Embed Size (px)
DESCRIPTION
ARIES-IFE Chamber Engineering Activities. A. R. Raffray 1 , F. Najmabadi 1 and the ARIES Team 1 University of California, San Diego, 458 EBU-II, La Jolla, CA 92093-0417, USA Second IAEA Technical Meeting on Physics and Technology of Inertial Fusion Energy Targets and Chambers - PowerPoint PPT Presentation
Citation preview

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
1
ARIES-IFE Chamber Engineering Activities
A. R. Raffray1, F. Najmabadi1 and the ARIES Team
1University of California, San Diego, 458 EBU-II, La Jolla, CA 92093-0417, USA
Second IAEA Technical Meeting on Physics and Technology of Inertial Fusion Energy Targets and Chambers
San Diego, California
June 17-19, 2002

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
2
Outline
• IFE chamber operating conditions– Comparison with MFE
• Dry Walls (major focus of presentation)– Design operating windows
– Critical issues and required R&D
– Synergy with MFE
• Wetted Walls – Example analysis and critical issues
• Concluding Remarks

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
3
Objectives:
Analyze & assess integrated and self-consistent IFE chamber concepts
Understand trade-offs and identify design windows for promising concepts. The research is not aimed at developing a point design.
Approach:
Advanced target designs from NRL (laser-driven direct drive) and LLNL (Heavy-ion-driven indirect-drive) are used as references.
To make progress, we divided the activity based on three classes of chambers:• Dry wall chambers;• Solid wall chambers protected with a “sacrificial zone” (such as liquid
films); • Thick liquid walls.
We research these classes of chambers in series with the entire team focusing on each.
ARIES Integrated IFE Chamber Analysis and Assessment Research Is An Exploration Study

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
4
IFE Operating Conditions
• Cyclic with repetition rate of ~1-10 Hz • Target injection (direct drive or indirect drive)
• Driver firing (laser or heavy ion beam)
• Microexplosion
• Large fluxes of photons, neutrons, fast ions, debris ions toward the wall
- possible attenuation by chamber gas
Target micro-explosion
Chamber wall
X-rays Fast & debris ions Neutrons
Example of Direct-Drive Target (NRL) (preferred option for coupling with laser driver)
DT Vapor0.3 mg/cc
DT Fuel
CH Foam + DT
1 m CH +300 Å Au
.195 cm
.150 cm
.169 cm
CH foam = 20 mg/cc
Example of Indirect-Drive Target (LLNL/LBLL) (preferred option for coupling with heavy ion beam driver)

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
5
Energy Partitioning and Photon Spectra for Example Direct Drive and Indirect Drive Targets
NRL DirectDrive Target(MJ)
HI IndirectDrive Target(MJ)
X-rays 2.14 (1%) 115 (25%)
Neutrons 109 (71%) 316 (69%)
Gammas 0.005 (0.003%) 0.36 (0.1%)
Burn ProductFast Ions
18.1 (12%) 8.43 (2%)
Debris IonsKinetic Energy
24.9 (16%) 18.1 (4%)
ResidualThermal Energy
0.013 0.57
Total 154 458
Energy Partitions for Example Direct Drive and Indirect Drive Targets
Photon Spectra for Example Direct Drive and Indirect Drive Targets
• Much higher X-ray energy for indirect drive target case (but with softer spectrum)
• More details on target spectra available on ARIES Web site: http://aries.ucsd.edu/ARIES/
(25%)
(1%)

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
6
Example IFE Ion Spectra
10.0E+8
1.0E+10
1.0E+11
1.0E+12
1.0E+13
1.0E+14
1.0E+15
1.0E+16
1.0E+17
1.0E+18
1.0E+19
1.0E-1 1.0E+0 1.0E+1 1.0E+2 1.0E+3 1.0E+4 1.0E+5
4HeD
TH
Au
Ion Kinetic Energy (keV)
3He
12C
10.0E+8
1.0E+10
1.0E+11
1.0E+12
1.0E+13
1.0E+14
1.0E+15
1.0E+16
1.0E+17
1.0E+1 1.0E+2 1.0E+3 1.0E+4 1.0E+5
4He
D
T
H
N
Ion Kinetic Energy (keV)
3He
γ
Debris Ions (16%)
Fast Ions (12%)
154 MJ NRL Direct Drive Target 458 MJ Indirect Drive Target
10.0E+8
1.0E+10
1.0E+11
1.0E+12
1.0E+13
1.0E+14
1.0E+15
1.0E+16
1.0E+17
1.0E+1 1.0E+2 1.0E+3 1.0E+4 1.0E+5
4He
D
T
H
Ion Kinetic Energy (keV)
3He
γ
N
Fast Ions (2%)
10.0E+81.0E+101.0E+111.0E+121.0E+131.0E+141.0E+151.0E+161.0E+171.0E+181.0E+191.0E+201.0E+211.0E+22
1.0E-1 1.0E+0 1.0E+1 1.0E+2 1.0E+3
4HeD T
H Au
Ion Kinetic Energy (keV)
3He
Gd
Fe
Br
Be
Debris Ions (4%)

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
7
There are Similarities Between IFE and MFE Armor Operating Conditions e.g. ITER Divertor and 154 MJ NRL Direct Drive Target Spectra Case
• Although base operating conditions of IFE (cyclic) and MFE (steady state goal) are fundamentally different, there is an interesting commonality between IFE operating conditions and MFE off-normal operating conditions, in particular ELM’s - Frequency, energy
density and particle fluxes are within about one order of
magnitude
• Assess performance of chamber dry wall option under these direct-drive target conditions
ITER Type-I
ELM’s
ITER VDE’s ITER
Disruption
thermal
quench
Typical IFE
Operation
(154 MJ DD
NRL target)
Energy 10-12 MJ ~ 50 MJ/m2 100-350 MJ ~ 0.1 MJ/m2
Affected
area 5-10 m2† A few m2† ~10 m2†
Chamber wall
(R~5-10 m)
Location Surface (near
divertor strike
points)
Surface/bulk Surface (near
divertor strike
points)
bulk (~m’s)
Time ≥200 µs ~ 0.3 s ~ 1 ms ~ 1-3 s
Max.
Temperature
Melting/
sublimation
Melting/
sublimation
Melting/
sublimation
~ 2000-3000°C
(for d rywal )l
Frequency F ewHz ~ 1 per 100
cycles
~ 1 per 10
cycles
~ 10 Hz
Base
Temperature
≥ 500°C ~ 200°C 200-1000°C ~ >700°C
Particle
fluxes ~1023 m-2s-1
† large uncertainties exist
~1024 m-2s-1(peak under normal operation)

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
8
Candidate Dry Chamber Armor Materials Must Have High Temperature Capability and Good Thermal Properties for
Accommodating Energy Deposition and Providing Required Lifetime
• Carbon and refractory metals (e.g. tungsten) considered - Reasonably high thermal conductivity at high temperature (~100-200 W/m-K)
- Sublimation temperature of carbon ~ 3370°C
- Melting point of tungsten ~3410°C
• In addition, possibility of an engineered surface to provide better accommodation of high energy deposition is considered- e.g. ESLI carbon fiber carpet showed good
performance under ion beam testing at SNL (~5 J/cm2 with no visible damage)
• Example analysis results for C and W armor for NRL 154 MJ direct drive target case

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
9
10.0x103
1.0x105
1.0x106
1.0x107
1.0x108
1.0x109
1.0x1010
1.0x1011
1.0x1012
1.0x1013
1.0x1014
1.0x10-7 1.0x10-6 1.0x10-5 1.0x10-4
4HeD
T
P
Au
Time (s)
3He
12C
1x106
1x107
1x108
1x109
1x1010
1x1011
1x10-8 1x10-7 1x10-6 1x10-5 1x10-4 1x10-3 1x10-2
Debris ions,W
Fast ions, C
Photons, W
Photons, C
Fast ions, W
Penetration depth (m)
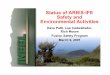
Energy Deposition as a Function of PenetrationDepth for 154 MJ NRL DD Target
Debris ions, CC density = 2000 kg/m3
W density = 19,350 kg/m3
Energy Deposition as a Function of Penetration Depth for 154 MJ NRL DD Target
Ion Power Deposition as a Function of Time for 154 MJ NRL DD Target
Chamber Radius = 6 m
• Penetration range in armor dependent on ion energy level- Debris ions (~20-400 kev) deposit most of their energies within m’s- Fast ions (~1-14 Mev) within 10’s m
• Important to consider time of flight effects (spreading energy deposition over time)- Photons in sub ns- Fast ions between ~0.2-0.8 s- Debris ions between ~ 1-3 s- Much lower maximum temperature than for instantaneous energy deposition case
Characteristics of the Target Spectra Strongly Impact Chamber Wall Thermo-Mechanical Response

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
10
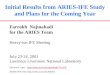
Temperature History of C and W Armor Subject to 154MJ Direct Drive Target Spectra with No Protective Gas
• For a case without protective gas:- Tungsten Tmax < 3000°C (MP=3410°C)- Some margin for adjustment of
parameters such as target yield, Rchambe, Tcoolant, Pgas
- Similar results for C (Tmax < 2000°C)
• All the action takes place within<100m- Separate functions: high energy
accommodation in thin armor, structural function in chamber wall behind
- Focus IFE effort on armor; can use MFE blanket
200
600
1000
1400
1800
2200
2600
3000
Surface
1 micron
5 microns
10 microns
100 microns
Time (s)
3-mm Tungsten slab
Density = 19350 kg/m3
Coolant Temp. = 500°C
h =10 kW/m2-K154 MJ DD Target Spectra
Coolant at 500°C
3-mm thick Chamber Wall
EnergyFront
h= 10 kW/m2-K

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
11
Target Injection Requirements Impose Constraints on Pre-Shot Chamber Gas Conditions
llll
l
l
ll
t
t
tt
t
t tt
n
n
n
n
n n n
n
0.0
0.5
1.0
1.5
2.0
2.5
0 5000 10000 15000 20000
Target diameter = 4 mmInjection velocity = 400 m/sTarget temperature = 18 K
Max. heat flux is at the leadingtarget surface
q'' varies along target surface
Maximum heat flux (W/m2)
24156
Chamber radius (m)Triplepoint
• Total q’’max on injected target is limited to avoid D-T reaching critical point and local micro-explosion instability
• For a direct drive target injected at 400 m/s in a 6 m chamber, q’’max <~6000 W/m2
- Max. q’’rad from the wall = 6000 W/m2 for Twall = 545 K- Example combinations of TXe and Pxe resulting in a max. q’’condens. = 6000 W/m2
- Tgas=1000 K and PXe = 8 mtorr- TXe = 4000 K and PXe = 2.5 mtorr
- Narrow design window for direct drive target- Need more thermally robust target
• No major constraint for indirect drive targets (well insulated by hohlraum)
1x101
1x102
1x103
1x104
1x105
1x106
0.1 1 10 100
1000K
4000K
Max. heat flux is at the leading target surface
Xe temp.
Condensation coefficient x Pressure at RT (mtorr) (σc x )P
q''max - for D T to
reach triple point for Rchamb 6 of m
. and injection vel of400 /m s:

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
12
Example Design Window for Direct-Drive Dry-Wall Chambers
Thermal design windowDetailed target emissionsTransport in the chamber
including time-of-flight spreadingTransient thermal analysis of
chamber wallNo gas is necessary
Laser propagation design window(?)
Experiments on NIKE
Target injection design windowHeating of target by radiation,
friction and condensationConstraints:
Limited rise in temperature Acceptable stresses in DT ice
Need more thermally robust target

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
13
In addition to Vaporization, Other Erosion Processes are of Concern in Particular for Carbon
Chemical SputteringRadiation Enhanced Sublimation- Increases with temperature
Physical sputtering- Not temperature-dependent - Peaks with ion energies of ~1kev
(from J. Roth, et al., “Erosion of Graphite due to Particle Impact,” Nuclear Fusion, 1991)
Plots illustrating relative importance of C erosion mechanisms for example IFE case(154 MJ NRL DD target,HEIGHTS code, ANL)
- RES and chemical sputtering lower than sublimation for this case but quite
significant also
- Physical sputtering is less important than other mechanisms
- Increased erosion with debris ions as compared to fast ions
Rchamber = 6.5 m
CFC-2002U

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
14
Tritium Inventory in Carbon is a Major Concern
• Operation experience in today’s tokamaks strongly indicates that both MFE and IFE devices with carbon armor will accumulate tritium by co-deposition with the eroded carbon in relatively cold areas (e.g. R. Causey’s ISFNT-6 presentation)
- H/C ratio of up to 1
- Temperature lower than ~800 K
• Source of carbon in IFE
- From armor C dry wall (even one molecular layer lost per shot results in cm’s of C lost per year)
- From target (but much smaller amount)
• Redeposition area in IFE- C armor at high temperature (~2000°C)
- However, penetration lines for driver and target injection would be much colder
• If C is to be used, techniques must be developed for removal of co-deposited T- Baking, mechanical, local discharges…

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
15
Major Issues for Dry Wall Armor Include:
Commonality of Key Armor Issues for IFE and MFE Allows for Substantial R&D Synergy
Carbon
• Erosion- Microscopic erosion (RES, Chemical and Physical Sputtering)
- Macroscopic Erosion (Brittle fracture)
• Tritium inventory - Co-deposition
Refractory metal (e.g. Tungsten)
• Melt layer stability and splashing
• Material behavior at higher temperature
- e.g. roughening due to local stress relief (possible ratcheting effect)
- Possible relief by allowing melting? - quality of resolidified material
Carbon and Tungsten
• He implantation leading to failure (1 to 1 ratio in ~100 days for 1 m implantation depth)- In particular for W (poor diffusion of He)
- Need high temperature or very fine porous structure
• Fabrication/bonding (integrity of bond during operation)
Search for alternate armor material and configurations
In-situ repair to minimize downtime for repair• Cannot guarantee lifetime
MFE IFE

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
16
Major Issues for Wetted Wall Chambers
Key processes: Condensation Aerosol formation and behavior Thin film dynamics or thick jet
hydraulics
Chamber clearing requirements:• Vapor pressure and temperature
• Aerosol concentration and size
• Condensation trap in pumping lineInjection from the back
Condensation
Evaporation
Pg
Tg
Film flow
Photons
Ions
In-flight condensation
Wetted film loss:• Energy deposition by photon/ion • Evaporation (including explosive boiling)
Thin film re-establishment:• Recondensation• Coverage: hot spots, film flow instability,
geometry effects• Fresh injection: supply method (method,
location)
Thick wall re-establishment:• Recondensation• Hydraulics (jet or thick liquid film
reestablishment around pocket)• Coverage - need to create penetration windows
for driver and target; effect of flow instability
Wall protection:

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
17
Processes Leading to Vapor/Liquid Ejection Following High Energy Deposition Over Short Time Scale
Energy Deposition &
Transient Heat Transport
Induced Thermal- Spikes
Mechanical Response
Phase Transitions
•Stresses and Strains and Hydrodynamic Motion•Fractures and Spall
• Surface Vaporization•Heterogeneous Nucleation•Homogeneous Nucleation (Phase Explosion)
Material Removal Processes
Expansion, Cooling and
Condensation
Surface Vaporization
Phase Explosion Liquid/Vapor
Mixture
Spall Fractures
Liquid
FilmX-Rays
Fast Ions
Slow Ions
Impulse
Impulse
σy
σx
σz

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
18
High Photon Heating Rate Could Lead to Explosive Boiling
Photon-like heating rate
Ion-like heating rate
• Effect of free surface vaporization is reduced for very high for heating rate (photon-like)
• Vaporization into heterogeneous nuclei is also very low for high heating rate
• Rapid boiling involving homogeneous nucleation leads to superheating to a metastable liquid state
• The metastable liquid has an excess free energy, so it decomposes explosively into liquid and vapor phases.
- As T/Ttc increases past 0.9, Becker-Döhring theory of nucleation
indicate an avalanche-like and explosive growth of nucleation rate (by 20-30 orders of magnitude)
From K. Song and X. Xu, Applied Surface Science 127-129 (1998) 111-116

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
19
Phase Explosion from Photon Energy Deposition Would Provide a Source Term for Aerosol Formation in Chamber
Example Results from Volumetric Model with Phase
Explosion in Pb Film• Liquid and vapor mixture evolved by phase explosion shown by shaded area
- ~0.5 m with quality >~0.8
• Could be higher depending on behavior of 2-phase region behind
• Initial source for aerosol formation
EEsensiblesensible = Energy density required for the material to reach the saturation temperature = Energy density required for the material to reach the saturation temperature
E E ( 0.9 Ttc )= Energy density required heat the material to 0.9 T= Energy density required heat the material to 0.9 Tcriticalcritical
Et = Total evaporation energy (= Esensible + E Evaporation)
Assumed ablated Pb vapor pressure = 1000 torr

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
20
• Spherical chamber with a radius of 6.5 m
• Surrounded by liquid Pb wall
• Spectra from 458 MJ Indirect Drive Target0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5
Radial Position (m)
Region 1Region 2
Region 3Region 4
Analysis* of Aerosol Formation and Behavior
10 3
10 5
10 7
10 9
10 11
10 13
10 15
0.1 1 10
anp_reg1_kal_data
100 µs
500 µs
1000 µs
5000 µs
10000 µs
50000 µs
100000 µs
Number Concentration (#/m
3)
Particle Diameter (µm)
10 3
10 5
10 7
10 9
10 11
10 13
10 15
0.1 1 10
anp_reg4_kal_data
100 µs
500 µs
1000 µs
5000 µs
10000 µs
50000 µs
100000 µs
Particle Diameter (µm)
Number Concentration (#/m
3)
Region 1Region 4
• From this example calculations, significant aerosol particles present after 0.1 s • ~109 droplets/m3 with sizes of 1-10 m in Region 1
• This could significantly affect target injection (approximate limits: 50 nm limit for direct drive and about 1 m for tracking) and driver firing and necessitate additional chamber clearance actions
• More detailed analysis under way (aerosol behavior + target and driver requirements)
* From P. Sharpe’s calculations, INEEL

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
21
Film Condensation Rate Would Affect the Pre-Shot Chamber Conditions for a Thin Liquid Film Configuration
• Characteristic time to clear chamber, tchar, based on condensation rates and Pb inventory for given conditions
• For higher Pvap (>10 Pa for assumed conditions), tchar is independent of Pvap
• As Pvap decreases and approaches Psat, tchar increases substantially
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
1x100 1x101 1x102 1x103 1x1043x104
Vapor Pressure (Pa)
Pb:Film temperature = 1000KFilm Psat = 1.1 Pa
Vapor velocity = 0
Vapor Temp. (K)
1200
10,000
5000
2000
ƒƒ ƒ ƒ ƒ ƒ ƒ ƒ ƒ ƒ
æ
ææ æ æ æ æ æ æ æ æ
ø
ø ø ø ø ø ø ø ø ø ø
”
” ” ” ” ” ” ” ” ” ”
0
0.02
0.04
0.06
0.08
0.1
0.12
1x100 1x101 1x102 1x103 1x104 1x105 1x106
Vapor pressure (Pa)
ƒ
æ
ø
”
Pb film temperature = 1000KFilm Psat = 1.1 Pa
Vapor velocity = 0Chamber radius = 5 m
Vapor Temp.
10,000 K
5000 K
2000 K
1200 K
• Typically, IFE rep rate ~ 1–10
• Time between shots ~ 0.1–1 s
• Pvap prior to next shot could be up to 10 x Psat
Example Analysis of Pb Vapor Film Condensation in a 10-m Diameter Chamber

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
22
Analysis & Experiments of Liquid Film Dynamics and Thick Liquid Wall Hydraulics Are On-going
2-D & 3-D Simulations of liquid lead injection normal to the chamber first wall using an immersed-boundary method (Georgia Tech.)
• Onset of the first droplet formation
• Whether the film "drips" before the next fusion event
• Lead film thicknesses of 0.1 - 0.5 mm; injection velocities of 0.01 - 1 cm/s;
• Inverted surfaces inclined from 0 to 45° with respect to the horizontal
Experiments on high-speed water films on downward-facing surfaces, representing liquid injection tangential to the first wall (Georgia Tech.)
• Reattachment of liquid films around cylindrical penetrations typical of beam and injection port
Experiments and modeling of thick liquid jet formation and behavior (UCB, UCLA)
• Understand behavior of thick liquid jet and formation of pocket and required penetration space
• Preferred fluid candidate is FLiBe
These issues and activities are relevant to both IFE and MFE

June 18, 2002 A. R. Raffray, et al., ARIES-IFE Chamber Engineering Activities, IAEA Meeting, San Diego
23
Concluding Remarks
• Very challenging conditions for chamber wall armor in IFE
• Different armor materials and configurations are being developed
- Dry wall option
- Wetted wall options
- Similarity between MFE and IFE materials
• Some key issues remain and are being addressed by ongoing R&D effort
- Many common issues between MFE and IFE chamber armor
• Very beneficial to: - develop and pursue healthy interaction between IFE and MFE
communities
- make the most of synergy between MFE and IFE chamber armor R&D






![1 6/13/2015 ARIES PULSAR STARLITE Overview of ARIES Physics Studies ARIES-I, ARIES-II/IV, ARIES-III [D- 3 He], Pulsar, ARIES-RS, ARIES-ST, ARIES-AT presented](https://img.pdfslide.net/doc/110x75/56649d3e5503460f94a176ec/1-6132015-aries-pulsar-starlite-overview-of-aries-physics-studies-aries-i.jpg)