Embed Size (px)
Citation preview
Bainite Viewed Three Different Ways
H.I. AARONSON, W.T. REYNOLDS, Jr., G.J. SHIFLET, and G. SPANOS
The present status of the three principal definitions of bainite currently in use is reviewed. On the surface relief definition, bainite consists of precipitate plates, producing an invariant plane strain (IPS) surface relief effect, which form by shear, i.e., martensitically, at temperatures usually above Ms and Md. The generalized microstructural definition describes bainite as the product of the diffusional, noncooperative, competitive ledgewise growth of two precipitate phases formed during eutectoid decomposition, with the minority phase appearing in nonla- mellar form. This alternative mode of eutectoid decomposition is thus fundamentally different from the diffusional, cooperative, shared growth ledges mechanism for the formation of pearlite developed by Hackney and Shiflet. The overall reaction kinetics definition of bainite views this transformation as being confined to a temperature range well below that of the eutectoid tem- perature and being increasingly incomplete as its upper limiting temperature, the kinetic Bs, is approached. Recent research has shown, however, that even in steels (the only alloys in which this set of phenomena has been reported), incomplete transformation is not generally operative. Revisions in and additions to the phenomenology of bainite defined in this manner have been recently made. Extensive conflicts among the three definitions are readily demonstrated. Ar- guments are developed in favor of preference for the generalized microstructural definition, reassessment of the overall reaction kinetics definition, and discarding of the surface relief definition.
I. INTRODUCTION
ABOUT 20 years ago, the proposal was made that much of the confusion then enveloping the bainite reaction (which has since become considerably worse!) had its origin in the curious circumstance that at least three major definitions of bainite were currently in use, each of which encompassed a different group of incompletely over- lapping phase transformations phenomena. ~zl Thus, a transformation product which one definition would de- scribe as bainite might not be so classified by either or both of the other two. In their current form, these def- initions are the following. The generalized micro- structural definition states that bainite is the product of the diffusional nucleation and the competitive ledgewise diffusional growth of the two phases comprising the products of a eutectoid reaction.~2] The unit atomic pro- cess is the thermally activated diffusion of single atoms. The surface relief definition I3,4,51 terms bainite the plate- shaped product of a shear mode of phase transformation, usually taking place above the Ms or even the Md tem- perature, as evidenced by an invariant plane strain (IPS) relief effect when the plate forms at a free surface. On this definition, simultaneous or highly coordinated, non-
H.I. AARONSON, R.F. Mehl Professor, is with the Department of Metallurgical Engineering and Materials Science, Carnegie Mellon University, Pittsburgh, PA 15213-3890. W.T. REYNOLDS, Jr., Assistant Professor, is with the Department of Materials Engineering, Virginia Polytechnic Institute and State University, Blacksburg, VA 24061-0237. G.J. SHIFLET, Professor, is with the Department of Materials Science, University of Virginia, Charlottesville, VA 22903. G. SPANOS is with the Physical Metallurgy Branch, Naval Research Laboratory, Code 6324, Washington, DC 20375-5000.
This paper is based on a presentation made in the symposium "International Conference on Bainite" presented at the 1988 World Materials Congress in Chicago, IL, on September 26 and 27, 1988, under the auspices of the ASM INTERNATIONAL Phase Transfor- mations Committee and the TMS Ferrous Metallurgy Committee.
thermally activated glide of atoms across the advancing interphase boundary is the unit atomic process. On some views, the kinetics of shear are controlled by interstitial solute diffusion in the matrix phase, while on others, growth takes place more rapidly than volume diffusion in the matrix phase would allow in either a substitution- ally or an interstitially alloyed matrix. The overall re- action kinetics definition t4,61 views bainite as having its own C-curve on a time-temperature-transformation (TTT) diagram whose upper limiting temperature, termed the "kinetic Bs," is well below that of the eutectoid tem- perature. Between the kinetic Bs and some lower tem- perature, inappropriately known as the "bainite finish" or "kinetic B/" temperature, the bainite reaction ceases entirely before all of the austenite has decomposed. The proportion of the austenite transformed to bainite de- creases monotonically from 100 pct at the kinetic By to zero at the kinetic Bs. This has become known as the "incomplete transformation phenomenon." After an in- terval of "transformation stasis," which may last from seconds to months or longer, austenite decomposition re- sumes and goes to completion, presumably by the pearl- ite reaction. Bainite also forms, though without incomplete transformation, at temperatures below the kinetic BI, in principle, at temperatures down to that of the M I (mar- tensite finish) temperature.
The original form of the microstructural definition (in which the morphology of the ferritic component of bain- ite was restricted to that of plates and its atomic mech- anism was not specified) is due to Robertson I71 and Davenport and Bain. t8j The surface relief definition, in nearly its principal present form, originated with Ko and Cottrell, c31 though it remained to later workers to quan- tify the surface upheaval as being of the IPS type.tgl The phenomena comprising the incomplete transformation definition were largely identified by Wever and co- workers, i10-141
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1343
Although two opportunities to consider these three definitions further recently arose, D5,16] enough additional experimental and interpretive information has become available since that time and sufficient discussion of var- ious fundamental aspects of the bainite reaction has ap- peared in the literature to justify yet another effort in this direction. In particular, two of the succeeding papers in these proceedings provide improved information on the temperature-composition regions in which the various morphologies of bainite predominate tlTj and a new, purely diffusional mechanism for lower bainite formation in steel. I~81 Both are important in the context of the gen- eralized microstructural definition of bainite. The other following papers provide new data on growth and overall reaction kinetics above the kinetic Bs temperature tlg~ and below this temperature, c2~ respectively, in Fe-C-Mo al- loys, while a sixth paper furnishes overall reaction ki- netics data relevant to the incomplete transformation phenomenon in several other Fe-C-X systems, t2q and a seventh paper provides microstructural and overall re- action kinetics data on an Fe-C-Cr alloy, t2~~ In a current critical review, fundamental aspects of the surface relief definition are examined in some detail. I221 Recent re- views of the bainite reaction (or closely related topics) by other authors t23-291 and extensive discussions of these reviews I3~ have added further material of interest to the present critique.
While much of the foregoing research activity has dealt with bainite defined in various ways in steel, many pa- pers have also been published on bainite in nonferrous alloys, as defined by the generalized microstructural and/ or by the surface relief definitions. The numerous papers presented in this conference on bainite formation in both ferrous and nonferrous alloys further attest to the recent marked increase in interest in this most controversial area of phase transformations research.
In Sections II through IV, the status of each of the three definitions will be successively assessed. Section V will then be devoted to emphasizing the depth and gen- erality of the conflicts among them and, thus, the im- portance of arriving at a generally acceptable single definition of the bainite reaction. The main contents of each section will be outlined at its beginning. Table I provides a list of frequently used acronyms for the con- venience of the reader.
II. THE SURF ACE RELIEF DEFINITION OF BAINITE
After noting the requirements of the phenomenologi- cal theory of martensite crystallography (PTMC) which must be fulfilled in order that a phase transformation qualify as having taken place by shear, the mechanism for the formation of an IPS surface relief effect by ledge- wise diffusional growth is considered. Much emphasis is then placed upon the fulfillment of derivative require- ments of the PTMC. Finally, an assessment is made of the surface relief definition of bainite as a whole.
A. Fulfillment of the Requirements of the PTMC
In order that a transformation product qualify as one produced by a shear or martensitic transformation, the
Table I. List of Acronyms Used
at. pct FCB FIM/AP IL IPS kinetic Bs
kinetic B I
LRO PTMC
SDLE SEM STEM To
TEM THEEM TTT
curve WLR wt pct
atomic percent ferritic component of bainite field ion microscopy/atom probe invariant line invariant plane strain highest temperature at which bainite forms,
on the overall reaction kinetics definition of bainite
highest temperature at which 100 pct of the microstructure can be transformed to bain- ite, similarly defined
long-range order phenomenological theory of martensite
crystallography solute drag-like effect scanning electron microscopy scanning transmission electron microscopy temperature at which stress-free austenite and
ferrite (or counterpart phases in a non- ferrous system) with the same composition have the same free energy
transmission electron microscopy thermionic electron emission microscopy isothermal time temperature transformation
curve Wechsler, Lieberman, and Read PTMC weight percent
current view is that it must not only exhibit (1) an IPS relief effect when formed in contact with a free surface but must also fulfill, in an entirely self-consistent man- ner, 15J all of the other requirements of the PTMC. 14~ These requirements include: (2) a plate morphology (when formed in the interior of a specimen); (3) a lattice cor- respondence between the matrix and product phases; (4) an irrational lattice orientation relationship between the ma- trix and product [except during fcc/hcp and fcc/dhcp (double hcp) transformations]; (5) an irrational habit plane [with the same exception as in (4)]; and (6) the presence of an internal inhomogeneity such as twinning or slip through which the lattice invariant deformation is con- ducted [same exceptions as in (4)]. Fulfillment of only some of these requirements does not support the postu- late that a given transformation has taken place by means of a shear mechanism.L51
Studies sufficiently thorough to ascertain whether or not all of these requirements are indeed self-consistently fulfilled have been conducted on a few representative transformations which are also legitimately suspected of having formed through the operation of a diffusional mechanism. Among substitutional alloys, a I Cu-Zn t42~ and a~ Ag-Cd I43j plates both not only properly fulfill all of the foregoing conditions but also closely resemble the martensite formed in the same alloys at much lower tem- peratures. AuCu II plates formed in a disordered Au-50 at. pct Cu alloy r441 have been shown to meet these re- quirements with particularly high accuracy. Inasmuch as all appear to grow slowly, at least upon the length scales investigated so far, t45-481 all are candidates for descrip- tion as bainite on the most frequently used version of the surface relief definition. Additionally, y A1Ag2 plates initially yield an IPS surface relief and have the same
1 3 4 4 - - V O L U M E 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A

habit plane and crystallography as characterize martens- itic fcc/hcp transformations. 149] Hence, this reaction can serve as an example of bainite described by the surface relief definition in which no lattice invariant deformation is required. ]5] These four transformations will thus serve as our "models" for surface relief bainite in substitu- tional alloys. On historical as well as current usage grounds, proeutectoid ferrite plates, singly and variously grouped, both in the absence of carbides and with a dis- persion of nonlamellar carbides among them (i.e., microstructural bainite), will serve in the same role for interstitial alloys. The well-studied precipitation of /3 VH045 plates from bcc V-H solutions I5~ will serve as a second model transformation between interstitial phases.
Now consider first whether or not these model trans- formations are accompanied by an IPS relief effect when formed at a free surface. The answer to this question is apparently in the affirmative for the four transformations serving as models for substitutional alloys, i42-44,49] How- ever, plate- or lath-shaped precipitates in other substi- tutional alloys do not necessarily exhibit the same behavior. For example, proeutectoid a plates in a Ti- 6.62 at. pct Cr alloy have been found to yield tent-shaped reliefs 4 times as frequently as those of the IPS type, though transmission electron microscopy (TEM) exper- iments demonstrated that all plates examined were single crystals. 152]
In the case of proeutectoid ferrite and bainite, on the other hand, a quite different pattern of results is ob- tained. The three-dimensional (3-D) morphology of the Widmanst~itten structure tends to be lathlike at higher reaction temperatures but to be better described as plates at lower temperatures. ]53] Although some proeutectoid ferrite plates can indeed yield IPS reliefs, t54J tent-shaped and more complicated relief morphologies are much more general, tSa'55j even though all are evidently produced by monocrystals, t55,56] Watson and McDougall t54~ observed tents and assumed that they were pairs of plates formed back-to-back but did not investigate this point experi- mentally.r571 In only one investigation of those with which the present authors are familiar were back-to-back proeutectoid ferrite plates actually formed. Bhadeshia ]58j isothermally reacted specimens of an Fe-0.4 pct C alloy and then deliberately slowly cooled them. Particularly given the very rapid transformation kinetics in high-purity Fe-C alloys, this procedure markedly increased the prob- ability that face-to-face sympathetic nucleation tsgj of an- other ferrite plate would take place, at some lower temperature, at a broad face of most plates isothermally formed at a higher temperature. Hence, the relief effects of proeutectoid ferrite plates are usually not of the IPS type, as required by the PTMC. Similarly, lower bainite plates, suggested to be monocrystals, t6~ even though this now seems less likely, t181 can also form tent-shaped re- liefs, ]6~ though IPS reliefs have been observed in thin plates of lower bainite and both plastic accommodation and carbide precipitation have been suggested to perturb the reliefs associated with thicker plates.tSl The situation with respect to/3 VH0.45 surface relief morphology is less clear. Although no photographs of these reliefs appear to have been published, an IPS tilt is implied, I511 with "rounding" of many tilts evidently having occurred as a result of accommodation slip. tr~]
All four of the "model" transformations in substitu- tional alloys have habit planes and orientation relation- ships well explained by the P T M C . [42-44'49] On the other hand, the example transformations in steel again display significant discrepancies with respect to the behaviors thereby forecast. Watson and McDougall t541 thus re- ported important scatter in the habit plane of ferrite plates, as determined with optical microscopy, and their ori- entation relationship and shape strain data on these plates are inconsistent with one another. [621 The crystallography of upper bainite cannot be rationalized by the PTMC. [631 Unlikely irrational modes of lattice invariant deforma- tion are too often required to explain habit plane and orientation relationship data on bainite.[64.651 On the view that lower bainite closely resembles martensite of similar composition, t661 both the absence of twinning within the ferritic component t64,651 and different habit planes and orientation relationships than those associated with mar- tensite formed in the same alloy [65,67] are anomalous. In view of this plethora of serious disagreements, the in- sistence in the current literature tz3.z6j that Widmanst~itten ferrite and bainite formation agrees with the PTMC can only be regarded as puzzling. On the other hand, agree- ment between the PTMC and experiment for fl VH0.45 is generally good. tS~ Such disagreements as did appear are likely due to uncertainties in the exact crystal struc- ture of this hydride and also to the presence of slightly misoriented microdomains within the hydride plates, tS~J
The disagreements between PTMC and experiment in steel suggest the desirability of briefly surveying parallel results on transformations, particularly in steel, which are undeniably martensitic. Wayman TM has shown con- vincingly in a variety of alloy systems that single mar- tensite plates produce an IPS surface relief. Tent-shaped reliefs are here due to the formation of back-to-back pairs of martensite plates. In Au-47.5 at. pct Cd 1681 and Fe- 0.8 wt pct C-22 wt pct Ni, t4~ habit plane, orientation relationship, shear direction, and shear angle are all ac- curately predicted by the Wechsler, Lieberman, and Read (WLR) t4~ version of the PTMC. t5,7~ In steels, however, near {1 1 1}v, {225}v, and {259} v habit planes have proved difficult to understand in a self-consistent manner, t71] However, volume changes in the range of 2.5 to 4 pct tend to characterize transformations in steels which the PTMC cannot fully explain, whereas volume changes of less than 1 pct yield habit planes such as {3, 10, 15}v and other crystallographic characteristics which can be prop- erly rationalized, t71j indicating that deformation pro- cesses not included in the PTMC are taking place when the transformation volume change is large, t71~ Hence, it now appears that particularly in steel, but perhaps in sub- stitutional alloys as well, in which an appreciable vol- ume change attends the transformation, neither agreement nor disagreement with the predictions of the PTMC pro- vides good evidence as to the operative transformation mechanism at the atomic level.
B. Formation of an IPS Surface Relief Effect by Ledgewise Diffusional Growth
Among some adherents of the view that bainite forms by shear, it now seems de rigueur to state that no mech- anism has been proposed to explain the evolution of IPS
METALLURGICAL TRANSACTIONS A VOLUME 21A, JUNE 1990-- 1345

reliefs through ledgewise diffusional growth.[23.26] However, in a recent publication on the subject, I52] six earlier references involving one of the present authors, [1,49,55,72-74] as well as another to a paper by Dahmen, [281 were cited in which just this was done. In brief, when all ledges through which a plate thickens have the same "shear," the surface relief effect produced will be the same IPS as would have developed had the plate formed by a shear mechanism. This conclusion has, in fact, been implicitly recognized by Christian and Edmonds. [231 Presumably, one "shear" or Burgers vector of a given system of growth ledges permits a larger re- duction in shear strain energy than other crystallo- graphically equivalent systems when a precipitate plate is in contact with a free surface (though not when the plate is wholly enclosed within a monocrystalline matrix grain), hence leading to a preference for a particular set of ledges. I491 However, when this is not the case, more complex relief effects are generated, tSs] Such non-IPS re- liefs cannot develop during a martensitic transformation. Hence, failure of monocrystalline plates to produce IPS reliefs consistently indicates that a shear mechanism of growth is not operative. However, the presence of an IPS relief cannot be regarded as definitive evidence in favor of the operation of a shear growth mechanism.
C. Fulfillment of Other Requirements of a Shear Mechanism of Growth
Although the PTMC does not directly introduce the following additional requirements for transformation by a shear mechanism, each is inescapable if a phase trans- formation in a substitutional alloy is to take place by shear: [5,7~ (1) absence of a difference in composition be- tween product and matrix phases; (2) absence of a dif- ference in long-range order (LRO) between product and matrix phases; and (3) an interphase boundary structure capable of sustaining a shear mechanism of phase trans- formation. [s,7~ When the matrix and product phases are interstitial solid solutions, the first requirement, [661 and by implication the second as well, may be r e l axed- - though discussion of these exceptions is required. The third, on the other hand, is as indispensable for inter- stitial alloys as it is for those which are substitutional in character.
1. Absence of a composition change during growth In substitutional alloys, a significant difference in
composition between the transformation product and sur- rounding matrix from the earliest validly examinable stage of growth has now been established for a~ C u - Z n , ]76'771
at Ag-Cd, [78] and 3/A1Ag2 [491 plates, though the position with respect to the first transformation remained obscure for some time because of extensive conflicts among var- ious sets of experimental results.[76,79-83] Inasmuch as AuCu II plates form in a single-phase region, the question of a composition change has not been raised with respect to this transformation. Recently, Enomoto and Fujita I84] have obtained the same type of result for proeutectoid a plates in Ti-Fe and Ti-V alloys. Particularly for a~ Cu- Zn and a~ Ag-Cd plates, wherein full agreement with the purely phenomenological requirements of the PTMC has been well established, ~4~,431 these results furnish crit- ical support for the view that obedience to the PTMC is
a necessary, but not a sufficient, condition for identifi- cation of the transformation mechanism as shear. [1,721 Justifying these results in terms of the PTMC as indic- ative of shear in the sense of a "lattice site correspon- dence "[78'85] rather than an "atomic correspondence" not only destroys the mechanistic significance of composi- tion differences during the early stages of growth but also eliminates the distinction between diffusional and shear mechanisms of growth. In view of the growing likelihood that all nucleated first-order phase trans- formations enjoy at least lattice site correspondences be- cause of the prevalence of partially coherent interphase boundaries, this viewpoint ignores the fundamental dif- ferences in the atomic mechanisms through which these two growth processes take place.
In interstitial alloys, the situation is considerably more complicated. The possibility has been suggested that the substitutional atoms in such an alloy can rearrange by shear at rates controlled by the long-range diffusion of the interstitial solute toward or away from the advancing interphase boundary. TM Alternatively, transformation of both species may occur by shear, i.e., in the usual mar- tensitic manner. However, subsequent diffusion of the excess solute out of the product phase and/or its precip- itation as a component of the "second" eutectoid phase, such as a carbide, can quickly produce a radical change in the composition of a bainite plate, as Zener [86] clearly explained more than 40 years ago. Two fundamental is- sues must thus be considered: (1) are substitutional shear and interstitial diffusion compatible processes, and (2) what is the evidence for inheritance of excess solute during the growth of "surface relief bainite" plates? "Ex- cess" solute is defined here, in the context of Fe-C-base alloys, as carbon in ferrite in concentrations in excess of those allowed by the metastable equilibrium c~/(a + 30 phase boundary extrapolated to the transformation temperature.
The central problem with respect to compatibility is that of combining the biased random walk character of interstitial solute diffusion with the precisely organized and sequenced motion of substitutional atom transport by shear. Unless areas of the advancing interface being displaced by shear are limited to such small dimensions that only one interstitial atom is expected to be in contact with them, the compatibility problem seems unmanage- able. Maintenance of a driving force for the growth of ferrite requires extensive partitioning of carbon to aus- tenite. Failure of some carbon atoms to jump synchro- nously with the coordinated displacement by shear of an a : ? boundary would introduce sharp local diminutions in driving force, which should hinder motion over large areas of a glissile boundary by introducing curvature ca- pable of adding a sessile component to the interfacial dislocation structure. Particularly in transformations such as the formation of ferrite from austenite, in which a high concentration of carbon atoms in austenite is in equilibrium with ferrite at a : y boundaries (especially at low reaction temperatures[87]), this requirement would appear to restrict the mobile areas of such boundaries essentially to monatomic kinks. This may indeed be the situation at transformation dislocations, migrating by a double kink mechanism across the closely packed ter- races of ledged interfaces, [88,89[ but not at the planar areas
1346--VOLUME 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A
of the terraces, when these are being displaced en bloc by simultaneous glide of the array of glissilely oriented edge dislocations or of screw dislocations t751 (performing the lattice invariant deformation) in each terrace com- prising a given boundary orientation.
As to the experimental evidence for excess solute in the ferritic component of bainite (FCB), nearly all of it cited in the unending published arguments on the subject is highly indirect and of the most limited v a l u e . 14'a3'74]
Similarity of orientation relationships between bainitic ferrite and carbides to those between tempered martens- ite and its precipitated carbides is of especially ques- tionable importance for reasons derived from elementary nucleation theory. [9~ Dilatometric [9~1 and electrical resis- tivity t921 data are difficult to interpret unambiguously be- cause of carbon concentration gradients in austenite, dislocation generation by plastic deformation attending transformation, and some uncertainty as to whether ce- mentite, e carbide, or both are being precipitated. More direct methods have tended to show that the proportion of carbon remaining in the FCB is less than the detection limit of X-ray lattice parameter measurements, i .e. , approximately 0.1 wt pct C, [93'94'95] o r of electron probe X-ray microanalysis, approximately 0.03 wt pct C. [96] Field ion microscopy/atom probe (FIM/AP) studies have shown much higher carbon concentrations in the F E B . (97'98'991 However, the extreme localization of mea- surement which this technique allows and the nonuni- form distribution of the carbon atoms thereby revealed strongly suggests that Cottrell atmospheres about dislo- cations may be responsible for this result, I23,1~176 and thus that it cannot be taken as supporting a high initial supersaturation. 11001
On the other hand, X-ray measurements indicating that the FCB is sometimes tetragonal tl~176 have suggested carbon concentrations in the range of 0.1 to 0.1 5 wt pct. Zener I861 has shown that below a composition-dependent critical temperature, ferrite is made tetragonal by a high- velocity shear transformation which places carbon atoms in sites causing a distortion of the ferrite lattice parallel to a common tetragonal direction. Subsequent "leakage" of carbon into austenite through a: 3, boundaries or pre- cipitation of carbides within ferrite or in both phases at a : T boundaries would cause such tetragonality to pro- vide an underestimate of the carbon concentration in the ferrite. I221 On the other hand, c /a ratios greater than unity may have arisen from the formation of martensite above M~ (though, of course, below Ma) as a consequence of straining of the austenite by bainite formation, l~~ even though followed by partial autotempering.[741 Hence, this evidence for substantial supersaturation with respect to carbon of the FCB is presently indecisive. Attempts to demonstrate such supersaturation by means of the in- complete transformation phenomenon t~~ will be shown in Section I V - H - 2 to be invalidated by an incorrect analysis of this phenomenon.
A useful indirect approach to the problem is provided by measurements of the lengthening kinetics of ferrite and bainite plates. These are easily made quite accu- rately. Because the diffusivity of carbon in ferrite is roughly two orders of magnitude higher than that in aus- tenite at the temperatures of interest here, ferrite cannot sustain significant supersaturation with respect to carbon
unless the kinetics of lengthening are much faster than those permitted by the diffusivity of carbon in austenite. Simonen et al. [~~ have made the most complete com- parison between the measured lengthening rates of these plates and those calculated from the sophisticated Trivedi [~~ analysis by using Fe-C alloys and measuring not only lengthening kinetics but also the radii of cur- vature of the leading edges of ferrite and bainite plates over a wide reaction temperature range. They demon- strated that calculating instead of measuring these radii can introduce significant errors. Use of frequency histo- grams permitted conversion of measured apparent to true radii of curvature. They found that these plates invari- ably lengthen more slowly than permitted by carbon dif- fusion kinetics in austenite.
Bhadeshia[110] and Ali and Bhadeshia In 1] have recently reanalyzed published data on the lengthening of ferrite and bainite plates and reached the reverse conclusion. However, their manipulations of the Trivedi analysis and the necessary ancillary data are inappropriate, and even their plotted findings are inaccurately described. This conclusion was mainly reached by introducing the ef- fects of arbitrary amounts of stored energy arising from the shear, supposedly accomplishing transformation of austenite to ferrite. ~Ssl However, no consideration was given to relaxation of this stored energy by glide and diffusional processes at the often quite high temperatures at which the growth kinetics measurements were made or by the growth processes producing tent-shaped and more complex surface reliefs. The possibility that some of these plates were actually needles was usefully introduced, but no calculations were reported for length- ening kinetics of needles in the absence of stored energy (though such results were reported for plates). When Bhadeshia's [11~ plots are reconsidered with these points in mind, it is clear that his calculated lengthen- ing rates are either essentially the same as or slower than those permitted by the diffusion of carbon in austen- ite. Hence, growth kinetics evidence supports the view that there is no supersaturation of the FCB with respect to carbon.*
*It also seems worth noting that Bhadeshia tl12j has reported ferrite/ bainite plate lengthening measurements made in s i tu with photo- emission electron microscopy, in which kinetics three orders of mag- nitude faster than those permitted by carbon diffusion in austenite were recorded. The suggestion has been made 114] that these measurements may have been taken on plates of martensite formed above Ms in the manner described by Smith e t al . t~~ and more recently by Okamoto and Oka. Ij~s-~4j These studies should be repeated, but this time fol- lowed by TEM examination of some of the plates studied in order to ascertain (mainly from their internal structure) whether or not they were actually martensite.
One more effort to evaluate the carbon concentration in the FCB during growth should be noted. Published data on the average carbon concentration in retained aus- tenite associated with partial transformation to bainite, evaluated by means of X-ray diffraction, were coupled with knowledge of the proportion of austenite retained as a function of carbon concentration in alloy steels. I741 The X-ray diffraction data of Pevzner et al. InSj used were obtained on Si and AI steels, wherein replacement of carbon rejection into austenite by carbide precipitation at a: 3, boundaries should be minimized. The average
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1347
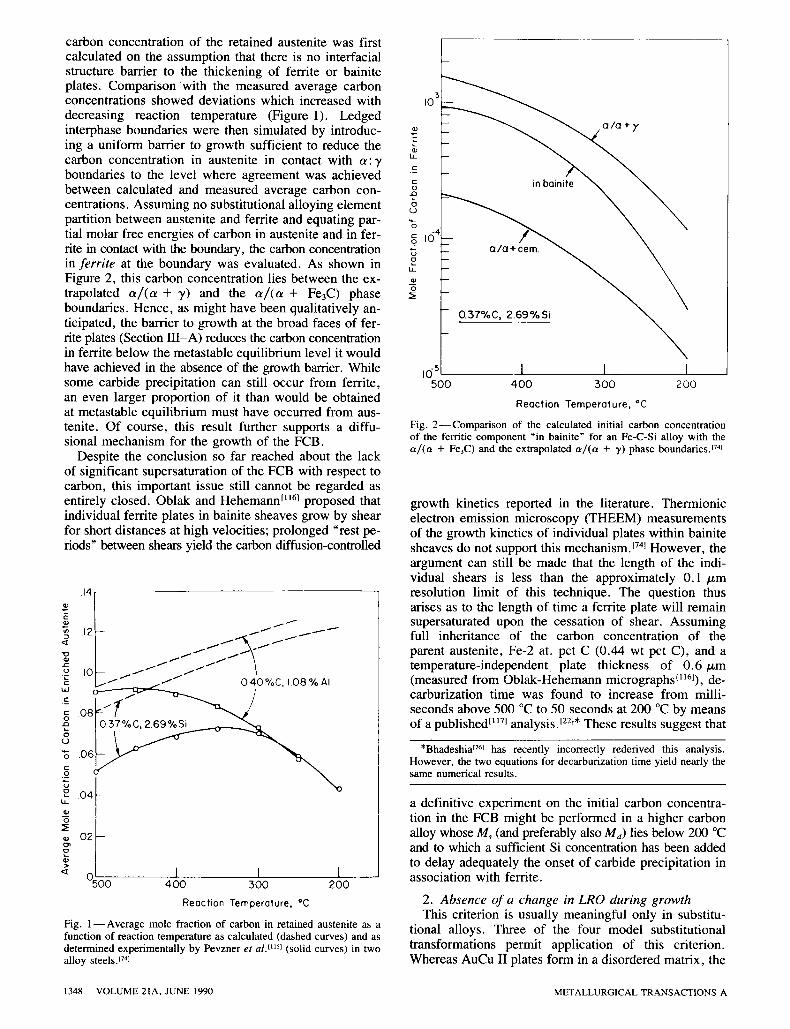
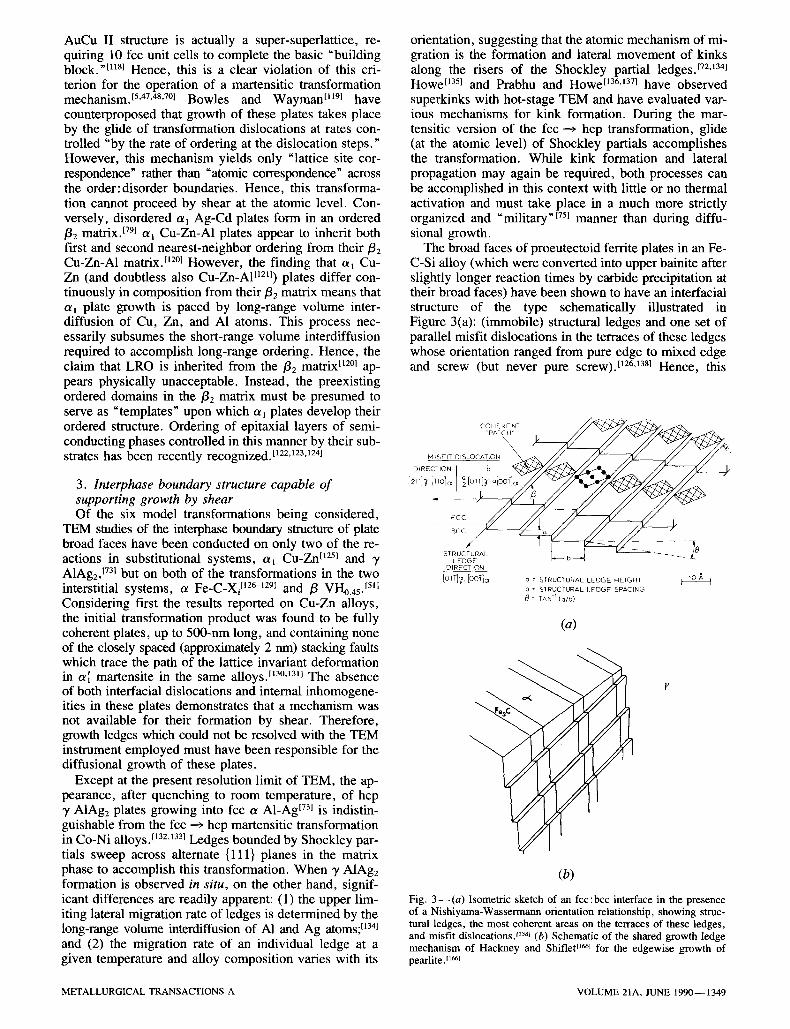
carbon concentration of the retained austenite was first calculated on the assumption that there is no interfacial structure barrier to the thickening of ferrite or bainite plates. Comparison 'with the measured average carbon concentrations showed deviations which increased with decreasing reaction temperature (Figure 1). Ledged interphase boundaries were then simulated by introduc- ing a uniform barrier to growth sufficient to reduce the carbon concentration in austenite in contact with a : y boundaries to the level where agreement was achieved between calculated and measured average carbon con- centrations. Assuming no substitutional alloying element partition between austenite and ferrite and equating par- tial molar free energies of carbon in austenite and in fer- rite in contact with the boundary, the carbon concentration in ferrite at the boundary was evaluated. As shown in Figure 2, this carbon concentration lies between the ex- trapolated a/(a + y) and the a/(a + Fe3C) phase boundaries. Hence, as might have been qualitatively an- ticipated, the barrier to growth at the broad faces of fer- rite plates (Section Il l-A) reduces the carbon concentration in ferrite below the metastable equilibrium level it would have achieved in the absence of the growth barrier. While some carbide precipitation can still occur from ferrite, an even larger proportion of it than would be obtained at metastable equilibrium must have occurred from aus- tenite. Of course, this result further supports a diffu- sional mechanism for the growth of the FCB.
Despite the conclusion so far reached about the lack of significant supersaturation of the FCB with respect to carbon, this important issue still cannot be regarded as entirely closed. Oblak and Hehemann tl~6] proposed that individual ferrite plates in bainite sheaves grow by shear for short distances at high velocities; prolonged "rest pe- riods" between shears yield the carbon diffusion-controlled
.14
o It.
0 :E
{:n o
.12 - t 1 1 t ' ' - " ~:~ i I " ~ i t
"~ . I 0 - - i . . - I " 1 1 t~ / / / 0.40 %C, 108%AI
8 ,08 ':' o.3c*,'. ~
0 4 - -
.02 - -
I I I q ,00 4 0 0 300 200
Reaction Temperature, ~
Fig. 1 - Average mole fraction of carbon in retained austenite as a function of reaction temperature as calculated (dashed curves) and as determined experimentally by Pevzner et al. tHS~ (solid curves) in two alloy steels. 1741
c
3 g 16 4
m
N
id~ / I I I 500 400 300 2 O0
Reoction Temperature, ~
Fig. 2 - - C o m p a r i s o n of the calculated initial carbon concentration of the ferritic component "in bainite" for an Fe-C-Si alloy with the a/(c~ + Fe3C) and the extrapolated a / ( a + y) phase boundaries, t741
growth kinetics reported in the literature. Thermionic electron emission microscopy (THEEM) measurements of the growth kinetics of individual plates within bainite sheaves do not support this mechanism, t741 However, the argument can still be made that the length of the indi- vidual shears is less than the approximately 0.1 btm resolution limit of this technique. The question thus arises as to the length of time a ferrite plate will remain supersaturated upon the cessation of shear. Assuming full inheritance of the carbon concentration of the parent austenite, Fe-2 at. pct C (0.44 wt pct C), and a temperature-independent plate thickness of 0 .6 /xm (measured from Oblak-Hehemann micrographs ill6]), de- carburization time was found to increase from milli- seconds above 500 ~ to 50 seconds at 200 ~ by means of a published [~ 17] analysis.f z2]* These results suggest that
*Bhadeshia p6j has recently incorrectly rederived this analysis. However, the two equations for decarburization time yield nearly the same numerical results.
a definitive experiment on the initial carbon concentra- tion in the FCB might be performed in a higher carbon alloy whose Ms (and preferably also Md) lies below 200 ~ and to which a sufficient Si concentration has been added to delay adequately the onset of carbide precipitation in association with ferrite.
2. Absence of a change in LRO during growth This criterion is usually meaningful only in substitu-
tional alloys. Three of the four model substitutional transformations permit application of this criterion. Whereas AuCu II plates form in a disordered matrix, the
1348--VOLUME 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A
AuCu II structure is actually a super-superlattice, re- quiting 10 fcc unit cells to complete the basic "building block. "1urn Hence, this is a clear violation of this cri- teflon for the operation of a martensitic transformation mechanism.15,47,48,7~ Bowles and Wayman[119] have counterproposed that growth of these plates takes place by the glide of transformation dislocations at rates con- trolled "by the rate of ordering at the dislocation steps." However, this mechanism yields only "lattice site cor- respondence" rather than "atomic correspondence" across the order: disorder boundaries. Hence, this transforma- tion cannot proceed by shear at the atomic level. Con- versely, disordered a l Ag-Cd plates form in an ordered f12 matrix.179] oq Cu-Zn-A1 plates appear to inherit both first and second nearest-neighbor ordering from their/32 Cu-Zn-A1 matrix. B2~ However, the finding that al Cu- Zn (and doubtless also Cu-Zn-A1 uEH) plates differ con- tinuously in composition from their/32 matrix means that a I plate growth is paced by long-range volume inter- diffusion of Cu, Zn, and Al atoms. This process nec- essarily subsumes the short-range volume interdiffusion required to accomplish long-range ordering. Hence, the claim that LRO is inherited from the/32 matr ixu2~ ap- pears physically unacceptable. Instead, the preexisting ordered domains in the/32 matrix must be presumed to serve as "templates" upon which a~ plates develop their ordered structure. Ordering of epitaxial layers of semi- conducting phases controlled in this manner by their sub- strates has been recently recognized. I122,123J241
3. Interphase boundary structure capable of supporting growth by shear Of the six model transformations being considered,
TEM studies of the interphase boundary structure of plate broad faces have been conducted on only two of the re- actions in substitutional systems, a~ Cu-Zn B25~ and 31 A1Ag2, I731 but on both of the transformations in the two interstitial systems, a Fe-C-X~ B26-129~ and /3 VH045. tSu Considering first the results reported on Cu-Zn alloys, the initial transformation product was found to be fully coherent plates, up to 500-nm long, and containing none of the closely spaced (approximately 2 nm) stacking faults which trace the path of the lattice invariant deformation in at[ martensite in the same alloys. B3~ The absence of both interfacial dislocations and internal inhomogene- ities in these plates demonstrates that a mechanism was not available for their formation by shear. Therefore, growth ledges which could not be resolved with the TEM instrument employed must have been responsible for the diffusional growth of these plates.
Except at the present resolution limit of TEM, the ap- pearance, after quenching to room temperature, of hcp 31 AIAg2 plates growing into fcc a A1-Ag I731 is indistin- guishable from the fcc ---> hcp martensitic transformation in Co-Ni a l l o y s . U32,1331 Ledges bounded by Shockley par- tials sweep across alternate {111} planes in the matrix phase to accomplish this transformation. When 3' A1Ag2 formation is observed in situ, on the other hand, signif- icant differences are readily apparent: (1) the upper lim- iting lateral migration rate of ledges is determined by the long-range volume interdiffusion of AI and Ag atoms; B341 and (2) the migration rate of an individual ledge at a given temperature and alloy composition varies with its
orientation, suggesting that the atomic mechanism of mi- gration is the formation and lateral movement of kinks along the risers of the Shockley partial ledges. I72A341 Howe I1351 and Prabhu and H o w e [136,1371 have observed superkinks with hot-stage TEM and have evaluated var- ious mechanisms for kink formation. During the mar- tensitic version of the fcc --~ hcp transformation, glide (at the atomic level) of Shockley partials accomplishes the transformation. While kink formation and lateral propagation may again be required, both processes can be accomplished in this context with little or no thermal activation and must take place in a much more strictly organized and "military "I751 manner than during diffu- sional growth.
The broad faces of proeutectoid ferrite plates in an Fe- C-Si alloy (which were converted into upper bainite after slightly longer reaction times by carbide precipitation at their broad faces) have been shown to have an interracial structure of the type schematically illustrated in Figure 3(a): (immobile) structural ledges and one set of parallel misfit dislocations in the terraces of these ledges whose orientation ranged from pure edge to mixed edge and screw (but never pure screw). I126,x381 Hence, this
M~SFIT D SLOCATLON ~ / DIRECTION b O T ] ~
_2 0 DIRECTION [01T]'~, [(30]]0 a: STRUCTURAL LEDGE HEIGHT ~
b: STRUCTURAL LEDGE SPACING ~ TAN-' (a/b)
(a)
(b)
Fig. 3 - - (a) Isometric sketch of an fcc : bcc interface in the presence of a Nishiyama-Wassermann orientation relationship, showing struc- tural ledges, the most coherent areas on the terraces of these ledges, and misfit dislocations, u~sl (b) Schematic of the shared growth ledge mechanism of Hackney and Shiflet t~66j for the edgewise growth of pearlite, u661
METALLURGICAL TRANSACTIONS A VOLUME 21A, JUNE 1990-- 1349
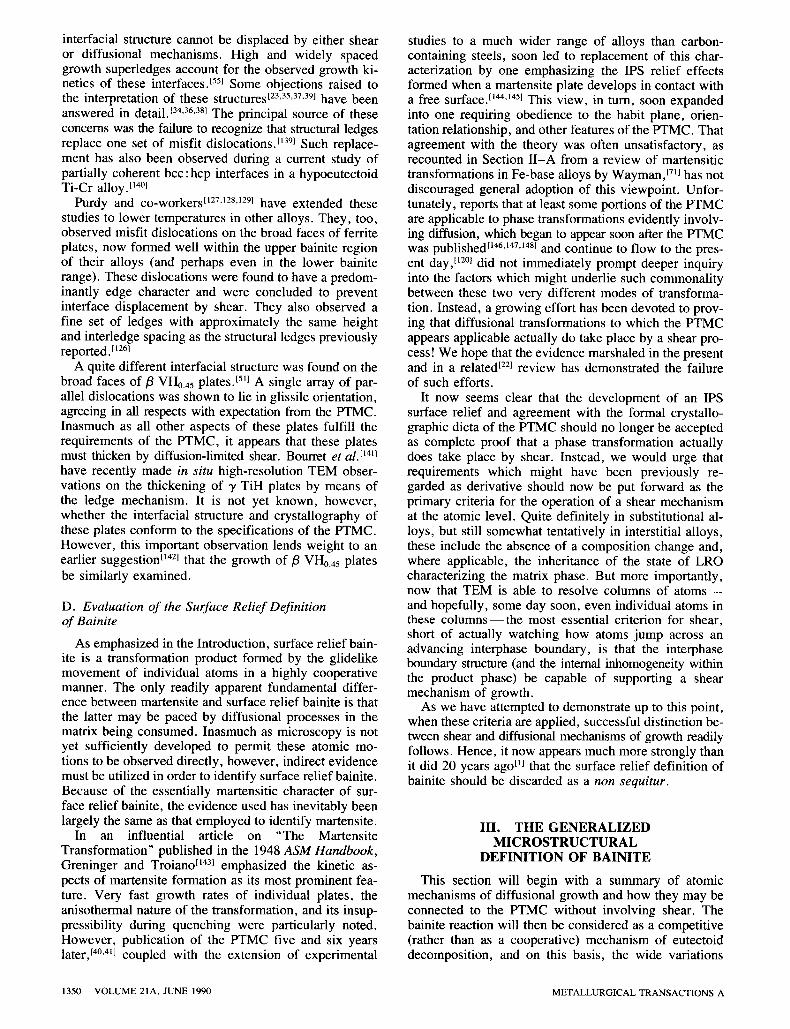
interfacial structure cannot be displaced by either shear or diffusional mechanisms. High and widely spaced growth superledges account for the observed growth ki- netics of these interfaces, c551 Some objections raised to the interpretation of these structures [23,35,37,391 have been answered in detail. 134,36,381 The principal source of these concerns was the failure to recognize that structural ledges replace one set of misfit dislocations. I1391 Such replace- ment has also been observed during a current study of partially coherent bcc:hcp interfaces in a hypoeutectoid Ti-Cr alloy, tl4~
Purdy and co-workers [127A28A291 have extended these studies to lower temperatures in other alloys. They, too, observed misfit dislocations on the broad faces of ferrite plates, now formed well within the upper bainite region of their alloys (and perhaps even in the lower bainite range). These dislocations were found to have a predom- inantly edge character and were concluded to prevent interface displacement by shear. They also observed a fine set of ledges with approximately the same height and interledge spacing as the structural ledges previously reported.t~ 26]
A quite different interfacial structure was found on the broad faces of/3 VH0.45 plates, rSu A single array of par- allel dislocations was shown to lie in glissile orientation, agreeing in all respects with expectation from the PTMC. Inasmuch as all other aspects of these plates fulfill the requirements of the PTMC, it appears that these plates must thicken by diffusion-limited shear. Bourret et al. [14~] have recently made in situ high-resolution TEM obser- vations on the thickening of 3, Til l plates by means of the ledge mechanism. It is not yet known, however, whether the interfacial structure and crystallography of these plates conform to the specifications of the PTMC. However, this important observation lends weight to an earlier suggestion [~42] that the growth of/3 VH045 plates be similarly examined.
D. Evaluation of the Surface Relief Definition of Bainite
As emphasized in the Introduction, surface relief bain- ite is a transformation product formed by the glidelike movement of individual atoms in a highly cooperative manner. The only readily apparent fundamental differ- ence between martensite and surface relief bainite is that the latter may be paced by diffusional processes in the matrix being consumed. Inasmuch as microscopy is not yet sufficiently developed to permit these atomic mo- tions to be observed directly, however, indirect evidence must be utilized in order to identify surface relief bainite. Because of the essentially martensitic character of sur- face relief bainite, the evidence used has inevitably been largely the same as that employed to identify martensite.
In an influential article on "The Martensite Transformation" published in the 1948 ASM Handbook, Greninger and Troiano t~a3j emphasized the kinetic as- pects of martensite formation as its most prominent fea- ture. Very fast growth rates of individual plates, the anisothermal nature of the transformation, and its insup- pressibility during quenching were particularly noted. However, publication of the PTMC five and six years later, f4~ coupled with the extension of experimental
studies to a much wider range of alloys than carbon- containing steels, soon led to replacement of this char- acterization by one emphasizing the IPS relief effects formed when a martensite plate develops in contact with a free surface. U44A451 This view, in turn, soon expanded into one requiring obedience to the habit plane, orien- tation relationship, and other features of the PTMC. That agreement with the theory was often unsatisfactory, as recounted in Section I I -A from a review of martensitic transformations in Fe-base alloys by Wayman, r711 has not discouraged general adoption of this viewpoint. Unfor- tunately, reports that at least some portions of the PTMC are applicable to phase transformations evidently involv- ing diffusion, which began to appear soon after the PTMC was published I146A47A481 and continue to flow to the pres- ent day, t12~ did not immediately prompt deeper inquiry into the factors which might underlie such commonality between these two very different modes of transforma- tion. Instead, a growing effort has been devoted to prov- ing that diffusional transformations to which the PTMC appears applicable actually do take place by a shear pro- cess! We hope that the evidence marshaled in the present and in a related [2zl review has demonstrated the failure of such efforts.
It now seems clear that the development of an IPS surface relief and agreement with the formal crystallo- graphic dicta of the PTMC should no longer be accepted as complete proof that a phase transformation actually does take place by shear. Instead, we would urge that requirements which might have been previously re- garded as derivative should now be put forward as the primary criteria for the operation of a shear mechanism at the atomic level. Quite definitely in substitutional al- loys, but still somewhat tentatively in interstitial alloys, these include the absence of a composition change and, where applicable, the inheritance of the state of LRO characterizing the matrix phase. But more importantly, now that TEM is able to resolve columns of a t o m s - - and hopefully, some day soon, even individual atoms in these co lumns- - the most essential criterion for shear, short of actually watching how atoms jump across an advancing interphase boundary, is that the interphase boundary structure (and the internal inhomogeneity within the product phase) be capable of supporting a shear mechanism of growth.
As we have attempted to demonstrate up to this point, when these criteria are applied, successful distinction be- tween shear and diffusional mechanisms of growth readily follows. Hence, it now appears much more strongly than it did 20 years ago [lj that the surface relief definition of bainite should be discarded as a non sequitur.
III. THE GENERALIZED M I C R O S T R U C T U R A L
DEFINITION OF BAINITE
This section will begin with a summary of atomic mechanisms of diffusional growth and how they may be connected to the PTMC without involving shear. The bainite reaction will then be considered as a competitive (rather than as a cooperative) mechanism of eutectoid decomposition, and on this basis, the wide variations
1 3 5 0 - - V O L U M E 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A

possible in the internal morphology of bainite will be deduced. The many variations found in the external mor- phology of microstructurally defined bainite are de- scribed and discussed in the following section. Then the growth kinetics of both the fundamental and the deriv- ative external morphologies of bainite will be examined.
A. Atomic Mechanism of Ledgewise Diffusional Growth and Its Connection to the PTMC
The material of this section is intended to review the basic diffusional transformation mechanism underlying the greater complexities of the generalized micro- structural definition of bainite. This mechanism is an al- ternative to the shear mechanisms of the preceding section. At the same time, this mechanism provides a framework through which the previously recounted successes of the PTMC in rationalizing important aspects of diffusional transformations can be explained. Inasmuch as this topic is currently discussed in considerable detail by some of us, t221 this section is presented in condensed form, with the reader being referred to our more extensive review for further details and discussion.
Particularly at relatively small undercoolings, mini- mization of interfacial energy is the dominant factor de- termining the work required to form a critical nucleus, AF*, and, thus, the rate of diffusional nucleation. Hence, critical nuclei of one crystalline phase forming within another will be as coherent as possible with their matrix phase. I1491 On both thermodynamic 172,~5~ and kinetic grounds, acquisition of even a single misfit dislocation loop by critical nuclei now appears to be quite un- likely. II491 As critical nuclei pass into the growth stage, however, interracial energy per se rapidly becomes less important. Whereas the shape of the critical nucleus is largely determined by interracial energy minimization, growth kinetics are soon determined by the orientation dependence of interphase boundary mobility. I721 It is be- coming increasingly clear that full or partial coherency can be established at a sufficient number of boundary orientations, at least for the pairs of crystal structure most common among metallic alloys, to enclose precipitate crystals completely, t~5~l As long as the stacking sequence of the planes in the two phases parallel to such bound- aries is different, these boundaries are wholly immobile during diffusional growth in the direction normal to themselves, even at very high driving forces, because such mobility would require emplacement of substitu- tional atoms in sites which are (initially) interstitial in character. I721 Displacement of such boundaries can only be accomplished by means of the ledge mecha- nism. I72'~521 ff the risers of ledges are not disordered, kinks must be established upon them in order to provide at least local areas with sufficient atomic disorder to make transfer of atoms across the interphase boundary ener- getically feasible, f721 Thus, the boundary orientation de- pendence of growth kinetics is translated mechanistically into a dependence upon boundary orientation of the interledge spacing and probably of the interkink spacing as well. Because there are many different mechanisms for the formation of ledges, I72'1531 and evidently also of k i n k s , 172'134-1371 and little progress has been made so far in placing these mechanisms on a realistically quantita-
tive basis, well-grounded prediction of the boundary ori- entation dependencies of diffusional growth kinetics is not yet feasible. However, the following proposal t221 should provide a basis for predicting the boundary ori- entation dependence of interledge spacing when ledges are formed solely by sympathetic nucleation.
This approach is based upon the invariant line (IL) concept, taken from the PTMC by Dahmen and co- workers t154-1571 and used by them and by Luo and Weatherly I~58,159j with much success in predicting the habit direction of precipitate needles, the habit plane of pre- cipitate plates, and the orientation relationship of these crystals with their matrix phase. The IL is the direction of zero misfit between the two lattices forming an inter- phase boundary, tg4,251 Usually, this direction is irrational. Hence, the interface through which the IL passes is com- posed, at the atomic level, of a terrace and riser struc- ture, with the terraces being fully coherent3 24,25j Now, for reasons of simplicity and tractability, assume that the critical nuclei of sympathetically nucleated ledges are circular discs, I~6~ one of whose broad faces is co- planar with a terrace at an IL interface. That the inter- facial energy of the broad faces of the discs is low is of no direct consequence, since the energy of the newly formed broad face of each disc is, in effect, supplied by elimination of the same area of interphase boundary by the coplanar broad face. However, it has long been rec- ognized that the energy of the interphase boundaries orthogonal to a minimum energy boundary tends to be high; Ij621 here, these boundaries are taken to have the same energy, o iv , and to form the edge or rim of the disc-shaped nuclei. Particularly at relatively low under- coolings, nucleation kinetics are predominantly determined by AF*, the work required to form critical nuclei. For the present geometry of sympathetic nucleation,
AF* = 4"tr(trev)Zor~a
(AFv + W ) 2
where AFv = volume free energy change driving nucle- ation; W = volume strain energy associated with nucle- ation; o-~ = interfacial energy of the small-angle boundary, usually present during sympathetic nucle- ation, f~6~ between a terrace and a broad face of a disc- shaped nucleus; and the precipitate and matrix phases are designated a and 7, respectively. Since the rate of nu- cleation is proportional to exp ( - A F * / k T ) , where k = Boltzman~'s constant and T = absolute temperature, and AF* is itself seen to be proportional to the second power of o'iv, it is clear that the rate of sympathetic nucleation of ledges on IL terraces should be very low. Assuming that the same critical nucleus geometry is obtained at the tip of a needle- or rod-shaped precipitate or at the edges of a plate, the much smaller average value of ~rev then expected should cause a high nucleation rate of ledges.
It is thus suggested that the IL defines a direction or, when taken in conjunction with another minimization criterion, ~1581 assists in defining a plane at which the ki- netics of ledge formation, and therefore the rate of growth in the normal direction, have minimum values, t221 The boundary orientations at which intermediate ledge nu- cleation kinetics are obtained also ought to be identified in this manner. Although complete analysis of the
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1351

boundary orientation dependence of interledge spacing obviously requires that all mechanisms of ledge forma- tion operative during a given transformation be consid- ered (not all of which may be hindered when the interface contains the IL), the present, sympathetic nucleation-based approach evidently does permit the kinetics of diffu- sional growth to be linked in a number of situations to the PTMC without postulating that growth takes place by shear.
The broad faces of precipitate plates, as well as of martensite plates, thus contain the IL of a transforma- tion. For martensite plates, the IL lies at the intersection of the Burgers vector of the lattice invariant deformation dislocations and the plate broad faces. Except in fcc/hcp and fcc/dhcp transformations, where no lattice invariant deformation is required, this Burgers vector must form a nonzero angle with the broad faces if growth is to occur by the shear mechanism. Under this circumstance, these dislocations also inefficiently compensate misfit, t221 When this angle is zero, as at the broad faces of ferrite plates, t~261 shear is not possible. The dislocations which would otherwise have produced the lattice invariant deforma- tion are then wholly devoted to the efficient compen- sation of misfit in the direction orthogonal to the IL. However, transformation dislocations, in the form of partials which do not disrupt lattice continuity, are also required at shear-capable interfaces. I88,89~ At interfaces displaced diffusionally, on the other hand, interruptions of lattice plane continuity sufficient to produce at least atomic-scale regions of disorder are needed at kinks on the risers of growth ledges (which are usually super- ledges) in order to make diffusional jumps across par- tially coherent boundaries kinetically feasible. The extent to which these crucial differences in interfacial structure influence the habit plane, orientation relationship, and shape deformation of martensite and of precipitate plates now requires careful theoretical and experimental investigation.
B. The Bainite Reaction Viewed as the Product of the Competitive Ledgewise Growth of Two Phases Formed by Eutectoid Decomposition and the "Internal Morphology" of Bainite
In microstructures developed during the decomposi- tion of austenite at intermediate reaction temperatures, bainite was first described as a nonlamellar dispersion of carbides among Widmanst~itten ferrite plates3 7,8j Suffi- cient reduction of the austenite grain size, however, was later shown to result in replacement of the Widmans~tten morphology for the ferritic component of bainite by that of grain boundary allotriomorphs, t~ It was also recog- nized that in some nonferrous eutectoid systems, the counterpart phases to ferrite do not always appear in a plate or needle morphology, t~,163~ Hence, the micro- structural definition of bainite implicit in the pioneering research in this field t7'81 was generalized so as to omit the specification that the predominant phase during the bain- itic eutectoid decomposition process has a Widmanst~itten morphology, t~l Defining bainite as simply the product of a nonlamellar, noncooperative t~64~ mode of eutectoid de-
composition accomplishes this generalization and at the same time distinguishes between bainite and pearlite, rLl Pearlite, the morphologically more familiar product of eutectoid decomposition, is, conversely, the product of a lamellar, cooperative 1~64j mode of eutectoid decomposition.
Upon the basis of careful optical metallographic doc- umentation, Hillert t~651 explained pearlite formation as a gradual evolutionary process during which the two phases produced during eutectoid decomposition "learn" how to grow together in diffusionally cooperative fashion. This learning process was seen to be made possible by the predominantly disordered or incoherent boundaries of the participating crystals, particularly those of the proeutec- toid phase initiating eutectoid decomposition, t1651 Con- versely, when the proeutectoid phase has mainly partially or fully coherent interfaces, development of cooperation was considered to be prevented; the noncooperative eutectoid structure of bainite evolves instead, r~651
Recent experimental discoveries, however, have dis- closed serious flaws and gaps in this most attractive pic- ture. As both the resolution attainable with TEM and the techniques of employing electron microscopy have im- proved, interfaces which had previously been regarded as disordered are increasingly being found to have a ledged or a ledge-and-misfit dislocation structure, demonstrat- ing that they are actually partially coherent. Hackney and Shiflet In661 have demonstrated that pearlite formed in an Fe-0.81 pct C-12.3 pct Mn alloy grows edgewise by means of growth ledges shared between the ferrite and ce- mentite phases, as sketched in Figure 3(b). Lee and Aaronson In671 subsequently found that while the a and the TiFe phases comprising the bainite formed during eutectoid decomposition of/3 Ti-Fe are partially coherent with respect to both their/3 matrix and each other, the ledge systems through which each of the eutectoid phases grows are physically (though not diffusionally) indepen- dent of one another. Although full resolution of the inter- facial structure of pearlite may not yet have been achieved, the observation of growth ledges on the edges of pearlite colonies makes virtually certain the deduction that all interphase boundaries involved in pearlite formation are also at least partially coherent.
In response to these laboratory findings, the growth kinetics of both bainite and pearlite have been reconsid- ered. t1681 The basis for this reconsideration was provided by a linearized gradient analysis Hillert I1691 has written for the edgewise growth of pearlite. Two small but im- portant changes were made in Hillert's analysis: (1) growth of both eutectoid phases (termed a and/3, with the ma- trix denoted as T, for purposes of generalization) was taken to occur by means of the ledge mechanism, and (2) growth rates of a and /3, G~ and G~, respectively, were first derived semi-independently and then matched against each other. In the simpler situation, obtained when proportions of a and/3 formed are immediately in their equilibrium ratio, the obvious condition for the devel- opment of pearlite, namely, that G~ = G~, can now be met only when
ha ht~
A~ At~
1 3 5 2 1 V O L U M E 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A
where the A's represent the average interledge spacings and the h's denote the average ledge heights. Thus, when
ha h e # A~ A s
G, # Gt3; this situation describes the formation of bain- ite. The inequality of the two growth rates leads almost inevitably to crystals of the faster growing phase (arbi- trarily designated as c~) surrounding those of the slower growing phase, /3, and terminating their access to the 3, matrix. Hence, supersaturation of the y phase in contact with a: y boundaries develops with respect to the nucle- ation of /3 which, together with the availability of a : T interfacial energy and motionless terraces of ledges on the t~:3~ boundaries, provides encouragement for the (re-)nucleation of eutectoid/3 at these boundaries.
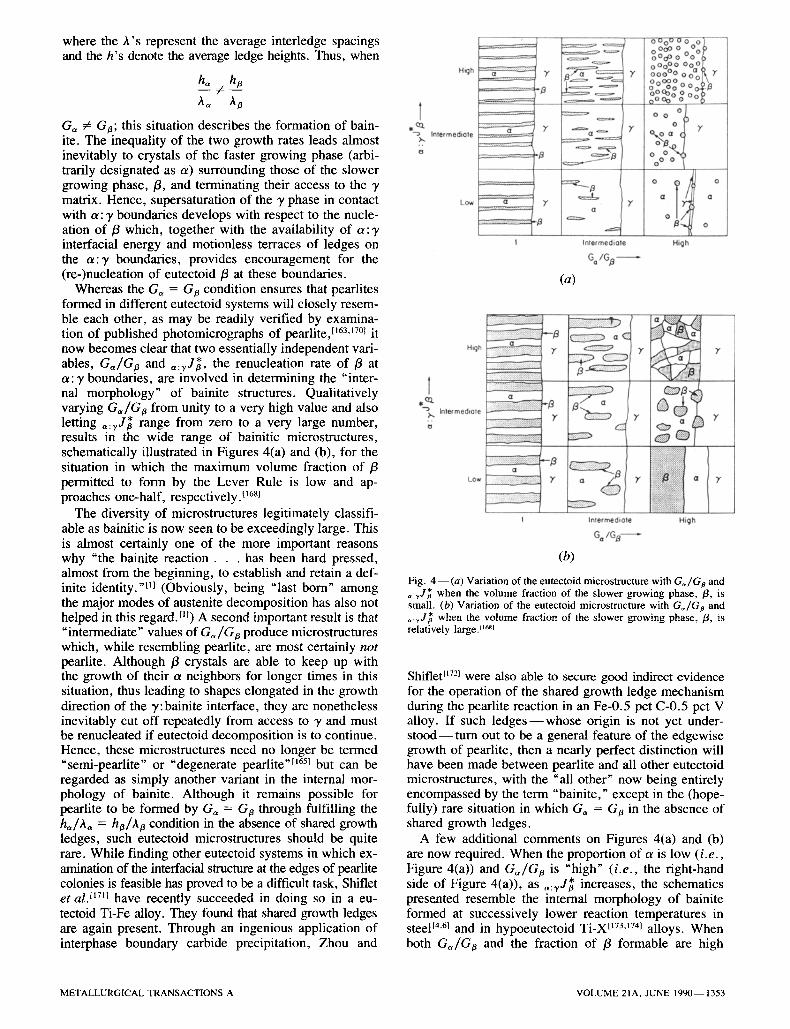
Whereas the G, = Gt3 condition ensures that pearlites formed in different eutectoid systems will closely resem- ble each other, as may be readily verified by examina- tion of published photomicrographs of pearlite, [~63A7~ it now becomes clear that two essentially independent vari- ables, G,/G~ and , :~J~, the renucleation rate o f /3 at a: y boundaries, are involved in determining the "inter- nal morphology" of bainite structures. Qualitatively varying G,/G~ from unity to a very high value and also letting ,:~J~ range from zero to a very large number, results in the wide range of bainitic microstructures, schematically illustrated in Figures 4(a) and (b), for the situation in which the maximum volume fraction of /3 permitted to form by the Lever Rule is low and ap- proaches one-half, respectively, t168~
The diversity of microstructures legitimately classifi- able as bainitic is now seen to be exceedingly large. This is almost certainly one of the more important reasons why "the bainite reaction . . . has been hard pressed, almost from the beginning, to establish and retain a def- inite identity. "t~l (Obviously, being "last born" among the major modes of austenite decomposition has also not helped in this regard.t~J) A second important result is that "intermediate" values of G,/G~ produce microstructures which, while resembling pearlite, are most certainly not pearlite. Although/3 crystals are able to keep up with the growth of their a neighbors for longer times in this situation, thus leading to shapes elongated in the growth direction of the "r:bainite interface, they are nonetheless inevitably cut off repeatedly from access to ~/and must be renucleated if eutectoid decomposition is to continue. Hence, these microstructures need no longer be termed "semi-pearlite" or "degenerate pearlite "[~651 but can be regarded as simply another variant in the internal mor- phology of bainite. Although it remains possible for pearlite to be formed by G~ = G~ through fulfilling the h~/h~ = h~/)t~ condition in the absence of shared growth ledges, such eutectoid microstructures should be quite rare. While finding other eutectoid systems in which ex- amination of the interfacial structure at the edges of pearlite colonies is feasible has proved to be a difficult task. Shiflet et al. f~7~l have recently succeeded in doing so in a eu- tectoid Ti-Fe alloy. They found that shared growth ledges are again present. Through an ingenious application of interphase boundary carbide precipitation, Zhou and
(a)
(b)
Fig. 4 - - ( a ) Variation of the eutectoid microstructure with G~/G~ and ~:vJ~ when the volume fraction of the slower growing phase, /3, is small. (b) Variation of the eutectoid microstructure with G~/Go and , , : , J J when the volume fraction of the slower growing phase, /3, is relatively large. 06sj
Shiflet t~721 were also able to secure good indirect evidence for the operation of the shared growth ledge mechanism during the pearlite reaction in an Fe-0.5 pct C-0.5 pct V alloy. If such l edges - -whose origin is not yet under- s tood- - tu rn out to be a general feature of the edgewise growth of pearlite, then a nearly perfect distinction will have been made between pearlite and all other eutectoid microstructures, with the "all other" now being entirely encompassed by the term "bainite," except in the (hope- fully) rare situation in which G~ = G~ in the absence of shared growth ledges.
A few additional comments on Figures 4(a) and (b) are now required. When the proportion of a is low (i.e., Figure 4(a)) and G,/G~ is "high" (i.e., the right-hand side of Figure 4(a)), as ,:~J~ increases, the schematics presented resemble the internal morphology of bainite formed at successively lower reaction temperatures in s t e e l 14'61 and in hypoeutectoid T i - X I173A741 alloys. When both GJG~ and the fraction of /3 formable are high
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1353
(Figure 4(b)), the bainitic structures sketched resemble those in eutectoid y Fe-N reacted just below the eutec- toid temperature t~75j (high ~:yJ~) and the "divorced eu- tectoid structure" sometimes found at high temperatures in Si-containing hypereutectoid steels (low ~:yj~).[165]
As should now be reemphasized, the bainite start tem- perature on the generalized microstructural definition is, in principle, the eutectoid temperature.t~J Whether or not this is the microstructural Bs temperature actually oper- ative in a given alloy depends especially upon the kinetic competition encountered from the pearlitic mode of eu- tectoid decomposition. Since the solute diffusion dis- tance is both short and constant during the edgewise growth of pearlite and no renucleation of either euctec- toid phase is required, pearlite would always be expected to grow faster than bainite and thus markedly restrict the proportion of the microstructure which can be trans- formed to bainite. As has been repeatedly recog- nized, t17~ however, pearlite nucleation does not always occur readily. Perhaps this may one day be seen to be associated with kinetic problems involved in bringing the shared growth ledge mechanism into operation. Simi- larly, it is not at all obvious why pearlite in steel (say) should be replaced by (microstructurally defined) bainite at lower temperatures. Again, for the present, one can only speculate that for reasons as yet unknown, the shared growth ledge mechanism can no longer operate below a certain level of undercooling or reaction temperature.
C. External Morphology of Bainite
1. Nodules, the fundamental external morphology of bainite Ever since bainite was first recognized, its micro-
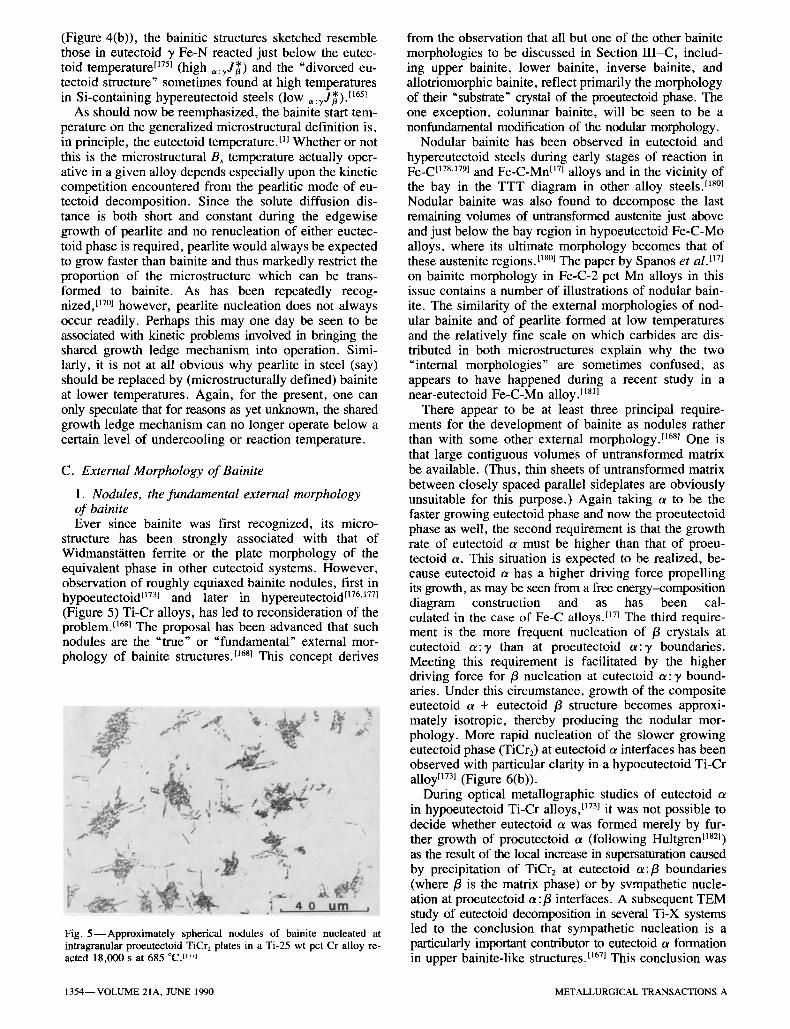
structure has been strongly associated with that of Widmanst~itten ferrite or the plate morphology of the equivalent phase in other eutectoid systems. However, observation of roughly equiaxed bainite nodules, first in hypoeutectoid ~731 and later in hypereutectoid ~176'~771 (Figure 5) Ti-Cr alloys, has led to reconsideration of the problem, t1681 The proposal has been advanced that such nodules are the "true" or "fundamental" external mor- phology of bainite structures. I~68~ This concept derives
Fig. 5 - -Approx ima te ly spherical nodules of bainite nucleated at intragranular proeutectoid TiCr2 plates in a Ti-25 wt pct Cr alloy re- acted 18,000 s at 685 ~
from the observation that all but one of the other bainite morphologies to be discussed in Section III-C, includ- ing upper bainite, lower bainite, inverse bainite, and allotriomorphic bainite, reflect primarily the morphology of their "substrate" crystal of the proeutectoid phase. The one exception, columnar bainite, will be seen to be a nonfundamental modification of the nodular morphology.
Nodular bainite has been observed in eutectoid and hypereutectoid steels during early stages of reaction in F e - C [178'179] and Fe-C-Mn t~Tj alloys and in the vicinity of the bay in the TTT diagram in other alloy steels, tls~ Nodular bainite was also found to decompose the last remaining volumes of untransformed austenite just above and just below the bay region in hypoeutectoid Fe-C-Mo alloys, where its ultimate morphology becomes that of these austenite regions, tl8~ The paper by Spanos et al. t~Tj on bainite morphology in Fe-C-2 pct Mn alloys in this issue contains a number of illustrations of nodular bain- ite. The similarity of the external morphologies of nod- ular bainite and of pearlite formed at low temperatures and the relatively fine scale on which carbides are dis- tributed in both microstructures explain why the two "internal morphologies" are sometimes confused, as appears to have happened during a recent study in a near-eutectoid Fe-C-Mn alloy. I181j
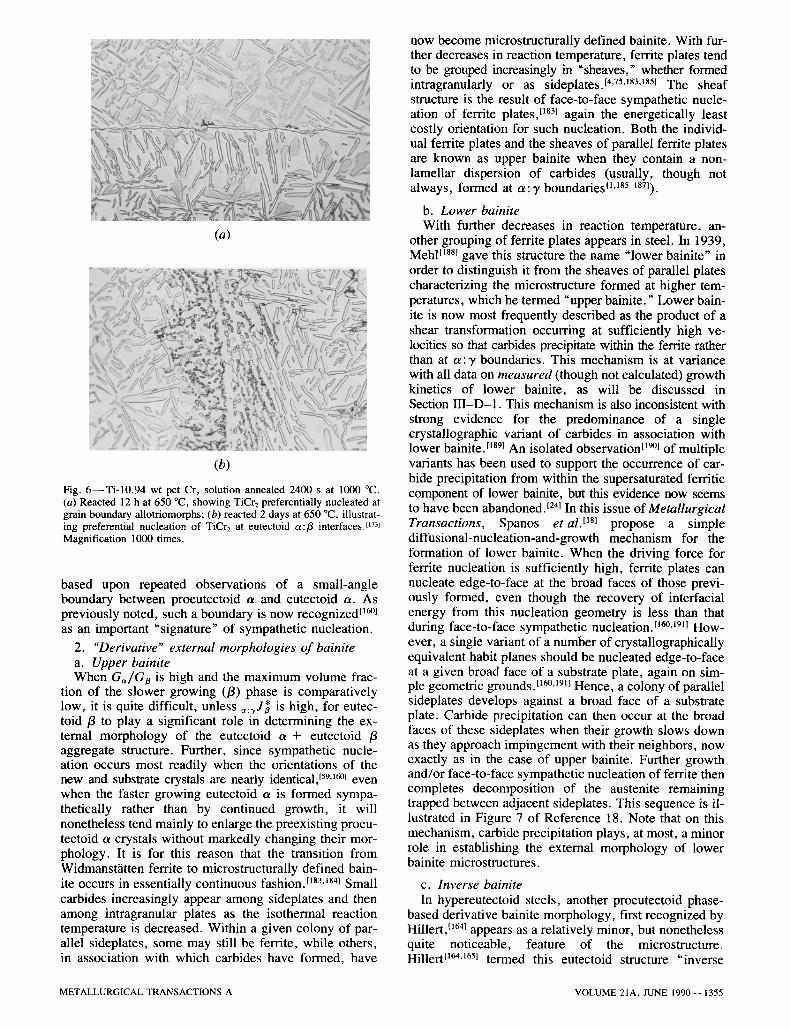
There appear to be at least three principal require- ments for the development of bainite as nodules rather than with some other external morphology, t~68~ One is that large contiguous volumes of untransformed matrix be available. (Thus, thin sheets of untransformed matrix between closely spaced parallel sideplates are obviously unsuitable for this purpose.) Again taking a to be the faster growing eutectoid phase and now the proeutectoid phase as well, the second requirement is that the growth rate of eutectoid a must be higher than that of proeu- tectoid a. This situation is expected to be realized, be- cause eutectoid a has a higher driving force propelling its growth, as may be seen from a free energy-composition diagram construction and as has been cal- culated in the case of Fe-C alloys, tlTj The third require- ment is the more frequent nucleation of /3 crystals at eutectoid a: y than at proeutectoid a: y boundaries. Meeting this requirement is facilitated by the higher driving force for/3 nucleation at eutectoid a : y bound- aries. Under this circumstance, growth of the composite eutectoid a + eutectoid /3 structure becomes approxi- mately isotropic, thereby producing the nodular mor- phology. More rapid nucleation of the slower growing eutectoid phase (TiCr2) at eutectoid a interfaces has been observed with particular clarity in a hypoeutectoid Ti-Cr alloy t173~ (Figure 6(b)).
During optical metallographic studies of eutectoid a in hypoeutectoid Ti-Cr alloys, t~73J it was not possible to decide whether eutectoid a was formed merely by fur- ther growth of proeutectoid a (following Hultgren t~821) as the result of the local increase in supersaturation caused by precipitation of TiCr2 at eutectoid a:/3 boundaries (where/3 is the matrix phase) or by svmpathetic nucle- ation at proeutectoid a:/3 interfaces. A subsequent TEM study of eutectoid decomposition in several Ti-X systems led to the conclusion that sympathetic nucleation is a particularly important contributor to eutectoid a formation in upper bainite-like structures. It671 This conclusion was
1354--VOLUME 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A
(a)
(b)
Fig. 6 - -T i -10 .94 wt pct Cr, solution annealed 2400 s at 1000 ~ (a) Reacted 12 h at 650 ~ showing TiCr~ preferentially nucleated at grain boundary allotriomorphs; (b) reacted 2 days at 650 ~ illustrat- ing preferential nucleation of TiCr2 at eutectoid a:fl interfaces, t~731 Magnification 1000 times.
based upon repeated observations of a small-angle boundary between proeutectoid a and eutectoid a. As previously noted, such a boundary is now recognized [16~ as an important "signature" of sympathetic nucleation.
2. "Derivative" external morphologies of bainite a. Upper bainite When G~/G~ is high and the maximum volume frac-
tion of the slower growing (/3) phase is comparatively low, it is quite difficult, unless ~:vJ~ is high, for eutec- toid/3 to play a significant role in determining the ex- ternal morphology of the eutectoid a + eutectoid /3 aggregate structure. Further, since sympathetic nucle- ation occurs most readily when the orientations of the new and substrate crystals are nearly identical, [59,16~ even when the faster growing eutectoid a is formed sympa- thetically rather than by continued growth, it will nonetheless tend mainly to enlarge the preexisting proeu- tectoid a crystals without markedly changing their mor- phology. It is for this reason that the transition from Widmanstatten ferrite to microstructurally defined bain- ite occurs in essentially continuous fashion. IIs3,184~ Small carbides increasingly appear among sideplates and then among intragranular plates as the isothermal reaction temperature is decreased. Within a given colony of par- allel sideplates, some may still be ferrite, while others, in association with which carbides have formed, have
now become microstructurally defined bainite. With fur- ther decreases in reaction temperature, ferrite plates tend to be grouped increasingly in "sheaves," whether formed intragranularly or as sideplates. [4,75,183,1851 The sheaf structure is the result of face-to-face sympathetic nucle- ation of ferrite plates, I1831 again the energetically least costly orientation for such nucleation. Both the individ- ual ferrite plates and the sheaves of parallel ferrite plates are known as upper bainite when they contain a non- lamellar dispersion of carbides (usually, though not always, formed at a : y boundariestl,lS5-1871).
b. Lower bainite With further decreases in reaction temperature, an-
other grouping of ferrite plates appears in steel. In 1939, Mehl I~88J gave this structure the name "lower bainite" in order to distinguish it from the sheaves of parallel plates characterizing the microstructure formed at higher tem- peratures, which he termed "upper bainite." Lower bain- ite is now most frequently described as the product of a shear transformation occurring at sufficiently high ve- locities so that carbides precipitate within the ferrite rather than at a : y boundaries. This mechanism is at variance with all data on measured (though not calculated) growth kinetics of lower bainite, as will be discussed in Section I l l -D-1 . This mechanism is also inconsistent with strong evidence for the predominance of a single crystallographic variant of carbides in association with lower bainite.tt89j An isolated observation t19~ of multiple variants has been used to support the occurrence of car- bide precipitation from within the supersaturated ferritic component of lower bainite, but this evidence now seems to have been abandoned, t241 In this issue of Metallurgical Transactions, Spanos et al. [181 propose a simple diffusional-nucleation-and-growth mechanism for the formation of lower bainite. When the driving force for ferrite nucleation is sufficiently high, ferrite plates can nucleate edge-to-face at the broad faces of those previ- ously formed, even though the recovery of interfacial energy from this nucleation geometry is less than that during face-to-face sympathetic nucleation.t16~ How- ever, a single variant of a number of crystallographically equivalent habit planes should be nucleated edge-to-face at a given broad face of a substrate plate, again on sim- ple geometric grounds.j16~ Hence, a colony of parallel sideplates develops against a broad face of a substrate plate. Carbide precipitation can then occur at the broad faces of these sideplates when their growth slows down as they approach impingement with their neighbors, now exactly as in the case of upper bainite. Further growth and/or face-to-face sympathetic nucleation of ferrite then completes decomposition of the austenite remaining trapped between adjacent sideplates. This sequence is il- lustrated in Figure 7 of Reference 1 8. Note that on this mechanism, carbide precipitation plays, at most, a minor role in establishing the external morphology of lower bainite microstrnctures.
c. Inverse bainite In hypereutectoid steels, another proeutectoid phase-
based derivative bainite morphology, first recognized by Hillert, ~164~ appears as a relatively minor, but nonetheless quite noticeable, feature of the microstructure. Hillert I164,1651 termed this eutectoid structure "inverse
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1355

bainite." An isolated plate (or perhaps even a sheaf of parallel plates) of proeutectoid cementite forms first. Ferrite then nucleates at the austenite:cementite inter- faces and rapidly envelops the "substrate" cementite plate(s), occupying with especial rapidity the adjacent volume of austenite whose carbon concentration has been diminished by growth of the cementite structure. Fi- nally, a conventional upper bainite-like ferrite + carbide aggregate develops at the a : 7 boundaries, presumably through continued growth of the ferrite envelope and/or sympathetic nucleation of new ferrite crystals against the envelope alternating with nonlamellar, noncooperative carbide formation. Although a detailed TEM study is still needed in order to delineate the details of the mechanism through which inverse bainite develops, it is already clear that the external morphology is essentially an enlarge- ment of the substrate cementite plate(s).
d. Grain boundary allotriomorphic bainite Even in specimens austenitized for time/temperature
combinations sufficient to yield a coarse austenite grain size (the order of ASTM No. 1 or larger), grain bound- ary ferrite allotriomorphs provide a small but nonethe- less detectable component of the microstructure in the proeutectoid ferrite region and also at higher tempera- tures in the (microstructurally defined) bainite region in lower carbon steels, t1831 However, when the carbon con- centration exceeds 0.3 to 0.4 wt pct and elements, such as Mo and Cr, which preferentially hinder pearlite for- mation ~176 are largely or entirely absent, the pearlite re- action increasingly tends to obscure allotriomorph formation at lower temperatures in the proeutectoid fer- rite region and at higher temperatures in the upper bain- ite region. At still lower temperatures, allotriomorphs seem to disappear and be replaced by sideplates growing di- rectly from the austenite grain boundaries, though this subject has yet to be researched with sufficient thor- oughness in an alloy whose reaction kinetics are slow enough so that isothermality of transformation can be assured at all temperatures investigated. In the paper by Reynolds et al. t2~ on austenite decomposition on Fe-C- Mo alloys in this issue, the replacement of grain bound- ary ferrite allotriomorphs by highly degenerate Widmanst~itten ferrite growing directly from austenite grain boundaries just below the bay in the TTT curve for initiation of transformation is documented. Tsubakino and Aaronson t193J have previously shown a similar se- quence in an Fe-C-Mo alloy.
Reducing the austenite grain size below ASTM No. 8 markedly increases the proportion of the ferritic com- ponent of the microstructure which is of the allotrio- morphic morphology. ~ Allotriomorphs can actually replace plates entirely if the grain size is sufficiently small. [IA941 Replacement of hcp Widmanst~itten a plates by grain boundary a allotriomorphs in a Ti-6 wt pct A1- 4 wt pct V alloy through drastic reduction in the grain size of the bcc/3 matrix by residual porosity has recently been demonstrated as an analogous effect, t1951 When an alloy steel contains a deep bay in the TTT diagram, Widmanst/itten plate formation is increasingly sup- pressed in coarse-grained specimens by another mech- anism (Section IV-H-3 ) in the temperature region between the upper nose and the bay in the TTT dia-
gram. t~961 Allotriomorphs can then become virtually the only ferrite morphology present. 119,1961
The allotriomorphs in hypoeutectoid steels are, of course, purely ferritic above the eutectoid temperature (or range) and, for diminishing intervals of reaction time, at somewhat lower temperatures. At the latter tempera- tures, carbides precipitate in association with the allotriomorphs, converting them to microstructurally de- fined bainite when the carbide morphology is such that they are soon overtaken, surrounded, and "buried" by the advancing a: 7 interface.* This composite micro-
*When the carbides develop as needles growing synchronously with the ferrite surrounding them, a pearlite-like aggregate known as "fi- brous carbides" develops) 198j Thus, this ferrite + carbide structure is explicitly not regarded as microstructurally defined bainite. "68~
structure has been termed "interphase boundary car- bides" when the carbide nucleation rate at a : 7 bound- aries is high enough so that the carbides can be regarded as having been formed as successive sheets on the ter- races of growth ledges at these boundaries. ~97A981 How- ever, this special terminology has been implicitly recognized as unnecessary by understanding that carbide precipitation at the broad faces of sideplates is an equiv- alent process. ~I991 For immediate purposes, though, it is mainly necessary to note that this process largely serves to reproduce the allotriomorphic morphology on a larger scale, thus making bainitic grain boundary allotrio- morphs yet another derivative morphology of bainite. The generality of this morphology is emphasized by noting that bainitic allotriomorphs almost indistinguishable from those appearing in steel are formed in many Ti-X a l l o y s [173'1741 (Figure 6(a)).
e. Columnar bainite The final morphology to be noted in this section, that
of columnar bainite, is derivative in another sense than those preceding. This microstructure, illustrated in Figure 14 in the paper by Spanos et al. tt71 in this issue, has been observed in Fe-C alloys containing 1.4 wt pct C o r m o r e 078,1791 and in high-carbon steels alloyed with Mn and Cr. t2~176176 Nilan t2~ has reported columnar bainite in hypoeutectoid steels reacted under hydrostatic pressure. He suggested that columnar bainite forms by nucleation and growth, whereas lower bainite is the result of "iso- thermal growth of martensite embryos, which can occur over a temperature range above the Ms." Spanos et a l . I171
have provided a simpler explanation: columnar bainite is merely nodular bainite channeled along certain paths by the formation of inverse bainite in hypereutectoid al- loys or upper bainite in hypoeutectoid steels. Figure 14 in Reference 20 provides some direct support for this mechanism. Hence, columnar bainite is a modification or derivative of the nodular bainite morphology, rather than of a proeutectoid phase morphology.
D. Growth Kinetics of Fundamental and Derivative External Bainite Morphologies
On the considerations of Section I l l -C, the growth ki- netics of the fundamental external bainite morphology ought to reflect the combined influence of the a and/3 phases during the eutectoid reaction 7 ~ a + /3. On the
1356-- VOLUME 21 A, JUNE 1990 METALLURGICAL TRANSACTIONS A

other hand, growth kinetics of derivative bainite mor- phologies should be dominated by those of the proeu- tectoid morphology whose development primarily controls their evolution. Columnar bainite, being a modification of the nodular morphology rather than a derivative of a proeutectoid morphology, however, should exhibit es- sentially the same growth kinetics, even in its preferred growth direction, as those of nodular bainite.
1. Growth kinetics of derivative morphologies of bainite Only in steels have measurements been made of the
growth kinetics of the derivative morphologies of bain- ite. Speich and Cohen [z~ and Speich [6~ have shown that the leading edges of lower bainite plates or sheaves of plates are free of carbide. Hence, one should expect that the lengthening rate of these structures will be that of their substrate crystal(s) of ferrite. On the new lower bainite model illustrated in Figure 7 of Reference 18, the largely carbide-free ferrite plate, against which ferrite plates are sympathetically nucleated parallel to another habit plane, is the one whose lengthening rate is deter- mined by measurements of this rate of lower bainite structures. Since in the case of upper bainite it has long been accepted that ferrite plates are the leading phase and morphology, I186.2~ the lengthening rate of proeutec- toid ferrite and upper and lower bainite plates in a given alloy should vary smoothly with decreasing reaction temperature and show no discontinuity as the identity of the transformation product changes. This is in fact just what the plate lengthening data of Hillert [2~ on ferrite and (presumably) upper bainite sideplates demonstrated in four plain carbon steels. Simonen et al. tl~ obtained equivalent results on three high-purity Fe-C alloys. Growth rates of both upper and lower bainite have been mea- sured at a given composition only in alloy steels. Goodenow et al. ~2~ have shown reasonably clear evi- dence for a discontinuity in the temperature dependence of the lengthening rate at the upper to lower bainite tran- sition, approximately 350 ~ in two complexly alloyed steels: 0.50 pet C, 0.68 pet Mn, 0.36 pet Si, and 8.7 pet Ni and 0.69 pet C, 0.85 pet Mn, 0.70 pet Si, 0.85 pct Cr, 0.81 pet Mo, and 1.80 pet Ni. It is possible that these alloying element groups are involved in the change in kinetic behavior. Hence, it would be of value to acquire such data on Fe-C alloys. However, a more likely source of this kinetic difference is the probable differences in the detailed morphology and interfacial structure of the leading edge of upper and lower bainite sheaves. Figure 10 in the paper by Spanos et al. ~8) on lower bainite thus shows severe faceting at each of two different ferrite crystals at the leading edge of a lower bainite sheaf. Al- though comparable TEM micrographs of the leading edges of upper bainite sheaves were not located in the litera- ture, Figures 2(b) and (c) in Reference 1 8 suggest, albeit at up to 20 times lower magnification and with repli- cation instead of TEM, that the leading edges of upper bainite plates may be more simply shaped. Hence, the change in the temperature dependence of the lengthening kinetics at the upper/lower bainite transition may arise from another aspect of the change in ferrite morphology attending this transition. Clearly, more attention to these fine-scale morphological differences is now needed.
Purdy and Hillert, [271 Hillert, t2~176 and Olson et al. [z~ have predicted a continuum of growth kinetics between bainite and martensite. Purdy and Hillert view lath mar- tensite formation as the result of a kinetic instability in the bainite reaction, leading to nearly complete trapping of solute, t271 Martensite growth kinetics are then deter- mined by the mobility of the martensite: austenite bound- aries. Olson et al. [2~ developed a more detailed model in which both bainite and martensite were viewed in the context of shear. The interfaces of both transformation products were taken to be glissile; capillarity effects upon the carbon concentration in austenite in contact with
: y boundaries were ignored; the radius of curvature of the advancing plates was taken to be that needed to min- imize strain energy; and the stored energy claimed to be associated with the formation of ferrite, bainite, and martensite plates was incorporated. The ratio of the car- bon concentration in the ferritic component of bainite to that in the bulk alloy during growth was predicted to rise smoothly with decreasing reaction temperature, reaching unity somewhat above the Ms. Likewise, the growth ki- netics of bainite were forecast to increase continually toward those of martensite. The sessile interfacial struc- ture of ferrite tlzr) and upper bainite l127,1zS,lz9j plates noted in Section I I - C - 3 was not considered in this treatment nor were the frequent absence of IPS surface reliefs, the existence of disagreements between the PTMC and the crystallography of lower bainite, Ir~ the effects of plas- tic deformation and recovery during growth and tent- shaped reliefs upon stored energy, etc. As recounted in Section I I - C - 1 , there is as yet no evidence for the pre- dicted high carbon supersaturations of the ferritic com- ponent of bainite, and the observations of Smith et al. [~~ on bainite growing very slowly below Ma are hardly con- sistent with essentially complete inheritance of the car- bon concentration in the parent austenite. It appears considerably more likely to the present authors that there are large discontinuities in most important aspects of transformation behavior as lower bainite is increasingly replaced by martensite.
2. Growth kinetics of the fundamental morphology of bainite The only growth kinetics measurements on nodular
bainite so far reported have been made on a hyper- eutectoid Ti-25 pct Cr alloy, in which the/3 matrix de- composes to a + TiCr2 .0771 Since proeutectoid TiCr2 nucleates and grows slowly and large volume fractions of it cannot form in this alloy, the bainite nodules formed at the grain boundaries quickly "bury" the grain bound- ary allotriomorphs of proeutectoid TiCr2 and are able to grow into the interiors of the/3 matrix grains with com- paratively little interference from either intragranular TiCr2 crystals or from bainite nodules which later nucleate on them. The growth rate of the grain boundary-nucleated nodules was found to be constant. Measurements were made at four temperatures of the growth rate, the spac- ing between adjacent eutectoid TiCr2 crystals in the nod- ules which were in contact with the/3 matrix, and also the height and the spacing of growth ledges on eutectoid a:/3 and eutectoid TiCr2:/3 interfaces. Hillert-type anal- yses were written for the growth rate of eutectoid a, clearly the faster growing eutectoid phase, on four different
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1 9 9 0 - - 1357
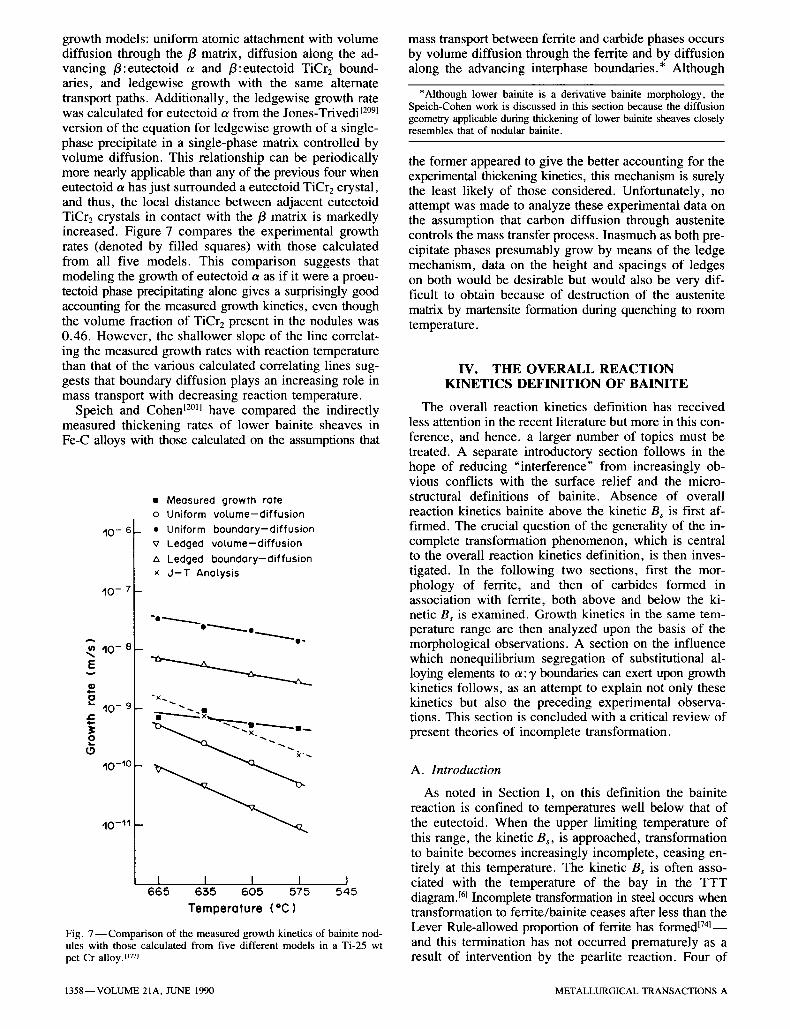
growth models: uniform atomic attachment with volume diffusion through the/3 matrix, diffusion along the ad- vancing fl:eutectoid a and /3:eutectoid TiCr2 bound- aries, and ledgewise growth with the same alternate transport paths. Additionally, the ledgewise growth rate was calculated for eutectoid a from the Jones-Trivedi t2~ version of the equation for ledgewise growth of a single- phase precipitate in a single-phase matrix controlled by volume diffusion. This relationship can be periodically more nearly applicable than any of the previous four when eutectoid a has just surrounded a eutectoid TiCr2 crystal, and thus, the local distance between adjacent eutectoid TiCr2 crystals in contact with the/3 matrix is markedly increased. Figure 7 compares the experimental growth rates (denoted by filled squares) with those calculated from all five models. This comparison suggests that modeling the growth of eutectoid o~ as if it were a proeu- tectoid phase precipitating alone gives a surprisingly good accounting for the measured growth kinetics, even though the volume fraction of TiCr2 present in the nodules was 0.46. However, the shallower slope of the line correlat- ing the measured growth rates with reaction temperature than that of the various calculated correlating lines sug- gests that boundary diffusion plays an increasing role in mass transport with decreasing reaction temperature.
Speich and Cohen [2~ have compared the indirectly measured thickening rates of lower bainite sheaves in Fe-C alloys with those calculated on the assumptions that
10- 6
I0- 7
I o - e
E
P 10- 9
o
10-1o
10-11
�9 Measured growth rote o Uniform vo tume-d i f fus ion
�9 Uniform boundary--di f fusion v Ledged voLume--diffusion
zx Ledged boundary--di f fusion x J - T Anotysis
- _......~ ~_. . . . X . ~
I I I I I 665 65,5 60,5 57'5 54.5
Temperature (*C)
Fig. 7 - - C o m p a r i s o n of the measured growth kinetics of bainite nod- ules with those calculated from five different models in a Ti-25 wt pct Cr alloy, tl77j
mass transport between ferrite and carbide phases occurs by volume diffusion through the ferrite and by diffusion along the advancing interphase boundaries.* Although
*Although lower bainite is a derivative bainite morphology, the Speich-Cohen work is discussed in this section because the diffusion geometry applicable during thickening of lower bainite sheaves closely resembles that of nodular bainite.
the former appeared to give the better accounting for the experimental thickening kinetics, this mechanism is surely the least likely of those considered. Unfortunately, no attempt was made to analyze these experimental data on the assumption that carbon diffusion through austenite controls the mass transfer process. Inasmuch as both pre- cipitate phases presumably grow by means of the ledge mechanism, data on the height and spacings of ledges on both would be desirable but would also be very dif- ficult to obtain because of destruction of the austenite matrix by martensite formation during quenching to room temperature.
IV. T H E O V E R A L L REA CTIO N KINETICS DEFINITION OF BAINITE
The overall reaction kinetics definition has received less attention in the recent literature but more in this con- ference, and hence, a larger number of topics must be treated. A separate introductory section follows in the hope of reducing "interference" from increasingly ob- vious conflicts with the surface relief and the micro- structural definitions of bainite. Absence of overall reaction kinetics bainite above the kinetic B~ is first af- firmed. The crucial question of the generality of the in- complete transformation phenomenon, which is central to the overall reaction kinetics definition, is then inves- tigated. In the following two sections, first the mor- phology of ferrite, and then of carbides formed in association with ferrite, both above and below the ki- netic Bs is examined. Growth kinetics in the same tem- perature range are then analyzed upon the basis of the morphological observations. A section on the influence which nonequilibrium segregation of substitutional al- loying elements to ~ : y boundaries can exert upon growth kinetics follows, as an attempt to explain not only these kinetics but also the preceding experimental observa- tions. This section is concluded with a critical review of present theories of incomplete transformation.
A. Introduction
As noted in Section I, on this definition the bainite reaction is confined to temperatures well below that of the eutectoid. When the upper limiting temperature of this range, the kinetic Bs, is approached, transformation to bainite becomes increasingly incomplete, ceasing en- tirely at this temperature. The kinetic B, is often asso- ciated with the temperature of the bay in the T T T diagram, t61 Incomplete transformation in steel occurs when transformation to ferrite/bainite ceases after less than the Lever Rule-allowed proportion of ferrite has formed lT4]- and this termination has not occurred prematurely as a result of intervention by the pearlite reaction. Four of
1358--VOLUME 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A

the succeeding papers in this issue of Metallurgical Transactions provide much new information about bain- ite defined in this manner, f19-2~'zl~ This information will be combined with other recently published findings on this subject and summarized in succeeding sections; its implications concerning the nature of the fundamental transformation phenomena involved will then be further explored. A substantial fraction of the current (and past) description of the empirical aspects of overall reaction kinetics bainite will be seen to be either incorrect or in- complete. Restriction of these phenomena to steel (at least insofar as is presently known) and, further, to only cer- tain steel composition ranges will be particularly em- phasized. The association of highly degenerate Widmanstatten ferrite with incomplete transformation t2~ and the equally important absence of carbide precipita- tion until the interval of incomplete transformation ends t2~ will also be stressed.
During the presentation of this material, the perceptive reader will soon realize that the bainite being discussed from the standpoint of the overall reaction kinetics def- inition is often not so classified on the basis of the gen- eralized microstructural and/or the surface relief definitions. Within this section, however, the overall re- action kinetics definition will be accepted (and, where necessary, corrected) on its own terms. Consideration of conflicts among the three definitions is deliberately de- layed until Section V, where they are grouped together so as to make clear the severity and seriousness of these conflicts.
This introduction is usefully concluded by calling at- tention to two older reviews which emphasized phenom- ena centered about the overall reaction kinetics definition of bainite. These reviews were provided by Paranjpe and Kaushal t2111 in 1951 and by Hehemann and Troiano f61 in 1956. They reference the wealth of experimental data on this topic reported in the 1930's and 1940's. A review published by Hehemann c41 in 1970 references and di- rectly provides additional data but is oriented primarily toward applying such information to the interpretation of various aspects of this topic.
B. Absence of Overall Reaction Kinetics Bainite above the Kinetic Bs
Nearly all of the earlier data on the incomplete trans- formation phenomenon were obtained through measure- ments of physical properties such as dilatometry, magnetometry, calorimetry, colorimetry, and resistivity (see References 3 through 37 in Shiflet and Aaronsontlgl). Very little data relevant to this problem have been ob- tained, particularly during earlier studies, by means of the much more tedious but also more reliable technique of quantitative optical metallography. As early as 1935, Smith 12121 compared numerous experimental techniques for measuring the fraction of the austenite matrix trans- formed to bainite vs isothermal reaction time, using data obtained through quantitative optical metallography as a standard. Remarkably large discrepancies were thereby revealed. Since reports that bainite does not form above the kinetic Bs were usually based upon nonmetallo- graphic techniques, it was thus considered important to recheck this conclusion with quantitative optical metal-
lography.* This has been done mainly by utilizing high-
*Use of TEM for this purpose would be prohibitively costly in time and effort, because microstructures of steel are both highly diverse, since so many are nucleated at or influenced by grain boundaries of diverse crystallography, and are also spread out on a large scale as a consequence of the high diffusivity of carbon in austenite. Scanning electron microscopy (SEM) would appear to be a useful compromise technique, but the present authors' experience with it when attempting to reveal microstructural details of ferrite and bainite has not been particularly favorable. Replication TEM does better at detailing these microstructures but is still tedious and also difficult to control for pur- poses of quantitative analysis. Further work in developing a higher resolution technique than optical microscopy for quantitative micro- structural analysis would thus be highly desirable for studies on steel and other alloys, such as those of Ti, in which high diffusivities lead to large-scale morphologies but which also contain important micro- structural features, such as precipitates within precipitates and sub- structure, on a much finer scale.
purity Fe-C-Mo alloys as a model system. Molybdenum additions readily produce a deep bay in the TTT dia- gram, and the pearlite reaction, if present at all, does not appear until temperatures high above the kinetic Bs .119'2131 In Shiflet and Aaronson, 1191 the absence of in- complete transformation above the kinetic Bs is dem- onstrated in numerous Fe-C-Mo alloys. These results are supported by additional data on some of these alloys se- cured at much longer times in Reynolds et al. 12~ While this point should probably be examined in equivalent de- tail in at least one other Fe-C-X system which exhibits incomplete transformation, these results provide detailed metallographic substantiation for previous findings, se- cured with less direct measurement techniques, that the incomplete transformation phenomenon is indeed con- fined to temperatures below that of the kinetic Bs.
C. Evolution and Generality of Incomplete Transformation from the Standpoint of Overall Reaction Kinetics
For many decades, this phenomenon has been consid- ered to occur universally in steel.[6] Failure to detect in- complete transformation has been taken to result from overlap of the pearlite and bainite C-curves to a suffi- cient extent so that the incompleteness of the bainite re- action at high temperatures is obscured. The schematic TTT diagram in Figure 8(a) illustrates this situation, 161 whereas that in Figure 8(b) shows that when a steel is sufficiently and appropriately alloyed (particularly by carbide-forming alloying elements), the pearlite and bainite C-curves are well separated, and incomplete trans- formation can be readily observed.
In Fe-C-Mo alloys, the situation is more nearly akin to that in Figure 8(b). However, as just indicated, the transformation phenomena encompassed by the upper C-curve are different from and more complex than Figure 8(b) suggests. The upper C-curve in such alloys does not refer to the pearlite reaction either at the bay or over an appreciable temperature region above the bay. Instead, pearlite is present, if at all, only at the highest temperatures. I19,213j Hence, pearlite formation cannot prevent observation of the incomplete transformation phenomenon in Fe-C-Mo alloys. As demonstrated by Reynolds et al., t2~ incomplete transformation does de- velop in the region of the lower C-curve in these alloys,
METALLURGICAL TRANSACTIONS A VOLUME 21A, JUNE 1990--1359
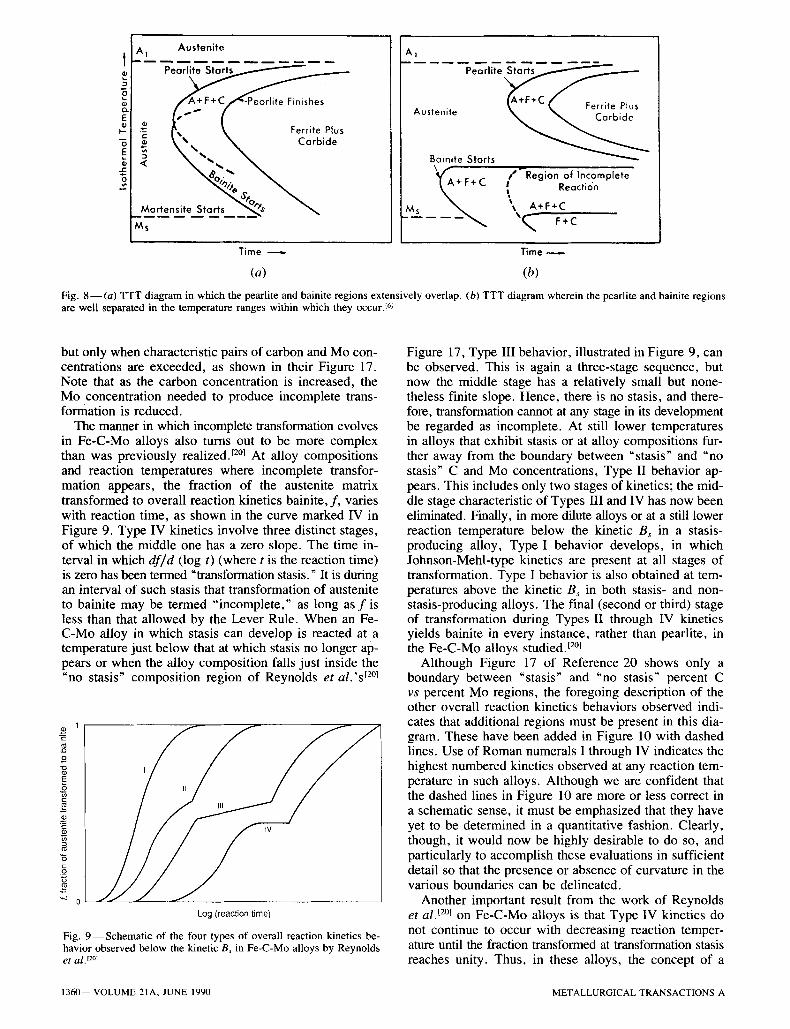
A I Austenite
1 Pearl i te St o r t s ~ _.._....---
~ s {.-" ( Z ~ ~. k Fe.ite PI~, "5 ~ k N N Carb ide \ " . . \
�9 % I M a r t e n s i t e Starts ~ t - r
A I . . . . . . . . - - =
[ A + F + C / " . . . . . . k ' - ' " - { Ferrite Plus Austemte
Bainite Starts
Region o f Incomplete I Reactidn
\ A+F+C \ q - F+c
Time ~ Time
(a) (b)
Fig. 8 - - ( a ) TTT diagram in which the pearlite and bainite regions extensively overlap. (b) TTT diagram wherein the pearlite and bainite regions are well separated in the temperature ranges within which they occurJ 6I
but only when characteristic pairs of carbon and Mo con- centrations are exceeded, as shown in their Figure 17. Note that as the carbon concentration is increased, the Mo concentration needed to produce incomplete trans- formation is reduced.
The manner in which incomplete transformation evolves in Fe-C-Mo alloys also turns out to be more complex than was previously realized, t2~ At alloy compositions and reaction temperatures where incomplete transfor- mation appears, the fraction of the austenite matrix transformed to overall reaction kinetics bainite, f , varies with reaction time, as shown in the curve marked IV in Figure 9. Type IV kinetics involve three distinct stages, of which the middle one has a zero slope. The time in- terval in which d f / d (log t) (where t is the reaction time) is zero has been termed "transformation stasis." It is during an interval of such stasis that transformation of austenite to bainite may be termed "incomplete," as long as f is less than that allowed by the Lever Rule. When an Fe- C-Mo alloy in which stasis can develop is reacted at a temperature just below that at which stasis no longer ap- pears or when the alloy composition falls just inside the "no stasis" composition region of Reynolds et a l . ' s [2~
?: g
o
"5
"5
I
Log (reaction time)
Fig. 9--Schematic of the four types of overall reaction kinetics be- havior observed below the kinetic Bs in Fe-C-Mo alloys by Reynolds el al.[2~
Figure 17, Type III behavior, illustrated in Figure 9, can be observed. This is again a three-stage sequence, but now the middle stage has a relatively small but none- theless finite slope. Hence, there is no stasis, and there- fore, transformation cannot at any stage in its development be regarded as incomplete. At still lower temperatures in alloys that exhibit stasis or at alloy compositions fur- ther away from the boundary between "stasis" and "no stasis" C and Mo concentrations, Type II behavior ap- pears. This includes only two stages of kinetics; the mid- dle stage characteristic of Types III and IV has now been eliminated. Finally, in more dilute alloys or at a still lower reaction temperature below the kinetic Bs in a stasis- producing alloy, Type I behavior develops, in which Johnson-Mehl-type kinetics are present at all stages of transformation. Type I behavior is also obtained at tem- peratures above the kinetic Bs in both stasis- and non- stasis-producing alloys. The final (second or third) stage of transformation during Types II through IV kinetics yields bainite in every instance, rather than pearlite, in the Fe-C-Mo alloys studied, t2~
Although Figure 17 of Reference 20 shows only a boundary between "stasis" and "no stasis" percent C vs percent Mo regions, the foregoing description of the other overall reaction kinetics behaviors observed indi- cates that additional regions must be present in this dia- gram. These have been added in Figure 10 with dashed lines. Use of Roman numerals I through IV indicates the highest numbered kinetics observed at any reaction tem- perature in such alloys. Although we are confident that the dashed lines in Figure 10 are more or less correct in a schematic sense, it must be emphasized that they have yet to be determined in a quantitative fashion. Clearly, though, it would now be highly desirable to do so, and particularly to accomplish these evaluations in sufficient detail so that the presence or absence of curvature in the various boundaries can be delineated.
Another important result from the work of Reynolds et al. ~2~ on Fe-C-Mo alloys is that Type IV kinetics do not continue to occur with decreasing reaction temper- ature until the fraction transformed at transformation stasis reaches unity. Thus, in these alloys, the concept of a
1360--VOLUME 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A
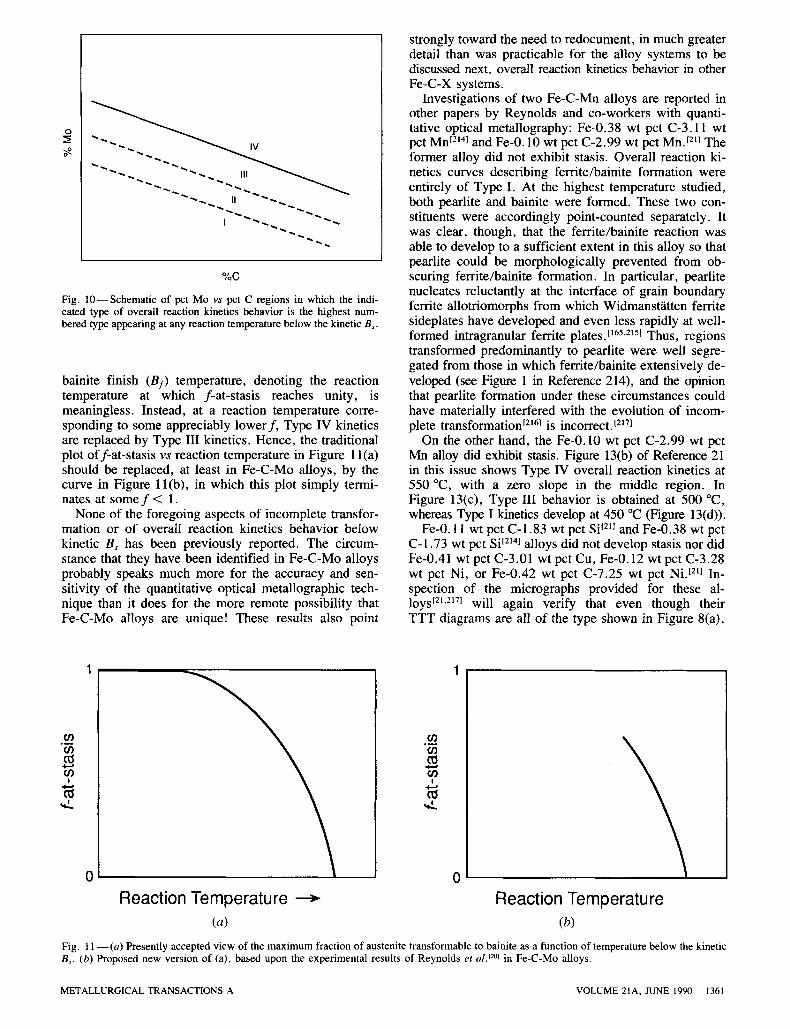
- - . . , - ---....
%C
Fig. 10- -Schemat ic of pct Mo vs pct C regions in which the indi- cated type of overall reaction kinetics behavior is the highest num- bered type appearing at any reaction temperature below the kinetic B , .
bainite finish (By) temperature, denoting the reaction temperature at which f-at-stasis reaches unity, is meaningless. Instead, at a reaction temperature corre- sponding to some appreciably lower f , Type IV kinetics are replaced by Type III kinetics. Hence, the traditional plot off-at-stasis v s reaction temperature in Figure 11 (a) should be replaced, at least in Fe-C-Mo alloys, by the curve in Figure 1 l(b), in which this plot simply termi- nates at some f < 1.
None of the foregoing aspects of incomplete transfor- mation or of overall reaction kinetics behavior below kinetic B, has been previously reported. The circum- stance that they have been identified in Fe-C-Mo alloys probably speaks much more for the accuracy and sen- sitivity of the quantitative optical metallographic tech- nique than it does for the more remote possibility that Fe-C-Mo alloys are unique! These results also point
strongly toward the need to redocument, in much greater detail than was practicable for the alloy systems to be discussed next, overall reaction kinetics behavior in other Fe-C-X systems.
Investigations of two Fe-C-Mn alloys are reported in other papers by Reynolds and co-workers with quanti- tative optical metallography: Fe-0.38 wt pct C-3.11 wt pct Mn [2~4] and Fe-0.10 wt pct C-2.99 wt pct Mn. ~j The former alloy did not exhibit stasis. Overall reaction ki- netics curves describing ferrite/bainite formation were entirely of Type I. At the highest temperature studied, both pearlite and bainite were formed. These two con- stituents were accordingly point-counted separately. It was clear, though, that the ferrite/bainite reaction was able to develop to a sufficient extent in this alloy so that pearlite could be morphologically prevented from ob- scuring ferrite/bainite formation. In particular, pearlite nucleates reluctantly at the interface of grain boundary ferrite allotriomorphs from which Widmanst/itten ferrite sideplates have developed and even less rapidly at well- formed intragranular ferrite plates. [165,2~5] Thus, regions transformed predominantly to pearlite were well segre- gated from those in which ferrite/bainite extensively de- veloped (see Figure 1 in Reference 214), and the opinion that pearlite formation under these circumstances could have materially interfered with the evolution of incom- plete transformation [2|61 is incorrect. [2~7l
On the other hand, the Fe-0.10 wt pct C-2.99 wt pct Mn alloy did exhibit stasis. Figure 13(b) of Reference 21 in this issue shows Type IV overall reaction kinetics at 550 ~ with a zero slope in the middle region. In Figure 13(c), Type III behavior is obtained at 500 ~ whereas Type I kinetics develop at 450 ~ (Figure 13(d)).
Fe-0.11 wt pct C-1.83 wt pct Si t2~1 and Fe-0.38 wt pct C-1.73 wt pct Si [2~4] alloys did not develop stasis nor did Fe-0.41 wt pct C-3.01 wt pct Cu, Fe-0.12 wt pct C-3.28 wt pct Ni, or Fe-0.42 wt pct C-7.25 wt pct Ni. [2~] In- spection of the micrographs provided for these al- loys [21,2171 will again verify that even though their TTT diagrams are all of the type shown in Figure 8(a),
09 . m 09
09 !
,,2.
09 09
09 !
,,2.
0 0
Reaction Temperature (a)
Reaction Temperatu re (b)
Fig. 1 1 - - ( a ) Presently accepted view of the maximum fraction of austenite transformable to bainite as a function of temperature below the kinetic B,. (b) Proposed new version of (a), based upon the experimental results of Reynolds e t al . t2~ in Fe-C-Mo alloys.
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1361

pearlite formation could not have prevented detection of incomplete transformation. However, two observations of transformation stasis have been made in Si steels. One was made on an Fe-0.60 pct C-1.98 pct Si-0.30 pct Cr steel taj and may have resulted from Si-Cr interactions. The other, reported by Papadimitriou and Genin ~2~81 on a high-purity Fe-0.9 pct C-3.85 pct Si alloy, in w h i c h f was measured by quantitative metallography at higher temperatures and M6ssbauer spectroscopy at lower tem- peratures, does appear to demonstrate the presence of incomplete transformation. This finding appears to con- flict with the results of dilatometric determinations o f f , made continuously as a function of reaction time. The latter f vs time curves show mainly Type I overall re- action kinetics behavior, with only local "blips" sugges- tive of Type III or IV kinetics. In a similar alloy, Stark et al. [99] reported f values (qualitatively determined with optical microscopy and TEM) of 0.7 to 0.8, presumably during incomplete transformation, which could well be consistent with the paraequilibrium proportion of ferrite at the temperatures employed. No kinetic data were re- ported, thereby preventing distinction of Type IV from any other type of overall reaction kinetics. While trans- formation stasis in higher C, higher Si, Fe-C-Si alloys remains a definite possibility, its existence has yet to be proved.
These results thus demonstrate that incomplete trans- formation is not a general phenomenon in steel. Even in Fe-C-X systems which do display incomplete trans- formation, evidence provided for the Fe-C-Mo and Fe- C-Mn systems indicates that incomplete transformation develops only in certain percent C-percent X regions. One reason why previous workers have considered this phenomenon to occur generally in steel is that the alloys utilized in many of their experiments, particularly in ear- lier years, contained significant proportions of more than one alloying element. As an illustration of the ability of a quaternary steel to produce incomplete transformation even though its component ternary alloys cannot, on the basis of weak dilatometric evidence and very limited metallographic observations, an Fe-0.43 pct C-3.00 pct Mn-2.12 pct Si alloy tlg~ appears to display incomplete transformation. This finding and the resultant Figure 8(b)- type T T T diagram contrast sharply with the absence of incomplete transformation and Figure 8(a)-type TTT diagrams for Fe-0.38 wt pct C-3.11 wt pct Mn t2~4J and Fe-0.38 wt pct C-1.73 wt pct S i [2141 alloys. The potential synergism of substitutional alloying elements in produc- ing (or discouraging) incomplete transformation remains a seriously underexplored research topic!
In addition to failing to occur in a number of alloy steel systems, incomplete transformation has yet to be reported in any purely substitutional alloy system, either ferrous or nonferrous. Termination of the proeutectoid a reaction in hypoeutectoid Ti-Cr alloys prior to complete decomposition of the/3 matrix does not constitute a dem- onstration of incomplete transformation, since the meta- stable equilibrium proportion of proeutectoid a was found to precipitate at each temperature studied prior to the cessation of reaction. [219] Completion of/3 matrix decom- position did not occur until after precipitation of the TiCr2 phase had begun, t173,2191 This mode of transformation is found in a number of Ti-X systems in which X markedly
depresses the eutectoid temperature below the a / f l equi- librium temperature in pure Ti.t~741 The lack of generality of this essential component of the overall reaction ki- netics definition of bainite thus demonstrates that it is not appropriate to attach a generic name such as "bain- ite" to this group of phenomena, m
D. Ferrite Morphology above and below the Kinetic B, Temperature
In the absence of incomplete transformation and at lower C and/or X concentrations, such that an appreciable bay does not develop in the T T T curve for the initiation of transformation, the microstructure of proeutectoid ferrite and the ferritic component of bainite (temporarily as microstructurally defined) follows expectation for Fe-C alloys and plain carbon steels. I~7~ Once grain boundary allotriomorphs are replaced as the dominant ferrite mor- phology by Widmanst~itten plates, the Widmanst/itten structure remains predominant down to and below I22~ the M, temperature unless its formation is prevented at inter- mediate temperatures (and higher carbon concentrations) by the pearlite reaction, tlTj Although the Widmanstfitten ferrite morphologies often do not appear as parallel, slightly tapering plates at lower temperatures in the proeutectoid ferrite region, the degenerate versions of these plates develop in only a limited number of "modes," which are usually both crystallographic and reproducible.t 152j
However, when a substantial T T T diagram bay and especially incomplete transformation develop, a quite different temperature dependence of ferrite/bainite mor- phology develops. As described by Boswell et al. c1961 and further by Tsubakino and Aaronson t1931 and Reynolds et al. t2~ in Fe-C-Mo alloys, changes begin to appear just below the upper nose in the TTT curve for initiation of transformation--as indicated schematically in Figure 12. Whereas the highest temperature at which appreciable numbers of Widmanst~itten ferrite plates appear, termed the IV, temperature, t~96,22u usually lies above the upper nose in the TTT diagram and the frequency with which sideplates form increases with decreasing temperature, below the upper nose, the frequency of plate formation diminishes, t1961 When the C and Mo concentrations are sufficiently high, sideplate formation entirely disappears at temperatures somewhat above that of the bay in the TTT diagram, i.e., the kinetic B~ temperature. L19,:~ Grain boundary and also twin boundary allotriomorphs are then the only ferrite/bainite morphologies present. 119,2~ The higher the proportions of C and Mo present, the wider the temperature range in which this situation is obtained. At Mo concentrations of approximately 2 wt pct, the allotriomorphs are often quite prominently faceted, as if sideplates were attempting to emerge from t hem. [2~ When the Mo concentration is in the 3 to 4 wt pct range, how- ever, the broad faces of allotriomorphs tend to be smoother, now without a marked tendency toward the development of protuberances, t191
Whereas at temperatures above that of the bay, fer- rite microstructures vary slowly with decreasing tem- perature, reduction in the reaction temperature by only 5 ~ to 10 ~ below the bay temperature causes drastic
1 3 6 2 - - V O L U M E 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A
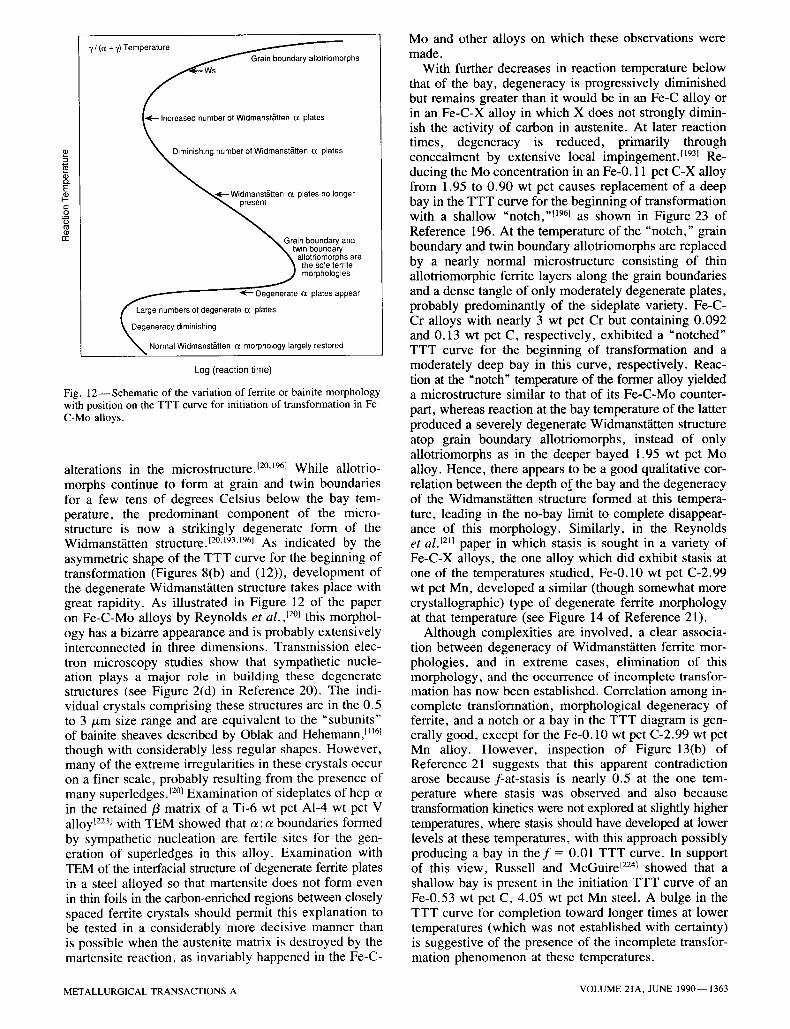
O3
s
8_ E
g
rr
7 / (a + 7) Temperature Grain boundary allotriomorphs
reased number of Widmanst~tten o~ plates
Diminishing number of Widmanst~tten o~ plates
dmanst~itten o~ plates no longer present
"%•rain boundary and
twin boundary allotriomorphs are the sole Ierrite morphologies
erate o~ plates appear
Large numbers of degenerate (z plates
Degeneracy diminishing
N Normal Widmanst~tten oc morphology largely restored
Log (reaction time)
Fig. 12--Schematic of the variation of ferrite or bainite morphology with position on the TTT curve for initiation of transformation in Fe- C-Mo alloys.
alterations in the microstructure. 12~ While allotrio- morphs continue to form at grain and twin boundaries for a few tens of degrees Celsius below the bay tem- perature, the predominant component of the micro- structure is now a strikingly degenerate form of the W i d m a n s t / i t t e n s t ruc tu re . 12~ As indicated by the asymmetric shape of the T T T curve for the beginning of transformation (Figures 8(b) and (12)), development of the degenerate Widmanst~itten structure takes place with great rapidity. As illustrated in Figure 12 of the paper on Fe-C-Mo alloys by Reynolds e t a l . ,1201 this morphol- ogy has a bizarre appearance and is probably extensively interconnected in three dimensions. Transmission elec- tron microscopy studies show that sympathetic nucle- ation plays a major role in building these degenerate structures (see Figure 2(d) in Reference 20). The indi- vidual crystals comprising these structures are in the 0.5 to 3 /xm size range and are equivalent to the "subunits" of bainite sheaves described by Oblak and Hehemann, t''61 though with considerably less regular shapes. However, many of the extreme irregularities in these crystals occur on a finer scale, probably resulting from the presence of many superledges.I2~ Examination of sideplates of hcp a in the retained/3 matrix of a Ti-6 wt pct A1-4 wt pct V alloy 12231 with TEM showed that a : a boundaries formed by sympathetic nucleation are fertile sites for the gen- eration of superledges in this alloy. Examination with TEM of the interfacial structure of degenerate ferrite plates in a steel alloyed so that martensite does not form even in thin foils in the carbon-enriched regions between closely spaced ferrite crystals should permit this explanation to be tested in a considerably more decisive manner than is possible when the austenite matrix is destroyed by the martensite reaction, as invariably happened in the Fe-C-
Mo and other alloys on which these observations were made.
With further decreases in reaction temperature below that of the bay, degeneracy is progressively diminished but remains greater than it would be in an Fe-C alloy or in an Fe-C-X alloy in which X does not strongly dimin- ish the activity of carbon in austenite. At later reaction times, degeneracy is reduced, primarily through concealment by extensive local impingement. I193j Re- ducing the Mo concentration in an Fe-0.11 pct C-X alloy from 1.95 to 0.90 wt pct causes replacement of a deep bay in the T T T curve for the beginning of transformation with a shallow " n o t c h , "I1961 as shown in Figure 23 of Reference 196. At the temperature of the "notch," grain boundary and twin boundary allotriomorphs are replaced by a nearly normal microstructure consisting of thin allotriomorphic ferrite layers along the grain boundaries and a dense tangle of only moderately degenerate plates, probably predominantly of the sideplate variety. Fe-C- Cr alloys with nearly 3 wt pct Cr but containing 0.092 and 0.13 wt pct C, respectively, exhibited a "notched" TTT curve for the beginning of transformation and a moderately deep bay in this curve, respectively. Reac- tion at the "notch" temperature of the former alloy yielded a microstructure similar to that of its Fe-C-Mo counter- part, whereas reaction at the bay temperature of the latter produced a severely degenerate Widmanst~itten structure atop grain boundary allotriomorphs, instead of only allotriomorphs as in the deeper bayed 1.95 wt pct Mo alloy. Hence, there appears to be a good qualitative cor- relation between the depth of the bay and the degeneracy of the Widmanst/itten structure formed at this tempera- ture, leading in the no-bay limit to complete disappear- ance of this morphology. Similarly, in the Reynolds e t a l . [21] paper in which stasis is sought in a variety of Fe-C-X alloys, the one alloy which did exhibit stasis at one of the temperatures studied, Fe-0.10 wt pct C-2.99 wt pet Mn, developed a similar (though somewhat more crystallographic) type of degenerate ferrite morphology at that temperature (see Figure 14 of Reference 21).
Although complexities are involved, a clear associa- tion between degeneracy of Widmanst~itten ferrite mor- phologies, and in extreme cases, elimination of this morphology, and the occurrence of incomplete transfor- mation has now been established. Correlation among in- complete transformation, morphological degeneracy of ferrite, and a notch or a bay in the T T T diagram is gen- erally good, except for the Fe-0.10 wt pct C-2.99 wt pct Mn alloy. However, inspection of Figure 13(b) of Reference 21 suggests that this apparent contradiction arose because f-at-stasis is nearly 0.5 at the one tem- perature where stasis was observed and also because transformation kinetics were not explored at slightly higher temperatures, where stasis should have developed at lower levels at these temperatures, with this approach possibly producing a bay in t h e f = 0.01 TTT curve. In support of this view, Russell and McGuire I224] showed that a shallow bay is present in the initiation TTT curve of an Fe-0.53 wt pct C, 4.05 wt pct Mn steel. A bulge in the T T T curve for completion toward longer times at lower temperatures (which was not established with certainty) is suggestive of the presence of the incomplete transfor- mation phenomenon at these temperatures.
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1363
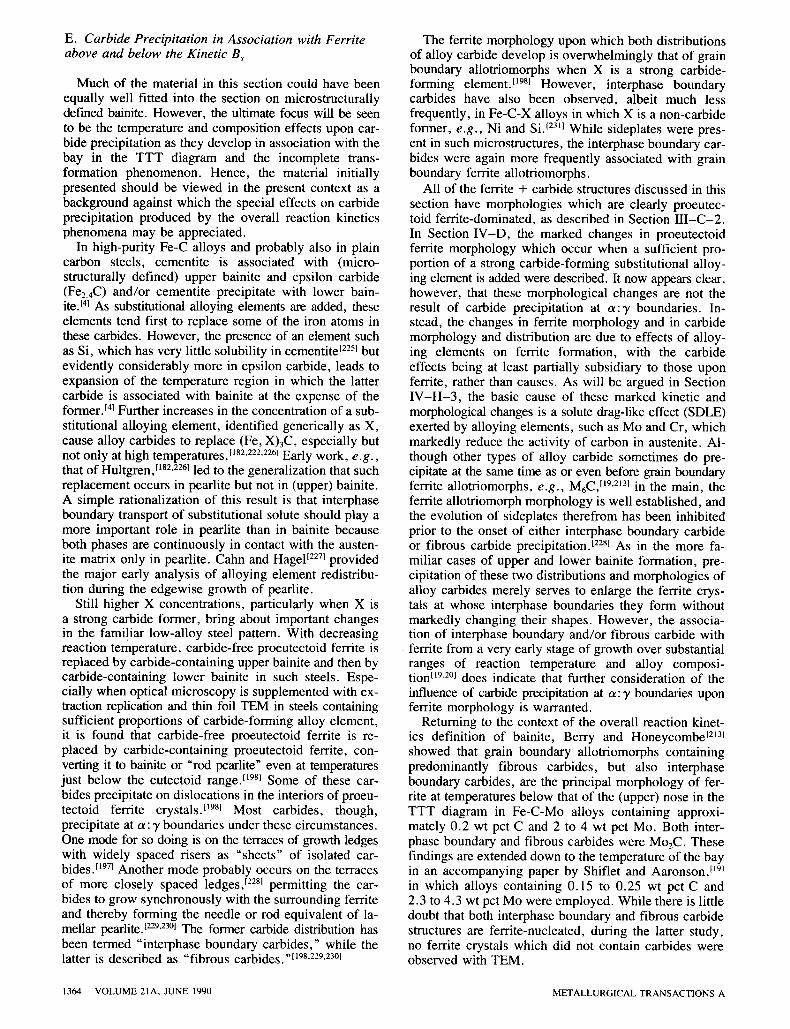
E. Carbide Precipitation in Association with Ferrite above and below the Kinetic Bs
Much of the material in this section could have been equally well fitted into the section on microstructurally def'med bainite. However, the ultimate focus will be seen to be the temperature and composition effects upon car- bide precipitation as they develop in association with the bay in the T T T diagram and the incomplete trans- formation phenomenon. Hence, the material initially presented should be viewed in the present context as a background against which the special effects on carbide precipitation produced by the overall reaction kinetics phenomena may be appreciated.
In high-purity Fe-C alloys and probably also in plain carbon steels, cementite is associated with (micro- structurally defined) upper bainite and epsilon carbide (Fez.4C) and/or cementite precipitate with lower bain- ite. t4J As substitutional alloying elements are added, these elements tend first to replace some of the iron atoms in these carbides. However, the presence of an element such as Si, which has very little solubility in cementite tz251 but evidently considerably more in epsilon carbide, leads to expansion of the temperature region in which the latter carbide is associated with bainite at the expense of the former.[4] Further increases in the concentration of a sub- stitutional alloying element, identified generically as X, cause alloy carbides to replace (Fe, X)3C, especially but not only at high temperatures, t~82,222,2261 Early work, e.g., that of Hultgren, t~82,2261 led to the generalization that such replacement occurs in pearlite but not in (upper) bainite. A simple rationalization of this result is that interphase boundary transport of substitutional solute should play a more important role in pearlite than in bainite because both phases are continuously in contact with the austen- ite matrix only in pearlite. Cahn and Hagel t227~ provided the major early analysis of alloying element redistribu- tion during the edgewise growth of pearlite.
Still higher X concentrations, particularly when X is a strong carbide former, bring about important changes in the familiar low-alloy steel pattern. With decreasing reaction temperature, carbide-free proeutectoid ferrite is replaced by carbide-containing upper bainite and then by carbide-containing lower bainite in such steels. Espe- cially when optical microscopy is supplemented with ex- traction replication and thin foil TEM in steels containing sufficient proportions of carbide-forming alloy element, it is found that carbide-free proeutectoid ferrite is re- placed by carbide-containing proeutectoid ferrite, con- verting it to bainite or "rod pearlite" even at temperatures just below the eutectoid range, t198~ Some of these car- bides precipitate on dislocations in the interiors of proeu- tectoid ferrite crystalsJ ~981 Most carbides, though, precipitate at a : y boundaries under these circumstances. One mode for so doing is on the terraces of growth ledges with widely spaced risers as "sheets" of isolated car- bides. I197! Another mode probably occurs on the terraces of more closely spaced ledges, I2281 permitting the car- bides to grow synchronously with the surrounding ferrite and thereby forming the needle or rod equivalent of la- mellar pearlite3229,23~ The former carbide distribution has been termed "interphase boundary carbides," while the latter is described as "fibrous carbides. "1198.229,23~
The ferrite morphology upon which both distributions of alloy carbide develop is overwhelmingly that of grain boundary allotriomorphs when X is a strong carbide- forming element, i198j However, interphase boundary carbides have also been observed, albeit much less frequently, in Fe-C-X alloys in which X is a non-carbide former, e.g., Ni and Si. I2311 While sideplates were pres- ent in such microstructures, the interphase boundary car- bides were again more frequently associated with grain boundary ferrite allotriomorphs.
All of the ferrite + carbide structures discussed in this section have morphologies which are clearly proeutec- toid ferrite-dominated, as described in Section I I I -C-2 . In Section IV-D, the marked changes in proeutectoid ferrite morphology which occur when a sufficient pro- portion of a strong carbide-forming substitutional alloy- ing element is added were described. It now appears clear, however, that these morphological changes are not the result of carbide precipitation at a : y boundaries. In- stead, the changes in ferrite morphology and in carbide morphology and distribution are due to effects of alloy- ing elements on ferrite formation, with the carbide effects being at least partially subsidiary to those upon ferrite, rather than causes. As will be argued in Section I V - H - 3 , the basic cause of these marked kinetic and morphological changes is a solute drag-like effect (SDLE) exerted by alloying elements, such as Mo and Cr, which markedly reduce the activity of carbon in austenite. Al- though other types of alloy carbide sometimes do pre- cipitate at the same time as or even before grain boundary ferrite allotriomorphs, e.g., M6C, II9'2131 in the main, the ferrite allotriomorph morphology is well established, and the evolution of sideplates therefrom has been inhibited prior to the onset of either interphase boundary carbide or fibrous carbide precipitation. ~228j As in the more fa- miliar cases of upper and lower bainite formation, pre- cipitation of these two distributions and morphologies of alloy carbides merely serves to enlarge the ferrite crys- tals at whose interphase boundaries they form without markedly changing their shapes. However, the associa- tion of interphase boundary and/or fibrous carbide with ferrite from a very early stage of growth over substantial ranges of reaction temperature and alloy composi- tion tl9'2~ does indicate that further consideration of the influence of carbide precipitation at a : y boundaries upon ferrite morphology is warranted.
Returning to the context of the overall reaction kinet- ics definition of bainite, Berry and Honeycombe 12131 showed that grain boundary allotriomorphs containing predominantly fibrous carbides, but also interphase boundary carbides, are the principal morphology of fer- rite at temperatures below that of the (upper) nose in the T T T diagram in Fe-C-Mo alloys containing approxi- mately 0.2 wt pct C and 2 to 4 wt pct Mo. Both inter- phase boundary and fibrous carbides were MozC. These findings are extended down to the temperature of the bay in an accompanying paper by Shiflet and Aaronson, I191 in which alloys containing 0.15 to 0.25 wt pct C and 2.3 to 4.3 wt pct Mo were employed. While there is little doubt that both interphase boundary and fibrous carbide structures are ferrite-nucleated, during the latter study, no ferrite crystals which did not contain carbides were observed with TEM.
1364--VOLUME 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A
These studies were later extended to temperatures well below that of the bay in a single alloy containing 0.19 wt pct C and 2.3 wt pct Mo. [193] The bay temperature in this alloy lies between 610 ~ and 615 ~ Although fi- brous carbides predominate above the bay, they disap- pear almost entirely immediately below this temperature. Interphase boundary carbides, on the other hand, con- tinue to form down to 550 ~ Additionally, large laths of Mo2C, 4- to 5-fold thicker and more widely spaced than either fibrous or interphase boundary carbides, ap- pear below the bay and remain a noticeable feature of the microstructure down to 575 ~ Many of these laths appear to be nucleated at and parallel to the broad faces of ferrite plates; others, oriented orthogonal to them, may have nucleated at either facets on the leading edges of ferrite plates or at dislocations within these plates. The size of Mo2C precipitates shrinks rapidly with decreasing temperature. When the reaction temperature is decreased to the 500 ~ to 525 ~ range, large carbides reappear but now as cementite (presumably (Fe, Mo)3C ). At a given temperature, they are about 10 times longer than their M02C counterparts.
It should finally be noted that M02C needles or plates nucleated within ferrite are a usual feature of these microstructures both above and below the bay temper- ature. [193[ While their numbers are not necessarily large, they are a persistent feature of carbide precipitation in association with ferrite.
The various patterns of carbide precipitation described have attracted much attention. [193.198,228.232-2341 The mech- anism(s) which presently appear to be responsible for each of them will now be considered. Planar arrays of interphase boundary carbides were correctly ascribed to carbide nucleation on the terraces of ledges on the broad faces of grain boundary ferrite allotriomorphs. [1971 How- ever, curvilinear arrays of interphase boundary carbides were proposed to have nucleated at disordered-type a: "y boundaries,/232,2331 since no special orientation rela- tionship was found among ferrite, austenite, and the car- bides in this situation. I235,236,2371 A theoretical analysis of this problem t9~ demonstrated that nucleation on a con- tinuously moving disordered a: 3' boundary is infeasible unless the driving force for the movement of such a boundary has been nearly exhausted. Consistent with this deduction, a subsequent investigation showed that in a Ti-Cr alloy, the interfaces between hcp proeutectoid ct allotriomorphs and the bcc/3 matrix grain, toward which the allotriomorphs do not bear a Burgers orientation relationship, are also ledged and, hence, must also be partially coherent. [2381 The suggestion was therefore made [234] that the carbides in the curvilinear arrays also nucleate on the terraces of short ledges that undergo fre- quent changes in their conjugate habit planes or are com- ponents of triatomic structural ledges, which (unlike monatomic and biatomic structural ledges) can step up or down at bcc:fcc interfaces. [138,2381 Both interfacial structures will appear to be smoothly curved if they are revealed only by the formation of very few carbides on each terrace. [2341
Whereas rational orientation relationships were re- ported between bcc M02C fibers and ferrite [213~ and be- tween fcc Cr23C6 fibers and felTite, [239] at least in the former situation, the fiber axis was found to be neither rational
nor unique. In the latter, the ferritic component of the fiber structure did not have a rational orientation rela- tionship with respect to retained austenite, and the fibers themselves did not display the usual cube :cube orien- tation relationship to this austenite. However, the fibers are in contact with austenite. [213] That the fibrous and interphase boundary carbide structures are not wholly separate is indicated by the observation of Barbacki and Honeycombe [24~ that an Fe-C-Mo alloy yielded inter- phase boundary carbides when partially transformed at 850 ~ but that these were replaced by fibrous carbides during further reaction (prior to quenching) at 725 ~ This change in carbide morphology was accompanied by a replacement of ledged by apparently smoothly curved a: y boundaries between the eutectoid ferrite and the par- ent austenite. However, at much higher levels of reso- lution, such boundaries are only too likely to be partially coherent and ledged. An analysis of the ledgewise growth of two eutectoid phases, summarized in Section I l l -B , thus led to the suggestion that the fibrous carbides of rod pearlite may also grow by shared growth ledges, as does lamellar pearlite. [1661 This would again ensure that the ferrite and carbide phases grow at exactly the same rate, even though both are partially coherent with respect to austenite. The irrational crystallography evidently exhib- ited by the components of rod pearlite/fibrous structure is now understood to be no longer indicative of substan- tial areas of disordered interphase boundaries. [238[
The disappearance of the fibrous structure coincides with the onset of severe ferrite degeneracy, tl931 The tor- tuous path of a: 3' boundaries in this morphology would be expected to prevent fibrous growth by a shared ledge mechanism, t17] Continuation of the interphase boundary carbide morphology until about 60 ~ below the bay temperature is consistent with the appearance of this type of carbide distribution only at later stages of ferrite growth, when degeneracy is ameliorated by impingement, planar boundaries of appreciable length have begun to develop, and the lateral velocity of the risers of ledges is low enough so that the overrunning of carbide embryos is less fre- quent. [1931 At lower temperatures, however, growth ki- netics of the degenerate structure appear fast enough to inhibit the development of the large numbers of carbides on the terraces of ledges, and thus, the interphase bound- ary carbide structure is absent. [193~
Nucleation of large M02C laths parallel to the broad faces of ferrite plates at temperatures just below the bay and of (Fe, Mo)3C laths at lower temperatures presum- ably results from carbide nucleation oriented so that the habit plane of the carbides is parallel to that of the ter- races of the ledges. It is not clear, though, why nucle- ation in this presumably favorable orientation should produce such a small number density of carb ides- -un- less lateral impingement is obscuring the presence of ini- tially much larger numbers of carbides. Figure 6 in Reference 193 provides some support for the "compos- ite" nature of lath carbides and suggests that they may be another form of interphase boundary carbide precip- itation in which the apparently far greater height of the growth ledges in degenerate ferrite structures makes the spacing between successive sheets of interphase bound- ary carbides more than an order of magnitude larger than is usually encountered. Replacement of MozC by
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1365

( F e , M o ) 3 C laths at lower temperatures follows directly from the rapidly diminishing diffusivity of Mo in both austenite and ferrite.
F. Growth Kinetics in the Vicinity o f the Kinetic Bs
Two ferrite morphologies are present in the tempera- ture region of interest: grain boundary allotriomorphs*
*Twin boundary allotriomorphs are also available, but too few twin boundaries are present in a typical austenite grain to permit solution of the stereological problem of ascertaining the angle between the twin plane and the plane of polish and thus determining the true thickening rate normal to the twin boundary.
and degenerate Widmanst~itten structure, t~961 The "tech- nology" for measuring the thickening kinetics of grain boundary allotriomorphs has been available for some time. I241J However, as Figures 2(b) through (d) in an accompanying paper by Reynolds et al. I2~ demon- strate, measurements of any type on the degenerate Widmanstfitten morphology made upon a plane of polish which can be realistically translated into significant data in three dimensions appear to be impossible. Unfortu- nately, transformation stasis develops during the for- mation of the degenerate structureY ~ Hence, a direct connection between growth kinetics and transformation stasis cannot presently be established. However, mea- surements of allotriomorph thickening kinetics will be seen to provide useful indirect information as to the or- igin of transformation stasis as well as more direct knowledge about the reduction in growth kinetics which precedes stasis in time and in reaction temperature.
The initial clue as to the involvement of growth ki- netics in the development of the bay in the TTT diagram and the incomplete transformation phenomenon ap- peared during THEEM measurements of allotriomorph thickening kinetics in an Fe-0.11 wt pct C-1.95 wt pct Mo alloy. [242] Thickening kinetics were parabolic, as ex- pected for volume diffusion control, but the parabolic growth rate constant passed through a maximum at about the temperature of the upper nose in the TTT curve for transformation initiation, whereas calculation of this constant from a relationship appropriate to a planar, dis- ordered b o u n d a r y [243,244] indicated that this rate constant should have increased continuously throughout the tem- perature regime in which the intensity of thermionic emission was high enough so that THEEM data could be collected. This regime ended about halfway between the upper nose and the bay temperature. Hence, the sug- gestion could be made, but not tested, that the bay in the T T T diagram is directly associated with a minimum in growth kinetics.
Boswell et al.[196] developed a room-temperature mea- surement technique for evaluating the growth kinetics of ferrite allotriomorphs and applied it to four Fe-C-2 pet Mo alloys in the carbon concentration range of 0.055 to 0.26 wt pct. In three of the four alloys studied, the par- abolic rate constant did indeed pass through a minimum at the bay temperature, while in the fourth, it did so somewhat below this temperature. Log-log plots of all the growth kinetics data obtained by Boswell et al. yield a time-law exponent of 0.50 - 0.02.
In one of the following papers in this issue, Shiflet
and Aaronson I19! report the same type of data for Fe-C- Mo alloys in the 0.15 to 0.25 wt pct C and 2.3 to 4.3 wt pct Mo range, with emphasis now being placed upon measurements made from the bay temperature to about 50 ~ above this temperature at small intervals of re- action temperature. Results quite different from those of Boswell e ta / . 11961 w e r e obtained. As illustrated sche- matically in Figure 13, I191 four different types of behav- ior are found when the logarithm of the half-thickness of grain boundary allotriomorphs, S / 2 , is plotted as a function of the logarithm of the reaction time.* Type 1
*Although use of growth time rather than reaction time would have been preferable, the former usage was found to make little difference in the results obtained and also to introduce additional uncertainty. Hence, the reaction time convention was retained.
(single-slope) behavior was obtained at lower C and Mo concentrations and at the highest temperatures studied. With increasing percent C and percent Mo and as the bay temperature was approached, thickening kinetics be- havior passed successively through Types II, HI, and then IV. The latter behavior is of especial interest and im- portance, for it consists of three stages, of which the middle stage has a zero slope. This cessation of growth was termed "growth stasis," in order to distinguish it from the long known tl~ "transformation stasis," wherein transformation ceases everywhere in a specimen. Al- though Type IV growth kinetics are similar to Type IV overall transformation kinetics (Figure 9), growth stasis above the bay failed to produce transformation stasis, because the ranges of time during which ferrite allotrio- morphs were nucleated were longer than the growth stasis times. Hence, the first nucleated allotriomorphs were emerging from growth stasis before those last nucleated had entered this middle stage of growth.* Type III growth,
*Growth kinetics measurements were always made on allotrio- morphs which were among those first nucleated, since the metallo- graphic procedure employed was based on measurement of the thickness of the thickest allotriomorph in the plane of polish.
it should be noted, also includes a middle stage in which growth kinetics are slower than in either the initial or final stages but nonetheless remain finite. Even during Type 1 growth in this temperature-composition regime and also in the first stage of Types II through IV, the time exponent was no longer 1/2 but instead varied from 0.1 to 1. The final stages of Types II through IV had time exponents near unity. Inasmuch as growth kinetics were reasonably slow and the allotriomorphic layers tended to develop in a fairly uniform manner, consid- erable confidence can be placed in the accuracy of these data. Interphase boundary and fibrous carbide structures were measured indiscriminantly during these studies since they could not be distinguished from one another with optical microscopy. However, repeated TEM and carbon extraction replication electron microscopy examination of the microstructures of these alloys provided convinc- ing evidence that the thickening kinetics of allotrio- morphs containing the two types of carbide dispersion are essentially the same.
Reynolds et a l Y ~ succeeded in extending these mea- surements slightly below the bay temperature in the low- est Mo alloy in which transformation stasis developed.
1366--VOLUME 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A
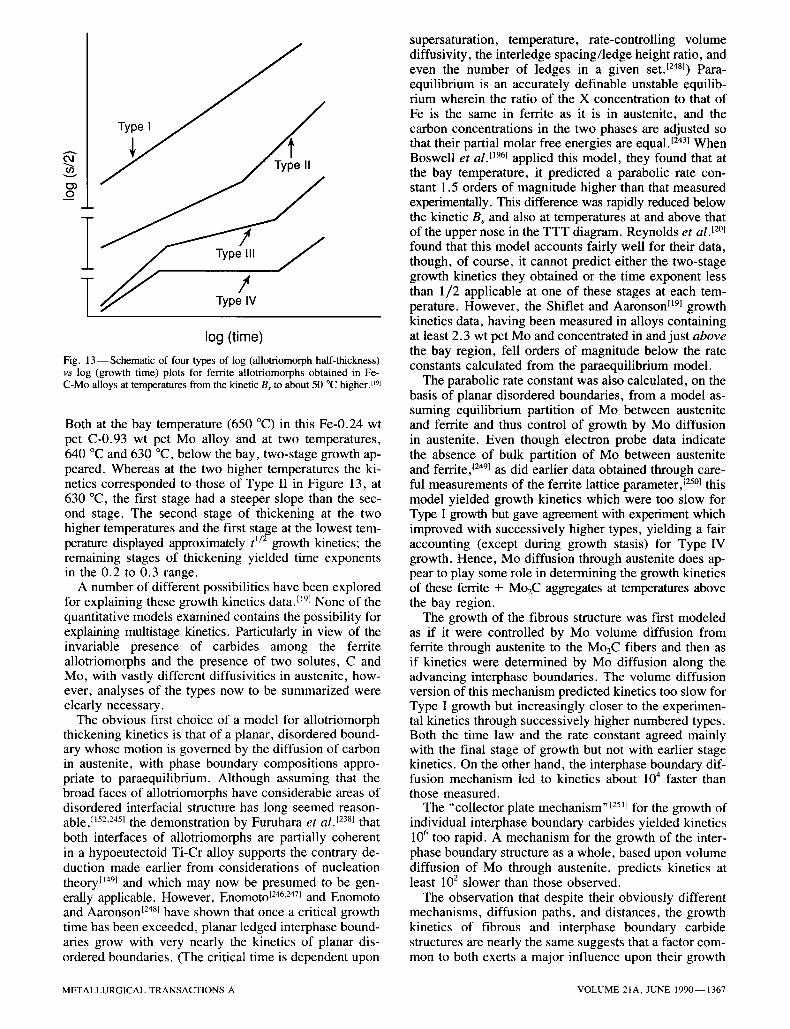
Cq
0") 0
J 10g (time)
Fig. 13--Schematic of four types of log (allotriomorph half-thickness) v s log (growth time) plots for ferrite allotriomorphs obtained in Fe- C-Mo alloys at temperatures from the kinetic Bs to about 50 ~ higher, t~9~
Both at the bay temperature (650 ~ in this Fe-0.24 wt pct C-0.93 wt pct Mo alloy and at two temperatures, 640 ~ and 630 ~ below the bay, two-stage growth ap- peared. Whereas at the two higher temperatures the ki- netics corresponded to those of Type II in Figure 13, at 630 ~ the first stage had a steeper slope than the sec- ond stage. The second stage of thickening at the two higher temperatures and the first stage at the lowest tem- perature displayed approximately t 1/2 growth kinetics; the remaining stages of thickening yielded time exponents in the 0.2 to 0.3 range.
A number of different possibilities have been explored for explaining these growth kinetics data. t191 None of the quantitative models examined contains the possibility for explaining multistage kinetics. Particularly in view of the invariable presence of carbides among the ferrite allotriomorphs and the presence of two solutes, C and Mo, with vastly different diffusivities in austenite, how- ever, analyses of the types now to be summarized were clearly necessary.
The obvious first choice of a model for allotriomorph thickening kinetics is that of a planar, disordered bound- ary whose motion is governed by the diffusion of carbon in austenite, with phase boundary compositions appro- priate to paraequilibrium. Although assuming that the broad faces of allotriomorphs have considerable areas of disordered interfacial structure has long seemed reason- able, ~152,2451 the demonstration by Furuhara et al. I2381 that both interfaces of allotriomorphs are partially coherent in a hypoeutectoid Ti-Cr alloy supports the contrary de- duction made earlier from considerations of nucleation theory 11491 and which may now be presumed to be gen- erally applicable. However, Enomoto 1246'2471 and Enomoto and Aaronson I2481 have shown that once a critical growth time has been exceeded, planar ledged interphase bound- aries grow with very nearly the kinetics of planar dis- ordered boundaries. (The critical time is dependent upon
supersaturation, temperature, rate-controlling volume diffusivity, the interledge spacing/ledge height ratio, and even the number of ledges in a given set. t2481) Para- equilibrium is an accurately definable unstable equilib- rium wherein the ratio of the X concentration to that of Fe is the same in ferrite as it is in austenite, and the carbon concentrations in the two phases are adjusted so that their partial molar free energies are equal. [2431 When Boswell et a l . 11961 applied this model, they found that at the bay temperature, it predicted a parabolic rate con- stant 1.5 orders of magnitude higher than that measured experimentally. This difference was rapidly reduced below the kinetic Bs and also at temperatures at and above that of the upper nose in the T T T diagram. Reynolds et al. t2~ found that this model accounts fairly well for their data, though, of course, it cannot predict either the two-stage growth kinetics they obtained or the time exponent less than 1/2 applicable at one of these stages at each tem- perature. However, the Shiflet and Aaronson [191 growth kinetics data, having been measured in alloys containing at least 2.3 wt pct Mo and concentrated in and just above the bay region, fell orders of magnitude below the rate constants calculated from the paraequilibrium model.
The parabolic rate constant was also calculated, on the basis of planar disordered boundaries, from a model as- suming equilibrium partition of Mo between austenite and ferrite and thus control of growth by Mo diffusion in austenite. Even though electron probe data indicate the absence of bulk partition of Mo between austenite and f e r r i t e , 1249] a s did earlier data obtained through care- ful measurements of the ferrite lattice parameter, I25~ this model yielded growth kinetics which were too slow for Type I growth but gave agreement with experiment which improved with successively higher types, yielding a fair accounting (except during growth stasis) for Type IV growth. Hence, Mo diffusion through austenite does ap- pear to play some role in determining the growth kinetics of these ferrite + M02C aggregates at temperatures above the bay region.
The growth of the fibrous structure was first modeled as if it were controlled by Mo volume diffusion from ferrite through austenite to the M02C fibers and then as if kinetics were determined by Mo diffusion along the advancing interphase boundaries. The volume diffusion version of this mechanism predicted kinetics too slow for Type I growth but increasingly closer to the experimen- tal kinetics through successively higher numbered types. Both the time law and the rate constant agreed mainly with the final stage of growth but not with earlier stage kinetics. On the other hand, the interphase boundary dif- fusion mechanism led to kinetics about l 0 4 faster than those measured.
The "collector plate mechanism" t2511 for the growth of individual interphase boundary carbides yielded kinetics 10 6 tOO rapid. A mechanism for the growth of the inter- phase boundary structure as a whole, based upon volume diffusion of Mo through austenite, predicts kinetics at least 102 slower than those observed.
The observation that despite their obviously different mechanisms, diffusion paths, and distances, the growth kinetics of fibrous and interphase boundary carbide structures are nearly the same suggests that a factor com- mon to both exerts a major influence upon their growth
METALLURGICAL TRANSACTIONS A VOLUME 21A, JUNE 1990 1367

kinetics and plays a significant role in producing slower than predicted growth rates. This factor is suggested to be a SDLE upon the growth of the ferritic component of both ferrite and carbide structures. This possibility will be discussed in detail in Section IV-H, after the ex- perimental evidence on a necessary component of the SDLE, i .e . , nonequilibrium segregation of X to mobile areas of a:3 ' boundaries, is discussed in the following section.
G. Segregat ion o f Substi tutional Alloying E lement to t~: 3, Boundaries in Overal l React ion Kinetics Bainite
This type of segregation is an essential element of SDLE theories of substitutional alloying element effects upon the growth kinetics of ferrite. A number of direct in- vestigations of such segregation have accordingly been made. Before considering the results obtained, however, some problems associated with these measurements should be noted.
If bulk partition of X between austenite and ferrite at- tends the growth of ferrite, measurements of X segre- gation to a : 3, boundaries should still be feasible, though more difficult to measure experimentally and evaluate theoretically. Such partition has been observed at high reaction temperatures (usually, but not always, well above those of interest here) in Fe-C-Mn, Fe-C-Ni, and Fe-C- Pt alloys, t2581 As discussed in Reference 19, partition of X between ferrite and carbide can occur behind and up to the advancing ct: 3, boundaries. Particularly since car- bides in contact with a : ) , boundaries should be able to drain X from them, this ought to be a particularly un- favorable situation in which to evaluate experimentally X segregation to these boundaries. An even more serious and less correctable problem is that, as discussed in Section I l l -A, the mobile areas of interphase boundaries formed during precipitation are confined not only to the risers of ledges but probably also to kinks on these ris- ers. Because the segregated solute is likely to be con- fined to the width of a : y boundaries, the field ion microscope/atom probe seems best suited to measuring the concentration of such solute. However, the "field of view" provided by the field ion microscope is only about 20 nm in diameter, whereas growth ledges at c~:? boundaries can be microns apart, t551 Hence, the proba- bility of conducting measurements on the riser of a growth ledge, much less upon kinks on a riser, with a field ion microscope/atom probe seems quite small. Since seg- regation of X to the terraces of growth (and, of course, also structural) ledges is presumably much less than to areas of a : ? boundaries which are sufficiently disor- dered to be mobile, it seems likely that data obtained by means of the FIM/AP technique may provide no more than a rough lower limit to the segregation actually of interest.
X segregation at a:3, boundaries should now be de- tectable, if present, with both scanning transmission electron microscopy (STEM) and FIM/AP instruments. Most studies so far reported, however, have been made with the field ion microscope/atom probe. A disturb- ingly mixed pattern of results has been reported. Bach et al.t2521 made the first such study but did so on a com- plex commercial Cr-Mo steel, in which Mn, Si, and V
were also present. Their finding of enrichment in both of these elements on either side of the boundary, but depletion of them within the boundary itself, is very dif- ficult to explain. Although perhaps a result of a tech- nique problem, this strange profile might also have resulted from complex interactions among the many al- loying elements present. Bhadeshia and Waugh t97,981 conducted imaging atom probe studies on simpler alloys, Fe-C-Mn-Si and Fe-C-Ni-Si. No enrichment in Si was found at a : ? boundaries in either alloy, and no enrich- ment was observed in Ni in the second alloy; Mn seg- regation could not be evaluated, because Fe and Mn atoms could not be distinguished with the instrument em- ployed. This mode of analysis is also not capable of de- tecting small enrichments, e .g . , by a factor of 2, of elements present at low bulk concentrations. Stark et al. t991 subsequently reported limited studies on an Fe-C-Si and on two Fe-C-Mn-Si alloys; the instrument used now per- mitted detection of Mn atoms. Absence of Si enrichment at ~:~, boundaries was claimed. In the Mn-containing alloys, absence of Mn segregation at these boundaries was suggested by their data during what may have been an early stage of incomplete transformation, while two- to fourfold enrichment was suggested after prolonged holding at the transformation temperature. These results also appear to be quite uncertain, even though each study in this series of investigations was conducted in the ab- sence of carbide precipitation.
In the same conference proceedings, Stark and Smith ~253j reported on FIM/AP and X-ray analyses with field- emission STEM of interfaces in Fe-C-Mo alloys. Anal- yses of t~: 3' boundaries were reported only with the STEM technique on an Fe-0.20 wt pct C-0.52 wt pct Mo alloy reacted for 15 seconds at 595 ~ and on an Fe-0.32 wt pct C-2.05 wt pct Mo alloy reacted for 23 hours at the same temperature. A TTT curve was shown only for an alloy closely similar to the higher Mo one; this curve indicates that 595 ~ lies just below the bay temperature of this alloy. According to Figure 17 of Reference 20, transformation stasis would be expected to develop only in the higher Mo alloy. Approximately twofold segre- gation appears to have occurred at c~: 3' boundaries in this alloy but effectively none in the lower Mo alloy, in qual- itative accord with expectation from the SDLE con- cept. t2~ Further, no correction was reported for the volumes of bulk ferrite and austenite presumably in- cluded in these analyses; hence, they should presumably be regarded as minimum levels of enrichment. (Field ion microscopy/atom probe data were provided only for bulk ferrite and austenite and for a high-angle a : a boundary.)
Reynolds et al. I1~176 have reported an FIM/AP analysis of interfaces in an Fe-0.19 wt pct C-1.81 wt pct Mo alloy reacted for 30 seconds at 585 ~ a temperature not far below that of the bay in this alloy. Because a:~, boundaries (which became a: martensite boundaries after quenching) quickly fractured under the high electric field applied during FIM analysis, only one such boundary was successfully analyzed. Data were also obtained on 16 a : a boundaries. Inasmuch as the segregation levels measured were essentially the same, despite the Stark- Smith f253j finding of much more extensive segregation at an ~ : a boundary, it was concluded that the a : a bound- aries had actually been a: 3, boundaries until sympathetic
1 3 6 8 - - V O L U M E 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A

nucleation occurred at them shortly before quenching and that insufficient time had elapsed to permit readjustment of interracial segregation. A correction was made for bulk phase(s) included in these analyses. Again, an enrich- ment of approximately 2 was found. Whereas it is un- certain as to whether or not M02C precipitation affected the segregation data reported by Stark and Smith, Reynolds et al. I~~176 used a reaction time shorter than that required to enter the transformation stasis regime at the reaction temperature employed. Hence, MozC precipi- tation was not observed at any of the a: a or a : y bound- aries examined.
Of the still meager harvest of interracial composition data thus summarized, only that on Mo is directly rel- evant to incomplete transformation in ternary alloys. Among quaternary alloys, Mn segregation to a: y bound- aries is said to be absent initially during incomplete transformation in Fe-C-Mn-Si alloys, t991 However, Chen et al. t2541 are finding the opposite result during current research.
H. Theories of Incomplete Transformation
Although three of the following papers in this issue t19,2~ deal with incomplete transformation, it will nonetheless be useful in this overview paper to provide a compact summary of attempts which have been made to explain this phenomenon. A relatively recent expla- nation, ~2551 not discussed in the other papers, will also be examined here in more detail. The SDLE theory, which the present authors favor, will then be summarized in its present form, and an effort (largely not undertaken in the other papers) will be made to delineate and respond to objections which have been made to this theory.
1. Summary and critique of earlier theories The earliest explanation, that incomplete transforma-
tion results from accumulation of transformation strain energy which can be progressively overcome by increas- ing the undercooling below the kinetic B, and thus the driving force for the bainite reaction, Iz56,2571 continues pe- riodically to reappear in the literature. ~4,2581 This view, closely analogous to the usual explanation for the tem- perature dependence of the proportion of martensite formed in C- or Ni-containing steels, t259~ fails to explain, however, the sensitivity of the occurrence of this phe- nomenon to carbon and alloying element concentrations and especially to alloying element identity, as presented in Section IV-C. Embryos of ferrite quenched-in from the austenite region, which become critical nuclei either within austenite ~26~ or at a :y boundaries during the en- largement of sheaves of bainite by sympathetic nucle- ation, I41 have also been invoked. The lower the reaction temperature, the smaller the embryos which become larger than critical nuclei and, thus, the greater the number of balnite plates that can form. However, the quenching rates usually applied have been shown to be insufficient to permit the quenching-in of ferrite embryos. I26u "Unmix- ing" in the austenite phase prior to ferrite formation is a familiar means of making shear thermodynamically feasible in local areas and also provides a mechanism for producing more solute-poor areas as the reaction temperature is d e c r e a s e d . [257'262'2631 However, at least on current models of the austenite solid solution, the spi-
nodal process is thermodynamically impossible, tsvl Zener ts61 has proposed that the kinetic Bs temperature is also the To temperature, at which stress-free austenite and ferrite (or counterpart phases in a nonferrous system) with the same composition have the same free energy. How- ever, thermodynamic calculations indicate that this pos- tulate is often not correct, tu Also, on this mechanism, ferrite should grow with the velocities appropriate to a massive or even a martensitic transformation. As dis- cussed in Sections I I I -D and IV-F , there is no valid evi- dence for such swift growth kinetics of the ferritic component of bainite. On a more localized basis, ter- mination of the growth of a bainite plate is sometimes ascribed to carbon enrichment of the austenite by carbon diffused out of supersaturated fe r r i t e . [8'264'2651 However, carbon enrichment of austenite is initially highly local- ized, ~1861 and stasis can even occur in the absence of enrichment. [ 115,222]
2. Summary and critique of the Bhadeshia-Edmonds theory The carbon-enrichment explanation has been revived
fairly recently by Bhadeshia and Edmonds t2551 and con- tinues to be promoted by them. t23,z6J Bainitic ferrite is considered on their variant of this theory to form by high- velocity shear with very little carbon partition to austen- ite. "The bulk of the partitioning of carbon into the residual austenite must occur after the initial formation event. If this represents the true nature of events, the bainite reaction can be expected to cease as soon as the austenite carbon content reaches a critical value, the magnitude of which would be near the To curve, de- pending on the exact degree of partitioning occurring si- multaneously with transformation. Such an interpretation would also explain the incomplete reaction phenomenon since, with decreasing temperature, the austenite can tol- erate successively greater amounts of carbon before the formation of supersaturated ferrite becomes thermo- dynamically impossible. "t2551 It is immediately clear, however, that this model postulates the implausible se- quence of events sketched in Figure 14(a) in the form of composition-penetration curves through a particular bainite plate drawn at successively longer reaction times. This sequence requires that carbon diffusion from ferrite into austenite across a: y boundaries take place with a sharp discontinuity in partial molar free energy at the bound- ary, despite the circumstance that the interfacial struc- ture barrier to growth at this boundary (which Bhadeshia and Edmonds reject) is necessarily "porous" to inter- stitial diffusion of carbon. This sequence also appears to require that carbon diffuse through austenite in the ab- sence of carbon activity gradients in this phase! The sequence sketched in Figure 14(b) at three different post- growth reaction times would not require a discontinuity in partial molar free energy and is thus much more likely to approximate the actual consequence of the fast shear- then-stop growth model. On the diffusional growth model, these curves would appear as portrayed in Figure 14(c). On the mechanism employed by Bhadeshia and Edmonds, further formation of bainitic ferrite by shear would there- fore be thermodynamically prohibited almost instantly after the cessation of growth-by-shear in the immediate vicinity of the bainite p l a t e s - - but could continue to take
METALLURGICAL TRANSACTIONS A VOLUME 21A, JUNE 1990-- 1369
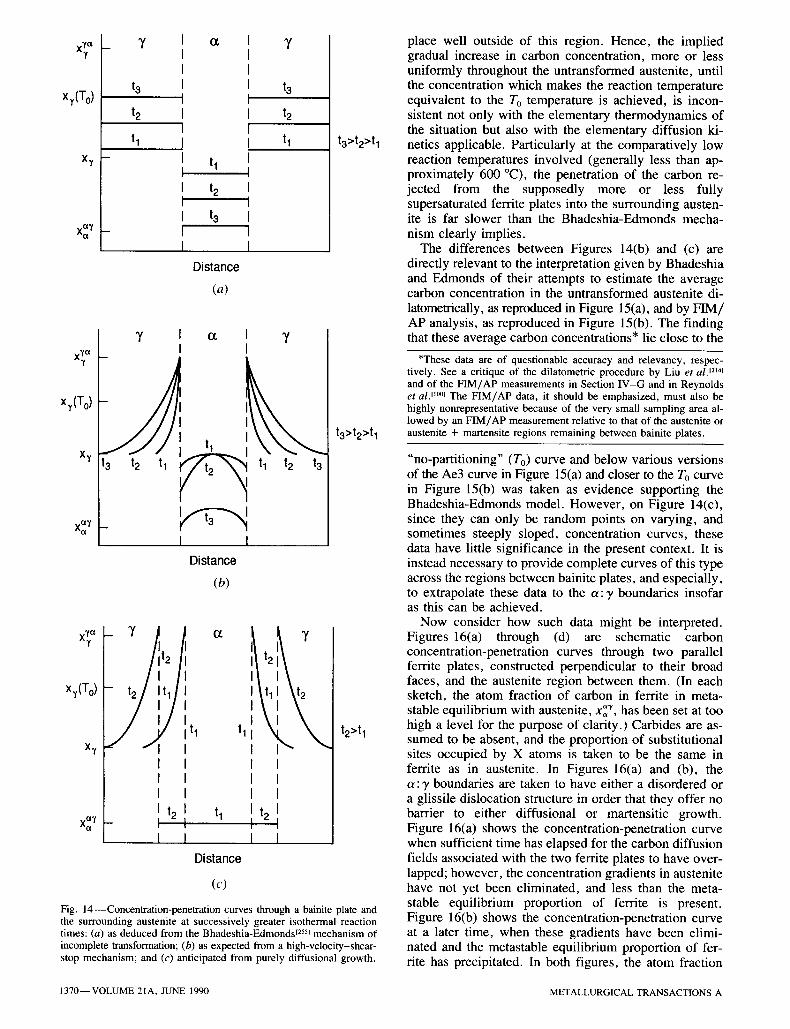
x 7
x~(To)
X 7
t3
t2 tl
(X.
t 1
t2
t3
t3
t2
tl
Distance (a)
t3>t2>t 1
x./
xT(T~
x~ t / t2 tl
t x~ x
or,
t 1
I I Distance
(b)
7
tl t2 t3
t3>t2>t I
x 7
x~(To)
X.~
_ 7
t2
J t2
tl tl
t2
Distance
~ . t2>tl
(c)
Fig. 14--Concentration-penetration curves through a bainite plate and the surrounding austenite at successively greater isothermal reaction times: (a) as deduced from the Bhadeshia-Edmonds [2553 mechanism of incomplete transformation; (b) as expected from a high-velocity-shear- stop mechanism; and (c) anticipated from purely diffusional growth.
place well outside of this region. Hence, the implied gradual increase in carbon concentration, more or less uniformly throughout the untransformed austenite, until the concentration which makes the reaction temperature equivalent to the To temperature is achieved, is incon- sistent not only with the elementary thermodynamics of the situation but also with the elementary diffusion ki- netics applicable. Particularly at the comparatively low reaction temperatures involved (generally less than ap- proximately 600 ~ the penetration of the carbon re- jected from the supposedly more or less fully supersaturated ferrite plates into the surrounding austen- ite is far slower than the Bhadeshia-Edmonds mecha- nism clearly implies.
The differences between Figures 14(b) and (c) are directly relevant to the interpretation given by Bhadeshia and Edmonds of their attempts to estimate the average carbon concentration in the untransformed austenite di- latometrically, as reproduced in Figure 15(a), and by FIM/ AP analysis, as reproduced in Figure 15(b). The finding that these average carbon concentrations* lie close to the
*These data are of questionable accuracy and relevancy, respec- tively. See a critique of the dilatometric procedure by Liu et al . t~4]
and of the F IM/AP measurements in Section I V - G and in Reynolds et al. I~~176 The FIM/AP data, it should be emphasized, must also be highly nonrepresentative because of the very small sampling area al- lowed by an FIM/AP measurement relative to that of the austenite or austenite + martensite regions remaining between bainite plates.
"no-partitioning" (To) curve and below various versions of the Ae3 curve in Figure 15(a) and closer to the To curve in Figure 15(b) was taken as evidence supporting the Bhadeshia-Edmonds model. However, on Figure 14(c), since they can only be random points on varying, and sometimes steeply sloped, concentration curves, these data have little significance in the present context. It is instead necessary to provide complete curves of this type across the regions between bainite plates, and especially, to extrapolate these data to the a:3 ' boundaries insofar as this can be achieved.
Now consider how such data might be interpreted. Figures 16(a) through (d) are schematic carbon concentration-penetration curves through two parallel ferrite plates, constructed perpendicular to their broad faces, and the austenite region between them. (In each sketch, the atom fraction of carbon in ferrite in meta- stable equilibrium with austenite, x~ ~, has been set at too high a level for the purpose of clarity.) Carbides are as- sumed to be absent, and the proportion of substitutional sites occupied by X atoms is taken to be the same in ferrite as in austenite. In Figures 16(a) and (b), the a: 3' boundaries are taken to have either a disordered or a glissile dislocation structure in order that they offer no barrier to either diffusional or martensitic growth. Figure 16(a) shows the concentration-penetration curve when sufficient time has elapsed for the carbon diffusion fields associated with the two ferrite plates to have over- lapped; however, the concentration gradients in austenite have not yet been eliminated, and less than the meta- stable equilibrium proportion of ferrite is present. Figure 16(b) shows the concentration-penetration curve at a later time, when these gradients have been elimi- nated and the metastable equilibrium proportion of fer- rite has precipitated. In both figures, the atom fraction
1370-- VOLUME 21 A, JUNE 1990 METALLURGICAL TRANSACTIONS A
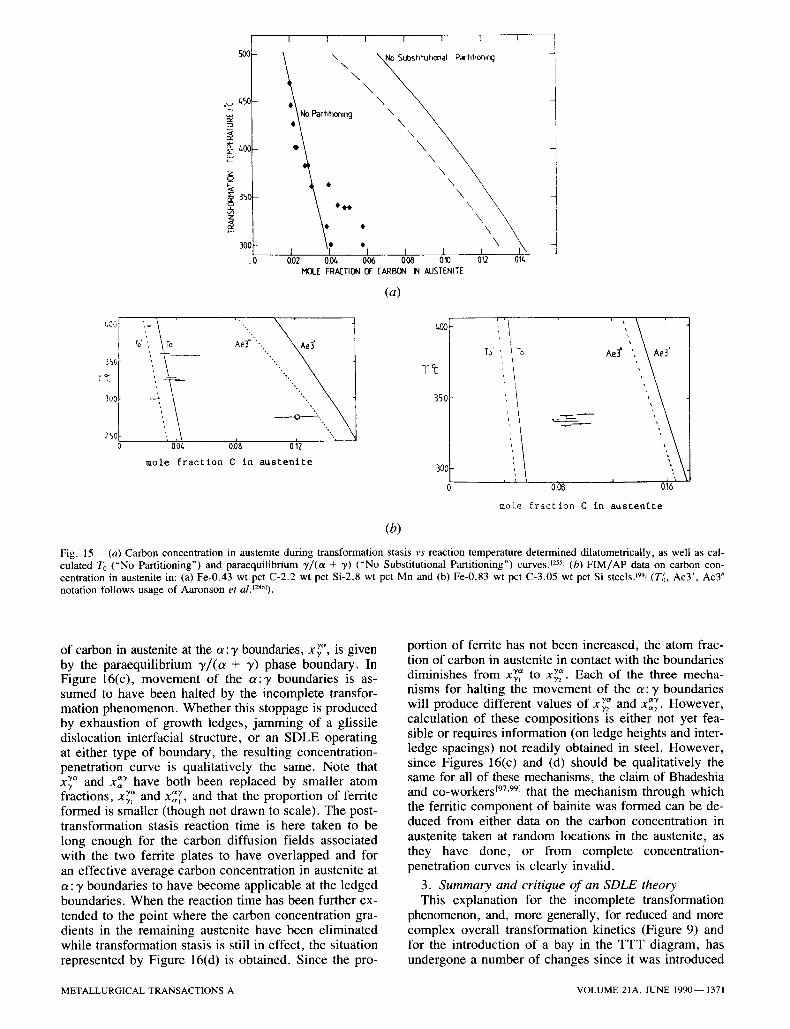
500
.,_, (.S0
,oc
~ 35C
3 0 (
0
I I I I I I I
~, "\\\
002 004 006 008 010 012 01(. MOLE FRACTION 0f CARBON IN AUSTENITE
(a)
i
J
~.00
350
T t
3OO
2S0
To' ", To Ae3" "".
o o~ o~8 0~z mole fraction C in austenlte
T~ To'' iTo Ae~ ',
39O
300~
0
mole fraction C in austenite
(b)
Fig. 1 5 - - ( a ) Carbon concentration in austenite during transformation stasis vs reaction temperature determined dilatometrically, as well as cal- culated To ("No Partitioning") and paraequilibrium 7 / ( a + 3') ("No Substitutional Partitioning") curves, p55j (b) F IM/AP data on carbon con- centration in austenite in: (a) Fe-0.43 wt pct C-2.2 wt pct Si-2.8 wt pct Mn and (b) Fe-0.83 wt pct C-3.05 wt pct Si steels. 1991 (T~, Ae3 ' , Ae3" notation follows usage of Aaronson et al.1286]).
of carbon in austenite at the a : 7 boundaries, x ~ , is given by the paraequilibrium "y/(a + 7) phase boundary. In Figure 16(c), movement of the a : T boundaries is as- sumed to have been halted by the incomplete transfor- mation phenomenon. Whether this stoppage is produced by exhaustion of growth ledges, jamming of a glissile dislocation interfacial structure, or an SDLE operating at either type of boundary, the resulting concentration- penetration curve is qualitatively the same. Note that
~" and x~ r have both been replaced by smaller atom X7 ~ and ~ and that the proportion of ferrite fractions, xrl x~,,
formed is smaller (though not drawn to scale). The post- transformation stasis reaction time is here taken to be long enough for the carbon diffusion fields associated with the two ferrite plates to have overlapped and for an effective average carbon concentration in austenite at a : 7 boundaries to have become applicable at the ledged boundaries. When the reaction time has been further ex- tended to the point where the carbon concentration gra- dients in the remaining austenite have been eliminated while transformation stasis is still in effect, the situation represented by Figure 16(d) is obtained. Since the pro-
portion of ferrite has not been increased, the atom frac- tion of carbon in austenite in contact with the boundaries
w ~ Each of the three mecha- diminishes from xv~ to xv2. nisms for halting the movement of the a : 7 boundaries
~ and or However, will produce different values of xv2 x~2. calculation of these compositions is either not yet fea- sible or requires information (on ledge heights and inter- ledge spacings) not readily obtained in steel. However, since Figures 16(c) and (d) should be qualitatively the same for all of these mechanisms, the claim of Bhadeshia and co-workers 197'99] that the mechanism through which the ferritic component of bainite was formed can be de- duced from either data on the carbon concentration in austenite taken at random locations in the austenite, as they have done, or from complete concentration- penetration curves is clearly invalid.
3. Summary and critique of an SDLE theory This explanation for the incomplete transformation
phenomenon, and, more generally, for reduced and more complex overall transformation kinetics (Figure 9) and for the introduction of a bay in the T T T diagram, has undergone a number of changes since it was introduced
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1371
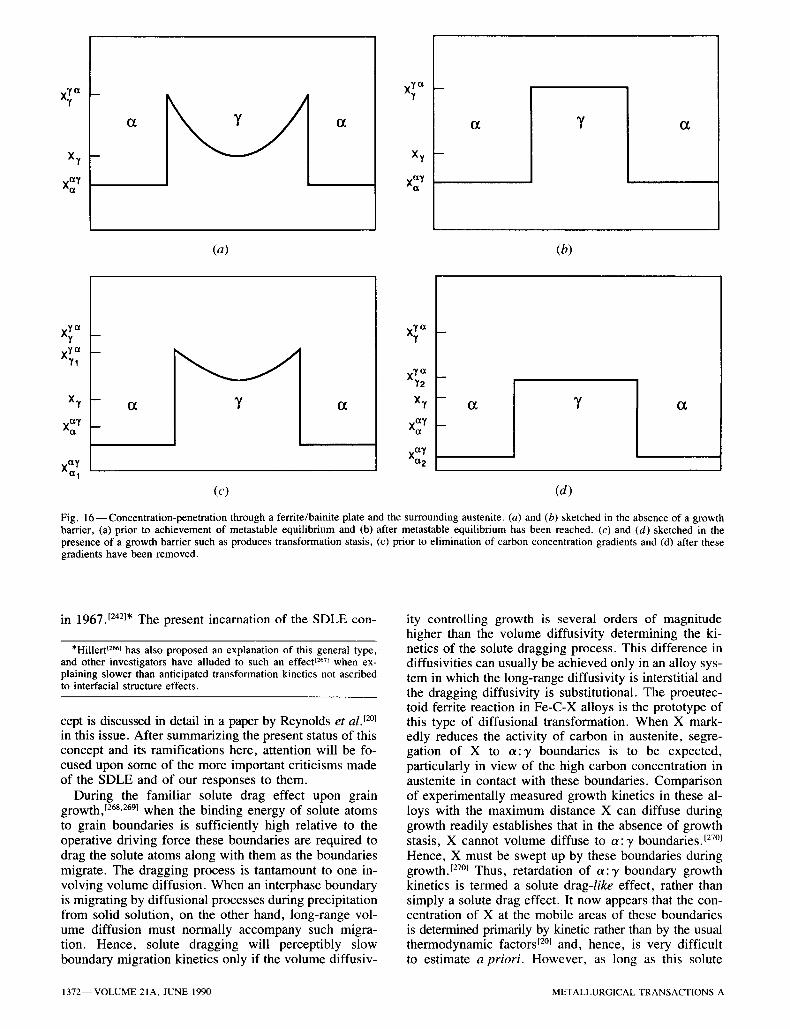
x~ ~
X 1
x~ ~
0~
x~ ~'
X 7
x,~ "t
(a) (b)
ya X,y1
X~,
x~ ~
B
B
m
7 (~
~
Xy2
Xy
ay X a
0t ~'
(c) (d)
0r
Fig. 16--Concentrat ion-penetrat ion through a ferrite/bainite plate and the surrounding austenite. (a) and (b) sketched in the absence of a growth barrier, (a) prior to achievement of metastable equilibrium and (b) after metastable equilibrium has been reached. (c) and (d) sketched in the presence of a growth barrier such as produces transformation stasis, (c) prior to elimination of carbon concentration gradients and (d) after these gradients have been removed.
in 1967. [z4zl* The present incarnation of the SDLE con-
*Hillert t2~) has also proposed an explanation of this general t y p e , and other investigators have alluded to such an effect (~67] when ex- plaining slower than anticipated transformation kinetics not ascribed to interfacial structure effects.
cept is discussed in detail in a paper by Reynolds et al. [2~ in this issue. After summarizing the present status of this concept and its ramifications here, attention will be fo- cused upon some of the more important criticisms made of the SDLE and of our responses to them.
During the familiar solute drag effect upon grain growth, [268'269] when the binding energy of solute atoms to grain boundaries is sufficiently high relative to the operative driving force these boundaries are required to drag the solute atoms along with them as the boundaries migrate. The dragging process is tantamount to one in- volving volume diffusion. When an interphase boundary is migrating by diffusional processes during precipitation from solid solution, on the other hand, long-range vol- ume diffusion must normally accompany such migra- tion. Hence, solute dragging will perceptibly slow boundary migration kinetics only if the volume diffusiv-
ity controlling growth is several orders of magnitude higher than the volume diffusivity determining the ki- netics of the solute dragging process. This difference in diffusivities can usually be achieved only in an alloy sys- tem in which the long-range diffusivity is interstitial and the dragging diffusivity is substitutional. The proeutec- toid ferrite reaction in Fe-C-X alloys is the prototype of this type of diffusional transformation. When X mark- edly reduces the activity of carbon in austenite, segre- gation of X to a : 7 boundaries is to be expected, particularly in view of the high carbon concentration in austenite in contact with these boundaries. Comparison of experimentally measured growth kinetics in these al- loys with the maximum distance X can diffuse during growth readily establishes that in the absence of growth stasis, X cannot volume diffuse to a : y boundaries. 127~ Hence, X must be swept up by these boundaries during growth, t27~ Thus, retardation of c~:y boundary growth kinetics is termed a solute drag-like effect, rather than simply a solute drag effect. It now appears that the con- centration of X at the mobile areas of these boundaries is determined primarily by kinetic rather than by the usual thermodynamic factors tz~ and, hence, is very difficult to estimate a priori. However, as long as this solute
1372-- VOLUME 21 A, JUNE 1990 METALLURGICAL TRANSACTIONS A

concentration has a nonequilibrium value,* the possibil-
*In view of the presence of paraequilibrium between austenite and ferrite under most circumstances of interest here, it seems nearly im- possible for any level of X segregation to an a : y boundary to be in equilibrium with both bulk phases forming the boundary; a compro- mise non-equilibrium value with respect to both phases seems more likely.
ity arises that the activity of carbon in austenite in con- tact with the boundary will be markedly reduced by the presence of a suitable X element, thereby decreasing the driving force for growth. [L73'2421 When this activity re- duction is sufficient to make the carbon activity in bulk austenite in contact with the a: 3' boundary the same as that of carbon far away from the boundary, i .e. , to produce a zero carbon activity gradient in austenite, growth stasis OCCURS. 11'19] Preferential adsorption of X at disordered areas of t~:7 boundaries should also reduce the boundary orientation dependence of growth prior to stasis so that the Widmanst~itten structure no longer develops. [~96] Only growth preferentially along grain boundaries (and for reasons unknown, also along twin boundaries) occurs when the SDLE is sufficiently strong. [19,29A93,196,222] Since the carbon concentration at the 7 / ( a + 7) phase boundary increases about linearly with decreasing temperature [87'27~] and entropic contri- butions tending to drive X away from the boundaries simultaneously decrease, strengthening of the SDLE with decreasing temperature is expected. [242]
Earlier, it was predicted that the bay would appear at that temperature at which a : 7 boundaries are saturated with X. ]11 As reviewed in Section IV-G, however, at least in Fe-C-Mo alloys, this does not appear to occur; enrichment of the boundaries appears to be only by a factor of 2 ]~~176 one must still be concerned that the FIM/AP measurements are presumably not being made at the risers of growth ledges and especially at kinks on these risers. In another paper in this issue, Reynolds et al. [2~ have therefore proposed a different explanation for the bay, based upon their TEM studies of the mor- phology of degenerate ferrite formed at temperatures just below that of the bay. This study demonstrated that the degenerate Widmanst~itten morphology is actually com- posed of large numbers of successively sympathetically nucleated ferrite crystals. The proposal was accordingly made that at the undercooling where the SDLE becomes
"yet sufficiently strong so that x~ (SDLE) (the averaged atom fraction of carbon in austenite in contact with ledged a: 7 boundaries in the presence of the SDLE) is far enough
74 below x v to create a sufficient driving force for ferrite nucleation, sympathetic nucleation [591 begins to occur to a significant extent at a:3, boundaries. This under- cooling, which is usually appreciably greater than that needed to inhibit development of sideplates and intra- granular plates, tends to maximize the driving force for critical nucleus formation by slowing down ledge motion to the point where the bulk composition of the alloy is approached over much of the area of the terraces. Hence, ferrite embryos forming on the terraces are less fre- quently overrun by succeeding ledges.
The swift acceleration of transformation kinetics below the bay temperature is partly due to the usual sharp tem- perature dependence of (sympathetic) nucleation kinet-
ics. However, the repeated renucleation of ferrite also provides repeated opportunities to escape the SDLE, since a finite amount of growth is evidently required to acquire the X concentration in the boundary needed to produce the SDLE of the strength characteristic of a particular reaction temperature and alloy composition. Incomplete transformation develops shortly after the increase in car- bon concentration in the remaining austenite reduces the driving force for sympathetic nucleation to the level where this process is effectively halted. Provided that nucle- ation at austenite grain boundaries or at intragranular sites has ceased as the combined result of site saturation and diminished driving force, the SDLE is then able to com- plete termination of transformation by stopping further growth of the ferrite crystals already formed. If the re- action temperature is just below that of the bay, only a small increase in the carbon concentration in the re- maining austenite is needed to prevent further sympa- thetic nucleation; hence, incomplete transformation begins at a low proportion of ferrite. With decreasing reaction temperature, however, the increased driving force for sympathetic nucleation requires more carbon enrichment in order to produce the same result, leading to formation of increasing proportion~ of ferrite prior to the onset of incomplete transformation. At any given reaction tem- perature, carbide precipitation at a: 7 boundaries termi- nates growth stasis, t2~ presumably by draining a significant proportion of the X in these boundaries and carbon in the adjacent austenite, thereby diminishing the SDLE. [19j
A number of objections have been raised to earlier versions of the SDLE. [23,26'272] Many have already been answered. [273] Here the most important criticisms are summarized together with our response to each.
Alloying elements which increase the activity of car- bon in austenite, such a s S i [2741 and N i , [275'2761 produce a bay in the T T T diagram and incomplete transformation, thereby contradicting the SDLE theory. 14'23,74] In the ex- amples cited, however, the Si steel contained 0.30 wt pct Cr; Si-Cr interactions could be responsible for these effects. In the Fe-C-Ni alloys ]2771 noted, the bay arose in hypereutectoid steels and reflected replacement of proeutectoid carbide by bainite rather than a change in the kinetics of transformation products nucleated by fer- rite both above and below the bay. In a related situation, Rao and Winchell t278] reported that the lengthening ki- netics of bainite plates in Fe-C-10 at. pct Ni alloys were 100-fold slower than carbon diffusion kinetics in aus- tenite would allow. This result has often been cited as evidence against the existence of an SDLE.[23,74.272] Sub- sequent recalculation of these lengthening rates using the Trivedi [~~ analysis of plate lengthening reduced this dis- crepancy to a factor of less than 5. [279] This difference was postulated to be caused by an increase in the average interledge spacing at the edges of bainite plates as a re- sult of the presence of Ni. I2791 This mechanism was sug- gested because grain boundary ferrite allotriomorphs in Fe-C-Ni alloys thicken at essentially the rates predicted by carbon diffusion control under paraequilibrium conditions. [2701
No incomplete transformation or a bay in the T T T diagram was detected in either an Fe-0.11 pct C-1.83 pct Si or an Fe-0.38 pct C-1.73 pct Si alloy, t2~,2~4] No anom- alies were found in the morphology of ferrite or bainite
METALLURGICAL TRANSACTIONS A VOLUME 21A, JUNE 1990-- 1373

in these alloys. However, Papadimitriou and Genin [a181 have reported a bay in the TTT curve for the beginning of transformation and also incomplete transformation in an Fe-0.90 pct C-3.85 pct Si alloy of good purity. This alloy is also distinctly hypereutectoid.128~ Insufficient in- formation is supplied to ascertain whether or not the ex- planation offered for the bay in Fe-C-Ni alloys is also applicable here. However, incompleteness of trans- formation, in the absence of carbides at higher temper- atures and in their presence down to Ms, was established. The fraction of the austenite remaining untransformed is roughly 1.5 times that allowed by the paraequilibrium ~//(a + 7) phase boundary at the highest temperature at which incomplete transformation was observed. Inspec- tion of the micrographs published with this paper sug- gests that a combination of reduced sympathetic nucleation kinetics resulting from substantial enrichment of the re- maining austenite and a low density of ledges on the fer- rite plates present may have been responsible for premature cessation of transformation. Interestingly, the authors' micrographs show little indication of the heavily degen- erate Widmanst~itten ferrite morphology characteristic of incomplete transformation in Fe-C-Mo, 12~ Fe-f-Cr, ~222[ and Fe-C-Mn 1211 alloys. Nonetheless, the results of Papadimitriou and Genin do represent a distinct chal- lenge to the SDLE theory of incomplete transformation and require further investigation.
Hultgren [226[ has provided good evidence for incom- plete transformation in an Fe-C-Si-Mn alloy; Bhadeshia and Edmonds tl9~ may also have identified this phenom- enon in an alloy containing higher proportions of Si and Mn. This result also has been claimed to disprove the SDLE theory, because Si raises the activity of C in aus- tenite. [281J Liu et al. [214] suggested that Si may increase segregation of Mn to a : T boundaries and thereby en- courage stasis; inasmuch as Si and Mn exert opposite effects upon carbon activity in austenite, mutual repul- sion of these elements should not be unexpected. Al- though this proposal has been dismissed as "completely speculative,'[216[ Chen et a1.[254] have recently secured preliminary evidence in direct support of it.
The complaint has been made that the influence of carbide precipitation upon the occurrence of incomplete transformation was not considered, t2721 However, Shiflet e t a l . I2311 demonstrated that within the composition- temperature-time region within which Bradley and Aaronson I27~ reported alloWiomorph growth kinetics data supporting the SDLE theory, either very little or no car- bide precipitation at a: T boundaries was observed. In another paper in this issue, Reynolds et al. [2~ demon- strate that transformation stasis occurs in an Fe-C-Mo alloy in the absence of interphase boundary carbide pre- cipitation, and that stasis ends when such carbide pre- cipitation begins. Finally, it should be pointed out that both theoretical [9~ and experimental t2281 studies support the original proposal that interphase boundary carbide precipitation can usually occur only on the immobile ter- races of ledges I1971 and is only rarely feasible on mobile areas of interphase boundaries.J9~ The view that such precipitation can also take place on disordered a: T boundaries 1232,2331 has recently been challenged, as de- scribed in Section IV-E.
Field ion microscopy/atom probe analysis has been re-
peatedly claimed to demonstrate that the segregation to a : 'y boundaries required by the SDLE theory does not o c c u r . [26'97-991 In Section IV-G, the inadequacy and/or irrelevancy of the FIM/AP data cited in support of this claim are discussed. Recent FIM/AP measurements demonstrated Mo segregation at a : 7 boundaries in Fe- C-Mo alloys [1~176 exhibiting transformation stasis but not in an Fe-C-Mo alloy where stasis appeared to be absent.~253]
The claimed hindrance to growth by the SDLE was dismissed by calling attention to recent analyses of data on ferrite and bainite plate lengthening kinetics in plain carbon and alloy steels in which these kinetics were found to be much faster than volume diffusion control al- lows. [ll0"llll In Section I I -C-1, these analyses were shown to be inappropriate and also to have been misinterpreted. It is further noted here that the measurements analyzed are unlikely to have been made in connection with either stasis or prestasis phenomena or in the vicinity of a noticeable (or still deeper) bay in a TTT diagram. Under these conditions, ferrite/bainite plates are either absent or are severely degenerate. As summarized in Section IV- F, under these circumstances, one either makes growth kinetics measurements on grain boundary allotrio- m o r p h s - - o r not at all. The Fe-C-Si alloy studied by Papadimitrou and Genin I218[ is the one exception so far found to this generalization; it remains to be seen if di- minished kinetics of ledge formation (or some other ef- fect) is responsible for the premature cessation of transformation, as now appears to be the cause for too slow bainite plate lengthening kinetics in Fe-C-10 at. pct Ni a l l o y s . 1278'279[
The implication of the SDLE theory that ferrite- controlled transformation predominates above as well as below the kinetic Bs has been denied by both Bhadeshia t26[ and Christian and Edmonds. r231 Following the views of earlier investigators, as has been well summarized by Hehemann and Troiano, [6[ pearlite was taken to predom- inate above the kinetic Bs and bainite below; a demon- stration of separate C-curves for these two reactions in a near-eutectoid Fe-C-Mn alloy [~81[* was noted in sup-
*As discussed in the paper by Spanos et at. 1171 in this issue, at least some of the nodular structures published for this alloy are probably nodular bainite, not pearlite.
port of this view by Christian and Edmonds./231 The evi- dence in favor of the precedence of ferrite both above and below the kinetic Bs in lower carbon alloy steels [2221 was not considered, even though some of it has long been available. It was also not recognized that in near- eutectoid steels, the sorting out of small amounts of fer- rite allotriomorphs which were subsequently immersed in large volumes of eutectoid transformation product is virtually impossible. Nicholson t282[ thus used indirect evidence to prove that pearlite is nucleated predomi- nantly by proeutectoid ferrite even in slightly hyper- eutectoid steels.
The series of micrographs published by Boswell et a / . [1961 o n Fe-C-Mo and Fe-C-Cr alloys and by Shiflet and Aaronson [t9j and by Reynolds et al. [2~ in this issue on Fe-C-Mo alloys should provide convincing evidence that the "classical picture" of pearlite predominating at temperatures above the bay and bainite at temperatures
1374-- VOLUME 21 A, JUNE 1990 METALLURGICAL TRANSACTIONS A
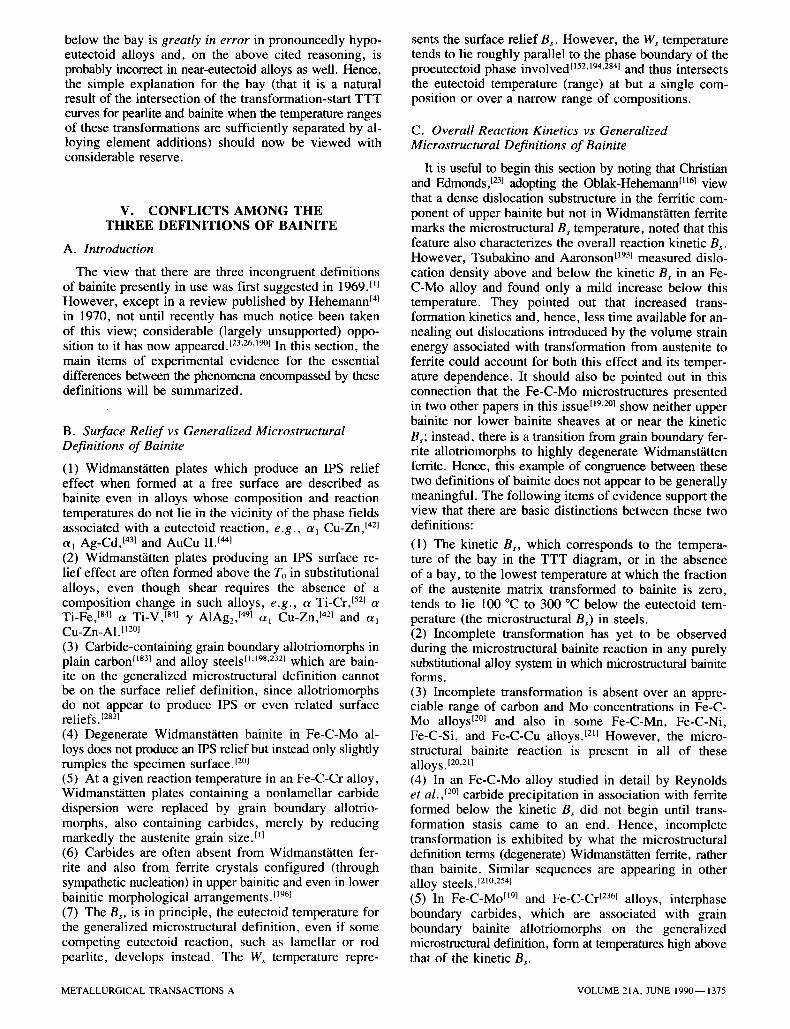
below the bay is greatly in error in pronouncedly hypo- eutectoid alloys and, on the above cited reasoning, is probably incorrect in near-eutectoid alloys as well. Hence, the simple explanation for the bay (that it is a natural result of the intersection of the transformation-start T T T curves for pearlite and bainite when the temperature ranges of these transformations are sufficiently separated by al- loying element additions) should now be viewed with considerable reserve.
V. C ONFLICTS AMONG T H E THREE DEFINITIONS OF BAINITE
A. Introduction
The view that there are three incongruent definitions of bainite presently in use was first suggested in 1969. I11 However, except in a review published by Hehemann I4] in 1970, not until recently has much notice been taken of this view; considerable (largely unsupported) oppo- sition to it has now appeared. [23'26'19~ In this section, the main items of experimental evidence for the essential differences between the phenomena encompassed by these definitions will be summarized.
B. Surface Relief vs Generalized Microstructural Definitions of Bainite
(1) Widmanstiitten plates which produce an IPS relief effect when formed at a free surface are described as bainite even in alloys whose composition and reaction temperatures do not lie in the vicinity of the phase fields associated with a eutectoid reaction, e.g., al Cu-Zn, [421 al Ag-Cd, (431 and AuCu II. (441 (2) Widmanst~itten plates producing an IPS surface re- lief effect are often formed above the To in substitutional alloys, even though shear requires the absence of a composition change in such alloys, e.g., a Ti-Cr, ml a Ti-Fe, (841 a Ti-V, (841 "y A1Ag2, I491 o/l Cu-Zn, 1421 and og 1 Cu_Zn_AI.( 120] (3) Carbide-containing grain boundary allotriomorphs in plain carbon 0831 and alloy steels [1,198,2321 which are bain- ite on the generalized microstructural definition cannot be on the surface relief definition, since allotriomorphs do not appear tO produce IPS or even related surface reliefs. [2831 (4) Degenerate Widmanstiitten bainite in Fe-C-Mo al- loys does not produce an IPS relief but instead only slightly rumples the specimen surface. 12~ (5) At a given reaction temperature in an Fe-C-Cr alloy, Widmanstiitten plates containing a nonlamellar carbide dispersion were replaced by grain boundary allotrio- morphs, also containing carbides, merely by reducing markedly the austenite grain size. Ill (6) Carbides are often absent from Widmanstiitten fer- rite and also from ferrite crystals configured (through sympathetic nucleation) in upper bainitic and even in lower bainitic morphological arrangements. 1196] (7) The B,, is in principle, the eutectoid temperature for the generalized microstructural definition, even if some competing eutectoid reaction, such as lamellar or rod pearlite, develops instead. The Ws temperature repre-
sents the surface relief B~. However, the W~ temperature tends to lie roughly parallel to the phase boundary of the proeutectoid phase involved t152'194'284! and thus intersects the eutectoid temperature (range) at but a single com- position or over a narrow range of compositions.
C. Overall Reaction Kinetics vs Generalized Microstructural Definitions o f Bainite
It is useful to begin this section by noting that Christian and Edmonds, I23] adopting the Oblak-Hehemann tll61 view that a dense dislocation substructure in the ferritic com- ponent of upper bainite but not in Widmanstiitten ferrite marks the microstructural B, temperature, noted that this feature also characterizes the overall reaction kinetic Bs. However, Tsubakino and Aaronson [1931 measured dislo- cation density above and below the kinetic B, in an Fe- C-Mo alloy and found only a mild increase below this temperature. They pointed out that increased trans- formation kinetics and, hence, less time available for an- nealing out dislocations introduced by the volume strain energy associated with transformation from austenite to ferrite could account for both this effect and its temper- ature dependence. It should also be pointed out in this connection that the Fe-C-Mo microstructures presented in two other papers in this issue I19,2~ show neither upper bainite nor lower bainite sheaves at or near the kinetic Bs; instead, there is a transition from grain boundary fer- rite allotriomorphs to highly degenerate Widmanstiitten ferrite. Hence, this example of congruence between these two definitions of bainite does not appear to be generally meaningful. The following items of evidence support the view that there are basic distinctions between these two definitions:
(1) The kinetic Bs, which corresponds to the tempera- ture of the bay in the TTT diagram, or in the absence of a bay, to the lowest temperature at which the fraction of the austenite matrix transformed to bainite is zero, tends to lie I00 ~ to 300 ~ below the eutectoid tem- perature (the microstructurai B~) in steels. (2) Incomplete transformation has yet to be observed during the microstructural bainite reaction in any purely substitutional alloy system in which microstructural bainite forms. (3) Incomplete transformation is absent over an appre- ciable range of carbon and Mo concentrations in Fe-C- Mo alloys I2~ and also in some Fe-C-Mn, Fe-C-Ni, Fe-C-Si, and Fe-C-Cu alloys, t2q However, the micro- structural bainite reaction is present in all of these alloys. [20.21] (4) In an Fe-C-Mo alloy studied in detail by Reynolds et al.,t2~ carbide precipitation in association with ferrite formed below the kinetic Bs did not begin until trans- formation stasis came to an end. Hence, incomplete transformation is exhibited by what the microstructural definition terms (degenerate) Widmanst~tten ferrite, rather than bainite. Similar sequences are appearing in other alloy steels J 21~ (5) In Fe-C-Mo rIg] and Fe-C-Cr [236[ alloys, interphase boundary carbides, which are associated with grain boundary bainite allotriomorphs on the generalized microstructural definition, form at temperatures high above that of the kinetic B,.
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1375
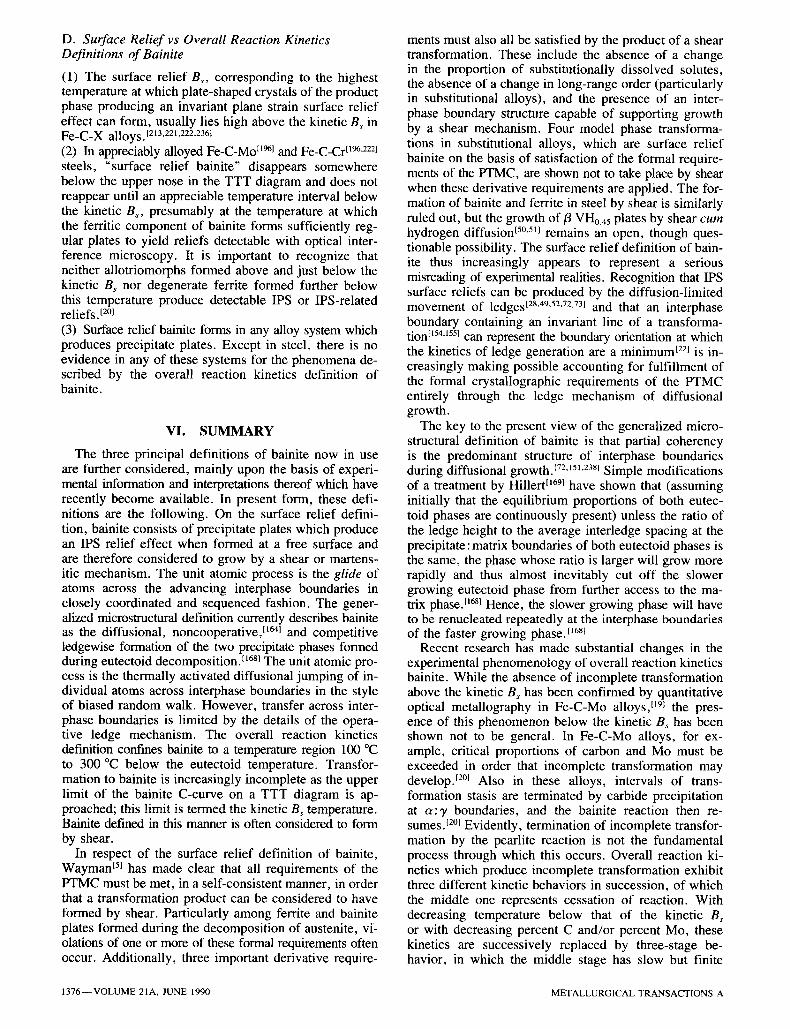
D. Surface Relief vs Overall Reaction Kinetics Definitions of Bainite
(1) The surface relief Bs, corresponding to the highest temperature at which plate-shaped crystals of the product phase producing an invariant plane strain surface relief effect can form, usually lies high above the kinetic Bs in Fe-C-X alloys. I213,221,222,2361 (2) In appreciably alloyed Fe-C-Mo tl96j and Fe-C-Cr t'96,2z2~ steels, "surface relief bainite" disappears somewhere below the upper nose in the TTT diagram and does not reappear until an appreciable temperature interval below the kinetic B~, presumably at the temperature at which the ferritic component of bainite forms sufficiently reg- ular plates to yield reliefs detectable with optical inter- ference microscopy. It is important to recognize that neither allotriomorphs formed above and just below the kinetic Bs nor degenerate ferrite formed further below this temperature produce detectable IPS or IPS-related reliefs.t20j (3) Surface relief bainite forms in any alloy system which produces precipitate plates. Except in steel, there is no evidence in any of these systems for the phenomena de- scribed by the overall reaction kinetics definition of bainite.
VI. SUMMARY
The three principal definitions of bainite now in use are further considered, mainly upon the basis of experi- mental information and interpretations thereof which have recently become available. In present form, these defi- nitions are the following. On the surface relief defini- tion, bainite consists of precipitate plates which produce an IPS relief effect when formed at a free surface and are therefore considered to grow by a shear or martens- itic mechanism. The unit atomic process is the glide of atoms across the advancing interphase boundaries in closely coordinated and sequenced fashion. The gener- alized microstructural definition currently describes bainite as the diffusional, noncooperative, I1641 and competitive ledgewise formation of the two precipitate phases formed during eutectoid decomposition, t168~ The unit atomic pro- cess is the thermally activated diffusional jumping of in- dividual atoms across interphase boundaries in the style of biased random walk. However, transfer across inter- phase boundaries is limited by the details of the opera- tive ledge mechanism. The overall reaction kinetics definition confines bainite to a temperature region 100 ~ to 300 ~ below the eutectoid temperature. Transfor- mation to bainite is increasingly incomplete as the upper limit of the bainite C-curve on a TTT diagram is ap- proached; this limit is termed the kinetic Bs temperature. Bainite defined in this manner is often considered to form by shear.
In respect of the surface relief definition of bainite, Wayman TM has made clear that all requirements of the PTMC must be met, in a self-consistent manner, in order that a transformation product can be considered to have formed by shear. Particularly among ferrite and bainite plates formed during the decomposition of austenite, vi- olations of one or more of these formal requirements often occur. Additionally, three important derivative require-
ments must also all be satisfied by the product of a shear transformation. These include the absence of a change in the proportion of substitutionally dissolved solutes, the absence of a change in long-range order (particularly in substitutional alloys), and the presence of an inter- phase boundary structure capable of supporting growth by a shear mechanism. Four model phase transforma- tions in substitutional alloys, which are surface relief bainite on the basis of satisfaction of the formal require- ments of the PTMC, are shown not to take place by shear when these derivative requirements are applied. The for- mation of bainite and ferrite in steel by shear is similarly ruled out, but the growth of/3 VH0.45 plates by shear cum hydrogen diffusion t5~ remains an open, though ques- tionable possibility. The surface relief definition of bain- ite thus increasingly appears to represent a serious misreading of experimental realities. Recognition that IPS surface reliefs can be produced by the diffusion-limited movement of ledges 128'49'52'72,731 and that an interphase boundary containing an invariant line of a transforma- tion tlSa,~55j can represent the boundary orientation at which the kinetics of ledge generation are a minimum t221 is in- creasingly making possible accounting for fulfillment of the formal crystallographic requirements of the PTMC entirely through the ledge mechanism of diffusional growth.
The key to the present view of the generalized micro- structural definition of bainite is that partial coherency is the predominant structure of interphase boundaries during diffusional growth. E7~,151,2381 Simple modifications of a treatment by Hillert t~691 have shown that (assuming initially that the equilibrium proportions of both eutec- toid phases are continuously present) unless the ratio of the ledge height to the average interledge spacing at the precipitate: matrix boundaries of both eutectoid phases is the same, the phase whose ratio is larger will grow more rapidly and thus almost inevitably cut off the slower growing eutectoid phase from further access to the ma- trix phase. I'681 Hence, the slower growing phase will have to be renucleated repeatedly at the interphase boundaries of the faster growing phase, ljrst
Recent research has made substantial changes in the experimental phenomenology of overall reaction kinetics bainite. While the absence of incomplete transformation above the kinetic Bs has been confirmed by quantitative optical metallography in Fe-C-Mo alloys, 1~9~ the pres- ence of this phenomenon below the kinetic Bs has been shown not to be general. In Fe-C-Mo alloys, for ex- ample, critical proportions of carbon and Mo must be exceeded in order that incomplete transformation may develop, t2~ Also in these alloys, intervals of trans- formation stasis are terminated by carbide precipitation at ~ : y boundaries, and the bainite reaction then re- sumes. ~2~ Evidently, termination of incomplete transfor- mation by the pearlite reaction is not the fundamental process through which this occurs. Overall reaction ki- netics which produce incomplete transformation exhibit three different kinetic behaviors in succession, of which the middle one represents cessation of reaction. With decreasing temperature below that of the kinetic Bs or with decreasing percent C and/or percent Mo, these kinetics are successively replaced by three-stage be- havior, in which the middle stage has slow but finite
1376--VOLUME 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A
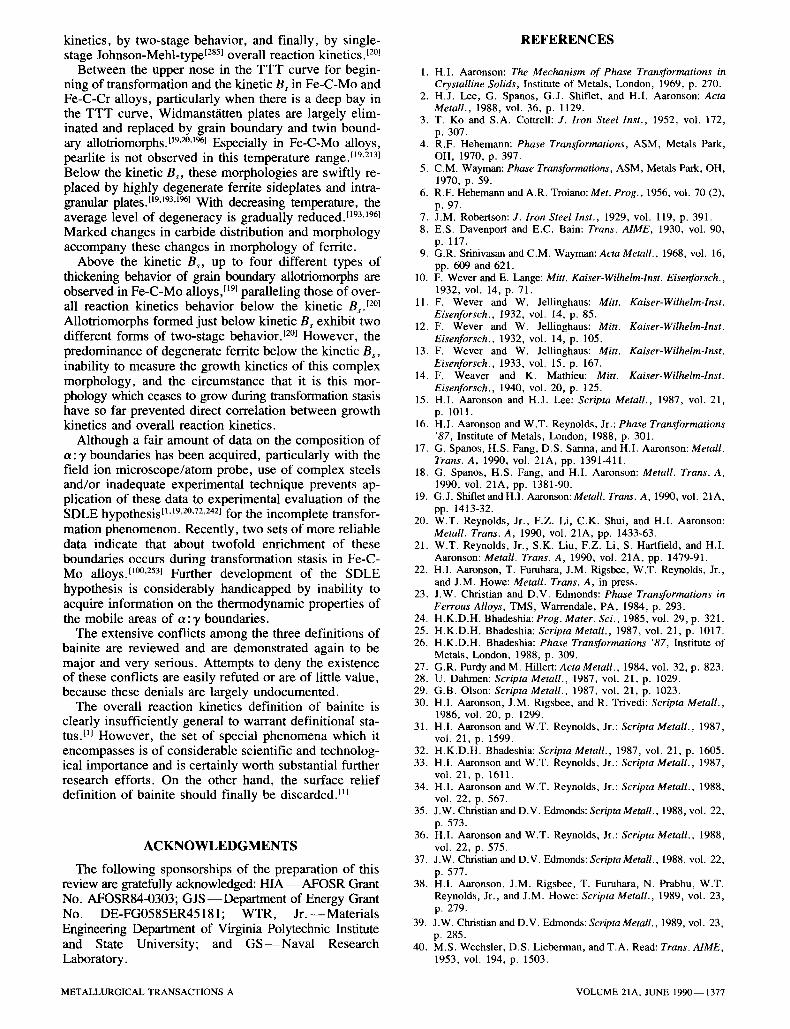
kinetics, by two-stage behavior, and finally, by single- stage Johnson-Mehl-type t2851 overall reaction kinetics, t2~
Between the upper nose in the TTT curve for begin- ning of transformation and the kinetic B~ in Fe-C-Mo and Fe-C-Cr alloys, particularly when there is a deep bay in the TTT curve, Widmanst~itten plates are largely elim- inated and replaced by grain boundary and twin bound- ary allotriomorphs, t19,2~ Especially in Fe-C-Mo alloys, pearlite is not observed in this temperature range, t19,2~31 Below the kinetic Bs, these morphologies are swiftly re- placed by highly degenerate ferrite sideplates and intra- granular plates, t19,193,1961 With decreasing temperature, the average level of degeneracy is gradually reduced. [193,1961 Marked changes in carbide distribution and morphology accompany these changes in morphology of ferrite.
Above the kinetic Bs, up to four different types of thickening behavior of grain boundary allotriomorphs are observed in Fe-C-Mo alloys, t~91 paralleling those of over- all reaction kinetics behavior below the kinetic Bs. I2~ Allotriomorphs formed just below kinetic B~ exhibit two different forms of two-stage behavior, t2~ However, the predominance of degenerate ferrite below the kinetic B~, inability to measure the growth kinetics of this complex morphology, and the circumstance that it is this mor- phology which ceases to grow during transformation stasis have so far prevented direct correlation between growth kinetics and overall reaction kinetics.
Although a fair amount of data on the composition of a: y boundaries has been acquired, particularly with the field ion microscope/atom probe, use of complex steels and/or inadequate experimental technique prevents ap- plication of these data to experimental evaluation of the SDLE hypothesis I1,19,2~ for the incomplete transfor- mation phenomenon. Recently, two sets of more reliable data indicate that about twofold enrichment of these boundaries occurs during transformation stasis in Fe-C- Mo alloys. I1~176 Further development of the SDLE hypothesis is considerably handicapped by inability to acquire information on the thermodynamic properties of the mobile areas of a: y boundaries.
The extensive conflicts among the three definitions of bainite are reviewed and are demonstrated again to be major and very serious. Attempts to deny the existence of these conflicts are easily refuted or are of little value, because these denials are largely undocumented.
The overall reaction kinetics definition of bainite is clearly insufficiently general to warrant definitional sta- tus. m However, the set of special phenomena which it encompasses is of considerable scientific and technolog- ical importance and is certainly worth substantial further research efforts. On the other hand, the surface relief definition of bainite should finally be discarded, m
ACKNOWLEDGMENTS
The following sponsorships of the preparation of this review are gratefully acknowledged: HIA--AFOSR Grant No. AFOSR84-0303; GJS - - Department of Energy Grant No. DE-FG0585ER45 18 1; WTR, Jr. --Materials Engineering Department of Virginia Polytechnic Institute and State University; and GS- -Nava l Research Laboratory.
REFERENCES
1. H.I. Aaronson: The Mechanism of Phase Transformations in Crystalline Solids, Institute of Metals, London, 1969, p. 270.
2. H.J. Lee, G. Spanos, G.J. Shiflet, and H.I. Aaronson: Acta Metall., 1988, vol. 36, p. 1129.
3. T. Ko and S.A. Cottrell: J. Iron Steel Inst., 1952, vol. 172, p. 307.
4. R.F. Hehemann: Phase Transformations, ASM, Metals Park, OH, 1970, p. 397.
5. C.M. Wayman: Phase Transformations, ASM, Metals Park, OH, 1970, p. 59.
6. R.F. Hehemann and A.R. Troiano: Met. Prog., 1956, vol. 70 (2), p. 97.
7. J.M. Robertson: J. Iron Steel Inst., 1929, vol. 119, p. 391. 8. E.S. Davenport and E.C. Bain: Trans. AIME, 1930, vol. 90,
p. 117. 9. G.R. Srinivasan and C.M. Wayman: Acta Metall., 1968, vol. 16,
pp. 609 and 621. 10. F. Wever and E. Lange: Mitt. Kaiser-Wilhelm-Inst. Eisenforsch.,
1932, vol. 14, p. 71. 11. F. Wever and W. Jellinghaus: Mitt. Kaiser-Wilhelm-Inst.
Eisenforseh., 1932, vol. 14, p. 85. 12. F. Wever and W. Jellinghaus: Mitt. Kaiser-Wilhelm-Inst.
Eisenforsch., 1932, vol. 14, p. 105. 13. F. Wever and W. Jellinghaus: Mitt. Kaiser-Wilhelm-Inst.
Eisenforsch., 1933, vol. 15, p. 167, 14. F. Weaver and K. Mathieu: Mitt. Kaiser-Wilhelm-lnst.
Eisenforsch., 1940, vol. 20, p. 125. 15. H.I. Aaronson and H.J. Lee: Scripta Metall., 1987, vol. 21,
p. 1011. 16. H.I. Aaronson and W.T. Reynolds, Jr.: Phase Transformations
"87, Institute of Metals, London, 1988, p. 301. 17. G. Spanos, H.S. Fang, D.S. Sarma, and H.I. Aaronson: Metall.
Trans. A, 1990, vol. 21A, pp. 1391-411. 18. G. Spanos, H.S. Fang, and H.I. Aaronson: Metall. Trans. A,
1990, vol. 21A, pp. 1381-90. 19. G.J. Shiflet and H.I. Aaronson: Metall. Trans. A, 1990, vol. 21A,
pp. 1413-32. 20. W.T. Reynolds, Jr., F.Z. Li, C.K. Shui, and H.I. Aaronson:
Metall. Trans. A, 1990, vol. 21A, pp. 1433-63. 21. W.T. Reynolds, Jr., S.K. Liu, F.Z. Li, S. Hartfield, and H.I.
Aaronson: Metall. Trans. A, 1990, vol. 21A, pp. 1479-91. 22. H.I. Aaronson, T. Furuhara, J.M. Rigsbee, W.T. Reynolds, Jr.,
and J.M. Howe: MetaU. Trans. A, in press. 23. J.W. Christian and D.V. Edmonds: Phase Transformations in
Ferrous Alloys, TMS, Warrendale, PA, 1984, p. 293. 24. H.K.D.H. Bhadeshia: Prog. Mater. Sci., 1985, vol. 29, p. 321. 25. H.K.D.H. Bhadeshia: Scripta Metall., 1987, vol. 21, p. 1017. 26. H.K.D.H. Bhadeshia: Phase Transformations '87, Institute of
Metals, London, 1988, p. 309. 27. G.R. Purdy and M. Hillert: ActaMetall., 1984, vol. 32, p. 823. 28. U. Dahmen: Scripta Metall., 1987, vol. 21, p. 1029. 29. G.B. Olson: Scripta Metall., 1987, vol. 21, p. 1023. 30. H.I. Aaronson, J.M. Rigsbee, and R. Trivedi: Scripta Metall.,
1986, vol. 20, p. 1299. 31. H.I. Aaronson and W.T. Reynolds, Jr.: Scripta Metall., 1987,
vol. 21, p. 1599. 32. H.K.D.H. Bhadeshia: Scripta Metall., 1987, vol. 21, p. 1605. 33. H.I. Aaronson and W.T. Reynolds, Jr.: Scripta Metall., 1987,
vol. 21, p. 1611. 34. H.I. Aaronson and W.T. Reynolds, Jr.: Scripta Metall., 1988,
vol. 22, p. 567. 35. J.W. Christian and D.V. Edmonds: Scripta Metall., 1988, vol. 22,
p. 573. 36. H.I. Aaronson and W.T. Reynolds, Jr.: Scripta Metall., 1988,
vol. 22, p. 575. 37. J.W. Christian and D.V. Edmonds: Scripta Metall., 1988. vol. 22,
p. 577. 38. H.I. Aaronson, J,M. Rigsbee, T. Furuhara, N. Prabhu, W.T.
Reynolds, Jr., and J.M. Howe: Scripta Metall., 1989, vol. 23, p. 279.
39. J.W. Christian and D.V. Edmonds: Scripta Metall., 1989, vol. 23, p. 285.
40. M.S. Wechsler, D.S. Lieberman, and T.A. Read: Trans. AIME, 1953, vol. 194, p. 1503.
METALLURGICAL TRANSACTIONS A VOLUME 21A, JUNE 1990-- 1377
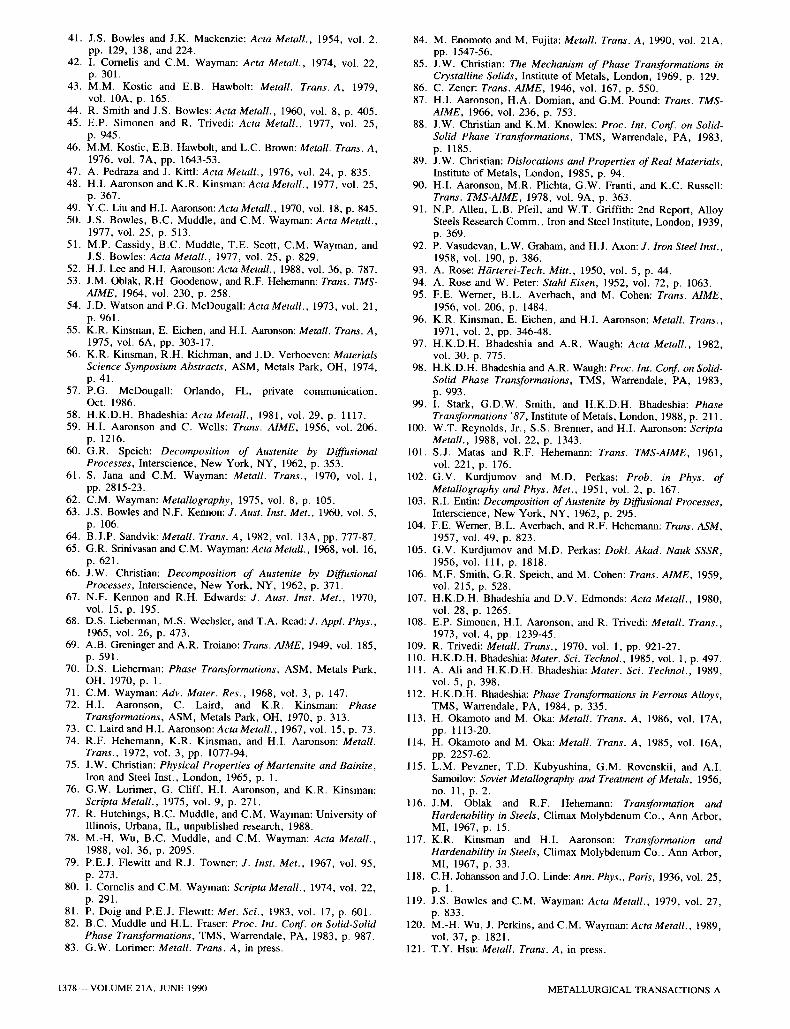
41. J.S. Bowles and J.K. Mackenzie: Acta Metall., 1954, vol. 2, pp. 129, 138, and 224.
42. I. Comelis and C.M. Wayman: Acta Metall., 1974, vol. 22, p. 301.
43. M.M. Kostic and E.B. Hawbolt: Metall. Trans. A, 1979, vol. 10A, p. 165.
44. R. Smith and J.S. Bowles: Acta Metall., 1960, vol. 8, p. 405. 45. E.P. Simonen and R. Trivedi: Acta Metall., 1977, vol. 25,
p. 945. 46. M.M. Kostic, E.B. Hawbolt, and L.C. Brown: Metall. Trans. A,
1976, vol. 7A, pp. 1643-53. 47. A. Pedraza and J. Kittl: Acta Metall., 1976, vol. 24, p. 835. 48. H.I. Aaronson and K.R. Kinsman: Acta Metall., 1977, vol. 25,
p. 367. 49. Y.C. Liu and H.I. Aaronson: Acta Metall., 1970, vol. 18, p. 845. 50. J.S. Bowles, B.C. Muddle, and C.M. Wayman: Acta Metall.,
1977, vol. 25, p. 513. 51. M.P. Cassidy, B.C. Muddle, T.E. Scott, C.M. Wayman, and
J.S. Bowles: Acta Metall., 1977, vol. 25, p. 829. 52. H.J. Lee and H.I. Aaronson: Acta Metall., 1988, vol. 36, p. 787. 53. J.M. Oblak, R.H. Goodenow, and R.F. Hehemann: Trans. TMS-
AIME, 1964, vol. 230, p. 258. 54. J.D. Watson and P.G. McDougall: Acta Metall., 1973, vol. 21,
p. 961. 55. K.R. Kinsman, E. Eichen, and H.I. Aaronson: Metall. Trans. A,
1975, vol. 6A, pp. 303-17. 56. K.R. Kinsman, R.H. Richman, and J.D. Verhoeven: Materials
Science Symposium Abstracts, ASM, Metals Park, OH, 1974, p. 41.
57. P.G. McDougall: Orlando, FL, private communication, Oct. 1986.
58. H.K.D.H. Bhadeshia: Acta Metall., 1981, vol. 29, p. 1117. 59. H.I. Aaronson and C. Wells: Trans. AIME, 1956, vol. 206,
p. 1216. 60. G.R. Speich: Decomposition of Austenite by Diffusional
Processes, Interscience, New York, NY, 1962, p. 353. 61. S. Jana and C.M. Wayman: Metall. Trans., 1970, vol. 1,
pp. 2815-23. 62. C.M. Wayman: Metallography, 1975, vol. 8, p. 105. 63. J.S. Bowles and N.F. Kennon: J. Aust. Inst. Met., 1960, vol. 5,
p. 106. 64. B.J.P. Sandvik: Metall. Trans. A, 1982, vol. 13A, pp. 777-87. 65. G.R. Srinivasan and C.M. Wayman: Acta MetaU., 1968, vol. 16,
p. 621. 66. J.W. Christian: Decomposition of Austenite by Diffusional
Processes, Interscience, New York, NY, 1962, p. 371. 67. N.F. Kennon and R.H. Edwards: J. Aust. Inst. Met., 1970,
vol. 15, p. 195. 68. D.S. Lieberman, M.S. Wechsler, and T.A. Read: J. Appl. Phys.,
1965, vol. 26, p. 473. 69. A.B. Greninger and A.R. Troiano: Trans. AIME, 1949, vol. 185,
p. 591. 70. D.S. Lieberman: Phase Transformations, ASM, Metals Park,
OH, 1970, p. 1. 71. C.M. Wayman: Adv. Mater. Res., 1968, vol. 3, p. 147. 72. H.I. Aaronson, C. Laird, and K.R. Kinsman: Phase
Transformations, ASM, Metals Park, OH, 1970, p. 313. 73. C. Laird and H.I. Aaronson: Acta Metall., 1967, vol. 15, p. 73. 74. R.F. Hehemann, K.R. Kinsman, and H.I. Aaronson: Metall.
Trans., 1972, vol. 3, pp. 1077-94. 75. J.W. Christian: Physical Properties of Martensite and Bainite,
Iron and Steel Inst., London, 1965, p. 1. 76. G.W. Lorimer, G. Cliff, H.I. Aaronson, and K.R. Kinsman:
Scripta Metall., 1975, vol. 9, p. 271. 77. R. Hutchings, B.C. Muddle, and C.M. Wayman: University of
Illinois, Urbana, IL, unpublished research, 1988. 78. M.-H. Wu, B.C. Muddle, and C.M. Wayman: Acta Metall.,
1988, vol. 36, p. 2095. 79. P.E.J. Flewitt and R.J. Towner: J. Inst. Met., 1967, vol. 95,
p. 273. 80. I. Cornelis and C.M. Wayman: Scripta Metall., 1974, vol. 22,
p. 291. 81. P. Doig and P.E.J. Flewitt: Met. Sci., 1983, vol. 17, p. 601. 82. B.C. Muddle and H.L. Fraser: Proc. Int. Conf. on Solid-Solid
Phase Transformations, TMS, Warrendale, PA, 1983, p. 987. 83. G.W. Lorimer: Metall. Trans. A, in press.
84. M. Enomoto and M. Fujita: Metall. Trans. A, 1990, vol. 21A, pp. 1547-56.
85. J.W. Christian: The Mechanism of Phase Transformations in Crystalline Solids, Institute of Metals, London, 1969, p. 129.
86. C. Zener: Trans. A1ME, 1946, vol. 167, p. 550. 87. H.I. Aaronson, H.A. Domian, and G.M. Pound: Trans. TMS-
A1ME, 1966, vol. 236, p. 753. 88. J.W. Christian and K.M. Knowles: Proc. Int. Conf. on Solid-
Solid Phase Transformations, TMS, Warrendale, PA, 1983, p. 1185.
89. J.W. Christian: Dislocations and Properties of Real Materials, Institute of Metals, London, 1985, p. 94.
90. H.I. Aaronson, M.R. Plichta, G.W. Franti, and K.C. Russell: Trans. TMS-A1ME, 1978, vol. 9A, p. 363.
91. N.P. Allen, L.B. Pfeil, and W.T. Griffith: 2nd Report, Alloy Steels Research Comm., Iron and Steel Institute, London, 1939, p. 369.
92. P. Vasudevan, L.W. Graham, and H.J. Axon: J. Iron Steellnst., 1958, vol. 190, p. 386.
93. A. Rose: Hiirterei-Tech. Mitt., 1950, vol. 5, p. 44. 94. A. Rose and W. Peter: Stahl Eisen, 1952, vol. 72, p. 1063. 95. F.E. Werner, B.L. Averbach, and M. Cohen: Trans. A1ME,
1956, vol. 206, p. 1484. 96. K.R. Kinsman, E. Eichen, and H.I. Aaronson: Metall. Trans.,
1971, vol. 2, pp. 346-48. 97. H.K.D.H. Bhadeshia and A.R. Waugh: Acta Metall., 1982,
vol. 30, p. 775. 98. H.K.D.H. Bhadeshia and A.R. Waugh: Proc. Int. Conf. on Solid-
Solid Phase Transformations, TMS, Warrendale, PA, 1983, p. 993.
99. I. Stark, G.D.W. Smith, and H.K.D.H. Bhadeshia: Phase Transformations "87, Institute of Metals, London, 1988, p. 211.
100. W.T. Reynolds, Jr., S.S. Brenner, and H.I. Aaronson: Scripta Metall., 1988, vol. 22, p. 1343.
101. S.J. Matas and R.F. Hehemann: Trans. TMS-AIME, 1961, vol. 221, p. 176.
102. G.V. Kurdjumov and M.D. Perkas: Prob. in Phys. of MetaUography and Phys. Met., 1951, vol. 2, p. 167.
103. R.I. Entin: Decomposition of Austenite by Diffusional Processes, Interscience, New York, NY, 1962, p. 295.
104. F.E. Werner, B.L. Averbach, and R.F. Hehemann: Trans. ASM, 1957, vol. 49, p. 823.
105. G.V. Kurdjumov and M.D. Perkas: Dokl. Akad. Nauk SSSR, 1956, vol. 111, p. 1818.
106. M.F. Smith, G.R. Speich, and M. Cohen: Trans. AIME, 1959, vol. 215, p. 528.
107. H.K.D.H. Bhadeshia and D.V. Edmonds: Acta Metall., 1980, vol. 28, p. 1265.
108. E.P. Simonen, H.I. Aaronson, and R. Trivedi: Metall. Trans., 1973, vol. 4, pp. 1239-45.
109. R. Trivedi: Metall. Trans., 1970, vol. 1, pp. 921-27. 110. H.K.D.H. Bhadeshia: Mater. Sci. Technol., 1985, vol. 1, p. 497. 111. A. Ali and H.K.D.H. Bhadeshia: Mater. Sci. Technol., 1989,
vol. 5, p. 398. 112. H.K.D.H. Bhadeshia: Phase Transformations in Ferrous Alloys,
TMS, Warrendale, PA, 1984, p. 335. 113. H. Okamoto and M. Oka: Metall. Trans. A, 1986, vol. 17A,
pp. 1113-20. 114. H. Okamoto and M. Oka: Metall. Trans. A, 1985, vol. 16A,
pp. 2257-62. 115. L.M. Pevzner, T.D. Kubyushina, G.M. Rovenskii, and A.I.
Samoilov: Soviet Metallography and Treatment of Metals, 1956, no. 11, p. 2.
116. J.M. Oblak and R.F. Hehemann: Transformation and Hardenability in Steels, Climax Molybdenum Co., Ann Arbor, MI, 1967, p. 15.
117. K.R. Kinsman and H.I. Aaronson: Transformation and Hardenability in Steels, Climax Molybdenum Co., Ann Arbor, MI, 1967, p. 33.
118. C.H. Johansson and J.O. Linde: Ann. Phys., Paris, 1936, vol. 25, p. 1.
119. J.S. Bowles and C.M. Wayman: Acta Metall., 1979, vol. 27, p. 833.
120. M.-H. Wu, J. Perkins, and C.M. Wayman: Acta Metall., 1989, vol. 37, p. 1821.
121. T.Y. Hsu: Metall. Trans. A, in press.
1378--VOLUME 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A
122. G.P. Stivastava, J.L. Martins, and A. Zunger: Phys. Rev. B, 1985, vol. 31, p. 2561.
123. M.A. Shahid and S. Mahajan: Phys. Rev. B, 1988, vol. 38, p. 1344.
124. P. Bellon, J.P. Chevalier, E. Argarde, J.P. Andre, and G.P. Martin: J. Appl. Phys., 1989, vol. 66, p. 2388.
125. K. Chattopadhyay and H.I. Aaronson: Acta Metall., 1986, vol. 34, p. 695.
126. J.M. Rigsbee and H.I. Aaronson: Acta Metall., 1979, vol. 27, p. 365.
127. Chergji Li and G.R. Purdy: Proc. 4th Int. Congr. on Heat Treating of Materials, Berlin, 1985, p. 32.
128. Gary R. Purdy: Scripta Metall., 1987, vol. 21, p. 1035. 129. C. Li, V. Perovic, and G.R. Purdy: Phase Transformations "87,
Institute of Metals, London, 1988, p. 326. 130. E. Hornbogen and H. Warlimont: Acta Metall., 1967, vol. 15,
p. 943. 131. K. Chattopadhyay and H.I. Aaronson: Acta Metall., 1986, vol. 35,
p. 713. 132. P. Gaunt and J.W. Christian: Acta Metall., 1959, vol. 7, p. 529. 133. P. Gaunt and J.W. Christian: Acta Metall., 1959, vol. 7, p. 534. 134. C. Laird and H.I. Aaronson: Acta Metall., 1969, vol. 17, p. 505. 135. J.M. Howe: Phase Transformations '87, Institute of Metals,
London, 1988, p. 637. 136. N. Prabhu and J.M. Howe: Carnegie Mellon University,
Pittsburgh, PA, unpublished research, 1988. 137. J.M. Howe and N. Prabhu: Carnegie Mellon University,
Pittsburgh, PA, unpublished research, 1988. 138. J.M. Rigsbee and H.I. Aaronson: Acta Metall., 1979, vol. 27,
p. 351. 139. M.G. Hall, H.I. Aaronson, and K.R. Kinsman: Surf. Sci., 1972,
vol. 31, p. 257. 140. T. Furuhara, J.M. Howe, and H.I. Aaronson: Carnegie Mellon
University, Pittsburgh, PA, unpublished research, 1989. 141. A. Bourret, A. Lasalmonie, and S. Naka: Scripta Metall., 1986,
vol. 20, p. 861. 142. H.I. Aaronson: Phase Transformations, The Institution of
Metallurgists, Chameleon Press, London, 1979, vol. I, p. II-1. 143. A.B. Greninger and A.R. Troiano: ASM Handbook, ASM, Metals
Park, OH, 1948, p. 263. 144. B.A. Bilby and J.W. Christian: The Mechanism of Phase
Transformations in Metals, Institute of Metals, London, 1956, p. 121.
145. D. Hull: Bull. Inst. Met., 1954, vol. 2, p. 134. 146. J.S. Bowles and W.J. McG. Tegart: Acta Metall., 1955, vol. 3,
p. 590. 147. R.D. Garwood: J. Inst. Met., 1954-55, vol. 83, p. 64. 148. H.M. Otte and T.B. Massalski: Acta Metall., 1958, vol. 6,
p. 494. 149. H.I. Aaronson and K.C. Russell: Proc. Int. Conf. on Solid-
Solid Phase Transformations, TMS, Warrendale, PA, 1983, p. 371.
150. L.M. Brown, G.R. Woolhouse, and U. Valdre: Phil. Mag., 1968, vol. 17, p. 781.
151. H.I. Aaronson: Trans. Indian Inst. Met., 1979, vol. 32 (1), p . l .
152. H.I. Aaronson: Decomposition of Austenite by Diffusional Processes, Interscience, New York, NY, 1962, p. 387.
153. H.1. Aaronson: J. Microsc., 1974, vol. 102, p. 275. 154. U. Dahmen: Scripta Metalt., 1981, vol. 15, p. 77. 155. U. Dahmen: Acta MetaU., 1982, vol. 30, p. 63. 156. U. Dahmen and K.H. Westmacott: Proc. Int. Conf. on Solid-
Solid Phase Transformations, TMS, Warrendaie, PA, 1983, p. 433.
157. U. Dahmen, P. Ferguson, and K.H. Westmacott: Acta Metall., 1984, vol. 32, p. 803.
158. C.P. Luo and G.C. Weatherly: Acta Metall., 1987, vol. 35, p. 1963.
159. C.P. Luo and G.C. Weatherly: Phil. Mag. A, 1988, vol. 58, p. 445.
160. E.S.K. Menon and H.I. Aaronson: Acta Metall., 1987, vol. 35, p. 549.
161. W.F. Lange III, M. Enomoto, and H.I. Aaronson: Metall. Trans. A, 1988, vol. 19A, p. 427.
162. D.I. Potter: J. Less-Common Met., 1973, vol. 31, p. 299. 163. C.W. Spencer and D.J. Mack: Decomposition of Austenite by
Diffusional Processes, Interscience, New York, NY, 1962, p. 549.
164. M. Hillert: Jernkontorets Ann., 1957, vol. 141, p. 757. 165. M. Hillert: Decomposition of Austenite by Diffusional Processes,
Interscience, New York, NY, 1962, p. 197. 166. S.J. Hackney and G.J. Shiflet: Scripta Metall., 1985, vol. 19,
p. 757. 167. H.J. Lee and H.I. Aaronson: J. Mater. Sci., 1988, vol. 23,
p. 150. 168. H.J. Lee, G. Spanos, G.J. Shiflet, and H.I. Aaronson: Acta
Metall., 1988, vol. 36, p. 1129. 169. Mats Hillert: Metall. Trans., 1972, vol. 3, pp. 2729-41. 170. R.F. Mehl and W.C. Hagel: Prog. Met. Phys., 1956, vol. 6,
p. 74. 17I. G.J. Shiflet: University of Virginia, Charlottesville, VA, un-
published research, 1989. 172. D.S. Zhou and G.J. Shiflet: University of Virginia,
Charlottesville, VA, unpublished research, 1989. 173. H.I. Aaronson, W.B. Triplett, and G.M. Andes: Trans. A1ME,
1957, vol. 209, p. 1227. 174. G.W. Franti, J.C. Williams, and H.I. Aaronson: Metall. Trans. A,
1978, vol. 9A, pp. 1641-49. 175. B.N. Bose and M.F. Hawkes: Trans. AIME, 1950, vol. 188,
p. 307. 176. H.I. Aaronson, W.B. Triplett, and G.M. Andes: Trans. TMS-
AIME, 1960, vol. 218, p. 331. 177. H.J. Lee and H.I. Aaronson: Acta Metall., 1988, vol. 36,
p. 1141. 178. A.B. Greninger and A.R. Troiano: Trans. AIME, 1940, vol. 140,
p. 307. 179. J.R. Vilella: Trans. A1ME, 1940, vol. 140, p. 332. 180. W.T. Reynolds, Jr., F.Z. Li, C.K. Shui, G.J. Shiflet, and H.I.
Aaronson: Phase Transformations '87, Institute of Metals, London, 1988, p. 330.
181. N.F. Kennon and N.A. Kaye: Metall. Trans. A, 1982, vol. 13A, pp. 975-78.
182. A. Hultgren: Trans. ASM, 1947, vol. 39, p. 915. 183. H.I. Aaronson and C. Wells: Trans. A1ME, 1955, vol. 203,
p. 1002. 184. S. Modin: Jernkontorets Ann., 1958, vol. 142, p. 37. 185. F.B. Picketing: Transformation and Hardenability in Steels,
Climax Molybdenum Co., Ann Arbor, MI, 1967, p. 109. 186. A. Schrader and F. Wever: Arch. Eisenhuettenwes., 1952, vol. 23,
p. 489. I87. S.M. Kaufman, G.M. Pound, and H.I. Aaronson: Trans. TMS-
AIME, 1957, vol. 209, p. 885. 188. R.F. Mehl: Hardenability of Alloy Steels, ASM, Metals Park,
OH, 1939, p. 1. 189. Der-Hung Huang and G. Thomas: Metall. Trans. A, 1977,
vol. 8A, pp. 1661-74. 190. H.K.D.H. Bhadeshia and D.V. Edmonds: Metall. Trans. A, 1979,
vol. 10A, pp. 895-907. 191. J.K. Lee and H.I. Aaronson: Acta Metall., 1975, vol. 23, p. 809. 192. J.K. Lee and H.I. Aaronson: Acta Metall., 1975, vol. 23, p. 799. 193. H. Tsubakino and H.I. Aaronson: Metall. Trans. A, 1987,
vol. 18A, pp. 2047-60. 194. C.A. Dube, H.I. Aaronson, and R.F. Mehl: Rev. Met., 1958,
vol. 55, p. 201. 195. H.I. Aaronson, D. Eylon, C.M. Cooke, M. Enomoto, and F.H.
Froes: Scripta Metall., 1989, vol. 23, p. 435. 196. P.G_ Boswell, K.R. Kinsman, G.J. Shiflet, and H.I. Aaronson:
Mechanical Properties and Phase Transformations in Engineering Materials, TMS, Warrendale, PA, 1986, p. 445.
197. A.T. Davenport and R.W.K. Honeycombe: Proc. R. Soc., 1971, vol. 322, p. 191.
198. R.W.K. Honeycombe: Metall. Trans. A, 1976, vol. 7A, pp. 915-36.
199. D.V. Edmonds and R.W.K. Honeycombe: Precipitation Processes in Solids, TMS, Warrendale, PA, 1978, p. 121.
200. W. Jellinghaus: Arch. Eisenhuettenwes., 1957, vol. 28, p. 469. 201. G.R Speich and M. Cohen: Trans. TMS-AIME, 1960, vol. 218,
p. 1050. 202. T.G. Nilan: Transformation and Hardenability in Steel, Climax
Molybdenum Co., Ann Arbor, MI, 1967, p. 57. 203. G.V. Smith and R.F. Mehl: Trans. A1ME, 1942, vol. 150,
p. 211.
METALLURGICAL TRANSACTIONS A VOLUME 21 A, JUNE 1990-- 1379
204. M. Hillert: Swedish Institute for Metals Research, Stockholm, unpublished research.
205. R.H. Goodenow, S.J. Matas, and R.F. Hehemann: Trans. TMS- AIME, 1963, vol. 227, p. 651.
206. M. Hillert: The Growth of Ferrite, Bainite and Martensite, Internal Report, Swedish Institute for Metals Research, Stockholm, 1960.
207. Mats Hillert: MetaU. Trans. A, 1975, vol. 6A, pp. 5-19. 208. G.B. Olson, H.K.D.H. Bhadeshia, and M. Cohen: Acta Metall.,
1989, vol. 37, p. 381. 209. G.J. Jones and R. Trivedi: J. Appl. Phys., 1971, vol. 42, p. 4299. 210. H. Goldenstein and H.I. Aaronson: Metall. Trans. A, 1990,
vol. 21A, pp. 1465-78. 211. V.G. Paranjpe and D.D. Kaushal: Trans. Indian Inst. Met., 1951,
vol. 5, p. 147. 212. H.A. Smith: Trans. AIME, 1935, vol. 116, p. 342. 213. F.G. Berry and R.W.K. Honeycombe: MetaU. Trans., 1970,
vol. 1, pp. 3279-86. 214. S.K. Liu, W.T. Reynolds, Jr., H. Hu, G.J. Shiflet, and H.I.
Aaronson: Metall. Trans. A, 1985, vol. 16A, pp. 457-68. 215. H.I. Aaronson: Trans. TMS-AIME, 1958, vol. 212, p. 212. 216. H.K.D.H. Bhadeshia and D.V. Edmonds: Metall. Trans. A, 1989,
vol. 20A, pp. 330-32. 217. H.I. Aaronson, W.T. Reynolds, Jr., H. Hu, and S.K. Liu: Metall.
Trans. A, 1989, vol. 20A, pp. 324-34. 218. G. Papadimitriou and J.M.R. Genin: Phase Transformations in
Solids, North-Holland, New York, NY, 1984, p. 747. 219. P.D. Frost, W.M. Parris, L.L. Hirsch, J.R. Doig, and C.M.
Schwartz: Trans. ASM, 1954, vol. 46, p. 231. 220. R.T. Howard and M. Cohen: Trans. AIME, 1948, vol. 176,
p. 384. 221. H.I. Aaronson, P.G. Boswell, and K.R. Kinsman: Mechanical
Properties and Phase Transformations in Engineering Materials, TMS, Warrendale, PA, 1986, p. 467.
222. T. Lyman and A.R. Troiano: Trans. ASM, 1946, vol. 37, p. 402. 223. H.I. Aaronson, D. Eylon, and F.H. Froes: Scripta Metall., 1987,
vol. 21, p. 1241. 224. J.V. Russell and F.T. McGuire: Trans. ASM, 1944, vol. 33,
p. 103. 225. W.S. Owen: J. Iron Steellnst. , 1951, vol. 167, p. 117. 226. A. Hultgren: Jernkontorets Ann., 1951, vol. 135, p. 403. 227. J.W. Cahn and W.C. Hagel: Decomposition of Austenite by
Diffusional Processes, Interscience, New York, NY, 1962, p. 131.
228. T. Obara, G.J. Shiflet, and H.I. Aaronson: Metall. Trans. A, 1983, vol. 14A, pp. 1159-67.
229. M. Mannerkoski:'Acta Polytech. Scand., 1964, ch. 26, p. 7. 230. K. Relander: Acta Polytech. Scand., 1964, ch. 34, p. 7. 231. G.J. Shiflet, H.I. Aaronson, and J.R. Bradley: Metall. Trans. A,
1981, vol. 12A, pp. 1743-50. 232. R.W.K. Honeycombe: Met. Sci., 1980, vol. 14, p. 201. 233. R.A. Ricks and P.R. Howell: Acta Metall., 1983, vol. 31,
p. 853. 234. T. Furuhara and H.I. Aaronson: Scripta MetaU., 1988, vol. 22, �9
p. 1635. 235. F.G. Berry, A.T. Davenport, and R.W.K. Honeycombe: The
Mechanism of Phase Transformations in Crystalline Solids, Institute of Metals, London, 1969, p. 288.
236. K. Campbell and R.W.K. Honeycombe: Met. Sci., 1974, vol. 8, p. 197.
237. R.A. Ricks, P.R. Howell, and R.W.K. Honeycombe: Metall. Trans. A, 1979, vol. 10A, pp. 1049-58.
238. T. Furuhara, A.M. Dalley, and H.I. Aaronson: Scripta Metall., 1988, vol. 22, p. 1509.
239. P.R. Howell, J.V. Bee, and R.W.K. Honeycombe: Metall. Trans. A, 1979, vol. 10A, pp. 1213-22.
240. A. Barbacki and R.W.K. Honeycombe: MetaUography, 1976, vol. 9, p. 277.
241. J.R. Bradley and H.I. Aaronson: Metall. Trans. A, 1977, vol. 8A, pp. 317-22.
242. K.R. Kinsman and H.I. Aaronson: Transformation and Hardenability in Steel, Climax Molybdenum Co., Ann Arbor, MI, 1967, p. 39.
243. C. Zener: J. Appl. Phys., 1949, vol. 20, p. 950.
244. R.F. Mehl and C.A. Dube: Phase Transformations in Solids, John Wiley, New York, NY, 1951, p. 545.
245. C.S. Smith: Trans. ASM, 1953, vol. 45, p. 533. 246. M. Enomoto: Acta MetaU., 1987, vol. 35, p. 935. 247. M. Enomoto: Acta Metall., 1987, vol. 35, p. 947. 248. M. Enomoto and H.I. Aaronson: Scripta Metall., 1989, vol. 23,
p. 1983. 249. H.I. Aaronson and H.A. Domian: Trans. TMS-AIME, 1966,
vol. 236, p. 781. 250. F.E. Bowman: Trans. ASM, 1946, vol. 36, p. 61. 251. H.B. Aaron and H.I. Aaronson: Acta Metall., 1968, vol. 16,
p. 789. 252. P.W. Bach, J. Beyer, and C. Verbraak: Scripta Metall., 1980,
vol. 14, p. 205. 253. I. Stark and G.D.W. Smith: Phase Transformations "87, Institute
of Metals, London, 1988, p. 475. 254. Gang Chen, H.I. Aaronson, S.K. Liu, and S.S. Brenner: Carnegie
Mellon University and University of Pittsburgh, Pittsburgh, PA, unpublished research, 1989.
255. H.K.D.H. Bhadeshia and D.V. Edmonds: Acta Metall., 1980, vol. 28, p. 1265.
256. F. Wever and K. Mathieu: Mitt. Kaiser-Wilhelm-Inst. Eisenforsch., 1940, vol. 22, p. 9.
257. H.J. Wiester: Arch. Eisenhuettenwes., 1944, vol. 18, p. 97. 258. I.E. Kontorovich and E.L. Vinogradskaya: Izv. Akad. Nauk Latv.
SSR, 1958, vol. 136 (11), p. 139. 259. L. Kaufman and M. Cohen: Prog. Met. Phys., 1958, vol. 7,
p. 165. 260. R.F. Hehemann and A.R. Troiano: Trans. AIME, 1954, vol. 200,
p. 1272. 261. K.C. Russell: Metall. Trans., 1971, vol. 2, p. 5. 262. E.P. Klier and T. Lyman: Trans. AIME, 1944, vol. 158, p. 394. 263. L.I. Kogan and R.I. Entin: Bull. Acad. Sci. USSR, 1958, no. 6,
p. 12. 264. V.D. Sadovskii: Ural Filial Inst. Tu, Fiz. Metally Trudy, 1949,
vol. 12, p. 127. 265. B.A. Leontev and L.S. Palatnik: Izv. Akad. Nauk, 1956, no. 10,
p. 28. 266. M. Hillert: The Mechanism of Phase Transformations in
Crystalline Solids, Institute of Metals, London, 1969, p. 231. 267. J. Chance and N. Ridley: Metall. Trans. A, 1981, vol. 12A,
pp. 1205-13. 268. J.W. Cahn: Acta Metall., 1962, vol. 10, p. 789. 269. K. Lucke and K. Detert: Acta Metall., 1957, vol. 5, p. 628. 270. J.R. Bradley and H.I. Aaronson: Metall. Trans. A, 1981,
vol. 12A, pp. 1729-41. 271. H.I. Aaronson, H.A. Domian, and G.M. Pound: Trans. TMS-
A1ME, 1966, vol. 236, p. 768. 272. H.K.D.H. Bhadeshia: J. Mater. Sci., 1983, vol. 18, p. 1473. 273. H.I. Aaronson, S.K. Liu, W.T. Reynolds, Jr., and G.J. Shiflet:
J. Mater. Sci., 1985, vol. 20, p. 3121. 274. R.P. Smith: J. Am. Chem. Soc., 1948, vol. 70, p. 2724. 275. R.P. Smith: Trans. TMS-AIME, 1960, vol. 218, p. 62. 276. A.J. Heckler and P.G. Winchell: Trans. TMS-A1ME, 1963,
vol. 227, p. 732. 277. J.P. Sheehan, C.A. Julien, and A.R. Troiano: Trans. ASM, 1949,
vol. 41, p. 1165. 278. M.M. Rao and P.G. Winchell: Trans. TMS-AIME, 1967,
vol. 239, p. 634. 279. W.T. Reynolds, Jr. and H.I. Aaronson: Scripta Metall., 1985,
vol. 19, p. 1171. 280. Bjom Uhrenius: Hardenability Concepts with Applications to Steel,
TMS, Warrendale, PA, 1978, p. 28. 281. H.K.D.H. Bhadeshia and D.V. Edmonds: Metall. Trans. A, 1985,
vol. 16A, p. 466. 282. M.E. Nicholson: Trans. AIME, 1954, vol. 200, p. 1071. 283. T. Ko: J. Iron Steel Inst., 1953, vol. 175, p. 16. 284. H.I. Aaronson, W.B. Triplett, and G.M. Andes: Trans. TMS-
A1ME, 1958, vol. 212, p. 624. 285. W.A. Johnson and R.F. Mehl: Trans. A1ME, 1939, vol. 135,
p. 416. 286. H.I. Aaronson, M.G. Hall, D.M. Barnett, and K.R. Kinsman:
Scripta Metall., 1975, vol. 9, p. 705.
1380--VOLUME 21A, JUNE 1990 METALLURGICAL TRANSACTIONS A