Embed Size (px)
Citation preview

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved.
Aspectos Relevantes na
Previsão do Forjamento
Parte I
Rodrigo Lobenwein – ComercialAlisson Duarte – Engenharia
29 de Novembro, 2017
SIXPRO Virtual&Practical Process
[email protected] / www.sixpro.pro

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 2
• Propriedades de materiais
• Forjamento
• Laminação
• Trefilação
• Estampagem
• Tratamentos Térmicos
• Fundição
• Soldagem

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 3
Agente Oficial no Brasil
Agente Oficial na América do Sul
SG PROJETOS
Center for Precision FormingOSU/The Ohio State University
Parceiros:

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 4
Parte IAspectos Relevantes
Parte IIViabilidade Econômica
MEF (Elementos Finitos)
Densidade da Malha
Comportamento do Material
Curvas de Escoamento
Variação Microestrutural
Propriedades Mecânicas Finais
Formação de Preço

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 5
Forno
Martelete
Martelo
Martelamento

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 6
Flange

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 7
Aspectos de Interesse

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 8
Malha de Elementos Finitos

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 9
Densidade da Malha

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 10
Curva convencional
ou de Engenharia
Curva verdadeira
Limite de Escoamento = 300 MPa
Curva Verdadeira
oA
FT
o
o
L
LLe
constant
constant
Convencional
A
F
0
lnL
L
Verdadeira

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 11
Regime
elástico
Curva de
Escoamento
Curva de Escoamento

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 12
Tarugo
Matriz
superior
Matriz
inferior
Modelos por Elementos Finitos

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 13
Problemas na interface
peça/ferramentaRelação apropriada entre
peça e ferramenta
Influência da Malha
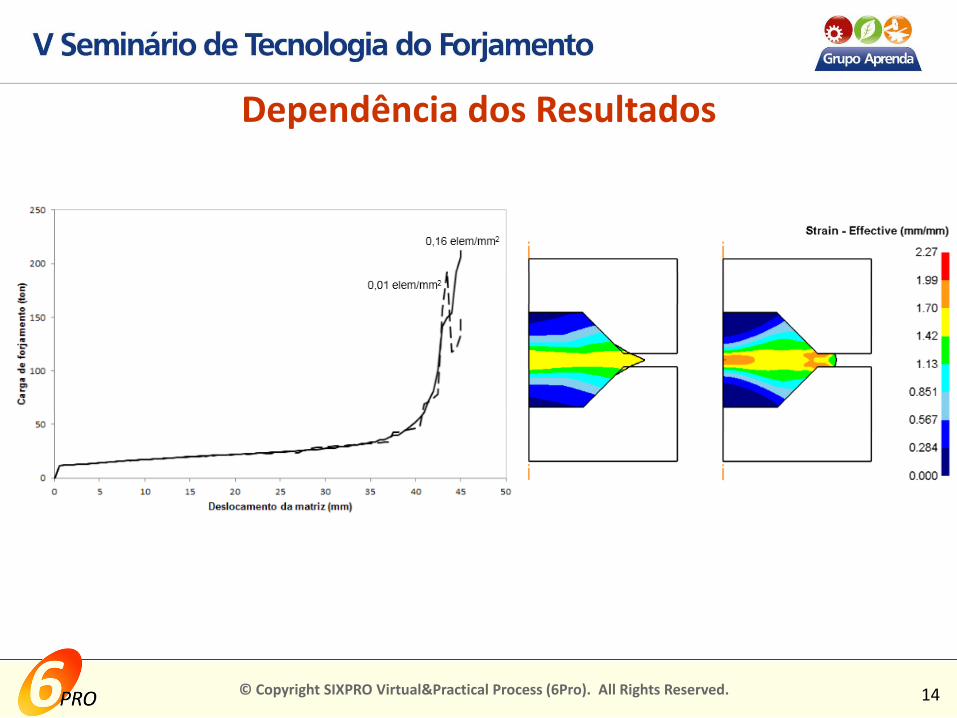
© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 14
Dependência dos Resultados

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 15
Precisão de Engrenagens
© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 16
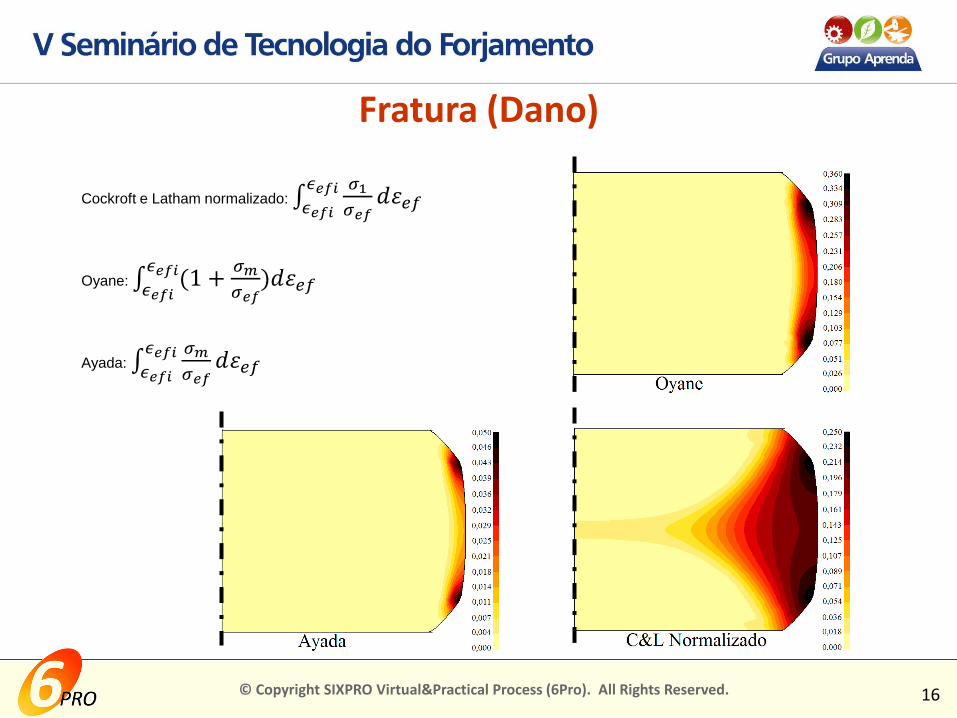
Cockroft e Latham normalizado:𝜖𝑒𝑓𝑖𝜖𝑒𝑓𝑖 𝜎1
𝜎𝑒𝑓𝑑𝜀𝑒𝑓
Oyane:𝜖𝑒𝑓𝑖𝜖𝑒𝑓𝑖(1 +
𝜎𝑚
𝜎𝑒𝑓)𝑑𝜀𝑒𝑓
Ayada:𝜖𝑒𝑓𝑖𝜖𝑒𝑓𝑖 𝜎𝑚
𝜎𝑒𝑓𝑑𝜀𝑒𝑓
Fratura (Dano)

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 17
Inicial
50.000 Golpes
100.000 Golpes
150.000 Golpes
Quantidade de
peças forjadas
Desgaste

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 18

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 19
Processo

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 20
Simulação

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 21
Influência da Temperatura

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 22
Deformação Efetiva

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 23
Composição Química

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 24
Considerando o Histórico de Processo

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 25
Influência da Taxa de Deformação
Ensaio de Tração
Martelamento

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 26
Taxa de Deformação (s-1)

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 27
Distribuição de Temperatura

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 28
Microestrutura Pós-Têmpera

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 29
Transformação de Fases

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 30
Dureza Pós-Têmpera

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 31
Curva Jominy

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 32
Teor de carbono (%)
Cementação

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 33
Cementação via JMatPro

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 34
*Deslocamento da geometria final aumentado 50x.
Deslocamento (mm)
Geometria Final
Geometria Inicial
Sobremetal
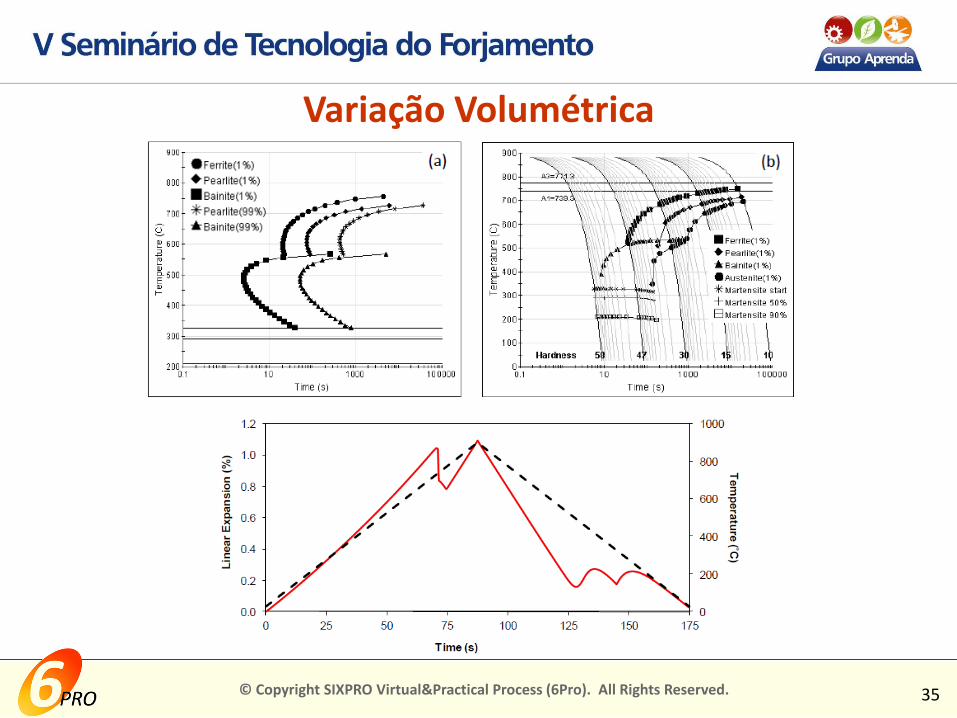
© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 35
Variação Volumétrica

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 36
Tubos Sem Costura
11.99 mm
244.48
/
TêmperaAquecimento
Medições de temperatura

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 37
Aumento de Diâmetro
Aumento percentual do diâmetro externo do tubo
Perfil de temperaturapara as duas pontas do tubo

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 38
Laminação de Anéis

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved.39
Têmpera de Anéis

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved.40
Simulação de distorção em função da formação de martensita e tensões residuais durante a têmpera
Variação dimensionalMétodo Erro na
previsão (%)Experimental Simulado
Vão (mm) 0,43 0,402 6,5%
Diâmetro externo** (mm) 0,09 0,084 6,7%
Vão = n’ – n
Diâmetro externo = m’ - m
[da Silva et al., 2012]
Tratamento Térmico

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved.41
Distorção de um Anel em C

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved.42
Simulação da têmpera de anéis resultando em distorção
Deslocamento da geometriaaumentado 10x
[da Silva, 2012]
Tensões

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved.43
Máquinas para Desempeno

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved.44
Simulação do processo de desempeno de anéis distorcidos
Processo de desempeno(deslocamento aumentado 10x)
Processo desempenado(deslocamento aumentado 10x)
[da Silva, 2012]
Desempeno

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 45
Implementação da Simulação

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 46
Elaboração teórica do processo
Formação de preço
Conclusão da venda
Realização do tryout
Ajuste do custo
Definição da margem de lucro
Cliente:
• Nova peça
• Desenvolvimento de um novo fornecedor
Fornecedor/Forjaria:
• Avaliar a factibilidade
• Formar preço
Prática Comum

© Copyright SIXPRO Virtual&Practical Process (6Pro). All Rights Reserved. 47
Tire dúvidas!
Teste o software!
Solicite a sua simulação!
[email protected] / www.sixpro.pro
Assista a Parte II
Viabilização Econômica do Forjamento
com o Auxílio da Simulação Computacional
(segundo dia do Seminário)