesses, 0.7 and 1.4 mm, were welded to-gether to make initial blank. The initial blank of 150mm square was prepared by cutting the welded blank
Fig. 13. Schematic diagram of square cup drawing.

8/6/2019 Applications of Simulation Techniques to Sheet Metal Forming Processes
http://slidepdf.com/reader/full/applications-of-simulation-techniques-to-sheet-metal-forming-processes 7/10
Applications of Simulation Techniques to Sheet Metal Forming Processes 5 8 9
Table 1. Simula t ion condi t ions for TW B square cupfo rming
Weld l ine BHF BHF BHFlocation (kN) type ratio
Case I center 19.2 uniform 5:5
Case II center 19.2 non-un iform 4:6
10 mm offfrom center
Case III 19.2 uniform 5:5toward thick-
er sheet
with weld l ine located vertically at the center and at 10mm off f rom the center l ine toward the th icker sheet . Inorder to study the possibil i ty of controll ing the weld l inemovements , b lank holding force i s appl ied by four d i f -
ferent hydraul ic cyl inders . The pressure of the hydraul iccyl inder can be contro l led independent ly. The to ta l b lankholding force is 19 kN. The three different simulationconditions are summarized in terms of weld l ine lo-cations, and blank holding force distr ibutions in Table 1.
The Coulomb f r ic t ion law is assumed and f r ic t ioncoefficient of 0.144 is used in simulations. Tensile testsshow that the f low behavior of base sheet and weldedpor t ion i s cons iderably d i fferent . However, numerica ltests show that material properties of welded portion canbe neglected in the simulation. The thickness difference
of the welded sheet was accounted by us ing the nodeconstraint method as shown in Fig. 14. As i t can be seenfrom Fig. 14, the nodes along the weld l ine are con-straint in such a way that they can transmit the in-planeforce and moment across the weld l ine .
Figs . 15 and 16 show the predic ted and measured de-
Fig. 14 Weld part modeling with nodal constraint .
Fig. 15. TWB square cup forming wi th weld l ine lo-cated vertically at center (case I) . (a) experiment, and (b)simulation.
formed shapes for cases I and II1 at the punch dis-p lacem ent of 40 mm. T he predic ted th ickness d is -tr ibutions are also shown in Figs. 15 and 16. I t appearsthat the predic t ions are in good agreements wi th ex-per iments . The predic ted and measured weld l ine move-ments are summarized in Table ;2. Here again, the pred-ic t ions are in excel lent agreements . I t may be men-tioned that small crack appeared parallel to weld l ine incase HI.

8/6/2019 Applications of Simulation Techniques to Sheet Metal Forming Processes
http://slidepdf.com/reader/full/applications-of-simulation-techniques-to-sheet-metal-forming-processes 8/10
5 90 S o o - l k O h e t a l.
Fig. 16. TWB cup with weld line located 10 mm offfrom the center toward thicker sheet (case Ill). (a)experiment, and (b) simulation.
Table 2 . Maximum weld l ine displacement af ter form-ing (mm)
Exper iment Sire ulation
Case I 3 4
Case II 2 3
Case III 8.5 9
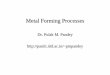
3 .5 . Autom ot ive f ron t f ender
The forming of the automotive front tender that wasused as a benchmark problem in NUMISHEET '93 was
Fig. 17. Forming simulation of automotive front fender.(a) thickness strain distribution and shape at 1.0 mm upfrom the bottom, (b) dangerous region, and (c) FLD atregion A.

8/6/2019 Applications of Simulation Techniques to Sheet Metal Forming Processes
http://slidepdf.com/reader/full/applications-of-simulation-techniques-to-sheet-metal-forming-processes 9/10
Applications of Simulation Techniques to Sheet Metal For ming Processes 5 91
s imula t ed by ESFORM. Al l t he i npu t da t a u sed fo r t hes imu la t ion , such a s ma te r i a l p rope r t i e s , t he geomet r i e s o fthe too l s , f r i c t i ona l cond i t i ons , were t he s ame a s t hoseg i v en i n N U M I S H E E T ' 93 . T h e F E m e s h o f t he w o r k -p i ece cons i s t s o f 19701 quadr i l a t e r a l 4 node she l l e l e -
men t s . F ig . 17a :is t he p red ic t ed ge om et ry toge th e r w i ththe p red ic t ed th i ckness s t r a in d i s t r i bu t ion when thepunch was loca t ed a t 1 . ( l mm up f rom the bo t tom po in t .I t i s s een f rom the f i gu re t ha t t he amoun t o f t he t h inn ingin the f ront par t was very large , i .e . the por t ion A in Fig .17b . The poss ib i l i t y o f t ea r ing du r ing fo rming i s p red ic t -e d f r o m t h e F L D ( F o r m i n g L i m i t D i a g r a m ) s h o w n i nFig . 17c . The predic ted s t ra in d is t r ibut ions are in rea-sonab le ag reemen t s w i th t he measu remen t s .
4 . C O N C L U D I N G R E M A R K S
A t p r e s e n t, a n u m b e r o f c o m m e r c i a l a n d i n - h o u s ecodes fo r shee t me ta l s imu la t ion a re ava i l ab l e , and theyh a v e b e c o m e i n d i s p e n s a b l e t o o l s f o r f o r m i n g p r o c e s sdes ign . A l so the p rac t i ca li t y o f t hese code s a r e i n such away tha t t hey a re be ing used day - in and day -ou t fo r p rac -t ica l tool des igns . In spi te of the i r robu stness the se sof-t w a r e a c h i e v e d , t h e re a r e r o o m s f o r f u r th e r i m p r o v e -men t s .
In t e rms o f bas i c fo rmula t ions , t he capab i l i t y o fp r e d i c t i n g d e f o r m a t i o n b e h a v i o r o f b e n d i n g w i t h s h a r prad ius. I t s eems tha t m os t o f t he she l l fo rnmla t ions havepred ic t ing sha rp r ad ius bend ing , wh i l e we encoun te rthese t ypes o f p rob lems in p rac t i ce qu i t e o f t en . Use fu lshee t fo rming s imu la t ions shou ld inc lude accu ra t e p red -i c t ion o f sp r ing back to con t ro l t he d imens iona l a ccu racyo f f o r m e d p a r t s . H o w e v e r, a l o t o f i m p r o v e m e n t s n e e dto be ma de fo r t h is pu rpose . T he ac cu racy o f the sp r ingback p red ic t ion may depend on she l l fo rmula t ion i t s e l fo r p rope r cons t i t u t i ve r e l a t i ons , such a s ha rden ing ru l e sa n d a n i s o tr o p y. A m o r e s t u d y m a y b e n e e d e d .
S imula t ion so f tware i s , a t t h i s momenL a p red ic t ivetoo l . Tha t i s , t he ac tua l p roces s des ign i s done th roughpa rame t r i c s tud ie s . Such a des ign me thod i s s t i l l cumb-e r some , and i t may be neces sa ry to deve lop an op -t imiza t ion too l . The op t imiza t ion shou ld inc lude too l inggeomet ry des ign and b l ank des ign .
A C K N O W L E D G E M E N T S
Thi s work i s pa r t i a l l y suppor t ed by Min i s t ry o f Com-merce , Indus t ry and Ene rgy and a l so by the Korea Sc i -e n c e a n d E n g i n e e r i n g F o u n d a t i o n ( K O S E F ) t h r o u g hE R C / N S D M a t P u s a n N a t i o n a l U n i ve r s it y. T h e i r s up -
po r t s a r e g ra t e fu l ly acknowledged .
R E F E R E N C E S
1. S. I . Oh and S. Kobayashi,Int. J. Mech. Sci.22, 583(I 979).
2. E. Onate and M. Kleiber, inNUMIFORM'SO(eds., K.Mattiasson, A. Samuelsson, R. D. Wood and O. CZienkiewicz), p. 339, A. A. Balkema, Rotterdam, Boton (1986).
3. S C. Tang and L. B. Chappuis, inN U M I F O R M ' 8 9(eds.,E . G. Thom pson, R. D. Wood , O. C Zienkiewicz and ASamuelsson), p. 507, A. A. Balkema, Rotterdam, Bosto(1989).
4. N. M. W ang and B. Budiansky ,.I. Appl. M ech Tran,s.A S M E45, 73 (1978).
5. A. Hon eck er and K. Mattiason, inN U M I b O R M ' 8 9(eds.,E . G. Thompson, R. D. Woo& O. C. Zienkiewicz and ASamuelsson), p. 457, A. A. Balkema, Rotterdam, Bosto(1989).
6. F Aberlenc and J. L. Babeau, inN U M I F O R M ' 9 2(eds.,J .-L. Chenot, R. D. Wo od and O. C Zienkiew.icz), p397, A. A. Balkem a, Rotterdam , Brook field (1~92).
7. J. O. Hallquist, B. Wainscott and K. Schweizerhof, iNUMISHEET '93(eds. , A. Makinouchi, E. Nakamachi,E. Onate and R. H. Wagoner), p. 137, Japan (1993).
8. D. Y. Yang, W. J. Chung, I. S. Song, I). J. Yoo and JH. Lee, inNUMISHEET '93(eds. , A. Makinouchi, E. Na-kamachi, E. Onate and R. H. Wagoner), p. 35, Japan(1993).
9. T. J . R. Hughes and W. K Liu,Comp. Meth. Appl.Mech. Eng.26, 331 (1981).
10. T. Belytschko, J . I . Lin and C. S. Tsay,Comp. Met&Appl. Mech. Eng.42, 225 (1984).
11. T Betytsch ko, B. L. W ong and H.-Y. Chiang,Comp.Meth. AppL Mech. Eng.96, 93 (1992).
12. Y. Zhu and T. Zacharia,Comp. Meth. Appl. Mech. Eng136, 165 (1996).
13. M. J. Finn, P. C. Galbraith, L. Wu, J. O. Hallquist, LLum and T.-L. Lin,J. Mat. Proc. Tech.50, 395 (19ql5).
14. F. I. Sau nde rs and R. H. Wa gon er, Manuscript submitted for publication toMet. I)'ans. A.
15. M. Geiger,AnnaLs of the CIRP43, 563 (19q4).16. W. Prange, C . Sc hne ider and A. J. Selige,SAE Tech.
Paper Series No. 890853 (198911.17 . Proc. 2nd Symposium on Sheet Metal Forming(eds., S.
I . Oh, Y. T. Keum and H. J. Kim), The Korean Societfor Tech nolo gy of Plasticity, Korea (1998).
18. M. F. Shi, K. M. Pickett, and K. K. Bhatt,~AE Tech.Paper Ser ies No. 930278 (1993).
19. S. Ahmad, B. M. Irons and O. C. Zienkiewiz,In t . .LNum. Meth. Eng.2, 419 (1970).
20. T. Be lytschko, C. S. Tsay and W. K . Liu.Comp. Meth.Appl. Mech. Eng.29 , 3113 ( 1981 ).

8/6/2019 Applications of Simulation Techniques to Sheet Metal Forming Processes
http://slidepdf.com/reader/full/applications-of-simulation-techniques-to-sheet-metal-forming-processes 10/10
5 9 2 Soo-lk Oh et al.
21. T. Be lytschk o and I . Lev iathan,Comp. Meth. Appl.Mech. Eng.115, 277 (1994).
22. T. Be lytschk o and I . Lev iathan,Comp. Meth. Appl.Mech. Eng.113, 321 (1994).
23. R. Hill, Proc. Royal Soc. London Series A193, 281(1948).
24. F. Barlat, D. J. l_ege and J. C. Berm,Int. J. Plasticitr' 7,693 (1991).
25. Z. H. Zhong,Finite Element Procedures for Contact-lm-
pact Problems, Oxford Univers i ty Press , New York(1993).
26. in NUM1SHEET'93(eds. , A. Machinouchi, E. Naka-machi, E. Onate and R. H. Wagoner), p. . 398, Japan(1993).
27. S. T. S. AI-Hassani, W . Johns on and W . T. Low e, .Mech. Eng. Sci.14, 370 (1972).
28. U. Y. Cho, J . K. Lee and R. Crafoord,Report No. ERC/NSM-S-93-26,The Ohio State University, Ohio (1993).