Embed Size (px)
Citation preview

Application of Intensive Quenching Processes for Carburized Parts
Michael A. Aronov, Nikolia I. Kobasko, Joseph A. Powell IQ Technologies Inc Akron, Ohio, USA
Pratap Ghorpade, D. Gopal Hightemp Furnaces Limited
Bangalore, India
Abstract
The paper describes results of extensive experimental study of
intensive water quenching techniques for carburized steel
parts. Experiments were performed for a variety of steel
products including automotive parts, railroad parts, etc. Paper
presents detailed metallurgical analysis data obtained for the
intensively quenched parts, particularly for universal joint
crosses. The following parameters have been evaluated for
both intensively quenched and oil quenched parts: surface and
core hardness, micro hardness distribution, microstructure, etc.
The results of these experiments clearly demonstrated that the
duration of the carburization cycle could be reduced by 40-
50% when using intensive water quenching techniques.
Introduction Since 1997, IQ Technologies Inc (IQT) of Akron, Ohio, has
conducted over one hundred “intensive quenching” (IQ)
demonstration studies for a variety of steel products (see, for
example, References 1 and 2). Our working definition of “IQ
process” is the following two elements: (1) Parts are through
heated and then quenched in highly agitated water to form a
uniform hardened shell on the part surface, while eliminating
film boiling and distortion. (2) Once the surface is under
optimal compressive stress (as determined by the IQT
computer models), the “intensive” quench is “interrupted” by
removing the part from the IQ tank and the cooling of the part
is finished in still air.
The results of the IQ demonstrations have proved that, in
many cases, the carburization cycle can be significantly
shortened or even fully eliminated when applying the IQ
process. This is because of the following reasons:
IQ process provides higher hardness and deeper
hardness depth into the part compared to conventional
quenching.
Steel may have lower carbon content or a lower alloy
content yet IQ can still provide the required hardness. For
example, 12.7 mm bar made of 1060 steel and quenched
in oil has the same as-quenched hardness (59 HRC) as the
same bar made of 1040 steel and intensively quenched.
When intensively quenching carburized parts to specified
case depth, the carbon content in the part case can be less
compared to that needed to achieve the same hardness in
the same part quenched in oil.
This paper presents the results of one of the IQT studies
conducted in cooperation with Hightemp Furnaces Ltd of
Bangalore, India. In this study, we evaluated the application
of the IQ processes to the universal joint crosses made of 8620
steel (Figure 1).
Figure 1 8620 Universal Joint Cross
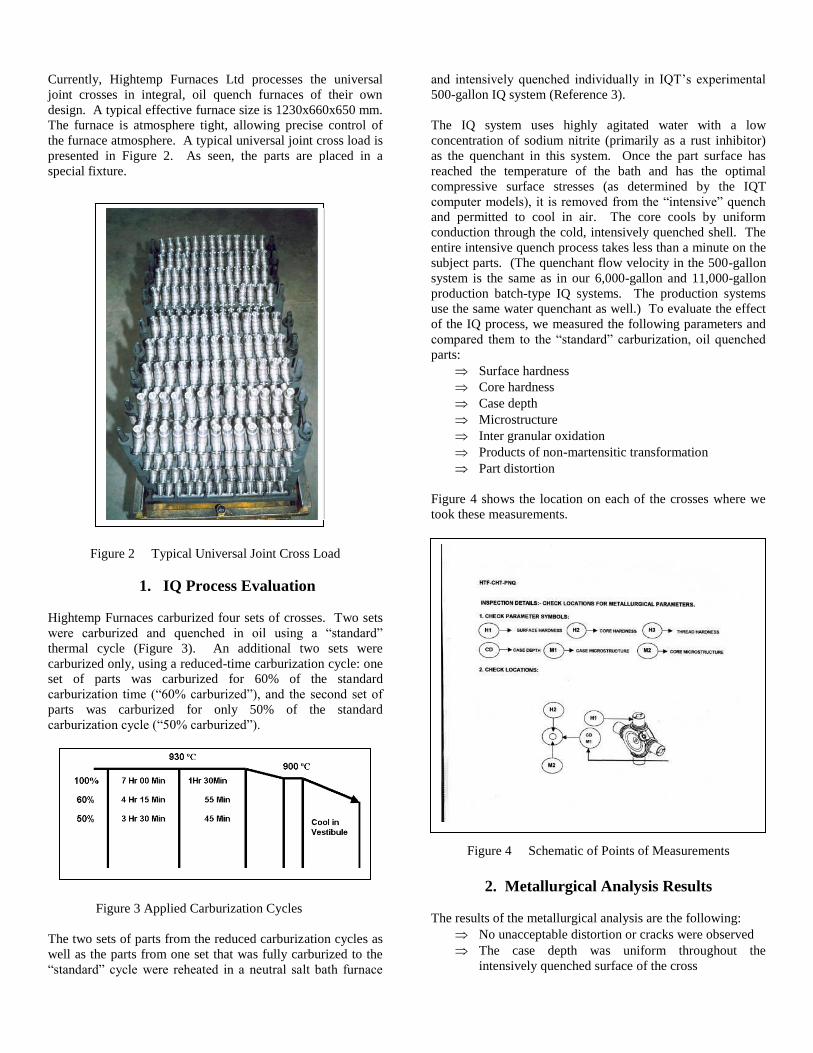
Currently, Hightemp Furnaces Ltd processes the universal
joint crosses in integral, oil quench furnaces of their own
design. A typical effective furnace size is 1230x660x650 mm.
The furnace is atmosphere tight, allowing precise control of
the furnace atmosphere. A typical universal joint cross load is
presented in Figure 2. As seen, the parts are placed in a
special fixture.
Figure 2 Typical Universal Joint Cross Load
1. IQ Process Evaluation
Hightemp Furnaces carburized four sets of crosses. Two sets
were carburized and quenched in oil using a “standard”
thermal cycle (Figure 3). An additional two sets were
carburized only, using a reduced-time carburization cycle: one
set of parts was carburized for 60% of the standard
carburization time (“60% carburized”), and the second set of
parts was carburized for only 50% of the standard
carburization cycle (“50% carburized”).
Figure 3 Applied Carburization Cycles
The two sets of parts from the reduced carburization cycles as
well as the parts from one set that was fully carburized to the
“standard” cycle were reheated in a neutral salt bath furnace
and intensively quenched individually in IQT’s experimental
500-gallon IQ system (Reference 3).
The IQ system uses highly agitated water with a low
concentration of sodium nitrite (primarily as a rust inhibitor)
as the quenchant in this system. Once the part surface has
reached the temperature of the bath and has the optimal
compressive surface stresses (as determined by the IQT
computer models), it is removed from the “intensive” quench
and permitted to cool in air. The core cools by uniform
conduction through the cold, intensively quenched shell. The
entire intensive quench process takes less than a minute on the
subject parts. (The quenchant flow velocity in the 500-gallon
system is the same as in our 6,000-gallon and 11,000-gallon
production batch-type IQ systems. The production systems
use the same water quenchant as well.) To evaluate the effect
of the IQ process, we measured the following parameters and
compared them to the “standard” carburization, oil quenched
parts:
Surface hardness
Core hardness
Case depth
Microstructure
Inter granular oxidation
Products of non-martensitic transformation
Part distortion
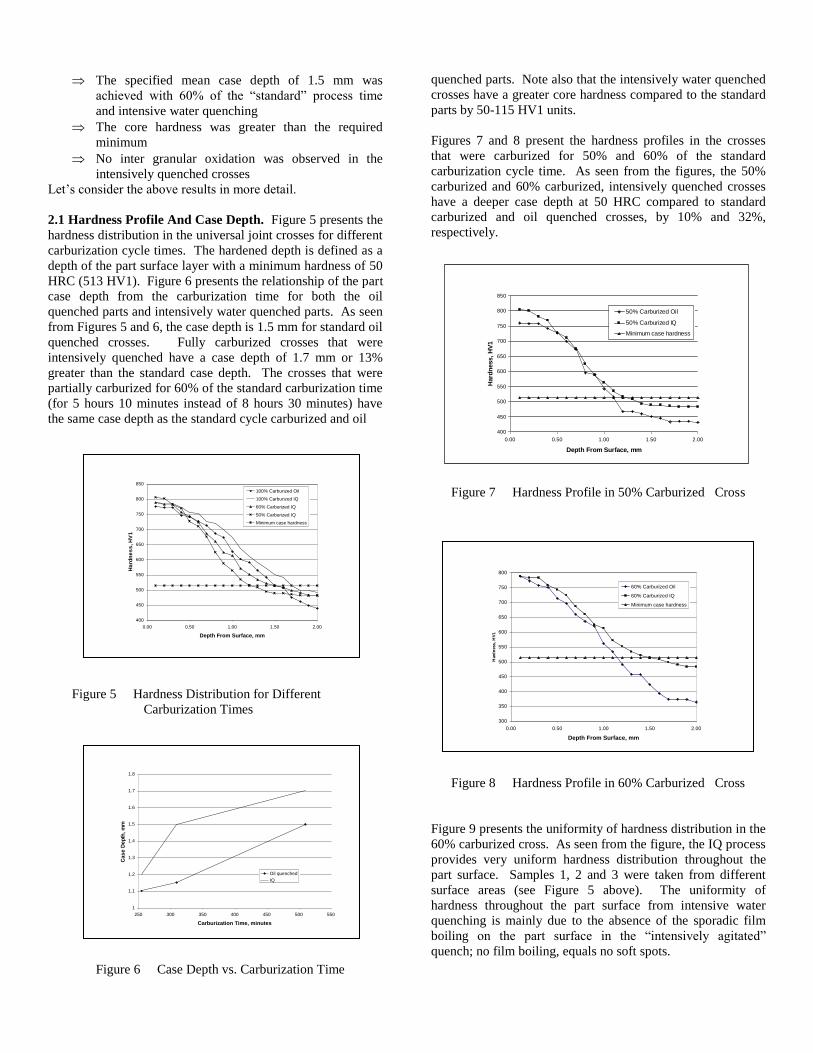
Figure 4 shows the location on each of the crosses where we
took these measurements.
Figure 4 Schematic of Points of Measurements
2. Metallurgical Analysis Results
The results of the metallurgical analysis are the following:
No unacceptable distortion or cracks were observed
The case depth was uniform throughout the
intensively quenched surface of the cross
The specified mean case depth of 1.5 mm was
achieved with 60% of the “standard” process time
and intensive water quenching
The core hardness was greater than the required
minimum
No inter granular oxidation was observed in the
intensively quenched crosses
Let’s consider the above results in more detail.
2.1 Hardness Profile And Case Depth. Figure 5 presents the
hardness distribution in the universal joint crosses for different
carburization cycle times. The hardened depth is defined as a
depth of the part surface layer with a minimum hardness of 50
HRC (513 HV1). Figure 6 presents the relationship of the part
case depth from the carburization time for both the oil
quenched parts and intensively water quenched parts. As seen
from Figures 5 and 6, the case depth is 1.5 mm for standard oil
quenched crosses. Fully carburized crosses that were
intensively quenched have a case depth of 1.7 mm or 13%
greater than the standard case depth. The crosses that were
partially carburized for 60% of the standard carburization time
(for 5 hours 10 minutes instead of 8 hours 30 minutes) have
the same case depth as the standard cycle carburized and oil
Figure 5 Hardness Distribution for Different
Carburization Times
Figure 6 Case Depth vs. Carburization Time
quenched parts. Note also that the intensively water quenched
crosses have a greater core hardness compared to the standard
parts by 50-115 HV1 units.
Figures 7 and 8 present the hardness profiles in the crosses
that were carburized for 50% and 60% of the standard
carburization cycle time. As seen from the figures, the 50%
carburized and 60% carburized, intensively quenched crosses
have a deeper case depth at 50 HRC compared to standard
carburized and oil quenched crosses, by 10% and 32%,
respectively.
Figure 7 Hardness Profile in 50% Carburized Cross
Figure 8 Hardness Profile in 60% Carburized Cross
Figure 9 presents the uniformity of hardness distribution in the
60% carburized cross. As seen from the figure, the IQ process
provides very uniform hardness distribution throughout the
part surface. Samples 1, 2 and 3 were taken from different
surface areas (see Figure 5 above). The uniformity of
hardness throughout the part surface from intensive water
quenching is mainly due to the absence of the sporadic film
boiling on the part surface in the “intensively agitated”
quench; no film boiling, equals no soft spots.
400
450
500
550
600
650
700
750
800
850
0.00 0.50 1.00 1.50 2.00
Depth From Surface, mm
Ha
rdn
es
s, H
V1
100% Carburized Oil
100% Carburized IQ
60% Carburized IQ
50% Carburized IQ
Minimum case hardness
1
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
250 300 350 400 450 500 550
Carburization Time, minutes
Cas
e D
epth
, m
m
Oil quenched
IQ
400
450
500
550
600
650
700
750
800
850
0.00 0.50 1.00 1.50 2.00
Depth From Surface, mm
Hard
ness,
HV
1
50% Carburized Oil
50% Carburized IQ
Minimum case hardness
300
350
400
450
500
550
600
650
700
750
800
0.00 0.50 1.00 1.50 2.00
Depth From Surface, mm
Hard
ness,
HV
1
60% Carburized Oil
60% Carburized IQ
Minimum case hardness
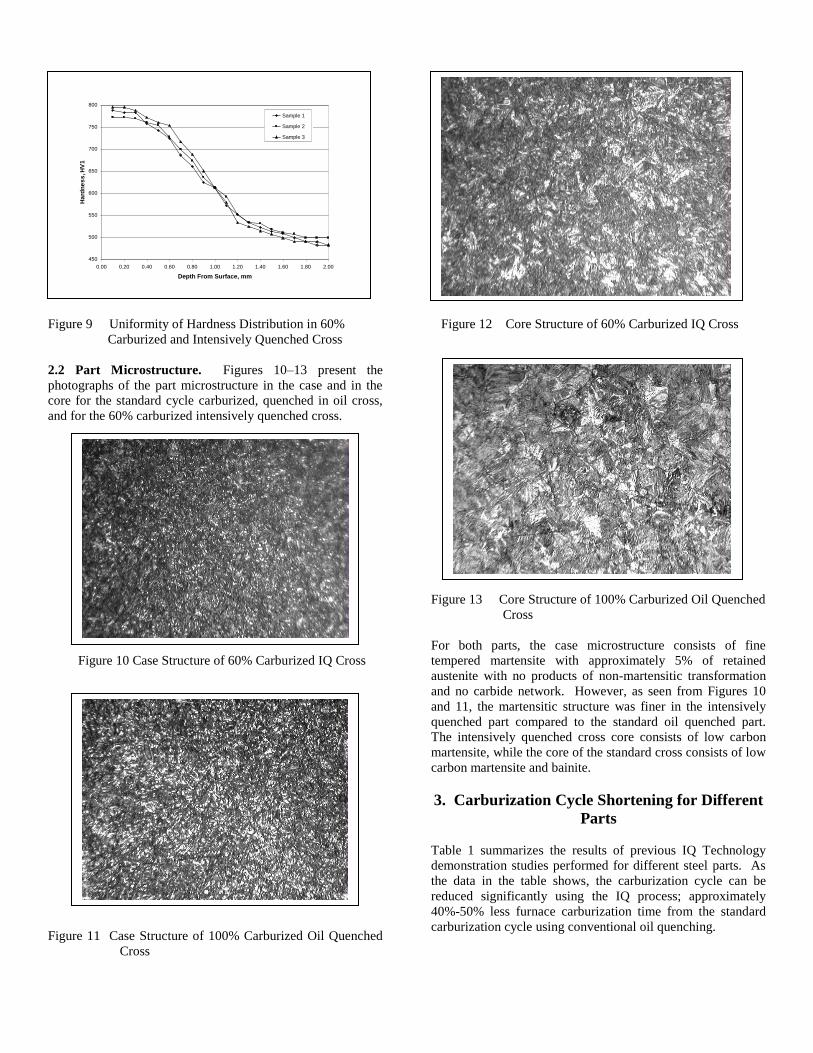
Figure 9 Uniformity of Hardness Distribution in 60%
Carburized and Intensively Quenched Cross
2.2 Part Microstructure. Figures 10–13 present the
photographs of the part microstructure in the case and in the
core for the standard cycle carburized, quenched in oil cross,
and for the 60% carburized intensively quenched cross.
Figure 10 Case Structure of 60% Carburized IQ Cross
Figure 11 Case Structure of 100% Carburized Oil Quenched
Cross
Figure 12 Core Structure of 60% Carburized IQ Cross
Figure 13 Core Structure of 100% Carburized Oil Quenched
Cross
For both parts, the case microstructure consists of fine
tempered martensite with approximately 5% of retained
austenite with no products of non-martensitic transformation
and no carbide network. However, as seen from Figures 10
and 11, the martensitic structure was finer in the intensively
quenched part compared to the standard oil quenched part.
The intensively quenched cross core consists of low carbon
martensite, while the core of the standard cross consists of low
carbon martensite and bainite.
3. Carburization Cycle Shortening for Different
Parts
Table 1 summarizes the results of previous IQ Technology
demonstration studies performed for different steel parts. As
the data in the table shows, the carburization cycle can be
reduced significantly using the IQ process; approximately
40%-50% less furnace carburization time from the standard
carburization cycle using conventional oil quenching.
450
500
550
600
650
700
750
800
0.00 0.20 0.40 0.60 0.80 1.00 1.20 1.40 1.60 1.80 2.00
Depth From Surface, mm
Ha
rdn
es
s, H
V1
Sample 1
Sample 2
Sample 3
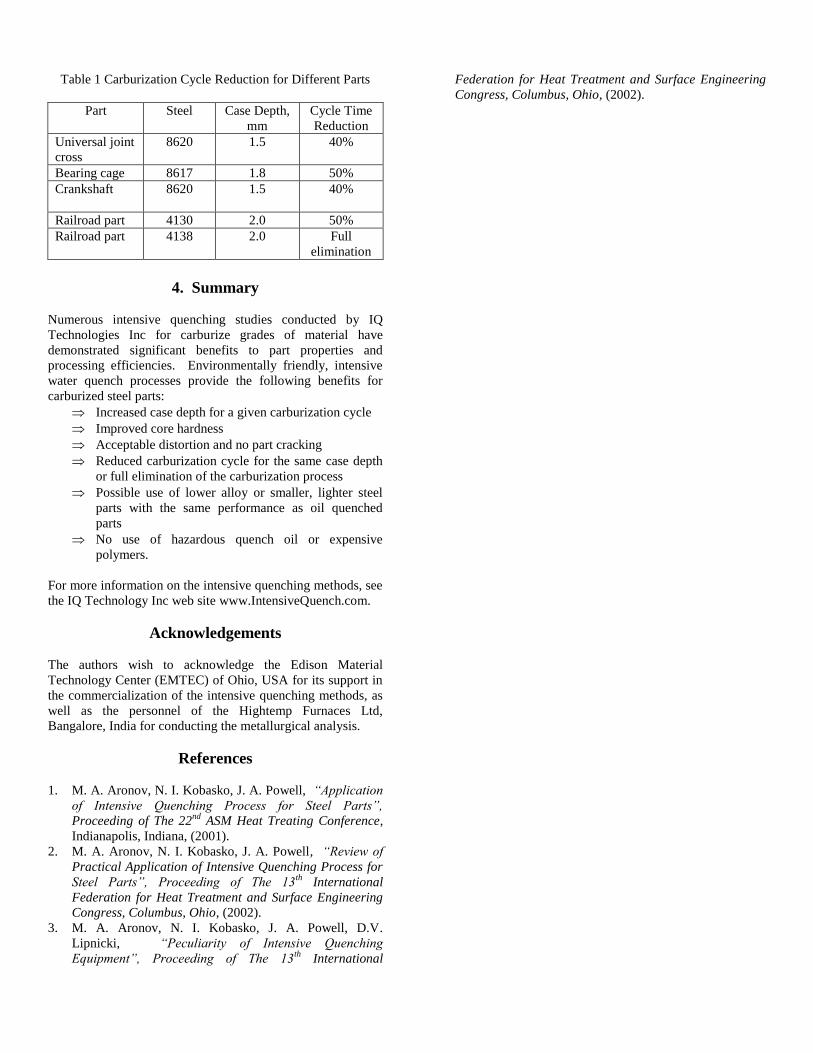
Table 1 Carburization Cycle Reduction for Different Parts
Part Steel Case Depth,
mm
Cycle Time
Reduction
Universal joint
cross
8620 1.5 40%
Bearing cage 8617 1.8 50%
Crankshaft
8620 1.5 40%
Railroad part 4130 2.0 50%
Railroad part 4138 2.0 Full
elimination
4. Summary
Numerous intensive quenching studies conducted by IQ
Technologies Inc for carburize grades of material have
demonstrated significant benefits to part properties and
processing efficiencies. Environmentally friendly, intensive
water quench processes provide the following benefits for
carburized steel parts:
Increased case depth for a given carburization cycle
Improved core hardness
Acceptable distortion and no part cracking
Reduced carburization cycle for the same case depth
or full elimination of the carburization process
Possible use of lower alloy or smaller, lighter steel
parts with the same performance as oil quenched
parts
No use of hazardous quench oil or expensive
polymers.
For more information on the intensive quenching methods, see
the IQ Technology Inc web site www.IntensiveQuench.com.
Acknowledgements
The authors wish to acknowledge the Edison Material
Technology Center (EMTEC) of Ohio, USA for its support in
the commercialization of the intensive quenching methods, as
well as the personnel of the Hightemp Furnaces Ltd,
Bangalore, India for conducting the metallurgical analysis.
References
1. M. A. Aronov, N. I. Kobasko, J. A. Powell, “Application
of Intensive Quenching Process for Steel Parts”,
Proceeding of The 22nd
ASM Heat Treating Conference,
Indianapolis, Indiana, (2001).
2. M. A. Aronov, N. I. Kobasko, J. A. Powell, “Review of
Practical Application of Intensive Quenching Process for
Steel Parts”, Proceeding of The 13th
International
Federation for Heat Treatment and Surface Engineering
Congress, Columbus, Ohio, (2002).
3. M. A. Aronov, N. I. Kobasko, J. A. Powell, D.V.
Lipnicki, “Peculiarity of Intensive Quenching
Equipment”, Proceeding of The 13th International
Federation for Heat Treatment and Surface Engineering
Congress, Columbus, Ohio, (2002).





























