Embed Size (px)
Citation preview

Aspects of Operational Aspects of Operational Life Management of Life Management of NPPsNPPs
A. Ballesteros, I. A. Ballesteros, I. MarcellesMarcelles andand X.JardX.JardííTecnatomTecnatom S.A.S.A.

IndexIndex
�� Nuclear Power BackgroundNuclear Power Background�� NPP LifetimeNPP Lifetime�� Degradation of the RPV and InternalsDegradation of the RPV and Internals
�� Master Curve ApproachMaster Curve Approach�� IASCC ResearchIASCC Research�� Baffle Bolts Inspection and ReplacementBaffle Bolts Inspection and Replacement
�� ConclusionsConclusions

Nuclear Power Plant AgeingNuclear Power Plant Ageing
Operational reactors by age (January 2007)
0
5
10
15
20
25
30
35
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
50%75%
� Of a total of 436 reactors, 327 have more than 20 years
Data from the IAEA Data from the IAEA Nuclear Power Newsletter, Vol. 4, No. 3, September 2007
�� Plant operational Plant operational life assurancelife assurance
�� Operational life Operational life extensionextension
�� Newer candidate Newer candidate materialsmaterials

Nuclear Power Plant LifeNuclear Power Plant Life
Choice of plant Financing arrangements Obtaining permissions, Design, Construction De-fuel, Decommission
OPERATIONAL LIFE Dismantle
DESIGN LIFE START UP CLOSURE PLANT LIFE
�� Design lifeDesign life�� Operational or Operational or
service lifeservice life�� Plant operational Plant operational
life assurancelife assurance�� Amortisation lifeAmortisation life�� Life extensionLife extension�� Long term Long term
operationoperation

Reactor Pressure VesselReactor Pressure Vessel

Pressurized Thermal ShockPressurized Thermal Shock
�� The risk of PTS failure The risk of PTS failure of the RPV is very low.of the RPV is very low.
�� Over 80% of the Over 80% of the operating US operating US PWRsPWRshave estimated have estimated throughthrough--wall cracking wall cracking frequency values frequency values below 1x10below 1x10--8 8 reactorreactor--year after 60 years of year after 60 years of operation.operation.

PWR PV Ageing MechanismsPWR PV Ageing Mechanisms
�� Radiation Radiation embrittlementembrittlement�� Open issuesOpen issues
�� FatigueFatigue�� RPV closure studsRPV closure studs
�� PWSCCPWSCC�� Alloy 600/82/182 & Alloy 690/52/152Alloy 600/82/182 & Alloy 690/52/152
�� Boric acid corrosionBoric acid corrosion�� A consequence of Alloy 600 crackingA consequence of Alloy 600 cracking
Environment
StressMetallurgy
KI, KIC
T
MARGIN
KIC
KI
initialRTNDT
Material properties Loads evolutiontransients
degradation
KI, KIC
T
MARGINMARGINMARGIN
KIC
KI
initialRTNDT
Material properties Loads evolutiontransients
degradationdegradation

PWR Pressure Vessel InternalsPWR Pressure Vessel Internals

MRP Reactor Internals ProgramMRP Reactor Internals Program� Industry’s Top Ten R&D Priorities (from MRP-205)
1. Inspection & Evaluation (I&E) Guidelines: Reactor Internals2. NDE Technology: Dissimilar Metal (DM) Butt Welds3. PWSCC Mitigation: Environmental Controls4. I&E Guidelines: Bottom Mounted Nozzles5. Vibration Fatigue: Small Bore Piping6. Environmental Fatigue Issues: Press. Boundary Components7. NDE Qualification Program: Ni-Alloy Penetrations8. NDE Accessibility: Reactor Internals9. PWSCC Mitigation: Stress Improvement (SI) of Butt Welds10.Thermal & Irradiation Embrittlement: Synergistic Effects on
CASS & SS Welds - Internals

Some Open Issues (from AMES)Some Open Issues (from AMES)�� EmbrittlementEmbrittlement trend curve based on Master Curve trend curve based on Master Curve
conceptconcept
�� High Cu & High Cu & fluencefluence raterate
�� SiSi--Mn/NiMn/Ni effectseffects
�� ReRe--embrittlementembrittlement rates & residual shiftsrates & residual shifts
�� P segregation open issuesP segregation open issues
�� IASCCIASCC

Fracture Toughness. ASMEFracture Toughness. ASMEKIC = 36.5 + 3.1·exp[0.036·(T-RTNDT+55.5)]
KIR = 29.43 + 1.355·exp[0.0261·(T-RTNDT+88.9)]
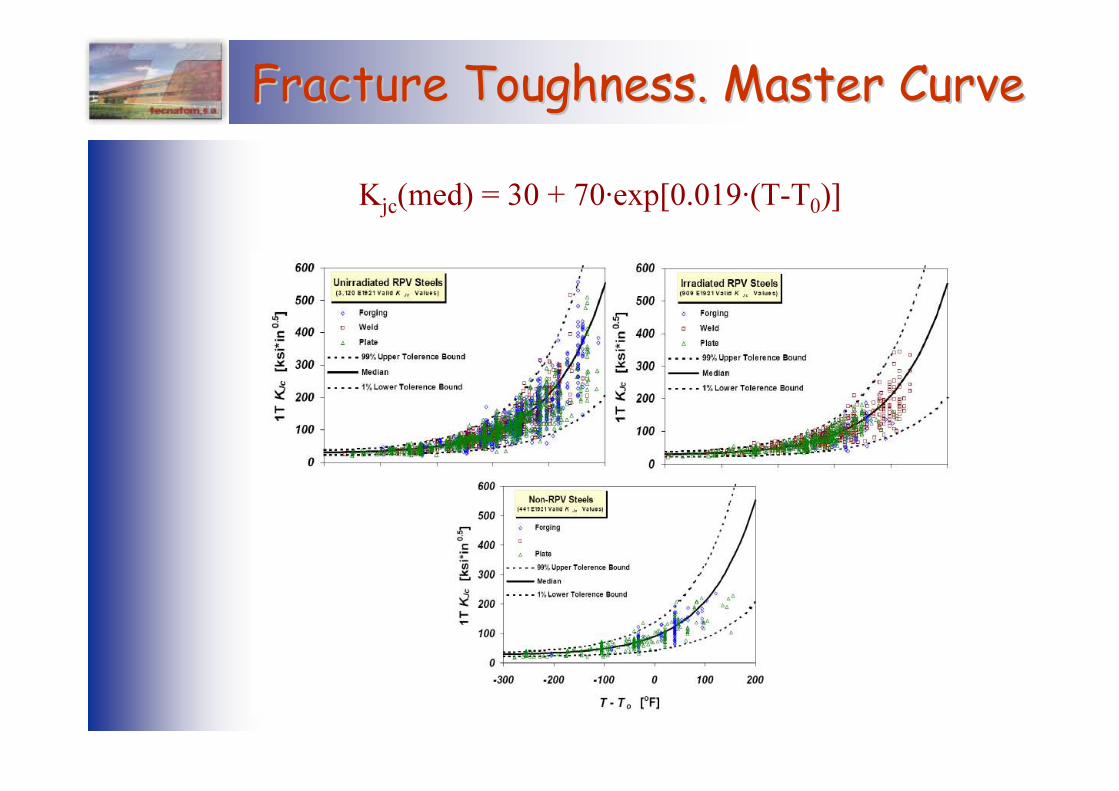
Fracture Toughness. Master CurveFracture Toughness. Master CurveKjc(med) = 30 + 70·exp[0.019·(T-T0)]
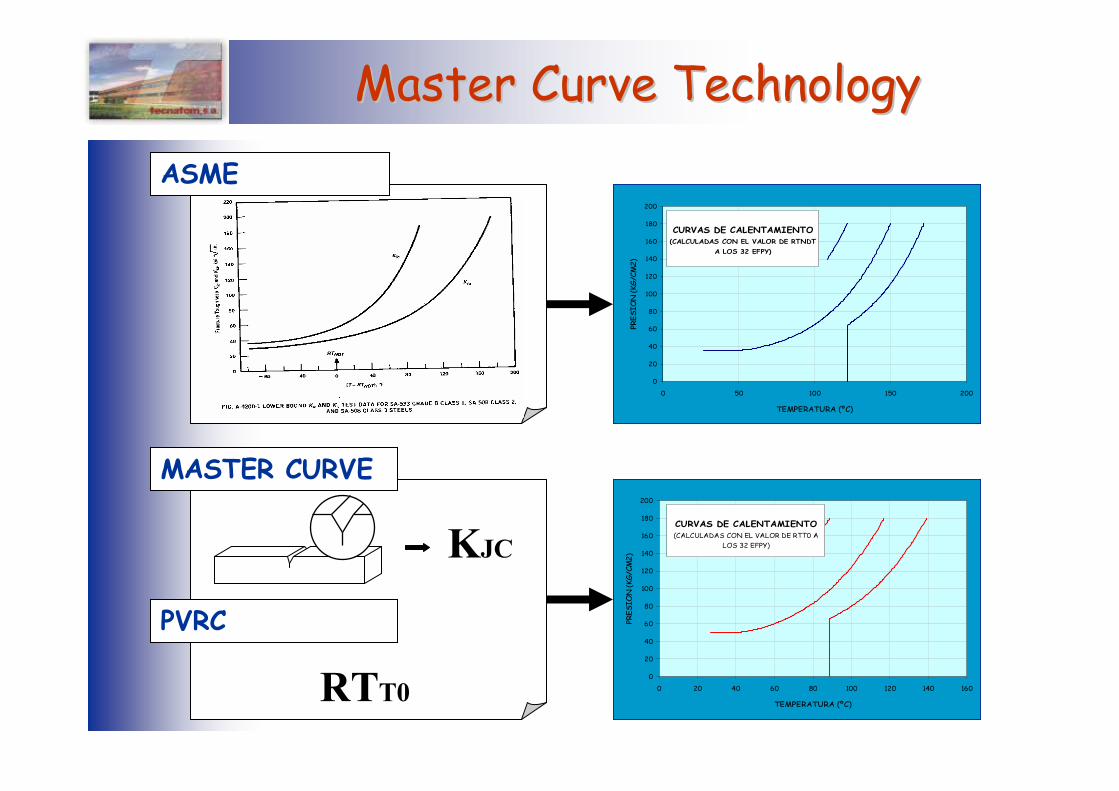
Master Curve TechnologyMaster Curve Technology
0
20
40
60
80
100
120
140
160
180
200
0 20 40 60 80 100 120 140 160TEMPERATURA (ºC)
PRES
ION
(KG/C
M2)
CURVAS DE CALENTAMIENTO(CALCULADAS CON EL VALOR DE RTT0 A
LOS 32 EFPY)
0
20
40
60
80
100
120
140
160
180
200
0 50 100 150 200
TEMPERATURA (ºC)
PRES
ION
(KG/C
M2)
CURVAS DE CALENTAMIENTO(CALCULADAS CON EL VALOR DE RTNDT
A LOS 32 EFPY)
ASME
MASTER CURVE
RTT0
PVRC
KJC

Reconstitution of Surveillance SpecimensReconstitution of Surveillance Specimens
Reconstitution of Charpy specimens
CT specimensreconstituted
M4
24 mm
12 mm

RTRTNDTNDT vs. RTvs. RTT0T0
MATERIAL RT NDT RT To RT NDT RT To RT NDT RT To
Garoña Base 16.0 -32.9 16.0 -35.2 16.0 -40.9
Garoña weld 43.5 -9.0 34.7 -12.6 18.7 -22.5
Ascó 2 Base 41.5 -20.5 39.3 -26.1 34.2 -33.7
MATERIAL RT NDT RT To RT NDT RT To RT NDT RT To
Garoña Base 16.0 -29.2 16.0 -31.9 16.0 -38.0
Garoña weld 54.7 -1.9 45.3 -5.5 28.1 -14.4
Ascó 2 Base 43.7 -11.8 42.0 -19.0 37.5 -29.4
40 years (32 EFPY)
60 years (54 EFPY) 0T 1/4T 3/4T
0T 1/4T 3/4T
Comparison between values of RTTo and RTNDT (ºC)at different thicknesses in the RPVs of Garoña and Ascó II NPPS

ZoritaZorita Decommissioning PlanDecommissioning Plan
NPP
PROJECT DecommissioningJC SiteRestorationand Fuel toSpanishTCS
CLAUSURE
1968 2006 2009 2015
IFSI Lincensing andConstructionFuel Cooling in SFPFuel Transfer to IFSIUNION FENOSA GENERACIÓN, S.A. ENRESA
CONSTRUCTION1963
Commercial Operation Transition
DISMANTLING PERMIT
Plant Shutdown (30-April- 06)
Radioactive waste company
Decontamination

Research on RPV internalsResearch on RPV internals
17 cm
105 cm
Plate thickness = 2,85 cm
19,8 cm
30 dp
a
50 dp
a
10dp
a
15 dp
a
= baffle to former bolt = 347 SS= baffle edge bolt = 316 SS
17 cm
105 cm
Plate thickness = 2,85 cm
19,8 cm
30 dp
a
50 dp
a
10dp
a
15 dp
a
= baffle to former bolt = 347 SS= baffle edge bolt = 316 SS
Proposal for a“Cooperative research project
on ex plant materials from José Cabrera NPP”

Opportunity to properly evaluate Ferritecontaining weld metal response after highdose exposure
308/309 Core Barrel WeldMetal
5-10% of operating plants have 347baffle/former bolts
347 Baffle/Former Bolts
Swelling of 316 baffle bolts in all operatingplants is a life continuing
304 Baffle/Former Bolts
Degradation of 304 needed for all PWRplant internals issues – Zorita hashigh fluence in 304 material
304 Baffle/Former BoltsValue to Future ProgrammeMaterial
Candidate Candidate ZoritaZorita Materials for IASCC ResearchMaterials for IASCC Research

Cracking of Baffle BoltsCracking of Baffle Bolts�� Defective bolts found in France (CP0), Defective bolts found in France (CP0), TihangeTihange 1, 1, DoelDoel 1 y 2, 1 y 2,
LoviisaLoviisa 1 y 2, and in several plants in US and Japan.1 y 2, and in several plants in US and Japan.
�� The analyses performed on defective bolts confirm that, in The analyses performed on defective bolts confirm that, in general, the degradation mechanism is IASCC.general, the degradation mechanism is IASCC.
�� It is not a problem of safety if there is only a limited number It is not a problem of safety if there is only a limited number of of defective bolts.defective bolts.
�� There are not reliable model for prediction of bolt cracking. There are not reliable model for prediction of bolt cracking.
�� Recommended studies: Neutron Recommended studies: Neutron fluencefluence calculations, thermalcalculations, thermal--stress analysis, stress analysis, microstructuralmicrostructural analysis.analysis.

Baffle Bolts Inspection and Replacement at Baffle Bolts Inspection and Replacement at LoviisaLoviisa NPP Unit 2NPP Unit 2
� Visual and ultrasonic inspection of all 312 locking bolts (Tecnatom)� Removal of defective locking bolts (Westinghouse)� Assembly of the new fixing system (Westinghouse)� Internals TV-inspection of the core basket (Tecnatom)

UT and TV InspectionUT and TV Inspection
�� SUPREEM superstructure + ROSA robotic arm.SUPREEM superstructure + ROSA robotic arm.�� MIDAS acquisition systemMIDAS acquisition system
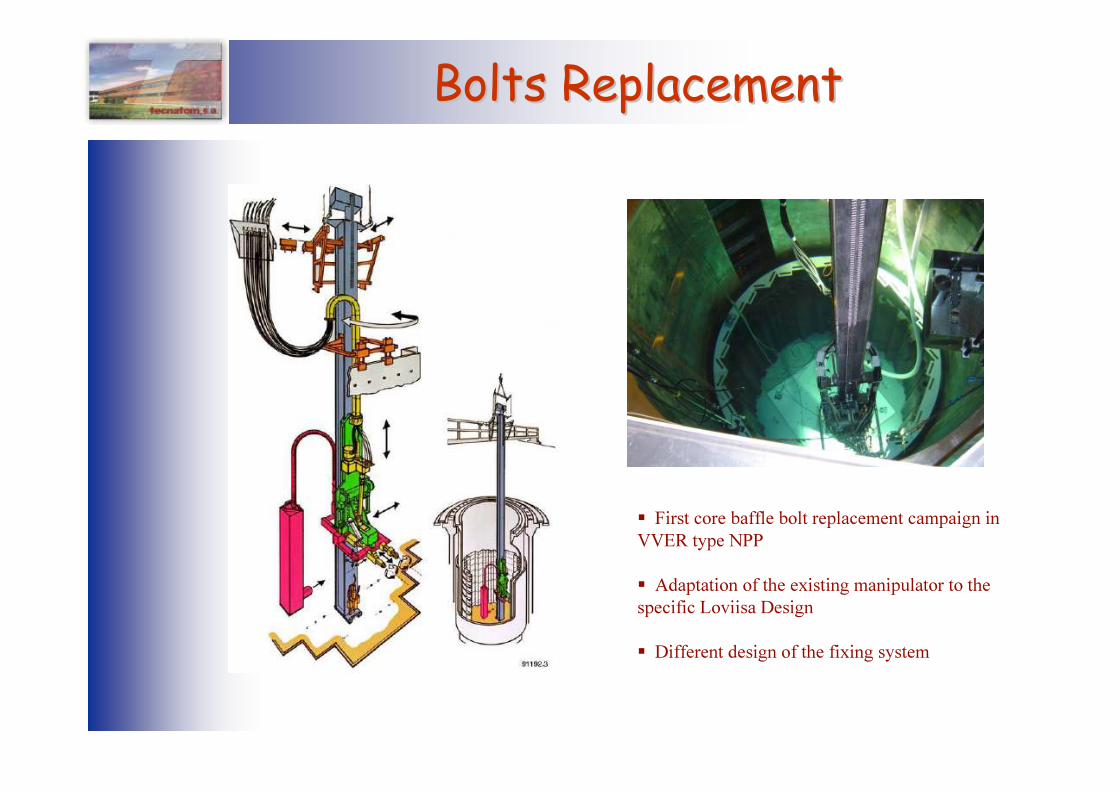
Bolts ReplacementBolts Replacement
� First core baffle bolt replacement campaign in VVER type NPP
� Adaptation of the existing manipulator to the specific Loviisa Design
� Different design of the fixing system

Inspection and Replacement of Baffle Bolts. ResultsInspection and Replacement of Baffle Bolts. Results
� 312 baffle bolts inspected (UT + TV)� 3 defective baffle bolts found� 4 baffle bolts replaced� 3 baffle bolts will be sent to the VTT hot lab for metallurgical investigation and failure analysis
OLD NEW

ConclusionsConclusions�� The decrease in the number of plants coming into operation durinThe decrease in the number of plants coming into operation during g
the past twenty years has focussed attention onto plant operatiothe past twenty years has focussed attention onto plant operational nal life assurance/operational life extension.life assurance/operational life extension.
�� The Master Curve approach is today the prefer methodology to The Master Curve approach is today the prefer methodology to reduce unnecessary conservatism in estimates of RPV material reduce unnecessary conservatism in estimates of RPV material degradation.degradation.
�� The adoption of a preventive maintenance programme for the RPV The adoption of a preventive maintenance programme for the RPV internals with the capability of detecting system degradations winternals with the capability of detecting system degradations will ill enhance the safety as well as the efficiency of plant operation.enhance the safety as well as the efficiency of plant operation.
�� The stateThe state--ofof--thethe--art of the technology allows a certain level of control art of the technology allows a certain level of control and mitigation of IASCC, but today several factors contributing and mitigation of IASCC, but today several factors contributing to the to the degradation are not well known. degradation are not well known.

Thank You!Thank You!
谢谢





























