-
8/3/2019 Auto Harness
1/14
Automotive Wiring HarnessAutomotive Wiring Harness
Manufacturing Process
Prepared by: Carlos Ayala
Date: February 5 1999
ECE 539
-
8/3/2019 Auto Harness
2/14
IntroductionThis report describes the manufacture and assembly
process for an
automotive wiring harness. The main function of a harness is to
transmitpower to the different components and modules in the
automotive. Therange of complexity for a wiring harness depends by
the quantity of wiresand components required for complete its
assembly. I will use a mediumsize harness for illustrations and
examples.
This report will follow the sequence that the operations occur
in the actualmanufacturing process. This sequence is not strictly
followed in all thecases, in fact there are many operations that
can be perform at the sametime and the particular sequence will
depend in the specific wiringharness design. Storage, incoming
inspection and packaging will not be
included in this report.
Contents
1)
Cutting and crimping
Preparation of circuits and subassemblies
Assembly Process (manufacturing strategies)
Testing (Electrical Continuity and visual inspection)
2)
3)
4)
5)
6)
7)
-
8/3/2019 Auto Harness
3/14
2
Cut t ing and Cr imp Term inat ion
The first part of the wiring harness manufacturing process is
the preparation of thecircuits. Circuit is a wire cut at the
required length and with terminals in one or both
ends, in other words is the raw material converted useful
component for the wiringharness assembly. The parameters that
define a circuit are the color, insulationmaterial, gage, strands
and terminals. Other characteristics often used are wire sealand
shrinking tubes. About 100 circuits compound a typical medium size
harness.The document that encloses all characteristics for
particular circuit is the Cut sheet.The information required to
develop the cutsheet comes from the wiring harnessblue print and
translated in manufacturing terms.
Samples of different circuits
The typical equipment that is required during this phase is an
automatic cuttingmachine. This machine is a high tech piece of
equipment drive by the use of acomputer. The operator will
introduce the circuit parameters in its memory and setup the
tooling and material required.
-
8/3/2019 Auto Harness
4/14
3
The wire is pull from the wire-packaging barrel by the feeding
system in anautomatic wire processing machine and cut the raw wire
to the required length. Ashort length of insulation is remove from
both ends of the circuit. A mechanical armwill hold the end of the
circuit and lead it to the die applicator station, passing thougha
sensor, which will verify that the circuit end has been strip
correctly. Once the
circuit end arrives to the die applicator station and it is in
correct position, themachine will activate a 5-ton press to apply
the terminal. The terminal is present in aroll loaded over a
carrier strip and is pull from the die applicator. Finally, the
circuit isdeliver to a container, which is release in batches. The
cycle of this complete circuitprocessing takes only a few seconds
and will be repeating as the quantity desire.
Almost all parameters in the cutter are easy to adjust according
to the circuitcharacteristics with the exception of the terminal
applicator. The terminal die is acustomized tool for each type of
terminal, and is adjust for particular wire size-insulation and
terminal combination. The optimization of the cutter machine in
largewill depends of the capacity for performing a quick tooling
change in the machine.
Some smed techniques are use in order to minimize the set-up
time. For low volumeof circuits is necessary to create a buffer of
circuits in order to optimize the machineset-up.
During this phase, crimping is the most critical operation
because is going todeterminate the electrical continuity between
the terminal and wire. There are twoparameters considered in direct
relationship with conductivity. Those parametersmust be monitoring
in order to assure the quality of the crimping. First the pull
forcerequired to remove a crimped terminal from the wire and the
second is the shape ofthe crimping area (high and width
dimensions).
Figure 2 shows the cross section photo of a good crimping
conditions.
Figure 2
-
8/3/2019 Auto Harness
5/14
4
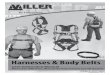
Each terminal type will require different high and width
parameters and actuallydifferent gages of the same terminal type
will also require different parameters.Figure 3 illustrate a table
of values required for the same terminal type in severalgage
applications.
Figure 3
Because the importance of having a good crimping condition the
process requiresvery, close monitoring. Since the cutting rate is
about 3,000 circuits per hour is verydifficult the implementation
of SPC. A very good aid for monitoring 100% of theproduction is a
device called crimp force monitor (CFM). The CFM is an
electronic
device connected to the CPU of the cuter. The CFM will compare a
curve of forcerequired by the system to apply good crimping Vs
every single application that
follows the same pattern. When there is a terminal change a new
curve, have to begenerating with the first ten samples. The
material variation (terminal and wire),defective wire processing,
wrong material and mechanical failures are the reasonsof deviation
from the sample curve.
-
8/3/2019 Auto Harness
6/14
5
Once the cutting and crimping process are complete the some
circuits will go directlyto the assembly line and others will go to
the Preparation of circuits andsubassemblies area.
Preparat ion of c i rc ui ts and
subassembl ies
The most common processes involve in a circuit preparation
are:
a) Circ uit s Splic ing :
Circuits splicing are use in places where, as a result of the
design of the wiringharness, there is not other possibility of a
fixing wiring connection. In addition, it isuse to avoid
complicated looping of the individual circuits from one
consumingdevice to another.
The circuit splicing are used as wiring distributors and serve
to distribute the currentfrom the supply line to the individual
consumer supply lines.
From thee approved methods for splicing, ultrasonic welding is
the one that willprovide best quality of conductivity. Also
ultrasonic welding process is clean, fastand uses no
consumables.
-
8/3/2019 Auto Harness
7/14
6
The ultrasonic welds are produced by the introduction of high
frequency mechanicalvibration between two components. One component
is held stationary while theother is "scrubbed" against it at
20,000 or 40,000 cycles per second. When pressureis applied between
the two components, the surface films and oxides are dispersedand
precisely controlled friction weld is achieved. As the molecules
are mixed
between similar or dissimilar metals at the weld interface, the
true metallurgic bondis produced.
The wires to be joined are placed between the tip and the anvil
in the ultrasonicwelder by the operator and depressing the foot
switch starts the weld cycle. An aircylinder advances the
ultrasonic stack to compact the wire within the cavity formedby the
tip and anvil (see figure) 4. The ultrasonic vibration of the tip
scrubs the wiresagainst each other causing the bonding between wire
strands. At completion of thetime cycle, the tip retracts
permitting the weld nugget to be removed.
-
8/3/2019 Auto Harness
8/14
7
Once the join is complete, the nugget is insulated using
dielectric tape or heatshrinking tube.
As more wires are present on each side of a splice, the
difficulty in positioning thewires within the welder cavity
increases. This depends on the size of the wires that
the operator must pick and arrange in the cavity. This can
result in poor qualitywelds and in some cases frayed strands.
As well as crimping, the conductivity of the splice is very
important, and theparameters in direct relationship with
conductivity are, the nugget dimension and thepull force required
for take apart a circuit from the welding. The nugget
dimensions(high and width) are automatically controlled by the
ultrasonic welding machine andin fact SPC can be monitored
automatically as well. The pull force is also monitoredby SPC
sampling the process and plotting results.
b) Molding
The mold process has several applications in the manufacture of
wiring assemblies.Mold insulation is used over terminals,
connectors, splices, and on harnessbranches. The most common use is
on grommets molded over the harness branch
and used in those places where the wiring harness has to pass
through theautomotive frame. Grommets are used as a sealing
component to prevent waterintrusion and noise reduction.
There are several types of molding machines and its application
will depend on,mold size and mold material. One of the molding
machines with wider applications isthe Newbury injection-molding
machine. This is a 30-ton reciprocating screwmachine and has
capacity for manufacture in 1 and 3 ounces and mold a widevariety
of plastic materials. The machine is equipped with a lower mold
shuttle whichallows parts to be located into 1 mold half while the
part in the other mold half isbeing process. The cycle time is a
function of how large the shot is the materialbeing used, and the
design of the part. Large parts with thick wall sections
requiremore curing time to stabilize dimensions.
The sequence of operation is as follow: At the conclusion of the
cycle, the clampopens and the machine stops. The operator that was
installing the harness in theother half of mold depress the two
close-mold pushbuttons simultaneously causingthe shuttle table to
shift, and place the mold half with the wiring in it under the
clamp.
-
8/3/2019 Auto Harness
9/14
8
After a hesitation, the mold closes and the cycle start over,
providing thepushbuttons remain depressed. If the pushbuttons are
released during the hesitationperiod, the machine will not continue
the cycle until the buttons are againdepressed.
Although molded parts are very useful in wiring harnesses, its
use has decreasedsignificantly due the high quality risk and
extreme safety actions required to operatethe equipment.
New connectors design has replaced molds in terminals and
connectors, and e--molded rubber Applied grommets are now available
for replace the moldedgrommets. Applied grommets are now more
common that mold grommets an itsassembly is much simpler than a
molded grommet. The grommet stretcher is thedevices used for attach
the grommet to the harness and can vary from manual to apneumatic
device.
Assembly Proc essThe assembly process is the major step in the
wiring harness manufacturingprocess. Harness assembly is an
operator dependent process and the goal is toreduce this and
increase automation. Here all the components of a wiring harnessare
assembly to complete the part.
Unlikely the other process production lines in assembly have to
be separated byfamily harness. A family harness is compounded by a
group of harnesses that aresimilar and can be produced in the same
tool.
Several manufacturing techniques can be used to complete the
harness assembly.A rotary assembly line consists of Jigboards,
conveyor rotary and off-line equipment.Jigboards are mounted on top
of the conveyor rotary chain, which moves theJigboards in a
horizontal flow rotating around the conveyor.
The Jigboards is the harness assembly tool and is made of wood
or perforate steelto hold the wiring harness during its assembly.
It serves as an aid in getting the
-
8/3/2019 Auto Harness
10/14
9
correct dimensions, orientations and provides ease in taping,
blocking and wirestringing operations.
The jigs are individually mounted on a jig car, which are hooked
to the rotaryconveyor chain. The jig is a board with an overlay
sheet pasted on the surface and
covered with a plastic protection. The overlay is the drawing
representation of thepart and indicates position for the jig
components such as holding fixtures forconnectors and clips,
brackets, forks and indicators. The jig components assist inholding
connectors and circuits, routing bundles, taping and clip
presentation.
-
8/3/2019 Auto Harness
11/14
10
Overlay for 98AG-14401 wiring harness family
Rotary conveyors consist of 10-foot sections and 2 end sections
together with avariable high-speed torque motor. It provides the
circular transfer motion of theboards during assembly operations.
The rotary is designed for continuos motion at a
set speed necessary for the line to catch up with the production
schedule. The rotaryline is designed to produce a specific number
of harnesses per rotation.
Wiring assembly production line using the Rotary concept.
The production output is controlled by the speed of the
conveyor. The assemblystarts at one point of the rotary (first
end), is partially assembly in the differentworkstations, and is
completed as the rotary conveyor is transferring it from onestation
to another. The harness is taken off in the other end of the rotary
when it iscomplete.
Assembly set-upIN
OUT
-
8/3/2019 Auto Harness
12/14
11
Elect r ic a l Test ing.
After the last operation affecting continuity, all wiring
assemblies shall be electricallytested 100%. The electrical test
must check for crossed circuits, opens and shorts.Connectors that
are mounted to a bracket before shipment, clips and othercomponents
must be checked to verify that they are in the correct position.
The testis conducted sequentially, testing each circuit and each
branch of each circuit. Thistest includes the functionality of
electronic components as diodes or relays.Connectors assemblies
that uses a secondary terminal lock component such awedge or bar
are also tested to verify the presence and correct position of
thissecondary lock component.
All wire assembly harness is subject to the continuity test. It
is required re-testing allpositions if any connector fails to have
every position successful tested.
-
8/3/2019 Auto Harness
13/14
12
Once the test is successful complete, the test board provides
the operator with asuccess signal and releases the locking
mechanism on the fixtures that hold the
connectors.
Modular electrical test boar
-
8/3/2019 Auto Harness
14/14
13