Embed Size (px)
Citation preview

ASSESSMENT OF GROUND-WATER TREATMENT ALTERNATIVES FOR AREA-WIDE CONTAMINATION AT A PETROLEUM SITE
Evan K. Nyer, David C. Campbell and Gwen W. Shofner Geraghty & Miller, Inc.
14497 North Dale Mabry Highway Suite 200 Tampa, Florida 33618
Abstract This manuscript describes the results of an evaluation of four treatment schemes for
managing ground water produced during free-phase hydrocarbon recovery activities at a petroleum refinery site. In addition to the evaluation of of treatment alternatives, the analysis of regulatory impacts and the development of a fast-track implementation schedule was required.
The recovery rate for the ground water produced during hydrocarbon recovery was 300 gallons per minute and baseline ground water quality data indicated that the water contained dissolved hydrocarbons, with benzene at concentrations high enough for the ground water to be considered a characteristic hazardous waste under the provisions of the Toxicity Characteristics Rule. Dissolved iron was also present in the ground water at concentrations high enough to require iron removal in a pretreatment unit.
The impact of the Toxicity Characteristics Rule on the recovery and treatment of ground water at the site was assessed in the evaluation. Other regulatory requirements included compliance with pretreatment requirements and the EPA National Ambient Air Quality Standards program. The four treatment scenarios examined for application at the site are identified as follows:
1) Air stripping for the removal of volatile organic compounds, with vapor phase granular activated carbon adsorption of the air stripper exhaust;
2) Air stripping for the removal of volatile organic compounds, with the catalytic incineration of the air stripper exhaust;
3) Liquid-phase granular activated carbon adsorption of the recovered ground-water; and
4 ) Biological treatment of the recovered water to convert the dissolved hydrocarbon materials into carbon dioxide and water.
The treatment alternatives were evaluated and a recommended alternative was selected. The following criteria were used to compare the alternatives: 1) effectiveness and reliability at complying with the treatment criteria; 2 ) the generation of sludges and other potentially hazardous materials requiring handling and disposal; 3 ) implementability at the site in the time frame anticipated for the hydrocarbon recovery system; and 4 ) relative cost.
Introduction
The purpose for the evaluation of ground-water treatment alternatives was to perform a cost and feasibility analysis for four alternate treatment systems. This planning-level analysis was used to assist in evaluating long-term approaches to the treatment of ground water.
Geraghty & Miller was retained to perform a hydrogeologic investigation and evaluation of remedial alternatives at a former refinery site. The ground water at the
29
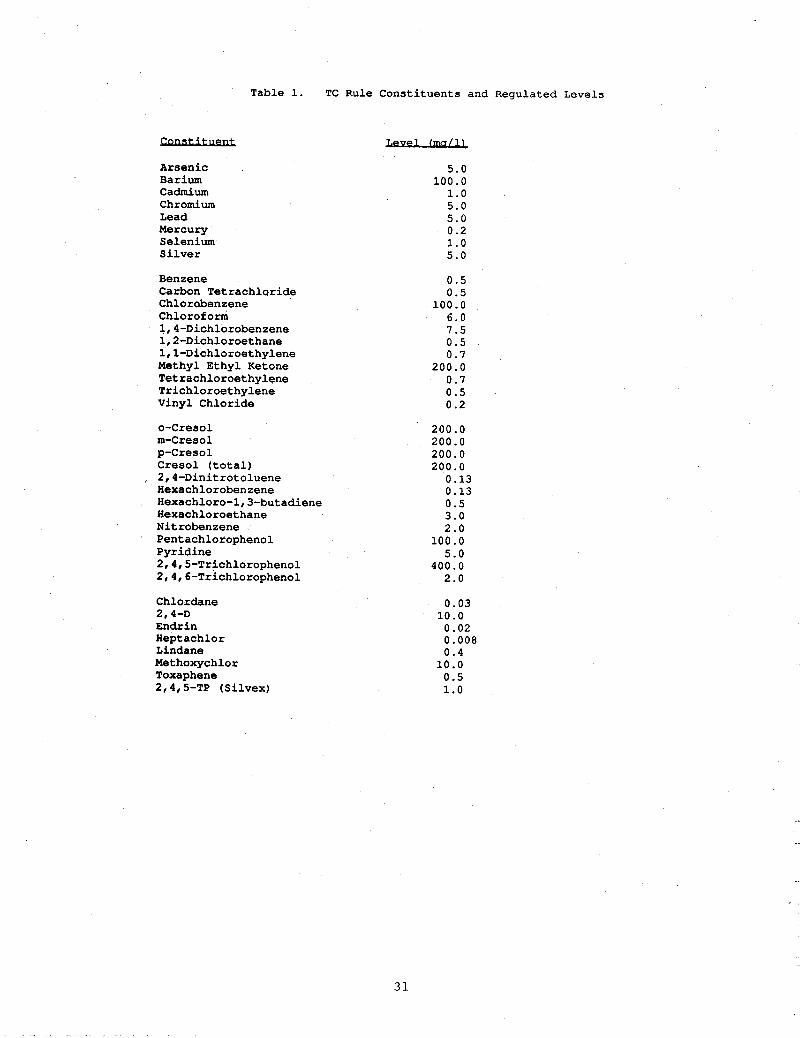
p r o j e c t s i t e c o n t a i n e d d i s s o l v e d hydrocarbons, i n c l u d i n g benzene. T h e f i n a l Tox ic i ty C h a r a c t e r i s t i c s Rule (TC Rule) r e q u i r e s t h a t any s o l i d o r l i q u i d waste which con ta ins one o r more of t h e 39 l i s ted c o n s t i t u e n t s ( a t concen t r a t ions above t h e e s t a b l i s h e d r egu la to ry l e v e l ) be s u b j e c t t o hazardous waste r e g u l a t i o n . Table 1 p r e s e n t s a summary of t h e TC Rule c o n s t i t u e n t s and t h e r e g u l a t e d c o n c e n t r a t i o n s . Benzene i s inc luded i n t h e new TC Rule l i s ted c o n s t i t u e n t s and was t h e o n l y TC Rule l i s t e d c o n s t i t u e n t which has been de tec t ed above t h e r egu la to ry t h r e s h o l d i n ground water a t t h e si te.
The impact of t h e implementat ion of t h e TC Rule on t h e e v a l u a t i o n of t rea tment a l t e r n a t i v e s i n v o l v e s t h e assessment of p e r m i t t i n g r equ i r emen t s under RCRA f o r : ( I ) t r ea tmen t f a c i l i t i e s p rocess ing wastewaters d e f i n e d a s hazardous under t h e TC Rule, and ( 2 ) f o r t h e u l t i m a t e p o i n t of d i scha rge f o r t h e t r e a t e d waters. T h e fo l lowing paragraphs summarize t h e a n a l y s i s of t h e r egu la t ions and how t h e proposed t rea tment a l t e r n a t i v e s m e e t t h e i n t e n t of t h e s e r e g u l a t i o n s .
The recovered ground water w i l l be handled and t r e a t e d i n a c o n t r o l l e d environment. The f l u i d s pumped from t h e hydrocarbon recovery wells w i l l be t o t a l l y conta ined through a c l o s e d p i p i n g sys tem and r o u t e d through an o i l / w a t e r s e p a r a t i o n p rocess fo l lowed by a d d i t i o n a l t r e a t m e n t p r o c e s s e s . The water w i l l be t r e a t e d , a s produced, th rough t h e proposed water t r ea tmen t system, t o below t h e TC Rule r e g u l a t o r y l i m i t s f o r benzene, and w i l l be d i scha rged a l o c a l P u b l i c l y Owned Treatment Works (POTW).
It was de te rmined t h a t t h e t r ea tmen t system a s propased would be exempt from a l l RCRA requi rements and t h a t a hazardous waste t r ea tmen t permi t under RCRA would no t be requi red . The EPA has s t a t e d t h a t :
" i n o r d e r f o r a wastewater t rea tment u n i t t o be covered by t h e exemptions, it must be p a r t of an o n - s i t e wastewater t r ea tmen t f a c i l i t y . Accordingly, any hazardous waste t a n k system t h a t i s used t o s t o r e o r t r e a t t h e wastewater t h a t i s managed a t an o n - s i t e wastewater t rea tment f a c i l i t y t h a t d i scha rges t o a POTW, i s exempt from t h e RCRA r e g u l a t i o n s . Whether t h e wastewater is conveyed from t h e t a n k system d i r e c t l y t o t h e t r ea tmen t u n i t or i n d i r e c t l y by way of i n t e rmed ia t e sumps, t anks o r ho ld ing ponds does not a f f e c t t h e a p p l i c a b i l i t y of t h e exemption."
The pr imary impact of t h e TC Rule on t h e e v a l u a t i o n of t r ea tmen t a l t e r n a t i v e s i s t h a t the wa te r d i s c h a r g e d from t h e wa te r t r e a t m e n t f a c i l i t y must comply wi th t h e requirements a s set by t h e POTW.
of
The fo l lowing s e c t i o n s desc r ibe t h e b a s i s f o r t h e t r ea tmen t method eva lua t ions , t h e a n a l y s i s of p r e t r e a t m e n t requi rements f o r t h e recovered ground water and t h e d e t a i l e d eva lua t ion of t r ea tmen t systems. The t rea tment system conf igu ra t ions p re sen ted were based on t h e p l a n n i n g l e v e l assessment of water t r e a t m e n t needs and a r e s u i t a b l e f o r t h e comparison of t h e va r ious p rocesses and a l t e r n a t i v e s .
Four a l t e r n a t e t r ea tmen t s c e n a r i o s were eva lua ted f o r t h e t r ea tmen t of recovered ground water and a r e i d e n t i f i e d a s fo l lows:
1. The use of an i r o n removal system, fol lowed by a i r s t r i p p i n g ( inc lud ing t h e use of a i r -phase g r a n u l a r a c t i v a t e d carbon (GAC) adso rp t ion ) and d i scha rge t o t h e POTW;
3 0
Constituent
Arsenic Barium Cadmium Chromium Lead Mercury Selenium Silver
Table 1. TC Rule Constituents and Regulated Levels
Benzene Carbon Tetrachloride Chlorobenzene Chlorof o m 1,4-Dichlorobenzene 1,2-Dichloroethane 1,l-Dichloroethylene Methyl Ethyl Ketone Tetrachloroethylene Trichloroethylene Vinyl Chloride
o-Cresol m-Cre s o 1 p-Cresol Cresol (total) 2,4-Dinitrotoluene Hexachlorobenzene Hexachloro-1,3-butadiene Hexachloroethane Nitrobenzene Pentachlorophenol Pyridine 2,4,5-Trichlorophenol 2,4,C-Trichlorophenol
Chlordane 2,4-D Endrin Heptachlor Lindane Methoxychlor Toxaphene 2,4,5-TP (Silvex)
5.0 100.0
1.0 5.0 5.0 0.2 1.0 5.0
0.5 0.5
100.0 6.0 7.5 0.5 0.7
200.0 0.7 0.5 0.2
200.0 200.0 200.0 200.0
0.13 0.13 0.5 3.0 2.0
100.0 5.0
400.0 2.0
0.03
0.02 0.008 0.4
10.0 0.5 1.0
10.0
31
2 . The use of an i r o n removal system, followed by a i r s t r i p p i n g ( inc lud ing t h e use of an a i r -phase c a t a l y t i c i n c i n e r a t o r ) and d i scha rge t o t h e POTW;
3 . The use of an i r o n removal system, fo l lowed by l i q u i d phase GAC adsorp t ion and discharge t o t h e POTW; and
4 . T h e u se of a n i r o n removal system, fo l lowed by b i o l o g i c a l o x i d a t i o n i n a submerged f ixed - f i lm system with d i scha rge t o t h e POTW.
Bas is of Evalua t ion
C e r t a i n key a s sumpt ions were made i n t h e e v a l u a t i o n of t h e wa te r t r e a t m e n t a l t e r n a t i v e s . The r e s u l t s of ground-water sampling were u t i l i z e d i n t h e e v a l u a t i o n of water q u a l i t y a t t h e s i t e and t h e contaminant c o n c e n t r a t i o n s detected were assumed t o be r e p r e s e n t a t i v e of t h e ground-water f r a c t i o n of t h e recovered f l u i d s . Table 2 con ta ins a summary of t h e a n a l y t i c a l r e s u l t s o b t a i n e d from t h e sampl ing e v e n t and i n c l u d e s t h e a r i t h m e t i c average of t h e concen t r a t ions detected i n f o u r w e l l s . T h i s d a t a was u t i l i z e d f o r t h e purposes of t h i s e v a l u a t i o n a s t h e composite concen t r a t ion f o r ground water . The recovered wa te r f l o w r a t e was assumed t o be 3 0 0 g a l l o n s p e r minute (gpm) based on t h e recovery s c e n a r i o deve loped f o r t h e s i t e . P r o v i s i o n s f o r t h e s e p a r a t i o n of t h e f r e e hydrocarbon phase inc luded t h e use of a d e t e n t i o n t a n k t o pe rmi t t h e c l a r i f i c a t i o n of recovered ground water and f ree-phase hydrocarbons, and t h e use of an c o a l e s c i n g type inc l ined -p la t e o i l / w a t e r s e p a r a t o r f o r t h e removal of t h e hydrocarbons. The e f f l u e n t from t h e o i l / w a t e r s e p a r a t o r was e s t i m a t e d t o c o n t a i n approximate ly 1 5 mi l l i g rams p e r l i t e r (mg/L) of f r e e petroleum hydrocarbons i n a d d i t i o n t o t h e c o n s t i t u e n t s l i s ted i n Table 2 .
The r e g u l a t o r y c o n s t r a i n t s i d e n t i f i e d i n t h e e v a l u a t i o n i n c l u d e c r i t e r i a f o r d i s c h a r g e of t r e a t e d waters and t h e i n c l u s i 6 n of t h e p r o j e c t a r e a i n an EPA Na t iona l Ambient A i r Q u a l i t y S tandards (NAAQS) non-attainment a r e a . T h e t r e a t e d wa te r d i scha rge c r i t e r i o n f o r benzene was i d e n t i f i e d f o r compliance wi th t h e TC Rule and t h e e x i s t i n g and proposed p r e t r e a t m e n t s t a n d a r d s of t h e POTW. It was assumed i n t h e a n a l y s i s t h a t t h e a l t e r n a t e w a t e r t r e a t i n g systems would be exempt from RCRA p e r m i t t i n g requi rements , a s long as t h e p re t r ea tmen t s t anda rds f o r t h e POTW were observed. T h e TC Rule concen t r a t ions were assumed t o be t h e most r i go rous s t a n d a r d enforced by t h e POTW. T h e l o c a t i o n of t h e p r o j e c t i n a n a i r q u a l i t y non-attainment a r e a i n d i c a t e s t h a t t h e t r ea tmen t of emissions from an a i r s t r i p p e r would be r e q u i r e d . Typ ica l p e r m i t c o n d i t i o n s r e q u i r e 95 pe rcen t removal of o rgan ic s from t h e gaseous d i scha rge s t r e a m .
The e s t i m a t e o f l i f e c y c l e expense f o r t h e o p e r a t i o n and main tenance of t h e t r ea tmen t system components w e r e based on a remedial period of 15 y e a r s . An i n t e r e s t r a t e of 10 p e r c e n t was u t i l i z e d f o r t h e purpose of e v a l u a t i n g t h e p r e s e n t worth of each a l t e r n a t i v e . P r e s e n t worth i s d e f i n e d as t h e monetary sum d e p o s i t e d i n an i n t e r e s t e a r n i n g accoun t a t t h e p r e s e n t t i m e t h a t i s e q u i v a l e n t t o t h e series of cash flows n e c e s s a r y t o pu rchase , i n s t a l l and o p e r a t e t h e t r e a t m e n t sys t em o v e r t h e 15-year remediation pe r iod , assuming an i n t e r e s t r a t e of 1 0 pe rcen t .
The t r e a t m e n t a l t e r n a t i v e s were e v a l u a t e d based on t h e u se of a POTW d i scha rge l o c a t i o n i n t h e v i c i n i t y of t h e proposed water t r e a t i n g a r e a . Other f a c t o r s cons idered i n t h e e v a l u a t i o n of t h e long-term cos t - e f f ec t iveness of t h e a l t e r n a t i v e s w e r e t h e genera t ion of hazardous s l u d g e s and wastes which r e q u i r e hand l ing and d i s p o s a l , and t h e impacts of f u t u r e hazardous waste l e g i s l a t i o n on t h e s e s ludge and waste m a t e r i a l s .
Evalua t ion of Treatment System A l t e r n a t i v e s
The need f o r p re t r ea tmen t of t h e co-produced water f o r t h e ox ida t ion and removal of i r o n was i d e n t i f i e d f o r a l l a l t e r n a t i v e s . The o b j e c t i v e s i d e n t i f i e d f o r t h e i r o n removal system a r e t h e r educ t ion i n concen t r a t ion from t h e 12 mi l l i g rams p e r l i t e r ( m g / l ) i n t h e i n f l u e n t s t r e a m t o approximate ly 1 m g / l . The i r o n removal system selected f o r use was
3 2

Table 2. Ground Water Analytical Data
Benzene o-Cresol p-Cresol
6820 13200 3800 6300 3460 166 4490 117
Gasoline 16600 50900 22900 68600
Barium Calcium Iron Magnesium Manganese
0.86 0.51 0.63 0.12 125 128 140 168 14.4 19.6 15.5 0.03 22.8 39.5 32.1 38.4 0.74 0.24 0.36 0.75
7530 907
1152
39750
0.53 140 12.4 36.1 0.94
Hater 0-
Total Alkalinity 490 580 650 350 518 SP,Conductance (umhos) 775 990 1200 1100 1016 pH (Standard Units) 7 6.7 6.8 7.5 7 .O Total Dissolved Solids 600 740 920 820 770 Total Organic Carbon 48 64 63 27 51 Total Suspended Solids 40 53 20 7 30
1. Specific constituents with no value were either not reported or were below detection limits, i.e., herbicides, etc.
2. Specific constituents not listed were not reported in any sample, i.e., lead, mercury, etc.
33

i n c o r p o r a t e d i n t o a l l of t h e t r ea tmen t a l t e r n a t i v e s and is d e s c r i b e d i n d e t a i l i n t h e summary of Treatment A l t e r n a t i v e 1. The use of t h i s sys tem is inc luded i n t h e c o s t e s t i m a t e s developed f o r each a l t e r n a t i v e .
A l t e r n a t i v e 1: Packed Tower Air-Stripping/Vapor Phase GAC
A t r ea tmen t system incorpora t ing an a i r s t r i p p e r f o r t h e removal of v o l a t i l e organic compounds ( V O C s ) , fo l lowed by t h e vapor phase a d s o r p t i o n of VOCs p r e s e n t i n t h e a i r - s t r i p p e r exhaus t , was proposed a s A l t e r n a t i v e 1. T h i s t rea tment system would be e f f e c t i v e f o r t r e a t i n g t h e c o n s t i t u e n t of g r e a t e s t r e g u l a t o r y concern (benzene) i n t h e recovered water s t ream. AS d i scussed , t h e implementat ion of t h i s system r e q u i r e s t h e removal of d i s s o l v e d i r o n i n advance of t h e a i r s t r i p p e r i n a r d e r t o p reven t f o u l i n g of t h e a i r - s t r i p p e r pack ing . F igu re 1 p r e s e n t s a s k e t c h of t h e proposed t r e a t m e n t sys tem and i d e n t i f i e s t h e mass ba lance r e l a t i o n s h i p around each of t h e process u n i t s .
The need f o r i r o n removal was i d e n t i f i e d f o r a l l of t h e t rea tment a l t e r n a t i v e s . The use of a system i n c o r p o r a t i n g a e r a t i o n t o ox id i ze t h e d i s s o l v e d i r o n i n t h e ground water and subsequent removal of p r e c i p i t a t e d i r o n oxide p a r t i c l e s was t h e s i m p l e s t and most e f f e c t i v e means of i r o n removal a t t h e f l o w r a t e and c o n c e n t r a t i o n a n t i c i p a t e d i n t h e recovered ground water . Seve ra l a l t e r n a t i v e s f o r ox ida t ion and removal of i ron , inc luding t h e use of t h e d e t e n t i o n t ank and o i l / w a t e r s e p a r a t o r proposed f o r hydrocarbon recovery, were i n v e s t i g a t e d f o r u s e a s a e r a t i o n and p r e c i p i t a t i o n u n i t s . The use of t h e proposed hydrocarbon s e p a r a t i o n u n i t s was e l imina ted due t o t h e l ack of s ludge s t o r a g e capac i ty i n t h e d e t e n t i o n t ank and t h e p o t e n t i a l f o r f o u l i n g t h e o i l / w a t e r s e p a r a t o r w i t h i r o n oxides . The proposed system inc luded an a e r a t i o n tank wi th r e s idence t i m e s u f f i c i e n t t o ox id i ze most d i s s o l v e d i r o n t o t h e p r e c i p i t a t e ( i . e . , i r o n I11 h y d r o x i d e ) , fo l lowed by a cont inuous backwashing sand f i l t e r f o r removal of p r e c i p i t a t e d i r o n I11 hydroxide and o t h e r suspended s o l i d s . A s ludge t h i c k e n e r and p l a t e and frame f i l t e r p r e s s were i n c o r p o r a t e d i n t h e i r o n removal system t o reduce t h e s ludge volume. Disposa l of t h e s ludge t o a s a n i t a r y l a n d f i l l was a n t i c i p a t e d , and would be confirmed by a TCLP a n a l y s i s of t h e s ludge m a t e r i a l .
The s e l e c t i o n of t h e proposed system was based on r e l a t i v e c o s t and Geraghty & M i l l e r ' s exper ience with t h e des ign of i r o n removal systems. A summary t a b l e i d e n t i f y i n g t h e b a s i s of e v a l u a t i o n f o r t h e selected i r o n removal system i s p resen ted a s Table 3 . T h e o b j e c t i v e of t h e system i s t o reduce t h e concen t r a t ion of i r o n i n t h e recovered water t o approximately 1 mg/l.
In Treatment A l t e r n a t i v e 1, t h e i r o n removal system e f f l u e n t would be pumped t o a packed tower a i r s t r i p p e r des igned t o remove VOCs from t h e recovered water s t ream. The e v a l u a t i o n of t h e s t r i p p e r u n i t involved t h e i d e n t i f i c a t i o n of t a r g e t compounds and comparison of t h e removal e f f i c i e n c i e s co r re spond ing t o v a r i o u s tower and packing conf igu ra t ions . A summary t a b l e p re sen t ing t h e b a s i s of eva lua t ion f o r t h e s t r i p p i n g u n i t s e l e c t e d f o r u se a t t h e s i te i s inc luded a s Table 4 .
The need f o r vapor phase t rea tment of t h e a i r - s t r i p p e r exhaus t has been i d e n t i f i e d based on t h e i n c l u s i o n of t h e p r o j e c t s i t e i n t h e E P A ' s NAAQS program. The removal of 95 percent of gaseous hydrocarbon r e l e a s e s i s a t rea tment s t anda rd commonly enforced i n NAAQS a r e a s and was assumed t o be t h e a p p l i c a b l e s t anda rd f o r t h e purposes of t h i s eva lua t ion . Treatment of t h e a i r - s t r i p p e r exhaust i n a vapor-phase GAC adso rp t ion system was proposed i n t h i s a l t e r n a t i v e f o r compliance w i t h these s t anda rds . A summary t a b l e i d e n t i f y i n g t h e b a s i s of e v a l u a t i o n is p r e s e n t e d a s Table 5. The system u t i l i z e d a VARA I n t e r n a t i o n a l regenerable GAC system, which uses steam t o desorb t h e accumulated compounds from t h e GAC. The waste condensate from t h e r egene ra t ion c y c l e s c o n s i s t s of water and a free hydrocarbon f r a c t i o n , w i t h t h e wa te r r e t u r n e d t o t h e t r e a t m e n t sys tem i n f l u e n t and t h e free hydrocarbon t o recovered hydrocarbon s t o r a g e .
34

w Ln
EXHAUST AIR (SEE NOTE 1)
0 t RECOMRED
GROUND WATER AND SLUDGE THICKENER
SUPERNATANT
REACTION K-I BLOWER
15 GPM -
03 I
FILTRATE
1-1 . . . . . . . . . .
I 1.) CONCMTK!ATIONS O f VOLATILE ORGANICS IN THE IRON REACTION I TANK EXHAUST AIR ARE EXPECTED TO BE NEGUGBLE. IF OPERATIONAL EXPERIENCE OOES NOT CONFIRM THIS ASSUMPTION, THE AERATION SYSTEM WIU BE REMOVE0 AND A UOUID OXIDANT. e.g. HYDROSEN PEROXIDE, M U BE USEE1 TO OXIDIZE Fe a+ .
I 2.) N/A MEANS NOT APPLICABLE. I
SLUDGE THICKENER
SUPERNATANT
1
I I I , I,.,.,. , A L I PUMP
0
AIR STRIPPER EFFLUENT TO POTW
300 1200
G 12 0

Table 3. Basis of Evaluation - Iron Removal System
Ferrous Iron Removal to approximately 1 mg/L
Manufacturer: Tampa Tank & Welding Inc. Throughput: 315 gpm Capacity: 9,500 gallon Type of Aeration System: Static Tube Aerator Manufacturer of Aeration System: Semblex Detention Time: 30 min Blower: 30 scfm positive displacement blower
Manufacturer: Parkson Inc. Type: Dynasand Filter, Model DSG 150 Influent Flow: 315 gpm Filtrate Flow: 300 gpm Reject Flow: 15 gpm TSS (influent): 30 mg/L TSS (effluent): 10 mg/L
Manufacturer: JWI Type: Plate and Frame Filter Press, Model 800 Capacity: 10 ft3/day Influent Solids ( % I : 6% % Solids in Filter Cake: 35% Filter Cake Density: 80 lb/ft3
Manufacturer: Smith & Loveless Inc. Throughput: 15 gpm Influent Solids (%) : 0.1% (estimated) Effluent Solids(%): 6%, assuming polymer feed system is used
Manufacturer: Stranco/Polyblend, Model PB 16-1 Neat Polymer Feed Range: 0.0007 - 1.0 gal/day Type Polymer: Anionic Emulsion Polymer Polymer Dosage Rate: 5 mg/l (relative to 15 gpm flow through thickener) Volume of Polymer/Day: 0.10 gal/day
3 6

Table 4. Basis of Evaluation - Packed Tower Air Stripper
Benzene removal to 0.5 mg/l Flow: 300 gpm Ground-water Temperature: 57 degrees Fahrenheit
Manufacturer: Hydro Group Packing Depth: 25 feet Diameter: 4 feet Air/Liquid Ratio: 30/1 Tower, Material of Construction: Fiberglass Reinforced Plastic
Manufacturer: Jaeger Inc. Type: 2 inch Tripaks Material: Plastic Volume Needed: 314 ft3
Blower
Manufacturer: As supplied by Hydro Group Motor: Explosion proof required Motor HP: 10 HP required for air flow through stripper and vapor -
phase GAC unit (or catalytic incinerator)
37
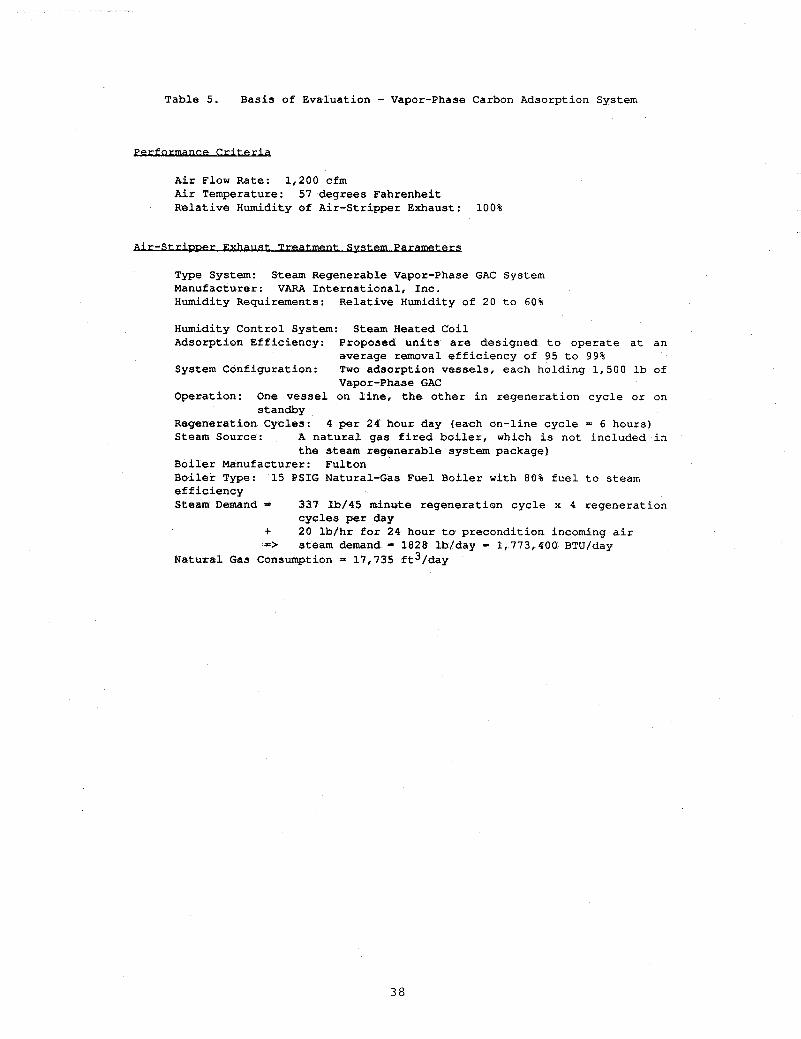
Table 5. Basis of Evaluation - Vapor-Phase Carbon Adsorption System
Air Flow Rate: 1,200 cfm Air Temperature: 51 degrees Fahrenheit Relative Humidity of Air-Stripper Exhaust: 100%
Type System: Steam Regenerable Vapor-Phase GAC System Manufacturer: VARA International, Inc. Humidity Requirements: Relative Humidity of 20 to 60%
Humidity Control System: Steam Heated Coil Adsorption Efficiency: Proposed units are designed to operate at an
System Configuration: Two adsorption vessels, each holding 1,500 lb of
Operation: One vessel on line, the other in regeneration cycle or on
Regenezation Cycles: 4 per 24 hour day (each on-line cycle = 6 hours) Steam Source: A natural gas fired boiler, which is not included in
the steam regenerable system package) Boiler Manufacturer: Fulton Boiler Type: 15 PSIG Natural-Gas Fuel Boiler with 80% fuel to steam efficiency Steam Demand = 331 lb/45 minute regeneration cycle x 4 regeneration
average removal efficiency of 95 to 99%
Vapor-Phase GAC
standby
cycles per day -+ 20 lb/hr for 24 hour to precondition incoming air -> steam demand = 1020 lb/day = 1,773,400 BTU/day
Natural Gas Consumption 3 11,135 ft3/day
3 8
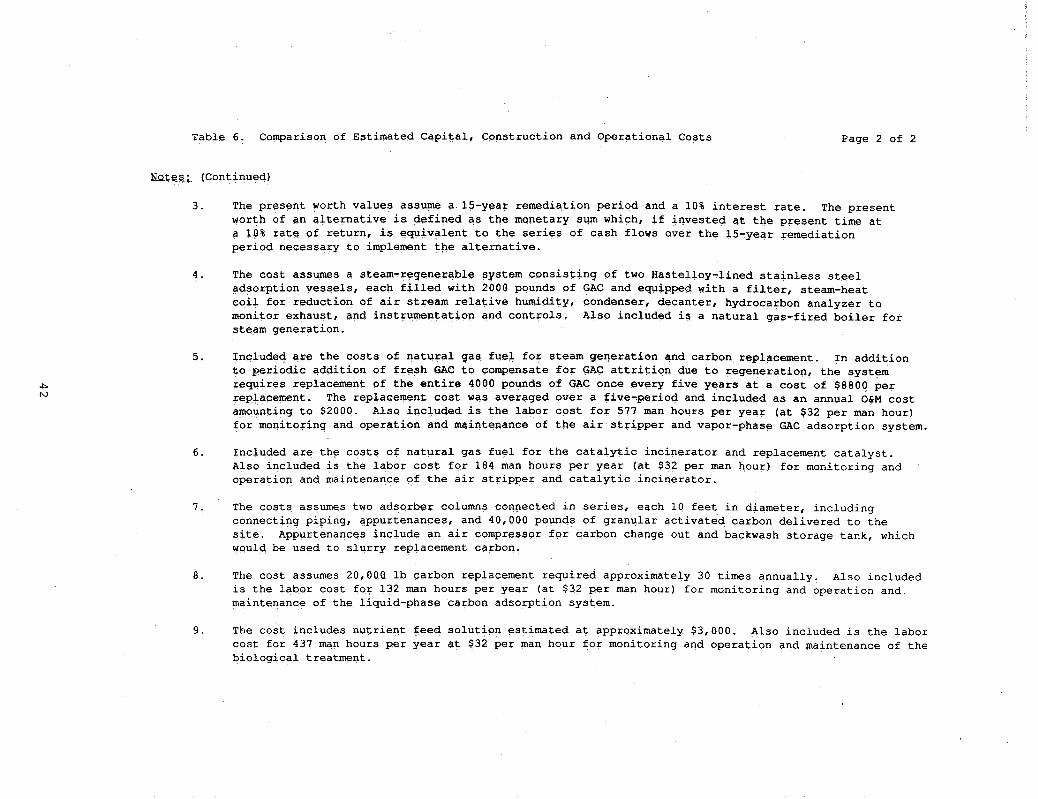
The estimated cost for implementation of Treatment Alternative 1 is presented in Table 6. The cost summary includes the estimated costs for purchase and construction of the treatment process units and estimated annual operation and maintenance (O&M) costs including energy and fuel consumption, equipment replacement, and manpower.
Alternative 2: Packed Tower Air-Stripping/Catalytic Incineration
A treatment system incorporating an air stripper for the removal of VOCs, followed by the catalytic incineration of VOCs present in the air-stripper exhaust, would be effective for treatment the constituent of greatest regulatory concern (benzene) in the recovered water stream. As previously discussed, removal of dissolved iron in advance of an air stripper would be necessary in order to prevent fouling of the air-stripper packing. Figure 2 presents a sketch of the proposed treatment system and identifies the mass balance relationship around each of the process units.
Treatment Alternative 2 incorporates the same packed tower air stripper identified in Alternative 1 to remove VOCs from the recovered water stream. The evaluation of the stripper unit involved the identification of target compounds and comparison of the removal efficiencies corresponding to various tower and packing configurations. The basis of evaluation for the stripping unit was previously presented in Table 4.
The need for treatment of the air-stripper exhaust has been identified based on the inclusion of the project area in the EPA's NAAQS program. The removal of 95 percent of gaseous hydrocarbon releases is a treatment standard commonly enforced in NAAQS areas and was assumed to be the applicable standard for the purposes of this evaluation. Destruction of VOCs present in the air-stripper exhaust in a catalytic incineration system is the option proposed for compliance with these standards in Alternative 2. A summary table identifying the basis of evaluation is presented as Table 7. The system is manufactured by Catalytic Combustion Corporation and utilizes a platinum/palladium catalyst to permit oxidation of VOCs present at lower operating temperatures than those associated with thermal incineration. The absence of lead and halogenated compounds in the recovered water samples indicates that catalytic oxidation is acceptable as a treatment technology. The system uses a natural gas-fired burner to provide the thermal gradient necessary for a conversion rate of approximately 95 percent.
The estimated cost for implementation of Treatment Alternative 2 is presented in Table 6. The cost summary includes the estimated costs for purchase and construction of the treatment process units and annual O&M costs including energy and fuel consumption, equipment replacement, and manpower.
3.2.3 Treatment Alternative 3: Liquid Phase GAC
Treatment Alternative 3 incorporated the use of a liquid-phase GAC adsorption system for removal of 'the organics present in the recovered ground water. An analysis of the hydrocarbon compounds detected in the recovered water stream, conducted by Geraghty & Miller and by GAC vendors, did not identify compounds of special concern in the application of GAC as a treatment alternative. The use of liquid-phase GAC would be successful in removing benzene and reducing the concentrations of most of the other organic compounds in the waste stream to non-detectable levels. The basis for evaluation of the GAC adsorption system is presented in Table 8.
Treatment Alternative 3 incorporates the previously described iron removal system in advance of the GAC adsorbers to prevent the blinding of active adsorption sites on the carbon by precipitated particles, thereby prolonging the life of the GAC. The GAC system
3 9

4 0
EXHAUST Atu (SEE NOT€ 1)
t
GROUND WATER AND S L U W
SUPERNATANT
RECOVERED GRWND WATER
EXJ?ING OIL/U'AW? SEPARATOR
ASSVUPTIOPI. THE AERATlON SYSTEM WLL BE REMOVED AND A LlCPJiD OXIDANT, e.g. HYDROGEN PEROXIDE, M U BE USECI TO OXiDlZE Fe 2' . 2.) N/A MEANS NOT APPLICABLE
EXHAUST

Table 6. Comparison of-Esthated Capital, Construction and Operational Costs Page 1 of 2
Iron Removal System Cost Treatment System Costs
Annual Annual Operation & Operation & Annual Cost
Installed Maintenance Installed Maintenance For POW Treatment Method Capital Cost Cost 1 Capital Cost Cost Discharge Present Worth
1. Iron Removal, A i r Stripping $484.000 $46,000 $808,000 $136,0005 $158,000 $3,878,000 and Vapor-phase GAC Adsorpti- -on of Ais-Stripper Exhaust '.
2 . Iron Removal, A i r Stripping $484,000 and C a t a l y t i c Inc inerat ion of Air-Stripper Exhaust.
3. Iron Removal and Liquid- $484.000 phase GAC Adsorption '.
4. Iron llemoval and B i o l o g i c a l $484,000 Oxidat ion.
$46,000
$46,000
$ 4 6 , 0 0 0
$64, 0 0 0 6 $158,000 $518,000
$581,000 $746.0008 $158,000
$980.000 $58,0009 $158,000
$3,040,000
$8,291,000
$3,457,000
Notes:
1. Included are the costs for polymer feed, filter cake disposal, electric power, and the labor cost for 413 man hours per year (at $32 per man hour) for operation and maintenance of the system.
2. Based on an assumed cost of $1.00 per 1000 gallons discharged.
a
N
w 0
(v
b PI
rl
c 0 m m % 0 2 . rl m
u
-I4 a m V
a a, u
4
2 c, W w
0
c, c a
,c,
mm
U 0
w
0
w.
O
R.
" 0
0)
(v
um
m
crl c
*a
0
=: .?i : c 0
-4
u m u a,
c a, tn
+J
d
eo
@
E
00
mw
8u
rl a-
a,u
u
3
0
m -4
v
-
wo
a,
O-22
mr
l m
uc
m
ala
,
occ,
ouc
W
P
a,
rl
c
om
C
.rl c 0
0 -4
m
"
rl
m
4u
a, a
4a
0
n .;f
.O
rl
o
w
Na
,
UW
oc
a,"
0
me
40
6 -4
u d
.r
j
00
oa
00
c,u
e
a,
a,a
42
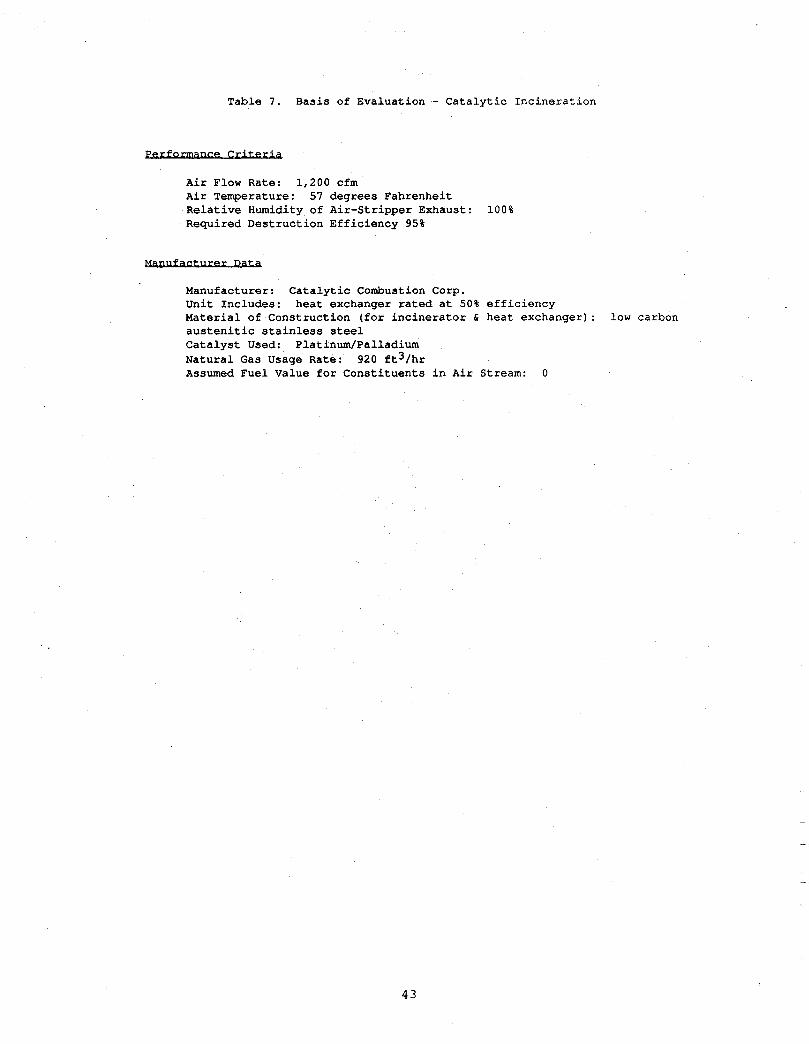
Table 7 . Basis of Evaluation - Catalytic Incineration
Air Flow Rate: 1,200 cfm Air Temperature: 51 degrees Fahrenheit Relative Humidity of Air-Stripper Exhaust: 100% Required Destruction Efficiency 95% - Manufacturer: Catalytic Combustion Corp. Unit Includes: heat exchanger rated at 50% efficiency Material of Construction (for incinerator & heat exchanger) : low carbon austenitic stainless steel Catalyst Used: Platinum/Palladium Natural Gas Usage Rate: Assumed Fuel Value for Constituents in Air Stream: 0
920 ft3/hr
4 3

Table 0. Basis of Evaluation - Liquid Phase GAC
Benzene Removal to 0.5 mg/l Flow: 300 gpm
Manufacturer: Calgon Inc. Type: Model 10 System Configuration: Two columns in series, each column holds 20,000
Column Diameter: 10 feet Column height: 10 feet Estimated Carbon Usage Rate: 3.8 lb/1,000 gallons or 599,000 lb/year Volume Carbon Bed/Column: approximately 800 cubic feet
lb. GAC
4 4

proposed for use in Treatment Alternative 3 is a Calgon Model 10 system and incorporates two adsorption vessels operated in series, each containing 20,000 pounds of GAC. Delivery of replacement GAC to the site and transportation of spent carbon offsite for regeneration would be performed by Calgon Corporation at an estimated frequency of 30 carbon changes per year, as discussed in Table 8. A sketch of the treatment system including a mass balance chart is presented in Figure 3.
Of the GAC vendors contacted, Calgon Corporation offers equipment and services which represent the smallest life-cycle alternative cost for liquid-phase GAC treatment. The estimated cost summary for the implementation of Treatment Alternative 3 is presented in Table 6. The cost summary includes the estimated costs for the purchase and construction of the treatment process units and estimated annual O&M costs including carbon replacement at the frequencies identified in Table 8, energy consumption, equipment replacement, and manpower.
3 . 2 . 4 Alternative 4: Biological Treatment
Treatment Method 4 included the use of biological oxidation to degrade the organic constituents in the recovered water using bacteria and other organisms capable of assimilating the hydrocarbon materials for energy and growth. The biological oxidation unit would convert the organic carbon materials into carbon dioxide, water, and biomass. The reactor design proposed for this project would not generate any waste solids xequiring disposal.
The ultimate selection of biological oxidation treatment equipment would require additional detailed analysis but, based on the results obtained from the sampling at the site, the organic constituents present in the recovered ground water should be readily biodegradable. The system proposed for biological treatment of the hydrocarbon wastes at the site incorporates the use of decay-phase fixed-film reactors. The operation of the process involves the growth of bacterial organisms using oxygen and a supplemental food source to oxidize compounds in the recovered ground water. The carbon content of the ground water is not adequate to sustain the bacterial population or to stimulate growth in the reactors. The reactors therefore operate in a decay state, with a net loss in living bacterial matter. One reactor remains off-line and is provided oxygen and an organic food source to stimulate microbial growth. A t regular intervals, the growth reactor is cycled on-line and the reactor in the most advanced stage of decay is cycled off-line. In this manner, the ground-water is treated as it passes through one of four on-line reactors operating in parallel, with all of the reactors operating in varying states of decay. The removal efficiency achieved by the biological oxidation system is actually the composite of the efficiencies achieved by the individual units.
The development of design parameters for the biological oxidation unit involves the analysis of available data and the evaluation of other soil and ground-water characteristics. With the proper implementation of the biological oxidation system an effluent of a suitable quality would be consistently achievable with moderate operator attention requirements. The basis of evaluation for the use of biological oxidation is presented as Table 9.
Figure 4 presents a sketch of the treatment system proposed in Alternative 4 and identifies the mass balance relationships around each of the process units. It is estimated that concentrations of the principal constituents of regulatory concern will be reduced to levels of approximately 5 ppb or less. The estimated cost summary for the implementation of Treatment Alternative 4 is presented in Table 6 and includes the
’ estimated costs for purchase and construction of the treatment units and O&M costs including energy consumption and the manpower.
4 5

001AIJUST AIR (SEE NOTE 1)
TO BE NEGUOIBLE. IF OPERATIONAL EXPERIENCE DOES NOT CONFIRM THIS ASSUMPTION. THE AERAflON SYSTEM WILL BE REMOVED AND A UQUlD OXIDANT. c.g. HYDROGEN PEROXIDE, WILL BE USED TO OXIDIZE fe z+ .
PUMP
0 I CARBON ADSORBER EFFLUENT TO P O W

Table 9. Basis of Evaluation - Biological Treatment
Benzene Removal to 0.5 mg/L Flow: 300 gpm Type of Bioreactor: Low concentration, Decay reactor Configuration: 5 units in parallel (4 on-line, one in growth phase) Max flow/unit: 80 gpm Air Flow required: 20-40 scfm/unit Residence Time (on-line units): 1.5 hour Unit Dimensions: Height = 10 ft
Media Height: 6 ft Diameter = 12 ft
4 7

GROUND WATER AND SLUDG€ THICKENER
SUPERNATANT - BLOWER
RECOMREO GROUND WATER
EXITING M L / W A T R SEPARATOR
EXHAUST AIR (SEE NOTE 1)
@ FILTRATE
PUMP
15 GPM c-
SLUDGE THICKENER
1.) CONCENlRATIONS 01 ORGANICS lhl THE *ON TANK EXHAUST AIR ARE TO BE NEGLIGIBLE. If 0 EXPERIENCE W E S NOT LuNtinw inn ASSUMPTION. THE AERATION SYSTEM WLL BE REblOMD AN0 A LIOUID OXIDANT. e.<). HYDROGEN PEROXIDE, WILL BE USED TO OXIDIZE Fe 1* .
. VOLATILE REACTION : EXPECTED
PER!.??!%..- ++ PUMP EFFLUENT TO POTW
ves Pro-
One purpose f o r t h e e v a l u a t i o n of t h e a l t e r n a t e t r ea tmen t systems was t o e s t ima te t h e t i m e requi rements f o r t h e p e r m i t t i n g and implementat ion of each a l t e r n a t i v e a t t h e p r o j e c t s i t e . Schedules i d e n t i f y i n g t h e needs f o r d e s i g n , p e r m i t t i n g , c o n t r a c t o r s e l e c t i o n and equipment procurement were prepared f o r each a l t e r n a t i v e .
For t h e purposes of t h e eva lua t ion , t h e e a r l i e s t d a t e assumed f o r i n i t i a t i o n of e n g i n e e r i n g d e s i g n a c t i v i t i e s was August 1, 1 9 9 0 . A d e s i g n p e r i o d of t e n weeks was e s t a b l i s h e d a s t h e minimum pe r iod i n which f a c i l i t y l ayou t and des ign , c l i e n t review and approval , and r e g u l a t o r y agency acceptance . I t was proposed t h a t equipment a c q u i s i t i o n and c o n s t r u c t i o n t i m e requirements could be reduced, depending on t h e c l i e n t ' s p references with r e spec t t o admin i s t r a t ion of t h e cons t ruc t ion work packages and coord ina t ion with the l o c a l and s t a t e r egu la to ry agencies .
T h e development of schedules f o r implementation of t h e f o u r a l t e r n a t i v e s t o e s t ima te t h e r easonab le t i m e requi rements f o r t h e des ign , p e r m i t t i n g , c o n t r a c t o r and equipment procurement, and cons t ruc t ion . The schedules f o r t h e fou r water t r e a t i n g a l t e r n a t i v e s a r e p re sen ted i n F igu res 5 - 8 . The long-lead i t e m s i d e n t i f i e d i n t h e schedules r ep resen t t h e c o n s t r a i n t s by which t h e implementation of i n d i v i d u a l a l t e r n a t i v e s were bound.
The purpose of t h i s p l ann ing- l eve l a n a l y s i s was t o p rov ide an e v a l u a t i o n of long- t e r m approaches t o t h e t r ea tmen t of ground water a t t h e p r o j e c t s i t e . The f e a s i b i l i t y assessments performed on t h e i d e n t i f i e d t rea tment a l t e r n a t i v e s cons idered: 1) conformance w i t h a p p l i c a b l e t r ea tmen t c r i t e r i a ; 2) t h e g e n e r a t i o n of hazardous s ludges and o t h e r m a t e r i a l s r e q u i r i n g handl ing and d i s p o s a l , and 3 ) a n t i c i p a t e d changes i n e x i s t i n g s t a t u t e s and waste-handling requirements .
A comparison of t h e e s t ima ted c a p i t a l , cons t ruc t ion , and o p e r a t i o n a l c o s t s f o r each water t r e a t i n g a l t e r n a t i v e i s p resen ted i n Table 6 . On t h e b a s i s of an eva lua t ion of t h e e f f e c t i v e n e s s , implementabi l i ty , and c o s t s p e r t a i n i n g t o each of t h e f o u r water t r e a t i n g a l t e r n a t i v e s examined, Geraghty & Miller recommended Trea tment A l t e r n a t i v e 2, t h e i n s t a l l a t i o n of an a i r s t r i p p e r w i th t h e c a t a l y t i c i n c i n e r a t i o n of t h e a i r - s t r i p p e r exhaust , f o r t rea tment of recovered ground water .
4 9

TASKS DATE
ul 0
P- O 3
ip I
1 e, rt (D tr rt
9
8/1 1
Engineering Design
Contractor Negotiation
Obtaiin Per
Equipment Lead Time
Construction - Start 'up l!z!zZm
lead time of approximately le, vapor-phase carbon adsorption sy

"1
# n (D
I
b rr B n
TASKS DATE
Engineering Design - Contractor Negotiation m Obtain Permits - Equipment Lead Time b
Conslt ruction - Start up l2zzi%B
NOTE: The equipment lead time is controlled by the lead time of approximately 20 weeks required for the catalytic incinerator and the iron removal system sludge thickener.

Figure 7. Implementation Schedule - Water Treatment
Alternative 3
52

d
W
s n I-
Q 3 6 3
L. w fi
Y
@ 0 z P
a Y
B FI)
Figure 8. Implementation Schedule - Water Treatment
Alternative 4
53

HAZARDOUS WASTE ELIMINATION PROCESS FOR HEAVY METAL CONTAINING DITHIOCARBAMATE SLUDGES
Joseph S. Bowers, Jr. Research Manager
First Chemical Corporatian 1001 Industrial Road
Pascagoula, Miss. 39568
\ / of plating metal on plastic
n of a type of heavy metal, priately prepared surface.
s involve the use of strong I, citrate glycolate, various
lectrolytic or electrol nickel or chromium,
mmpkxing agent &anolarnims and
metal complexes critical for the proper ic surface. However, the soluble metal
conventional waste nt or by addition of fe nt techniques such ,as
alkali metal salts of
ich must be dispos hazardous waste
i
5 4





























