Embed Size (px)
Citation preview
UNIVERSIDAD CESAR VALLEJOFACULTAD DE INGENIERIA
ESCUELA:
Ingeniería Industrial
CURSO:
INGENIERIA DE PLANTA
PROFESOR:Ing. LUIS LARREA COLCHADO
TEMA:
Proyecto de Diseño de Planta de Mermelada y Néctar de Piña
INTEGRANTES: MANUEL ALEXANDER SANCHEZ DAVILA
CHIMBOTE - PERU
EMPTRESA DEDICADA AL PROCESO DE ELABORACION DE MERMELADA Y
NECTAR DE PIÑA EN LA LIBERTAD.
1.- DEFINICIÓN DE UNIDADES DE NEGOCIO
1.1.-Néctar : El néctar de fruta es definido por el organismo nacional Indecopi antes ITINTEC
como” un producto constituido por el jugo y pulpa de la fruta , finamente dividida y tamizada ,
adicionada de agua , azúcar y sometido a una tratamiento que asegure su conservación”.
1.2.-Mermelada: Para los países de habla inglesa la mermelada es una jalea hecha de fruta
cítrica preparada con zumo de corteza y azúcar concentrada de forma que adquiera la apariencia
de aquella, de la que únicamente la distingue la presencia de cortezas.
Las mermeladas constituyen una de las diferentes formas de conservación de las frutas o sus
derivados, debido a una alta concentración de azúcar.
2.-OBJETIVOS
2.1.-OBJETIVO GENERAL.
Comprobar la posibilidad real de penetración del producto en el mercado de la región la libertad
(Ascope, Trujillo, Viru, Cartavio).
3.- DEFINICIÓN DEL CLIENTE
Los productos del proyecto, estarán dirigidos a personas de nivel socio económico medio-bajo,
medio-alto y alto, principalmente perteneciente a las personas de la zona urbana residentes en la
región La Libertad (Ascope, Viru, Trujillo, Cartavio).
4.- AREA DE MERCADO
Definido como el espacio geográfico que se pretende cubrir con el proyecto, sen determino que
la empresa tratara en un inicio el mercado de las siguientes ciudades: Trujillo, Ascope, Viru,
Cartavio.
5.- COMPETITIVIDAD DE MERCADO
5.1.- SITUACIÓN ACTUAL DEL MERCADO DE NÉCTARES Y MERMELADAS:
El crecimiento d la población mundial, especialmente urbana, la necesidad de los alimentos
envasados y la tendencia de una alimentación saludable incrementa el consumo de derivados de
fruta (néctares y mermeladas), lo que implica la necesaria industrialización de los diversos tipos
de fruta.
5.2.- MERCADO NACIONAL DE FRUTA
Los indicadores nacionales muestran a crecer de los mercados para las principales frutas frescas
en especial de la piña.
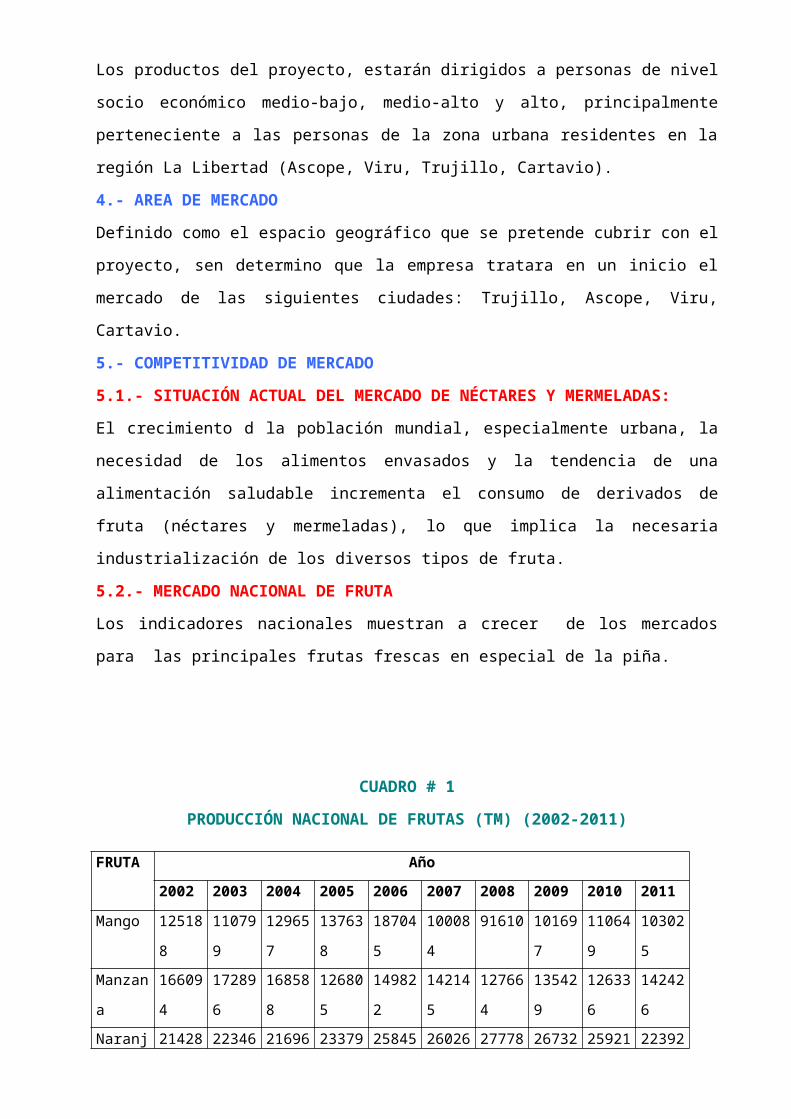
CUADRO # 1
PRODUCCIÓN NACIONAL DE FRUTAS (TM) (2002-2011)
FRUTA Año
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Mango 125188 110799 129657 137638 187045 100084 91610 101697 110649 103025
Manzana 166094 172896 168588 126805 149822 142145 127664 135429 126336 142426
Naranja 214280 223460 216960 233799 258458 260264 277786 267320 259214 223924
Piña 106746 112835 125542 127781 110000 125528 127815 114698 130538 135429
FUENTE: Ministerio de agricultura y dirección general de información agraria.
5.3.- MERCADO REGIONAL DE FRUTA
La región La Libertad cuenta con numerosos valles en los que se cultiva diversos tipos de
frutales.
La producción que se aprovechara para el proyecto considera la producción frutícola
proveniente de la región La Libertad (Chao, Virú, Moche, Simbal, Poroto y Chicama).
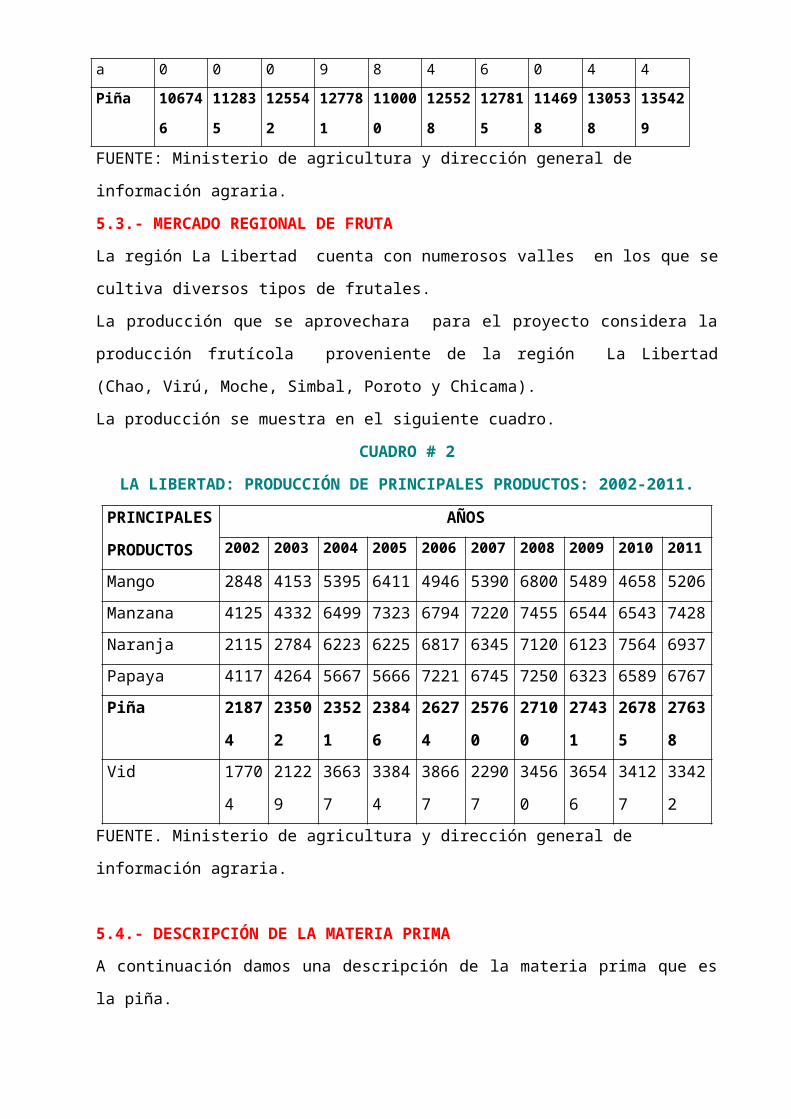
La producción se muestra en el siguiente cuadro.
CUADRO # 2
LA LIBERTAD: PRODUCCIÓN DE PRINCIPALES PRODUCTOS: 2002-2011.
PRINCIPALES
PRODUCTOS
AÑOS
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Mango 2848 4153 5395 6411 4946 5390 6800 5489 4658 5206
Manzana 4125 4332 6499 7323 6794 7220 7455 6544 6543 7428
Naranja 2115 2784 6223 6225 6817 6345 7120 6123 7564 6937
Papaya 4117 4264 5667 5666 7221 6745 7250 6323 6589 6767
Piña 21874 23502 23521 23846 26274 25760 27100 27431 26785 27638
Vid 17704 21229 36637 33844 38667 22907 34560 36546 34127 33422
FUENTE. Ministerio de agricultura y dirección general de información agraria.
5.4.- DESCRIPCIÓN DE LA MATERIA PRIMA
A continuación damos una descripción de la materia prima que es la piña.
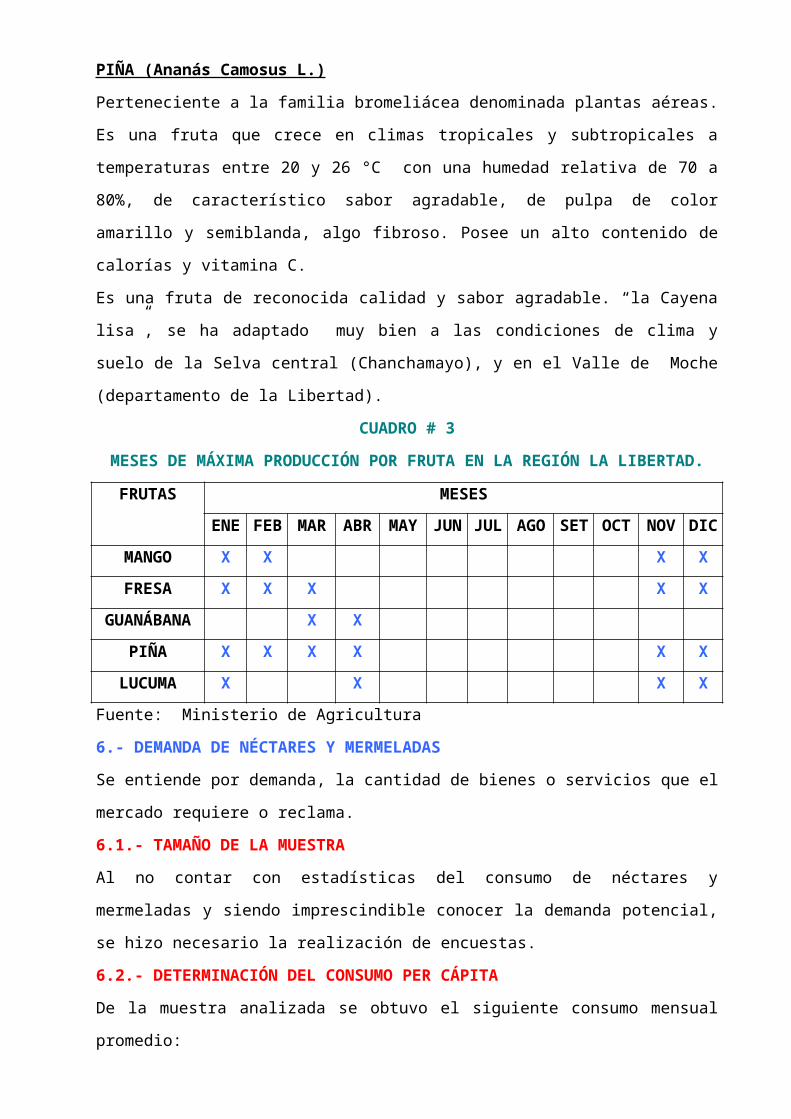
PIÑA (Ananás Camosus L.)
Perteneciente a la familia bromeliácea denominada plantas aéreas.
Es una fruta que crece en climas tropicales y subtropicales a temperaturas entre 20 y 26 °C con
una humedad relativa de 70 a 80%, de característico sabor agradable, de pulpa de color amarillo
y semiblanda, algo fibroso. Posee un alto contenido de calorías y vitamina C.
Es una fruta de reconocida calidad y sabor agradable. “la Cayena lisa”, se ha adaptado muy bien
a las condiciones de clima y suelo de la Selva central (Chanchamayo), y en el Valle de Moche
(departamento de la Libertad).
CUADRO # 3
MESES DE MÁXIMA PRODUCCIÓN POR FRUTA EN LA REGIÓN LA LIBERTAD.
FRUTAS MESES
ENE FEB MAR ABR MAY JUN JUL AGO SET OCT NOV DIC
MANGO X X X X
FRESA X X X X X
GUANÁBANA X X
PIÑA X X X X X X
LUCUMA X X X X
Fuente: Ministerio de Agricultura
6.- DEMANDA DE NÉCTARES Y MERMELADAS
Se entiende por demanda, la cantidad de bienes o servicios que el mercado requiere o reclama.
6.1.- TAMAÑO DE LA MUESTRA
Al no contar con estadísticas del consumo de néctares y mermeladas y siendo imprescindible
conocer la demanda potencial, se hizo necesario la realización de encuestas.
6.2.- DETERMINACIÓN DEL CONSUMO PER CÁPITA
De la muestra analizada se obtuvo el siguiente consumo mensual promedio:
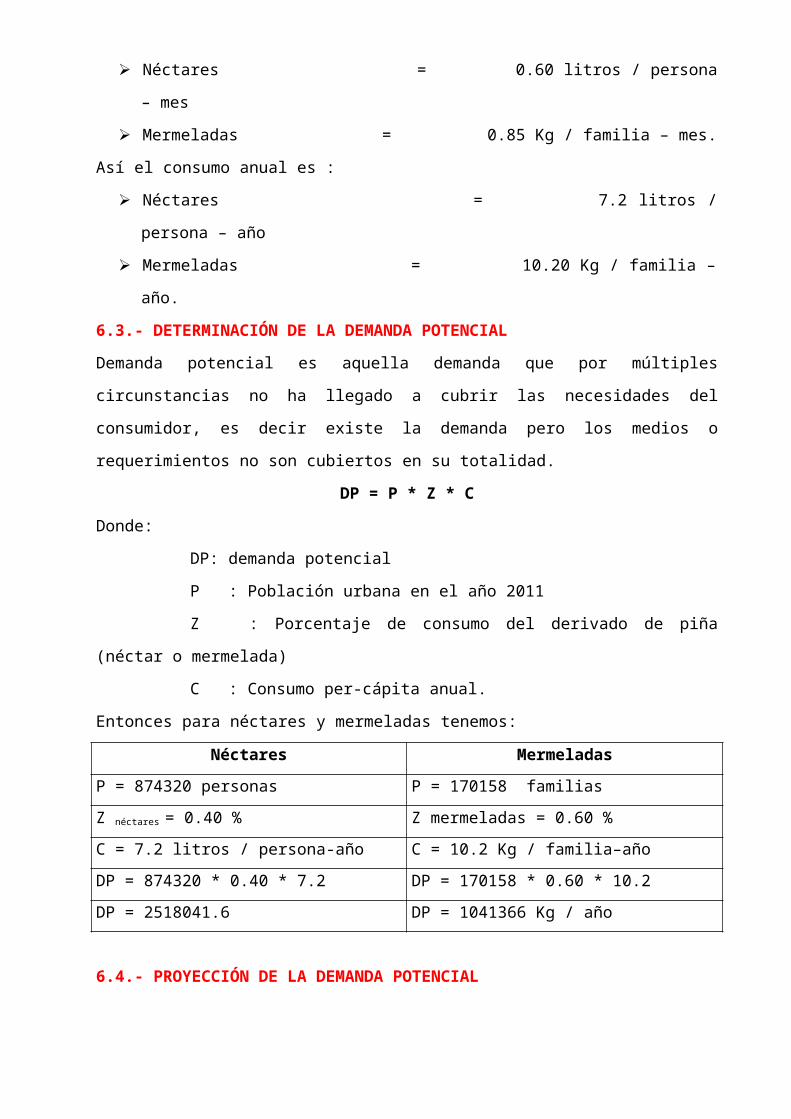
Néctares = 0.60 litros / persona – mes
Mermeladas = 0.85 Kg / familia – mes.
Así el consumo anual es :
Néctares = 7.2 litros / persona – año
Mermeladas = 10.20 Kg / familia – año.
6.3.- DETERMINACIÓN DE LA DEMANDA POTENCIAL
Demanda potencial es aquella demanda que por múltiples circunstancias no ha llegado a cubrir
las necesidades del consumidor, es decir existe la demanda pero los medios o requerimientos no
son cubiertos en su totalidad.
DP = P * Z * C
Donde:
DP: demanda potencial
P : Población urbana en el año 2011
Z : Porcentaje de consumo del derivado de piña (néctar o mermelada)
C : Consumo per-cápita anual.
Entonces para néctares y mermeladas tenemos:
Néctares Mermeladas
P = 874320 personas P = 170158 familias
Z néctares = 0.40 % Z mermeladas = 0.60 %
C = 7.2 litros / persona-año C = 10.2 Kg / familia–año
DP = 874320 * 0.40 * 7.2 DP = 170158 * 0.60 * 10.2
DP = 2518041.6 DP = 1041366 Kg / año
6.4.- PROYECCIÓN DE LA DEMANDA POTENCIAL
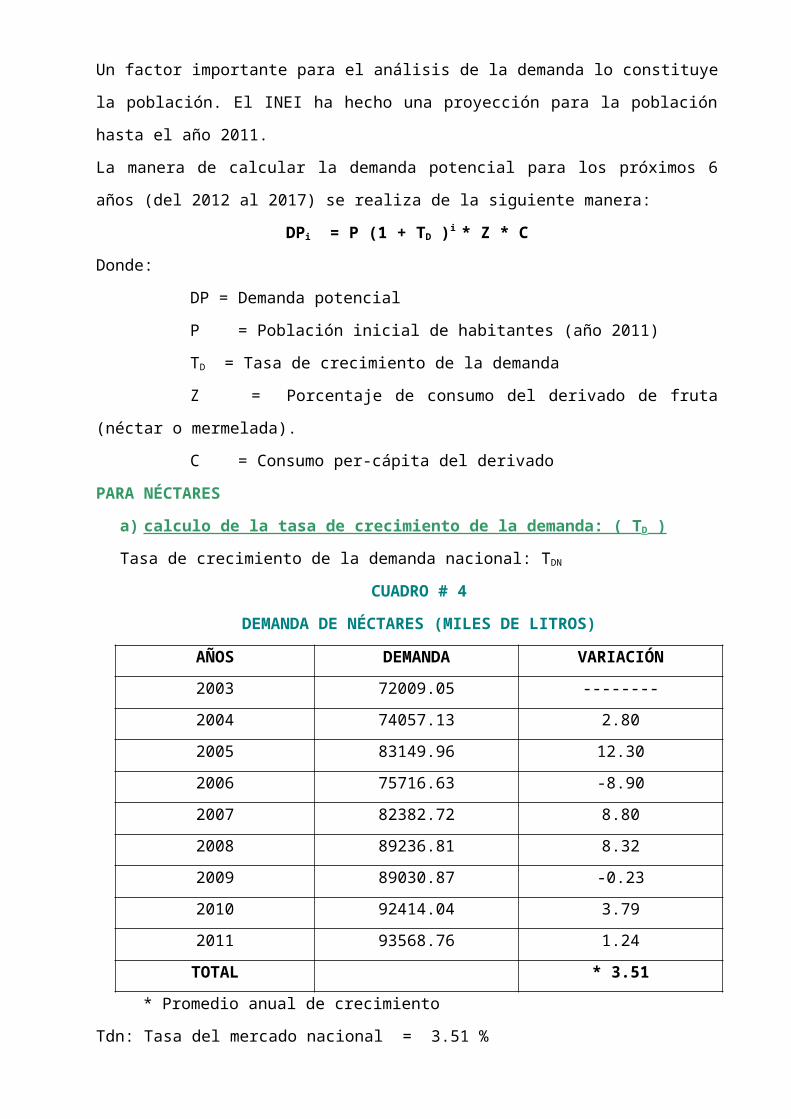
Un factor importante para el análisis de la demanda lo constituye la población. El INEI ha hecho
una proyección para la población hasta el año 2011.
La manera de calcular la demanda potencial para los próximos 6 años (del 2012 al 2017) se
realiza de la siguiente manera:
DPi = P (1 + TD )i * Z * C
Donde:
DP = Demanda potencial
P = Población inicial de habitantes (año 2011)
TD = Tasa de crecimiento de la demanda
Z = Porcentaje de consumo del derivado de fruta (néctar o mermelada).
C = Consumo per-cápita del derivado
PARA NÉCTARES
a) calculo de la tasa de crecimiento de la demanda: ( T D )
Tasa de crecimiento de la demanda nacional: TDN
CUADRO # 4
DEMANDA DE NÉCTARES (MILES DE LITROS)
AÑOS DEMANDA VARIACIÓN
2003 72009.05 --------
2004 74057.13 2.80
2005 83149.96 12.30
2006 75716.63 -8.90
2007 82382.72 8.80
2008 89236.81 8.32
2009 89030.87 -0.23
2010 92414.04 3.79
2011 93568.76 1.24
TOTAL * 3.51
* Promedio anual de crecimiento
Tdn: Tasa del mercado nacional = 3.51 %
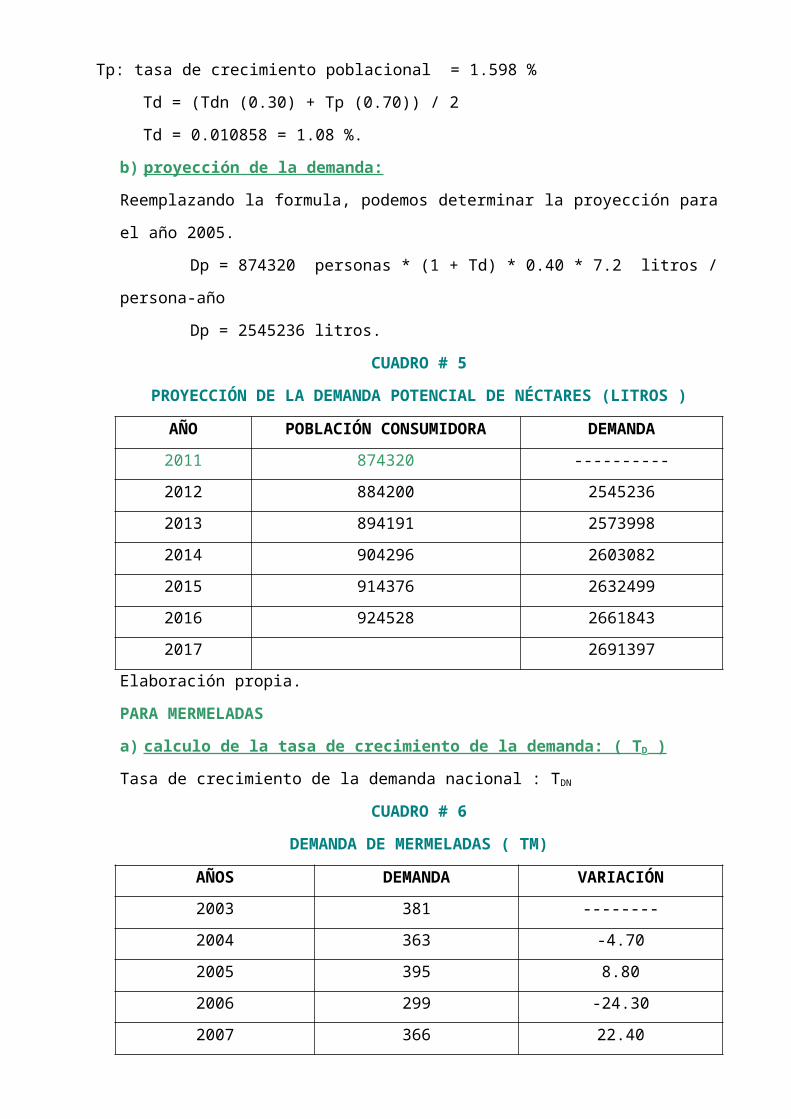
Tp: tasa de crecimiento poblacional = 1.598 %
Td = (Tdn (0.30) + Tp (0.70)) / 2
Td = 0.010858 = 1.08 %.
b) proyección de la demanda:
Reemplazando la formula, podemos determinar la proyección para el año 2005.
Dp = 874320 personas * (1 + Td) * 0.40 * 7.2 litros / persona-año
Dp = 2545236 litros.
CUADRO # 5
PROYECCIÓN DE LA DEMANDA POTENCIAL DE NÉCTARES (LITROS )
AÑO POBLACIÓN CONSUMIDORA DEMANDA
2011 874320 ----------
2012 884200 2545236
2013 894191 2573998
2014 904296 2603082
2015 914376 2632499
2016 924528 2661843
2017 2691397
Elaboración propia.
PARA MERMELADAS
a) calculo de la tasa de crecimiento de la demanda: ( T D )
Tasa de crecimiento de la demanda nacional : TDN
CUADRO # 6
DEMANDA DE MERMELADAS ( TM)
AÑOS DEMANDA VARIACIÓN
2003 381 --------
2004 363 -4.70
2005 395 8.80
2006 299 -24.30
2007 366 22.40
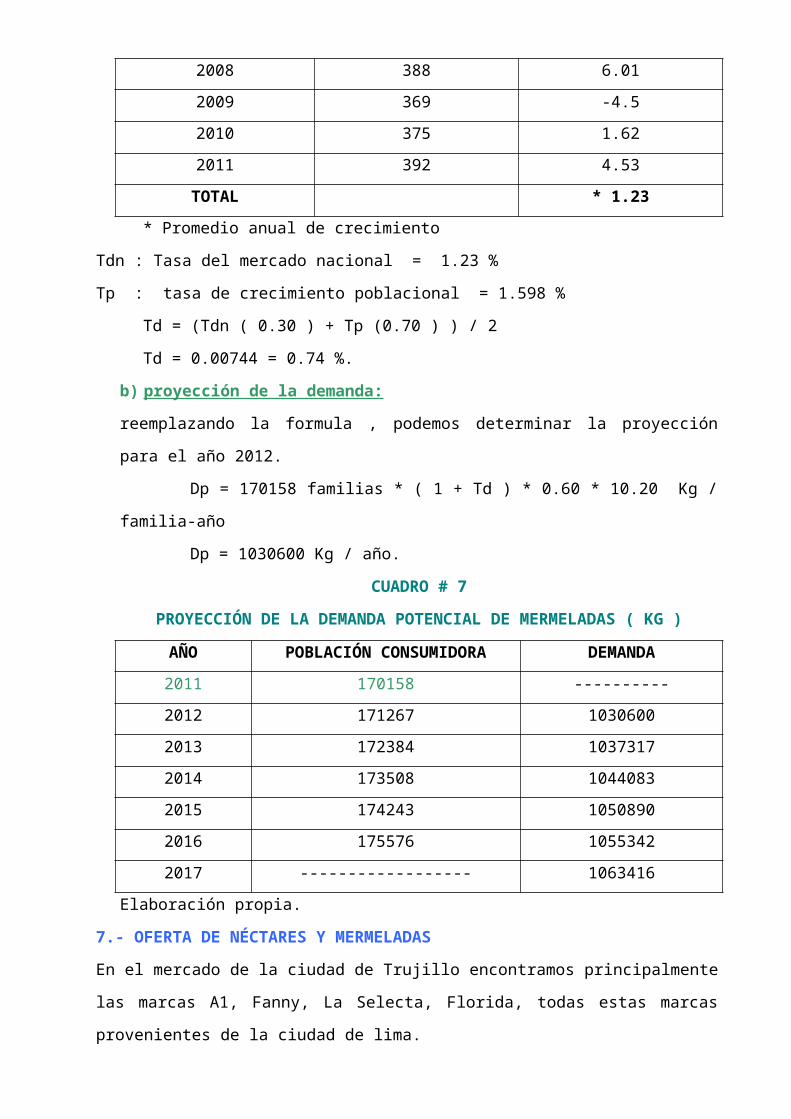
2008 388 6.01
2009 369 -4.5
2010 375 1.62
2011 392 4.53
TOTAL * 1.23
* Promedio anual de crecimiento
Tdn : Tasa del mercado nacional = 1.23 %
Tp : tasa de crecimiento poblacional = 1.598 %
Td = (Tdn ( 0.30 ) + Tp (0.70 ) ) / 2
Td = 0.00744 = 0.74 %.
b) proyección de la demanda:
reemplazando la formula , podemos determinar la proyección para el año 2012.
Dp = 170158 familias * ( 1 + Td ) * 0.60 * 10.20 Kg / familia-año
Dp = 1030600 Kg / año.
CUADRO # 7
PROYECCIÓN DE LA DEMANDA POTENCIAL DE MERMELADAS ( KG )
AÑO POBLACIÓN CONSUMIDORA DEMANDA
2011 170158 ----------
2012 171267 1030600
2013 172384 1037317
2014 173508 1044083
2015 174243 1050890
2016 175576 1055342
2017 ------------------ 1063416
Elaboración propia.
7.- OFERTA DE NÉCTARES Y MERMELADAS
En el mercado de la ciudad de Trujillo encontramos principalmente las marcas A1, Fanny, La
Selecta, Florida, todas estas marcas provenientes de la ciudad de lima.
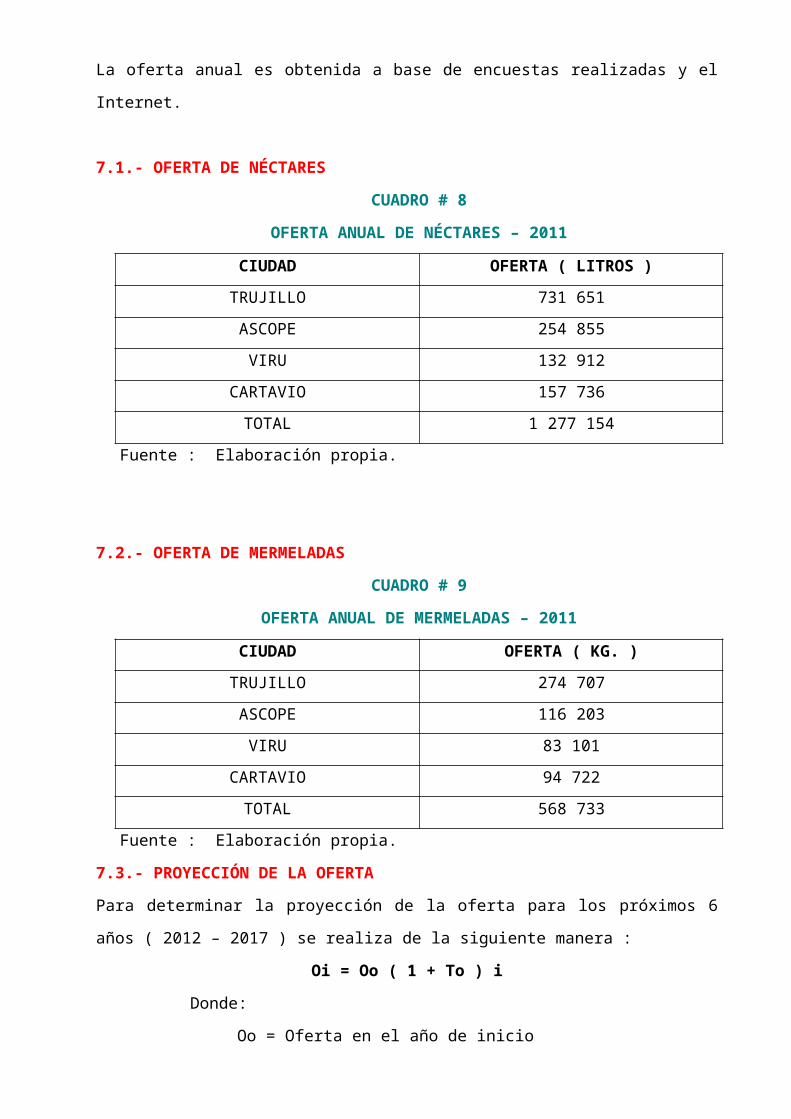
La oferta anual es obtenida a base de encuestas realizadas y el Internet.
7.1.- OFERTA DE NÉCTARES
CUADRO # 8
OFERTA ANUAL DE NÉCTARES – 2011
CIUDAD OFERTA ( LITROS )
TRUJILLO 731 651
ASCOPE 254 855
VIRU 132 912
CARTAVIO 157 736
TOTAL 1 277 154
Fuente : Elaboración propia.
7.2.- OFERTA DE MERMELADAS
CUADRO # 9
OFERTA ANUAL DE MERMELADAS – 2011
CIUDAD OFERTA ( KG. )
TRUJILLO 274 707
ASCOPE 116 203
VIRU 83 101
CARTAVIO 94 722
TOTAL 568 733
Fuente : Elaboración propia.
7.3.- PROYECCIÓN DE LA OFERTA
Para determinar la proyección de la oferta para los próximos 6 años ( 2012 – 2017 ) se realiza de
la siguiente manera :
Oi = Oo ( 1 + To ) i
Donde:
Oo = Oferta en el año de inicio
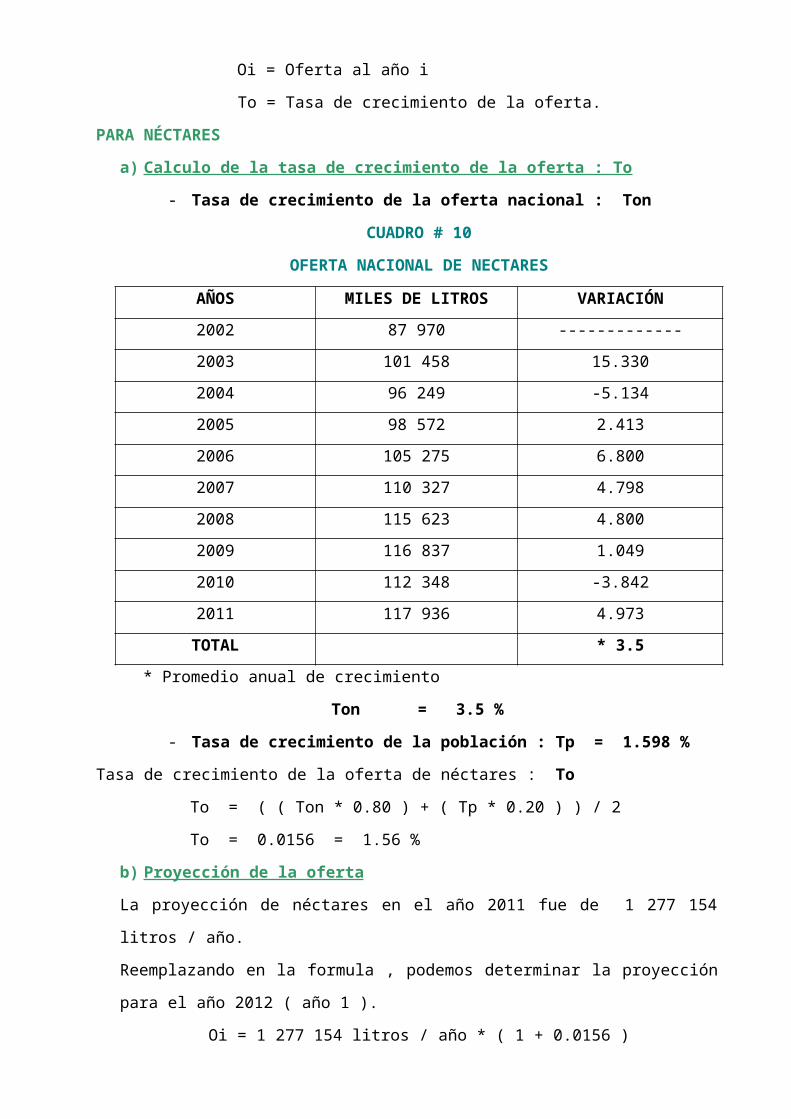
Oi = Oferta al año i
To = Tasa de crecimiento de la oferta.
PARA NÉCTARES
a) Calculo de la tasa de crecimiento de la oferta : To
- Tasa de crecimiento de la oferta nacional : Ton
CUADRO # 10
OFERTA NACIONAL DE NECTARES
AÑOS MILES DE LITROS VARIACIÓN
2002 87 970 -------------
2003 101 458 15.330
2004 96 249 -5.134
2005 98 572 2.413
2006 105 275 6.800
2007 110 327 4.798
2008 115 623 4.800
2009 116 837 1.049
2010 112 348 -3.842
2011 117 936 4.973
TOTAL * 3.5
* Promedio anual de crecimiento
Ton = 3.5 %
- Tasa de crecimiento de la población : Tp = 1.598 %
Tasa de crecimiento de la oferta de néctares : To
To = ( ( Ton * 0.80 ) + ( Tp * 0.20 ) ) / 2
To = 0.0156 = 1.56 %
b) Proyección de la oferta
La proyección de néctares en el año 2011 fue de 1 277 154 litros / año.
Reemplazando en la formula , podemos determinar la proyección para el año 2012 ( año 1 ).
Oi = 1 277 154 litros / año * ( 1 + 0.0156 )
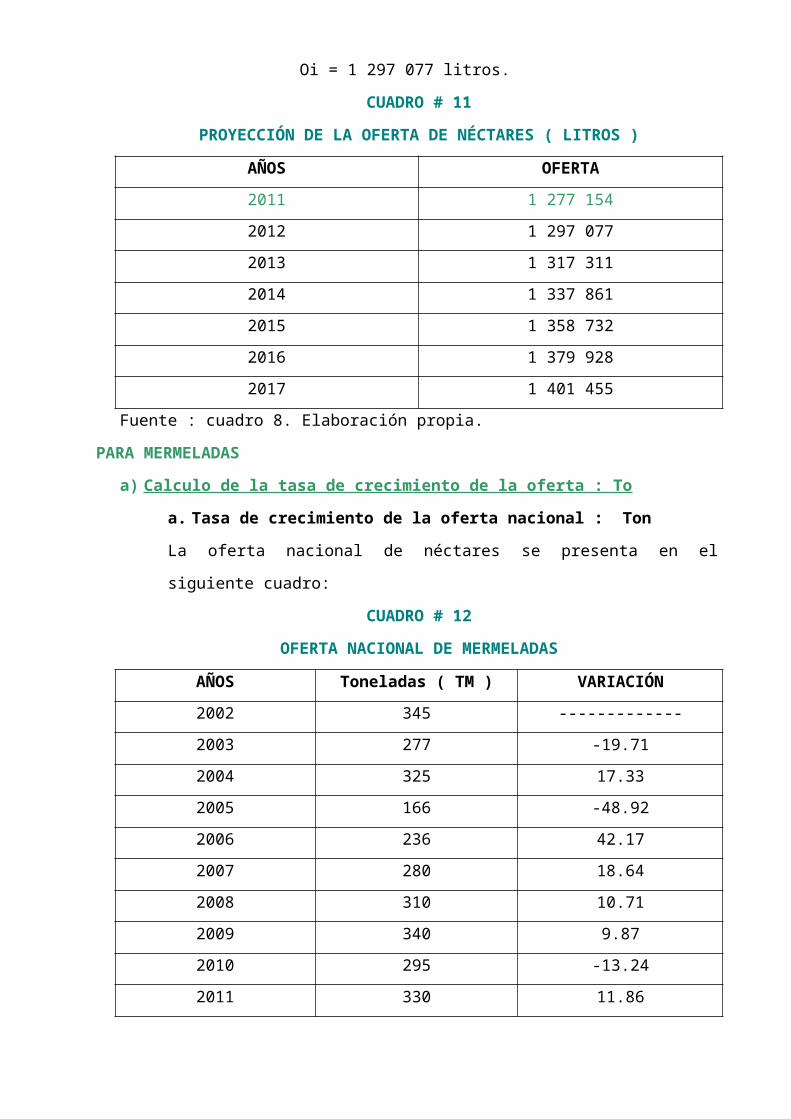
Oi = 1 297 077 litros.
CUADRO # 11
PROYECCIÓN DE LA OFERTA DE NÉCTARES ( LITROS )
AÑOS OFERTA
2011 1 277 154
2012 1 297 077
2013 1 317 311
2014 1 337 861
2015 1 358 732
2016 1 379 928
2017 1 401 455
Fuente : cuadro 8. Elaboración propia.
PARA MERMELADAS
a) Calculo de la tasa de crecimiento de la oferta : To
a. Tasa de crecimiento de la oferta nacional : Ton
La oferta nacional de néctares se presenta en el siguiente cuadro:
CUADRO # 12
OFERTA NACIONAL DE MERMELADAS
AÑOS Toneladas ( TM ) VARIACIÓN
2002 345 -------------
2003 277 -19.71
2004 325 17.33
2005 166 -48.92
2006 236 42.17
2007 280 18.64
2008 310 10.71
2009 340 9.87
2010 295 -13.24
2011 330 11.86
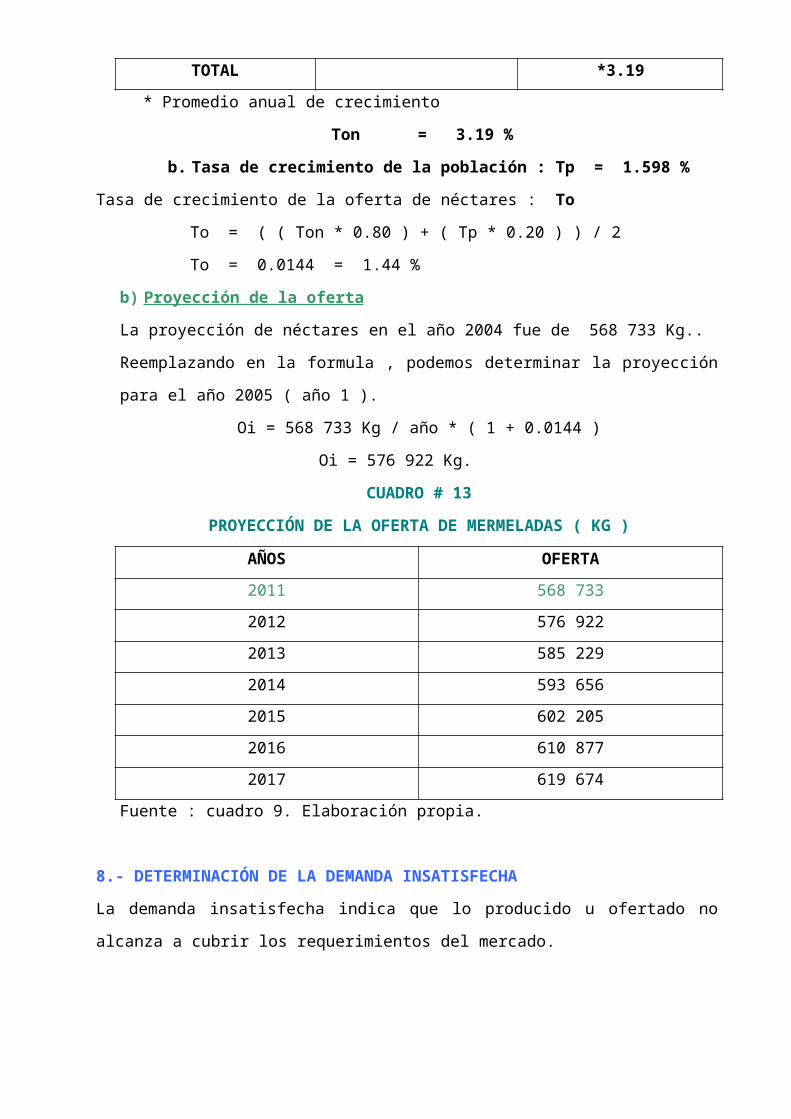
TOTAL *3.19
* Promedio anual de crecimiento
Ton = 3.19 %
b. Tasa de crecimiento de la población : Tp = 1.598 %
Tasa de crecimiento de la oferta de néctares : To
To = ( ( Ton * 0.80 ) + ( Tp * 0.20 ) ) / 2
To = 0.0144 = 1.44 %
b) Proyección de la oferta
La proyección de néctares en el año 2004 fue de 568 733 Kg..
Reemplazando en la formula , podemos determinar la proyección para el año 2005 ( año 1 ).
Oi = 568 733 Kg / año * ( 1 + 0.0144 )
Oi = 576 922 Kg.
CUADRO # 13
PROYECCIÓN DE LA OFERTA DE MERMELADAS ( KG )
AÑOS OFERTA
2011 568 733
2012 576 922
2013 585 229
2014 593 656
2015 602 205
2016 610 877
2017 619 674
Fuente : cuadro 9. Elaboración propia.
8.- DETERMINACIÓN DE LA DEMANDA INSATISFECHA
La demanda insatisfecha indica que lo producido u ofertado no alcanza a cubrir los
requerimientos del mercado.
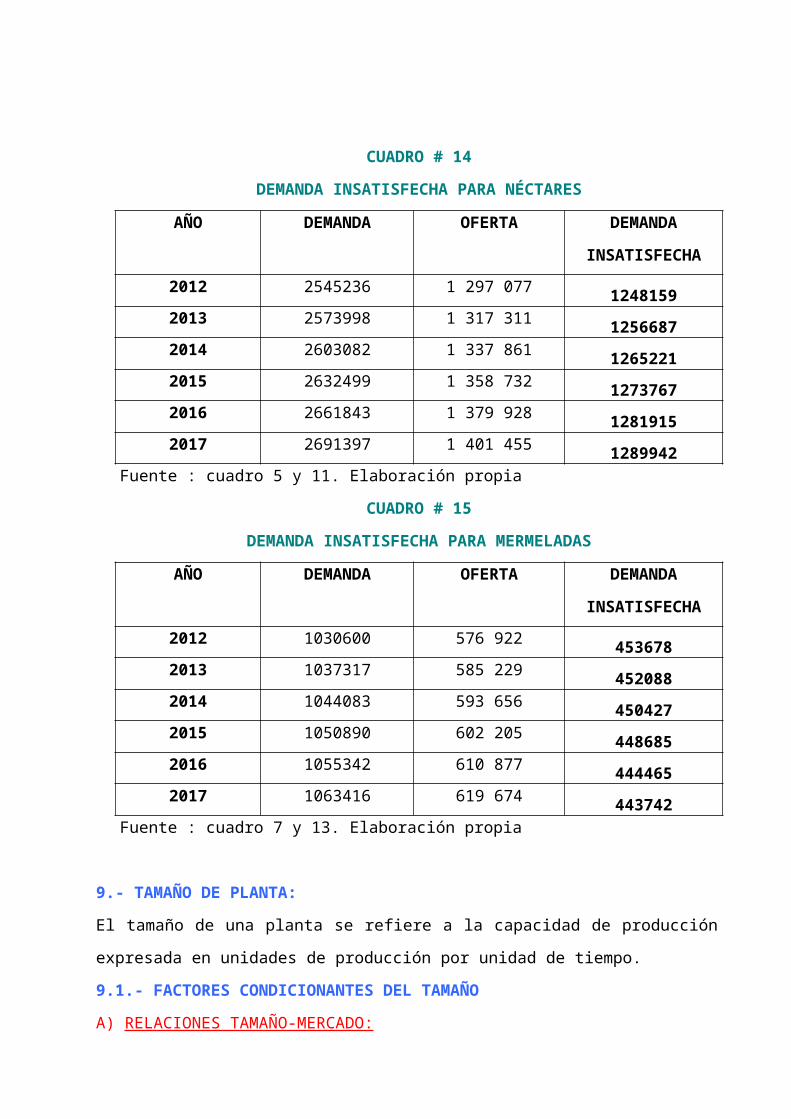
CUADRO # 14
DEMANDA INSATISFECHA PARA NÉCTARES
AÑO DEMANDA OFERTA DEMANDA
INSATISFECHA
2012 2545236 1 297 0771248159
2013 2573998 1 317 3111256687
2014 2603082 1 337 8611265221
2015 2632499 1 358 7321273767
2016 2661843 1 379 9281281915
2017 2691397 1 401 4551289942
Fuente : cuadro 5 y 11. Elaboración propia
CUADRO # 15
DEMANDA INSATISFECHA PARA MERMELADAS
AÑO DEMANDA OFERTA DEMANDA
INSATISFECHA
2012 1030600 576 922453678
2013 1037317 585 229452088
2014 1044083 593 656450427
2015 1050890 602 205448685
2016 1055342 610 877444465
2017 1063416 619 674443742
Fuente : cuadro 7 y 13. Elaboración propia
9.- TAMAÑO DE PLANTA:
El tamaño de una planta se refiere a la capacidad de producción expresada en unidades de
producción por unidad de tiempo.
9.1.- FACTORES CONDICIONANTES DEL TAMAÑO
A) RELACIONES TAMAÑO-MERCADO:
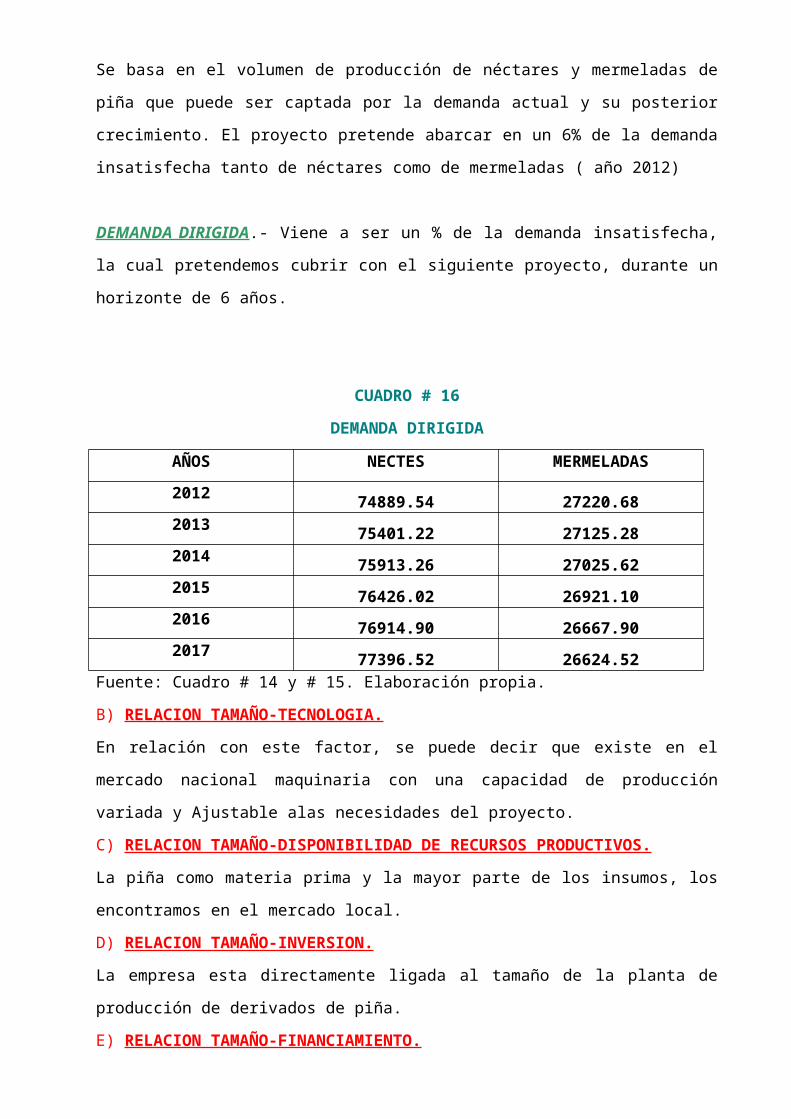
Se basa en el volumen de producción de néctares y mermeladas de piña que puede ser captada
por la demanda actual y su posterior crecimiento. El proyecto pretende abarcar en un 6% de la
demanda insatisfecha tanto de néctares como de mermeladas ( año 2012)
DEMANDA DIRIGIDA.- Viene a ser un % de la demanda insatisfecha, la cual pretendemos
cubrir con el siguiente proyecto, durante un horizonte de 6 años.
CUADRO # 16
DEMANDA DIRIGIDA
AÑOS NECTES MERMELADAS
201274889.54 27220.68
201375401.22 27125.28
201475913.26 27025.62
201576426.02 26921.10
201676914.90 26667.90
201777396.52 26624.52
Fuente: Cuadro # 14 y # 15. Elaboración propia.
B) RELACION TAMAÑO-TECNOLOGIA.
En relación con este factor, se puede decir que existe en el mercado nacional maquinaria con una
capacidad de producción variada y Ajustable alas necesidades del proyecto.
C) RELACION TAMAÑO-DISPONIBILIDAD DE RECURSOS PRODUCTIVOS.
La piña como materia prima y la mayor parte de los insumos, los encontramos en el mercado
local.
D) RELACION TAMAÑO-INVERSION.
La empresa esta directamente ligada al tamaño de la planta de producción de derivados de piña.
E) RELACION TAMAÑO-FINANCIAMIENTO.
El financiamiento es un factor indispensable para la decisión del tamaño del proyecto, ya que en
la actualidad no es posible implementar un proyecto si no se cuenta con los recursos financieros
y físicos necesarios para su puesta en marcha.
10.- LOCALIZACION DE PLANTA:
La localización de la planta es un elemento que afecta tanto a los costos como los beneficios del
mismo, tanto en la etapa de inversión como en la etapa de operación. En el primer caso por
necesidades de infraestructura; en el segundo, los costos de transporte, mano de obra, etc.
La localización de la planta consiste en precisar el lugar que ofrezca ventajas comparativas con
relación a otras.
De acuerdo a ello, determinaremos primeramente la macrolocalizacion y luego específicamente
la microlocalizacion, de acuerdo a diversos factores como se especifico en clase.
2.1.- MACROLOCALIZACION.
Estará localizada en la Región La Libertad.
2.2.- MICROLOCALIZACION.
La planta procesadora de derivados de piña estará ubicada en el parque industrial de la esperanza
en la Provincia de Trujillo (cuadro # 4 ) , según el resultado de la evaluación realizada a las
alternativas propuestas; estas fueron Ascope, Trujillo (parque industrial), Poroto.
Método: Ranking de Factores Locacionales
A. Factores locacionales
a) Cercanía al Mercado: Este factor se refiere a la distancia y tiempo que existe
entre la planta de producción y el mercado.
b) Disponibilidad de Materia Prima: Se refiere a la disponibilidad de la fruta
(piña) en cuanto al mínimo problemas de abastecimiento para que de esta manera
el flujo de producción sea permanente.
c) Disponibilidad de Terreno: La disponibilidad de terreno involucra tanto la
disponibilidad de compra de terreno para la instalación de infraestructura.
d) Disponibilidad de Mano de Obra: Esta dada por la posibilidad de encontrar
mano de obra abundante y barata.
e) Disponibilidad de Proveedores de Insumos: Se refiere a la cantidad de
proveedores y facilidad de conseguir los insumos a precios económicos.
f) Vías de Comunicación: Se refiere al acceso y la relativa facilidad para la
distribución de los productos.
g) Disponibilidad de Servicios de Agua y Energías Eléctrica: Contar con agua y
energía eléctrica que pueda cubrir con las exigencias de consumo.
B. Coeficientes de Ponderación de Factores.
Una vez determinados los factores se asigna un coeficiente ponderado a cada factor de
localización, directamente proporcional a su importancia con el objeto del presente proyecto.
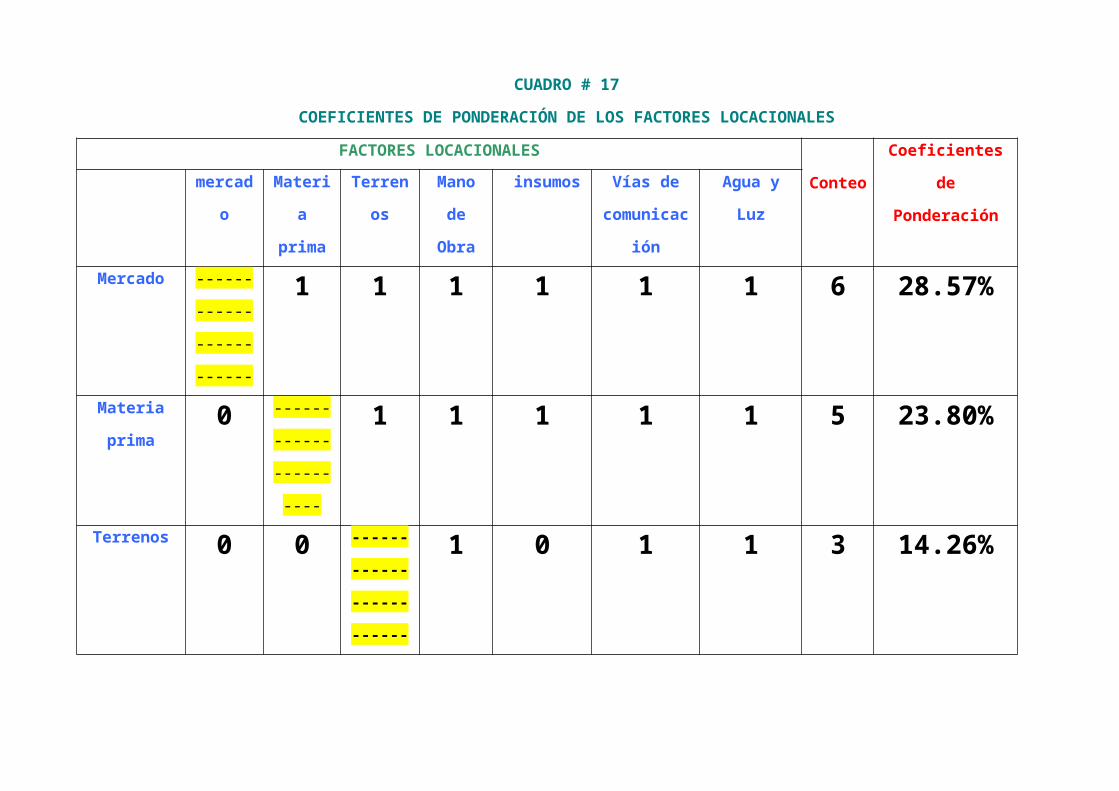
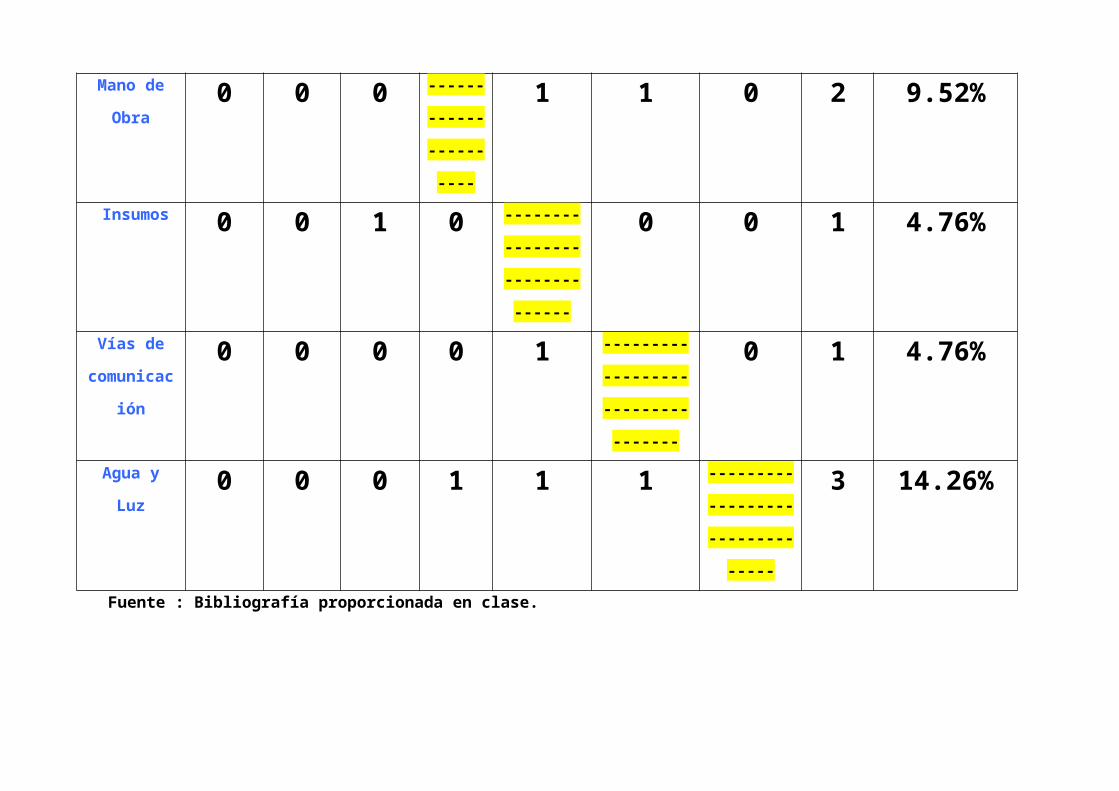
CUADRO # 17
COEFICIENTES DE PONDERACIÓN DE LOS FACTORES LOCACIONALES
FACTORES LOCACIONALES
Conteo
Coeficientes de
Ponderaciónmercado Materia
prima
Terrenos Mano
de Obra
insumos Vías de
comunicación
Agua y Luz
Mercado ------------
------------1 1 1 1 1 1 6 28.57%
Materia
prima0 -----------
-----------1 1 1 1 1 5 23.80%
Terrenos 0 0 ------------
------------1 0 1 1 3 14.26%
Mano de
Obra0 0 0 -----------
-----------1 1 0 2 9.52%
Insumos 0 0 1 0 ---------------
---------------0 0 1 4.76%
Vías de
comunicación0 0 0 0 1 -----------------
-----------------0 1 4.76%
Agua y Luz 0 0 0 1 1 1 ----------------
----------------3 14.26%
Fuente : Bibliografía proporcionada en clase.
C. Escala de Calificación.
A cada alternativa de localización se le asigna un puntaje por cada atributo o factor según
las ventajas relativas de la alternativa respecto al atributo.
La escala de calificación usada es la siguiente:
MALO: Cuando la alternativa no cumple con los requerimientos
especificados por el factor locacional.
REGULAR: Cuando la alternativa cumple con algunos de los
requerimientos especificados para el factor locacional.
BUENO: Cuando la alternativa cumple en forma adecuada con los
requerimientos especificados para el factor locacional.
MUY BUENO: Cuando la alternativa cumple en forma optima con los
requerimientos especificados para el factor locacional.
CUADRO # 18
PUNTAJE DE LA ESCALA DE CALIFICACIÓN
Atributo del Factor Puntaje
Malo 0
Regular 2
Bueno 4
Muy bueno 6
Fuente: Clase.
D. Evaluación de Alternativas de Localización.
ALTERNATIVA “A”: Ascope
ALTERNATIVA “B”: Trujillo
ALTERNATIVA “C”: Poroto.
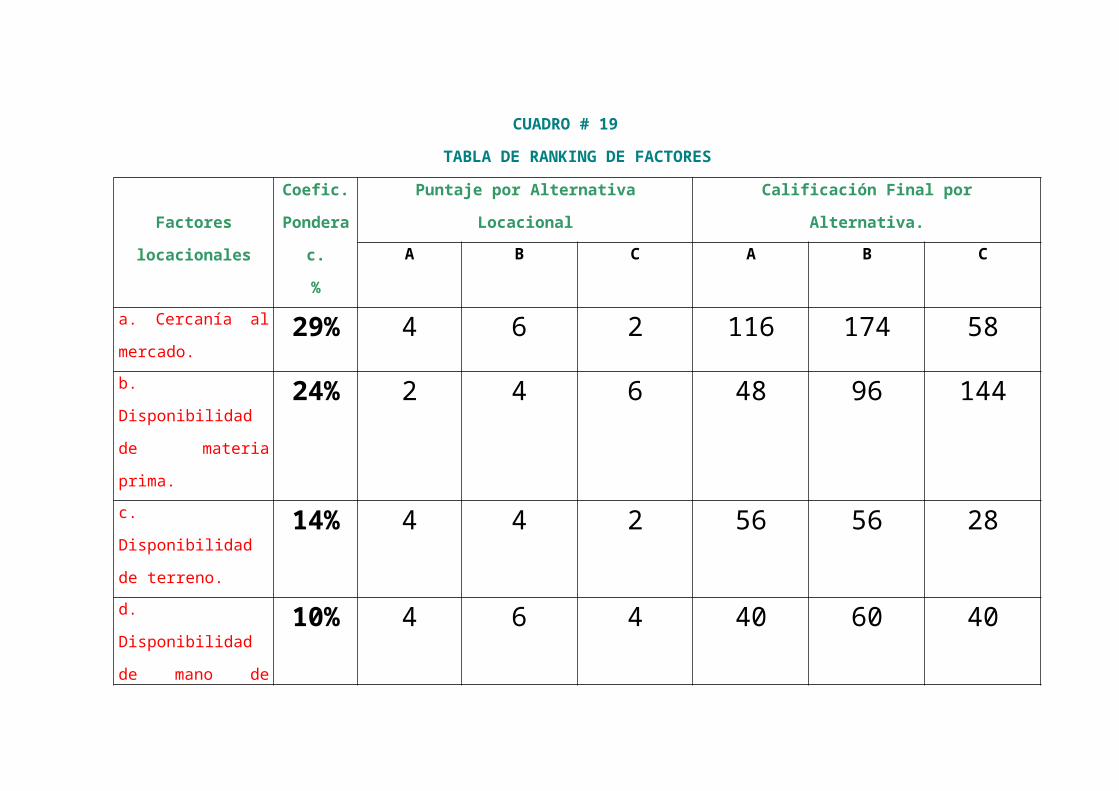
CUADRO # 19
TABLA DE RANKING DE FACTORES
Factores locacionales
Coefic.
Ponderac.
%
Puntaje por Alternativa
Locacional
Calificación Final por
Alternativa.
A B C A B C
a. Cercanía al mercado. 29% 4 6 2 116 174 58b. Disponibilidad de
materia prima.24% 2 4 6 48 96 144
c. Disponibilidad de
terreno.14% 4 4 2 56 56 28
d. Disponibilidad de
mano de obra.10% 4 6 4 40 60 40
e. Proveedores de
insumo.5% 4 4 0 20 20 0
f. Vías de
comunicación.5% 2 4 0 10 20 0
g. Disponibilidad de
servicios de agua y luz.14% 4 4 2 56 56 28
TOTAL 346 482 298
E. Conclusión de la Localización.
Del cuadro anterior, se puede observar que entre los lugares propuestos, el mayor puntaje
obtenido es de 482 , que le pertenece a Trujillo (Parque industrial) . Por lo tanto será en
este lugar donde se instalara la planta.
DESCRIPCIÓN DEL PROCESO DE ELABORACIÓN DE NÉCTARES:
El diagrama de flujo para la elaboración de néctares comprende las siguientes operaciones:
1.- RECEPCIÓN Y SELECCIÓN DE LA MATERIA PRIMA:
Consiste en revisar la presencia de buena calidad de la materia prima. Esta operación se
eliminan aquellas frutas magulladas y que presentan hongueamiento.
2.- LAVADO Y PESADO DE MATERIA PRIMA:
el lavado se hace para eliminar cualquier partícula extraña que pueda estar adherida a la fruta.
Se realiza por inmersión para lo cual se sumerge la fruta en una solución de cloro residual de
005 a 0.2 % . Finalmente se enjuaga con agua pura . el pesado tiene como finalidad el control
y monitoreo de la materia prima . Esta operación es importante para determinar rendimientos.
3.- PELADO Y CORTADO:
El pelado se realiza en forma manual, empleando cuchillos. Muchas frutas son pulpeadas con
su cáscara, siempre y cuando esta no tenga ninguna sustancia que al pasar a la pulpa le
ocasione cambios en sus características organolépticas.
4.- PULPEADO –REFINADO:
Consiste en obtener la pulpa o jugo , libres de cáscaras y pepas .Esta operación se realiza en
pulpeadoras , utilizando una malla que elimina toda partícula de pulpa superior a 1mm de
diámetro.
5-ESTANDARIZACIÓN:
Esta operación involucra :
a)Dilución de la pulpa :la dilución del a pulpa depende de la fruta , en este caso , la piña . la
dilución recomendada para la piña es la siguiente:
cuadro # 5
Dilución pulpa : agua pH Brix
1: 2.0--3,5 3.5 12.5-13-0
Fuente : Curso de Tecnología de frutas y hortalizas.
b) regulación del pH: el pH se debe llevar a un nivel menor a 4.0 .El pH al cual se ha de
llevar al néctar también depende de la fruta . la regulación del pH se hace mediante la adición
de ácido cítrico.
c) Adición de estabilizador : es necesario en algunos casos adicionar un estabilizador mas
usado es el Carboxil Metil Celulosa (CMC).
d) Adición de conservantes: es necesario para evitar posterior contaminación el néctar con
microorganismos como hongos y levaduras . se puede utilizar sorbato de potasio en una
concentración máxima de 0.05%.
6-MOLIENDA COLOIDAL U HOMOGENIZACIÓN :
En esta operación se homogeniza o se mezclan todos los componentes dl néctar y se reduce el
tamaño de sus partículas. la homogenización se puede realizar en una licuadora o en una
refinadora.
7-PASTEURIZADO:
se realiza en una paila herméticamente cerradas para evitar que se evapore el néctar en donde
se calienta hasta ebullición . El pasteurizado se realiza a 85 0c durante 5 a 10 minutos.
8-ENVASADO Y SELLADO:
el envasado se debe hacer en cliente a una temperatura no menor de 85oc, cerrándose
inmediatamente el nevase .para el envasado del néctar se utilizaran botellas de vidrio , el
envase mas recomendado porque conserva mejor el producto.
9-ENFRIADO:
el producto envasado debe ser enfriado rápidamente para conservar su calidad . Este proceso
se realiza con la finalidad dela destrucción de microorganismos por choque térmico . se
recomienda que el tiempo de enfriado sea de 1 a 5 horas.
10- LIMPIEZA :
se realiza para eliminar todos los residuos 1ue puedan haber quedado impregnados en la parte
externa de los envases . la limpieza se realiza a través de una ducha o chorro de agua.
11-ETIQUETADO:
Consiste en colocar a cada envase una etiqueta . estas deben quedar limpias y firmemente
pegadas al envase.
La limpieza se realiza a través de una ducha o chorro de agua.
12- EMPAQUETADO:
consiste en colocar los envases en grupos de 12 0 6 unidades dependiendo del tamaño en
bolsas termoencogibles, sellándolas posteriormente utilizando una maquina de calor.
13-ALMACENAMIENTO:
es la etapa final . el néctar estará listo para su comercialización.
DESCRIPCIÓN DEL PROCESO DE ELABORACIÓN DE MERMELADA:
El diagrama de flujo para la elaboración de mermelada comprende las siguientes operaciones:
1-RECEPCIÓN Y SELECCIÓN DE LA MATERIA PRIMA:
la fruta debe ser fresca y dentro los niveles de calidad. De la calidad de la materia prima a
utilizar dependerá la calidad del producto terminado, dependiendo del tipo de cosecha,
transporte y almacenamiento de la materia prima.
La selección se realiza con la finalidad de uniformizar la materia prima dependiendo del
aspecto principalmente y grado de madurez. Aquí se elimina aquellas frutas magulladas y que
presentan hongueamiento. Esta operación se realiza manualmente.
El almacenaje deberá hacerse entre 12 a 18 0 C de temperatura .
Las piñas deben se de una misma variedad para mantener los lotes de producción con
similares características de color, sabor, aroma y acidez.
Para seleccionar la fruta como la piña existe los siguientes índices:
Coloración externa.
Tamaño
Jugosidad o consistencia de la pulpa
Relación entre dulzor – acidez
2- LAVADO –PESADO:
se realiza igual que la operación de lavado – pesado del néctar .
3-PELADO –CORTADO:
el pelado vendría a ser la eliminación de los tallos que deberá hacerse con cuidado de modo
que no se pierda mucha pulpa o se llegue a estropear la fruta con exceso de manipuleo .
influyendo finalmente en el rendimiento del producto final( operación igual que en los
néctares)
4-PULPEADO –REFINADO:
esta operación consiste en la obtención de la pulpa o jugo , libres de cáscaras y pepas,
utilizando una malla que elimina toda partícula de pulpa superior a 1mm de diámetro.
5-COCCIÓN:
Es la etapa de incorporar a la pulpa todos sus componentes e insumos.
Por adición de calor y la temperatura estos componentes se mezclan , se evapora el agua de la
piña , se ablanda la piña lo que permite se absorba azúcar y suelte pectina y ácido.
Se realiza la cocino agregándole azucara y si es necesario se ajusta el ph , con ácido cítrico.
La pectina es también agregada es esta etapa casi final de la cocción, mezclada con una parte
del azucara , y al termino de la cocción es adicionado el agente conservante ( sorbato de
potasio).
La cocción se realiza en peroles , hasta que la concentración de azúcar alcance entre 65 y 67 0
Brix. Un tiempo de cocción corto es de gran importancia para conservar el color y sabor
natural de la fruta . “El cocimiento lento antes de añadir el azúcar y muy rápido y corto
después , es la regla ideal para hacer la mermelada” terminada la concentración se
interrumpe el calentamiento . la mezcla se enfría rápidamente hasta 85 0 C , para impedir una
excesiva inversión de la sacarosa y para eliminar el aire contenido en la masa.
6- ENVASADO :
se realiza en caliente a mas o menos 850C, una vez que ha terminado la etapa de cocción . Esta
temperatura permite una mayor fluidez del producto en le llenado y a la vez permite obtener
un vacío adecuado por efecto de concentración una vez enfriado.
Los envases masa recomendados para garantizar una larga duración , son lo de vidrio.
7-ENFRIADO
consiste en dejar los envases con mermelada , en reposo por un cierto tiempo. Se realiza para
lograr que la mermelada tome un cuerpo o consistencia.
El tiempo depende de la temperatura del ambiente y del tamaño del envase. Se recomienda de
4 a 5 horas como mínimo.
8-LIMPIEZA:
operación igual que del néctar.
9- ETIQUETADO:
consiste en colocar a cada envase una etiqueta . se realiza con el fin de dar a conocer a
nuestros clientes la procedencia y calidad del producto.
10-ENCAJONADO:
consiste en colocar las mermeladas en una caja de cartón . dependiendo del tamaño del envase
, se colocara 6 unidades de 1kg 0 12 unidades de 350g.
11- ALMACENAMIENTO:
se realiza para asegurar que el producto se encuentra en las mejores condiciones hasta lograr
que llegue el momento de su comercialización.
El ambiente destinado a almacén debe ser un lugar limpio y seco con suficiente ventilación.
Los envases utilizados también pasan por un proceso de desinfección , proceso similar al de
los néctares.
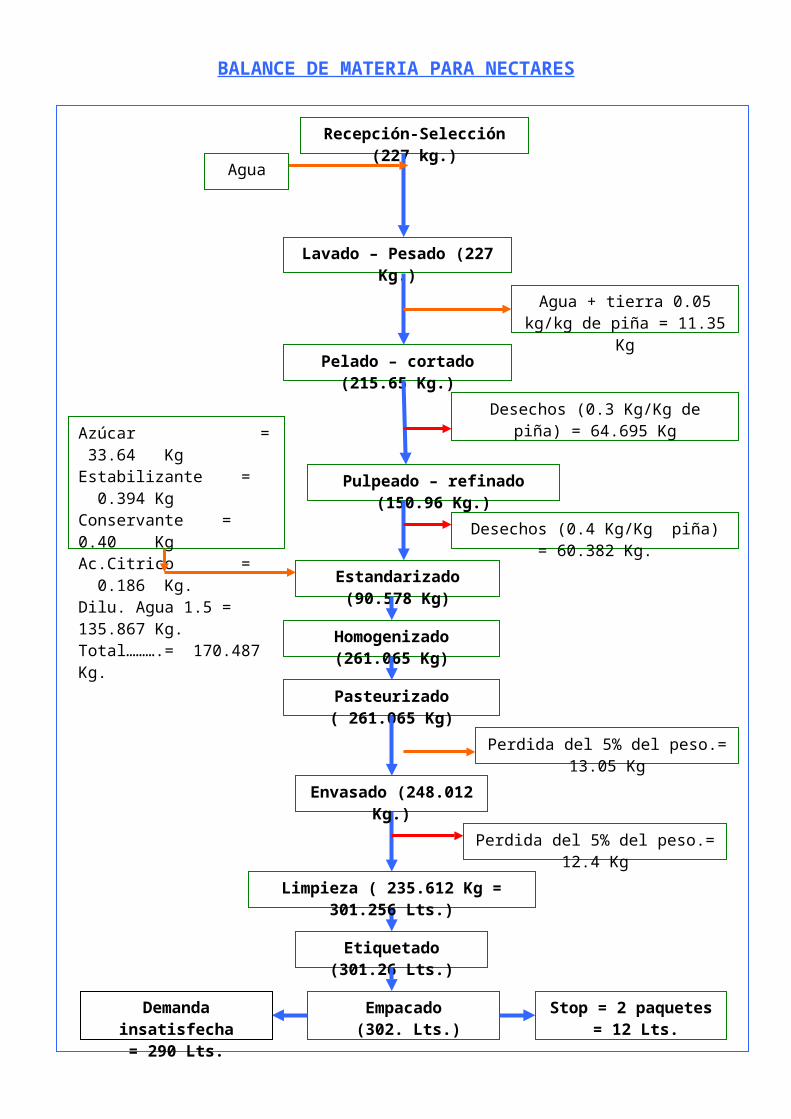
BALANCE DE MATERIA PARA NECTARES
Recepción-Selección (227 kg.)
Lavado – Pesado (227 Kg.)
Pelado – cortado (215.65 Kg.)
Pulpeado – refinado (150.96 Kg.)
Estandarizado (90.578 Kg)
Envasado (248.012 Kg.)
Limpieza ( 235.612 Kg = 301.256 Lts.)
Etiquetado (301.26 Lts.)
Empacado (302. Lts.)
Desechos (0.3 Kg/Kg de piña) = 64.695 Kg
Desechos (0.4 Kg/Kg piña) = 60.382 Kg.
Homogenizado (261.065 Kg)
Perdida del 5% del peso.= 12.4 Kg
Azúcar = 33.64 KgEstabilizante = 0.394 KgConservante = 0.40 KgAc.Citrico = 0.186 Kg.Dilu. Agua 1.5 = 135.867 Kg.Total……….= 170.487 Kg.
Stop = 2 paquetes = 12 Lts.
Demanda insatisfecha= 290 Lts.
Agua
Agua + tierra 0.05 kg/kg de piña = 11.35 Kg
Pasteurizado ( 261.065 Kg)
Perdida del 5% del peso.= 13.05 Kg
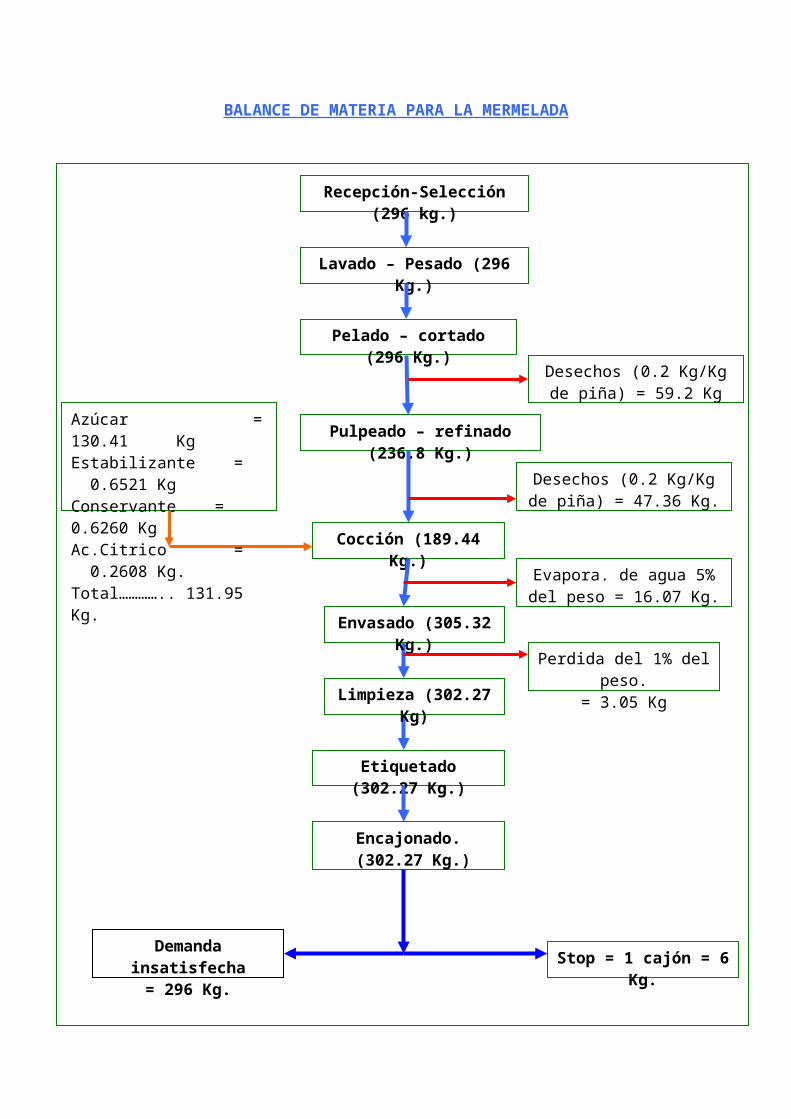
BALANCE DE MATERIA PARA LA MERMELADA
Recepción-Selección (296 kg.)
Lavado – Pesado (296 Kg.)
Pelado – cortado (296 Kg.)
Pulpeado – refinado (236.8 Kg.)
Cocción (189.44 Kg.)
Envasado (305.32 Kg.)
Limpieza (302.27 Kg)
Etiquetado (302.27 Kg.)
Encajonado. (302.27 Kg.)
Desechos (0.2 Kg/Kg de piña) = 59.2 Kg
Desechos (0.2 Kg/Kg de piña) = 47.36 Kg.
Evapora. de agua 5% del peso = 16.07 Kg.
Perdida del 1% del peso.= 3.05 Kg
Azúcar = 130.41 KgEstabilizante = 0.6521 KgConservante = 0.6260 KgAc.Citrico = 0.2608 Kg.Total………….. 131.95 Kg.
Stop = 1 cajón = 6 Kg.Demanda insatisfecha
= 296 Kg.
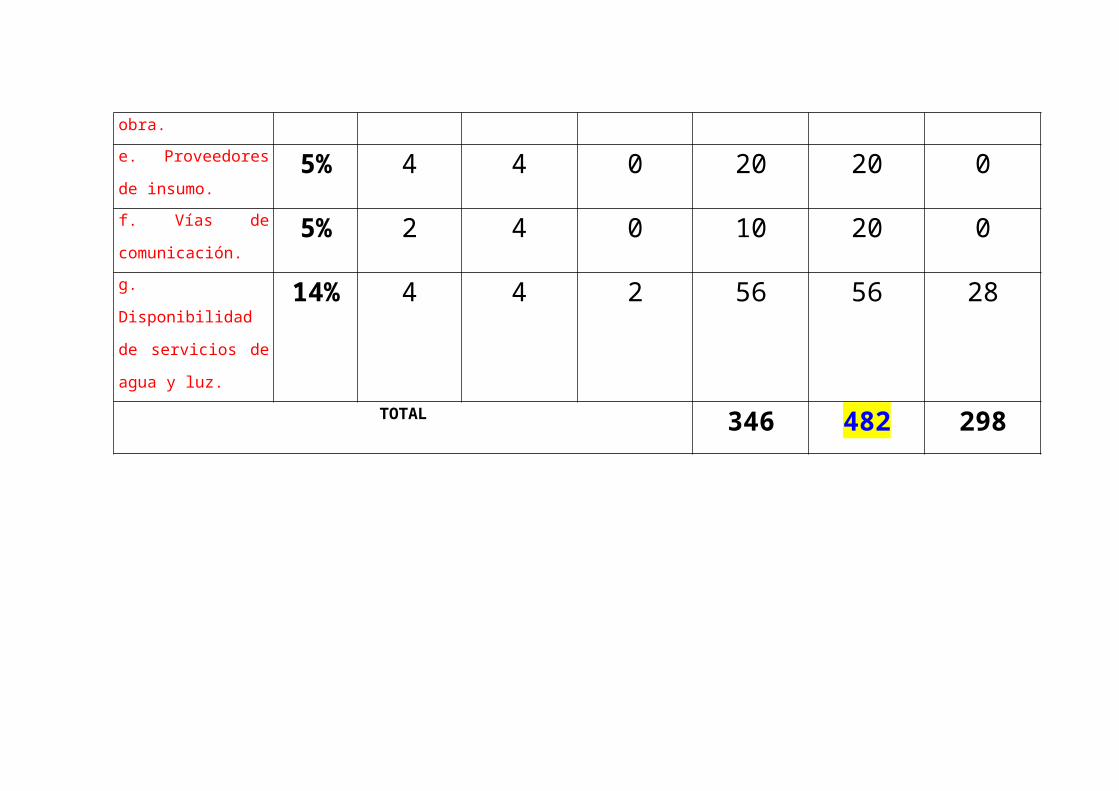
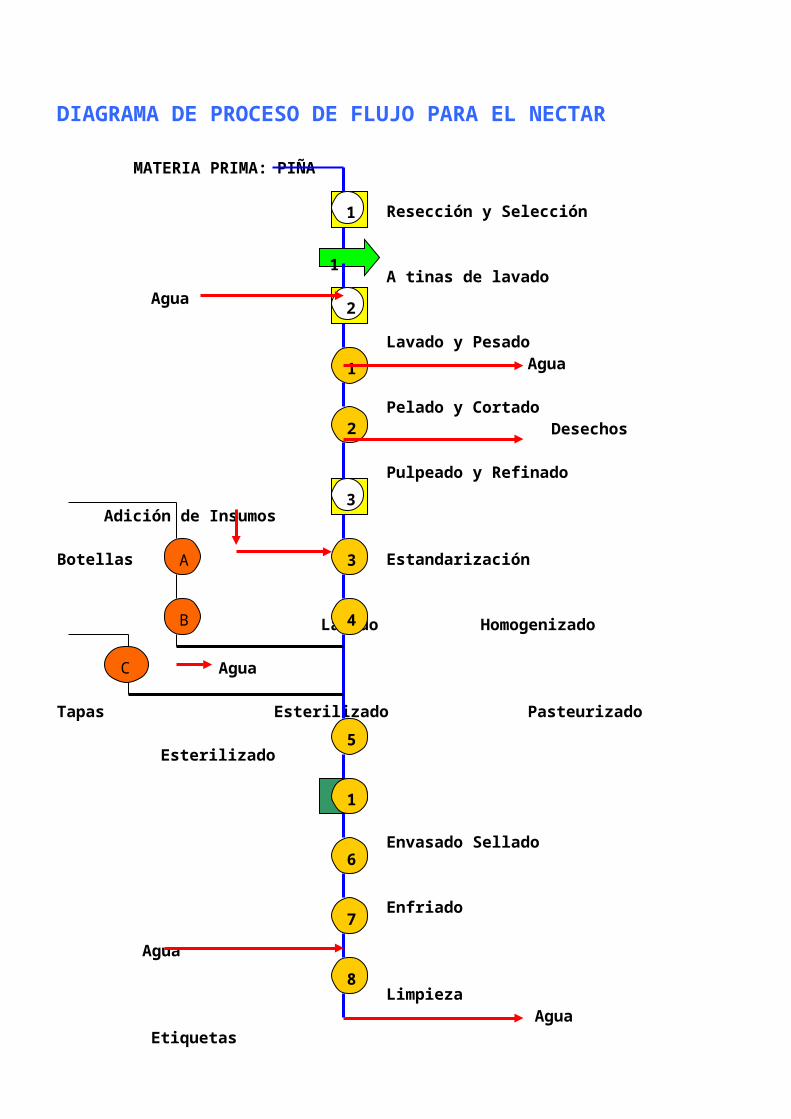
DIAGRAMA DE PROCESO DE FLUJO PARA EL NECTAR
MATERIA PRIMA: PIÑA
Resección y Selección
A tinas de lavadoAgua
Lavado y PesadoAgua
Pelado y Cortado Desechos
Pulpeado y Refinado
Adición de Insumos
Botellas Estandarización
Lavado Homogenizado
Agua
Tapas Esterilizado Pasteurizado
Esterilizado
Envasado Sellado
Enfriado
Agua
LimpiezaAgua
EtiquetasEtiquetado
Plástico TermoencogibleEmpaquetado
Almacenamiento Final
Producto Terminado.
1
B
1
2
8
C
7
6
5
4
3A
1
2
3
1
1
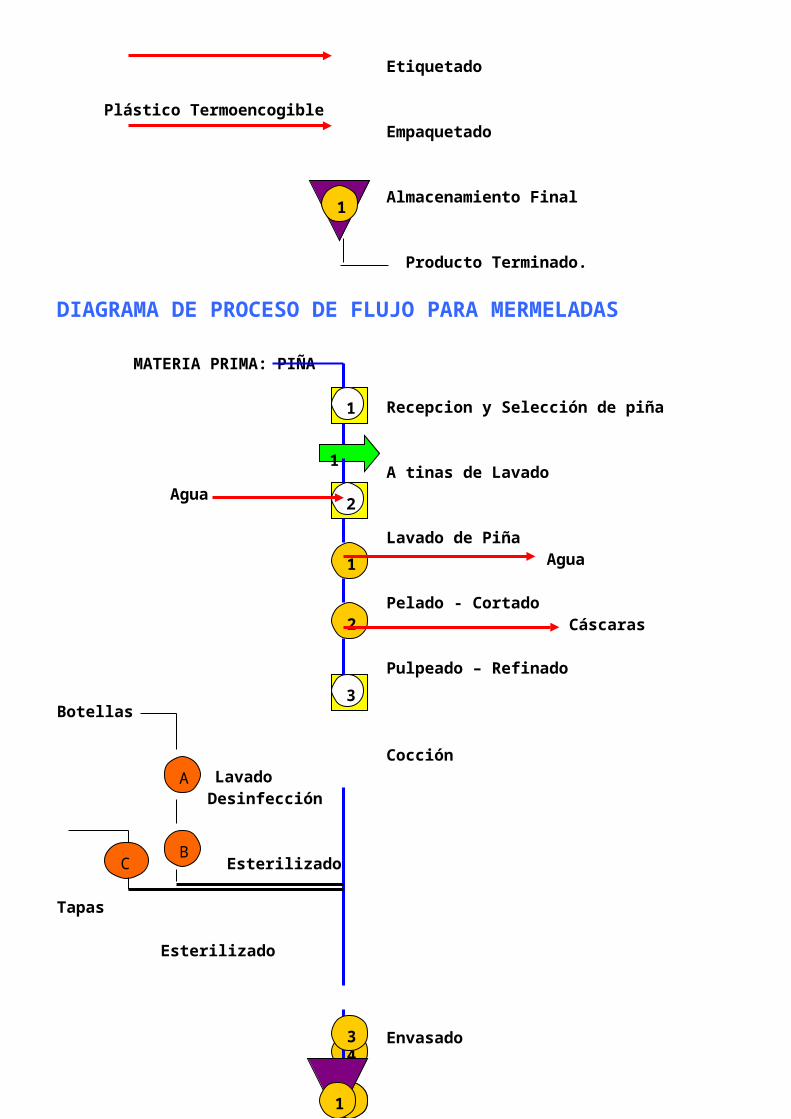
DIAGRAMA DE PROCESO DE FLUJO PARA MERMELADAS
MATERIA PRIMA: PIÑA
Recepcion y Selección de piña
A tinas de Lavado Agua
Lavado de PiñaAgua
Pelado - CortadoCáscaras
Pulpeado – Refinado
Botellas
CocciónLavado
Desinfección
Esterilizado
Tapas
Esterilizado
Envasado
Enfriado
Limpieza
EtiquetasEtiquetado
Armado de Cajas
Empaquetado
Almacenamiento Final
1
B
1
2
6
C
5
4
A
1
2
3
3
1
4
Producto Terminado
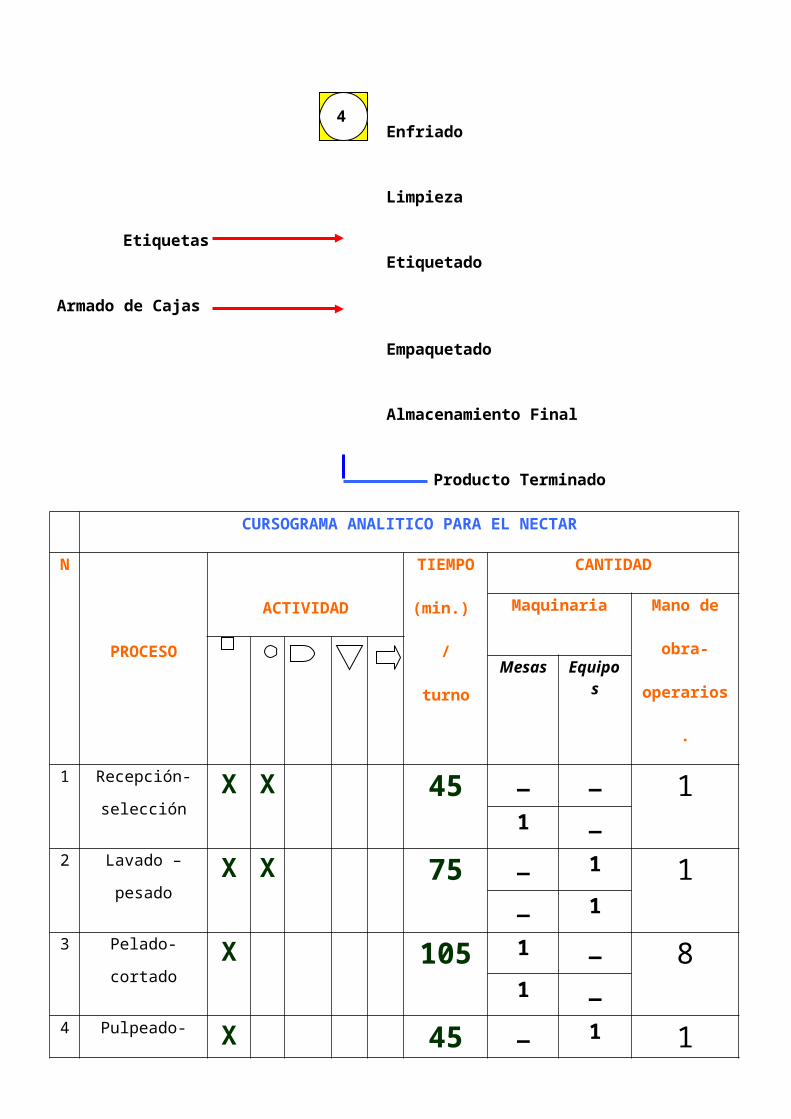
CURSOGRAMA ANALITICO PARA EL NECTAR
N
PROCESO
ACTIVIDAD
TIEMPO
(min.) /
turno
CANTIDAD
Maquinaria Mano de
obra-
operarios.Mesas Equipos
1 Recepción-
selecciónX X 45 _ _ 1
1 _
2 Lavado –
pesadoX X 75 _ 1 1
_ 1
3 Pelado-
cortadoX 105 1 _ 8
1 _
4 Pulpeado-
refinadoX 45 _ 1 1
_ 1
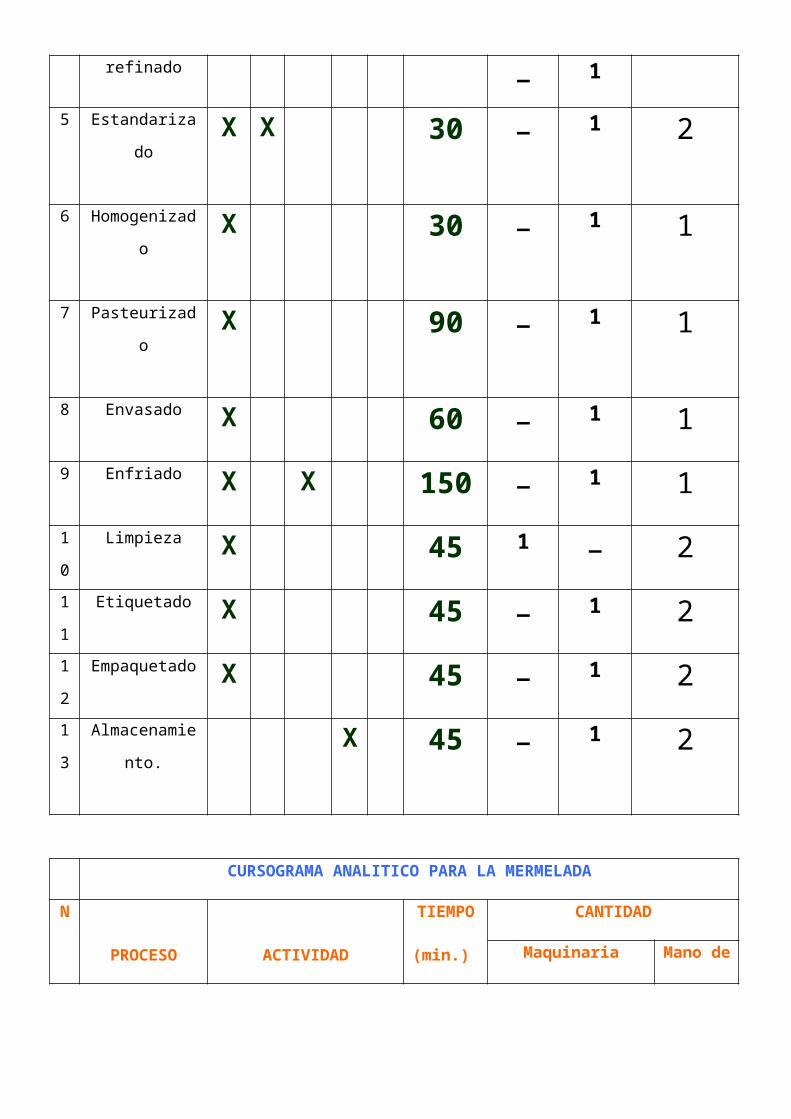
5 Estandarizado X X 30 _ 1 2
6 Homogenizado X 30 _ 1 1
7 Pasteurizado X 90 _ 1 1
8 Envasado X 60 _ 1 1
9 Enfriado X X 150 _ 1 1
10 Limpieza X 45 1 _ 2
11 Etiquetado X 45 _ 1 2
12 Empaquetado X 45 _ 1 2
13 Almacenamiento. X 45 _ 1 2
CURSOGRAMA ANALITICO PARA LA MERMELADA
N
PROCESO ACTIVIDAD
TIEMPO
(min.) /
turno
CANTIDAD
Maquinaria Mano de
obra-
operarios
Mesa Equipos
1 Recepción-
selecciónX X 45 --- --- 1
12 Lavado –
pesadoX X 75 --- 1 1
--- 13 Pelado-
cortadoX 105 1 --- 10
14 Pulpeado-
refinadoX 45 --- 1 1
--- 15 Cocción X X 30 --- 1 2
6 Envasado X 60 --- 1 1
7 Enfriado X X 180 --- 1 1
8 Limpieza X 90 1 --- 2
9 Etiquetado X 90 --- 1 2
10 Empaquetado X 75 --- 1 2
11 Almacenamiento. X 75 --- 1 2
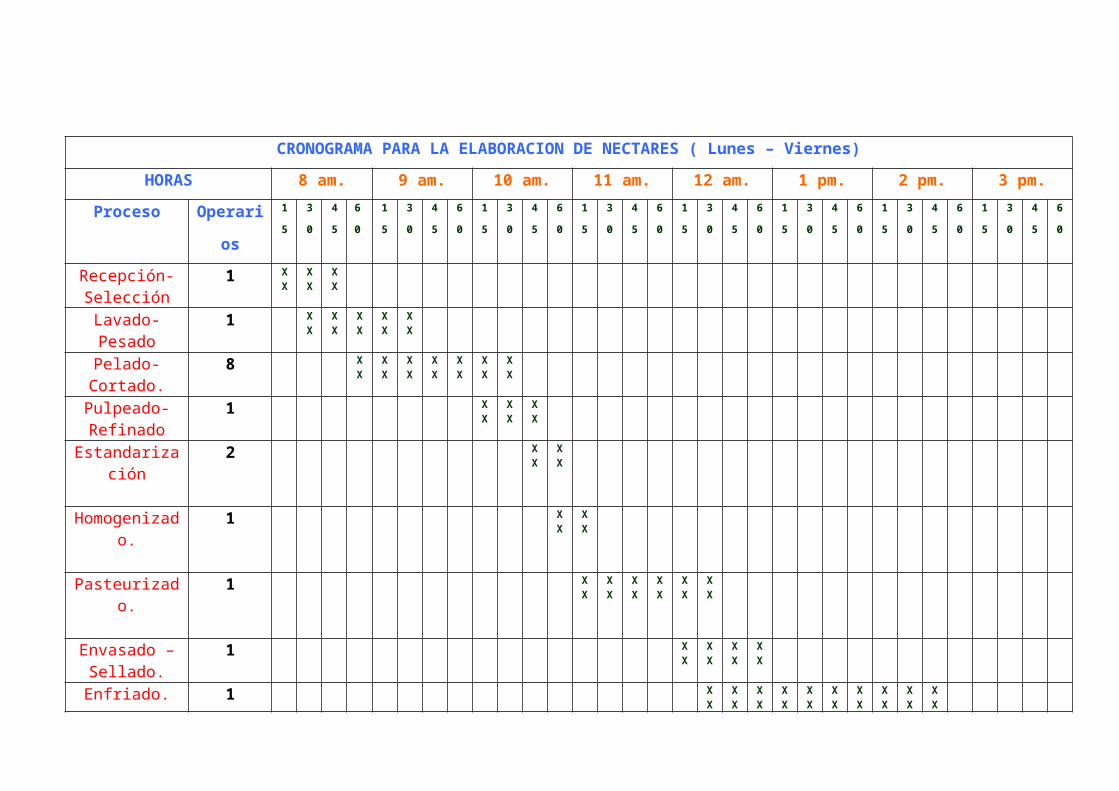
CRONOGRAMA PARA LA ELABORACION DE NECTARES ( Lunes – Viernes)
HORAS 8 am. 9 am. 10 am. 11 am. 12 am. 1 pm. 2 pm. 3 pm.
Proceso Operarios 15 30 45 60 15 30 45 60 15 30 45 60 15 30 45 60 15 30 45 60 15 30 45 60 15 30 45 60 15 30 45 60
Recepción-Selección
1 XX
XX
XX
Lavado-Pesado
1 XX
XX
XX
XX
XX
Pelado-Cortado.
8 XX
XX
XX
XX
XX
XX
XX
Pulpeado-Refinado
1 XX
XX
XX
Estandarización 2 XX
XX
Homogenizado. 1 XX
XX
Pasteurizado. 1 XX
XX
XX
XX
XX
XX
Envasado –Sellado.
1 XX
XX
XX
XX
Enfriado. 1 XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
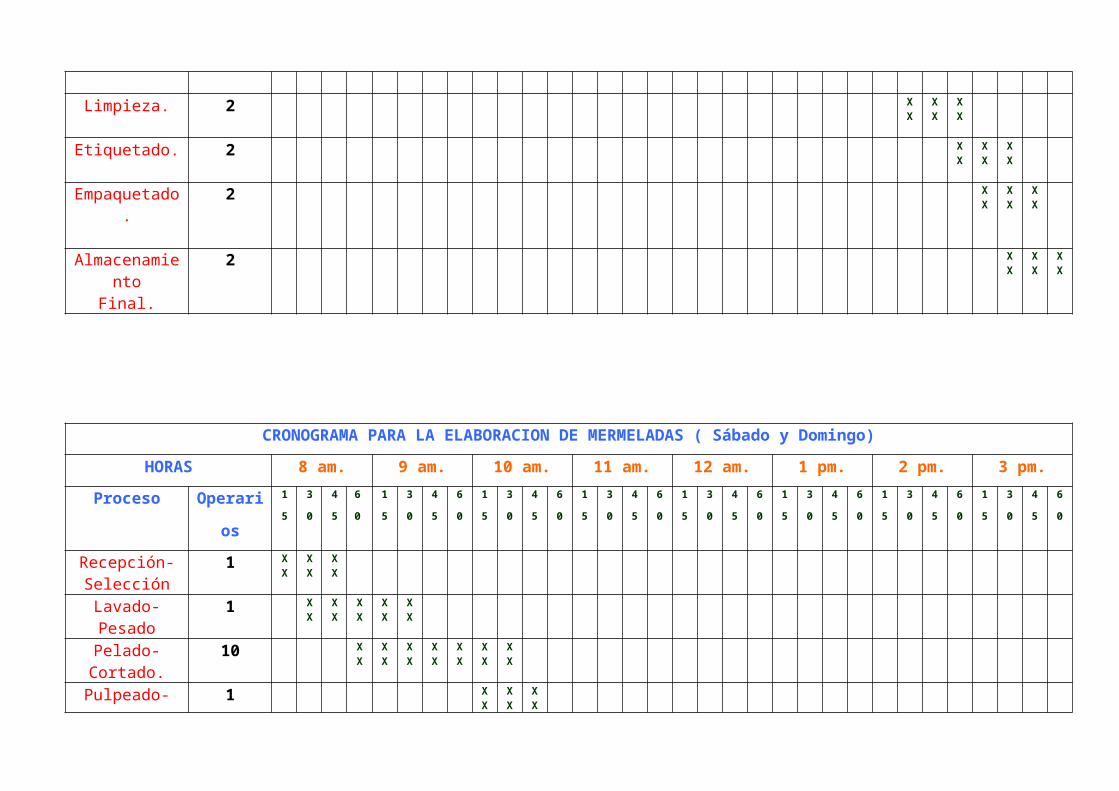
Limpieza. 2 XX
XX
XX
Etiquetado. 2 XX
XX
XX
Empaquetado. 2 XX
XX
XX
AlmacenamientoFinal.
2 XX
XX
XX
CRONOGRAMA PARA LA ELABORACION DE MERMELADAS ( Sábado y Domingo)
HORAS 8 am. 9 am. 10 am. 11 am. 12 am. 1 pm. 2 pm. 3 pm.
Proceso Operarios 15 30 45 60 15 30 45 60 15 30 45 60 15 30 45 60 15 30 45 60 15 30 45 60 15 30 45 60 15 30 45 60
Recepción-Selección
1 XX
XX
XX
Lavado-Pesado
1 XX
XX
XX
XX
XX
Pelado-Cortado.
10 XX
XX
XX
XX
XX
XX
XX
Pulpeado-Refinado
1 XX
XX
XX
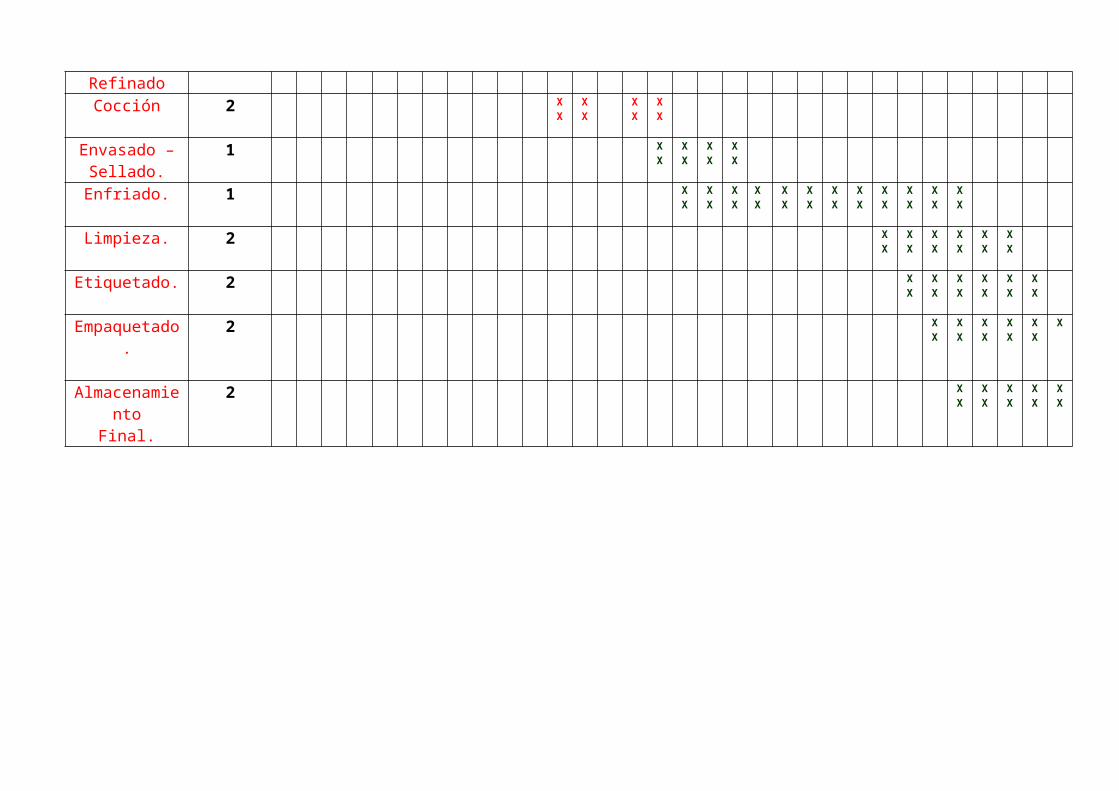
Cocción 2 XX
XX
XX
XX
Envasado –Sellado.
1 XX
XX
XX
XX
Enfriado. 1 XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
Limpieza. 2 XX
XX
XX
XX
XX
XX
Etiquetado. 2 XX
XX
XX
XX
XX
XX
Empaquetado. 2 XX
XX
XX
XX
XX
X
AlmacenamientoFinal.
2 XX
XX
XX
XX
XX
MAQUINARIA Y EQUIPOS
UTILIZADOS EN LA PRODUCCION DE NECTARES Y MERMELADAS
1. MAQUINARIA.
PULPESDORA REFINADORA:
Capacidad: 200 kg/hora
Motor eléctrico de 6HP, 220 voltios, trifásico.
LICUADORA INDUSTRIAL:
Capacidad: 50 litros
Motor eléctrico de 2HP, 220 voltios, trifásico.
MAQUINA DE CALOR (empacadora):
Eléctrica de 220 voltios.
Motor eléctrico de 2HP, 220 voltios, trifásico.
CALDERO DE VAPOR:
Motor eléctrico de 6HP, 220 voltios, trifásico.
ESTERILIZACION:
Capacidad: 50 litro
Motor eléctrico de 3HP, 220 voltios, trifásico.
PASTEURIZACION:
Motor eléctrico de 3HP, 220 voltios, trifásico.
2. EQUIPO.
EQUIPO DE LLENADO:
Material: Acero inoxidable
Motor eléctrico de 3HP, 220 voltios, trifásico.
EQUIPO DE FILTRACION DE AGUA:
Sirve para eliminar bacterias, cloro, olores y sabores desagradables del agua.
Motor eléctrico de 3HP, 220 voltios, trifásico.
COCINA INDUSTRIAL:
Nº de hornillas: 3
PAILA DE ACERO INOXIDABLE:
Capacidad 300 litros
Material: Acero inoxidable
ESTERILIZACION:
Capacidad: 50 litro
Motor eléctrico de 3HP, 220 voltios, trifásico.
PEROL DE COCCION:
Capacidad: 100 kg.
Motor eléctrico de 1HP, 220 voltios, trifásico.
MESAS DE TRABAJO:
Material: Acero inoxidable
TINAS DE EMFRIADO:
Material: Acero inoxidable
Motor eléctrico de 2HP, 220 voltios, trifásico.
3. EQUIPO AUXILIAR.
BALANZA MECANICA:
Modelo: tipo plataforma capacidad: 200 kg.
Esta balanza se utiliza para pesar la materia prima.
BALANZA DIGITAL:
Motor eléctrico de 0.5HP
Apagado automático
Botones sensibles al tacto.
Esta balanza se utiliza para pesar insumos.
Ph-METRO (potenciómetro):
Determina la intensidad de acidez de un fruto o producto, dándole un nivel
correcto de ácidos y evitar el desarrollo rápido de levaduras. La unidad de
medida es el pH.
REFRACTOMETRO:
Permite medir el porcentaje de sólidos solubles, la unidad de medida es el brix
(ºBRIX), y su capacidad difiere:
TERMOMETRO:
Sirve para controlar la temperatura de ebullición y esterilización.
MATERIAL DE LABORATORIO (tubos de ensayo, vaso de precipitación,
pipetas, laminas porta y cubre objetos).
MICROSCOPIO.
MENAJE DE COCINA (espumadera, paleta, colador, cuchillos, entre otros).
RECIPIENTES (baldes, bidones, jarras medidoras, etc).
MANGUERAS.
CUADRO Nº 20: REQUERIMIENTO DE MAQUINARIA Y EQUIPO.
DESCRIPCION CANTIDAD
MAQUINARIA
Despulpadora 1
Licuadora 1
Maquina de calor 1
EQUIPO
Equipo de llenado 1
Equipo de filtración 2
Mesa de trabajo 3
Tina de enfriado 1
Cocina industrial 1
Paila 3
Ollas de esterilización 2
Perol de cocción 1
Fuente: Elaboración propia
CUADRO Nº 21: REQUERIMIENTO DE EQUIPO AUXILIAR.
DESCRIPCION CANTIDAD
Balanza mecánica 1
Balanza digital 1
pH-metro 1
Refractómetro 1
Termómetro 1
Microscopio 1
Vaso de precipitación* 250cc 2
Tubos de ensayo de 10*75. 10
Pipetas graduadas de 5 cc. 10
Lamina cubre objetos. 10
Gradilla de madera. 2
Mangueras. 2
Espumadera. 2
Paletas 1
Cuchillos 2
Baldes. 4
Bidones. 4
Jarras medidoras. 3
FUENTE: Elaboración propia.
REQUERIMIENTOS DE RECURSOS HUMANOS
UTILIZADOS EN LA PRODUCCION DE NECTARES Y MERMELADAS
Se emplea en turno de 8 horas diarias desde las 8:00 a.m. a las 17 horas.
CUADRO Nº 22: REQUERIMIENTO DE RECURSOS HUMANOS.
DESCRIPCION CANTIDAD
Gerente general 1
Jefe de producción y control de calidad. 1
Encargado de ventas y marqueting. 1
Asesor contable 1
Asesor legal 1
Operarios 25
Guardián. 1
DISTRIBUCION DE PLANTA.
La distribución de planta es el proceso de determinación de la mejor ordenación de los
factores disponibles, de modo que constituyan un sistema productivo capaz de alcanzar los
objetivos fijados de la forma mas adecuada y eficiente posible.
Para nuestra distribución de planta utilizaremos el conocido método de layout y el método de
Guerchet.
METODO DE GUERCHET
Se ha utilizado el método de superficies parciales (Grouchet), los resultados se muestran en el
cuadro Nº 32, en donde se representan las posibles superficies de cada estación. Se requiere
de 453.8 m2. Las ecuaciones empleadas para este cálculo son:
St = Ss + Sg + Se (1)
Ss = L * A (2)
Sg = N * Ss (3)
Se = ( Ss + Sg )* K (4)
St = m * ( Ss + Sg + Se )
Donde:
St = Superficie total
Ss = Superficie estática (es función de la longitud y ancho de la maquina)
Sg = Superficie gravitacional (es función del numero de lados por los que se
trabaja con la maquina)
Se = Superficie de evoluciones.
CUADRO Nº23: ESPACIO REQUERIDO PARA EL ÁREA DE PRODUCCIÓN.
Nombre Ss SC Se At (m2)
Poza de lavado de envases 2.60 2.60 7.96 13.26
Poza de lavado de m.p. 2.60 2.60 7.96 13.16
Balanza 0.30 0.30 0.92 3.04
Filtro de agua 0.49 0.49 1.50 4.96
Mesa de pelado 1.50 1.50 4.59 7.59
Mesa de cortado 1.50 1.50 4.59 7.59
Pulpeadora-refinadora 1.20 1.20 3.67 6.07
Licuadora 0.49 0.49 1.50 2.48
Cocina para esterilizado 5.00 5.00 15.30 25.30
Cocina para pasteurizado. 5.00 5.00 15.30 25.30
Llenadota. 2.50 2.50 7.65 12.65
Tina de enfriado. 3.00 3.00 9.18 15.18
Mesa de enfriado. 2.00 2.00 6.12 10.12
Mesa de etiquetado 2.00 2.00 6.12 10.12
TOTAL 156,71
FUENTE: Elaboración propia.
Para la distribución general, que se muestra en el plano de
distribución de planta, se ha considerado las siguientes áreas
necesarias:
CUADRO Nº 24: REQUERIMIENTO DE ÁREA TOTAL.
AMBIENTE AREA
(m2)
DIMENSIONES
( L * A )
Almacén de materia prima 10.0 4.0*2.5
Almacén de insumos 21.0 5.25*4.0
Almacén de envases 40.0 8.0*5.0
Almacén de productos terminados 40.0 8.0*5.0
Área de producción 160.0 20.0*8.0
Laboratorio. 16.0 4.0*4.0
Área administrativa. 14.0 4.0*3.5
SS.HH.(personal administrativo) 3.0 1.0*3.0
SS.HH.(operario.incluye vestuario) 24.0 2(3.0*4.0)
Caseta de vigilancia 4.0 2.0*2.0
TOTAL 332.0 -----
METODO DE LAYOUT
I. TABLA RELACIONAL.
Después de haber calculado, por el método de GUERCHET, todos los espacios físicos
que se requieran para la planta, se procederá a analizar la dispocision de estos con ayuda
de la tabla relacional.
1. DEFINICION:
La tabla relacional es un cuadro organizado en diagonal, en el que aparecen las
relaciones de cercanía o proximidad entre cada actividad y todas las demás
actividades.
2. PROCEDIMIENTO PARA SU CONSTRUCCION:
La tabla relacional constituye una poderosa herramienta para preparar un
planteamiento de mejora, pues permite integrar los servicios anexos a los
servicios productivos y operacionales, además permite prever la disposición de
los servicios y de las oficinas.
La escala de valores para la proximidad de las actividades, queda indicada por
las letras: A, E, I, O, U, X; donde cada una de ellas tiene el siguiente valor:
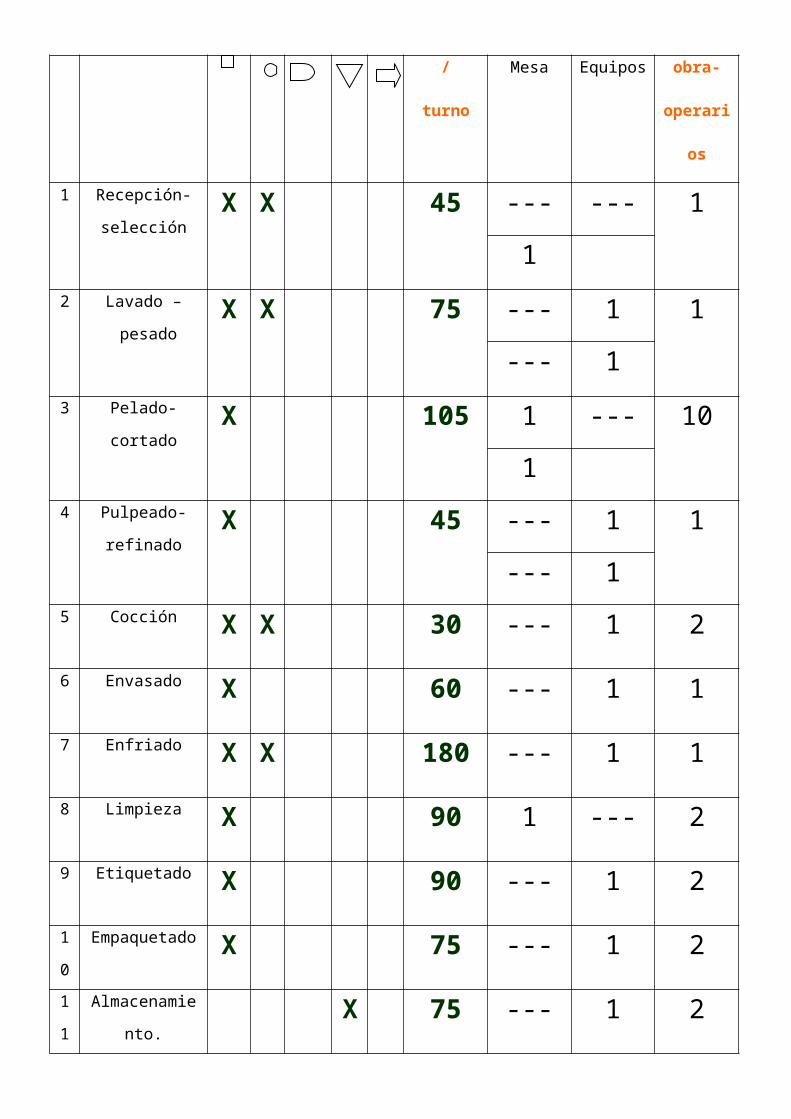
TABLA DE VALORES DE PROXIMIDAD DE AMBIENTES
A = Absolutamente necesario
E = Especialmente necesario
I = Importante
O = Normal y Opcional
U = Sin importancia
X = No deseable.
3. ESQUEMA DE LA TABLA RELACIONAL:
1 ALMACEN DE M.P. 2 ALMACEN DE ENVASES 3 ALMACEN DE INSUMOS 4 AREA DE PRODUCCION 5 ALMACEN DE P.T. 6 LABORATORIO 7 AREA DE ADMINIS. 8 SS.HH. ADMINIS. 9 SS.HH. VARONES 10 SS.HH. MUJERES 11 CASETA VIGILANCIA 12 PATIO GENERAL.

CUADRO Nº 25: INTERRELACIÓN DE ÁREAS DE LA PLANTA.
A E I O U X
1-41-6
2-4
3-43-6
4-54-6
7-8
1-3
2-6
4-7
5-6
1-21-51-71-112-32-11
3-73-11
5-75-11
7-11
2-52-7
11-12
1-91-101-12
2-122-13
3-5
4-114-12
5-95-105-126-76-116-127-12
9-109-119-1210-1110-12
1-8
2-82-92-103-73-83-93-103-124-84-94-105-8
6-86-96-107-97-108-98-108-118-12
II. DIAGRAMA RELACIONAL DE RECORRIDO Y/O ACTIVIDADES.
1. DEFINICION:
Esta es una técnica que permite observar gráficamente todas las actividades
en estudio de acuerdo con su grado o valor de proximidad entre ellos.
2. PROCEDIMIENTO PARA SU CONSTRUCCION:
Los puntos esenciales para su trazado son los siguientes:
Un conjunto adecuado y sencillo de símbolos para identificar
cualquier actividad.
Un metodo que permita indicar la proximidad relativa de las
actividades y la intensidad relativa del recorrido de los productos.
CUADRO Nº 26: TABLA DE CÓDIGO DE LAS PROXIMIDADES.
VALOR IDENTIFICACIÓN CÓDIGO DE
LÍNEA
CÓDIGO DE
COLOR
A Absolutamente
necesario
E Especialmente
importante
I Importante
O Normal u opcional
U Sin importancia
X No deseable
DIAGRANA DE LINEAS:
6
10
9
7
11
8
5
4
3
21
12
III. DISPOSICION PRÁCTICA DE LA PLANTA.
PLANO DE LA PLANTA HECHO PARA EDIFICACIONES:
VISTA LATERAL DEL PROCESO DE ELABORACION DE NECTAR Y MERMELADA DE PIÑA
RECEPCION LAVADO PESADO PELADO CORTADO SELECCION
COCCION
PASTEURIZADOLLENADO
PULPEADOR-REFINADOR HOMOGENIZADO PASTEURIZADO
Piña Piña
Piña Piña
TAPADO DE ENVASES ZONA DE EMFRIAMIENTO LIMPIEZA DEL PRODUCTO
ETIQUETADO-CODIFICADO EMPAQUETADO ALMACEN PRODUCTOTERMINADO
Nectar
Nectar
Nectar
Nectar
Nectar
Nectar
Mermelada
Mermelada
Mermelada





























