Embed Size (px)
Citation preview

GELİŞTİRİLMİŞ YÜKSEK MUKAVEMETLİ ÇELİK SACLARIN (Advanced High
Strength Steel, AHSS) ŞEKİLLENDİRİLMESİNDE TAKIM ÇELİKLERİNDEN
BEKLENEN ÖZELLİKLER
ÖZET
Yüksek mukavemetli çelikler, yolcu güvenliğini arttırmak ve yakıt
tüketimini azaltmak amaçlarıyla otomotiv endüstrisinde büyük oranda
kullanılırlar. AHSS’ler yani geliştirilmiş yüksek mukavemetli çelikler ise çok
yüksek mukavemet, deformasyon sırasında mükemmel enerji
absorbsiyonu ve gerinim sertleştirmesi özellikleri sebebiyle tercih edilirler.
DP çelikleri gibi AHSS saclar otomobillerde yüksek mukavemet ve enerji
absorbsiyonunun yanında düşük ağırlık özelliği istenen şasi komponentleri
ve tamponlarda uygulanırlar.
AHSS’i otomotiv endüstrisinde vazgeçilmez kılan bütün bu özellikler;
kesme, delme, çekme ve bükme gibi form verme proseslerinde aynı
performansı verememektedir. Bu metal sacların yüksek akma dayanımları
ve çalışma sertleşmeleri, form verme sırasında geri yaylanmaya ve fazla
yüklere sebep olarak kalıp ve takım gereksinimlerinin arttırılması gereğini
ortaya koyar.
Bu çalışmada, geleneksel takım çeliklerinin otomotiv endüstrisinde
uygulama alanı bulan AHSS saclara kesme ve form vermede ortaya çıkan
sınırlar ve sorunlar; bu saçların şekillendirilmesinde takım çeliklerinden
beklenen özellikler ile bu saclar için geliştirilmekte olan yeni nesil takım
çeliklerinin özellikleri tartışılacaktır.
Anahtar Kelimeler: AHSS çelik saclar, form verme, takım çeliği.
ABSTRACT
High strength steels are increasingly being used in automotive industry in
order to improve passenger safety and reduce fuel consumption.
Advanced High Strength Steel (AHSS) sheets are preferred because of
their unique combination of high strength, excellent energy absorption
during deformation and strain hardening. Modern AHSS steels such as
Dual Phase (DP) steels are used for chassis parts and bumpers where high
strength and energy absorption are needed together with low component
weight.
However, the same properties that make AHSS sheets so attractive to the
automobile industry, result in significant inconveniences during shaping
processes as stamping, bending, drawing or cutting. The high yield
stresses and work hardening of these metal sheets involve high loads and
high levels of springback during forming, increasing the die and punch
requirements.
In this work discussion is try to given that what is the limits of accual tool
steels, what is the demand from tools steels to forming and stamping of
AHSS and how can improve die and tool steels which are used to form
AHSS steel sheets extensively applied as components in automotive
industry.
Key Words: AHSS steel sheets, forming, tool steels.

1. GİRİŞ
Günümüzde gittikçe artan sürüş emniyeti gereksinimi, yakıt tasarrufu ve
çevresel faktörlerden dolayı en azından araçların karasöri kısmı
hafiflemekte yani otomobillerde kullanılan sacların kalınlığı gittikçe
azalmakta, ancak bununla birlikte, bu sacların mukavemeti güvenlik
gereksinimini karşılayabilmek için artmaktadır [1].
Bu nedenle özellikle son yıllarda Geliştirilmiş Yüksek Mukavemetli Çelik
Saclar (Advanced High Strength Steel-AHSS) otomobillerde ve diğer
araçlarda giderek daha yoğun oranda tercih edilmeye başlanmıştır.
Geliştirilmiş Yüksek Mukavemetli Çelik Sacların kullanıldığı yerler aşağıda
belirtilmiştir:
• Ağır araçlarda
• Otomobillerin güvenlik parçalarında
• Vinç imalatında
• Otomobil koltuklarında
• Konteynerlerde
• Değişik tip uygulamalarında, örneğin bebek arabaları ve
bisikletlerde.
Otomotiv endüstrisinde kullanılan saclar yaygın olarak metarurjik
dizaynlarına ve mukavemetlerine göre sınıflanırlar ve tanımlanırlar.
Mukavemete göre yapılan sınıflandırmaya göre. Yüksek Mukavemet
Çelikleri (HSS) çekme dayanımları 270-700 MPa olan çeliklerdir. Ultra-
Yüksek Mukavemet Çelikleri (UHSS) çekme dayanımları 700 MPa’ın
üstünde olan çeliklerdir.
• LSS, (Low Strength Steel) Düşük mukavemet çelikleri olup genellikle
alaşımsız ve orta karbonlu çeliklerdir.
• HSS, (High Strength Steel) konvansiyonel yüksek mukavemet
çelikleri, genellikle karbon-mangan, fırında sertleştirilebilen
izotropik, yüksek mukavemetli IF ve yüksek mukavemetli düşük
alaşımlı çeliklerdir
• AHSS ise (Advanced High Strength Steel) Gelişmiş yüksek
mukavemet çeliklerinin yeni tipleri ise aşağıda sıralanmıştır:
o Mikro alaşımlanmış YP ve MC çelik saclar
o Dual Faz DP ve DL Çelik Saclar
o Martensitik M Çelik Saclar
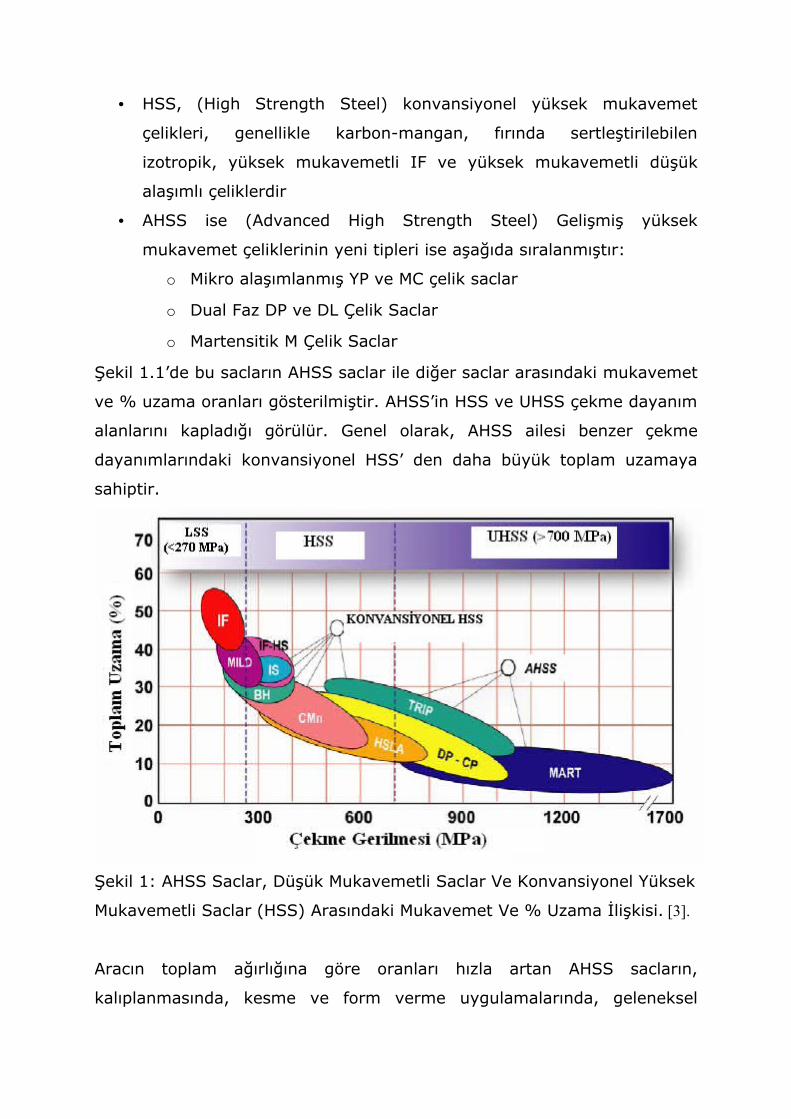
Şekil 1.1’de bu sacların AHSS saclar ile diğer saclar arasındaki mukavemet
ve % uzama oranları gösterilmiştir. AHSS’in HSS ve UHSS çekme dayanım
alanlarını kapladığı görülür. Genel olarak, AHSS ailesi benzer çekme
dayanımlarındaki konvansiyonel HSS’ den daha büyük toplam uzamaya
sahiptir.
Şekil 1: AHSS Saclar, Düşük Mukavemetli Saclar Ve Konvansiyonel Yüksek
Mukavemetli Saclar (HSS) Arasındaki Mukavemet Ve % Uzama İlişkisi. [3].
Aracın toplam ağırlığına göre oranları hızla artan AHSS sacların,
kalıplanmasında, kesme ve form verme uygulamalarında, geleneksel
kalıplama teknikleri ve kalıp malzemelerinin kullanılabilmesinde sınırlar da
hızla ortaya çıkmıştır [2]. AHSS saclarının şekillendirilmesinde alışılagelmiş
1.2080, 1.2379 gibi soğuk iş takım çeliklerinin ömür ve performansları
yetersiz kalmaktadır.
Bunun temel nedeni, AHSS sacların, yüksek (akma ve çekme)
mukavemete ve yüksek elastiklik modülüne sahip olmasıdır. Ayrıca Akma
Mukavemeti/Çekme Mukavemeti oranı da kritik bir seviye alır ki bu da
hem kesme hem de form verme esnasında önemli sorunlar yaratabilir.
Örnek olarak; TRIP 450/800, DP 500/800 ve CP 700/800. Yani 800 MPa
çekme dayanımlarında, 450, 500 ve 700 MPa akma dayancına sahip üç
farklı çelik saçtır. Bu saçların uzaması ise sırayla %29, %17, %13’dür.
Akma/Çekme dayancı orancı 1’e doğru yaklaştıkça, elastisite modülü artar
ve form verme sonrası geri yaylanma özelliği fazlalaşır. Kesmede ise
kesme kuvvetleri artar, koparma sonrası vibrasyon çoğalır. Bu da
zımbanın ağızlarında dökülme/atma problemlerine yol açar. Bu problemi
çözmek için hem mukavemeti daha yüksek hem de tokluğu daha yüksek
çelikler kullanılmak zorundadır.
Bu tür yüksek mukavemetli saçların şekillendirilmesinde uygun malzeme
seçimi yapabilmek için ortaya çıkan hasar mekanizmalarını ve sac
kalitelerinin özelliklerini iyi tanımak gerekmektedir.
2. Otomotiv endüstrisinde kullanılan AHSS türleri
Konvansiyonel düşük ve yüksek mukavemetli çeliklerin (High Strength
Steel -HSS) metalurjisi ve üretimi konvansiyonel çeliklere göre alışılmamış
bazı özellikler içerir.
Bütün AHSS’ler östenit veya östenit + ferrit fazından başlayarak kontrollü
soğutmayla -sıcak haddelenmiş ürünler için haddeleme sırasında, kaplama
veya tavlama yapılmış ürünler için tav fırınlarında- üretilirler [3].
Martenzitik çelikler ise, östenit fazından hızlı soğutma ile östenitin büyük
çoğunluğunu martenzite dönüştürerek üretilirler. Çift fazlı (DP) ferritik-
martenzitik çelikler ise östenit fazından kontrollü soğutmayla (sıcak hadde
ürünlerinde) veya ferrit-östenit çift fazından (sürekli tavlanmış ve sıcak
kaplanmış ürünlerde) hızlı soğumadan önce östenitin bir kısmını ferrite
dönüştürüp, hızlı soğumayla geri kalan kısmını martenzite dönüştürerek
elde edilirler. TRIP çelikleri ise ara sıcaklıkta izotermal tutulma ile bir
miktar baynit oluşturularak üretilirler. TRIP çeliklerinde yüksek silisyum ve
karbon miktarları son mikroyapıda yüksek hacim oranlarında artık östenite
sebep olur. Kompleks fazlı çelikler de benzer soğutma şekliyle üretilirler,
fakat daha az artık östenit eldesi ve daha ince çökeltiler oluşturmak için
kimyasal bileşimleri düzenlenir.
Bu çalışma kapsamında, ilerleyen bölümlerde, üretim tekniğinden ziyade
bu çeliklere ilişkin olarak yapılarından yola çıkarak mekanik özelliklerinin
nasıl geliştiği hakkında temel bilgiler tartışılacaktır.
2.1. Mikro alaşımlanmış YP ve MC Çelik Saclar
YP ve MC çelik saclar mikro alaşımlanmış ve soğuk haddelenmiş çelikler
olup yüksek mukavemet niyobyum ve titanyum gibi metallerin mikro
alaşımlanması ile elde edilmektedir. Bu tarz çeliklerde akma dayanımı ile
çekme dayanımı arasında çok az bir fark olup bükme ve presleme
karakteristikleri akma noktalarına bağlı olarak çok iyidir. Bunlarla birlikte
kaynak edilebilirlilikleri çok iyidir. Bu tarz malzemelerin kalitesi minimum
akma mukavemeti üzerinden tanımlanmaktadır.
2. 2. Çift Fazlı (DP) Çelikler
Çift fazlı çelikler, ferritik matris içerisinde adacıklar şeklinde sert
martenzitik ikincil fazı barındıran çeliklerdir. Yüksek dayanımla beraber

sert ikincil martenzitik fazın hacim oranı artar. Bazı durumlarda, sıcak
haddelenmiş uzamaya karşı yüksek dirençli çeliklerde mikroyapıda önemli
miktarlarda beynit bulunabilir.
Şekil 2.1 Şematik Çift Fazlı (DP) Çelik mikroyapısı [3].
Şekil 2.1, ferrit içerisinde martenzit adalarını gösteren DP çelik
mikroyapısını göstermektedir. Yumuşak ferrit genellikle süreklidir ve
yapıya süneklik verir. Bu çelikler deforme olduklarında, uzama düşük
gerilmelerde yoğunlaşır ve bu çeliklere yüksek sertleşebilirlik özelliği verir.
Sertleşebilirlik ve mükemmel uzama DP çeliklerine aynı akma
dayanımlarındaki konvansiyonel çeliklerden çok daha fazla çekme
dayanımı verir. Şekil 2.2, aynı akma değerlerindeki Yüksek Mukavemetli
Düşük Alaşımlı (HSLA) Çeliklerle Çift Fazlı (DP) Çeliklerin gerilme-gerinim
eğrilerini kıyaslar.

Şekil 2.2 HSLA 350/450 ve DP 350/600 ‘ün kuasi-statik gerilme-gerinim
kıyaslaması [3].
DP ve AHSS konvansiyonel çeliklere kıyasla ayrıca fırında sertleşebilme
etkisine sahiptir. Fırında sertleşebilme etkisi, öngerinimden sonra oluşan
yüksek sıcaklık yaşlanması sonucu akma dayanımındaki artışa denir.
Fırında sertleşebilme etkisinin etkinliği AHSS’de çeliğin özgül kimyası ve
ısısal geçmişi tarafından belirlenir.
DP çeliklerinde pratik soğutma derecelerince karbon, çeliğin
sertleşebilirliğini arttırarak martenzit oluşumunu olanaklı kılar. Mangan,
krom, molibden, vanadyum ve nikel de tek başına veya bileşik halinde
eklendiğinde sertleşebilirliğin artmasını sağlarlar. Silisyum ve fosfor da
karbon gibi martenziti kuvvetlendirir. Bu ilaveler, eş mekanik özellik eldesi
ve iyi nokta kaynak kabiliyeti için dikkatlice eklenirler.
2. 3. Dönüşümle Plastikliği Arttırılmış (TRIP) Çelikler
TRIP çeliklerinin mikroyapısı, birincil ferrit matrisi içerisine gömülmüş artık
östenit şeklindedir [3]. Artık östenitle beraber çeşitli miktarlarda martenzit
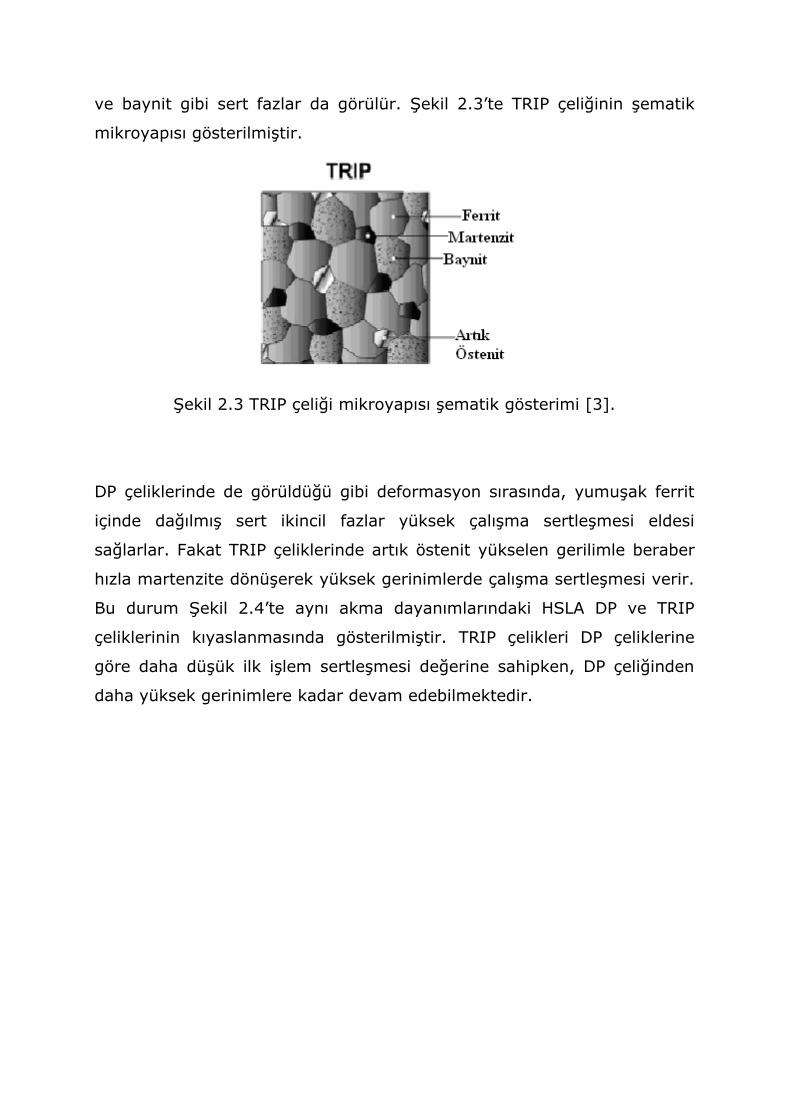
ve baynit gibi sert fazlar da görülür. Şekil 2.3’te TRIP çeliğinin şematik
mikroyapısı gösterilmiştir.
Şekil 2.3 TRIP çeliği mikroyapısı şematik gösterimi [3].
DP çeliklerinde de görüldüğü gibi deformasyon sırasında, yumuşak ferrit
içinde dağılmış sert ikincil fazlar yüksek çalışma sertleşmesi eldesi
sağlarlar. Fakat TRIP çeliklerinde artık östenit yükselen gerilimle beraber
hızla martenzite dönüşerek yüksek gerinimlerde çalışma sertleşmesi verir.
Bu durum Şekil 2.4’te aynı akma dayanımlarındaki HSLA DP ve TRIP
çeliklerinin kıyaslanmasında gösterilmiştir. TRIP çelikleri DP çeliklerine
göre daha düşük ilk işlem sertleşmesi değerine sahipken, DP çeliğinden
daha yüksek gerinimlere kadar devam edebilmektedir.

Şekil 2.4 HSLA 350/450, DP 350/600 ve TRIP 350/600 çeliklerinin kuasi-
statik gerilme-gerinim davranışlarının kıyaslanması [3].
TRIP çeliklerinin çalışma sertleşmesi oranları konvansiyonel HSS’den daha
iyidir. Bu durum tasarımcıların yüksek sertleşme avantajını şekil verildiği
gibi kullanılan parça dizaynında ele almasıyla önem kazanır. TRIP
çeliklerinin bu özellikleri gerinimle şekil verme uygulamalarında DP
çeliklerine göre avantaj sağlar.
TRIP çelikleri martenzit başlangıç sıcaklığını ortam sıcaklığının altına
çekerek artık östenit oluşturmak için daha yüksek karbon miktarı kullanır.
Silis ve alüminyum, baynit bölgesinde karbür çökelmesini önlemek için
kullanılır.
Karbon miktarı değiştirilerek, artık östenitin martenzite dönüşme anındaki
gerinim değeri tasarlanabilir. Düşük karbon değerlerinde, preste basma
işleminde artık östenit deformasyonla beraber hızla martenzite dönüşerek
işlem sertleşmesi oranını ve şekil verilebilirliği yükseltir. Yüksek karbon
değerlerinde ise şekil verme sırasında artık östenit daha kararlıdır. Bu
karbon değerinde artık östenit çarpma olayındaki gibi en son deformasyon
durumlarında martenzite dönüşür.
TRIP çelikleri mükemmel şekil verilebilirlik ve çarpma anındaki yüksek
enerji absorbsiyonu durumları için tasarlanabilir. TRIP çeliklerine alaşım
elementi ilavesi, nokta kaynağı dayanımını düşürür. Bu durum kaynak
yönteminin geliştirilmesiyle düzeltilebilir.
2. 4. Kompleks Fazlı (CP) Çelikler
Kompleks fazlı çelikler yüksek çekme dayanımlarına ulaşan çelik türleridir
[3]. CP çelikleri çok ince mikroyapıdaki ferrit ve yüksek hacim
oranlarındaki ince sert çökeltilerden oluşur. DP ve TRIP çeliklerinde de
bulunan benzer alaşım elementleri kullanılır fakat çoğunlukla az
miktarlarda niyobyum, titanyum ve vanadyum içerirler. CP çelikleri 800
MPa ve üzeri eşdeğer çekme dayanımlarında yüksek akma dayanımı
gösterirler. CP çelikleri yüksek deformasyona uğrama, enerji absorbsiyonu
ve artan deformasyon kapasitesine sahiptirler.
2. 5. Martenzitik (Mart) Çelikler
Martenzitik çelik elde etmek için, sıcak haddeleme ya da tavlama sırasında
oluşan östenit, soğutma işlemi esnasında tamamıyla martenzite
dönüştürülür [3]. Yapı ayrıca, şekillendirme işlemi sonrasında uygulanan
ısıl işlemle de elde edilebilir. Martenzitik çelikler 1700 MPa’a kadar çok
yüksek çekme dayanımlarına çıkabilirler. Martenzitik çelikler çoğunlukla
sünekliğin arttırılması için su verme sonrası temper işlemine tabi
tutulurlar.
Sertleşebilirliğin arttırılması ve martenzitin dayanımının arttırılması için
karbon ilavesi yapılabilir. Şekil 2.5’deki veriler, temperlenmemiş
martenzitte karbon içeriği-çekme dayanımı ilişkisini gösterir.
Sertleşebilirliği arttırmak için ayrıca, mangan, silisyum, krom, molibden,
bor, vanadyum ve nikel ilave edilir.

Şekil 2.5 Temperlenmemiş martenzitte karbon içeriği-çekme dayanımı
ilişkisi [3].
2. 6. Gelişen AHSS Türler
AHSS’in yeteneklerinin yanında otomotiv endüstrisinin ihtiyaçları
doğrultusunda, çelik endüstrisi yeni çelik türleri geliştirme çalışmalarına
devam etmektedir. Bu çelikler ağırlık azatlımı, dayanım artımı ve uzama
artımı için tasarlanırlar. Bu gelişen çeliklere örnek olarak TWIP
(İkizlemeyle plastikliği arttırılmış) Çelikleri ve Nano Tane Boyutlu Çelikler
verilebilir.
2.6.1. IF (Interstitial Free) Çelikleri
IF çelikleri çok düşük karbon oranlarına ve katı çözeltideki element
bileşikleri, karbür/nitrür çökeltileri ve tane saflaştırması gibi temel
sertleştiricilere sahiptir. Bu çelik kategorisinde, dayanımı artırmak için
eklenen ortak element fosfordur (katı çözelti güçlendiricisi). Bu çelik türü
son zamanlarda yapısal uygulamalarda çokça kullanılırlar.
2.6.2. Yumuşak Çelikler
Yumuşak çelikler ferritik mikroyapıya sahiptir. Ana sertleştiriciler; katı
çözeltideki element bileşikleri, karbür/nitrür çökeltileri ve tane
saflaştırması işlemleridir. Çekme kalite çelikleri ve alüminyumu alınmış
çelikler geniş uygulama alanı ve üretim hacimleriyle örnek olarak
verilebilir.
2.6.3. Fırında Sertleştirilebilen (BH) Çelikler
Fırında sertleştirilebilen çelikler ana ferritik mikroyapıdadır ve katı çökelti
sertleştirmesi ile sertleştirilirler. Bu çeliklerin belirleyici özellikleri kimyaları
ve üretimidir. Çelik üretimi esnasında karbon çözeltide tutulur, boya
pişirme esnasında karbonun çözeltiden çıkması sağlanır. Bu sayede şekil
verilmiş çeliğin akma dayanımı yükselir.
2.6.4. İzotropik Çelikler
İzotropik çelikler esas olarak ferritik mikroyapıdadır. Bu çeliklerin özelliği
‘delta r’ değerinin sıfıra eşit olmasıdır.
2.6.5. Karbon-Mangan (CM) Çelikleri
Yüksek mukavemetli karbon-mangan çelikleri üretim esası olarak katı
çözelti sertleşmesi ile dayanımları arttırılır.
3. Kesme ve Form verme Kalıpları için Takım Çeliği Seçimi
Soğuk iş uygulamalarında kullanılan takım çeliklerinden beklenen en
önemli özellik yüksek sertliktir. Bunun en önemli sebebi ise genellikle iş
parçalarının yüksek sertlikte olmasıdır. Yüksek sertlik ebetteki beraberinde
yüksek plastik deformasyon direnci ve soğuk iş takım çeliklerinde yüksek
aşınma dayanımını birlikte getirmektedir. Yüksek sertlik seviyelerinin
direkt sonucu olarakta soğuk iş uygulamalarında kullanılacak çeliklerin
martenzitik yapıda olmaları gerektiğidir ki bu da ancak bu çeliklerin
içerdikleri yüksek karbon miktarı ile mümkün alabilmektedir. Soğuk iş

takım çeliklerinde karbon yüksek sertlik seviyelerini elde edebilmek için en
önemli elementtir.
Takım çeliklerinin seçiminde en önemli gösterge, uygulamaya bağlı olarak
ortaya çıkan hasar mekanizmalarıdır. Baskın olan hasar mekanizması
saptanmalı ve bu hasar mekanizmasını devre dışı bırakmak yada
geciktirmek için ihtiyaç duyulan özelliği en üstün çelik türü bu uygulamada
seçilmelidir.
3.1. Hasar Mekanizmaları
Soğuk iş takım çeliklerinin kullanıldığı uygulamalarda temel olarak beş
farklı hata mekanizması vardır [5]. Bunlar aşağıda sıralanmıştır:
• Aşınma
o Abrasif Aşınma
o Adhesif (Sıvanmalı) Aşınma
• Ağız Dökülmesi (Atma)
• Plastik Deformasyon (Çökme)
• Kırılma
• Sıvanma
Şekil 3.2 Soğuk iş takımlarında hasar mekanizmaları [4].
Bu mekanizmalardan biri baskın olmak üzere bir kaçı ya da tamamı aynı
kalıpta görülebilir. Önemli olan kalıbın ömrünü belirleyen mekanizmayı
saptamak ve buna karşı önlem almaktır. Aşağıda bu hasar mekanizmaları
ile takım çeliği özelliklerinin ilişkileri ele alınacaktır.
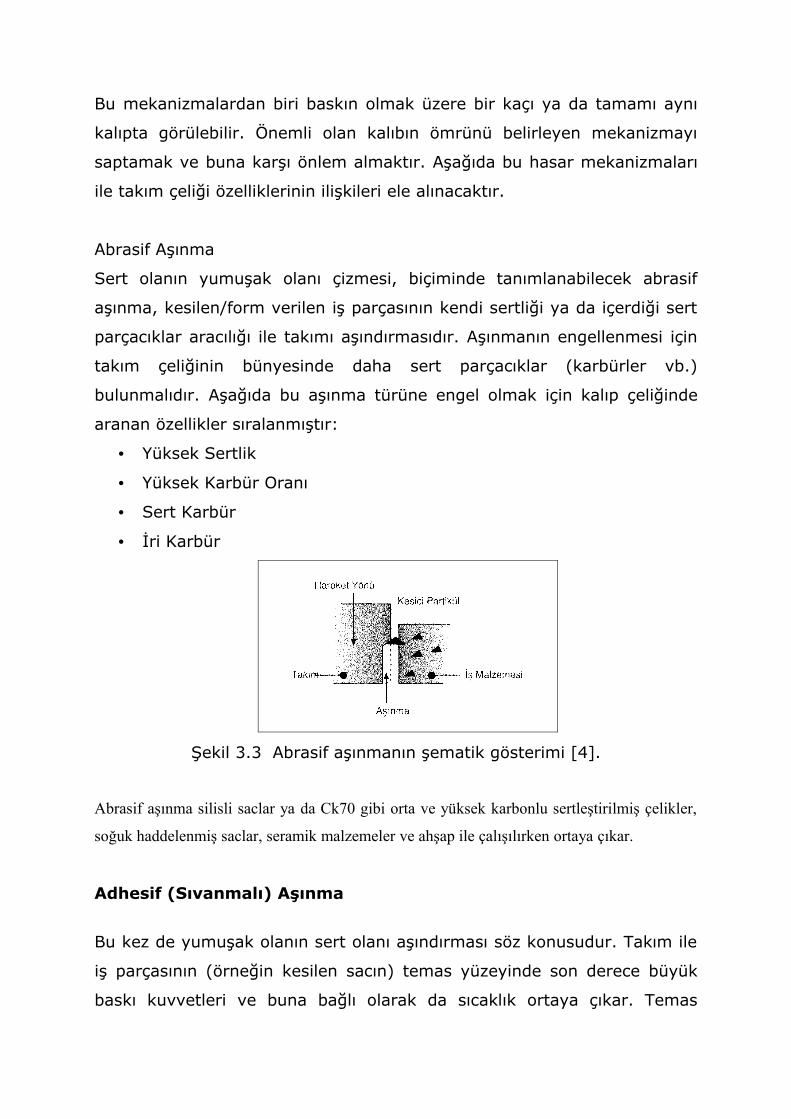
Abrasif Aşınma
Sert olanın yumuşak olanı çizmesi, biçiminde tanımlanabilecek abrasif
aşınma, kesilen/form verilen iş parçasının kendi sertliği ya da içerdiği sert
parçacıklar aracılığı ile takımı aşındırmasıdır. Aşınmanın engellenmesi için
takım çeliğinin bünyesinde daha sert parçacıklar (karbürler vb.)
bulunmalıdır. Aşağıda bu aşınma türüne engel olmak için kalıp çeliğinde
aranan özellikler sıralanmıştır:
• Yüksek Sertlik
• Yüksek Karbür Oranı
• Sert Karbür
• İri Karbür
Şekil 3.3 Abrasif aşınmanın şematik gösterimi [4].
Abrasif aşınma silisli saclar ya da Ck70 gibi orta ve yüksek karbonlu sertleştirilmiş çelikler,
soğuk haddelenmiş saclar, seramik malzemeler ve ahşap ile çalışılırken ortaya çıkar.
Adhesif (Sıvanmalı) Aşınma
Bu kez de yumuşak olanın sert olanı aşındırması söz konusudur. Takım ile
iş parçasının (örneğin kesilen sacın) temas yüzeyinde son derece büyük
baskı kuvvetleri ve buna bağlı olarak da sıcaklık ortaya çıkar. Temas

anındaki bu koşullar takım-iş parçası temas yüzeyinde Şekil 3.4’te
görüldüğü gibi anlık mikro kaynaklar meydana gelir. Bu kaynaklar bir an
sonra, uygulanan kesme kuvveti ile kopar gider. Sorulması gereken soru,
bu kaynaklar koparken, takımdan da bir parçayı beraberinde koparıp
koparmadığıdır. Bu durumu engellemek için takım çeliğinden aşağıdaki
özellikler beklenir:
• Yüksek Sertlik ve Yüzey Sertliği
• Düşük Sürtünme Katsayısı
• Yüksek Süneklik/Yüksek Tokluk
Bu tür aşınmaya tipik olarak paslanmaz çelikler, yumuşak çelikler, bakır ve
alüminyum gibi yumuşak malzemelerle çalışılırken rastlanır.
Şekil 3.4 Adhesif (Sıvanmalı) aşınmanın şematik gösterimi [4].
Adhesif aşınma, özellikle derin çekme, soğuk dövme, haddeleme ve kesme
sırasında ortaya çıkar.
Karışık Aşınma
Unutulmamalıdır ki her zaman bu iki aşınma tipi aynı uygulamada birlikte
bulunur. Ancak birinin daha belirleyici olduğuna çok sık rastlanır. Kimi
zaman ise, örneğin sertleştirilmiş paslanmaz çeliğin kesilmesinde,
aşınmayı engellemek için her iki aşınma için de önlem alınmalıdır.
Ağız Dökülmesi

Kullanım sırasında atma olarak karşımıza çıkan ve aslında düşük çevrimli
yorulma olan ağız dökülmesi, kalıbın/takımın çalışan kenarında oluşan
mikro çatlakların kısa sürede büyüyerek ve esas olarak birbirleriyle
birleşerek kesici köşeden parça kopmasına neden olmasıdır. Ağız
dökülmesinin önüne ancak:
• Sünekliği Yüksek Takım Çeliği
• Tokluğu Yüksek Takım Çeliği
kullanarak geçilebilir.
Sıvanma
Sıvanma, yumuşak, adhesif metallerin kesilmesinde, derin çekilmesinde
karşılaşılan yapışma problemidir. Kalıbın ya da takımın kesici köşesine
yapışan ve burada üst üste yığılarak biriken iş parçasından parçacıklar,
basınç altında ezilerek sertleşir ve kesici köşenin işlevini üstlenir, kesmeyi
gerçekleştirir. Ancak, köşedeki bu yığın bir adım sonra koparak hem kesici
köşeden parça koparır hem de kalıpta çizilmeye yol açar. Bunu engellemek
için:
• Yüzey sertliğini artırmak
• Sürtünme katsayısını düşürmek
• Tok çelik kullanmak gereklidir.
Plastik Deformasyon
Kullanım sırasında çökme, ağız dönmesi olarak karşımıza çıkan plastik
deformasyon aslında, kullanılan kalıp malzemesinin bu uygulamada yeterli
akma dayanımına sahip olmadığı anlamına gelmektedir. Çökmenin önüne
geçmek için:
• Yüksek sertlik
• Yüksek akma dayanımlı çelik
Kullanmak gerekir.

Kırılma
Tasarım aşamasından başlayarak kullanım ve üretim şartlarına kadar her
adımda, kalıbın kırılmasına yol açabilecek nedenler yaratmak mümkündür:
Keskin köşeler, kalem izi bırakılmış işleme, taşlama hataları, ısıl işlem
hataları, erozyon (EDM) hasarları, kaynak hataları, kullanımda bindirme,
ayarsızlık vb. gibi. Bunun dışında, kalıpta ağız dökülmesi, deformasyon
hatta aşınma ortaya çıktığında gerekli önlemlerin hemen devreye
alınmaması ve hasarlı kalıpların çalıştırılması da kırılmanın oluşmasına yol
açabilir. Bu tür hataları tolere edebilmek ancak bir ölçüde mümkündür.
Bunun için ise:
• Düşük sertlik seçimi
• Tokluğu yüksek çelik kullanılmalıdır.
Şekil 3.5 Kalıpta oluşması muhtemel hasarlara karşı alınabilecek önlemler
Aslında soğuk iş uygulamalarında kullanılan takım çelikleri yüksek aşınma
direnci ile birlikte kırılmayacak kadar tok/sünek ve mukavemetinin de aynı
zamanda keseceği yada form vereceği iş parçasından daha yüksek olması
gerekmektedir. Şekil 3.6’da Soğuk iş takım çeliklerinin hasarlara karşı
direnci karşılaştırılmış olarak verilmiştir.
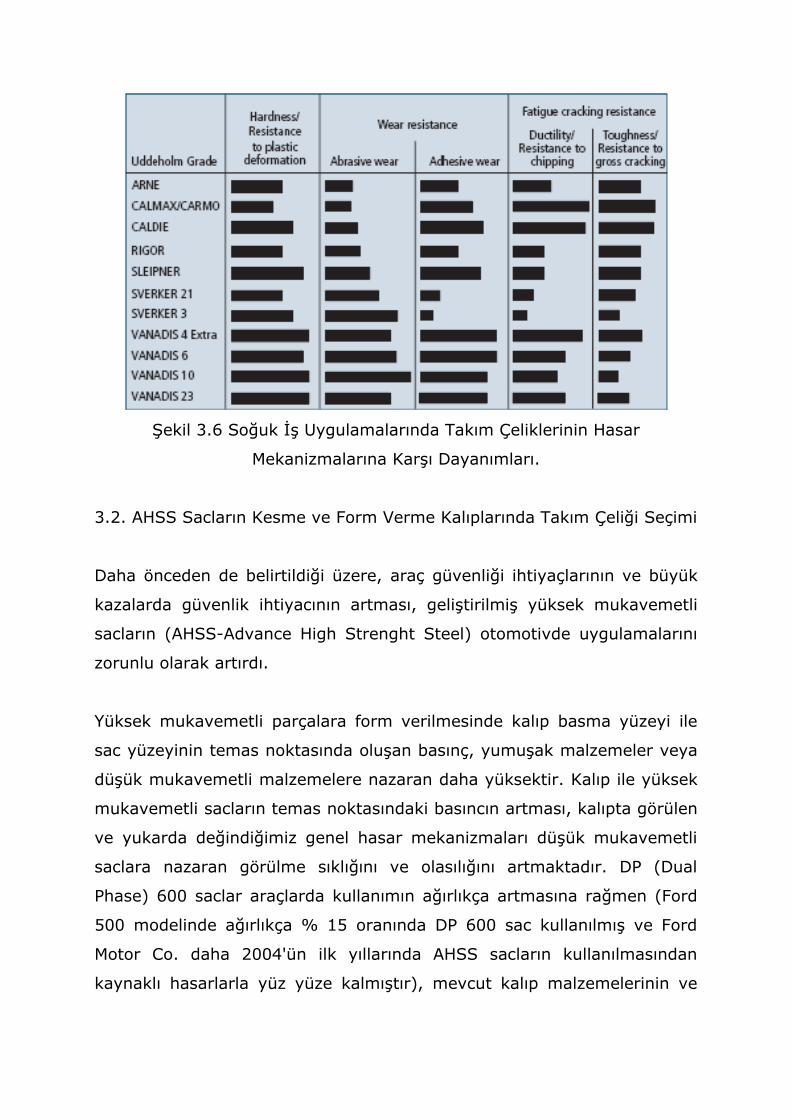
Şekil 3.6 Soğuk İş Uygulamalarında Takım Çeliklerinin Hasar
Mekanizmalarına Karşı Dayanımları.
3.2. AHSS Sacların Kesme ve Form Verme Kalıplarında Takım Çeliği Seçimi
Daha önceden de belirtildiği üzere, araç güvenliği ihtiyaçlarının ve büyük
kazalarda güvenlik ihtiyacının artması, geliştirilmiş yüksek mukavemetli
sacların (AHSS-Advance High Strenght Steel) otomotivde uygulamalarını
zorunlu olarak artırdı.
Yüksek mukavemetli parçalara form verilmesinde kalıp basma yüzeyi ile
sac yüzeyinin temas noktasında oluşan basınç, yumuşak malzemeler veya
düşük mukavemetli malzemelere nazaran daha yüksektir. Kalıp ile yüksek
mukavemetli sacların temas noktasındaki basıncın artması, kalıpta görülen
ve yukarda değindiğimiz genel hasar mekanizmaları düşük mukavemetli
saclara nazaran görülme sıklığını ve olasılığını artmaktadır. DP (Dual
Phase) 600 saclar araçlarda kullanımın ağırlıkça artmasına rağmen (Ford
500 modelinde ağırlıkça % 15 oranında DP 600 sac kullanılmış ve Ford
Motor Co. daha 2004'ün ilk yıllarında AHSS sacların kullanılmasından
kaynaklı hasarlarla yüz yüze kalmıştır), mevcut kalıp malzemelerinin ve

dizaynlarının korunması ile kalıplarda hasarlardan kaynaklı riskler
meydana gelmektedir.
Genel olarak yüksek mukavemetli saclarla çalışıldığında yukarıda
bahsedilen hasar mekanizmalarının birçoğu etkin olmasına rağmen
aşağıda belirtilen hasarlarla da karşılaşılmaktadır.
• Kaplama yapılmış kalıplarda kaplamaların kalkması,
• Çekme yüzeylerinde çentiklerin açılması(derin çiziklerin meydana
gelmesi),
• Form verme kalıplarında çekme yüzeylerinde aşınmalar,
• Kırılmış veya plastik deformasyona uğramış kalıp pabuçları,
• Aşınmadan ve plastik deformasyondan kaynaklı kesme ağızlarında
yuvarlanmalar,
• Zımbalarda kırılmalar.
Yukarıdaki hasar mekanizmaları kalıp ile temas basıncının artmasından
kaynaklanmamakta bununla birlikte karşılaşma sıklığı artan abrasif ve
adhesif aşınmanın, yorulmanın, plastik deformasyondan kaynaklanan
hasarları gidermek için yapılan kaynak işlemleri ve kaynak katmanlarının
artmasının da katkısı olmakta. Bu kaynak katmalarını yinelemek,
kalıplarda yumuşak bölgelere, kırılgan bölgelere ve artık gerilmelere neden
olmaktadır.
3.2.1 Form Verme Kalıplarında Takım Çeliği Seçimi.
Form verme uygulamalarında, sıvanma, adhesif aşınma ve plastik
deformasyon en sık görülen hasar mekanizmalarıdır. Geliştirilmiş yüksek
mukavemetli sacların (AHSS) form verilmesinde sacların akma dayanımları
düşük mukavemetli saclara nazaran daha yüksek olduğundan uygulanan
pres kuvveti de artmaktadır.

Geliştirilmiş yüksek mukavemetli sacların form verilmesinde takım çeliği
seçme kriteri genellikle sacın kaplamalı olup olmamasına bağlıdır. Form
verme operasyonlarının karışıklılığı ve üretim adetlerinin yüksekliği ayrıca
göz önünde bulundurulması gereken hususlardır. Bunlarla birlikte
aşağıdaki kriterler mutlaka göz önünde bulundurulmalıdır.
• Çalışan kalıp yüzeyindeki sürtünme katsayısı mümkün olduğu kadar
düşük olmalıdır. Mümkünse yüzey pürüzlülüğü Ra ≤0,2 μm olmak
üzere parlatmalıdır. Bu işlem çalışma yönünde yapıldığında
malzemenin sıvanma dayanımını mümkün olduğu kadar
artırmaktadır.
• Konvansiyonel takım çelikleri özelliklede kaplamasız konvansiyonel
takım çelikleri kaplamasız geliştirilmiş yüksek mukavemetli sacların
form verilmesinde ihtiyaç duyulan kalıp ihtiyaçlarını
karşılayamamaktadır.
• Vancron 40 gibi yeni geliştirilmiş nitrojen alaşımlı takım çelikleri zor
uygulamalarda kalıp performansını artıran potansiyele sahiptir.
• Takım çeliği sertliğinin 58-59 HRc fazla olması ile aşınma, sıvanma
ve plastik deformasyon gibi hasar mekanizmalarının önüne geçmek
mümkündür. Bunun içinde yeni nesil çeliklerin kullanımı zaruridir.
Zira geliştirilmiş yüksek mukavemetli sacların akma dayanımları
yüksek olduğundan kullanılacak takım çeliğinin de yüksek akma
dayanımına sahip olması gereklidir. Ama düşük tokluğa sahip 1.2379
gibi konvansiyonel takım çeliklerinin bu sertliğin üstünde
kullanılması ise diğer problemlerle karşılaşılmasına neden olacaktır.
• Takım çeliklerinin plazma nitrasyon ile yapılan yüzey işlemleri
yüksek üretim adetlerinde sıvanma problemi için çözüm
olmamaktadır.
• CrN, TiN gibi PVD kaplamalar sıvanma gibi problemlerin önüne
geçmek için taban malzemesinin sertliğinin 58-59HRc’nin üstünde
olmak koşulu ile çözüm olabilmektedir.
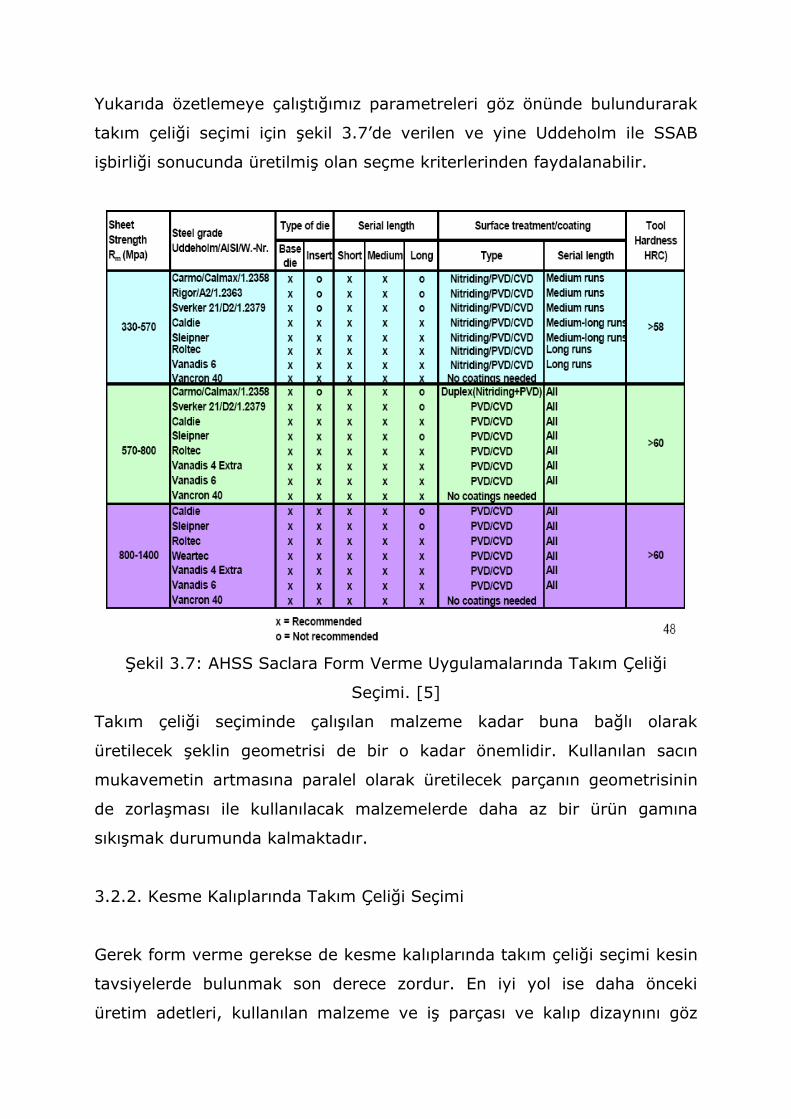
Yukarıda özetlemeye çalıştığımız parametreleri göz önünde bulundurarak
takım çeliği seçimi için şekil 3.7’de verilen ve yine Uddeholm ile SSAB
işbirliği sonucunda üretilmiş olan seçme kriterlerinden faydalanabilir.
Şekil 3.7: AHSS Saclara Form Verme Uygulamalarında Takım Çeliği
Seçimi. [5]
Takım çeliği seçiminde çalışılan malzeme kadar buna bağlı olarak
üretilecek şeklin geometrisi de bir o kadar önemlidir. Kullanılan sacın
mukavemetin artmasına paralel olarak üretilecek parçanın geometrisinin
de zorlaşması ile kullanılacak malzemelerde daha az bir ürün gamına
sıkışmak durumunda kalmaktadır.
3.2.2. Kesme Kalıplarında Takım Çeliği Seçimi
Gerek form verme gerekse de kesme kalıplarında takım çeliği seçimi kesin
tavsiyelerde bulunmak son derece zordur. En iyi yol ise daha önceki
üretim adetleri, kullanılan malzeme ve iş parçası ve kalıp dizaynını göz

önünde bulundurmak sureti ile deneyimdir. Bununla birlikte genel bir fikir
verebilmek açısından İsveçli takım çeliği üreticisi Uddeholm ile AHSS
üreticisi SSAB tarafından yapılan çalışmaların özet sonuçlarını resmeden
Şekil 3.8’den faydalanılabilir.
Fakat AHSS’ler söz konusu olduğundan ise çok az deneyin biriktirildiğini
göz önünde bulundurmak gerekmektedir. Yumuşak saclar söz konusu
olduğunda kesme kalıbının hangi malzemeden imal edileceği çok büyük bir
problem değildi. Fakat AHSS saclar kullanılmaya başlandıktan sonra
görüldü ki konvansiyonel olarak üretilmiş ve yumuşak sacların kesme
kalıplarında kullanılan malzemeler üretimin verimliliği ve kalıp ekonomisi
açısından iyi sonuç verememektedir.
Kullanılan sacın mukavemeti arttıkça kullanılabilecek uygun çelik kalitesi
ise azalmakta. Genellikle sac kalınlığı sabit kaldıkça 1200 MPa’a kadar
kalıp çeliği sertliğinin artırılması önerilir. Ama bu mukavemet değerinin
üzerine çıkıldığında konvansiyonel olarak üretimli malzemelerde özellikle
1.2379 kalitesindeki soğuk iş takım çelikleri söz konusu olduğunda 62
HRc’nin üzerine çıkıldığı takdirde malzemede atma ve kırılma problemleri
görülmeye başlayacaktır. Elbette ki bu tarz hazarlarda kalıbın yüzey
özellikleri ve keskin köşelerde son derece etkilidir. Üretim adedinin
artması, kalıp dizaynının karmaşık olması ve kullanılan sacın sertlik
seviyesi kullanılacak malzemenin özellikle ağız dökülmesine ve kırılmaya
karşı mukavemetli olmasını gerekmektedir. Örneğin Caldie, Vanadis 4E ve
Sleipner gibi. Bu malzemeler yüksek sertlikte kullanılmalarına rağmen
özellikle ağız atmaları ve yüksek toklukları nedeni ile aşınma dayanımları
da konvansiyonel malzemeler ile karşılaştırıldığında iyi sonuçlar elde
etmek mümkün olmaktadır.

Şekil 3.8 AHSS Sacların Kesme Uygulamalarında Takım Çeliği Seçimi [5]
Takım çeliği ve ısıl işlemi ile birlikte kalıp dizaynıda son derece önemli hale
gelmektedir. Örneğin kalıp boşluğu göz önünde bulunduracak olursak;
yumuşak ya da düşük mukavemetli sacların kesme kalıplarına nazaran
AHSS saclarla çalışıldığında kalıp boşluğu kalıp ömrü açısından son derece
önemli bir parametre olmaktadır. 1000 MPa mukavemete kadar yüksek
kalıp boşlukları kalıp ömrü açısından son derece iyi sonuçlar verirken sac
mukavemeti 1000MPa nın üstüne çıktığında ise yüksek kalıp boşlukları
kalıplarda ağız atmalarına sebebiyet verip kalıp ömrünü düşürmektedir.
4. Sonuç yerine Uygulama Örnekleri
Aşağıda yüksek mukavemetli sacların form verme ve kesme kalıplarına
yönelik bazı uygulamalar verilmiştir.
4.1. Güvenlik parçasında 2379 ile Vanadis 4 Kıyaslaması
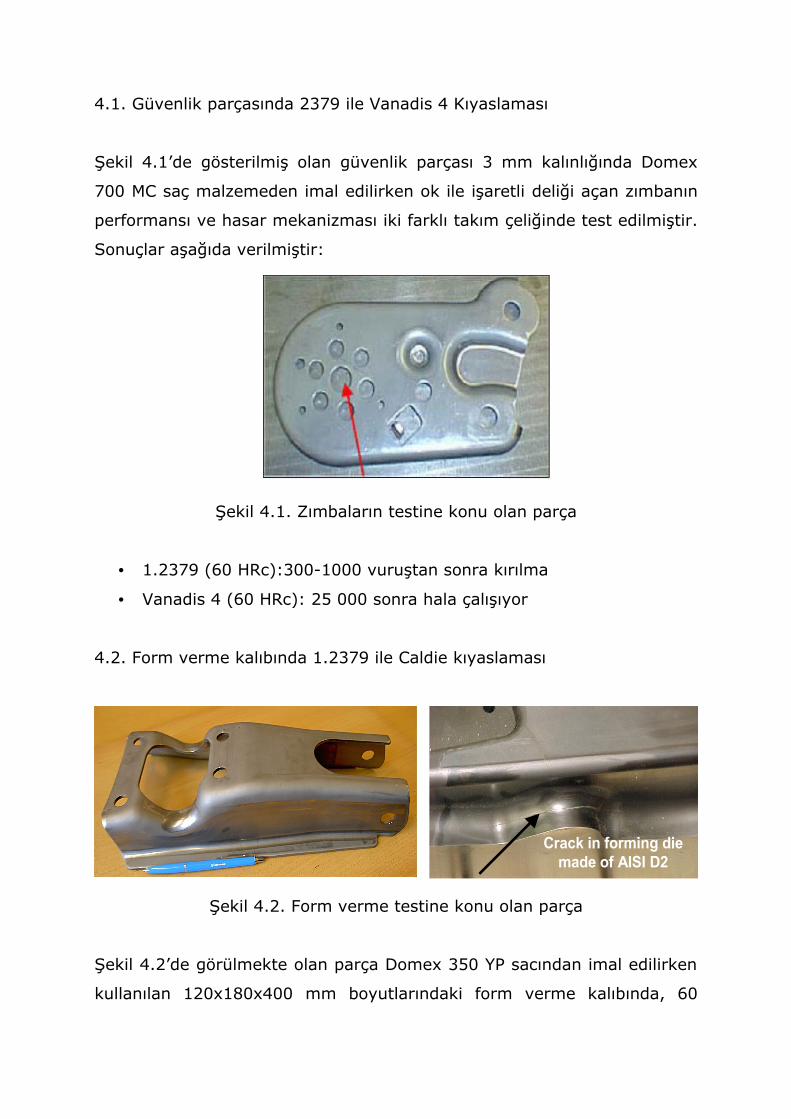
Şekil 4.1’de gösterilmiş olan güvenlik parçası 3 mm kalınlığında Domex
700 MC saç malzemeden imal edilirken ok ile işaretli deliği açan zımbanın
performansı ve hasar mekanizması iki farklı takım çeliğinde test edilmiştir.
Sonuçlar aşağıda verilmiştir:
Şekil 4.1. Zımbaların testine konu olan parça
• 1.2379 (60 HRc):300-1000 vuruştan sonra kırılma
• Vanadis 4 (60 HRc): 25 000 sonra hala çalışıyor
4.2. Form verme kalıbında 1.2379 ile Caldie kıyaslaması
Şekil 4.2. Form verme testine konu olan parça
Şekil 4.2’de görülmekte olan parça Domex 350 YP sacından imal edilirken
kullanılan 120x180x400 mm boyutlarındaki form verme kalıbında, 60
Crack in forming die made of AISI D2

HRc’ye sertleştirilmiş ve CVD ile CrN kaplanmış, iki farklı soğuk iş takım
çeliği test edilmiş olup aşağıdaki sonuçlara ulaşılmıştır.
• 1.2379: 1-100 baskı arası kırılma (Okla gösterilen bölge.)
• Caldie: >100.000 baskıdan sonra çalışmaya devam ediyor
Kaynakça:
1. Carlsson, B., ‘Choice of Tool Materials for Punching and Forming of
Extra- and Ultra High Strength Steel Sheet’, 3rd International
Conference and Exhibition on Design and Production of Dies and
Molds, 2004, Bursa-Turkey.
2. Casas, B., Marco, D., Vals, I., ‘Tool Steels for Shaping AHSS’, 7th
International Tooling Conference Tooling Materials and Their
Applications from Research to Market, Volume 2, 2006, Politecnico
di Torino.
3. International Iron & Steel Institute Commitee on Automotive
Applications, ‘Advanced High Strength Steel (AHSS) Application
Guidelines’, March 2005.
4. Kılınç, T., YTÜ Lisans Bitirme Tezi, Otomotiv Endüstrisinde Yüksek
Mukavemetli Saçların Şekillendirilmesinde Kullanılan Takım
Çeliklerindeki Gelişmeler, 2007
5. Tooling Solutions For Advanced High Strenght Steels, Selection
Guidelines, Uddeholm, SSAB.
6. ULSAB-AVC Overview Report