Embed Size (px)
Citation preview

Assignment #8 Chemical Engineering Separations
Due 11/4/11
Please complete the following problems: 1) Use the McCabe Thiele Software to solve the following problems (note: include printouts where appropriate):
a) A distillation column consisting of exactly 7 stages is employed to separate a binary mixture with a relative volatility of 2.7. The feed mixture contains 55 mole% of the more volatile component and a distillate purity of 93% is required. If the bottoms composition is 8%, determine the required reflux ratio, optimum location of the feed, and the composition of the two passing streams below the second stage from the top. Carry out these simulations for feeds with q values of 0, 0.5, 1.0, and 1.5. What general conclusions can you draw from these simulations?
b) If the relative volatility was 4.8, how may stages would be required if the reflux ratios and other conditions (except for the number of stages) were kept the same as in part a. 2) Use the simulation software to carry out the following qualitative parametric investigations (note: show no more than four simulations per investigation): a) Illustrate and discuss the effect of reflux ratio on the required number of stages for a given separation system. b) Illustrate and discuss the effect of the relative volatility on the required number of stages. c) Illustrate and discuss the effect of the feed composition on the required number of stages. 3) We are using a distillation column with a partial reboiler and direct water cooling to separate water from compound A. The feed is a saturated liquid that is 80 mole% water, and the feed rate is 150 lbmoles/hr. The bottoms has a concentration of xB=0.3, and the distillate yD=0.98 (both mole fractions water, with water being the more volatile component). In the top of the column L/V=0.762. A saturated liquid side stream is drawn off on the third stage from the top of the column. The side stream rate is adjusted so that L’/V’=0.564. The direct cooling water is a saturated liquid. Constant molal overflow can be assumed. Operating pressure is 101.3 kPa. (note: in a column with direct cooling, water is introduced directly into the condenser and the distillate product is taken off as a vapor). In the solution of this problem include the derivation and equations for the operating lines. a) Find the optimum feed location. b) Find the total number of stages.

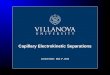
c) Determine the side-stream concentration. d) The Murphree tray efficiency is estimated as 0.55. Determine the actual number of trays needed by stepping off the trays. Also, calculate the overall tray efficiency E0. Water - Compound A Equilibrium Data (in mole percent) ________________________________________________ xw 7.0 13.6 20.5 28.4 37.4 47.4 57.5 69.8 83.3 90.8 yw 10.0 20.0 30.0 40.0 50.0 60.0 70.0 80.0 90.0 95.0 ________________________________________________ 4) A distillation column is used to process a feed stream containing 200 kgmole/hr of 52 mole % propane containing 70 % saturated vapor. (note: a binary equilibrium diagram is given in Figure 1). A total condenser and a partial reboiler are employed in this system. The distillation tower has three exiting streams, a distillate product (xD=0.94), a saturated liquid sidestream(xS=0.68), and a bottoms product (xB=0.06). The sidestream total molar flow rate is 55 % of the distillate total molar flow rate. The heat duty in the reboiler is 400,000 kJ/hr and the heat of vaporization is 1080 kJ/kgmole. A cooling coil is placed in the column in such a way that 62.4 % of the vapor leaving the first actual tray from the bottom (not including the partial reboiler) is condensed. Construct a flow chart for this distillation column and determine the following (assuming constant molal overflow): 1) All external flow rates and compositions. 2) All internal flow rates. 3) Reflux in the condenser. 4) Heat duty in the condenser 5) On Figure 1 construct all appropriate operating lines and Q lines. 6) The number of stages and optimum location of the feed and the side stream. 7) The number of stages if the Murphree efficiency based on the vapor phase is 75%.

Equilibrium Data for Propane-Butane at 101.43 kPa
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0.00 0.20 0.40 0.60 0.80 1.00
x (liquid phase mole fraction)
y (v
apo
r p
has
e m
ole
fra
ctio
n)