Embed Size (px)
Citation preview

A tognum group BrAnd
At the limitEngine testing under extreme conditions
Reconstruction projectBuilding the new World Trade Center
The wedding plannerYacht-building in the Emirates
MTUreportThe magazine of the MTU and MTU Onsite Energy brands I Issue 03 I 2012 I www.mtu-online.com
+++ MTU is preferred traction unit supplier for 92 British high-speed trains +++

2 I MTU Report 03/12
Edito
rial
Joachim Coers, Chairman and CEO of Tognum AG and Chairman of MTU Friedrichshafen GmbH.
Do you know what inspires me about Tognum? The passion with which everyone in our workforce of over 10,000 people works. They are proud of what they do. And rightly so – because it is their passion that drives them on to ever greater achievements. This issue of MTU Report once again makes that abundantly clear. Our cover story describes the extreme operating conditions in which our products have to perform and how our developers create the engines to cope with such conditions. They test the engine’s cold-starting capabilities, tilt them over at extreme angles and simulate disaster scenarios such as earthquakes. We demand a lot from our products so that they will give you the best possible performance.
Our products will soon be expected to demonstrate their outstanding qualities once again in the UK. As the preferred supplier of 250 diesel-electric Powerpacks for the Intercity Express Programme (IPE), MTU is part of one of the largest passenger transport projects in recent decades. We are taking on responsibility for ensuring the Powerpacks deliver trouble-free performance for the next 27 years or more. This type of arrangement has never existed before in this form.
The meaning of passion is something the people of America have shown us too. In New York they are building the new World Trade Center on the site where the famous twin towers stood until eleven years ago. Our clients, Cornell Cranes, are involved in the construction work and have upgraded their turntable tower crane to the latest technological standards – using MTU engines of course. Erwin Bamps is somebody with a passion for unique luxury yachts. He is now the managing director of shipbuilders Gulf Craft in the Arab Emirate of Al-Quwain. In the space of ten years he has turned a small shipyard in the Emirates into the largest in the Gulf Region. Our genset engines are also powerful performers. At Nordfrost, a food logistics provider, they are used in combined heat and power plants. They produce energy for absorption chillers in order to create the perfect temperature and humidity levels in the various food stores.
A passion for ensuring the highest product standards for our customers is obviously something that has to start at Board Room level. That is why we have considerably strengthened our team on the Executive Board. My new colleague, Chief Sales Officer Dr. Michael Haidinger, is keenly aware of his role as the customers’ mouthpiece within the company. And that helps to ensure that we are always able to offer you the best solution for your application.
I hope you enjoy reading this issue of MTU Report and am sure that you too will discover the passion behind the stories about our engines and energy systems.
Joachim Coers
Passion and performance

MTU Report 03/12 I 3
28 463626
201610
Cont
ents
Cover picture: The outlines of an MTU engine are recognizable beneath a shimmering sheet of ice. To test how well it starts under extreme conditions, developers froze it from the inside out. The result: Approved.
Current issues
Interview10 Customer-centered
Dr. Michael Haidinger is the new Chief Sales Officer for MTU and MTU Onsite Energy brands. We find out what motivates him and what his aims are.
12 News
Rail16 Lifelong service
The UK Department for Transport has ordered 92 Super Express Trains. MTU is to supply the drive systems and provide maintenance over the next 27 years.
Technology
20 At the limitVery low or high temperatures, high altitudes, high waves and earthquakes are serious challenges for an engine. To make sure that MTU engines can handle anything, they are bench-tested under extreme conditions.
26 How to make …a cylinder headA cylinder head might not look particularly spectacular. But making one is quite a challenge.
Developments
Industrial28 Reconstruction project
Thousands of people and machines are working on the construction of the new World Trade Center in New York and so creating a symbolic new landmark on the city’s skyline.
34 King of the hillBomag landfill compactors have the job of compressing waste so that as much as possible can be fitted in the tip.
Marine36 The wedding planner
The yacht-builder Gulf Craft of Dubai makes luxury motor yachts up to 40 meters long and precisely to bespoke specifications.
44 Blowing hot and coldA modular heat and power plant combined with an absorption chiller keeps frozen food cold in a deep-freeze storage depot.
Oil & Gas46 Silent power Emergency gensets safeguard operations at the Norwegian oil and gas processing plant in Kårstø.
History50 Learning to fly
Ninety-five years ago, Karl Maybach tested the first modern aircraft engine at 1,800 meters above sea level.
MTU Report Europe
Marine52 Inconspicuous qualities
MTU is one of the few manufacturers worldwide with the capability of removing an engine’s magnetic signature. It is a complicated procedure.
Energy58 Morning delivery
Custom-built MTU Onsite Energy generator sets in a diesel power station provide control reserve power as well as emergency and peak-load supply.
Talking of …64 Afterthoughts
Things our editors have been especially impressed by.
65 Cartoon

4 I MTU Report 03/12
More on this...A slideshow with impressions of the hybrid railcarDon’t have a QR code reader? Go to bit.ly/TXtgoO
ON
LIN
E

MTU Report 03/12 I 5
No longer unrecognizedThe hybrid railcar has already completed its first kilometers on the rails – albeit inconspicuously in the ordinary red livery of the Deutsche Bahn. But since its unveiling at the world’s biggest railway industry show, the InnoTrans, there is no more hiding away. Now it is obvious at first glance that this railcar is something special. Its MTU Hybrid Powerpack is capable of converting the kinetic energy from the movement of the train into electricity. That electrical energy is stored in batteries to be drawn on as required to power the traction system. The aim is to to reduce CO2 emissions and fuel consumption by as much as 25%. “Deutsche Bahn has firmly enshrined sustainability in its new corporate strategy, DB2020. We want to lead the way globally in environmental responsibility and lower our specific CO2 emissions by 20% by 2020,” stated Dr. Volker Kefer, DB Infrastructure and Technology Director, on the occasion of the railcar presentation. “To dynamically advance the railway system, we need marketable innovations. By using hybrid technology we can drive forward energy-efficient and ecologically sustainable rail transport.”
Curr
ent i
ssue
s

Grate addition to London’s skylineFaster, higher, stronger. The London Olympiad may be over but the city itself continues to follow the motto of the Olympic Games. The UK capital is building on an Olympic scale. In the past, its skyline has lagged behind those of other major world cities. This was because of historical restrictions on building heights and limitations imposed by protected views such as St. Paul’s Cathedral. However, the rules have been relaxed in more recent times and new skyscrapers are sprouting up in large numbers. Among them are the 225-meter Cheese Grater and the 160-meter Walkie-Talkie. The two towers are due to be ready for occupation in 2014 and together will provide more than 112,000 square meters of floor space for offices, shops and restaurants. They will also accommodate four MTU Series 4000 generator sets capable of 2,250kW each to make sure they are never inconvenienced by power cuts. Once the emergency power systems are installed, they will be able to restore the power supply in less than ten seconds in the event of a mains failure.

Curr
ent i
ssue
s
MTU Report 03/12 I 7

8 I MTU Report 03/12

MTU Report 03/12 I 9
Specially specialElegance, aesthetics and functionality. Yacht buyers love the unique and individual. As does MTU. And very soon it is something captains will not only feel – they will see it too. Because MTU has teamed up with top Italian designers Pininfarina to produce new concepts for bridge controls. Power lever, digital display, analog instruments and the control desk buttons are all made in the same mold – tastefully and artistically crafted. So in future even standard-designed yachts will be able to have a splash of individuality. The Pininfarina-design components can be fitted in any bridge control desk and are combinable with the latest MTU Blue Vision New Generation automation system. “In the luxury yacht sector, at which the design concept is aimed, there is currently no other comparable solution on the market,” says Martin Boll, Bridge Design project manager at MTU, “Shipbuilders that fit out their yachts with the new-design MTU components can set themselves apart from their competitors and gain a significant market advantage.”
Curr
ent i
ssue
s

10 I MTU Report 03/12
As the group’s new Chief Sales Officer (CSO), Dr. Michael Haidinger has been in charge of Tognum’s global sales and service operations since the middle of this year. He spent the first few months getting to know the people at MTU and MTU Onsite Energy and their clients, after previously working primarily in the aircraft industry – at DASA, Fairchild/Dornier, Airbus and Eurocopter. Most recently he headed aircraft engine maker Rolls-Royce’s German operations and its global sales of small and medium-sized engines. We found out in this interview how he can nevertheless identify with diesel and gas engines and efficient energy systems and why an airline company is like a mining operation.
If MTU Report were to publish an article on your work as Tognum CSO in a year from now, what headline would you hope for?'Tognum even more successful in focusing all its efforts on the customer' would be good. Further improving customer satisfaction with high-quality products and a matching range of support services is my main aim.
In the past you have worked for companies in the aircraft industry. How did the switch to Tognum, a producer of terrestrial and marine engines and energy plants, come about?I have had a lot to do with engines in recent years. So it wasn’t such a big leap as it might appear. Of course, an aircraft engine is only comparable to a limited degree with a fast-running diesel engine. But the clients’ business models are similar. The operator of a fleet of haul trucks has to earn its money from those vehicles, so they have to be available 24 hours a day, seven days a week, must never break down and must be economical to run. The manager of an airline has precisely the same concerns. Just like a mining truck, an airplane must never be out of action any longer than absolutely necessary.
Customer-centered
Interview with new CSO, Dr. Michael Haidinger
Train operators are in a similar situation too. A yacht owner, on the other hand, might only use his engines very occasionally – but he still has demanding expectations of them. In his case it is more a matter of speed than stamina. He wants his engines to accelerate quickly and deliver high performance, to work perfectly whenever needed – and to look good as well. That is similar to the way owners of private business jets think. They don’t have to make money out of their aircraft, but it is very nice to have one and woe betide if it does not work just when you need it. So the demands and expectations that clients have of our products and services are not at all unfamiliar to me.
What attracted you about Tognum?Tognum operates in growth markets, and it is always more enjoyable to work in an expanding business than a contracting one. This company has outstanding products and is well placed in
many different markets. That means there are a lot of opportunities, and it is up to us to make use of them. That is an exciting task.
You will undoubtedly have met a large number of clients in your first few months as CSO. What is their message to you?Quite rightly, clients expect that I am their voice inside the corporation. They want me to be aware of what they want, and that I take it on board here and put it into practice.
And what do they want?In short, that we offer them the best possible solution at a competitive price. It is difficult to be more specific than that because the
«Even at the development stage we have to be looking ahead to how the product will behave in operation.»
Dr. Michael Haidinger, Tognum CSO
individual requirements are very different from one application to another. Service is always a major issue. Some customers are very satisfied, whereas for others dissatisfaction with the support services is enough for them to switch to another supplier. That should never happen. Our clients are not buying a disposable product. They expect to be able to use their propulsion system or energy plant economically for years, if not decades. To do so, they need a reliable partner. And that starts right from product development. Even at that early stage we have to be looking ahead to how the product will behave in operation. And, of course, we will always be working on getting spare parts and technicians on site even faster to deal with any problems. Already we are at the point where clients are no longer buying just an engine, a propulsion system or an energy plant from us – they demand service backup as well. In future it may be that they will ask only for 'kW per hour' to achieve
their mission. We are currently breaking new ground in this area with the Intercity Express Programme (IEP) rail project in the UK together with our consortium partners, Hitachi. We are sharing the operating cost risk for a period of over 27 years. That is both an opportunity and a challenge, and it shows the demands that the market is placing on us. We accept them willingly and with total commitment.
Your co-Director, Dr. Ulrich Dohle, announced in the last issue of MTU Report that Tognum would be investing more in gas engine development as well as diesel engines. How do you see gas engines developing?

MTU Report 03/12 I 11
Inte
rvie
w
For me, it is no longer a question of whether gas is the fuel of the future, but when it will be used in which applications. Oil reserves are limited whereas gas will last for a very long time – so we have to change over sooner or later. Nevertheless, despite all the euphoria, we should bear in mind that there will still be problems to overcome with the gas infrastructure, especially for mobile applications. It is quite a different thing always operating a gas-engine powered ferry between the same ports on the Norwegian fjords compared with traveling from one side of the world to another in a gas-fueled ship and depending on a well-developed gas infrastructure in every port. And the development of the raw-material cost of oil and gas will also play a part in determining when and where a changeover makes sense. So the diesel engine will continue to perform an important role for some decades yet. Its share of the overall market will shrink, but will remain large enough for us to continue to do everything to make it even cleaner and more efficient.
Have you got a favorite Tognum product yet?So far, I haven’t found any product that doesn’t excite me. Tognum has fantastic products. Be they engines for luxury yachts, Powerpacks for trains, energy generation plants or big marine engines, they are all in their own way masterpieces of technology. And I am a technophile and an innovation enthusiast. But that’s not a surprise, because I wouldn’t have been in the business for over 20 years otherwise.
Interview: Lucie MaluckPicture: Robert Hack
Since summer 2012, Dr Michael Haidinger has been responsible for global business involving the MTU and MTU Onsite Energy brands and for Tognum's distribution and service business.

12 I MTU Report 03/12
New
s
MTU Onsite Energy has a new website. At www.mtuonsiteenergy.com, prospective and existing customers can now find the right distributed power product or solution even faster. Alongside enhanced navigation and the new 'Solutions' section with descriptions of applications and markets, a Project Center is also under development. The Center aims to give project managers, engineers and specialists access to more technical information, making it easier, for example, to carry out power calculations.
The site adapts automatically to the user’s terminal device so on-screen displays are optimally sized. As a result, information can be easily accessed via the web browser on PCs, laptops, tablets or smartphones.
Re-design of the site also includes content updates and revision. On the product pages visitors will find detailed information on complete systems available on the basis of MTU gas and diesel engines together with the relevant services available. The new 'Solutions' section covers various applications and markets where MTU Onsite Energy products are used.
New website for MTU Onsite Energy
At www.mtuonsiteenergy.com, prospective and existing customers can find solutions and products for the distributed power sector.
The new MTU Onsite Energy website adapts automatically to page size and to different terminal devices.

MTU Report 03/12 I 13
SKL Motor becomes MTU Reman Technologies
New from old: remanufacturing makes engines that have reached the end of their first life as good as new again. MTU Reman Technologies GmbH in Magdeburg is the technology center for standard remanufacturing of MTU engines and components.
Tognum took over SKL Motor GmbH in Magdeburg in 2008 and has since equipped the facility for standardized reconditioning of MTU engines and components. And now it has a new trading name to reflect the new focus of its operations: MTU Reman Technologies.
“In the past few years we have invested more than €20 million in the enterprise,” pointed out Wilfried Probian, CEO of MTU Reman Technologies. The remanufacturing of engines that have completed thousands of hours of high-performance service in generator sets or high-speed trains, for example, saves not only money but raw materials too. The engines are dismantled and the individual components restored to a condition equivalent to that of a brand new part. Defective components and worn parts are replaced by new ones. After only a few weeks, the client gets back a new engine, which has undergone a complete test run. And it is not just complete engines that are remanufactured, individual components that are removed are reconditioned and reused as reman parts.
As well as that, the Tognum Group carries out research into the engines of the future in Magdeburg. New combustion processes, combustion chamber geometries and alternative fuels are investigated on single-cylinder test benches.
This year 148 young people started an apprenticeship or a dual-study course at Tognum and its subsidiaries in Germany and other parts of the world. “We develop, produce and maintain high-quality engines and energy systems. To do so we need highly qualified staff. With this investment in the future, the company is making an important contribution to combating the shortage of skilled workers,” explained Ingo Metzer, Tognum HR Manager, on the occasion of the apprenticeship launch at the MTU lead plant in Friedrichshafen. That is also where the large majority of the new MTU trainees are starting their careers. For the first time, however, Tognum America is also taking on six apprentice industrial mechanics at its Aiken
Class of 2012
This year 148 young people started an apprenticeship or a dual-study course at Tognum and its subsidiaries in Germany and other parts of the world.
facility. The program initiated in conjunction with the Aiken County School District, the Aiken County Career and Technology Center and the Aiken Technical College combines high-school education, technical instruction in the classroom and practical training at the MTU plant in Aiken and is based on the dual education model common in Germany. Five apprentices have also been learning the finer points of engine installation and servicing at MTU South Africa since the beginning of 2012. And three new trainees have been taken on at MTU Asia.

14 I MTU Report 03/12
Bronze medalist
The new MTU Onsite Energy model 8V 1600 400kW generator set offers particularly high fuel-efficiency as well as being durable and versatile.
MTU Onsite Energy has won a bronze medal in the 8th annual “Product of the Year” awards. The prize-winning product was the diesel generator set based on the MTU V8 Series 1600 engine. The awards are presented by the trade magazine “Consulting Specifying Engineer” for the best products introduced in the year concerned, in this case 2011. The bronze-medal generator set offers high fuel-efficiency, outstanding durability and great versatility in the important 400kW class. To ensure maximum flexibility across various applications, the genset achieves a mean load factor of 85% under fluctuating load over 24 hours in reserve mode, as compared with the typical mean load factor of 70% over 24 hours. It is thus ideally suited to demanding applications such as emergency backup power generation.
News
In the Dominican Republic, more than just the tourist industry is booming. In the past three years, four high-class shopping malls have opened. One of them is the Agor Mall. The 120,000-square-meter environmentally friendly and energy-saving development built to LEED (Leadership in Energy and Environmental Design) standards was opened in the summer. MTU Onsite Energy distributor Equipos Diesel S.A. installed a 7MW emergency power generation system in the shopping center. It consists of three 1,750kW, 12-cylinder Series 4000 generator sets and covers the power demand in emergency backup and peak load situations. The gensets meet LEED standards too. They have heat exchangers specially designed to work together with the mall’s heating, ventilation and air conditioning system. Such interaction is made possible by MTU Onsite Energy open protocol controls. And it means that connectivity, operational availability, stability and fuel-efficiency are guaranteed whenever the generator units are required.
A combined heat, cooling and power plant from MTU Onsite Energy has made the Turgutlu Public Hospital Turkey’s first `green´ hospital. Based on the company’s Series 400 and 4000 gas engines, the plant produces 1,235MW of electric power and 1,350MW of thermal energy – enough to supply the 300-bed hospital with electricity and hot water for the air-conditioning system. The plant also scores a triple first: it is not only the first of its type in Turkey and the first plant in the country to supply a public hospital, it is also the first plant to operate outside Turkey’s strict licensing system. By issuing licenses for power generation, the country’s Energy Market Regulatory Authority (EMRA) intends to improve the country’s energy policy as well as its energy efficiency. To avoid paying power generation license fees, companies in Turkey must ensure that any generation plant they operate has an efficiency rate of at least 80%. With an efficiency rating approaching 90%, the MTU plant at Turgutlu Public Hospital is the country’s first license-free power generation facility. "We expect the hospital to recoup its investment in less than two years,” said Sadullah Iscanoglu from MTU Onsite Energy.
Environmentally friendly gensets supplied by MTU Onsite Energy supply emergency backup and peak load power for a Caribbean shopping mall.
Shopping power
Green hospital

MTU Report 03/12 I 15
Yacht engine for EPA Tier 3 and IMO Tier III
The MTU Series 2000 is being upgraded to comply with the US emissions standard EPA Tier 3 (Leisure Craft) and the IMO Tier III international emissions standard. The new generation of the engine designated the 2000 M96 covers a range of power outputs up
to 1,940kW (2,600bhp) and meets the IMO Tier II and EPA Tier 3 requirements using internal engine design features alone while achieving IMO Tier III compliance with the addition of SCR exhaust gas aftertreatment. Despite the engine’s lower exhaust emissions, its fuel consumption is even more economical than previous models. The new units will be available in 2014 (EPA Tier 3 Leisure Craft) and early 2016 (IMO Tier III) respectively.
Ironmen for next stage of emissions limits
Tognum is upgrading the MTU Series 4000 “Ironmen” engines to comply with the US emissions standard EPA Tier 3. Like the present generation, the future engines will be offered as 8, 12 and 16-cylinder versions for diesel-mechanical and diesel-electric propulsion or onboard power
generation. The mechanical-propulsion versions span a power range of 560 to 2,000kW, while the diesel-electric and power-generation alternatives offer between 650 and 2,000kW. These engines require no exhaust gas aftertreatment. The first units will be available from summer 2013.
10MW Series 8000
The Series 8000 is now available with an output of ten megawatts. Previously, the 20-cylinder unit offered a maximum output of 9,100kW. A project-specific endurance test over a period of 1,500 hours under tropical conditions has now demonstrated
the IMO Tier II compliant engine’s power increase and reliability, however. The Series 8000 now covers a range of outputs from 7,200 to 10,000kW. So MTU is now in a position to offer economical diesel-engine-based propulsion systems capable of up to 40 megawatts per vessel.
In brief:
New Training Center
MTU and Navantia run a joint training center in Cartagena/Spain.
MTU Ibérica and the Spanish shipbuilder Navantia have opened a shared training center in Cartagena, Spain. It is part of a long-term strategic cooperation program between the two companies and extends the existing licensing agreements for marketing and production of MTU Series 396, 956 and 1163 engines. The training center is a component of the worldwide MTU service network which includes numerous training establishments and meets correspondingly high quality standards.
MTU and the Spanish ship repairers Marina Barcelona 92 (MB92) have signed a cooperative agreement. It governs the technical and business relationships between the two parties when working together on the servicing and overhaul of MTU engines in yachts brought in for repair. MTU maintains an office at the shipyard for that purpose. MB92 is located in Barcelona harbor and is one of the world’s largest repair yards for overhauling, servicing and maintaining superyachts and megayachts. Since the end of 2011, MTU has assisted MB92 with its work on more than 50 yachts.
MTU and Marina Barcelona team up
MTU and Marina Barcelona 92 have signed a service and overhaul cooperation contract for MTU yacht engines.

16 I MTU Report 03/12
The Great Western Main Line runs from London to Southwest England and South Wales. The line’s most important section is between London and Bristol. The East Coast Main Line is an electrified high-speed rail link over 600 kilometers long connecting London to Edinburgh via Peterborough, York and Newcastle.
Doncaster
Edinburgh
Newcastle
Harrogate
InvernessAberdeen
North PoleReading
Lincoln
Kings Lynn
Hull
Bristol
HerefordCarmarthen
Swansea
Plymouth
London
France
Irland
British Channel
MTU Brown0-17-28-62CMYK
MTU Brown80% der FarbeCMYK
60%CMYK
40%CMYK
20%CMYK
60%CMYK
40%CMYK
20%CMYK
MTU Blue50-25-0-10CMYK
MTU Blue80% der FarbeCMYK
Glasgow
Paignton
Cardiff
▬▬▬ East Coast Main Line ▬▬▬ Great Western Main Line
United Kingdom North Sea
Irish Sea

MTU Report 03/12 I 17
RailPowerpacks and maintenance for British High Speed Trains
Lifelong serviceThe Intercity Express Programme, or IEP for short, is one of the biggest transport projects in the UK in recent years. After a tendering process spanning roughly five years, the UK Department for Transport (DfT) placed an order with Agility Trains for 92 trains comprising close to 600 carriages for two of the country's major rail routes, the Great Western Main Line (GWML) and the East Coast Main Line (ECML) in July 2012. The Agility Trains consortium headed by Hitachi Rail Europe was awarded the contract to develop and build the Hitachi Super Express Train and maintain it for 27½ years. The trains are scheduled to start service on the GWML in 2017 and on the ECML from 2018. MTU is the preferred supplier for 250 diesel-electric Powerpacks and also to maintain the Powerpacks for the entire life of the trains.

As well as purely electric trains, the Super Express class also includes what are known as bimodal trains, which run on electricity where there are overhead power lines and with diesel-electric traction on non-electrified lines. The electric-only versions are each to be equipped with a Powerpack serving as an auxiliary electricity generator to enable onward travel to the next station and maintain an emergency supply for the train's services if there is a fault with the overhead power lines. The bimodal versions will have three, four or five Powerpacks depending on the length of the train (five, eight and nine carriages respectively) so as not to be dependent on electrified lines.
MTU will be supplying the traction modules to Hitachi between 2013 and 2018, while the maintenance contract starts from 2017. “Tognum is
Hitachi’s Super Express trains operate either purely on electricity or bimodally. That means that they run on electric power when they are on electrified routes and switch to their MTU Powerpacks when no overhead power lines are available.
MTU Series 1600 Powerpack
The MTU Powerpacks for the Hitachi powered coaches are diesel-electric underfloor traction modules with an output of 700 kilowatts each. The core component of the unit is the twelve-cylinder MTU 12V 1600 R80L diesel engine. It meets the emission limits required by EU Stage IIIB, which has been in force since 2012, and is equipped with exhaust gas aftertreatment. As well as the engine and generator, the Powerpack also contains all auxiliary systems necessary for vehicle traction.
Rail
proud to have been chosen on the basis of its many years of experience in comprehensive maintenance contracts and in supplying ultra-reliable Powerpacks to be part of the Intercity Express Programme and to be working with Hitachi,” stated Tognum Sales Director, Dr. Michael Haidinger, at the joint press conference with Hitachi in September 2012 at the Innotrans railway industry show in Berlin.
Lifelong serviceMTU will guarantee the availability of the traction systems for the entire service life of the trains. The comprehensive maintenance contract required to do so covers preventive maintenance as well as necessary repairs and complete overhauls. To that end MTU is planning to have its own service engineers working not only at the East Grinstead depot, which has been specially extended for this project, but also at the North Pole (London) and Doncaster (South Yorkshire) rail depots. MTU previously supplied engines for the present generation of British High Speed Trains, the InterCity 125, and provided comprehensive preventive and corrective maintenance for them under a similar service concept. The maintenance services will be delivered by the British subsidiary, MTU UK, based in East Grinstead (West Sussex).
Hitachi Rail Europe based in the UK capital, London, is a subsidiary of Hitachi Europe and part of the Japanese Hitachi Group. The Shinkansen train in Japan is the best-known example of a high-speed train produced by Hitachi. The first rail contract secured by Hitachi was for a fleet of 29 British Class 395 high-speed trains.
Words and Interview: Mirko GutemannPictures: Hitachi, Tognum, Robert Hack
To find out more, contact:Alexander Kerschgens, [email protected]. +49 7541 90-7042
MEM
O
18 I MTU Report 03/12
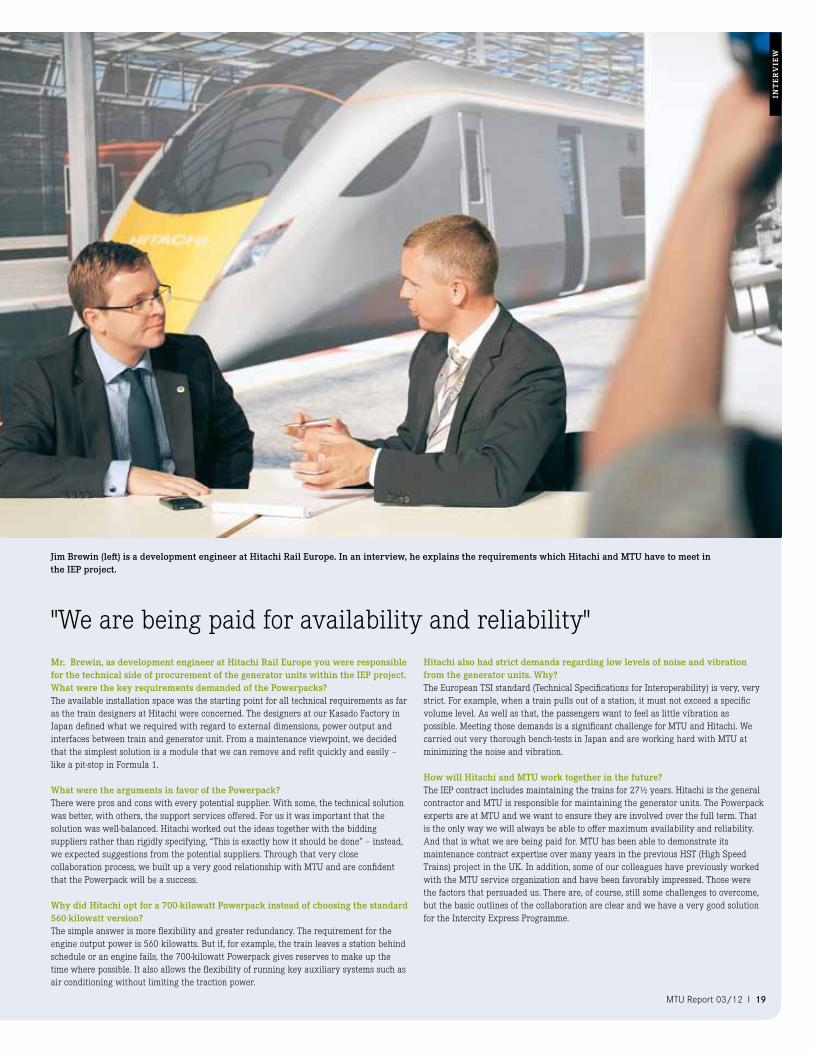
Jim Brewin (left) is a development engineer at Hitachi Rail Europe. In an interview, he explains the requirements which Hitachi and MTU have to meet in the IEP project.
Mr. Brewin, as development engineer at Hitachi Rail Europe you were responsible for the technical side of procurement of the generator units within the IEP project. What were the key requirements demanded of the Powerpacks?The available installation space was the starting point for all technical requirements as far as the train designers at Hitachi were concerned. The designers at our Kasado Factory in Japan defined what we required with regard to external dimensions, power output and interfaces between train and generator unit. From a maintenance viewpoint, we decided that the simplest solution is a module that we can remove and refit quickly and easily – like a pit-stop in Formula 1.
What were the arguments in favor of the Powerpack?There were pros and cons with every potential supplier. With some, the technical solution was better, with others, the support services offered. For us it was important that the solution was well-balanced. Hitachi worked out the ideas together with the bidding suppliers rather than rigidly specifying, “This is exactly how it should be done” – instead, we expected suggestions from the potential suppliers. Through that very close collaboration process, we built up a very good relationship with MTU and are confident that the Powerpack will be a success.
Why did Hitachi opt for a 700-kilowatt Powerpack instead of choosing the standard 560-kilowatt version? The simple answer is more flexibility and greater redundancy. The requirement for the engine output power is 560 kilowatts. But if, for example, the train leaves a station behind schedule or an engine fails, the 700-kilowatt Powerpack gives reserves to make up the time where possible. It also allows the flexibility of running key auxiliary systems such as air conditioning without limiting the traction power.
Hitachi also had strict demands regarding low levels of noise and vibration from the generator units. Why?The European TSI standard (Technical Specifications for Interoperability) is very, very strict. For example, when a train pulls out of a station, it must not exceed a specific volume level. As well as that, the passengers want to feel as little vibration as possible. Meeting those demands is a significant challenge for MTU and Hitachi. We carried out very thorough bench-tests in Japan and are working hard with MTU at minimizing the noise and vibration.
How will Hitachi and MTU work together in the future?The IEP contract includes maintaining the trains for 27½ years. Hitachi is the general contractor and MTU is responsible for maintaining the generator units. The Powerpack experts are at MTU and we want to ensure they are involved over the full term. That is the only way we will always be able to offer maximum availability and reliability. And that is what we are being paid for. MTU has been able to demonstrate its maintenance contract expertise over many years in the previous HST (High Speed Trains) project in the UK. In addition, some of our colleagues have previously worked with the MTU service organization and have been favorably impressed. Those were the factors that persuaded us. There are, of course, still some challenges to overcome, but the basic outlines of the collaboration are clear and we have a very good solution for the Intercity Express Programme.
"We are being paid for availability and reliability"
INT
Erv
IEw
MTU Report 03/12 I 19
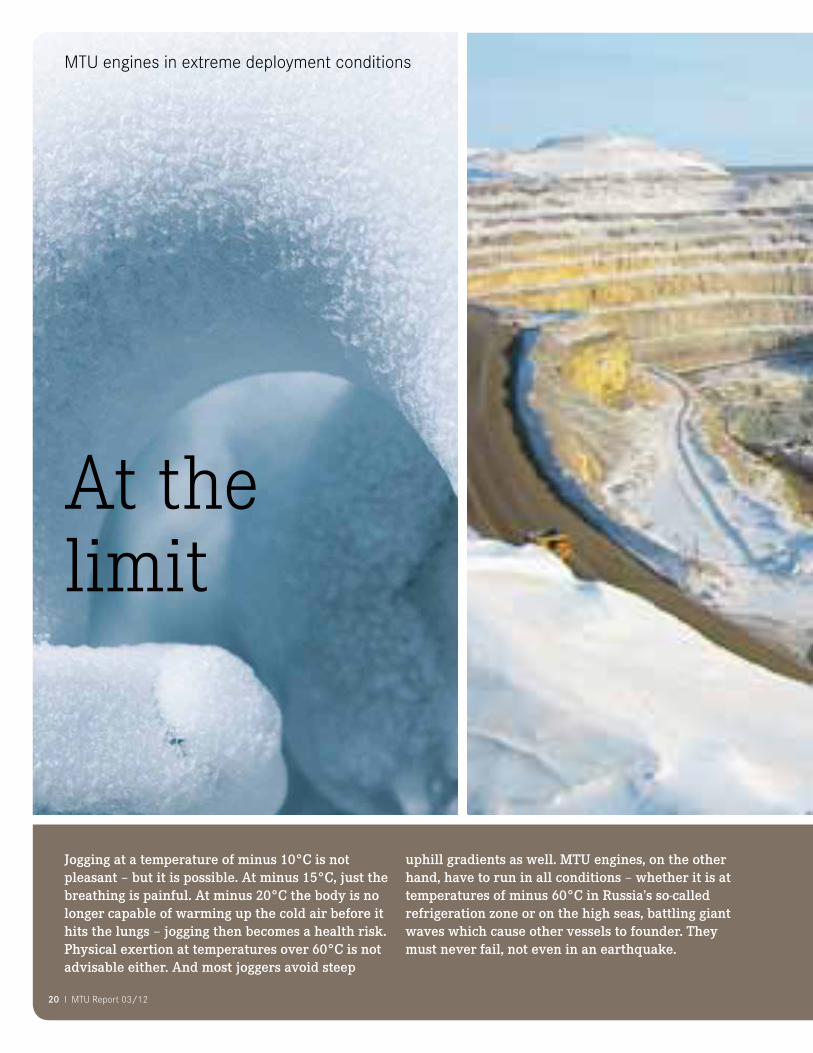
At the limit
MTU engines in extreme deployment conditions
Jogging at a temperature of minus 10°C is not pleasant – but it is possible. At minus 15°C, just the breathing is painful. At minus 20°C the body is no longer capable of warming up the cold air before it hits the lungs – jogging then becomes a health risk. Physical exertion at temperatures over 60°C is not advisable either. And most joggers avoid steep
uphill gradients as well. MTU engines, on the other hand, have to run in all conditions – whether it is at temperatures of minus 60°C in Russia’s so-called refrigeration zone or on the high seas, battling giant waves which cause other vessels to founder. They must never fail, not even in an earthquake.
20 I MTU Report 03/12

Tech
nolo
gy
MTU Report 03/12 I 21

22 I MTU Report 03/12
It is a bizarre sight. As if out of nothing, ice crystals start to form on the engine on MTU Test Stand No. 132. Just a few to begin with; then more and more. As in the fairy tale, the ice envelops the engine like a second skin. Within a few hours, the silver engine has been transformed into a crystalline, white work of art. Then the engine starts up, and inside a few minutes the ice melts away.
The engine in winterOn Test Stand 132 the starting capabilities of MTU engines are tested at extremely low temperatures. Air conditioning compressors are used to lower the engine’s cooling system temperature to as cold as minus 25°C. That allows the developers to test how easily the engine starts at different temperatures. To improve starting characteristics, MTU developers optimize fuel injection pressure, volume and timing. The data are then stored in the engine management system and are adapted for engine start-up on the basis of outside temperature and coolant temperature. This comes into play on the haul trucks that are in constant use in the Aikhal diamond mine in Siberia, for example. This spot in the Republic of Yakutia is known as Russia’s refrigerator with good reason. According to an ancient myth, when God created the Earth he sent an angel with a sack full of riches to Siberia. When the angel flew over Yakutia, his fingers froze with cold and he dropped the sack. All of the riches – gold, silver and platinum – were scattered all over the ground. Out of anger at the loss, God punished the area with frozen winters.
Engines adapted to the coldIf you work in Aikhal, you are allowed to retire earlier. You are also paid an extra allowance and sent on a rest and recuperation holiday on the Black Sea every two years. That is unless you are a haul truck. They have to carry on working reliably at temperatures as low as minus 60°C – when people find it difficult just to breathe. “In the beginning I was skeptical as to whether MTU’s high-performance engines could really cope, but they work perfectly,” recounted Vladimir Koyhevnikov, chief engineer for the mine operator Alrosa. They only have to be serviced every 30,000 hours. That is no more frequently than engines in any other mines. And it is down to the fact that they have been specially prepared for the arctic Siberian conditions. Because the polar diesel used in the region has a kerosene content of 60%, and is therefore substantially less viscous than normal winter diesel, MTU modified the fuel injectors so that the very thin fuel does not destroy them. Louvers in front of the radiator prevent the engine being overcooled. They are closed whenever the temperature is too cold. Consequently the engine can still be reliably started even at extremely low outside temperatures. The engine controller automatically adjusts fuel volume and injection timing to the air temperature. Also, depending on the ambient temperature, pilot injection is activated in addition to main injection during start-up.
*****
High-altitude kit for deployment in ChileAnyone who has traveled through high mountains knows the feeling: the air gets thinner, breathing becomes difficult. The oxygen content of the air decreases with every meter of ascent. Anyone used to hiking at altitude would not notice too much difference at 3,000 meters or so. However, those of us used to lowland areas may well experience breathing difficulties at 1500 meters. And the situation is the same for the Leopard 2 tanks which have formed the backbone of the Chilean army for the last three years and which have to deliver top performance at altitudes up to 4,300 meters. This presents a particular challenge for the vehicles’ turbochargers which increase their speed but still feed less combustion air into the engine. As a result, exhaust temperature rises and the service life of many components decreases. To stop this happening, a new compressor wheel in the turbocharger acts together with the sensors in the exhaust temperature monitoring system to ensure that the engine does not overheat and engine output is throttled back almost unnoticeably. In this way, the engine is able to deliver the high levels of performance demanded of it, even high up in the mountains.
Technology

Winter on MTU Test Bench No. 132: developers cool the engine to minus 25°C to test out and improve its starting characteristics at such temperatures. The water that condenses on the surface of the engine freezes in just a few minutes to form a sort of icy armor-plating. Then once the engine starts, the sparkling white coat melts away again.
MTU Report 03/12 I 23
«In the beginning I was skeptical as to whether MTU’s high-performance engines could cope with the arctic conditions in Russia, but they work perfectly.»
Vladimir Koyhevnikov, chief engineer at Alrosa
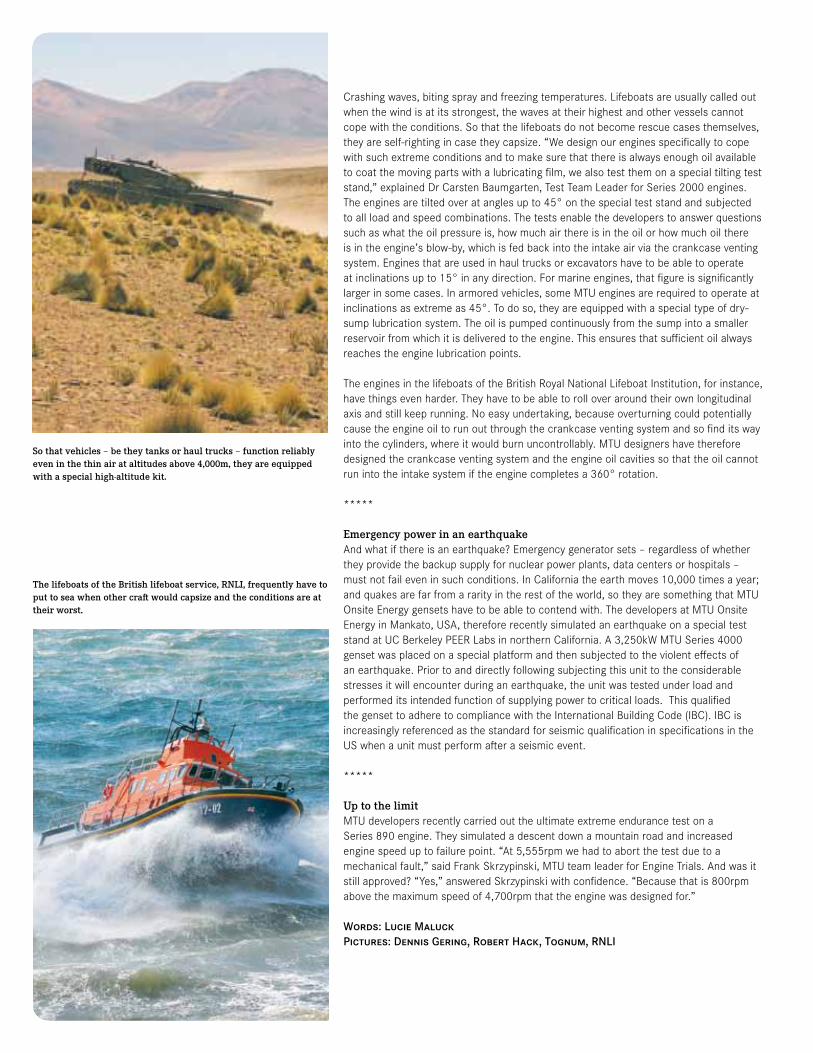
So that vehicles – be they tanks or haul trucks – function reliably even in the thin air at altitudes above 4,000m, they are equipped with a special high-altitude kit.
The lifeboats of the British lifeboat service, RNLI, frequently have to put to sea when other craft would capsize and the conditions are at their worst.
Crashing waves, biting spray and freezing temperatures. Lifeboats are usually called out when the wind is at its strongest, the waves at their highest and other vessels cannot cope with the conditions. So that the lifeboats do not become rescue cases themselves, they are self-righting in case they capsize. “We design our engines specifically to cope with such extreme conditions and to make sure that there is always enough oil available to coat the moving parts with a lubricating film, we also test them on a special tilting test stand,” explained Dr Carsten Baumgarten, Test Team Leader for Series 2000 engines. The engines are tilted over at angles up to 45° on the special test stand and subjected to all load and speed combinations. The tests enable the developers to answer questions such as what the oil pressure is, how much air there is in the oil or how much oil there is in the engine’s blow-by, which is fed back into the intake air via the crankcase venting system. Engines that are used in haul trucks or excavators have to be able to operate at inclinations up to 15° in any direction. For marine engines, that figure is significantly larger in some cases. In armored vehicles, some MTU engines are required to operate at inclinations as extreme as 45°. To do so, they are equipped with a special type of dry-sump lubrication system. The oil is pumped continuously from the sump into a smaller reservoir from which it is delivered to the engine. This ensures that sufficient oil always reaches the engine lubrication points.
The engines in the lifeboats of the British Royal National Lifeboat Institution, for instance, have things even harder. They have to be able to roll over around their own longitudinal axis and still keep running. No easy undertaking, because overturning could potentially cause the engine oil to run out through the crankcase venting system and so find its way into the cylinders, where it would burn uncontrollably. MTU designers have therefore designed the crankcase venting system and the engine oil cavities so that the oil cannot run into the intake system if the engine completes a 360° rotation.
*****
Emergency power in an earthquakeAnd what if there is an earthquake? Emergency generator sets – regardless of whether they provide the backup supply for nuclear power plants, data centers or hospitals – must not fail even in such conditions. In California the earth moves 10,000 times a year; and quakes are far from a rarity in the rest of the world, so they are something that MTU Onsite Energy gensets have to be able to contend with. The developers at MTU Onsite Energy in Mankato, USA, therefore recently simulated an earthquake on a special test stand at UC Berkeley PEER Labs in northern California. A 3,250kW MTU Series 4000 genset was placed on a special platform and then subjected to the violent effects of an earthquake. Prior to and directly following subjecting this unit to the considerable stresses it will encounter during an earthquake, the unit was tested under load and performed its intended function of supplying power to critical loads. This qualified the genset to adhere to compliance with the International Building Code (IBC). IBC is increasingly referenced as the standard for seismic qualification in specifications in the US when a unit must perform after a seismic event.
*****
Up to the limitMTU developers recently carried out the ultimate extreme endurance test on a Series 890 engine. They simulated a descent down a mountain road and increased engine speed up to failure point. “At 5,555rpm we had to abort the test due to a mechanical fault,” said Frank Skrzypinski, MTU team leader for Engine Trials. And was it still approved? “Yes,” answered Skrzypinski with confidence. “Because that is 800rpm above the maximum speed of 4,700rpm that the engine was designed for.”
Words: Lucie MaluckPictures: Dennis Gering, Robert Hack, Tognum, RNLI

MTU developers can tilt engines over to an angle of 45° on a test stand. In that way they can simulate the conditions on steep ascents or descents or in heavy seas.
MTU Report 03/12 I 25
Technology
More on this ...Video clip of earthquake simulation on the test standDon’t have a QR code reader? Log on to http:// bit.ly/TCDUwq
ON
LIN
E

→How to make ...a cylinder head
Tech
nolo
gy Series 2000 cylinder head production
26 I MTU Report 03/12

It starts with a rectangular cast-iron blank – and a design drawing. The drawing shows the precise dimensions. From those basic materials a cylinder head is produced within one and a half days. But how?
A cylinder head has to be able to withstand temperatures as high as 700°C and ignition pressures over 200bar when the engine is running. It closes off the top of the cylinder and forms the upper part of the combustion chamber. Fitted inside it are the inlet and exhaust valves and the fuel injector. So the cylinder head not only has to be made of absolutely top quality material, it also has to be precision manufactured.
Virtual productionThe drilling and milling operations start not on a machine tool but on a computer. Every single drilling and cutting operation performed by the machining center to turn the metal blank into a finished cylinder head is programmed and simulated beforehand using the ProEngineer and NCSimul software. Bernd Scherer is an expert in such virtual machining. He is a production planner and NC coordinator at MTU. He describes the programming procedure thus: like the machine tool operator, he first selects the right tools for the specific cutting and drilling operations from the tool management system on the computer. Then he places the three-dimensional virtual cylinder head on the virtual machine table and secures it with the virtual workholding fixtures. With a few mouse-clicks he tells the ProEngineer software where and how much of the surface is to be cut away and where which holes are to be drilled. “The system helps to make sure you are always using the right dimensions,” Scherer explained. Then he programs the next step. “The tricky part of programming is finding the best possible sequence of movements on the machine tool so that all surfaces are efficiently machined and an economically and technologically perfect program is produced,” the expert added.
Computer simulationTo check whether the program is right, he then simulates the machining of the cylinder head on the computer. He can then see exactly how the tool moves and where there might be collisions between the machine and the workpiece. That is a major benefit because in real-world production, any collision can cause substantial damage to the machine, the tool and the machined part.
An MTU production worker deburrs the machined part, removing rough edges and shavings from the workpiece.
The cylinder heads arrive at MTU from the foundry as cast blanks. Before being passed on for assembly, their surfaces have to be machined and holes drilled.
MTU Report 03/12 I 27
Cylinder head step by stepThen it is time for the real thing. The virtual machining program created in ProEngineer is transferred to the real machine tool. To be precise, two machine tools are used to transform the metal blank via a number of machining stages into a finished cylinder head. A machine operator places the cast cylinder head blank on the workholding fixture on the first machine table. He closes the large sliding doors of the milling machine and starts it up. From this point the process proceeds automatically. A milling cutter runs over the surface and cuts away the metal bit by bit. Hardly anything of the operation is visible, however. Coolant-lubricant – required, as the name suggests, for cooling and lubricating the cutting tool – splashes all over the machine tool windows. The first machining center machines the top and bottom of the blank in turn on its first and second machine tables. Afterwards, the machine operator checks the most important drilling, milling and clearance dimensions to make sure the process and the tools are working properly. The part then moves on to the second machining center where the surfaces on the sides are machined and drilled. The cylinder head is then cleaned in a washer. Afterwards, a production worker inserts the valve guides and seats into the drilled holes. Next, the casting is checked for flaws, cracks and other damage, cleaned and deburred.
Multi-stage machiningThe second machining center finish-machines the valve guide holes and valve seat recesses at the same time so that they are exactly flush. Checking the geometry and dimensions to an accuracy of a hundredth of a millimeter after machining guarantees that the valves function perfectly. A second washing stage ensures that the technical cleanliness requirements are met. Finally, an assembly worker fits the protective sleeve and plugs. If the part passes the subsequent gas-tightness test, it is ready for the last production stage – the fitting of the inlet and exhaust valves which respectively let the air into and exhaust out of the combustion chamber. Then the cylinder head is fully kitted out for a long life of high performance operation on an engine.
Words: Katrin Beck, Pictures: Robert Hack
To find out more, contact:Bernd Scherer, [email protected]. +49 7541 90-3464

Tower cranes at 3 World Trade Center
28 I MTU Report 03/12
The Tribute in Light was originally a temporarily installed memorial light feature made up of 88 floodlights set up next to Ground Zero, the site of the former World Trade Center, from March 11 to April 14, 2002. They created two vertical columns of light shining upwards into the sky symbolizing the towers of the destroyed World Trade Center. The memorial display was erected again in 2003 and since then has lit up the New York sky every year on the night of September 10 to 11.

Reconstruction project
Indu
stri
al
MTU Report 03/12 I 29
Eleven years after the terrorist attacks of September 11, 2001, Ground Zero still gapes like an open wound in the middle of New York. A wound that the city remembers every year on September 11, by shining two blue columns of light into the sky over the exact spot where the twin towers of the World Trade Center stood. But the signs of healing are unmistakable. Massive cranes can now be seen lifting steel girders into the air while excavators dig into the ground of the most profoundly significant building site in the USA. The Americans are rebuilding the World Trade Center.

The morning of September 11, 2001 started as another routine day of crane work for Cornell & Company. The project was a high-rise in Jersey City, New Jersey, just across the river from Manhattan. After a long climb up the tower ladder, crane operators were in place, hoisting steel beams across the bright sunny sky. Project managers and crews worked on the ground below, and high above. On her way to a meeting onsite, Delor Cornell, owner of Cornell & Company, was busy checking progress on the job.
In an instant, everything changed. A plane appeared, coming up the river much too low. It continued its descent, traveling northwest directly towards Manhattan. Work at the site stopped. Crew members, along with Delor Cornell, watched the plane hit the World Trade Center. It was a moment the world would never forget.
Years later, when given a chance to help construct Tower 3 at the new World Trade Center, Cornell & Company considered the job a special privilege. “This project has a great significance to us, and for our owner,” says Don Garrahan, Cornell Crane general manager. “It’s a great honor, and we’re very humbled by the whole experience. It’s a very moving thing, and sends chills up my spine.”
Going to great heightsThe new World Trade Center will include five new skyscrapers, the National September 11 Memorial & Museum, 550,000 square feet of retail space and a performing arts center. Three large tower gantry cranes from Cornell & Company are currently constructing 3 World Trade Center, the third-tallest building on the World Trade Center site. Rising 80 stories, Tower 3 will include 2.8 million square feet of office space, spread across 53 floors and five trading floors. The tower consists of a reinforced concrete core with steel structure outside the core, clad in an external structural steel frame. Scheduled to be completed in the summer of 2014, the gleaming new skyscraper will be situated at the center of the various buildings around the memorial.
At 1,080 feet high, 3 World Trade Center has been designed to meet or exceed modern standards for safety and sustainability. A switch to fuel-efficient and cleaner-burning engines enabled Cornell & Company to bid for and win the World Trade Center tower crane work by complying with New York’s tough local emissions standards.
Running more efficientlyAs one of America’s most densely populated cities, New York passed Local Law 77 to reduce the impact of exhaust emissions on human health. The city regulation requires operators of diesel equipment to use ultra low-sulfur diesel (ULSD), install diesel particulate filters (DPF) on the exhaust and comply with EPA diesel emissions regulations for Tier 3.
The old Detroit Diesel 2-Cycle 12V71T diesel engines in Cornell & Company’s crane fleet were simple and dependable, but they were not as clean burning or as fuel efficient as today’s modern 4-cycle diesels. Due to their design,
the 12V71T engines used a lot of fuel, and their exhaust emissions were too high to comply with any of the EPA Tier levels or Local Law 77. Cornell & Company had to update the engines in its fleet of cranes if it wanted to win construction jobs in New York.
“As an initial test, we bought an MTU Series 60 engine and put it in one of our TG1900 tower gantry cranes,” said Garrahan. “We looked at other manufacturers’ engines too, but the people who offered the best service and who helped us the most were Johnson & Towers, the local MTU distributor. They made it happen. They gave us an excellent product and excellent service. That’s a good combination. Good engines, good people and a lot of effort made this a success.”
«This project has a great significance to us, and for our owner.» Don Garrahan, Cornell & Company general manager
MEM
O
A new face for Ground Zero
Until September 11, 2001, the World Trade Center was the symbol of the New York skyline. Then came the moment when not only the towers were destroyed but the whole of America suffered a devastating blow. Eleven years have now passed since that day and America is constructing a new building complex on the site of the old World Trade Center. At its heart is One World Trade Center, a new skyscraper that was originally to be called Freedom Tower and will dominate the future Manhattan skyline as New York's tallest building. The main tower will be flanked by three smaller buildings, Towers 2, 3 and 4. A high-rise block slightly to the side of the World Trade Center was previously reconstructed in 2006. In the shade of the steel and glass giants surrounded by a coppice of oak trees is a memorial to the attacks: two granite basins built into the rectangular footprints of the collapsed twin towers. Waterfalls cascade over the sides and into the pools below while the names of the victims are engraved on bronze plaques around the parapet walls.

Industrial
New York is to have one of its symbols restored. Thousands of people and machines are currently working on construction of the new World Trade Center building complex.
MTU Report 03/12 I 31

Industrial
Cranes supplied by Cornell & Company are helping to erect Tower 3 of the new World Trade Center. To meet the strict environmental requirements of the City of New York, the operator has had the cranes refitted with MTU Series 60 engines.
MEM
O
Power meets efficiency
The MTU Series 60 engine has been proven at construction sites all over the world, setting the standard for performance, fuel economy and low emissions. Rated at 525hp at 2,100 RPM with 1,313 foot-pounds of torque, Cornell & Company’s new Series 60 engines deliver 17% more torque in the lower and middle speeds than its old Detroit Diesel 2-cycle 12V71T diesel engines. While the old and new engines are comparable in size, weight and displacement (14 liters), the Series 60 Tier 3 engine has greater heat rejection, necessitating a specially designed radiator that required some modifications to the crane’s chassis. The Series 60 is also providing much improved fuel efficiency and is EPA certified to Tier 3 emissions standards. To meet New York City’s environmental ordinance, the engines are equipped with diesel particulate filters to further reduce particulate matter in the exhaust.

MTU Report 03/12 I 33
The company’s TG2300-B tower gantry cranes are leased to Falcon Steel Corporation, a Delaware company in charge of fabricating and erecting the steel structure. Each TG2300-B crane has a minimum 230-ton lifting capacity and a maximum boom length of 240 feet. The cranes employ a modular design so they can be modified for individual project needs. As a building grows in height, the crane can grow, too—by hoisting and stacking an additional tower structure on itself.
Improvements all aroundAfter the first test engine was installed, Garrahan said there were immediate improvements in performance, noise, exhaust emissions and fuel efficiency. “In today’s world you need a today engine and we found the Tier 3 Series 60 to be that. We maintained the power and muscle requirements to do the work, and also increased the fuel efficiency—we’ve almost cut it in half. On this job with three cranes, that’s a fuel savings of approximately $500 per day or upwards of $90,000 to $100,000 annually,” he said.
Engine noise was also a concern—especially since these cranes operate for eight or more hours a day in densely populated Manhattan. The Series
60 Tier 3 engine is significantly quieter than the old Detroit Diesel 2-Cycle 12V71T engines. “This engine operates within acceptable noise levels in the city. It almost makes the crane feel brand new. It’s been a very positive experience,” says Garrahan. “You’re always trying to operate at levels below typical street noise, or less, so that people don’t notice it. These engines do that.”
A huge commitmentRepowering three cranes was one thing, but repowering a whole fleet of 18 cranes was quite another in terms of investment by Cornell & Company. Because the repowering project would have a significant, positive impact on air quality at construction sites in New York and around the Northeast, Johnson & Towers decided to help Cornell & Company apply for a federal grant as part of the Diesel Emissions Reduction Act (DERA). This federal program set aside $150 million to help subsidize the replacement of older diesel engines in marine, rail and industrial equipment throughout the United States. Of 251 proposals submitted to DERA in 2010, Cornell & Company’s application was one of only seven in the country that were approved.
The grant covered 75 percent of the cost of the new engines and paved the way for repowering Cornell & Company’s total fleet of 18 gantry tower cranes. By repowering its entire fleet, Cornell & Company expects to reduce NOx emissions by 30 tons/year and particulate matter by 1.5 tons/year. Shomo says, “Cornell & Company is the only crane fleet in America to make this kind of environmental commitment. It feels good to know that we worked together to make cleaner air. And not to mention, it gave them a step up on the competition.”
Going above and beyondThe repowered cranes are currently hard at work, erecting the steel structure at 3 World Trade Center five days a week, sometimes working double shifts. The cranes can hoist steel components weighing more than 50 tons. Garrahan says, “The work is relentless. An eight- to ten-hour day is expected. If it’s down, people are screaming and yelling. So reliability is key. The crane is the lifeblood of the job. It sets the pace of the entire project. Uptime is critical.”
After starting the job in the fall of 2012, two of the three cranes will continue until the last beam is set in place in the winter of 2013. So far, the results are very favorable, according to Garrahan. “Every aspect of this project has been a win. I can’t say enough about how happy we are to have hooked up with Johnson & Towers and MTU. Their expertise and support have been excellent. It’s been a really good experience. Since we repowered, our clients have gone with this engine upgrade again and again. It’s been a very successful thing for us and for MTU.”
In the bigger picture, there’s a sense of accomplishment that can’t be measured. Everyone at Cornell & Company is honored to work at the Manhattan site. After all, they’re not simply building a skyscraper; they’re helping to rebuild the hopes and spirits of many Americans. “We’re very proud to be affiliated with the project,” says Garrahan. “For me to get involved is a great privilege. And for Delor Cornell, it’s a bit stronger because she was across the river, on a jobsite when it happened. And now we’re restoring that piece of our country.”
Words: Chuck MahnkenPictures: Cornel Company, Fotolia, Getty Images
To find out more, contact:David [email protected]. +1 248 560 8182
«It feels good to know that we worked together to make cleaner air. And not to mention it gave them a step up on the competition.» Bob Shomo, Senior Vice President Engine Sales Johnson & Towers, Inc.

BOMAG vehicles compress 3,500 tons of garbage every day.
34 I MTU Report 03/12
MTU-powered landfill mobile compactor
King of the hill

Indu
stri
al
Every day, nearly 3,500 tons of trash arrive at the City of Riverview landfill in Michigan. Fortunately, the site’s new BOMAG landfill mobile compactor is equipped to handle a steady intake of trash. Powered by an MTU Series 500 engine, the rugged machine spreads, shreds and tramples waste material 11 hours a day.
At a landfill, every inch of airspace matters. Because when a site reaches a maximum height, it must cease operation. At the City of Riverview landfill, a team of machines—including Riverview’s new BOMAG landfill mobile compactor—traverses the mountain of waste six days a week, compacting material to conserve space. “You can’t go back and re-compact trash from two days ago. It’s just airspace lost. If you make a habit of working on half the amount of compaction, you’ll only get nine years out of a site instead of 17 or 18,” sayed Ed Worrell, City of Riverview’s lead operator. “When we tested the BOMAG, it had the best results every time.”
Based on Mercedes-Benz commercial vehicle engines, the compactor’s MTU Series 500 (Mercedes OM 502 LA) engine delivers up to 440kW and meets Tier 4i emissions requirements. The Series 500 is engineered to be maintenance-friendly. And thanks to the new engine, the BOMAG is faster, helping it climb steep slopes, cover more ground and compact larger areas of material.
Strength in numbersDave Dennison, BOMAG product manager and manager for marketing services, commented, “The Tier 4i package and the strong reputation of MTU and Mercedes attracted us to the engine, along with the strength of MTU’s global service network. We’ve also been very pleased with the fuel savings that we’ve seen out of the machine.” Machine operators at Riverview have noticed a big improvement at the fuel pump between the new BOMAG and the older compactors. Fuel savings add up quickly, since the average mobile landfill compactor consumes 15 gallons of fuel per hour. And it also means drivers spend more time working, and less time on the job refueling.
Ready for anything Every day, thousands of tons of garbage flow into Riverview’s 400-acre site from Detroit and 13 other communities. MTU distributor W.W.Williams is ready to make sure the machines stay on the clock. With a full line of MTU ValueCare products and services, including engine parts and maintenance solutions, W.W.Williams will help maximize performance for the BOMAG’s Series 500 engine for years to come. For added peace of mind, the compactor is also backed by an MTU Extended Coverage warranty.
The City of Riverview was so impressed with the MTU-powered BOMAG landfill mobile compactor, it has ordered a second machine. “The BOMAG was our first vehicle we’ve had with the MTU engine,” says Worrell. “It’s a nice, smooth-running engine. We’ve got no complaints. There’s no lack of power at all. The turbo kicks in and it goes right up the hills it needs to. The torque and groundspeed are top-notch – better than the previous non-MTU engine, and they don’t ever bog down. I was glad we moved to BOMAG and MTU. With availability of parts and great service, it’s a win-win.”
Words: Chuck Mahnken; Picture: Bomag
To find out more, contact:David Combs, [email protected], Tel. +1 248 560 8182
MTU Report 03/12 I 35

Yacht-building in the United Arab Emirates
36 I MTU Report 03/12

Mar
ine
Erwin Bamps has been COO of Gulf Craft for ten years. He compares yacht-building with planning weddings because in both cases it is matter of fulfilling your clients’ greatest dreams.
TheWedding PlannerIt is an odd fact. Most owners of large luxury yachts come from the United Arab Emirates. But the yachts themselves are built in Europe or America. That is set to change if Gulf Craft achieves its ambitions. Based in the Emirate of Umm al Quwwayn, close to Dubai, the shipyard makes yachts up to 50 meters in length – featuring the latest technology and every one of them to bespoke requirements.
MTU Report 03/12 I 37


MTU Report 03/12 I 39
Dubai, Abu Dhabi, and occasionally to Oman or Bahrain if things were going well. But Mahammed Al Shaali, the Gulf Craft chairman, had bigger plans. “We want to become one of the largest yacht-builders in the world,” he said at the time. To make that ambition a reality would definitely require a miracle. Or that is what Bamps, newly arrived from his native Belgium, thought at the time. But he didn’t know U.A.E. very well then. Today, the shipyard employs 5,000 staff and builds as many as 500 boats a year. From small, six-meter pleasure cruisers to megayachts over 40 meters long. He will not hear of anybody describing it as mass production, however. The opposite is the case, he maintains. And this is where his first comparison comes in. Making cars is like baking cupcakes. Building yachts, on the other hand, is like making a wedding cake – and that is the business Gulf Craft is in. What is special about their yachts is that they are made to the clients’ specifications. Only two features are unalterable: all Gulf Craft yachts are made of fiberglass and they are all monohull designs. Everything else is the client’s choice, whether it’s the color of the hull, the interior fittings or the size of the swimming pool. “Other manufacturers of comparably sized yachts do not offer their clients as much choice as we do,” states Bamps with conviction. Despite that, he can still claim, “We are cheaper than our competitors in Europe.”
You have to be a little bit eccentric to compare yacht-building to planning weddings. Or perhaps we should say creative. Erwin Bamps is eccentric and creative. He compares yachts with a wedding cakes, cars with cupcakes and the business of selling yachts with an ice-cream parlors. But maybe it is precisely his eccentricity that makes him so successful. Erwin Bamps is the Chief Operating Officer of Gulf Craft, the biggest yacht-building yard in the United Arab Emirates and the Gulf Region. His motto is “making miracles come true”. It sounds like a platitude, but those who witness him at work believe him.
Meteoric riseErwin Bamps came to U.A.E. ten years ago. At that time, Gulf Craft employed 200 people and sold its yachts in the United Arab Emirates – to
Motivation the key to successHow is that possible? One glance into the gigantic sheds in which the yachts are constructed provides the answer. It is absolutely teeming with people in blue overalls. Standing on scaffolds such as you would only expect to see on large building sites, they fill, paint, hammer and drill. The hum of their voices in the background is like the sound of a fairground. It is hard to believe, but there are three megayachts under construction here at the same time. “People who come to U.A.E. do so for one reason above all: to make money,” points out Erwin Bamps. Unlike in Europe, the lives of his employees revolve around work rather than their free time outside of work. “They are so motivated that I have to forcibly send them home in the evening, otherwise they would spend all night here,” he recounts with a mischievous laugh.
“Culture of change and uncertainty”But that was not the only reason for the success of his company, he told us. “U.A.E. isn’t just simply a country; it is home to the whole world,” the Belgian expanded. And that was an advantage he aimed to exploit. “We don’t just know one market, we are familiar with them all,” Bamps believes. Chinese buyers, he revealed, do not require bedrooms on their yachts because they never stay on their boats overnight. And large sail shades were very important to them
«U.A.E. isn’t just simply a country; it is home to the whole world.» Erwin Bamps, COO, Gulf Craft
A megayacht under construction: the low wages in U.A.E. enable shipbuilders Gulf Craft to hand-craft virtually the entire yacht and accommodate clients’ individual wishes.
About 80 people work on a yacht from gigantic scaffolds. After one and a half years, it is ready to be set afloat.
Marine
United Arab Emirates
Saudi Arabia
Iran
OmanMTU Brown0-17-28-62CMYK
MTU Brown80% der FarbeCMYK
60%CMYK
40%CMYK
20%CMYK
60%CMYK
40%CMYK
20%CMYK
MTU Blue50-25-0-10CMYK
MTU Blue80% der FarbeCMYK
Arabian Sea
Emirat Al-Quwain

40 I MTU Report 03/12
to steer the boat yourself. “If I buy a yacht I get an instruction manual the size of a phone book; but ultimately, a yacht is nothing more than a great big toy which I want to be able to play with without having to wade through reams of instructions,” he expounds with another of his interesting comparisons.
As he does, he laughs and his voice gets louder. This is undoubtedly a man who is convinced of what he is saying. Almost silent by comparison is Mostafa Agib El Nahta. He is the Operations & Technical Manager at Gulf Craft and meets us in the engine room of a new Majesty 135. The yacht is standing there in all its magnificence, waiting to be set afloat for the first time. In a couple of days, that time will have arrived. It will be a big moment for Mostafa, because he and his team having been building the yacht for a year and a half. The most striking feature of the yacht is its golden hull, though the engines take some beating for aesthetic appeal as well – gleaming white with sparkling chrome cylinder heads. Mostafa admires them adoringly. The two MTU Series 4000s will each supply 2,580 kilowatts of propulsive power. The buyer? “Secret,” whispers Mostafa. It is a VIP is all he can reveal. He would rather talk about the fact that it is the biggest yacht Gulf Craft has ever built.
because – unlike Europeans – they were not at all keen on lying in the sun. “Building for U.A.E. means building for the world,” he states. Twenty percent of Gulf Craft clients come from Europe, 40 percent from the Gulf region and 25 percent from Asia.
However, the speed at which the market is expanding presents Gulf Craft with more than just advantages. “We are living in a culture of change and uncertainty,” Erwin Bamps illuminates. So he wasn’t sure how the wages of his staff would develop. And suppliers had to be frequently changed because businesses were constantly disappearing and being replaced by others. One thing was certain, however: The market has potential.
Breaking down complexity“Seventy percent of the world is covered with water but only thirty percent of people have ever been on a boat,” he says, positively bursting with enthusiasm. So you couldn’t help but see the potential of the yacht business. And he has an idea how to convince even more people to buy a yacht. “Yachts need to be easier to operate,” he observes. He believes that up to now it has simply been too complicated to own a yacht – you need a crew and are hardly ever allowed
Range decisiveFor 16 years, Mostafa has been responsible for ensuring that an initial plan turns into a finished yacht. He comes from Egypt but U.A.E. is his home. He is sure that yacht-building will expand enormously. It isn’t just the yachts that need to be easier to operate; the same is true of the engines, he concedes. “MTU can still improve in that regard,” the engineer ventures. It appears almost painful for him to say it. “These engines are the Lamborghinis of yacht engines. They are very powerful, but unfortunately not always easy to operate,” he said. “But I know that MTU is working on it, and a lot has already been done,” he adds, almost apologetically. He looks across with a smile at Walid Ibrahim from MTU distributors Al Masood of U.A.E. and Bahrain. The two know each other well and meet regularly. “We have been fitting MTU engines for 20 years, and for us, Al Masood is not only a supplier but also a trusted partner,” he said: a partner with whom he constantly discusses the latest trends in the yacht business. And complexity is not the only issue the two have identified. Fuel-efficient engines are just as important to clients. “And that is where MTU scores extra points,” Mostafa says with a smile. He is certain that the price of diesel will rise in the next few years and so sees economical engines playing an important role, from the point of view of range as well as cost – because “nothing is more tiresome than refueling."
Mostafa Agib El Nahta (left) is Gulf Craft’s Operations & Technical Manager. He has been fitting MTU engines for 20 years.
With a length of 40 meters (135 feet) the “Majesty 135” is the biggest yacht built by Gulf Craft.
«Fuel-efficiency is where MTU scores extra points. Which is important, because nothing is more tiresome than refueling.» Mostafa Agib El Nahta, Operations & Technical Manager, Gulf Craft

Marine
MTU Report 03/12 I 41

42 I MTU Report 03/12

MTU Report 03/12 I 43
that, just like design, ice cream is a matter of taste, and selling taste is a difficult job. “It’s funny. Our clients are interested in almost nothing but the design. And they have very precise ideas in that regard. But yacht-building is actually all about technology; for us, the design is the last part of the process.” He tells of customers who ask for a helipad on a ten-meter yacht. Or another who wanted his bathroom painted completely green. Yet another wanted the hull covered entirely in Swarovski crystals. “Sometimes I start to feel like a wedding planner,” he says with laugh. “The clients have an idea in their minds that they can’t exactly describe. So it is my job to find out what it is they have always dreamed of and build a yacht just like it,” the self-styled wedding planner elucidates.
Powerful, reliable, innovativeIt was presumably a lot easier when he built a yacht for his boss, Mohammed Al Shaali, the chairman of Gulf Craft, because he knew exactly what he wanted: “My yacht has to be powerful, reliable and fitted with the latest equipment,” he said with a smile. It was obvious that MTU would play an important part in the project. “We have an excellent working relationship with MTU and the distributor Al Masaood,” he said quietly. A few years ago, Gulf Craft was still a niche supplier and he had never dreamed that his
The wedding plannerErwin Bamps is now striding through the factory sheds. He laughs and waves to an employee in the distance. “We are the United Nations here,” he relates with a chuckle. Staff from almost 80 different countries work together here. In the front part of the building they are making a new Majesty 135, the same length and size as the one outside the shed waiting to be set afloat on the water. But this one is just having its windows fitted; there is a lot of hammering and drilling going on. Bamps is already looking forward to handing over the craft to the client. And, as ever, he is aiming to make miracles come true. The elusive “wow effect” is what he wants. “If the customer is happy, that’s great. But we want more. We want them to be delighted when they get their yacht,” he says with conviction. He points out that achieving that isn’t so easy, because most customers are not interested in the technology, only the design. “We are selling ice cream, and everyone has their own favorite flavor.” Another one of those curious metaphors. What have ice cream and yachts got to do with each other? Erwin Bamps laughs. He explains
boatyard would one day become so big. But now, the aim is clear: “Reach the number one spot.“
And Erwin Bamps has never forgotten that. You can tell that he has been working in U.A.E. for some years. The can-do mentality appears to be infectious. Could he have imagined ten years ago that he would be planning proper weddings and baking five-tiered wedding cakes? Hardly. But if you asked him today, the answer would be an unhesitating “Absolutely!”.
Words: Lucie DammannPictures: Robert Hack
To find out more, contact:Walid Magd E. [email protected]. +971 2 551 0707
Erwin Bamps (left) and Walid Ibrahim of MTU Distributor Al Masaood (right) are in regular contact.
After one and a half years under construction, the 'Majesty 135' was launched in March 2012 on the 30th anniversary of Gulf Craft.
«My yacht has to be powerful, reliable and fitted with the latest equipment.» Mohammed Al Shaali, Chiarman of Gulf Craft
Marine
Left: Mohammed Al Shaali founded Gulf Craft 30 years ago. Even then, his ambition was to one day make Gulf Craft the world’s biggest yacht-building shipyard.
More on this… Slide-show with impressions of gulf CraftDon’t have a QR code reader? Go to http://bit.ly/ZrutGS
ON
LIN
E

Nordfrost utilizes the heat given off by the CHP plants to power an absorption chiller which maintains the right temperatures in the cold stores.
Blowing hot and coldCHP plant generates power for absorption chiller
44 I MTU Report 03/12

MTU Report 03/12 I 45
Nordfrost, a food logistics service provider, operates cold storage facilities throughout Germany, keeping food imports from every region of the world in the best possible condition. Its cold storage centers are organized into different climate zones which are kept at just the right temperature by special chillers powered by the heat given off by cogeneration (CHP) modules from MTU Onsite Energy.
Pineapples are one of Germany’s favorite fruits. They can be bought in any supermarket all year round. But have you ever thought about how far they have traveled from the plantation to the supermarket shelf? And how they still manage to be so fresh? The secret lies in efficient logistics, proper storage and suitable transport things that Nordfrost, based in Schorten in Northern Germany, knows all about. Nordfrost is one of the leading service providers in Germany and Europe in the field of temperature-controlled food logistics. The newest of Nordfrost´s 40 locations is its seaport terminal in the Jade-Weser-Port, Wilhelmshaven, Germany’s only deep-water container port. The location began operations on August 1, 20012, and is currently building up to full capacity. In future, its 23,000m2 of space will be used for temporary storage of fresh fruit and vegetables, sausage, dairy products and general freight goods. Nordfrost will also be able to handle and process animal and vegetable products at the facility. For the fruit and vegetables there are cool stores in which the ideal conditions for storage are maintained. And that is a science in itself because not only is it important to keep the temperature between 1°C and 14°C, the air humidity is a critical factor too.
Energy supplied by modular CHP plantsFor energy generation at the seaport terminal, Nordfrost relies on two natural-gas fueled combined heat and power (CHP) plants supplied by MTU Onsite Energy and driven by one 12-cylinder and one 20-cylinder Series 4000 engine. They produce a combined electrical output of roughly 3.1MW and a thermal output of around 3.5 MW; the overall energy efficiency is over 87%. As a result, the site is entirely self-sufficient in energy terms. The electricity generated supplies the power for electrical
consumers such as lighting, cold store doors, offices and IT. Any surplus is fed into the public power grid. The heat recovered from the CHP modules is used for heating in winter, but more especially it is used in combination with absorption chillers to provide the refrigeration and cooling systems for the cold stores.
Ammonia as refrigerantThey operate within a sealed circulation system using two substances, a refrigerant and a solvent. The solvent is capable of absorbing the refrigerant, hence the name absorption chiller. In this case the two substances involved are ammonia and water. The recovered heat from the CHP modules provides the energy for the absorption chillers to perform their refrigeration/cooling function by means of a chemical process. The circulation process is divided into four essential stages. In the first stage, water and ammonia are separated from one another by being heated in a desorber. The CHP plants supply the necessary heat at a temperature of 100°C. The ammonia evaporates first because of its lower boiling point and is passed into a liquefier. There it is recooled and liquefied again in the second stage of the process. From there the ammonia passes into the evaporator. This third stage of the process is where the actual refrigeration effect is produced because in order to evaporate, the ammonia must absorb heat. That heat is provided by cold water at a temperature of –2°C (ammonia evaporates at low pressure and very low temperatures) running through coiled pipes. The evaporation process
further cools the water to a temperature of –7°C so that it can be used for air conditioning the cold stores. The ammonia vapor then passes into the absorber where it is re-absorbed by the water in the final stage of the process. From there, the ammonia-and-water solution is returned to the desorber and the cycle starts again from the beginning.
Six sites in Germany equipped with CHP plantsNordfrost employs the principle of combined heat, cooling and power generation at a total of six sites in Germany – using MTU Onsite Energy plants in each case. “Energy is getting more and more expensive – take the higher electricity prices due to come in next year as a result of the renewable energy legislation, for example,” explained Peter Wilke, Technical Manager at Nordfrost. “So we have clearly done the right thing by opting for CHP modules. And we are doing our bit towards preventing climate change by using CHP plants that save CO2”. Nordfrost means logistics solutions from a single source. So, the next time you are standing in front of the pineapple display in the supermarket, you will know what the secret of keeping them fresh is.
Words: Katrin HangerPictures: Robert Hack
To find out more, contact: Jürgen [email protected]. +49 2530 46420
At Nordfrost’s seaport terminal, two natural-gas-powered combined heat and power modules (CHP) from MTU Onsite Energy produce around 3.1MW of electric power and 3.5MW of thermal energy to keep the facility running.
Ener
gy
Silent power
46 I MTU Report 03/12
Emergency power system for Norway’s biggest natural gas processing plant

Norway is known for its breathtaking scenery. Picturesque coastlines intermingle with impressive fjords and imposing mountain ranges. It is a holiday destination made for nature lovers. But energy experts enthuse about this Scandinavian beauty spot too. They call it the “battery of Europe” because it has vast natural resources of oil and gas. A large proportion of the natural gas is treated at the Kårstø onshore processing plant. So that business-critical production processes are not put at risk in the event of a power supply failure, five MTU generator sets provide emergency backup – and do so as unintrusively as possible to be thanks to their special sound insulation features.
MTU Report 03/12 I 47
Oil &
Gas

Tysvær is a small Norwegian town a good two hours by car north of Stavanger. It is well off the beaten track even for the most adventurous of holidaymakers. But it is a place that has something special to offer, nevertheless. This is where the world’s third-largest natural gas processing plant, the Kårstø facility, is located. It is an industrial complex in the middle of nowhere; a landscape of tanks, pipes and chimneys. Middle of nowhere it may be, but this spot is undeniably a nerve-center. Around a third of Norway’s natural gas is exported from this processing plant. Pipelines connect the facility to the 50 or so offshore fields that supply the gas that is processed here and fed into the European supply grid. If Kårstø were to stop working, the entire Norwegian oil and gas supply would collapse within a very short time. Little wonder, therefore, that everything is done to make sure the plant keeps running.
In the past few years, Kårstø has grown to five times its original size – and it is set to become even bigger. “We want to renew parts of the plant so as to make operating Kårstø safe, reliable and efficient for many more years,” explained Asbjørn Søndenå, electrical systems commissioning manager at Norway’s leading natural gas and oil producer, Statoil. Western Europe’s second-largest natural gas supplier after Russian energy giant Gazprom, Statoil is responsible for technical operation of the facility and is in charge of technical implementation of the modernization program. “We want to ensure the systems are safe for people and the environment and that the production sites continue to run smoothly,” the engineer added. Together with his team he is modernizing the safety, control and supply systems in particular, the electrical and mechanical components of which are being extended and improved.
Safely into the futureThe new emergency power supply system from MTU will provide energy for the most important electrical equipment in the event of a mains grid failure. The output of the backup gensets previously installed had become inadequate. So Statoil replaced the aging units with new ones. In the summer of 2011, they were commissioned by MTU engineers after successfully completing a series of test runs. “We had already formed a favorable impression of MTU from a previous project. The price/performance ratio is fair, the quality of the products is very good, and the amount of experience that they have with emergency power systems is very large,” said Asbjørn Søndenå in explanation of Statoil’s choice. “Apart from that, MTU was the only bidder that met our specific demands in respect of sound insulation.” And those specifications were wide-ranging.
Noise level below 104 decibelsThe gensets had to operate extremely quietly. The health and safety regulations at Statoil require that the noise of the generators must not be louder than 104 decibels (dB(A)) at a distance of one meter. That is roughly equivalent to the volume of sound you would experience on the ground from a jet airliner flying overhead at an altitude of 300 meters. To make things more difficult, that sound limit had to be satisfied without substantially increasing the cost of the installation. And that was a major challenge because the most obvious solution – building a soundproof enclosure around the generators – was out of the question. It would have made access to the engines for servicing more difficult. So MTU engineers came up with an alternative solution. They reduced the air induction noise of the turbocharger by means of special supplementary silencers. In addition, a soundproofed generator housing muffles the air intake and outlet noise. The result is that the noise from the generators is only between 100.7 and 102.6 decibels at a distance of one meter.
The emergency power systemIf there is a mains power failure, the system supplies all essential emergency equipment with electricity. That includes fire-extinguishing systems, emergency lighting, battery chargers for uninterruptible power supplies, and HVAC systems that maintain positive air pressure in
buildings in potentially explosive atmosphere zones. But auxiliary equipment such as lubrication pumps, cooling systems for compressors, and motorized valves also has to be kept working if the grid goes down.
A new generator house built by Statoil according to MTU specifications is the new home for the MTU gensets. Inside it are the five MTU Type 16V 4000 G63 generator engines. Four of them are enough to supply the energy required to run the entire facility in emergency mode after a power outage so that critical systems can be safely shut down. The fifth unit serves as a reserve system. Each of the gensets has a connected load capacity of 2,338kVA and an electrical output of 1,870kW at a frequency of 50Hz and a voltage of 69V. In total, therefore, the four gensets deliver an electrical output of just under 8 MW – enough energy to cover the power requirements of a small European town.
MTU supplied the gensets complete with baseframes and resilient mountings and all necessary system components such as switchgear, fuel tanks and ventilation systems. Five flatbed radiators with very low noise levels mounted on the roof of the generator house were also supplied by MTU. Exhaust silencers make sure that as little noise as possible escapes through the exhaust system – which guarantees that the noise levels outside the building are extremely low as well.
Ten seconds to load take-upThe fuel for the gensets is stored in two special tanks supplied by MTU. If the mains power fails, they contain enough fuel to keep four gensets running at full power for up to 17 hours. MTU also supplied the control systems that monitor the emergency power systems and electricity infeed. They issue the start-up command for the emergency backup gensets if there is a grid outage – and they react very quickly. The Norwegian operators demanded that the gensets had to be able to reach their rated output within 15 to 20 seconds. So they are up and running within ten seconds and operating at full power inside a further ten seconds – doing their job quietly and reliably so that the gas never stops flowing from the middle of nowhere in Norway.
Words: Katrin BeckPictures: Øyvind Hagen/Statoil
To find out more, contact: Jörg [email protected]. +49 7541 90-4850
Oil & Gas
«The MTU price/performance ratio is fair, the quality of the products is very good, and the amount of experience they have with emergency power systems is large.» Asbjørn Søndenå, Statoil
Sweden
Italy
Oslo
Tysvær
NorwayFinland
MTU Brown0-17-28-62CMYK
MTU Brown80% der FarbeCMYK
60%CMYK
40%CMYK
20%CMYK
60%CMYK
40%CMYK
20%CMYK
MTU Blue50-25-0-10CMYK
MTU Blue80% der FarbeCMYK
North Sea
Bergen

The generators are driven by 16-cylinder MTU Series 4000 engines. Thanks to modifications to the engines and generators, the noise pressure level close to the units never exceeds the specified limit of 104 dB.
Kårstø is one of the largest natural gas processing plants in the world. So that all systems can be safely shut down in the event of a power failure, it has five emergency backup gensets.
MTU Report 03/12 I 49

Testing engines to their limits under extreme conditions before they are sent out to the clients is by no means a new idea at MTU. Ninety-five years ago, Karl Maybach – one of the founders of Luftfahrzeug-Motorenbau GmbH from which the present-day MTU is descended – tested an aircraft engine at 1,800 meters above sea level on a specially constructed rig. It was an occasion that signaled the birth of the first modern aircraft engine.
The First World War was raging at the time and Maybach wanted to show he could supply engines for airplanes as well as airships. The challenge that had to be overcome is that at high altitudes the air density is lower, so the engine cannot produce as much power. Maybach’s solution was to compensate for the power loss by increasing the cylinder capacity and the compression. So the engine only developed its maximum output of 184kW (250hp) at an altitude of 1,800 meters. At ground level, it was throttled back. To convince the authorities that this engine really was superior to the competition, Maybach had a special test rig set up on the Wendelstein, a mountain in Bavaria. And he was proved right. The tests were a success and Maybach was soon able to try out his Mb-IVa engine in an airplane. In a test flight, a reconnaissance
95 years ago: Karl Maybach tests the first modern aircraft engine
Learning to fly
50 I MTU Report 03/12
plane with the Maybach engine was able to climb to an altitude of 5,000 meters in only 24½ minutes. Using a rival power unit that was equally powerful on the ground, the aircraft took 42 minutes to reach the same height. And the Mb-IVa engine had other advantages too. The oil was air-cooled by means of air scoops on the crankcase. Plus, it boasted twin fire-safe butterfly-valve carburetors and altitude-dependent control of the air/fuel mixture combined with simultaneous ignition timing adjustment – all of which made sure that fuel economy was efficient. The Mb IVa went into series production from 1917 and was used in Rumpler and Heinkel biplanes, among others.
After the end of World War I, the Treaty of Versailles banned German companies from making aircraft equipment of any kind – which, of course, included Maybach aircraft engines. The Allies destroyed all of the plant and equipment for making them. From that point on, the company started producing high-speed diesel engines.
Words: Lucie Maluck; Pictures: Tognum Group Archive
To find out more, contact: Dr. Heike [email protected], Tel. +49 7541 90-3225
In 1917 Karl Maybach set up a test rig at 1,800 meters above sea level to show that his aircraft engine produced more power at altitude than its competitors.

His
tory
The first modern aircraft engine: the Mb IVa was a six-cylinder inline spark-ignition engine with a capacity of 23.1 liters. At 1,400rpm it was capable of a maximum power output of 206kW (280hp) on the ground but was throttled back to 180kW (245hp). At an altitude of 1,800 meters it produced 184kw (250hp).
Maybach’s aircraft engine was used in Heinkel biplanes, among others.
After Karl Maybach had successfully demonstrated the engine’s capabilities on the top of the Wendelstein in Bavaria (bottom left), it was fitted in biplanes made by Rumpler (right) among others.
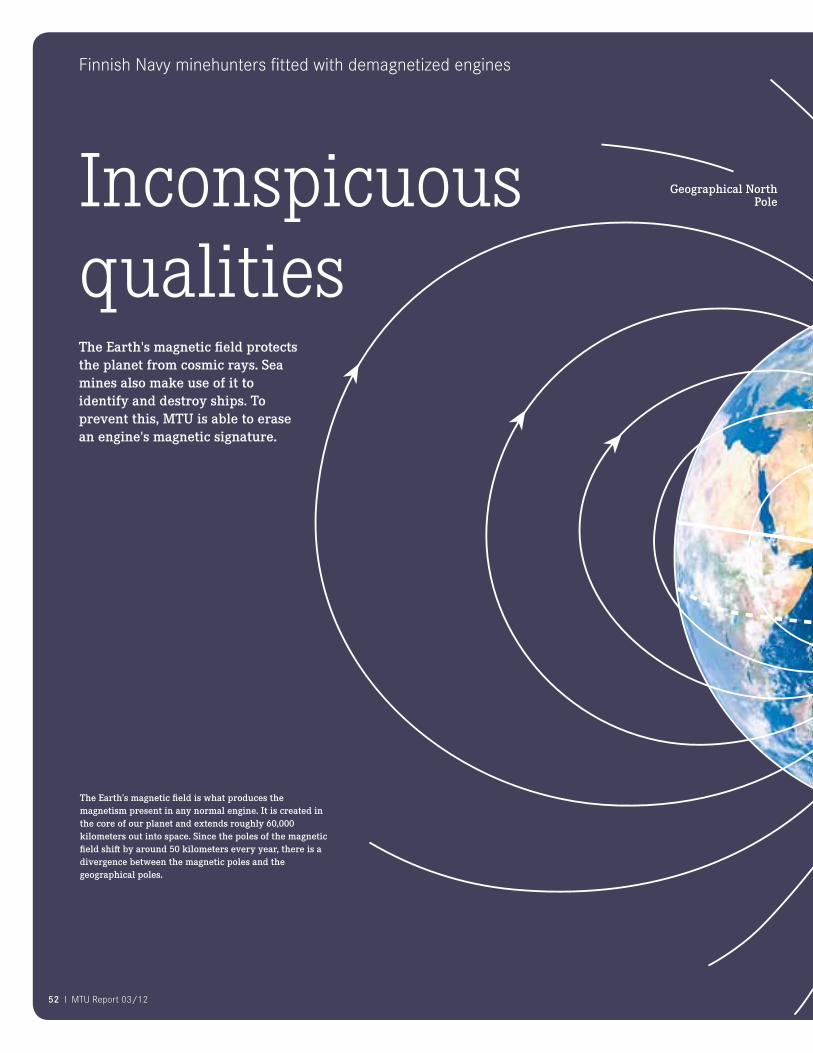
52 I MTU Report 03/12
The Earth’s magnetic field is what produces the magnetism present in any normal engine. It is created in the core of our planet and extends roughly 60,000 kilometers out into space. Since the poles of the magnetic field shift by around 50 kilometers every year, there is a divergence between the magnetic poles and the geographical poles.
Inconspicuousqualities
Finnish Navy minehunters fitted with demagnetized engines
Geographical North Pole
The Earth's magnetic field protects the planet from cosmic rays. Sea mines also make use of it to identify and destroy ships. To prevent this, MTU is able to erase an engine's magnetic signature.

MTU Report 03/12 I 53
Mar
ine
Magnetic South Pole
Magnetic Equator
Geographical
Equator

The cylinder liners and the other 16,000 components of the engine are then demagnetized in a coil. Ranging Facility Manager Albert Hagenlocher does this by passing an electrical current with a special wave envelope through the coil.

After Albert Hagenlocher has erased the magnetic signatures from all of the individual components, the engine can be assembled. The Ranging Facility Manager can then check the strength of the engine’s residual signature on a test track.
They lie hidden, often hundreds of meters below the surface of the water – but their effect is devastating. Today there are still well over 200,000 sea mines at the bottom of the Baltic Sea. They are left over from the Second World War and seriously limit commercial fishing and merchant shipping operations. If they are not spotted and a ship happens to pass over them, there will be no help for the vessel and its crew. That is why the Finnish Navy is aiming to commission three new minehunters in 2015 – costing a total of €250 million. MTU is supplying specially demagnetized engines both for propulsion and onboard power generation on the new ships.
Some things are just there all around us, unnoticed and taken for granted. Like the air we breathe, for example. Or the sun, without whose light and warmth we could not survive. The Earth’s magnetic field is another example. None of us is aware of it, but without the magnetic attraction of the poles, our world would be entirely different. Highly energized particles from the sun or outer space would very likely make life on Earth impossible if they were not trapped by the magnetic field thousands of kilometers above the planet. Whales, sharks and turtles use the magnetic field as a navigation aid. But
it is also used by sea mines for more sinister purposes. They are fitted with magnetic sensors so that they can detect when ships that they are programmed to destroy are close by. The job of seeking out mines and rendering them harmless is the purpose of a minehunter. The Finnish Navy is currently in the process of commissioning three such new vessels. The 52-meter craft will each be powered by two 8-cylinder MTU Series 396 engines. In this type of application, the performance of the engines is a secondary consideration because, when on minesweeping duty, the ships travel at no faster than five knots (9.3 kph). So that the minehunters can slip as silently as possible through the water, the engines have double resilient mountings. And their magnetic signature has all but been indistinguishably erased.
Accuracy and precisionBuilding such engines is a highly complex process that takes several weeks. “We need well over a hundred hours for one engine,” said Albert Hagenlocher, test track manager at MTU. That is because the engine is not demagnetized all at once. Hagenlocher has to demagnetize every component individually. The crankshaft, the camshaft, the con rods, the turbocharger, the cylinder heads and even the bolts – 16,000 components for every engine. A lot of work by
any standards. “But that is how we make sure that the magnetic signature of the components remains permanently weak,” he said, seemingly lost in his own thoughts as he placed a cylinder liner inside a demagnetizing coil.
Permanent and induced magnetic signaturesAt this point the magnetic signature is still very strong. A sea mine would immediately detect an engine with this component in it, and explode. To weaken the magnetic signature, the test track manager passes an electrical current with a special wave envelope through the coil. The wave envelope has a total of eight variables. The frequency and maximum strength of the current flowing through the coil are two of them. Setting exactly the right wave envelope is a very precise art. “You can’t teach this,” claimed Hagenlocher with a mischievous grin. He maintains it is much more a matter of experience, because every magnetic component has two different magnetic signatures – a permanent and an induced one. The permanent signature of the cylinder liner is something he can erase; but not the induced signature. That is determined by the Earth’s magnetic field, and it fluctuates constantly as well as varying between geographical regions.The Finnish minehunters are initially to be used only in the Gulf of Finland. But even that geographical limitation is far too wide-ranging.
Marine
MTU Report 03/12 I 55

A ship that has no magnetic signature when off the coast of Helsinki can be magnetically charged again when only 150 kilometers away off the coast of Turku, and thus be detectable by sea mines. So there are coil systems installed on board. They hide the ship’s magnetic signature by creating an opposing field that counterbalances the residual signature of the ship as a whole.
Measuring residual signatureMTU determines the strength of the engine’s residual signature on a purpose-built magnetic testing track. It is housed in a shed made entirely of wood and a special type of steel. With the aid of a probe 20 meters below ground and numerous coils in the shed, Albert Hagenlocher can simulate the magnetic field anywhere on the Earth with just a few mouse clicks. Then the engine – with its 16,000 demagnetized individual components now fully assembled – rolls along a track through the shed on a truck. On the three computer screens in front of him he can see the engine’s residual signature represented in nanotesla accuracy. Hagenlocher laughs with satisfaction. The engine has only a
56 I MTU Report 03/12
“We’ve got a sauna on board”Interview with Heikki Vierelä, Commandant of the „Katanpää”
Why does the Finnish Navy need minehunters? In the Gulf of Finland there are still thousands of mines left over from the Second World War. They put a serious limit on commercial fishing and merchant shipping operations. And apart from that, in asymmetrical warfare mines are a favored means of blockading port entrances, for example. Once we are thoroughly familiar with the ship, the Katanpää will also take part in international missions and clear mines in combat zones.
How do you track down mines under the water?We have sonar equipment on board that can locate mines under the sea by changes in the echo pattern. Some of the detection systems are permanently mounted on the ship, some are on self-propelled robots. The great advantage of the robots is that the ship and crew can stay back at a safe distance.
And what happens to the mines?That depends on how dangerous they are. Sometimes it is enough just to know their exact location so that we can mark them on sea charts. But if they pose any danger to other ships, fishing boats or divers, they have to be blown up.
The Katanpää is powered by MTU engines. What are the important features of the engines from your point of view?Quite clearly, a minimal magnetic and acoustic signature. Closely followed by reliability. The power is of secondary importance because the ship only travels at high speeds between deployment zones. When we are actually searching for mines, we use electric propulsion and only need one of the four MTU engines on board.
The Finns are famous for their saunas. Do you have one of those on board?Yes, we actually do have a sauna on board. It’s the same on all Finnish Navy vessels over a certain size. Saunas are part of Finnish culture and so are part of life on board a minehunter too. But it’s also there for safety reasons as well. Our divers have to defuse mines in the freezing waters of the Finnish Gulf, so being able to warm up in the sauna is very important.
INT
Erv
IEw
Heikki Vierelä is Commandant of the ”Katanpää”, the first of three new minehunters commissioned by the Finnish Navy.

MTU Report 03/12 I 57
The Finnish Navy has placed an order for three new minehunters at a cost of €250 million. MTU is supplying engines for them which have had their magnetic signatures removed by a complicated process. That makes them undetectable by sea mines.
very weak residual signature that will be easily counteracted by the onboard coil systems.
Quiet, inconspicuous and non-magneticAnd that means the engine is ready for duty on the Finnish minehunter Katanpää. She is due to enter service in 2015 and start clearing mines from the coastal areas of the Finnish Baltic along with her sister ships, the Vahterpää and Purunpää. Commandant Heikki Vierelä is already preparing himself and his crew for the mission. To begin with, his new ship will only operate in the Baltic, though he intimates that international missions are envisaged in five to ten years’ time. “Here in the Baltic Sea off the Finnish coast all the mines date from the Second World War. But in asymmetrical warfare, mines are a favored means of blockading port entrances, for example,” he explained. Using special sensors on the ship, he and his crew locate the mines then defuse or detonate them. The MTU propulsion
engines paired with Voith-Schneider propellers enable the crew to maneuver the vessel very precisely even in heavy seas and high winds because that combination allows the thrust to be infinitely varied without changing the engine speed. And with the help of the Callosum ship automation system, they can concentrate fully on the job in hand. The system controls and monitors not only the propulsion plant but also the MTU on-board power supply, the fire alarm system and the tank measuring system. “However, the most important requirement of the engines is that they are reliable,” the Commandant adds. They too should simply be there, unnoticed and taken for granted. Quiet, inconspicuous and – above all – non-magnetic.
Words: Lucie MaluckPictures: Robert Hack, Martin Roscher, Freddy Philips
To find out more, contact:Martin [email protected]. +49 7541 90-2694
Marine
Estonia
Latvia
Russia
Sweden
Finland
MTU Brown0-17-28-62CMYK
MTU Brown80% der FarbeCMYK
60%CMYK
40%CMYK
20%CMYK
60%CMYK
40%CMYK
20%CMYK
MTU Blue50-25-0-10CMYK
MTU Blue80% der FarbeCMYK
Gulf of Finland

58 I MTU Report 03/12
5
8
2
4
7
1
3
6 8
Ener
gy
1 7 o'clock in the morning in Germany, Italy and in France. 2 Martin is having a shave. 3 Michelle is making fried eggs. 4 Tim and Laura are making their morning toast. 5 Maria is boiling water for a cup of tea. 6 Lara is switching the computer on. 7 Luigi is warming the kitchen with a fan heater. 8 Hans is making coffee. They are all using so much electricity that the power being produced by the big public power plants and the small private plants at this moment is simply not enough and the diesel powered plants have to supply peak-load power.

Frank Weinmann is a qualified engineer and heads the Energy Generation and Procurement department.
Morning deliveryMTU Onsite Energy electricity generators supply emergency, control and peak-load power
The future of energy generation is localized and renewable. But that also changes the demands placed on the power grids. They will increasingly have to cope with larger, fluctuating amounts of energy from wind farms and solar arrays without allowing the grid voltage or frequency to drop out. To do so, they need flexible energy sources that the grid operators can call upon at short notice. The energy supplier ÜWAG in Fulda operates such an energy source. In recent years it has upgraded its power plant with custom-built diesel generators from MTU Onsite Energy and now supplies flexible emergency, control and peak-load power on the dot.
What does Hans Müller in Germany do at 7 in the morning? He makes a cup of coffee. Luigi Motta in Italy uses a fan heater to warm up the kitchen. Michelle Potier in France cooks breakfest. They all enjoy the last few moments of calm before the sun rises. Silence reigns but the grid is starting to hum. Because right on the dot of 7 a.m., not only Hans Müller, Luigi Motta and Michelle Portier use electricity – millions of other people do too. The electricity being generated just at this moment by power plants both big and small is not enough to cover the demand. The grid is overloaded.
Combined European grid deliversThis is the moment for flexible power plants. Überlandwerk Fulda Aktiengesellschaft (ÜWAG for short) is one of them. It was built 100 years ago – originally to supply electricity to the citizens of Fulda. But nowadays there is a combined European power grid into which not only large-scale power stations but an increasing number of smaller, localized energy plants feed their electricity. That power is distributed to the individual households and industrial facilities via a network of transformer stations and substations. ÜWAG in Fulda had to find itself a new place in that system – and succeeded in doing so.
Power for demand peaksThe plant supplies peak-load power when demand is so high that there is not sufficient capacity available in the combined grid. Just about the time when Hans Müller, Luigi Motta, Michelle Portier and millions of others switch on the lights or put on the kettle. “Between 7 and 8 in the morning and at about 8 in the evening demand for power rockets,” explained Frank Weinmann, head of the Energy Generation and Procurement department at ÜWAG. In the past, the demand peak occurred around midday, whereas now people use most electricity in the morning when they get up and when they get home in the evening. “The demand pattern gives you a good idea of how people’s lifestyles have changed,” he smiled.
To be able to balance out the demand peaks more effectively in future, ÜWAG in Fulda has spent €10 million modernizing its power plant in recent years. Two old diesel engines were retired and replaced by six smaller generator sets supplied by MTU Onsite Energy. The key component of each genset is a 20-cylinder MTU Series 4000 engine. “I don’t know of any diesel power station in the world that is more modern than ours right now,” said Frank Weinmann looking down proudly from the control room onto the blue MTU Onsite Energy power modules. “Those engines are real Ferraris,” he enthused. They can start up and synchronize with the European power grid within a matter of a few seconds. The old engines would have needed several minutes to do so.
Control power balances out grid fluctuations“In today’s power generation world you have to be fast,” he explained and he went on to point out that it is not just because demand peaks occur much more frequently nowadays. The constantly growing proportion of electricity from renewable sources is also a factor because, in contrast with conventional large-scale power plants, it is not possible to precisely predict how reliably they will supply energy to the grid. Put simply,
When ÜWAG Fulda was built 100 years ago it was on the edge of the town. But the city has grown since then and now it is right in the middle of the urban area.

60 I MTU Report 03/12
if the sun is shining or if it is windy, there is a power aplenty. But what happens on windless days or if the solar panels are covered in snow? That is when the supply frequency of 50Hz is at risk and the possibility of a power outage looms. So that it does not happen, the transmission grid operators fall back on sources of control power. These are mostly provided by the energy suppliers themselves. But local authority power plant operators like ÜWAG in Fulda are becoming increasingly important. The ÜWAG staff do not know when the engines will start up. The grid operators pay for the privilege of being able to call on the generators in an emergency. But when that point is reached is up to them. When they do draw on the supply, they have to pay the going rate. And what that is depends on how quickly the power plants can supply the electricity. Up to now, ÜWAG has mainly supplied what is called
Sven Kunkel (right) was in charge of the power plant conversion work. He worked closely with Dietmar Witzigmann (left) from MTU Onsite Energy. “When there were problems, most of the time nobody apart from us was aware of them, because we resolved them by talking directly to one another and avoiding bureaucracy,” is how the two describe their collaboration.
60 I MTU Report 03/12

MTU Report 03/12 I 61
tertiary or short-term operating reserve energy. That has to be available within 15 minutes of being called upon. However, with the new MTU Onsite Energy gensets, ÜWAG will be also be able to supply the substantially more lucrative secondary reserve power. To do so, a provider has to be capable of supplying 100% of the registered capacity within 5 minutes. Generating and delivering electricity that quickly is a major challenge because not only do the generators have to start up from standstill, they also have to synchronize their frequency, voltage and phases with the combined grid system within a matter of seconds. “Our modules can only do that because they are highly sophisticated and perfectly integrated systems made up of engine, generator and engine controller,” explained Dietmar Witzigmann, who was in charge of the project at MTU Onsite Energy.
Backup supply for emergenciesThat ability to supply energy within a few seconds also benefits the local population. Because ÜWAG not only provides peak-demand and control power for the big power grids, it also supplies electricity to the city of Fulda. If the national grid suffered a failure, the generators at ÜWAG would make sure all the lights do not go out. In that case, a “blackout startup” genset that requires no external electric pumps or auxiliary equipment to fire up automatically starts up and supplies the energy for the other five gensets to be started. Together, they can supply 24.8MW of electricity to power the street lights, traffic lights, hospitals, care homes, refuge hostels and community buildings. “Fulda is one of the few towns in Germany that can do this,” recounted Frank Weinmann confidently. So far, such an emergency has not happened, but the energy expert is
certain that the Germany can expect to see more power bottlenecks in the future.
Challenging conversionProject Leader Sven Kunkel was in charge of converting and updating the power plant. It was a considerable challenge for the electrical engineer because diesel engines had not been his specialist area before then. “I know all about power grids. But electricity generators were not part of my world before,” he smiled. There is little evidence of that now. Full of enthusiasm, he told of the many challenges he faced. It started even before the conversion because the power plant was actually too small for his plans. He wanted to be able to generate nearly 25MW of electrical power – as cleanly, economically and reliably as possible. “I did consider whether we should extend the plant, but that would have involved
Six gensets supplied by MTU Onsite Energy can start up within a few seconds and generate control energy as well as emergency and peak-demand power.
Energy

62 I MTU Report 03/12
MEM
O
Control energy
The expansion of renewable energies has brought with it greater fluctuations in the power grid because the wind is not always blowing and there is less sun on some days than on others. Despite that, the power grids in Europe hardly ever fail. Why is that? First of all, the electricity suppliers are obliged to submit accurate predictions of the amounts they will generate so that infeed to the grid can be planned as precisely as possible and the normal frequency of 50Hz can be maintained. But what happens if electricity consumption suddenly rises despite the most careful planning? That is when control power is called on to avert grid failure. This reserve supply balances out the fluctuations in the grid within a matter of seconds (primary energy reserve), minutes (secondary energy reserve) or a quarter of an hour (tertiary energy reserve).■ Primary reserve: energy supply has to be fully available within 30 seconds and
remain on stream for a total of 15 minutes.■ Secondary reserve: full reserve capacity has to be available within five minutes.■ Tertiary reserve: this has to be available within 15 minutes to take over from
the primary and secondary reserves.
An SCR system cleans the exhaust from the diesel engines so that their emission levels remain well below the limits demanded by the German TA Luft clean air regulations.
Olaf Dempewolf installed and commissioned the gensets in Fulda. Using a special remote access system he can not only monitor the plant on site but also from the office in Friedrichshafen.
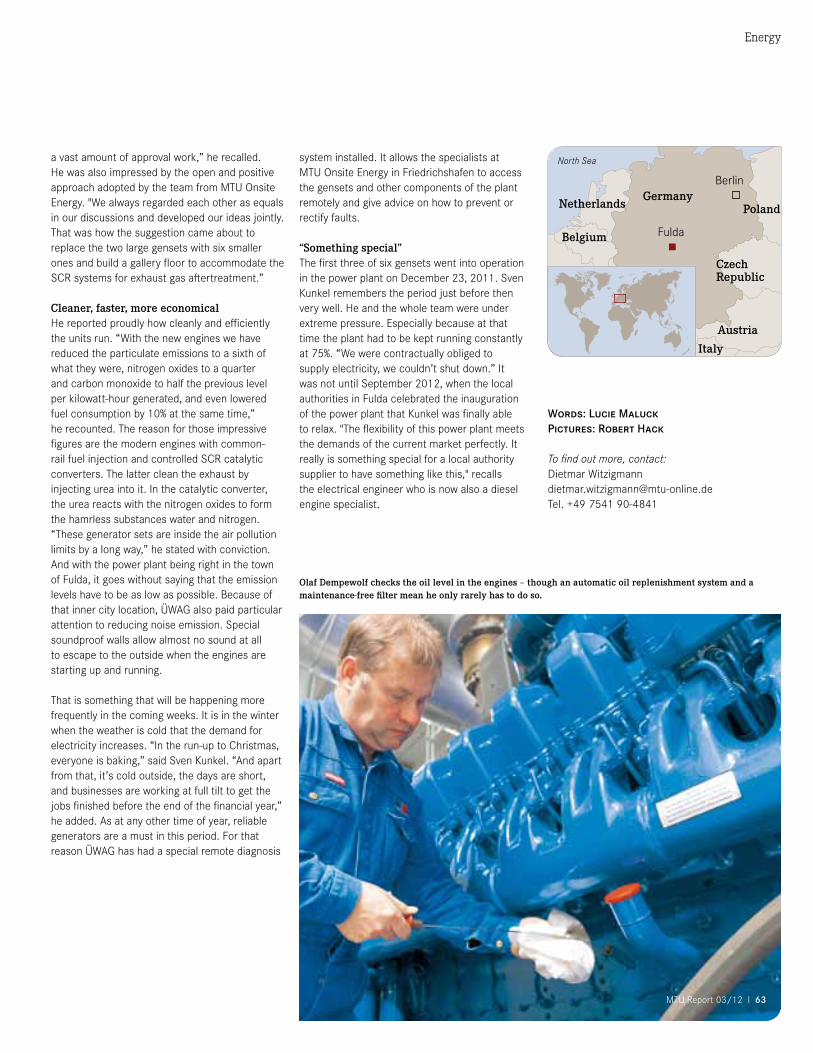
MTU Report 03/12 I 63
Germany
AustriaItaly
Fulda
Poland
Belgium
Netherlands
Czech Republic
Berlin
MTU Brown0-17-28-62CMYK
MTU Brown80% der FarbeCMYK
60%CMYK
40%CMYK
20%CMYK
60%CMYK
40%CMYK
20%CMYK
MTU Blue50-25-0-10CMYK
MTU Blue80% der FarbeCMYK
North Seaa vast amount of approval work,” he recalled. He was also impressed by the open and positive approach adopted by the team from MTU Onsite Energy. "We always regarded each other as equals in our discussions and developed our ideas jointly. That was how the suggestion came about toreplace the two large gensets with six smaller ones and build a gallery floor to accommodate the SCR systems for exhaust gas aftertreatment.”
Cleaner, faster, more economical He reported proudly how cleanly and efficiently the units run. “With the new engines we have reduced the particulate emissions to a sixth of what they were, nitrogen oxides to a quarter and carbon monoxide to half the previous level per kilowatt-hour generated, and even lowered fuel consumption by 10% at the same time,” he recounted. The reason for those impressive figures are the modern engines with common-rail fuel injection and controlled SCR catalytic converters. The latter clean the exhaust by injecting urea into it. In the catalytic converter, the urea reacts with the nitrogen oxides to form the hamrless substances water and nitrogen. “These generator sets are inside the air pollution limits by a long way,” he stated with conviction. And with the power plant being right in the town of Fulda, it goes without saying that the emission levels have to be as low as possible. Because of that inner city location, ÜWAG also paid particular attention to reducing noise emission. Special soundproof walls allow almost no sound at all to escape to the outside when the engines are starting up and running.
That is something that will be happening more frequently in the coming weeks. It is in the winter when the weather is cold that the demand for electricity increases. “In the run-up to Christmas, everyone is baking,” said Sven Kunkel. “And apart from that, it’s cold outside, the days are short, and businesses are working at full tilt to get the jobs finished before the end of the financial year,” he added. As at any other time of year, reliable generators are a must in this period. For that reason ÜWAG has had a special remote diagnosis
system installed. It allows the specialists at MTU Onsite Energy in Friedrichshafen to access the gensets and other components of the plant remotely and give advice on how to prevent or rectify faults.
“Something special”The first three of six gensets went into operation in the power plant on December 23, 2011. Sven Kunkel remembers the period just before then very well. He and the whole team were under extreme pressure. Especially because at that time the plant had to be kept running constantly at 75%. “We were contractually obliged to supply electricity, we couldn’t shut down.” It was not until September 2012, when the local authorities in Fulda celebrated the inauguration of the power plant that Kunkel was finally able to relax. "The flexibility of this power plant meets the demands of the current market perfectly. It really is something special for a local authority supplier to have something like this," recalls the electrical engineer who is now also a diesel engine specialist.
Words: Lucie MaluckPictures: Robert Hack
To find out more, contact:Dietmar [email protected]. +49 7541 90-4841
Olaf Dempewolf checks the oil level in the engines – though an automatic oil replenishment system and a maintenance-free filter mean he only rarely has to do so.
Energy
MTU Report 03/12 I 63

1 Lucie Maluck visited the Gulf Craft shipyard to see how yachts are built in the United Arab Emirates. 2 On her visit to a commercial deep-freeze facility, Katrin Hanger discovered how to turn heat into cold. 3 Bernd Scherer explains NC programming for cylinder heads to Katrin Beck.
Fabulous yacht-buildingThis is where luxury yachts are made? I found that hard to imagine as I wandered through the production halls at the Gulf Craft shipyard in the United Arab Emirates. The place was packed with people sawing, drilling, hammering and spackling. I had imagined luxury a little differently – ultra-modern with state-of-the-art machines glittering and sparkling. But, at Gulf Craft, yacht-building really does mean hand-built. Labor costs are low, so the shipyard can afford to pay people to do work that is carried out by machines in other companies. However, I do not intend to ponder too long on the issue – especially as the Belgian managing director explained that his workers liked to work long hours and thought that leisure time was unimportant. Nevertheless, the United Arab Emirates are simply fascinating and my stay there was like a visit to a land from the fables. And, of course, the story of Gulf Craft´s development is a fabulous tale. Find out more in our feature `The wedding planner´ (Page 36).
Artificial land“Please turn now”, “Please turn now”, “Please turn now” our satnav was obviously under the impression that we had already been driving around in the North Sea for quite a while. In reality, of course, we still had dry land under our wheels, albeit artificial land. The scene of our visit, the Jade-Weser-Port in Wilhelmshaven, was reclaimed by dumping sand and our satnav was obviously not yet completely familiar with this particular area.
The Jade-Weser-Port is also the site of the latest facility to be built by Nordfrost, the food logistics company, and it was here that our photographer and I wanted to visit the two combined CHCP modules set up by MTU Onsite Energy to provide heat, power and, most important of all, cooling. The process relies on absorption chillers, chemical reactions and the affinity of ammonia for water. And it is fascinating. Read about it for yourself on Page 44.
Production from a different angleIn this issue of MTU Report, I explain how an MTU cylinder head is manufactured. Before beginning the article, I had imagined myself in the production halls, standing at the conveyor belt next to a colleague from the assembly section. Accompanied by the typical sounds and smells of the assembly halls, my guide would take me through every single step in the process – or so I thought. I was therefore quite taken aback when I met Bernd Scherer sitting in front of a regular computer with no signs of production or assembly anywhere in sight! What I then found out was very impressive. Initially, a cylinder head is created on the computer – virtual production. The NC programming stage is the first and most important step and without it, the production machines could not even start up. Using multicolored but easy-to-grasp graphics, Scherer explained how the programming worked, what the vital factors were for production and why a cylinder head is created on the computer. You can read more on Page 26.
Talk
ing
of...
2
3
1What impressed our editors
Afterthoughts
64 I MTU Report 03/12
IMP
rIN
T
MTU Report The magazine of the MTU and MTU Onsite Energy brands PUBLISHED BY Tognum AG; Publisher's representative: Wolfgang Boller EDITOR IN CHIEF Lucie Maluck, e-mail: [email protected], Tel. +49 7541 90-2974 EDITORS Katrin Beck, e-mail: [email protected], Tel. +49 7541 90-6535; Bryan Mangum, e-mail: [email protected], Tel. +1 248 560-8484 OTHER AUTHORS Mirko Gutemann, Katrin Hanger, Chuck Mahnken EDITOR'S ADDRESS Tognum AG, Maybachplatz 1, 88045 Friedrichshafen DESIGN AND PRODUCTION designmanufaktur|ries, 88214 Ravensburg ORIGNATION wagner ...digitale medien, 88690 Uhldin gen-Mühlhofen PRINTED BY Druckerei Holzer, Weiler im Allgäu ISSN-Nr 09 42-82 59, reproduction quoting source permitted. WEBSITE ADDRES http://www.mtu-online.com
MTU report online
You can find the online version of MTU Report on the MTU Website at www.mtu-online.com under 'About MTU´'/'MTU Report' or in the App Keosk in the Apple Apstore.
Interested in getting news about the Tognum Group more often? In addition to MTU Report, you can also access our online newsletter MTU eReport which appears every two months with the latest information on the MTU and MTU
Onsite Energy brands. Log onto www.mtu-online.com, "About MTU" tab, "MTU Report".
Imprint
Talking of... …extreme conditions
Read more about extreme conditions of MTU engines on pages 20-25.
MTU Report 03/12 I 65

66 I MTU Report 03/12













![Mtu exportaciones[1]](https://img.pdfslide.net/doc/110x75/54933a7bb47959794d8b47d1/mtu-exportaciones1.jpg)














