Embed Size (px)
Citation preview

Basics of the
Food Extrusion
Process
36th Fish Feed and
Nutrition Workshop
Chad Myers - Buhler

Epic Saga….…of Extrusion… Science or Science Fiction?
Food Extrusion Workshop | Minneapolis |

Food Extrusion Workshop | Minneapolis |
Webster’s definition of the verb “extrude” is: “to shape by forcing through a specially designed opening often after a previous heating of material.”
Therefore we can safely say that an “extruder” is a machine which continuously takes a soft, perhaps heated, material through a die.
So based on the two previous comments, we must conclude that a “twin screw extruder” is a machine which has two screws and continuously takes a soft, perhaps heated, material through a die.
What is Extrusion?

Food Extrusion Workshop | Minneapolis |
Co-rotating Twin Screw
Main advantages of co-rotating twin-
screw:
• Conveys like a positive displacement
pump
• Has very good mixing properties
• Elements wipe each other (“self –
cleaning“)
• Flexible screw design

Food Extrusion Workshop | Minneapolis |
Co-rotating Self cleaning, Erdmenger profile
D
E
A
FR1
R1
B
C

Food Extrusion Workshop | Minneapolis |
kneading
mixing
homogenizing
gelatinizing
texturizing
shaping / forming
heating
cooling
The twin screw extruder is a continuous working process system which provides many basic process steps:
coloring
cooking
melting
flavor development
evaporation
pressurizing
expanding
degassing / depressurizing
What is twin screw extrusion? - Unit Operations
Basic process steps are broken down into:
Units of Operation= smallest possible process step (can not be divided up into smaller units)

Food Extrusion Workshop | Minneapolis |
Basics of Extrusion Process - Raw Materials
Native flours
Pre gelatinized flours
Semolina
Coarse fractions of cereal grains
Starches
Proteins
Fibers, Bran
Water / Steam
Oil, Fat, Meat
Salt, Sugar, Spices
Flavors, Vitamins, Emulsifiers, Colors ….

Food Extrusion Workshop | Minneapolis |
Traditional fields of twin-screw extrusion
1. Snacks and Cereals (direct expanded, indirect expanded)
2. Pet-Food and Aquatic Feed
3. Ingredients
Bread Crumbs, Recomposed Rice, Modified flours / starches, Textured
proteins, Diary, Chocolate
4. Technical Applications / Pharmaceutics
Tobacco, Slug pellets, Fertilizer, Packaging foam, Biodegradable plastics
5. Plastics

Food Extrusion Workshop | Minneapolis |
Diversity of twin screw extruded products – some samples
Snacks
Textured Proteins Breakfast Cereals
Aquatic FeedFilled Pillows
Modified
Flours / Starches
Bread Crumbs
Fortified Rice

Food Extrusion Workshop | Minneapolis |
Basics of Extrusion Process -Modification of Product Characteristics
Change of:
Shape
Color
Taste
Bulk Density
Texture
Degree of gelatinization
Composition
etc.
Temperature (steam)
Water
Time
STE
SME
Temperature (friction)
Shear

Aquatic Feeds
36th Fish Feed and Nutrition Workshop
Chad Myers - Buhler

12 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Aquatic feeds production - Objective
Fish feed producers
Production of competitive fish feeds at
minimal cost
Integrated producers
Production of complete nutrition at minimal
cost and maximum efficiency, i.e. minimal
cost for maximum production of meat

13 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
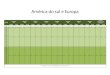
590.0
49.3
30.3
9.2
5.0
4.4
3.2
2.5
2.4
1.1
0.0 100.0 200.0 300.0 400.0 500.0 600.0 700.0
Raw Material
Financing Costs
Personnel
Packaging, Others
TE Drying
EE Grinding, Others
EE Extrusion
Wear Parts
EE Drying - Coating
TE Extrusion
USD/ton
Example specific production costs USD/ton
Example: Marine feed plant 40‘000 t/y
Only a minute improvement in the final product value would justify the need for significant additional wear or energy cost !

14 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Processing cost – Aquatic Feeds and Petfoods
* can be actively controlled by SME and Density Control
** occurring, due to the extruder design and raw materials used
TSE SSE
Mechanical energy dissipation kWh/t 20-40 * 20-30 **
Wear part cost USD/t 0.7-1.0 0.5-0.7
Steam for preconditioning % 7.5 7.5
Steam for drying % 22 22
(alternatively natural gas, direct drying) m3/t (13) (13)
Total steam requirement % 29.5 29.5
Liquid fuel for total steam production m3/t 20 20

15 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Aquatic feeds – why extrusion
Good water stability, no hard pellets, but...
Fast water absorption, but good water
stability
Textured proteins and gelatinized starch
Correct density (floating – sinking)
Minimal loss of nutrients in water
Reduction of anti-nutritive compounds
Pellets with precise sizes without breakage
or fines
Flexibility in least-cost formulation
... better quality and less fines

16 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Aquatic feeds - process steps
Intake, batching, grinding
Mixing Micro ingredients
Extrusion
Drying
Sifting, Grading
Packaging
Vacuum coating

17 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Aquatic feeds - extrusion process

Major farmed
species
36th Fish Feed and Nutrition Workshop
Chad Myers - Buhler

19 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler

20 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Common Carp, Silver Carp, Grass Carp, Big Head Carp, etc.
Omnivorous, herbivorous
Good sensory abilities
Warm water, i.e. 20-26°C
China is biggest producer of carp
Production in ponds, extensive or intensive,
often as polyculture together with other species
High enzymatic activity, good starch digestion
Requirements
low to medium protein content, i.e. 28-36%
low fat content, i.e. 6-15%
pellet diameters 1.0-4.0mm
usually floating or slow sinking pellets, density
450-550 g/l

21 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Tilapia, Catfish
Omnivorous
Use entire water column
Good sensory abilities
Warm water, i.e. 20-26°C
Fresh water, temperature range 20-26°C, Tilapia
adapts well to salt or brackish water
Produced in ponds and raceways
Fast, vigorous eaters, stir water while feeding
High enzymatic activity, good starch digestion
Requirements
low to medium protein content,
i.e. 28-36%
low fat content, i.e. 6-10%
pellet diameters 1.0-4.0mm
usually floating or slow sinking pellets, density
450-550 g/l

22 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Salmon, Trout
Carnivorous
Feeding in entire water column, require high
oxygen level
Sensitive to high nutrient loading of water
Fresh or saltwater, temperatures 5°-16°C
Active feeders
Tolerate only limited amount of digestible
starches
Requirements
High protein content i.e. 38-45%
high fat content, i.e. 25-35%
pellet diameters 1.0-6.0mm
Good conversion rates due to high costs of
formulations
floating or sinking pellets, depending on
culture method, i.e. 480-640 g/l

23 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Shrimp
Omnivorous, detrivorous
Bottom feeders, i.e. near anaerobic zone
Poor visibility, high sensory abilities
Warm water, i.e. 20-30°C
Fresh water and salt water species
Produced in ponds or recirculative systems
Slow eaters, messy eaters
High enzymatic activity, good starch
digestion
Requirements
low to medium protein content,
i.e. 30-38%
low fat content, i.e. 5-8%
pellet diameters 1.0-3.0mm
fast water absorption, good water stability
soft, pliable, meaty texture after rehydration
good sensory properties
100% sinking pellets, density > 600 g/l

24 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Problems with shrimp feeds
Farming – conversion rate
Nutrients are lost due to feeding behavior
Nutrients are leaching in to the water
Digestibility of ingredients (starch
gelatinization, protein denaturation,
antinutrients, etc.
Wasted and excreted nutrients compete
for dissolved oxygen, increase health risk
Feed mill – production cost
Shrimp feeds require cost intensive
processing (i.e. long-term conditioning,
pelleting, post conditioning, drying,
coating, cooling)
Raw material cost (i.e. compromising
between cost, nutritional properties and
water stability)

25 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Shrimp - starch digestibility

26 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Water stability and leaching of nutrients (flavor)

Larval diets,
micropellets
36th Fish Feed and Nutrition Workshop
Chad Myers – Buhler

28 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Fish feed – fry v/s grow-out feeds
Grow-out feeds 1.5-16 mm
Low specific value
High volume, low production cost
Large diameter, high energy (high fat)
growout diets
> 95% of total production
Fry feeds 0.25-2.0mm
High specific value
Low capacity, labor intense production
Requires fine grinding and prescreening
for micro-pellets
Requires crumbling and sifting for larval
diets
Coating system for attractants, medication
and others
< 5% of total production

29 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Small pellets require fine grinding
0 1.0 mm
Pellets 1000mm
Petfood blend 250-500mmCrumbles 800mm

30 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Larval diets - requirement
Larvae need exact particle sizes
Neutral buoyancy
No dust
required
particle size
500 mm
Example: Sole juvenile,
length approx. 30 mm

31 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Pellets versus crumbles
Crumbles break into random
shapes with l/d ratio within 0.7-1.4
Small pellets < 1mm diam. have
significantly larger size variation
Size variation for pellets depending
on raw material granulation,
extrusion conditions and content of
insoluble matter in formulation
Pellets diameter
0.6mm x 0.7-2.2 mm
long.
Crumbles sized
between 0.63-0.8mm
Raw material
prior to extrusion

32 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Micropellets extrusion with crumbling, sifting
Infeed, Grinding Pre-screening, Extrusion Drying, Cooling Crumbling, sifting

Aquatic feeds –
shape, texture
36th Fish Feed and Nutrition Workshop
Chad Myers – Buhler

34 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Pellet texture and fat absorption
spherical porosity, sealed surfaces linear cavities, open porosity

35 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Influence of die shape and material - observations
Temperature, moisture and protein content
has major influence over texture and shape
of pellets.
Conical holes favor spherical expansion
PEEK inserts favor cylindrical pellets
Staggered holes with an abrupt diameter
change help to improve the formation of a
stronger texture
The combination of material and hole shape
allows to improve texture, shape and fat
absorption.
PEEK

36 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Influence of die hole shape
Sharp hole improves texturization
of pellets
Die pressure with rectangular cut
is slightly higher
Pellets are tendencially more
cylindrical

37 | Aquatic Feeds | Munz PE61 | 2009 | © Bühler
Influence of oil addition on surface after coating
sample 151107_1710, no
oil addition, 408 g/l
sample 151107_1720,
3% oil addition, 406 g/l
matt surface
glossy surface

38 | © Bühler |
x
Thank you for your Attention!Chad Myers Customer Service Account Manager
Pasta and Extruded Products…
Food Extrusion Workshop | Minneapolis |