Embed Size (px)
DESCRIPTION
Bài giảng HACCP.pdf
Citation preview

1
Lê Minh Tâm 1
HACCPHACCPHỆ THỐNG QUẢN LÝ CHẤT LƯỢNG AN TOÀN THỰC PHẨM DỰA TRÊN
PHÂN TÍCH CÁC MỐI NGUY VÀ ĐIỂM KIỂM SOÁT TỚI HẠN
HAZARD ANALYSIS AND CRITICAL CONTROL POINT SYSTEMHAZARD ANALYSIS AND CRITICAL CONTROL POINT SYSTEM
Lê Minh Tâm, HCMC_FIC
Lê Minh Tâm 2
1. Lời nói đầu
2. Mục tiêu khóa học
3. Kỳ vọng của môn học
4. Phương pháp hướng dẫn
Chương 1: Giới thiệu
1.1. HACCP là gì?
1.2. Lịch sử HACCP
1.3. Tại sao áp dụng HACCP ?
Nội dung chương trình
Lê Minh Tâm 3
Chương 2 CÁC NGUYÊN TẮC CƠ BẢN CỦA HACCP
2.1. Khái niệm về HACCP
2.2. Bảy nguyên tắc của HACCP
Chương 3 CÁC BƯỚC THỰC HIỆN HACCP
3.1. Cách thực hiện HACCP
3.2. Bước 1-5
3.3. Bước 6-8
3.4. Bước 9-12
Nội dung chương trình
2
Lê Minh Tâm 4
Chương 4 CÁC CHƯƠNG TRÌNH TIÊN QUYẾT4.1. Thực hành sản xuất tốt- GMP 4.2. SSOP
Chương 5 ĐÁNH GIÁ HỆ THỐNG HACCP5.1. Định nghĩa5.2. Các loại hình đánh giá hệ thống HACCP5.3. Các bước đánh giá hệ thống HACCP5.4. Thủ tục cấp giấy chứng nhận HACCP
Nội dung chương trình
Lê Minh Tâm 5
LỜI NÓI ĐẦU
• Hệ thống các biện phòng ngừa, không phải đối phó
• Là phương tiện dùng để bảo vệ thực phẩm “chống lại” các mối nguy hại có nguồn gốc: sinh học, hoá học và vật lý
• Không phải là hệ thống hoàn toàn không có rủi ro. Nó được thiết kế nhằm giảm thiểu các mối nguy về an toàn thực phẩm
• Hệ thống HACCP có thể tích hợp với các hệthống quản lý chất lượng hoặc có thể sử dụng một cách riêng biệt
Lê Minh Tâm 6
Mục tiêu của môn học• Thời lượng: 10 tiết • Thời gian: • Kết quả dự kiến-Sinh viên trình bày được:
– Các khái niệm về HACCP– Nội dung và yêu cầu của HACCP– Sử dụng các CCP để giảm thiểu rủi ro– Kiểm soát việc áp dụng thực hiện hệ thống
tài liệu vào thực tế của Tổ chức– Thủ tục đăng kí hệ thống HACCP

3
Lê Minh Tâm 7
Phương pháp hướng dẫn
• Hướng dẫn (10%)• Tự học (60%)• Thảo luận (20%)• Bài tập tình huống (15 tiết)
Lê Minh Tâm 8
• Định nghĩa HACCP • Lịch sử HACCP - Lợi ích HACCP• Áp dụng HACCP• Các định nghĩa có liên quan HACCP
Chương 1- Giới thiệu HACCP
Lê Minh Tâm 9
HACCP là gì?:H
A
C
C
P
azard
nalysis
ritical
ontrol
oints
Chương 1- Giới thiệu HACCP
4
Lê Minh Tâm 10
• Một tiêu chuẩn về an toàn thực phẩm, được xác định bởi FAO/WHO,Codex 1993
• Hệ thống ngăn ngừa nhằm cung cấp sự đảm bảo an toàn thực phẩm qua việc phân tích các mối nguy về sinh học, hoá học, vật lý vốn có trong quá trình sản xuất, từ sự thu mua nguyên vật liệu và xử lý, chế biến, phân phối, tiêu thụ đến thành phẩm
• Xác định các mối nguy để ngăn ngừa, loại trừhoặc giảm thiểu đến mức có thể chấp nhận được tại các CCP
Chương 1- Giới thiệu HACCP
Lê Minh Tâm 11
Khuyến nghị
• Tất cả các cơ quan thẩm quyền nên chấp nhận tiếp cận HACCP và coi nó là bắt buộc đối với các nhà chế biến thực phẩm
Viện Hàn lâm Khoa học Hoa Kỳ, 1985
Lê Minh Tâm 12
Tại sao áp dụng HACCP• Thúc đẩy thương mại quốc tế nhờ độ tin
cậy về độ an toàn thực phẩm• Thích hợp với việc quản lý chất lượng : hệ
thống ISO 9000• Hệ thống HACCP có thể được áp dụng
trong suốt dây chuyền thực phẩm từ khâu xử lý sơ bộ đến sử dụng sản phẩm cuối cùng

5
Lê Minh Tâm 13
Lịch sử HACCP Năm 1960 NASA chấp nhận hệ thống
an toàn thực phẩm cho các phi hành gia
Năm 1971 công ty Pillsbury trình bày HACCP lần đầu tiên tại hội nghị toàn quốc đầu tiên tại Mỹ để bảo vệ an toàn thực phẩm1973 - Cơ quan dược và thực phẩm Mỹ (USFDA) đã đưa HACCP vào trong qui chế về thực phẩm đóng hộp có hàm lượng acid thấp
Chương 1- Giới thiệu HACCP
Lê Minh Tâm 14
Năm 1980 , nguyên tắc HACCP đã được nhiều cơ sở áp dụng
Năm 1985 cơ quan nghiên cứu khoa học quốc gia Mỹ đã khuyến cáo các cơ sở chế biến thực phẩm nên sử dụng HACCP để đảm bảo ATTP và Bộ nông nghiệp Mỹ cũng áp dụng HACCP trong thanh tra các loại thịt và gia cầm .
Năm 1988 Uỷ ban quốc tế các tiêu chuẩn vi sinh thực phẩm (ICMSF), Hiệp hội quốc tế về thực phẩm và vệ sinh môi trường (IAMFAS) cũng đã khuyến cáo nên sử dụng HACCP để đảm bảo an toàn thực phẩm.
Năm 1993 Tổ chức y tế thế giới (WHO) đã khuyến khích sửdụng HACCP trong lệnh số 93/12/3 EEC
Lịch sử HACCPChương 1- Giới thiệu HACCP
Lê Minh Tâm 15
Lợi ích của HACCP
• Tiếp cận một cách có hệ thống• Kiểm soát dựa trên sai lỗi chứ, không
kiểm nghiệm sản phẩm cuối cùng.• Vượt qua các rào cản kỹ thuật• Phòng ngừa các nguy hại trong quá
trình sản xuất• Giảm chi phí trong sản xuất và có
nhiều thời gian hơn trong việc giải quyết các vấn đề về an toàn thực phẩm
• Được quốc tế chấp nhận• Phù hợp với các qui định về pháp luật

6
Lê Minh Tâm 16
Áp dụng HACCP
• Áp dụng dễ dàng cho các quy trình chế biến thực phẩm
• Áp dụng một cách có hệ thống từ“nguyên liệu” đến “sản phẩm”
• Phân tích các mối nguy: sinh học, vật lý, hóa học
• Thành lập đội HACCP• Huấn luyện đội ngũ thi hành cũng
như đội ngũ trực tiếp sản xuất
Lê Minh Tâm 17
CÁC ĐỊNH NGHĨA CỦA HACCP1.Kiểm soát (/v/: control) : là /v/ tiến hành mọi biện pháp cần thiết để đảm bảo sự tuân thủ các tiêu chuẩn đề ra trong kế hoạch HACCP.
2.Sự kiểm soát (/n/: control) : là /n/ trạng thái khi tất cả các thủ tục đúng được tuân thủ và các tiêu chuẩn đều đạt.
Lê Minh Tâm 18
3.Biện pháp kiểm soát (Control measure) : là các hoạt động dùng để loại trừ mối nguy hoặc làm giảm mối nguy đến mức có thể chấp nhận được.
4.Hành động sửa chữa (Corrective actions) : là các hoạt động cần thiết phải tiến hành khi kết quả giám sát tại một điểm kiểm soát tới hạn cho thấy đã bị mất kiểm soát.
5.Điểm kiểm soát tới hạn (Critical Control Point): làmột điểm hoặc là một bước ở trong quá trình sản xuấttại đó phải kiểm soát để loại trừ mối nguy hoặc giảm mối nguy xuống mức có thể chấp nhận được hay nói cách khác điểm kiểm soát là một mắt xích quan trọng.
CÁC ĐỊNH NGHĨA CỦA HACCP

7
Lê Minh Tâm 19
6. Giới hạn tới hạn (Critical Limit): là chỉ tiêu (thường được minh họa bằng số liệu) phân giới giữa phạm vi chấp nhận được và không thể chấp nhận được.
7. Sự sai lệnh (Deviation) : là sự vượt quá giới hạn tới hạn.
8. HACCP :Một hệ thống xác định, đánh giá, và kiểm soát các mối nguy đáng kể đối với an toàn thực phẩm .
9. Kế hoạch HACCP (HACCP Plan) : là các tài liệu được xây dựng trên nguyên tắc HACCP để kiểm soát các mối nguy có ý nghĩa đối với an toàn thực phẩm ở công đoạn đang xem xét của dây chuyền sản xuất thực phẩm.
CÁC ĐỊNH NGHĨA CỦA HACCP
Lê Minh Tâm 20
10. Sơ đồ quy trình sản xuất : cách trình bày có hệthống trình tự các bước hay các hoạt động thao tác được dùng trong sản xuất hoặc chế biến một mặt hàng thực phẩm cụ thể .
11. Quy phạm sản xuất tốt (Good Manufacturing Practice – GMP) : Những biện pháp, thao tác thực hành cần phải tuân thủ, nhằm kiểm soát mọi yếu tố ảnh hưởng tới quá trình hình thành chất lượng sản phẩm .
CÁC ĐỊNH NGHĨA CỦA HACCP
Lê Minh Tâm 21
12. Mối nguy : là các tác nhân sinh học, hoá học hay vật lý của thực phẩm (hoặc tình trạng của thực phẩm) cókhả năng gây hại cho sức khoẻ con người .
13. Rủi ro : Ước lượng khả năng xẩy ra mối nguy.
14. Vi phạm : Vượt quá giới hạn tới hạn .
15. SSOP : (Sanitation Standard Operating Procedure ):
Quy phạm vệ sinh chuẩn.
CÁC ĐỊNH NGHĨA CỦA HACCP
8
Lê Minh Tâm 22
• Nguyên tắc 1 : Tiến hành xác định mối nguy
• Nguyên tắc 2 : Xác định các CCP
• Nguyên tắc 3 : Thiết lập giới hạn tới hạn
• Nguyên tắc 4 : Thiết lập các thủ tục kiểm soát các điểm CCP
• Nguyên tắc 5 : Thiết lập hành động sữa chữa
• Nguyên tắc 6 : Thiết lập thủ tục thẩm tra
• Nguyên tắc 7 : Thiết lập thủ tục lưu trữ hồ sơ
Chương 2 NGUYÊN TẮC CỦA HACCP
Lê Minh Tâm 23
• Chuẩn bị sơ đồ quy trình công nghệ của đối tượng xây dựng HACCP.
• Nhận diện và liệt kê tất cả các mối nguy có thể xẩy ra và các biện pháp phòng ngừa,kiểm soát các mối nguy.
Nguyên tắc 1: XÁC ĐỊNH MỐI NGUY
Lê Minh Tâm 24
•Phân tích mối nguy là việc xác định các nguy hiểm gây hại cho người sử dụng cóthể có mặt trong sản phẩm.
• Mối nguy có thể được tìm thấy trong nguyên liệu, trước hoặc sau một công đoạn chế biến
•Mối nguy cũng có thể là kết quả của một sai lệch, trục trặc trong quy trình chế biến
Chú ý: Hệ thống HACCP chỉ kiểm soát, phòng ngừa các mối nguy về an toàn thực phẩm
Nguyên tắc 1: XÁC ĐỊNH MỐI NGUY
9
Lê Minh Tâm 25
• Sử dụng cây quyết định (Decision Tree) để quyết định các Điểm kiểm soát tới hạn - CCP trong quy trình sản xuất
Nguyên tắc 2 -HACCP2. XÁC ĐỊNH CÁC CCP
Điểm kiểm soát tới hạn (Critical Control Point)là một điểm hoặc là một bước ở trong quá trình sản xuất tại đó phải kiểm soát để loại trừ mối nguy hoặc giảm mối nguy xuống mức có thể chấp nhận được.
Lê Minh Tâm 26
• Xác định các điểm kiểm soát trọng yếu trong quy trình sản xuất
• Các sai sót, hỏng hóc trong quy trình có thể là nguyên nhân, điều kiện hoặc các tác nhân góp phần gây ra sựxuất hiện các mối nguy
• Tại các điểm kiểm soát trọng yếu, có thể loại trừ, ngăn ngừa hoặc giảm thiểu sự xuất hiện các mối nguy
• Một lợi ích của nhà sản xuất khi thực hiện đúng hệ thống HACCP là có thể tập trung năng lực để kiểm soát các điểm trọng yếu thực sự - CÂY QUYẾT ĐỊNH
Nguyên tắc 2 -HACCP
Lê Minh Tâm 27
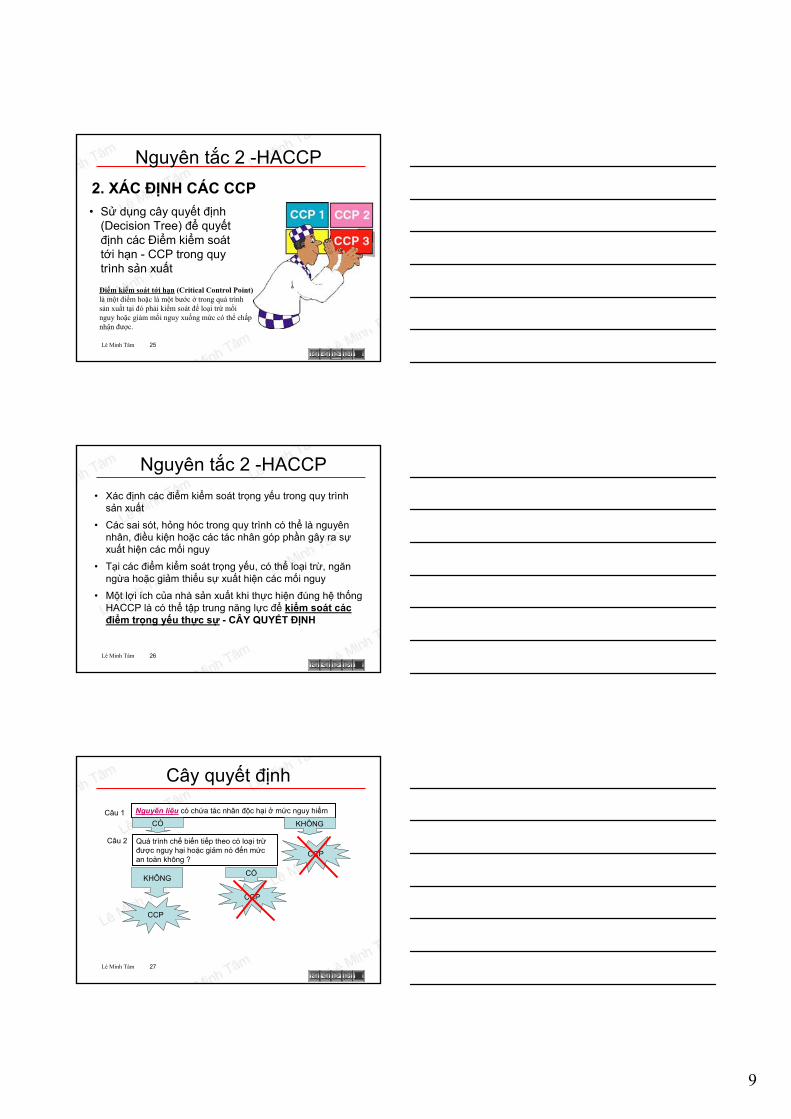
Cây quyết định
Nguyên liệu có chứa tác nhân độc hại ở mức nguy hiểm
CÓ
Quá trình chế biến tiếp theo có loại trừ được nguy hại hoặc giảm nó đến mức an toàn không ?
Câu 1
Câu 2
KHÔNG
KHÔNGCÓ
CCP
CCP
CCP

10
Lê Minh Tâm 28
Cây quyết định
Công thức thành phần của sản phẩm trung gian hoặc sản phẩm cuối cùng có cần phải ngăn ngừa mối nguy hại tăng lên quá ngưỡng giới hạn không?
CÓ
Câu 3
KHÔNG
CCP CCP
Lê Minh Tâm 29
Cây quyết địnhCó thể xẩy ra ô nhiễm hoặc tái ô nhiễm không? _ Trả lời: Có
Có thể tăng mối nguy hại lên không?
CÓ
Liệu cách thức chế biến/tiếp xúc tiếp theo có loại trừ được nguy hại không?
Câu 4
Câu 5KHÔNG
KHÔNG CÓ
CCPCâu 6: Công đoạn chếbiến có xu hướng loại trừhoặc giảm mối nguy đến mức an toàn không?
KHÔNG CÓ
CCP
CCP
CCP
Lê Minh Tâm 30
• Xác định được các giới hạn tới hạn, hay những tiêu chuẩn cho phép của các CCP nhằm kiểm soát các CCP
Nguyên tắc 3- HACCP3. XÁC ĐỊNH GIỚI HẠN TỚI HẠN
• Một ngưỡng giới hạn là tiêu chuẩn cần phải đạt đối với mỗi biện pháp phòng ngừa áp dụng cho mỗi CCP
• Một ngưỡng giới hạn nên được cung cấp trong một thời gian xác định
• Nếu sự sai lệch so với ngưỡng giới hạn càng lớn thi đòi hỏi mức độ hành động càng phải mạnh mẽ, dứt khoát. Ví dụ: loại bỏ sản phẩm
11
Lê Minh Tâm 31
• Thi hành các hệ thống để điều khiển tình trạng kiểm soát của các mối nguy đã được nhận diện
• Lưu giữ và ghi chép tài liệu và kiểm soát chặt chẽ các tài liệu “kiểm soát”
Nguyên tắc 4 - HACCP4. THIẾT LẬP THỦ TỤC KIỂM SOÁT
Lê Minh Tâm 32
Xây dựng các kế hoạch cụ thể đểthiết lập các hành động sữa chữa các CCP khi có khả năng “vượt giới hạn cho phép”. Các hành động này hiệu quả và đã lên kế hoạch sẵn
Nguyên tắc 5 - HACCP5. THIẾT LẬP HÀNH ĐỘNG SỮA CHỮA
Lê Minh Tâm 33
Nguyên tắc 6 - HACCP6. THIẾT LẬP THỦ TỤC THẨM TRA
Thực hiện các kế hoạch cụthể nhằm kiểm tra Kế hoạch HACCP vận hành có tốt hay không?
12
Lê Minh Tâm 34
• Xác định Hệ thống HACCP hoạt động có tốt ko?• Xem xét các ngưỡng giới hạn nhằm kiểm tra
xem chúng có kiểm soát tốt sự xuất hiện các mối nguy không?
• Nhà sản xuất có thể làm việc này• Giới hạn cần được định kì đánh giá, chú ý các điều kiện môi trường chế biến
• Lấy mẫu định kì đánh giá giới hạn tới hạn
Nguyên tắc 6 - HACCP6. THIẾT LẬP THỦ TỤC THẨM TRA
Lê Minh Tâm 35
Thiết lập tài liệu, thủ tục lưu trữ hồ sơ phù hợp với các nguyên tắc, cách áp dụng của HACCP
Nguyên tắc 7 - HACCP7. THIẾT LẬP THỦ TỤC HỒ SƠ
Lê Minh Tâm 36
Chương 3 CÁC BƯỚC THỰC HIỆN HACCP
3.1. Bước 1-5
3.2. Bước 6-83.3. Bước 9-12
7 Nguyên tắc
Bước cơ bản

13
Lê Minh Tâm 37
• Bước 1 : Thành lập đội HACCP
• Bước 2 : Mô tả sản phẩm
• Bước 3 : Xác định mục đích sử dụng
• Bước 4 : Xây dựng sơ đồ quy trình sản xuất
• Bước 5 : Thẩm định tại chỗ QTSX
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 38
• Bước 6 : Liệt kê & phân tích mối nguy & đề ra biện pháp kiểm soát các mối nguy(Nguyên tắc 1)
• Bước 7 : Xác định các CCP (Nguyên tắc 2)
• Bước 8 : Thiết lập ngưỡng giới hạn tới hạn cho mỗi CCP (Nguyên tắc 3)
• Bước 9 : Thiết lập hệ thống giám sát cho mỗi CCP (Nguyên tắc 4)
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 39
• Bước 10: Thiết lập các hành động khắc phục (Nguyên tắc 5)
• Bước 11: Thiết lập các thủ tục thẩm định (Nguyên tắc 6)
• Bước 12: Thiết lập hệ thống tài liệu và lưu trữ hồ sơ (Nguyên tắc 7)
12 BƯỚC TIẾN HÀNH HACCP
14
Lê Minh Tâm 40
*Xác định đối tượng nghiên cứu• Lưu ý:
– Sản phẩm, quy trình hoặc các hoạt động nghiên cứu– Các mối nguy: vi sinh, hóa học, vật lý– An toàn, chất lượng của đối tượng nghiên cứu– Quan điểm về an toàn, tiêu thụ, sản xuất, giao nhận đối với sản phẩm thực phẩm v.v…
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 41
1. Thành lập nhóm.
• Có quyết định giao nhiệm vụ, quyền hạn, điều kiện hoạt động
• Đại diện các bộ phận có liên quan trong sản xuất
• Phải được đào tạo về GMP, HACCP
12 BƯỚC TIẾN HÀNH HACCP
1. Thành lập đội HACCP
Lê Minh Tâm 42
2. Thành phần nhóm HACCP• Đội HACCP có tính kỷ luật cao.• Có các chuyên gia và phòng ban chuyên môn:
– Bộ phận sản xuất– Bộ phận đảm bảo chất lượng (QA)– Phòng thử nghiệm, phòng kĩ thuật,– Phòng kinh doanh, nghiên cứu phát triển
• Doanh nghiệp nhỏ: tìm kiếm các chuyên gia bên ngoài có kinh nghiệm để tham vấn.
• Đội trưởng: Có kiến thức về HACCP.• Thư kí chương trình HACCP: ghi nhận các cuộc thảo luận và
quyết định của đội
1. Thành lập đội HACCPOur HACCP Team
12 BƯỚC TIẾN HÀNH HACCP

15
Lê Minh Tâm 43
3.Yêu cầu của thành viên trong đội HACCP.
• Kiến thức cơ bản về công nghệ, dụng cụ trong cơ sở sản xuất
• Tình trạng thực tế của hoạt động sản xuất
• Vệ sinh an toàn thực phẩm• Nguyên tắc và kĩ thuật HACCP
12 BƯỚC TIẾN HÀNH HACCP
1. Thành lập đội HACCP
Lê Minh Tâm 44
4. Trách nhiệm của trưởng nhóm HACCP• Điều phối công việc của nhóm• Thực hiện kế hoạch đã thống nhất• Đề xuất với lãnh đạo bố trí thời gian,
tiền bạc, nguồn lực cần cho hoạt động nghiên cứu
• Đề nghị thay đổi thành viên khi cần thiết.
12 BƯỚC TIẾN HÀNH HACCP
1. Thành lập đội HACCP
5. Trách nhiệm của thành viên nhóm HACCP
Lê Minh Tâm 45
2.Mô tả sản phẩm• Yếu tố mô tả:
– Nguyên liệu và thành phần sử dụng (đối với phụ gia thực phẩm: tên, kí hiệu, công thức chế biến, giới hạn tối đa)
– Cấu trúc đặc trưng riêng cho từng loại thực phẩm
– Chế biến: quá trình chế biến, các chỉ tiêu về chất lượng: giá trị pH, nồng độ chất bảo quản…
– Khả năng nhiễm bẩn thực phẩm từ các công đoạn chuẩn bị, chế biến, bảo quản
12 BƯỚC TIẾN HÀNH HACCP
16
Lê Minh Tâm 46
2.Mô tả sản phẩm
12 BƯỚC TIẾN HÀNH HACCP
– Bao bì đóng gói – Bảo quản và phân phối (hình thức,
thời gian)– Vòng đời sản phẩm– Hướng dẫn sử dụng cho người tiêu
dùng
Lê Minh Tâm 47
3.Xác định mục đích sử dụng (sản phẩm rời khỏi nhà máy)
• Đối tượng sử dụng• Phương thức sử dụng (ăn ngay, chế biến nhiệt,
pha chế, ăn kiêng…)• Thời hạn lưu trữ sản phẩm• Nơi tiêu thụ sản phẩm• Hướng dẫn và yêu cầu ghi nhãn (hướng dẫn
cách sử dụng, bảo quản…)• Điều kiện bảo quản, vận chuyển, phân phối
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 48
4. Xây dựng sơ đồ dây chuyền SX• Sơ đồ dây chuyền công nghệ đang vận hành
– Tất cả nguyên liệu, thành phần và bao gói, kể cả phụ gia đang sử dụng.
– Thông số kỹ thuật: nhiệt độ, áp suất …– Trình tự của các công đoạn xử lý– Xác định các mối nguy hại tại các bước cụ
thể của mỗi nhánh và cả quy trình.Rõ ràng và đơn giản
12 BƯỚC TIẾN HÀNH HACCP
17
Lê Minh Tâm 49
4. Xây dựng sơ đồ dây chuyền SX• Thông tin cần lưu ý
– Bố trí mặt bằng– Đường đi: từ nguyên liệu đến thành phẩm,
công nhân đến phân xưởng; phụ phẩm, phếliệu, chất thải …
– Các phương tiện phục vụ (phòng thay quần áo, tủ cá nhân, nhà vệ sinh)
– Vị trí phương tiện rửa tay, nhúng chân (nếu có)
– Vị trí khu vực có khả năng nhiễm bẩn chéo
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 50
5.Thẩm định tại chỗ• Thẩm định thực tế sản xuất: đảm bảo dây chuyền hoạt động tốt ở mọi thời điểm (thời điểm khác nhau trong ngày, ca, tháng, năm)
• Thẩm định đầy đủ các công đoạn quan trọng• Xem xét lại mọi thời điểm sản xuất• Hiệu chỉnh các thông số chưa phù hợp với thực tế sản
xuất như: nhiệt độ, quy trình và ghi số liệu lại cho chính xác
• Phù hợp với GMP
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 51
6. Liệt kê- Phân tích-Biện pháp kiểm soát các mối nguy1. Sử dụng quy trình công nghệ liệt kê các mối nguy
tiềm ẩn, khả năng xẩy ra thường xuyên. Mức độnghiêm trọng của sự thiệt hại do bị mất kiểm soát cao, ảnh hưởng sức khỏe người sử dụng
2. Các loại mối nguy tiềm ẩn: 3 mối nguy• Mối nguy sinh học: virus, vi khuẩn, nấm, kí sinh trùng• Mối nguy hóa học: dư lượng hóa chất có trong thực
phẩm, được bổ sung trong quá trình sản xuất hoặc từbao bì.
• Mối nguy vật lý: tạp chất (cát, đá, sỏi, tóc …????)
12 BƯỚC TIẾN HÀNH HACCP

18
Lê Minh Tâm 52
6. Liệt kê- Phân tích-Biện pháp kiểm soát các mối nguy3. Cơ sở xác định mối nguy tiềm ẩn
- Kinh nghiệm từ hoạt động của xí nghiệp- Tài liệu về HACCP, vi sinh thực phẩm, chế biến thực phẩm, vệ sinh cơ sở sản xuất- Các bằng chứng về rủi ro, dịch tễ học (kiểm chứng lâm sàn)- Tài liệu nghiên cứu khoa học- Văn bản luật lệ của nước nhập khẩu- Hồ sơ khiếu nại của khách hàng
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 53
6. Liệt kê- Phân tích-Biện pháp kiểm soát các mối nguy4. Liệt kê các mối nguy tiềm ẩn tại mỗi công đoạn:- Nhận biết và liệt kê các mối nguy tiềm ẩn liên quan đến quá
trình sản xuất căn cứ vào thông tin trên bảng mô tả sản phẩm
- Nhận biết và liệt kê tất cả các mối nguy tiềm ẩn liên quan nguyên vật liệu căn cứ vào thông tin về nguyên vật liệu
- Liệt kê tất cả các mối nguy tiềm ẩn tại các công đoạn căn cứvào bảng liệt kê ở trên
-Tại mỗi công đoạn xác định mối nguy A có phải là mối nguy đáng kể không?
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 54
6. Liệt kê- Phân tích-Biện pháp kiểm soát các mối nguy5. Các bước phân tích mối nguy:5.1.Rà soát các mối nguy từ nguyên liệu đến thành phẩm- Liêt kê nguyên liệu, thành phần cùng vớI nhóm các mối
nguy có thể có. Phân tích từng mối nguy hại:• Mối nguy hại nào đối với nguyên liệu, thành phần?• Khả năng nhiễm bẩn trong quá trình sơ chế• Tác hạI của việc dùng chất phụ gia quá liều?• pH, Aw của nguyên liệu và thành phần; nguyên liệu cóảnh hưởng tới sự phát triển của vi sinh vật ?
12 BƯỚC TIẾN HÀNH HACCP

19
Lê Minh Tâm 55
6. Liệt kê- Phân tích-Biện pháp kiểm soát các mối nguy5. Các bước phân tích mốI nguy hại:5.2.Đánh giá các mối nguy hại từ công đoạn chế biến- Xác định các mối nguy hại theo từng công đoạn. Cụ thể
hoá các mối nguy có thể có. CHÚ Ý: Khả năng nhiễm bẩn từ con người, môi
trường, dụng cụ, thiết bị, chất thải cũng như nhiễm bẩn chéo từ các công đoạn
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 56
6. Liệt kê- Phân tích-Biện pháp kiểm soát các mối nguy5. Các bước phân tích mốI nguy hại:5.3. Quan sát thực tế các quá trình sản xuất - Điều chỉnh các bước nguy hại trong 2 bước trên.
Khẳng định các bước của quá trình sản xuất là đúng với thực tế.
- Quan sát để phát hiện khả năng lây nhiễm thực tế: con người, thiết bị và lây nhiễm chéo giữa các công đoạn (đặc biệt ở các công đoạn diệt khuẩn và thành phẩm)
- Quan sát việc thực hiện GMP, GHP trong thực tế.
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 57
6. Liệt kê- Phân tích-Biện pháp kiểm soát các mối nguy5. Các bước phân tích mốI nguy hại:5.4.Tiến hành các phép đo thử nghiệm- Các thiết bị đo cần đảm bảo chính xác, đặc biệt là đo:• Nhiệt độ sản phẩm (quá trình xử lý nhiệt, làm lạnh…)• Thời gian (quá trình nấu chín, thanh trùng, làm nguộI,
tan giá…).• pH, aw (nguyên liệu và thành phần), áp suất
12 BƯỚC TIẾN HÀNH HACCP

20
Lê Minh Tâm 58
6. Liệt kê- Phân tích-Biện pháp kiểm soát các mối nguy5. Các bước phân tích mốI nguy hại:5.5.Phân tích các kết quả đo thử nghiệm - Để xác định các biện pháp kiểm soát các mốI nguy:• Nhiệt độ của VSV• So sánh thờI hạn sử dụng của sản phẩm.• Phân tích các kết quả thử về sự nhiễm bẩn đốI vớI
nguyên liệu để có biện pháp kiểm soát thích hợpXÁC ĐỊNH CÁC BIỆN PHÁP KIỂM SOÁT ĐÁNH GIÁ MỐI NGUY HẠI
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 59
6. Liệt kê- Phân tích-Biện pháp kiểm soát các mối nguy5. Các bước phân tích mốI nguy hại:5.4.Tiến hành các phép đo thử nghiệm- Các thiết bị đo cần đảm bảo chính xác, đặc biệt là đo:• Nhiệt độ sản phẩm (quá trình xử lý nhiệt, làm lạnh…)• ThờI gian (quá trình nấu chín, thanh trùng, làm nguộI,
tan giá…).• pH, Aw (nguyên liệu và thành phần), áp suất
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 60
7. Xác định các CCPPhân tích mốI nguy hại: CĂN CỨ VÀOkhả năng xẩy ra của xí nghiệp (Risk)
– Thấp (T)– Vừa (V)– Cao (C)
Mức độ nghiêm trọng (severity) đốI với người tiêu dùng khi mối nguy xẩy ra
– Thấp (T)– Vừa (V)– Cao (C)
12 BƯỚC TIẾN HÀNH HACCP
Làm thế nào khẳng định mối nguy này có ý nghĩa?
21
Lê Minh Tâm 61
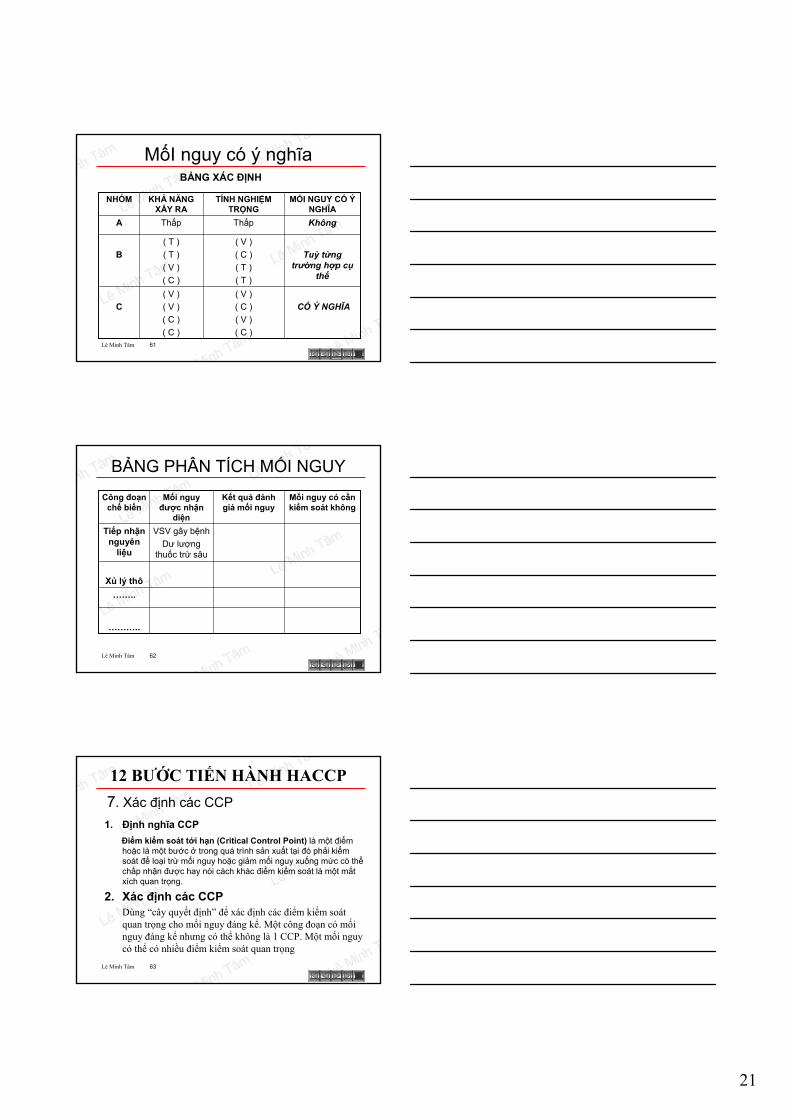
MốI nguy có ý nghĩa
CÓ Ý NGHĨA( V )( C )( V )( C )
( V )( V )( C )( C )
C
Tuỳ từng trường hợp cụ
thể
( V )( C )( T )( T )
( T )( T )( V )( C )
B
KhôngThấpThấpA
MỐI NGUY CÓ Ý NGHĨA
TÍNH NGHIỆM TRỌNG
KHẢ NĂNG XẨY RA
NHÓM
BẢNG XÁC ĐỊNH
Lê Minh Tâm 62
BẢNG PHÂN TÍCH MỐI NGUY
……..
………..
Xủ lý thô
VSV gây bệnhDư lượng
thuốc trừ sâu
Tiếp nhận nguyên
liệu
Mối nguy có cần kiểm soát không
Kết quả đánh giá mối nguy
Mối nguy được nhận
diện
Công đoạn chế biến
Lê Minh Tâm 63
12 BƯỚC TIẾN HÀNH HACCP7. Xác định các CCP1. Định nghĩa CCP
Điểm kiểm soát tới hạn (Critical Control Point) là một điểm hoặc là một bước ở trong quá trình sản xuất tại đó phải kiểm soát để loại trừ mối nguy hoặc giảm mối nguy xuống mức có thểchấp nhận được hay nói cách khác điểm kiểm soát là một mắt xích quan trọng.
2. Xác định các CCPDùng “cây quyết định” để xác định các điểm kiểm soát quan trọng cho mối nguy đáng kể. Một công đoạn có mối nguy đáng kể nhưng có thể không là 1 CCP. Một mối nguy có thể có nhiều điểm kiểm soát quan trọng
22
Lê Minh Tâm 64
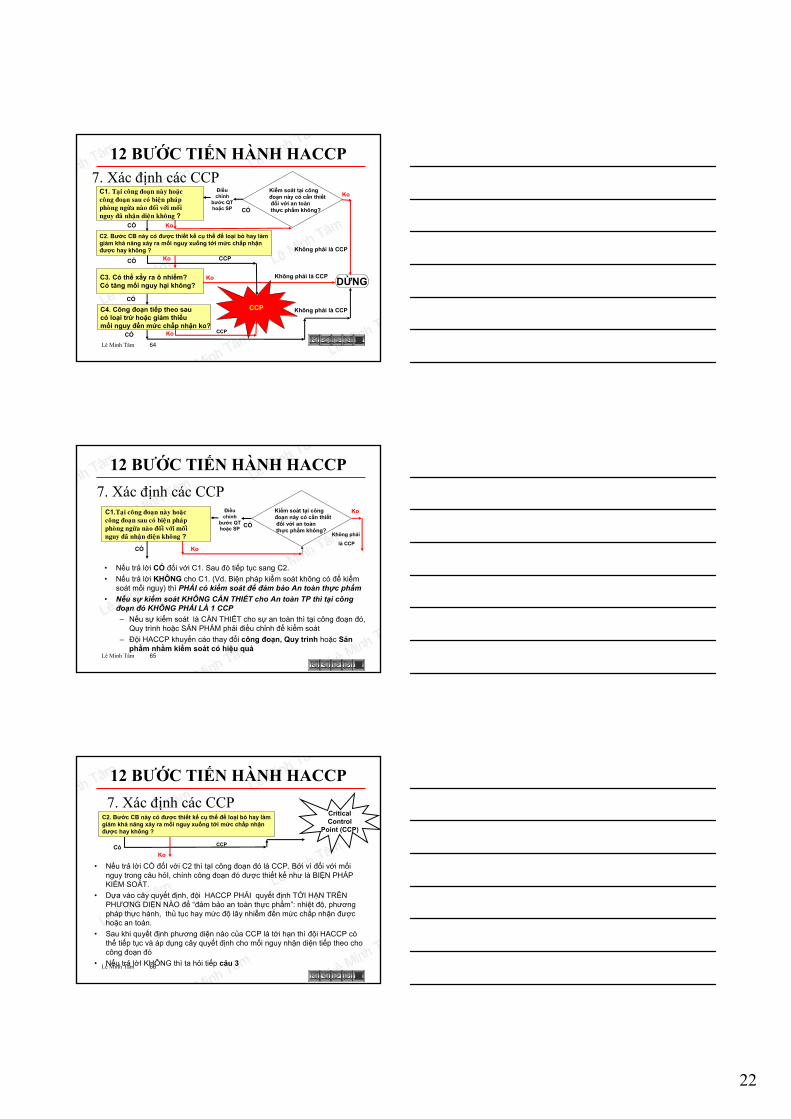
Ko
CÓ
7. Xác định các CCP
C2. Bước CB này có được thiết kế cụ thể để loại bỏ hay làm giảm khả năng xảy ra mối nguy xuống tới mức chấp nhận được hay không ?
C4. Công đoạn tiếp theo sau có loại trừ hoặc giảm thiểu mối nguy đến mức chấp nhận ko?
C3. Có thể xẩy ra ô nhiễm?Có tăng mối nguy hại không?
C1. Taïi coâng ñoaïn naøy hoaëc coâng ñoaïn sau coù bieän phaùpphoøng ngöøa naøo ñoái vôùi moái nguy ñaõ nhaän dieän khoâng ?
CÓ Ko
CÓ
KoĐiều chỉnh
bước QT hoặc SP
Ko
Ko Không phải là CCP
CÓ
CÓ
CCP
CCP
CCP
Không phải là CCP
Không phải là CCP
DỪNG
Kiểm soát tại công đoạn này có cần thiết đối với an toànthực phẩm không?
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 65
• Nếu trả lời CÓ đối với C1. Sau đó tiếp tục sang C2.• Nếu trả lời KHÔNG cho C1. (Vd. Biện pháp kiểm soát không có để kiểm
soát mối nguy) thì PHẢI có kiểm soát để đảm bảo An toàn thực phẩm• Nếu sự kiểm soát KHÔNG CẦN THIẾT cho An toàn TP thì tại công
đoạn đó KHÔNG PHẢI LÀ 1 CCP– Nếu sự kiểm soát là CẦN THIẾT cho sự an toàn thì tại công đoạn đó,
Quy trình hoặc SẢN PHẨM phải điều chỉnh để kiểm soát– Đội HACCP khuyến cáo thay đổi công đoạn, Quy trình hoặc Sản
phẩm nhằm kiểm soát có hiệu quả
7. Xác định các CCPC1.Taïi coâng ñoaïn naøy hoaëc coâng ñoaïn sau coù bieän phaùpphoøng ngöøa naøo ñoái vôùi moái nguy ñaõ nhaän dieän khoâng ?
CÓ Ko
CÓ
KoĐiều chỉnh
bước QT hoặc SP
Kiểm soát tại công đoạn này có cần thiết đối với an toànthực phẩm không?
Không phải
là CCP
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 66
CriticalControl
Point (CCP)
• Nếu trả lời CÓ đốI với C2 thì tạI công đoạn đó là CCP. Bởi vì đối với mối nguy trong câu hỏI, chính công đoạn đó được thiết kế như là BIỆN PHÁP KIỂM SOÁT.
• Dựa vào cây quyết định, đội HACCP PHẢI quyết định TỚI HẠN TRÊN PHƯƠNG DIỆN NÀO để “đảm bảo an toàn thực phẩm”: nhiệt độ, phương pháp thực hành, thủ tục hay mức độ lây nhiễm đến mức chấp nhận được hoặc an toàn.
• Sau khi quyết định phương diện nào của CCP là tới hạn thì đội HACCP cóthể tiếp tục và áp dụng cây quyết định cho mối nguy nhận diện tiếp theo cho công đoạn đó
• Nếu trả lờI KHÔNG thì ta hỏi tiếp câu 3
Có CCP
7. Xác định các CCP
Ko
12 BƯỚC TIẾN HÀNH HACCP
C2. Bước CB này có được thiết kế cụ thể để loại bỏ hay làm giảm khả năng xảy ra mối nguy xuống tới mức chấp nhận được hay không ?
23
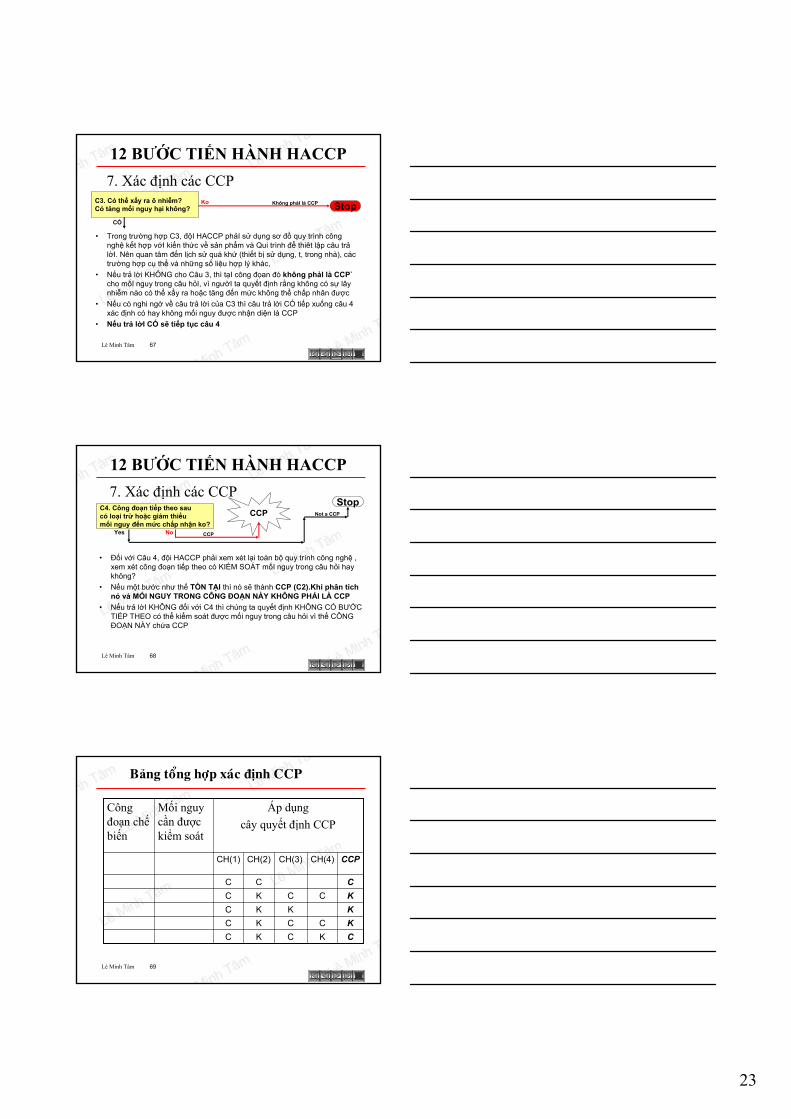
Lê Minh Tâm 67
• Trong trường hợp C3, độI HACCP phảI sử dụng sơ đồ quy trình công nghệ kết hợp vớI kiến thức về sản phẩm và Qui trình để thiêt lập câu trảlờI. Nên quan tâm đến lịch sử quá khứ (thiết bị sử dụng, t, trong nhà), các trường hợp cụ thể và những số liệu hợp lý khác,
• Nếu trả lời KHÔNG cho Câu 3, thì tạI công đọan đó không phảI là CCP`cho mốI nguy trong câu hỏI, vì ngườI ta quyết định rằng không có sự lây nhiễm nào có thể xẩy ra hoặc tăng đến mức không thể chấp nhân được
• Nếu có nghi ngờ về câu trả lời của C3 thì câu trả lời CÓ tiếp xuống câu 4 xác định có hay không mối nguy được nhận diện là CCP
• Nếu trả lờI CÓ sẽ tiếp tục câu 4
C3. Có thể xẩy ra ô nhiễm?Có tăng mối nguy hại không?
Không phảI là CCP StopCÓ
Ko
7. Xác định các CCP
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 68
CCP
• Đối với Câu 4, đội HACCP phải xem xét lại toàn bộ quy trình công nghệ , xem xét công đoạn tiếp theo có KIỂM SOÁT mốI nguy trong câu hỏi hay không?
• Nếu một bước như thế TỒN TẠI thì nó sẽ thành CCP (C2).Khi phân tích nó và MỐI NGUY TRONG CÔNG ĐOẠN NÀY KHÔNG PHẢI LÀ CCP
• Nếu trả lờI KHÔNG đối với C4 thì chúng ta quyết định KHÔNG CÓ BƯỚC TIẾP THEO có thể kiểm soát được mối nguy trong câu hỏi vì thế CÔNG ĐOẠN NÀY chứa CCP
C4. Công đoạn tiếp theo sau có loại trừ hoặc giảm thiểu mối nguy đến mức chấp nhận ko?
Stop
No
Not a CCP
Yes CCP
7. Xác định các CCP
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 69
Bảng toång hôïp xaùc ñònh CCP
KCCKCK
C
CH(4)
KKKC
K
KC
CH(2)
C
C
CH(3)
CC
KCCC
CCPCH(1)
Áp dụng cây quyết định CCP
Mối nguy cần được kiểm soát
Công đoạn chếbiến
24
Lê Minh Tâm 70
8. Giới hạn tới hạnCriticalControl
Point (CCP)
• 1. Cơ sở xác định mức tới hạn• Thấp hơn mức tớI hạn• Nhằm phát hiện sớm tình trạng mất kiểm soát• Trừ hao các sai số của dụng cụ, phép đo• Các điều luật, thí nghiệm, kết quả nghiên cứu
2. Các mức tới hạn thường dùng• Các thông số thiết bị - nhiệt độ - thời gian• Các thông số trong dây chuyền sản xuất- thời gian lưu
sản phẩm ở tình trạng không đông lạnh (nếu có
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 71
8. Giới hạn tới hạnCriticalControl
Point (CCP)
3. Xây dựng mức tới hạn cho mỗi CCP• Mức tới hạn là ranh giới giữa khả năng không thể chấp
nhận và khả năng có thể chấp nhận• Mức tới hạn co thể cho các biện pháp phòng ngừa có
thể áp dụng và kiểm soát các mối nguy đáng kể tại các CCP
4. Giới hạn theo dõi• Thấp hơn mức tới hạn• Nhằm phát hiện sớm tình trạng mất kiểm soát• Trừ hao các sai số của dụng cụ và phép đo
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 72
9. Thiết lập hệ thống giám sát cho CCP• Lựa chọn thủ tục giám sát có ý nghĩa• Thủ tục giám sát gồm :
– Kế hoạch, nội dung ; Giám sát cái gì?– Tài liệu ghi chép– Tần xuất GIÁM SÁT ? Ai giám sát ?– Biểu mẫu và ghi chép
• Kĩ thuật giám sát :– Trên dây chuyền. Vd: Đo nhiệt độ sản phẩm, dò kim loại - Sẽ có
những chỉ thị kiểm soát được thực hiện và báo động tự động nếu sự kiểm soát vượt ra ngoài.
– Ngoài dây chuyền. Vd: nồng độ muốI,pH, aw, chất rắn tổng cộng –Các điều này cần thời gian, con người, thiết bị để thực hiện
12 BƯỚC TIẾN HÀNH HACCP
25
Lê Minh Tâm 73
• Giám sát nhằm xác định kịp thời tình trạng mất kiểm soát nhằm đưa ra các hành động sữa chữa để trở vềtrạng thái kiểm soát của quy trình mà không cần cách ly và loại bỏ sản phảm
• Các phương pháp giám sát về vi sinh thường QUÁCHẬM và đòi hỏi có sự trả lời chính xác hoặc những kết quả kiểm nghiệm trước khi đưa ra quyết định có thể đưa ra các HÀNH ĐỘNG SỮA CHỮA.Và vì thế đóKHÔNG PHẢI HỆ THỐNG GIÁM SÁT HIỆU QUẢ THÔNG THƯỜNG
9. Thiết lập hệ thống giám sát cho CCP12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 74
• HỆ THỐNG GIÁM SÁT PHẢI GỒM – WHAT – Cái gì được giám sát, chắc chắn nó liên quan trực
tiếp đến CCP trong câu hỏI– WHERE –Nơi kiểm soát, On-line, Off-line, etc,– HOW - Bằng cách nào thực hiện, một thủ tục, người vận hành
và thiết bị( tương ứng vớI thủ tục)– WHO – Ai thực hiện giám sát, ghi rõ chức vụ-kí tên– TECHNIQUE - must be consistent to get meaningful results,
e.g. core temperature vs “skin” temperature,– FREQUENCY - Tần số giám sát– SPEED - Kết quả phản hồi, trả lời càng nhanh càng tốt
9. Thiết lập hệ thống giám sát cho CCP
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 75
10. Hành động sữa chữa• Các hành động sữa chữa được xác định nhằm đo đạc :
– Tình trạng mất kiểm soát– Khuynh hướng vượt khỏi phạm vi kiểm soát
• Các hành động sữa chữa nên xẩy ra trong thời gian ngắn nhất có thể được để tổng thời gian mất kiểm soát là nhỏ nhất
• Hành động sửa chữa tác động lên sản phẩm trong quátrình sản xuất khi CCP mất kiểm soát. Vd: Vấn đề loạI bỏ, sản xuất lại mối nguy an toàn thực phẩm.
12 BƯỚC TIẾN HÀNH HACCP
26
Lê Minh Tâm 76
Phương pháp thiết kế hành động sữa chữa:
-Nếu : giới hạn tới hạn bị vi phạm.
-Thì: thực hiện hành động sữa chữa phù hợp nhằm khắc phục sự cố và ngăn ngừa mối nguy tái diễn ở khu vực đó.
Cách xử lý đối với quá trình chế biến không phù hợp:
-Xác định nguyên nhân.
-Thực hiện hành động sữa chữa ở nơi cần thiết.
-Tái lập sự kiểm soát.
10. Hành động sữa chữa
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 77
12 BƯỚC TIẾN HÀNH HACCP
Cách xử lý đối với sản phẩm không phù hơp:-Cô lập sản phẩm.-Đánh giá lại tính an toàn củasản phẩm.-Xử lý sản phẩm:· Tái chế.· Thay đổi mục đích sử dụng.· Huỷ bỏ.· Giải phóng lô hàng.
10. Hành động sữa chữa
Lê Minh Tâm 78
Bước 1:Cô lập sản phẩm-Chuyên gia-Xét nghiệm (lý, hóa, sinh)
Bước 2:Có hiện hữu mối nguy về an toàn thực phẩm không?KhôngCó Giải phóng
lô hàngBước 3: Có thể tái chế hay phục hồi sự an toàn không ?
Taùi cheá, phuïc hoài
Bước 4:Giải pháp cuối cùng- Huỷ bỏ.- Chuyển sang dạng sản phẩm khác.
12 BƯỚC TIẾN HÀNH HACCP10. Hành động sữa chữa
Không Có
27
Lê Minh Tâm 79
Những nội dung cần nêu trong báo cáo hành động sữa:
-Nhận diện quá trình và sản phẩm (mô tả quá trình, sản hẩm, lượng sản phẩm bị cô lập)
-Mô tả sự cố.
-Hành động sữa chữa đã được thực hiện .
-Tên người chịu trách nhiệm thực hiện hành động sữa chữa.
-Các kết quả đánh giá về hành động sữa chữa.
12 BƯỚC TIẾN HÀNH HACCP
10. Hành động sữa chữa
Lê Minh Tâm 80
11. Thiết lập các thủ tục thẩm định• Hệ thống tài liệu thẩm tra đánh giá và phê chuẩn tính đầy đủ và thích hợp của kế hoạch HACCP
• Hệ thống thẩm tra nên xem xet toàn bộ hệ thông HACCP, các quyết định và biên bản ghi chép, hành động khắc phục, sai lỗi
• Hoạt động thẩm tra bao gồm xem xét:– Quá trình thành lập kế hoạch HACCP,– Xem xét hồ sơ các quá trình đặc biệt (CCP),– Báo cáo kết quả đánh giá hệ thống HACCP,– Khiếu nại của khách hàng
.TIẾN HÀNH ĐỘC LẬP (phát hiện thiếu sót kế hoạch)
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 81
12. Thiết lập hệ thống tài liệu, lưu hồ sơ
1. Xây dựng hệ thống tài liệu và biểu mẫu ghi chép- Biểu mẫu ghi chép dùng trong hệ thống HACCP- Các thủ tục được dùng trong hệ thống HACCP
2 Biểu mẫu ghi chép dùng trong hệ thống HACCP– Phân tích các mối nguy– Xác định các CCP– Xác định các mức giới hạn tới hạn
12 BƯỚC TIẾN HÀNH HACCP
28
Lê Minh Tâm 82
3 Biểu mẫu ghi chép kết quả theo dõi tại mỗi CCP– Tên biểu mẫu– Ngày, tháng, năm– Các mức giới hạn tới hạn– Kết quả thử nghiệm, quan sát
4. Biểu mẫu ghi chép các sai lỗi và hành động khắc phục- Ngày tháng năm- Đặc tính của lô/sản phẩm không phù hợp- Số lượng- Bản chất của sai lỗi- Biện pháp xử lý sản phẩm không phù hợp
12. Thiết lập hệ thống tài liệu, lưu hồ sơ12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 83
6. Các thủ tục được dùng trong hê thống HACCP– Thủ tục mô tả hệ thống theo dõi tạI mỗI CCP– Thủ tục mô tả hành động khắc phục khi có sai lỗI– Thủ tục lưu giữ hồ sơ kể cả các biểu mẫu ghi chép– Thủ tục phê chuẩn, đánh giá, xác nhận– Biểu mẫu ghi chép các chương trình đào tạo– Các hướng dẫn công việc tại CCP
7 Các báo cáo, tài liệu về chương trình đào tạo– NộI dung đào tạo– GMP, GHP (vệ sinh cá nhân, nộI quy làm việc)– Các kỹ thuật và phương pháp thực hiện các bước của HACCP– Thời gian, phương pháp, kết quả đào tạo
12. Thiết lập hệ thống tài liệu, lưu hồ sơ
12 BƯỚC TIẾN HÀNH HACCP
Lê Minh Tâm 84
HỒ SƠ GIÁM SÁT chứa các thông tin sau:– Tên biểu mẫu– Tên và địa chỉ của cở sở sản xuất– Ngày giờ thực hiện hồ sơ– Mô tả sản phẩm– Các quan sát và các phép đo– Các giớI hạn tớI han– Chữ kí (tên) của người thực hiện– Chữ kí (tên) của người kiểm tra– Ngày kiểm tra
12. Thiết lập hệ thống tài liệu, lưu hồ sơ
12 BƯỚC TIẾN HÀNH HACCP
29
Lê Minh Tâm 85
CHƯƠNG 4:CHƯƠNG TRÌNH TIÊN QUYẾT
Lê Minh Tâm 86
• Trước khi áp dụng HACCP cho bất cứ phần nào của dây chuyền sản xuất thực phẩm, phần đóphải đáp ứng các nguyên tắc chung về vệ sinh thực phẩm của Codex, hướng dẫn thực hành của Codex và quy định về an toàn thực phẩm tương ứng
PHẠM VI CỦA GMP• Giúp kiểm soát tất cả những yếu tố liên
quan đến chất lượng sản phẩm trong quátrình sản xuất, từ khâu tiếp nhận nguyên liệu đến khâu thành phẩm
CHƯƠNG TRÌNH TIÊN QUYẾT
Lê Minh Tâm 87
CHƯƠNG TRÌNH TIÊN QUYẾT
• Để xây dựng HACCP thì trước tiên phải có GMP và SSOP.
• GMP là các biện pháp, thao tác thực hànhcần tuân thủ nhằm đảm bảo sản xuất ra những sản phẩm đạt yêu cầu về chất lượng.
• SSOP là qui trình làm vệ sinh và thủ tục kiểm soát vệ sinh tại xí nghiệp.
30
Lê Minh Tâm 88
GMP- YÊU CẦU TIÊN QUYẾT ĐỐI VỚI VIỆC THỰC HIỆN HACCP
ĐIỀU KIỆN TIÊN QUYẾT– Nhà xưởng– Dụng cụ, thiết bị– Con người
CHƯƠNG TRÌNH TIÊN QUYẾTGMP- Good Manufacturing PracticeThực hành sản xuất tốtSSOP- Sanitation Standard Operating ProceduresQuy phạm vệ sinh chuẩn
CHƯƠNG TRÌNH TIÊN QUYẾT
Lê Minh Tâm 89
• MỐI QUAN HỆ GIỮA CÁC THÀNH PHẦN TRONG HỆ THỐNG HACCP
HACCP sẽ được xây đựng trên nền GMP và SSOP là đạt yêu cầu vì thế GMP và SSOP là hai chương trình tiên quyết để tiến hành xây đựng HACCP. Cụ thể mối quan hệ giữa HACCP, GMP, SSOP như sau:
CHƯƠNG TRÌNH TIÊN QUYẾT
HACCP
ĐIỀU KIỆN TIÊN QUYẾT
NGHPGMP GHP
Lê Minh Tâm 90
Phân biệt giữa GMP và SSOP:• GMP quy định các yêu cầu vệ sinh
chung và biện pháp ngăn ngừa các yếu tố gây nhiễm xâm nhập vào thực phẩm do điều kiện vệ sinh kém.
• SSOP là các quy phạm để đạt được các yêu cầu vệ sinh chung của GMP.
• Vậy hệ thống GMP và SSOP sẽ làm giảm số lượng các điểm kiểm soát tới hạn trong kế hoạch HACCP, nó cần thiết ngay cả khi không có chương trình HACCP.
SSOP
CHƯƠNG TRÌNH TIÊN QUYẾT
GMP
31
Lê Minh Tâm 91
GMP- Thực hành sản xuất tốtĐịnh nghĩa
• GMP (Good Manufactoring Practice-điều kiện thực hành sản xuất tốt) là chương trình được áp dụng chung cho các cơ sở sản xuất thực phẩm nhằm kiểm soát tất cảcác yếu tố ảnh hưởng đến quá trình hình thành chất lượng thực phẩm từ:– Thiết kế, xây lắp nhà xưởng, thiết bị– Dụng cụ chế biến, điều kiện phục vụ và chuẩn bị chế
biến đến quá trình chế biến, bao gói, bảo quản– Và con người điều hành các hoạt động chế biến
thực phẩm.
Lê Minh Tâm 92
• Chương trình GMP được xây dựng dựa trên quy trình sản xuất của từng mặt hàng (nhóm mặt hàng) cụ thể từ tiếp nhận nguyên liệu đến thành phẩm cuối cùng
• Chương trình GMP của một mặt hàng là tập hợp của nhiều quy phạm
• Có thể xây dựng một hoặc nhiều quy phạm cho một công đoạn sản xuất và có thể xây dựng một quy phạm cho nhiều công đoạn
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 93
Phương pháp xây dựng qui phạm
1. Ở từng công đoạn hoặc một phần công đoạn• Nhận diện các yếu tố có thể ảnh hưởng đến chất lượng sản phẩm
và đề ra các thủ tục hoạt động để đảm bảo các yếu tố này:• Nước chế biến• Dụng cụ chế biến• Bán thành phẩm
2. Các thủ tục nêu trong quy phạm phải nhằm những mục tiêu hoặc thông số đề ra trong quy trình sản xuất
3. Các thủ tục trong quy phạm cần được đề ra theo đúng trình tự trong sản xuất
GMP- Thực hành sản xuất tốt
32
Lê Minh Tâm 94
Hình thức của chương trình GMP
• GMP được thể hiện dưới dạng văn bản. Mỗi công đoạn trong quy trình chế biến của một sản phẩm thực phẩm sẽ phải có một quy phạm thực hành sản xuất tốt
• Quy phạm thực hành sản xuất tốtMột quy phạm thực hành sản xuất tốt gồm 5 phần– Mô tả quy trình sản xuất tại công đoạn– Mục đích thực hiện công đoạn – Các thủ tục cần tuân thủ– Phân công trách nhiệm– Biểu mẫu giám sát
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 95
Các quy phạm cần có:– Tên, địa chỉ xí nghiệp– Số, tên quy phạm và tên mặt hàng hoặc nhóm mặt
hàng– Ngày và chữ kí phê duyệt của người có thẩm quyềnYêu cầu đối với biểu mẫu giám sát– Tên, địa chỉ xí nghiệp– Thông số và mức yêu cầu của thông số cần giám sát,
tần suất giám sát– Ngày và chữ kí của người thẩm tra
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 96
Tổ chức thực hiện chương trình
– Việc tổ chức thực hiện chương trình GMP bao gồm các bước :
– Thiết lập chương trình : thiết lập sơ đồ quy trình vàthuyết minh quy trình
– Thiết kế, xây dựng cơ sở hạ tầng, nhà xưởng và các phương tiện chế biến.
– Soạn thảo các quy phạm và thiết lập các biểu mẫu giám sát
– Thẩm tra lại chương trình , phê duyệt cho áp dụng– Đào tạo, phân công, giám sát việc thực hiện và lưu
trữ hồ sơ.
GMP- Thực hành sản xuất tốt

33
Lê Minh Tâm 97
(TÊN VÀ ĐỊA CHỈ CÔNG TY)QUY PHẠM SẢN XUẤT (GMP)
TÊN SẢN PHẨMGMP (SỐ): TÊN QUI PHẠM
1. Quy trình2. Giải thích/ lý do3. Các thủ tục cần tuân thủ4. Phân công trách nhiệm và biểu mẫu giám sát
Ngày…tháng…năm (Người phê duyệt)
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 98
Quy phạm chung của GMPNhững quy phạm chung của chương trình Thực hành sản xuất tốt (GMP) tập trung vào 5 phần chính:
• Phần 1: Nhà xưởng và phương tiện chế biến• Phần 2: Thiết bị• Phần 3: Kiểm soát quá trình chế biến• Phần 4: Yêu cầu về con người• Phần 5: Kiểm soát khâu bảo quản và phân phối
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 99
1.Nhà xưởng và phương tiện chế biếnPhần này tập trung đưa ra quy phạm chung về các vấn đề:– Nhà xưởng: bao gồm khuôn viên nhà máy,
cấu trúc và thiết kế của nhà máy (plant and grounds)
– Vận hành vệ sinh (Sanitary operations)– Phương tiện vệ sinh và sự giám sát (Sanitary
facilities and controls)
GMP- Thực hành sản xuất tốt
34
Lê Minh Tâm 100
1.1. Nhà xưởng(a).Yêu cầu chung Vị trí đặt nhà xưởng chế biến:
• 1. Nhà xưởng chế biến được xây đựng ở vị trí cao so với mặt bằng chung của khu vực, có hệ thống thoát nước chủ động vàcó hiệu quả để tránh úng lụt vào mùa mưa.
• 2. Nhà máy không đặt gần đường có nhiều xe cộ qua lại, hoặc các nhà máy sử dụng than làm nguồn năng lượng, gây tích tụbụi và chất bẩn, không đặt gần các khu vực chăn nuôi, bãi rác, khu hỏa táng của nghĩa trang, không đặt gần các nhà máy sản xuất hoặc kho tàng trữ hóa chất, thuốc bảo vệ thực vật, không đặt gần bệnh viện, đặc biệt là bệnh viện thuộc khoa lây nhiễm như bệnh viện lao, trại phong …
• 3. Vùng phụ cận và trong khu vực cơ sở phải có đường đủrộng, mặt lát cứng để các xe chuyên dùng dễ dàng vận chuyển.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 101
(b) Khuôn viên nhà máy (Grounds)• Khuôn viên nhà máy phải được giữ gìn trong điều
kiện tốt để tránh nhiễm bẩn thực phẩm (c) Xây dựng và thiết kế nhà xưởng (Plant construction and design)
• Nhà xưởng phải có kích cỡ, xây dựng phù hợp, cóhệ thống vận hành vệ sinh và thiết kế các phân xưởng thích hợp với mục đích chế biến và sản xuất thực phẩm(Xây dựng nền, tường, trần sao cho việc lau chùi dễ dàng, giữ được vệ sinh sạch sẽ-hệ thống chiếu sáng -hệ thống thông gió -màn che hoặc những vật dụng khác để ngăn côn trùng …)
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 102
Yêu cầu với khu xử lý thực phẩm• Sàn nhà: làm bằng vật liệu không thấm nước, không
hấp phụ, không có kẽ nứt và lồi lõm, không trơn trượt, dẽ làm sạch và khử trùng, được xây theo độ nghiêng theo hướng của hệ thống thoát nước thảy, sàn của khu chế biến cao hơn sàn khu tập kết nguyên liệu và thấp hơn sàn khu đóng gói.
• Tường : làm bằng vật liệu không thấm nước, không hấp phụ, dễ làm sạch, không có kẽ nứt, nhẵn, màu sáng, góc tiếp giáp giữa tường với tường, tường với trần, tường với sàn phải được xây sao cho dễ làm vệ sinh.
• Trần: làm bằng vật liệu chống bám bụi, ít ngưng đọng hơi nước, mốc meo,không bị bong lớp phủ và để làm sạch.
GMP- Thực hành sản xuất tốt
35
Lê Minh Tâm 103
Yêu cầu với khu xử lý thực phẩm• Cửa sổ: khung cửa làm bằng vật liệu không hấp phụ, có
lưới ngăn côn trùng bằng vật liệu không rỉ, có thể tháo ráp được, dễ làm sạch.
• Cửa ra vào : làm bằng vật liệu không hấp phụ, nhẵn, dễlàm sạch, tự đóng và kín khi khép lại.
• Cầu thang, thang máy: phải được thiết kế và xây lắp sao cho không nhiễm bẩn vào thực phẩm, dễ kiểm tra vàlàm sạch.
• Lắp đặt thiết bị: khoảng cách giữ tường và thiết bị phải đủ rộng, thuận tiện cho việc di chuyển, thao tác chếbiến, kiểm tra, vệ sinh để tránh nhiễm bẩn thực phẩm bởi các bề mặt tiếp xúc thực phẩm như quần áo, phương tiện hoạt động của công nhân.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 104
1.2.Vận hành vệ sinhNhà xưởng, cơ sở vật chất và những phương tiện chếbiến… phải luôn được giữ trong điều kiện vệ sinh nhằm ngăn chặn tình trạng hư hỏng của thực phẩm. Các dụng cụ và thiết bị phải được vệ sinh sạch sẽ vàkhử trùng để ngăn nhiễm bẩn vào thực phẩm, vào các vật liệu bao gói thực phẩm và các bề mặt tiếp xúc thực phẩm
(a) Chất làm sạch, khử trùng và cất giữ các chất độc hại (Các chất tẩy rửa và khử trùng phải đảm bảo tẩy rửa triệt để, không còn vi sinh vật không mong muốn và an toàn khi sửdụng)
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 105
• (b ) Kiểm soát động vật gây hại - best control- Không được phép có động vật gây hại như côn trùng, chuột bọ, gián, kiến… trong khu vực chế biến thực phẩm
• (c) Điều kiện vệ sinh của các bề mặt tiếp xúc thực phẩm (Tất cả các bề mặt tiếp xúc thực phẩm bao gồm: đồ bảo hộ lao động như găng tay, ủng, yếm; dụng cụchế biến thực phẩm; bề mặt tiếp xúc thực phẩm của thiết bị… phải được làm sạch thường xuyên để tránh nhiễm bẩn thực phẩm)
GMP- Thực hành sản xuất tốt
36
Lê Minh Tâm 106
1.3 Phương tiện vệ sinh và sự giám sát(a) Nguồn nước
Nguồn nước phải phù hợp với mục đích vận hành và được cấp từ những nguồn nước thích hợp với mục đích đó– Nước tham gia sản xuất, tiếp xúc trực tiếp với thực phẩm hoặc
tiếp xúc với bề mặt tiếp xúc thực phẩm phải an toàn và đảm bảo điều kiện vệ sinh..
– Nước không uống được: dùng để làm vệ sinh các bề mặt không tiếp xúc thực phẩm (sàn nhà, tường, máng thải, dụng cụ chứa và vận chuyển chất thải…), dùng trong hệ thống an toàn (phòng cháy).
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 107
(b) Cấp nước và thoát nướcHệ thống nước phải có kích cỡ phù hợp và được thiết kế, lắp đặt sao cho:– Có chất lượng nước tốt và lắp đặt xuyên suốt phân xưởng.– Có hệ thống vận chuyển rác thải và nước thải thích hợp trong
phân xưởng– Tránh tình trạng những nguồn lây nhiễm đến thực phẩm, nguồn
nước, thiết bị, dụng cụ hoặc tạo những điều kiện không vệ sinh .– Có hệ thống thoát nước ở sàn (floor drainage) tại các khu vực
như khu sản xuất hay chế biến thực phẩm mà thường xuyên xả nước. Không tạo dòng chảy ngược (backflow) hoặc sự liên hệchéo (cross-connection) giữa hệ thống thoát nước và hệ thống cấp nước. Phải có ký hiệu riêng để phân biệt hệ thống nước uống được và không uống được.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 108
(c) Nhà vệ sinh ( Toilet facilities):Nhà vệ sinh cho công nhân viên phải sạch sẽ, phù hợp và đạt yêu cầu:
(d) Khu vực rửa tay (hand-washing facilities)• Phù hợp, tiện lợi và cung cấp dòng nước có nhiệt độ
thích hợp.• Cần thiết phải được đặt tại các vị trí trong phân xưởng -
các chất khử trùng• Cung cấp khăn lau khô hoặc giấy lau khô tay phù hợp,• Các dụng cụ cố định (fixture), như van nước, phải được
thiết kế và lắp đặt sao cho không làm nhiễm bẩn tay lại sau khi đã rửa sạch,
• Có bảng hướng dẫn trực tiếp dễ hiểu cho công nhân tại chỗ rửa tay. Không để vật chứa đựng như thùng, chai lọ… để tránh nhiễm bẩn thực phẩm.
GMP- Thực hành sản xuất tốt

37
Lê Minh Tâm 109
(e) Rác và phế thải (Rubbish and offal disposal)
Rác thải và phế thải từ sản xuất phải được vận chuyển và chứa đựng sao cho hạn chế tối đa sự phát triển mùi hôi, không thu hút, không là nguồn thức ăn và khu trú của những động vật gây hại để tránh nhiễm bẩn thực phẩm, bề mặt tiếp xúc thực phẩm, nguồn nước .
Rác thải (sewage disposal) phải đưa vào hệ thống chứa rác hoặc những phương tiện vận chuyển rác phù hợp.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 110
2. Thiết bị (equipment)1. Tất cả các thiết bị và dụng cụ phải được làm từ các vật
liệu dễ chùi rửa và bền.Việc thiết kế, sản xuất và sửdụng những thiết bị và dụng cụ sao cho ngăn ngừa dầu nhớt, mảnh vỡ kim loại, nước bẩn nhiễm vào thực phẩm. Tất cả các thiết bị phải sắp xếp sao cho dễ vệ sinh vàkhông gian kề bên thiết bị cũng phải dễ vệ sinh. Các bề mặt tiếp xúc thực phẩm của thiết bị phải không bị ăn mòn khi tiếp xúc thực phẩm-vật liệu không độc hại và chịu đựng sự khắc nghiệt của môi trường sử dụng, các phản ứng do thực phẩm tác động và các chất tẩy rửa. Bề mặt tiếp xúc thực phẩm của thiết bị phải được duy trìsao cho chống nhiễm bẩn thực phẩm bởi các nguồn khác bao gồm các chất phụ gia thực phẩm trái phép.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 111
2 .Thiết bị (equipment)
• Các chỗ nối trên bề mặt tiếp xúc thực phẩm phải được hàn khít và phẳng nhằm hạn chế tối đa sự tích tụ bụi, vết bẩn và kềm hãm sự phát triển của vi sinh vật.
• Các thiết bị, dụng cụ được sử dụng trong xưởng chếbiến thực phẩm thao tác bằng tay bao gồm thiết bị tiếp xúc thực phẩm và không tiếp xúc thực phẩm phải được thiết kế sao cho dễ vệ sinh và luôn giữ được vệsinh sạch sẽ.
• Các hệ thống vận chuyển và dây chuyền thiết bị sản xuất bao gồm: cân phân tích trọng lượng, băng chuyền… cũng phải được vệ sinh và duy trì trong điều kiện vệ sinh sạch sẽ.
GMP- Thực hành sản xuất tốt

38
Lê Minh Tâm 112
5. Có các thiết bị hiện đại như hệ thống điều khiển tự động, hệ thống báo động tự động để có sự thay đổi nhiệt độ thích hợp trong quá trình vận hành.
6. Trang bị các thiết bị giám sát điều chỉnh pH, aw và các thông số công nghệ cần thiết khác nhằm mục đích điều chỉnh các thông số này theo số liệu thiết kế vàtheo yêu cầu công nghệ, từ đó sẽ điều khiển và ngăn chặn sự phát triển của vi sinh vật không mong muốn.
7. Khí thải hoặc hơi sinh ra từ các động cơ hoặc khí bay ra từ các dung dịch tẩy rửa phải được xử lý để tránh nhiễm vào thực phẩm.
8. Các dụng cụ, thiết bị có thể mang đi (portable equipment) đã được rửa sạch và khử trùng cần được cất giữ ở những nơi mà bề mặt tiếp xúc thực phẩm của chúng không bị nhiễm bẩn.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 113
3 Kiểm soát quá trình chế biếnTất cả các quá trình vận hành sản xuất bao gồm: tiếp nhận nguyên liệu, kiểm tra, vận chuyển, phân loại, chếbiến, bao gói, tồn trữ thực phẩm phải được thực hiện theo những nguyên tắc vệ sinh. Sử dụng hệ thống quản lí chất lượng nhằm đảm bảo thực phẩm đó đáp ứng nhu cầu người tiêu dùng và đảm bảo vật liệu bao gói thực phẩm đó là an toàn vàphù hợp với loại thực phẩm
(a) Nguyên liệu tươi sống và các thành phần khác(b) Vận hành sản xuất
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 114
a) Nguyên liệu tươi sống và các thành phần khác
Nguyên liệu tươi phải được kiểm tra, phân loại để biết chắc chắn là chúng sạch và đủ tiêu chuẩn để chế biến liền hoặc trữ trong những điều kiện thích hợp khi chưa chế biến liền nhằm tránh nhiễm bẩn và ôi hư nguyên liệu. Nguyên liệu phải được rửa và làm sạch tạp chất, chất dơ bẩn. Nước sử dụng để rửa nguyên liệu phải an toàn và đạt tiêu chuẩn vệ sinh. Các container chở nguyên liệu tươi phải được kiểm tra để đảm bảo điều kiện vận chuyển là không gây nhiễm bẩn và không làm hư hỏng thực phẩm.
GMP- Thực hành sản xuất tốt

39
Lê Minh Tâm 115
(b ) Vận hành sản xuất1.Thiết bị, dụng cụ và container chứa sản phẩm
cuối cùng (finished food) phải được giữ ở điều kiện vệ sinh sạch sẽ.
2.Tất cả quy trình sản xuất, hạn chế tối đa sự phát triển của vi sinh vật hoặc sự nhiễm bẩn thực phẩm (nhiệt độ, thời gian, độ ẩm, aw, pH, áp suất; kiểm tra các phương pháp chế biến thực phẩm như lạnh động, dehydrat, xử lý nhiệt, acid hóa, làm lạnh…)
3.Những thực phẩm dễ bị hư hỏng do sự phát triển nhanh của vi sinh vật sẽ được giữ trong khu vực riêng để tránh hư hỏng do quá trình hóa sinh gây ra.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 116
(b ) Vận hành sản xuất
4. Các quá trình lạnh đông, làm lạnh, kiểm soát pH, aw được thực hiện để tiêu diệt hoặc ngăn chặn sựphát triển vi sinh vật không mong muốn mà những vi sinh vật này thường gây hại cho sức khỏe người tiêu dùng.
5. Quy trình sản xuất thao tác bằng tay phải đảm bảo không bị nhiễm bẩn thực phẩm.
6. Có những biện pháp để tránh nhiễm khuẩn sản phẩm cuối cùng từ nguồn nguyên liệu sống và các thành phần nguyên liệu khác.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 117
(b ) Vận hành sản xuất7. Thiết bị, dụng cụ, container sử dụng để vận chuyển, trữ
nguyên liệu tươi hoặc các nguyên liệu kém tươi nhưng chấp nhận được (rework) được thiết lập sao cho tránh nhiễm bẩn thực phẩm trong suốt quá trình chế biến , sản xuất, cất giữ.
8. Đề ra những biện pháp bảo vệ thực phẩm tránh sựnhiễm kim loại và vật lạ như sàng, sử dụng nam châm, máy dò kim loại hay các vật dụng khác để loại bỏ tạp chất này.
9. Thực phẩm, nguyên liệu kém chất lượng do tác đông của phản ứng hóa sinh phải được xếp vào khu vực riêng để tránh nhiễm khuẩn vào các thực phẩm khác.
GMP- Thực hành sản xuất tốt
40
Lê Minh Tâm 118
(b ) Vận hành sản xuất10. Khi dùng những biện pháp cơ học như rửa, làm lạnh,
cắt nhỏ,… trong quá trình chế biến phải chú ý các thao tác để không làm nhiễm bẩn thực phẩm.
11. Vô gói, bao gói và các hình thức chuẩn bị khác cũng phải đảm bảo thực phẩm không bị nhiễm bẩn.
12. Nước đá được sử dụng mà tiếp xúc với thực phẩm phải được sản xuất từ nguồn nước sạch, đảm bảo tiêu chuẩn vệ sinh và tuân theo qui trình thực hành sản xuất tốt hiện hành.
13. Các khu chế biến thực phẩm và các thiết bị trong qui trình chế biến thực phẩm không được sử dụng để sản xuất thức ăn gia súc hoặc thực phẩm không ăn được (inedible products).
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 119
4. Yêu cầu về con người(a ) Kiểm tra bệnh tật ( Disease control)• Bất kỳ người nào bi bệnh hoặc có những biểu hiện như:
đau ốm, lở loét, các vết thương viêm, mưng mủ, các vết bằm… sẽ bị ngăn cấm đến bất kì khu vực sản xuất cho đến khi khỏi bệnh.
• Các cá nhân có nghĩa vụ phải báo cáo với giám sát viên khi bị bệnh hoặc có những dấu hiệu bệnh.
• Tiến hành kiểm tra sức khỏe (về thể lực, trí lực và bệnh tật) của tất cả mọi người khi tuyển dụng vào làm việc tại cơ sở chế biến thực phẩm, đặc biệt với những công nhân tiếp xúc trực tiếp thực phẩm.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 120
4. Yêu cầu về con người(a ) Kiểm tra bệnh tật ( Disease control)
• Tiến hành kiểm tra sức khỏe (về thể lực, trí lực và bệnh tật) của tất cả mọi người khi tuyển dụng vào làm việc tại cơ sở chế biến thực phẩm, đặc biệt với những công nhân tiếp xúc trực tiếp thực phẩm.
• Trong quá trình làm việc, cần tổ chức khám sức khoẻ định kỳ cho mọi người để đảm bảo chỉ có những người đủ tiêu chuẩn sức khỏe mới được tiếp tục làm việc trong cơ sở sản xuất thực phẩm.
GMP- Thực hành sản xuất tốt
41
Lê Minh Tâm 121
(b) Điều kiện vệ sinh (Cleanliness)Tất cả mọi người làm việc hoặc tiếp xúc trực tiếp với thực phẩm, các bề mặt tiếp xúc thực phẩm, vật liệu bao gói thực phẩm phải tuân theo những quy định vềvệ sinh để tránh nhiễm bẩn thực phẩm
(c) Giáo dục và đào tạo (Education and training)Công nhân và giám sát viên phải được huấn luyện vềkĩ thuật khi chế biến thực phẩm thao tác bằng tay, vềcác nguyên tắc an toàn thực phẩm và cảnh báo những nguy hiểm khi thực hiện trong điều kiện cánhân kém.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 122
(d ) Giám sát (supervision)
Các giám sát viên phải lập ra bảng quy định và đảm bảo mọi người phải tuân thủ theo những quy định đó. Có cán bộ chuyên trách kiểm tra, giám sát việc thực hiện quy chế vệ sinh ở mọi công đoạn trong quá trình xử lý.
5 Kiểm soát khâu bảo quản và phân phối
Việc bảo quản và vận chuyển thành phẩm phải đảm bảo để tránh nhiễm bẩn thực phẩm bởi các tác nhân vật lý, hóa học, vi sinh… đồng thời chống lại sự hư hỏng thực phẩm và của vật chứa thực phẩm.
GMP- Thực hành sản xuất tốt
Lê Minh Tâm 123
Chương trình SSOP• Định nghĩa
SSOP (Sanitation Standard Operating Proceduce) là quy trình làm vệ sinh và thủ tục kiểm soát vệ sinh tại xínghiệp
• Lợi ích của việc áp dụng SSOP– Giúp thực hiện mục tiêu duy trì các GMPs– Giảm số lượng các điểm kiểm soát tới hạn trong kế
hoạch HACCP– Cần thiết ngay cả khi không có chương trình HACCP
42
Lê Minh Tâm 124
1.Hình thức chung của SSOP– SSOP được thể hiện dưới dạng văn bản
Một quy phạm SSOP gồm những phần:– Yêu cầu hay mục tiêu (căn cứ chủ trương của công ty
về chất lượng và các quy trình của cơ quan có thẩm quyền)
– Phương thức điều khiển, quy trình kiểm tra, phương pháp sửa đổi bổ sung
– Bảng hướng dẫn kiểm soát vệ sinh– Bảng biểu mẫu
Chương trình SSOP
Lê Minh Tâm 125
Bảng biểu mẫuBảng biểu mẫu bao gồm các nội dung
– Tên, địa chỉ xí nghiệp.– Tên biểu mẫu, người thực hiện– Các chỉ tiêu cần giám sát, tiêu chuẩn, mục tiêu cần
phải đạt (ghi cụ thể thông số hoặc ghi điều khoản tham chiếu) trong quy phạm liên quan
– Thời gian, tần suất giám sát, ngày thẩm tra và chữ ký của người thẩm tra.
– Thông thường có 2 loại bảng biểu mẫu:– Bảng biểu giám sát vệ sinh hàng ngày– Bảng biểu giám sát vệ sinh hàng tháng
Chương trình SSOP
Lê Minh Tâm 126
2.Tổ chức thực hiệnCác bước xây dựng chương trình SSOP
Tên công tyĐịa chỉ:
QUY PHẠM SSOPSSOPS: Tên qui phạm
1. Mục tiêu2. Phương thức kiểm soát3. Quy trình kiểm tra4. Hoạt động sửa chữa5. Hồ sơ lưu trữ6. Bảng biểu hướng dẫn
1. Tập hợp tài liệu cần thiết. Xây dựng quy phạm vàphê duyệt
2. Đào tạo nhân viên.3. Giám sát thực hiện4. Lưu trữ hồ sơ
Chương trình SSOP
43
Lê Minh Tâm 127
3.Các quy phạm vệ sinh theo SSOPMỗi cơ sở phải có văn bản quy phạm vệ sinh cụ thể đối với sản xuất thực phẩm. Về cơ bản SSOP cần thể hiện những điều kiện và thao tác vệ sinh sau:
1. An toàn nguồn nước2. Vệ sinh các bề mặt tiếp xúc trực tiếp với thực phẩm3. Phòng ngừa nhiễm chéo cho thực phẩm4. Phương tiện vệ sinh cá nhân5. Phòng ngừa nhiễm bẩn gây hư hỏng thực phẩm6. Việc ghi nhãn, cất giữ và sử dụng hợp chất có độc7. Kiểm soát và tiêu diệt động vật gây hại8. Tình trạng sức khỏe công nhân
Chương trình SSOP
Lê Minh Tâm 128
SSOP 1 : An toàn nguồn nướcYêu cầu:1.1. Nước tiếp xúc trực tiếp với thực phẩm và các bề mặt
tiếp xúc với thực phẩm phải đảm bảo an toàn vệ sinh. Nước an toàn phải đạt yêu cầu theo:– 28 TCVN30:1998– Tiêu chuẩn 505 BYT
1.2. Nguồn cung cấp nước:– Nước thuỷ cục hay tự khai thác.– Nước giếng khoan.
1.3. Hệ thống xử lý nước:– Xử lý về mặt hóa lý: lắng , lọc, ly tâm, trao đổi ion.– Xử lý về mặt vi sinh : tia cực tím, màng lọc khuẩn, ozon, chlorine
Chương trình SSOP
Lê Minh Tâm 129
1.4. Kiểm soát chất lượng nước • Lập sơ đồ hệ thống cung cấp nước, trong
sơ đồ phải:– Thể hiện đầy đủ hệ thống, có số hiệu nhận diện các điểm lấy mẫu nước và từng vòi nước sử dụng, kể cả vòi nước rửa tay…
– Không có sự nối chéo giữa hệ thống nước uống được và không uống được.
– Đảm bảo sự nhất quán trên sơ đồ và thực tế.
• Kiểm soát hoạt động của hệ thống :– Bảo vệ nguồn nước không bị nhiễm bẩn.– Duy trì hoạt động của hệ thống xử lý.
Chương trình SSOP
44
Lê Minh Tâm 130
1.4. Kiểm soát chất lượng nước • Kiểm tra ống dẫn nước trong nhà máy và vệ sinh định kỳ bể
chứa nước.– Kiểm tra chất lượng nước (lập kế hoạch và lấy mẫu nước
kiểm tra)– Dựa trên hệ thống cung cấp nước. Xác định các điểm lấy
mẫu nước, phân tích theo tần suất thích hợp trong năm.– Tiến hành lấy mẫu phân tích đúng kế hoạch và theo chu kỳ
thống nhất.– Xử lý khi có kết quả phân tích.
• Hồ sơ chất lượng nước bao gồm:– Sơ đồ hệ thống cung cấp nước.– Kết quả lấy mẫu nước.– Các sự cố, vi phạm, và hành động sửa chữa.– Biểu mẫu theo dõi giám sát vệ sinh hệ thống nước.
Chương trình SSOP
Lê Minh Tâm 131
SSOP 1: An toàn nguồn nước đáYêu cầu:• Nước đá tiếp với thực phẩm hoặc dùng làm thực phẩm
phải đảm bảo an toàn vệ sinh.• Nguồn nước để sản xuất nước đá phải đạt yêu cầu của
SSOP về nguồn nước.• Điều kiện sản xuất, bảo quản, vận chuyển nước đá cây
(hoặc đá vẩy) phải đảm bảo các yêu cầu về:– Nhà xưởng, thiết bị, phương tiện sản xuất.– Nồng độ Clorine dư trong nước đá.– Tình trạng hoạt động và điều kiện vệ sinh của máy làm đá vẩy.– Điều kiện chứa đựng, bảo quản, phương tiện vận chuyển.
• Lập kế hoạch lấy mẫu kiểm tra.
Chương trình SSOP
Lê Minh Tâm 132
SSOP 2: Các bề mặt tiếp xúc trực tiếp với thực phẩmYêu cầu• Tất cả bề mặt tiếp xúc trực tiếp với thực phẩm bao gồm dụng cụ, máy
móc, quần áo bảo hộ lao động phải luôn ở trong tình trạng vệ sinh sạch sẽ, không là nguồn lây nhiễm cho thực phẩm trong quá trình chế biến.
• Các yếu tố cần xem xét trước khi xây dựng quy phạm này:– Vật liệu và cấu trúc của các bề mặt tiếp xúc với thực phẩm kể cả vật liệu bao
gói thực phẩm, găng tay, yếm và bảo hộ lao động.– Phương pháp làm vệ sinh và khử trùng các bề mặt tiếp xúc thực phẩm.
• Các thủ tục cần thực hiện:• 1.Làm vệ sinh và khử trùng :
– Hoá chất, tác nhân thích hợp- Phương pháp và tần suất phù hợp.• 2.Bảo quản, sử dụng: Bảo quản và sử dụng đúng cách, đúng mục đích.• 3.Lấy mẫu thẩm tra việc làm vệ sinh và khử trùng.Hồ sơ giám sát:
– Nồng độ chất tẩy rửa và khử trùng.– Tình trạng vệ sinh trước khi sử dụng.– Kết quả phân tích.
Chương trình SSOP

45
Lê Minh Tâm 133
SSOP 3 :Ngăn ngừa sự nhiễm chéoYêu cầu:
• Tránh sự nhiễm chéo từ vật thể bẩn sang thực phẩm, vật liệu bao gói, và các bề mặt tiếp xúc trực tiếp với thực phẩm bao gồm dụng cụ, găng tay, quần áo bảo hộ lao động của công nhân, vàtừ nguyên liệu sang thành phẩm.
• Các yếu tố cần xem xét trước khi xây dựng quy phạm này:– Sự lưu thông của nguyên liệu, sản phẩm, nước đá, phế liệu, công
nhân, bao bì…– Các hoạt động ở các khu vực có khả năng nhiễm chéo:– Ngăn cách nghiêm ngặt không gian và thời gian khi sản xuất các sản
phẩm có độ rủi ro khác nhau.– Phân biệt dụng cụ ở từng khu vực có độ rủi ro khác nhau.– Hoạt động của công nhân.– Lưu thông không khí (hút gió, cấp gió).– Hệ thống thoát nước thải.
Chương trình SSOP
Lê Minh Tâm 134
SSOP 4: Vệ sinh cá nhânYêu cầu:• Công nhân phải đảm bảo yêu cầu vệ sinh cá nhân khi
sản xuất.• Các yếu tố cần xem xét trước khi xây dựng quy phạm
này:– Hiện trạng của thiết bị rửa và khử trùng tay, phương
tiện vệ sinh, phòng thay đồ bảo hộ lao động, nhà vệsinh.
– Các quy định hiện có về hoạt động vệ sinh cá nhân.
Chương trình SSOP
Lê Minh Tâm 135
SSOP 5: Phòng ngừa nhiễm bẩn gây hư hỏng thực phẩm• Yêu cầu: Không để thực phẩm, bao bì, và các bề mặt tiếp
xúc trực tiếp với thực phẩm bị lây nhiễm bởi các tác nhân như dầu bôi trơn, thuốc khử trùng, chất tẩy rữa, chất ngưng tụ, các chất gây nhiễm sinh học, lý, hóa khác.
• Các yếu tố cần xem xét trước khi xây dựng quy phạm này:– Kiểm soát sự ngưng tụ hơi nước ở các cấu trúc phía trên thực
phẩm.– Anh hưởng của dầu bôi trơn.– Bảo quản chất tẩy rửa, thuốc sát trùng, thuốc diệt côn trùng,…– Khả năng kiểm soát vệ sinh của các bề mặt không tiếp xúc trực tiếp
với sản phẩm.
Chương trình SSOP

46
Lê Minh Tâm 136
SSOP 6: Sử dụng, bảo quản hóa chất độc hại.• Yêu cầu: phải đảm bảo việc sử dụng và bảo quản hóa
chất để không gây hại cho sản phẩm.• Các yếu tố cần xem xét:
– Kho bảo quản.– Quy định sử dụng.
SSOP 7: Kiểm soát động vật gây hại• Yêu cầu: phải ngăn ngừa và tiêu diệt hiệu quả động vật
gây hại.• Các yếu tố cần xem xét:
– Hệ thống ngăn chặn.– Hoạt động tiêu diệt.
Chương trình SSOP
Lê Minh Tâm 137
SSOP 8 :Kiểm soát sức khoẻ công nhân• -Yêu cầu: đảm bảo công nhân không là nguồn lây nhiễm
vào thực phẩm, vật liệu bao gói, và bề mặt tiếp xúc với thực phẩm.
• -Các yếu tố cần xem xét:– Cơ sở y tế.– Chế độ kiểm tra.
Chương trình SSOP
Lê Minh Tâm 138
Quá trình đánh giá là: “quá trình có hệthống, độc lập và được lập thành văn bản để nhận được bằng chứng đánh giá vàxem xét đánh giá chúng một cách khách quan để xác định mức độ thực hiện các chuẩn mực đánh giá”
(theo ISO 9000:2000)
CHƯƠNG 5: ĐÁNH GIÁ HỆ THỐNG HACCP
5.1. Định nghĩa
47
Lê Minh Tâm 139
Đánh giá hệ thống HACCP bao gồm:• Đánh giá HACCP để kiểm tra có hay không
việc phân tích mối nguy, chương trình GMP, liệu hệ thống HACCP có phù hợp với tiêu chuẩn hay liệu hệ thống HACCP có được giám sát trong thực tế
• Thẩm định HACCP: kiểm tra tính phù hợp và đầy đủ của hệ thống HACCP
ĐÁNH GIÁ HỆ THỐNG HACCP
Lê Minh Tâm 140
5.2. CÁC LOẠI HÌNH ĐÁNH GIÁ• Đánh giá bên thứ 1: nội bộ công ty
• Đánh giá bên thứ 2: là khách hàng đối với những nhà cung cấp hiện tại hoặc tiềm năng
• Đánh giá bên thứ 3: là một tổ chức độc lập, không có quyền lợi nào trong các kết quảcủa cuộc đánh giá (thường là đánh giá đểchứng nhận đăng ký)
ĐÁNH GIÁ HỆ THỐNG HACCP
Lê Minh Tâm 141
5.3. CÁC BƯỚC ĐÁNH GIÁ HACCPs 5.3.1. Thu thập thông tin
5.3.2. Lập kế hoạch và chuẩn bị
5.3.3. Báo cáo sự không phù hợp
5.3.4. Hành động khắc phục
5.3.5. Hành động theo dõi kiểm chứng
ĐÁNH GIÁ HỆ THỐNG HACCP
48
Lê Minh Tâm 142
5.3. CÁC BƯỚC ĐÁNH GIÁ HACCPs5.3.1. Thu thập thông tin
ĐÁNH GIÁ HỆ THỐNG HACCP
1. Vị trí, khu vực sẽ được đánh giá
2. Lý do cho cuộc đánh giá
3. Phạm vi của cuộc đánh giá
4. Những sản phẩm nằm trong hệ thống được đánh giá
5. Các chuẩn mực của cuộc đánh giá
(*) Cuộc viếng thăm trước đánh giá
Lê Minh Tâm 143
5.3. CÁC BƯỚC ĐÁNH GIÁ HACCPs 5.3.2. Lập kế hoạch và chuẩn bị
ĐÁNH GIÁ HỆ THỐNG HACCP
1. Chọn lọc các thành viên trong đoàn
2. Hẹn ngày kiểm tra (thông báo trước)
3. Quyết định cách tiếp cận
4. Phân công công tác
5. Chuẩn bị tài liệu làm việc
6. Thông báo bên được đánh giá và gửi
(nên hay không nên ???)
7. Hậu cần
Lê Minh Tâm 144
5.3. CÁC BƯỚC ĐÁNH GIÁ HACCPs 5.3.3. Báo cáo sự không phù hợp(NONCONFORMITY REPORTS – NCR´S)
ĐÁNH GIÁ HỆ THỐNG HACCP
(Theo ISO 9000:2000)
Sự không phù hợp là sự không đáp ứng một yêu cầu
Thường được hiểu là: - Những rủi ro- Những tiêu cực- “Nhược điểm”
Chuyên gia nhìn vấn đề ntn ?
49
Lê Minh Tâm 145
PHÂN LOẠI NC
NC CHÍNH: - Không đáp ứng bất kỳ một yêu cầu
nào đó của luật định về ATTP- Sự thiếu sót có tính hệ thống
NC PHỤ- Một sai sót riêng lẻ
Kết luận
ĐÁNH GIÁ HỆ THỐNG HACCP
Lê Minh Tâm 146
ĐÁNH GIÁ HỆ THỐNG HACCP5.3. CÁC BƯỚC ĐÁNH GIÁ HACCPs 5.3.4. Hành động khắc phục
(Theo ISO 9000)
Hành động để loại bỏ nguyên nhân của sựkhông phù hợp đã được phát hiện hay các tình trạng không mong muốn khác
Chuyên gia nói, không làm
Expert Not Expert
Lê Minh Tâm 147
5.3. CÁC BƯỚC ĐÁNH GIÁ HACCPs 5.3.4. Hành động kiểm chứng
ĐÁNH GIÁ HỆ THỐNG HACCP
- Sau thời gian thỏa thuận, theo dõi bằng chứng (hồ sơ) để xác nhận hành động khắc phục được tiến hành
- Xác nhận báo cáo
* Cấp chứng nhận HACCP
50
Lê Minh Tâm 148





























