Embed Size (px)
Citation preview

ASSEMBLY DEPARTMENT


PCB Assembly
Quick Turn Prototypes Automated SMT Production Assembly Operators & Process Certified to J-Standard-001 Assemble to IPC-A-610 Class II & III Fine Pitch SMT, BGA and Mixed Technology Full ESD & Environment Control Automated Optical Inspection (AOI) Full Paperless Doc Control, Traveler Generation, Serialization and Traceability MIS database BGA X-Ray & Rework Conformal Coating Box Build Assemblies

ASSEMBLY DEPARTMENT

ASSEMBLY DEPARTMENT

MYDATA AUTOMATION PICK & PLACE EQUIPMENT
HYDRA – Multi Mount Head Option
Capable up to 21,000 CPH
IPC 9850 Chip Net Throughput 17,500 CPH
IPC 9850 Chip Repeatability (X, Y, Theta) 69 μm, 3,0°
Component Specifications Min: 0.6 x 0.3 mm (0.02 x 0.01") (0201)
Midas - Single Mount head
Rated Speed (1) 6 100 CPH
IPC 9850 Fine Pitch Net Throughput * (2) 1 500 CPH
IPC 9850 Fine Pitch Repeatability 3σ(X, Y, Theta) (4) 25 μm, 0,08°
Component Specification Min: 0.4 x 0.2 mm (0.016" x 0.008") (01005)
High Res Camera
Max Active Field of View 15 x 15 mm (0.59" x 0.59")
Min Pitch 0.10 mm (4 mil)
Min Lead Width 0.05 mm (2 mil)
MYDATA AUTOMATION
MY12E & MY15’S SERIES PICK & PLACE EQUIPMENT

DEK Screen Printers
Best-in-class performance on Horizon 03iX features the following standard fit resources:
Process alignment capability 2 Cpk @ ± 25µm 6-Sigma
Machine alignment capability 2 Cpk @ ± 12.5µm 6-Sigma
12 second cycle time
High Throughput Conveyor enables core cycle time reduction to just 11 seconds
DEK USA HORIZON 03iX DEK USA HORIZON 03i

SURFACE MOUNT CAPABILITIES

Heller Re-flow oven (Airflow or N2 Ready)
The 1809 EXL(9 Zone) Re-flow ovens supports high mix / high volume throughput... at speeds up to 32
inches (80 centimeters) per minute.
Rapid response times and precise temperature controls assure process uniformity, regardless of
component density or board loading, with identical profile performance in either air or nitrogen.
Highest Yields and Tight Process Control
The most efficient heat transfer from extra high volume, high-velocity, heating modules, producing
heater module response of less than one second to temperature changes of less than 0.1°C, thereby
maintaining profile integrity for heavy board loads.
HELLER INDUSTRIES
1809 EXL RE-FLOW OVEN

DRS Rework Station Component Requirements:
Beam-splitter Vision System: No minimum size, 2.0” square, 1.0” height
Direct View (perimeter): No minimum size, 4.0” square, 2.0” height
Top & Bottom Side Clearance: (DRS24) Top=1.100”, Bottom=.920”
Accuracy and Repeatability:
Placement Accuracy: +/- 0.001” at 3 Sigma (or a true position of 1.4 mil). This is defined as the ability for the machine to hit the
target.
Repeatability: +/- 0.0003”. This is defined as the ability for the machine to return to the same spot.
Force Measurement System:
Component Placement Force: Up to 2000 grams in increments of 1 gram. Target point and +/- range adjustment throughout
process.
Heating Systems:
Top Heater: Patented 1000 watt, triple-pass (preheats incoming air) heating element with imbedded thermocouple for process
(temperature) control.
Bottom Heaters: 4000 watt convection preheater. DRS24 (20”W x 16”D).
Heater Controllers: All heaters controlled via a closed-loop, auto tuning PID controller. Self-calibrating to +/- 5 degrees C.
AIRVAC DRS24B REWORK EQUIPMENT

Veriteq/Vaisala Temperature & Humidity system Clean rooms and other critical environments require high performance environmental monitoring to
operate consistently and within product and process specifications. Humidity measurement can be
especially challenging and important in clean room environments, which can be negatively impacted by
or mold spores and other microbes. Vaisala’s high performance instruments and continuous monitoring
solutions reduce the risk of out-of-specification conditions and help keep your facility audit-ready and
compliant.
Technical Specifications
Internal Relative Humidity
Sensor
Type of sensor Integrated high-accuracy capacitive polymer RH sensor
Initial Accuracy ±1%RH over 10%RH to 90%RH at +20ºC to +30ºC
±2%RH over 10%RH to 90%RH at -20ºC to +70ºC
Operating range -35°C to +85°C, 0% RH to 100% RH (non-condensing)
Resolution 0.05% RH
1-year Accuracy
(*denotes Accuracy One Year
after original deployment)
*±2% RH over 10% RH to 90% RH at +20°C to +30°C
±3% RH over 10% RH to 90% RH at -20°C to +70°C
Calibration Interval Annual (recommended)
Internal Temperature Sensor
Initial Accuracy ±0.10ºC over +20ºC to +30ºC
±0.15ºC over -25ºC to +70ºC
Operating range -35 to +85°C (-31 to 185°F)
Resolution 0.02°C at +25°C
1-year Accuracy ±0.15°C over 20°C to +30°C
±0.25°C over -25°C to +70°C

Veriteq/Vaisala Temperature & Humidity System
Temperature and Humidity Graphs & Software
(24/7, 365 Days a Year)

AOI (YESTECH) Capture on the fly technology
3D Fusion Lighting (RGB+White LED's)
5 megapixel color imaging
1 top-down and 4 side angle cameras
Quick set-up
High speed, high defect coverage
Low false failure rate
Programmable conveyor for boards up to 20 x 22
Equally effective for paste, pre / post-reflow and final assembly
inspection.
Off-line programming maximizes machine utilization and real-time
SPC
monitoring provides a valuable yield enhancement solution.
Automated Inspection for:
• Solder defects
• Lead defects
• Component presence and position
• Correct part / polarity
• Through-hole parts
• Paste
Specifications
Throughput: Up to 10 sq. in./sec. > 500,000 components per hour
Maximum Board Size: 22” x 20” (560mm x 510mm)
Clearance: 2” (50mm) top and bottom
Minimum Component Size: 0201; 01005 with high magnification
option
False Calls: <500 PPM (<0.05% typical)
Defects Detected: Part: position, missing, wrong, polarity,
skew, tombstone
Lead: bent, lifted, bridging
Solder: open, insufficient, short, solder balls
NORDSON/YESTECH FX-12-110
Features / Processes Mass production
In Process Inspection
• Solder paste inspection (SPI) 01005 & larger
• Automated Optical Inspection (AOI) 01005 & larger

Selective Solder (Pb & Pb-Free) (ACE PRODUCTION TECHNOLOGIES)
The KISS-104 is the completely automated "in-line" version of the KISS-103 handling boards up to 18" x 24"
KISS-104 couples high throughput with precise process controls.
The programmable features provide the tools to set all process parameters, including immersion depths, pre-heat dwells, travel
distances and speeds, solder temperature and wave height.
Once set, the system will repeat precisely.
The KISS-104 will out produce 6 or more operators soldering with an iron while significantly increasing the solder joint quality and to
a predictable schedule.
SPECIFICATIONS:
PCB Panel Size
Minimum 2” x 2”
Maximum 18” x 24” (18” x 42” with manual step over)
Safe “Keep Away” (distance to adjacent pads) 1mm
Motion (Super Quick)
Z-Axis - Accuracy/Repeatability +/-.002" Speed 0-4” inches/second
X and Y Axis
Accuracy/Repeatability +/-.002" Speed 0-6 inches/second
Solder Pot
Temperature PID proportioning (0-400°C) ± 2°C
Solder Capacity - 30 lbs.
Pump - PC controlled
ACE PRODUCTION KISS-104
ACE PRODUCTION KISS-103

KISS-LTS (Re-tinning)
ACE PRODUCTION TECHNOLOGIES --Refurbishing of "Legacy Components"
--Removing the oxidized (plated) lead finish and replacing
with a fused intermetalic Sn/Pb finish.
--Gold Embrittlement Mitigation:
--Removes the gold from the components leads by
"solubilizing"
in molten Sn/Pb solder.
--Tin Whisker Mitigation:
--Replaces the tin plating with fused alloy.
--Convert RoHS components to Sn/Pb
SPECIFICATIONS:
Process area of the pallets
Length and Width 4” x 5”
Usable clearance above the pallet 4”
Usable clearance bellow the pallet 3”
Motion Z-Axis
Accuracy/Repeatability +/-.002"
Speed 0-15 inches/sec
Travel Distance = 3.0”
X Axis
Accuracy/Repeatability +/-.002"
Speed 0-10 inches/sec.
Solder Pot
Temperature Controller PID proportioning - (0-350°C) ± 2°C
Solder Capacity - 90 lbs for each pot.
Pump - Variable speed, programmable
Pre-Heater
Forced air, PID controlled - (0-350°C)
ACE PRODUCTION KISS LTS-200

AEGIS SOFTWARE Murrietta Circuits Enhances Traceability by Upgrading Aegis Software
The iView software from Aegis Industrial Software Corporation will enable Murrietta Circuits to trace product
history, material usage, and trends in all process, test, inspection and repair records. This upgrade will allow for
real-time tracking of orders, enable customizable reports of all collected data, provide date code and lot code
traceability of all components, and eliminate the dependency on paper copies.
Real-time tracking of orders will allow users to identify the exact location of a job and automatically re-route when
a defect is found. This automatic re-route will allow for more accurate tracking of each specific unit, while
collecting valuable data for process improvements. The data collection module will enable reports to be generated
for identifying all units containing a particular date code, lot code, part number, or serial number. These reports
serve as a valuable tool to identify process issues or defective components down to a specific lot code.
Aegis software will streamline the traceability of all components used on each board and can record every defect
down to the pin level. Traceability reports can also record all process revision records, operator feedback notes,
process deviations released during production, tools and consumables used, and all rework and repair for a
particular board. This extensive tracking history will make all job information available to customers, which will
be extremely beneficial for defect tracking.

AEGIS SOFTWARE
Being able to view all drawings and bill of materials in a web browser will further assist in the continuing efforts
of Murrietta Circuits to go paperless. iView allows for electronic user signoffs, drawing and bill of material
searches by part numbers or reference designators, and a zoom to component feature which will increase efficiency
for all orders. Additional documents can be electronically attached and viewed for each job, including any change
orders and ECNs.
The multitude of uses for the upgraded Aegis shop floor control system will greatly enhance current processes, and
customers will benefit from utilizing the detailed traceability.
• Paperless routing
• Controlled sign-off system
• Enables full traceability using barcodes
• Automatically records data
• Cleaner record of quality (lists all errors/defects found)
• Data Minor allows for customizable reports, specific data sets
• Extra steps like serialization, labeling, etc will be included in the process
• IView allows users to link to specs and customer documents
• Online inspections for parts when fully implemented
• Increases efficiency moving products
• Better recording and correction of defects
• Historical data is stored for future reference
• Color coded notifications of historically problematic areas on the board
• Able to handle sub-assemblies and box-builds

AqueousTechnologiesZero-
IonIonicContamination Tester
Process Control The built-in computer automatically calculates NaCl/square
equivalence (per mil spec), operates in an automatic or manual mode,
and is equipped with a built-in memory containing up to 50 test
results.
Built-In Data Logging Printer The Zero Ion tester is equipped with a built-in data-logging printer
that automatically records test date, lot/batch number and test results.
Submerged Sprays The submerged sprays provide excellent agitation of the
test solution while eliminating test inaccuracies caused
by carbon dioxide adsorption associated with other open-air spray
systems. The combination of submersion and spraying creates three
different fluid flow angles across the board surface. It is this random
angle flow of fluid that gives the Zero Ion system its superiority in
ionic contamination detection.
The Zero-Ion Ionic Contamination Tester meets
industrial cleanliness specifications including : MIL-STD-2000A,
MIL-P-28809,
IPC-TM-650, and ANSI/J-STD-001.
Unique Dual-Loop Flow System The Zero Ion tester utilizes a dynamic measurement method, the
method of choice for detecting (weak) ion activators commonly found
in no-clean fluxes. With dynamic measurement technology, the
contamination test solution is monitored and then filtered to supply
de-ionized test solution back to the test chamber, resulting in greater
solubility. The increased solubility eliminates the "saturation limit
effect", associated with other static measurement methods.
AQUEOUS TECHNOLOGIES
ZERO-ION-100A

PHOENIX PCBA Inspector 100 X-RAY
The phoenix pcba|inspector is a high-resolution
2D microfocus X-ray inspection system designed
for inspecting solder joints (e.g. BGA, QFN, QFP,
PTH, CSP, Flip Chip) in board assemblies, but
also for inspection of electronic and mechanic
components and more.
X-ray analyzer
2D X-ray imaging
100 kV X-ray Closed Tube
Automated micro-focus X-ray inspection
120V, 50/60 Hz
Max. tube voltage: 100 kV
Max. output: 10 W
Detail detectability: Up to 3 µm
Min. focus-object-distance: 4.5 mm
Geometric magnification (2D): Up to 75-fold
Max. object size (height x diameter): 28’’ x 22’’
(710 mm x 560 mm)
Max. object weight: 5 kg/ 11 lbs
Image chain: 672 x 568
PHOENIX
PCBA 100 X-RAY

WESTEK
TRITON IV BOARD WASHER
Westek TRITON IV SMT In-Line Aqueous Cleaner with On-Board Closed Loop System
18” Horizontal Load Section
Pre-Wash
Recirculating Heated Wash
Extended Wet Isolation Air Knife
Recirculating Heated Rinse
Final Rinse
Air Knife (15 HP)
Dwell
Air Knife (15 HP)
Static Grounding System
4.5” Standard Product Height Clearance
(1) 15HP High Pressure & Volume SS SMT Spray Pump in Wash
(1) 10HP High Pressure & Volume SS SMT Spray Pump in Rinse
Digital Temperature Readout and Control of Wash and Rinse
Multi-Directional Adjustable Cascade System
(2) Extra High Pressure 15 HP Air Knife Generators
Variable Height and Angle, Stainless Steel Tuned Air Knifes
Balancing Flow Meters in Prewash and Final Rinse
Automatic Start/Stop & Alarm Package

Aqueous Technologies
SMT 800/CL, CL Cleaner / Defluxer Batch Washer
De-fluxing systems are designed for both SMT & Through-hole de-fluxing applications
Provide target impact pressure of 12.8 ounces / sq in
Enhanced SPC data
Closed-Loop (SMT-CL Series)
In closed-loop (CL) configuration, all water is captured, re-deionized, and reused
Configurations are designed to remove all post-reflow water-soluble flux residues
Configuration does not require drain and automatically converts user's tap water in to high-quality deionized water
Aqueous Technologies
SMT 800/CL Batch Washer

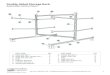
CUSTOM PROFILING Reflow process (Note: the same concept is also used in Wave/Selective soldering methods)
In soldering, a thermal profile is a complex set of time-temperature values for a variety of process dimensions such as slope, soak, TAL, and
peak. Solder paste contains a mix of metal, flux, and solvents that aid in the phase change of the paste from semi-solid, to liquid to vapor;
and the metal from solid to liquid. For an effective soldering process, soldering must be carried out under carefully calibrated conditions in a
reflow oven
The Ramp-Soak-Spike (RSS)
Ramp is defined as the rate of change in temperature over time, expressed in degrees per second. The most commonly used process limit is
4 °C/sec, though many component and solder paste manufacturers specify the value as 2 °C/sec. Many components have a specification
where the rise in temperature should not exceed a specified temperature per second, such as 2 °C/sec. Rapid evaporation of the flux
contained in the solder paste can lead to defects, such as lead lift, tomb stoning, and solder balls. Additionally, rapid heat can lead to steam
generation within the component if the moisture content is high, resulting in the formation of micro-cracks.
In the soak segment of the profile, the solder paste approaches a phase change. The amount of energy introduced to both the component
and the PCB approaches equilibrium. In this stage, most of the flux evaporates out of the solder paste. The duration of the soak varies for
different pastes. The mass of the PCB is another factor that must be considered for the soak duration. An over-rapid heat transfer can cause
solder splattering and the production of solder balls, bridging and other defects. If the heat transfer is too slow, the flux concentration may
remain high and result in cold solder joints, voids and incomplete reflow.
After the soak segment, the profile enters the ramp-to-peak segment of the profile, which is a given temperature range and time exceeding
the melting temperature of the alloy. Successful profiles range in temperature up to 30 °C higher than liquidus, which is approximately 183
°C for eutectic and approximately 217 °C for lead-free.
The final area of this profile is the cooling section. A typical specification for the cool down is usually less than −6 °C/sec (falling slope).
Solder samples
Also known as X-outs, electrical test failures, profile boards or solder samples, bare PCBs with quality problems that cannot be assembled
and sold are great for profiling, pick-and-place tuning, process verification, or other engineering experiments on the assembly floor.
During the production life of a circuit assembly, it can be built on different assembly lines, in different factories, or even in different parts of
the world. Due to considerable variation among reflow oven performance, an assembly should get re-profiled each time it is run on a new
line, but this doesn’t always happen – often due to cost constraints. The availability of profile boards at zero cost to the assembler vastly
increases the odds of the assembly getting profiled and reflowed properly, minimizing solder defects and improving overall reliability.

CUSTOM PROFILING
CIRCUIT CAM DETAILED PROFILE LAYOUT
KIC LIGHT (OVEN INTERNAL PROFILER) DATA PAQ (EXTERNAL PROFILER)