Embed Size (px)
Citation preview

Minerals Engineering 24 (2011) 1166–1171
Contents lists available at ScienceDirect
Minerals Engineering
journal homepage: www.elsevier .com/ locate/mineng
Bio hydrometallurgical recovery of metals from Fine Shredder Residues
Gregory Lewis a,⇑, Stoyan Gaydardzhiev a, David Bastin a, Pierre-François Bareel b
a Laboratory of Mineral Processing and Recycling, University of Liege, Chemin des Chevreuils B52, Liege, Belgiumb Comet Traitement SA, Rivage du Bourbier, Châtelet, Belgium
a r t i c l e i n f o
Article history:Available online 23 April 2011
Keywords:BiometallurgyFine Shredder ResiduesBacteriaBioleachingRecycling
0892-6875/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.mineng.2011.03.025
⇑ Corresponding author. Tel.: +32 (0)4 366 91 05; fE-mail addresses: [email protected] (G. Lew
(S. Gaydardzhiev), [email protected] (D. Bastin)(P.-F. Bareel).
a b s t r a c t
The leaching step of an integrated hydrometallurgical process for the selective recovery of metals frompolymetallic concentrates has been investigated. This concentrate has been produced by physical treat-ment of Fine Shredder Residues derived from a shredding plant processing a mixed feed of metallicscraps, waste electric equipments and end-of-life vehicles. Bacterially assisted leaching experiments havebeen carried out using a copper-adapted consortium of mesophilic bacterial strains. The influence of var-ious operating conditions such as stirring speed, temperature (25–50 �C), pulp solids density (5–20%) andinitial iron concentration (0–15 g/L) has been studied. Temperature and stirring speed have proved to bethe most influential parameter regarding copper dissolution kinetics, while pulp solids density and initialiron concentration have been found to have a subordinate importance. In optimum conditions, 95%extractions of zinc and copper were achieved within 48 h. Bacterial presence has been found beneficialin terms of catalysing copper dissolution.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction aluminium, zinc and lead. Its value is mostly due to the high
Recycling activities in the EU are gaining momentum as it con-tributes to sustainable development. This interest has been mate-rialized by more stringent EU regulations regarding collectionand recycling efficiencies of various waste streams.
By 2015, End-of-Life Vehicles (ELV) recyclers have to target anoverall recycling rate of 95% with a maximum 10% energetic valo-risation allowed (Directive, 2002/96/EC). Faced to this situation,the majority of the recycling companies are currently focusing onfinding out new avenues to increase their recycling rates, eitherby upgrading their existing technologies or by developing down-stream treatments of specific material streams coming out fromtheir installations. Very often, these side fractions have to be eitherlandfilled at additional costs or sold at relatively low prices. Thus,the stringer legislation to come could be viewed as an opportunityfor companies to increase their revenues.
With the above mentioned concerns on the background, twomaterial flows coming out from a conventional installation forELV treatment could be identified as suitable candidates for furtherdownstream treatment:
(1) a fraction commonly referred to as ‘‘Fluff’’ or ‘‘Organic Shred-der Residue’’ (Bareel, 2009), consisting mainly of lightorganic materials which can entrap metals like copper, iron,
ll rights reserved.
ax: +32(0)4 366 95 20.is), [email protected], [email protected]
copper content, but is also related to the high calorific valueof the organic fraction;
(2) a fraction composed predominately of very fine solids(<2 mm) referred to as ‘‘Fine Shredder Residues’’ (Bareel,2009);
Nowadays, large volumes of polymetallic waste materials arerecycled in smelters (Cui and Zhang, 2008) or in combined pyro/hydrometallurgical integrated plants (Hagelücken, 2006; Cui andZhang, 2008) like at Umicore Precious Metals Refinery in Belgium.These recycling routes are well suited for high metal gradesencapsulated in a refractory matrix (like printed circuit boards)and thus requiring a complete fusion of the material. However,incorporation of such products in conventional smelter feeds is oftenlimited. For instance, Umicore smelter can operate with alternativehighly calorific feed which do not exceed 15% of the total feed(Brusselaers et al., 2005). When considering low metals gradematerials with high organic content, toxic volatile compounds orheavy metals which cannot be recovered properly by existingprocesses, then alternative recycling routes should be evaluated. Aflexible hydrometallurgical approach could be beneficial for thesespecific streams. Several R&D projects like Terranova (Terranova,2008) or Hydroweee (Veglio et al., 2010) are dedicated to thesealternative routes.
The current paper reports on initial lab-scale results, part of abroader research project evaluating the feasibility of bio-hydro-metallurgy as a way to selectively recover non-ferrous and pre-cious metals from Automotive Shredder Fine Residues. Thediscussed results have a special emphasis on copper behaviour

Table 1Elemental composition of the as received and pre-treated material.
Elements Unit As received Pre-treated
Ag gpt 127 743Au gpt 2 39Bi gpt 178 785Cu % 10,34 39,44Fe % 33,81 12,77Pb % 7,60 12,50Sb gpt 504 2501Sn gpt 1796 26100Zn % 5,13 2,85
G. Lewis et al. / Minerals Engineering 24 (2011) 1166–1171 1167
during leaching and on the effect of selected technological param-eters on the degree of metals solubilisation.
2. Materials and method
2.1. Concentrate origin
A fine grained (<500 lm) concentrate sampled at the PostShredder Treatment Plant of Comet Traitements in Châtelet(Belgium) was further upgraded at labscale to produce a Cu–Pb–Zn–Sn–Ag polymetallic concentrate (Table 1).
2.2. Microorganisms and culturing medium
The mixed bacterial culture used in this study is composed ofthree different species: Thiobacillus ferrooxidans, Thiobacillus thio-oxidans and Leptospirillum ferrooxidans. The quantitative determi-nation of each genus has been carried out by serial end-pointdilution technique, commonly referred as ‘‘Most Probable Num-ber’’ method (Karavaiko et al., 1988). Three different culturingmedia have been used: Lundgren–Silverman 9K (Mishra et al.,2008), Mackintosh and Baering, respectively for the T. ferrooxidans,the L. ferrooxidans and the T. thiooxidans species. Mackintosh med-ium is composed of (NH4)2SO4 (0.07 gpl), KH2PO4 (0.01 gpl),MgCl2�6H2O (0.03 gpl), CaCl2�2H2O (0.07 gpl), FeSO4�7H2O(15 gpl), MnCl2 (0.03 gpl), ZnCl2 (0.03 gpl), CoCl2 (0.03 gpl),H3BO3 (0.05 gpl), Na2MoO4 (0.01 gpl), CuCl2 (0.03 gpl); Baeringmedium is composed of Na2S2O3�5H2O (5 gpl), K2HPO4 (0.1 gpl),NaHCO3 (0.2 gpl), NH4Cl (0.1 gpl). Cells counting has revealed thatT. ferrooxidans is the prevalent genus in the consortium(2.5 � 106 cells/mL), followed by L. ferrooxidans (4.5 104 cells/mL).The counting of T. thiooxidans has indicated that its population islow (2.5 � 102 cells/mL). This drop could be attributed to the pro-gressive culture depletion during replication stages carried out in
Table 2Operational parameters for abiotic and bacterial leaching.
Test Innoc. Nutrients Others [Fe] pH DP T Agit.(%) (%) (%) (gpl) (–) (%) (�C) (rpm)
1 10 90 0 7.0 1.9 5 35 7002 10 90 0 8.8 1.9 10 35 7003 10 90 0 8.8 1.9 20 35 7004 10 90 0 9.5 1.9 10 25 7005 10 90 0 9.3 1.9 10 50 7006 10 90 0 3.4 1.9 10 35 7007 10 90 0 14.6 1.9 10 35 7008 10 90 0 9.0 1.9 10 50 7009 10 90 0 3.5 1.9 10 35 300
10 10 0 0 0.8 1.9 10 35 30011 0 0 100b 6.0 1.9 20 50 30012 0 0 100a 0.0 1.9 10 35 30013 0 90 100b 8.6 1.9 10 35 300
a Sulphuric acid (1.2 g/L), pH 1.90.b Ferric sulphate solution obtained through dissolution of Fe2(SO4)3.2H20 in d.
w. at pH 1.90, 9 gpl Fe(III).
a free from sulphur and reduced sulphur compounds environment.Usually the leaching of mineral raw materials is carried out bymeans of microbial consortia which show higher efficiency thanthe respective pure cultures. In order to prevent bacterial activityinhibition when brought in contact with elevated concentrationof metallic cations, the consortium has been initially adapted tocopper concentration of 20 g/L by several subculturing stages withgradual concentration increase (Choi et al., 2004). The Lundgren–Silverman 9K nutrient medium has been selected for culturesgrowth, likewise suggested by other authors (Choi et al., 2004;Das et al., 1998; Rossi, 1990; Mishra et al., 2008). The iron oxidizingefficiency of the consortium has been evaluated through measur-ing iron oxidation rate. The methodology has consisted of subse-quent transfers of 10% (v/v) bacterial innoculum in 90% (v/v)Lundgren–Silverman 9K medium, with parallel titration of Fe (II)to estimate ferrous iron oxidation kinetics along time. Selectivecells counting and Eh monitoring have also been carried out duringiron oxidation tests.
2.3. Leaching
A two stage bioleaching process has been envisaged in thisstudy. The leach solution has been produced by fermentor filledwith ceramic rings as biofilm carriers. The fermentor has beenoperated in batch mode and inoculated with the substrate-adaptedcultures. The required volume of leach solution has been periodi-cally drained and the fermentor refilled with a fresh Lundgren–Silverman 9K medium. At the beginning of the leaching 10% (v/v)solution produced by the fermentor has been mixed with 90%(v/v) Lundgren–Silverman 9 K medium and placed inside athermostatised 1L double-walled leaching reactor. The solid mate-rial has been subsequently introduced to form suspension with10% solid density (w/v), a value suggested as an optimal one insimilar studies (Brandl et al., 2001). The reactor has been equippedwith stainless steel stirrer. A pH electrode has been placed directlyinside the agitation vessel and a micro pump dosing diluted sul-phuric acid has been connected to a control system operating inpH-stat mode. The pH value has been set to 1.9 to assure optimalbacterial growth and prevent copper losses though excessive builtup of iron precipitates. Pulp oxido-reduction potential has beenmeasured along leaching experiments. Regular solution samplingenabled to determine copper leaching kinetics. Each aliquot wascompensated with Lundgren–Silverman 9K medium addition.Copper leaching kinetics has been determined calculating themaximal copper dissolution speed in each leaching experiment.
Table 3Main results from the abiotic and bacterial leaching tests.
Test Tot.leachingtime
Residencetimea
Cuextr.
Znextr.
Acidconsumption
Cu dissol.velocity
(h) (h) (%) (%) (g/gsample)
(g/gCu)
(g/L h)
1 71 38 99.0 97.1 0.67 2.44 0.382 122 34 99.5 97.9 0.79 3.00 0.883 187 75 98.3 96.9 0.62 2.14 0.774 141 44 99.1 97.1 0.32 1.19 0.655 46 18 97.0 96.7 0.61 2.14 1.636 166 22 98.8 96.5 0.29 1.20 1.257 143 24 98.2 96.6 0.79 2.63 1.338 163 131 94.2 97.4 0.59 1.87 0.499 198 170 91.4 97.1 0.66 2.13 0.19
10 120 43 97.5 98.5 0.48 1.67 0.7111 143 122 97.2 95.8 0.78 1.54 0.4912 190 134 98.3 – 0.81 2.57 0.2413 161 82 96.9 – 0.57 1.92 0.48
a Residence time required for 80% copper recovery.

0 20 40 60 80 100 120 140 160 180 2000
10
20
30
40
50
60
70
80
90
100
Met
al re
cove
ry [%
]
Leaching duration [hours]
Copper - Abiotic & No oxidizer added Copper - Abiotic & Oxidizer added Copper - Bio Zinc - Abiotic & No oxidizer added Zinc - Abiotic & Oxidizer added Zinc - Bio
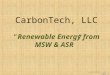
Fig. 1. Copper and zinc recoveries along time during abiotic and bacterial leaching.
1168 G. Lewis et al. / Minerals Engineering 24 (2011) 1166–1171
Operational conditions of the different tests are summarized inTable 2. For the sake of comparison and to evaluate how far micro-organisms are involved in metal solubilisation phenomena, abioticleaching tests have been performed in parallel to the bacterialones.
2.4. Analysis
The polymetallic concentrate and the leach solid residues havebeen pulverized and sieved at 150 lm for chemical analysis. Themetallic scraps retained on the sieve underwent a double nitricacid/aqua regia digestion. The material passing through 150 lmaperture was submitted to an oxidative (sodium peroxide) fusionand solubilised in diluted hydrochloric acid. Solutions were as-sayed by Atomic Absorption Spectrometry (AAS) for major metallicelements and by Inductively Coupled Plasma Optical EmissionSpectrometry (ICP-OES). Ferrous iron has been determined byK2Cr2O7 titration (Charlot, 1974). Ferric iron has been determined
0 20 40 60 800
4
8
12
16
20
Fe g
rade
s [g
pl]
Leaching d
0 20 40 60 800
100200300400500600700800900
1000
Eh v
s SH
E [m
V]
Fig. 2. Iron speciation and oxido-reduction potential
by difference between total and ferrous iron. Gold and silver con-tents were determined by a Fire Assay procedure (Ammen,1997). Acid consumption (gram H2SO4/gram of concentrate andgram H2SO4/gram of leached copper) has been calculated in eachexperiment at equivalent points corresponding to copper extrac-tion of 80%. Mineral and metallic solids were identified by a com-bination of X-ray powder diffraction (XRD) patterns and EnergyDispersion Spectra acquired through an Environmental ScanningElectron Microscope (ESEM).
3. Results and discussion
3.1. Concentrate characteristics
The metal content of the as received and pretreated polymetal-lic concentrates is given in Table 1. Copper, tin and precious metalsare the elements of economic value. The results illustrate theimportance of the mechanical pre-treatment for upgrading the
100 120 140 160 180 200
Bio - Fe(II) Bio - Fe(III) Abiotic - Fe(II) Abiotic - Fe(III)
uration [hours]
100 120 140 160 180 200
Bio Abiotic
evolution during abiotic and bacterial leaching.

0 20 40 60 80 100 120 140 160 180 2000
10
20
30
40
50
60
70
80
90
100
Cop
per r
ecov
ery
[%]
Leaching duration [hours]
0 gpl, blank 1 gpl Fe (*) 3 gpl Fe 9 gpl Fe 15 gpl Fe
Fig. 3. Influence of initial iron concentration on copper recovery during abiotic and bacterial leaching.
G. Lewis et al. / Minerals Engineering 24 (2011) 1166–1171 1169
material and reducing iron concentration. Copper occurs mainlyunder the metallic form, some wires being varnished or tin coated.Zinc has been found disseminated mainly as hydroxides or carbon-ates. Iron oxides (magnetite, hematite, wustite) have been identi-fied as the main iron-bearing phases. Lead and lead-based alloyshave been found as metallic droplets.
3.2. Leaching experiments
3.2.1. Metals leachingThe effect of bacterial presence has first been investigated to as-
sess their impact on the leaching parameters (kinetics, maximumcopper extraction and consumption). In all tested conditions, cop-per and zinc maximum extractions were above 95% (Fig. 1). Theintroduction of ferric iron (either chemically or through bacterialinnoculum) enhanced significantly the leaching kinetics. Copperleaching rates were doubled to 0.48 g/L h with the introduction
0 20 40 60 80 10
10
20
30
40
50
60
70
80
90
100
Cop
per r
ecov
erie
s [%
]
Leaching du
Fig. 4. Influence of temperature on coppe
of chemical ferric iron. The bacterial inoculation of the system sig-nificantly speeded up copper solubilisation with leaching rate of0.88 g/L h shortening leaching times to 50 h. It is difficult to ascer-tain whether they act in direct or indirect way, however, previousstudies have showed that the indirect mechanism predominates(Lewis et al., in press). Zinc is fastly brought into solution evenwithout addition of ferric iron. Lead, tin and precious metals re-main in the leach residues. Lead and tin are partially oxidizedand precipitate as sulphates and oxides. Some authors (Ilyaset al., 2007) have suggested that tin would precipitate under SnOform, while lead would rather occur as PbSO4. Iron and manganesehave been detected as the main impurities to be brought into solu-tion during the leaching process. These impurities could harmfullyaffect solvent extraction or electro-winning operations (Zhang andCheng, 2007). Lower amounts of aluminium and alkali metal ions(calcium, magnesium, potassium and sodium) have been detectedas well.
00 120 140 160 180 200
ration [hours]
Bio - 25°C - 10% solid Bio - 35°C - 10% solid Bio - 50°C - 10% solid
r recovery during bacterial leaching.

0 20 40 60 80 100 120 140 160 180 2000
10
20
30
40
50
60
70
80
90
100
Cop
per r
ecov
ery
[%]
Leaching duration [hours]
Abiotic Bio
Fig. 5. Influence of microorganisms on copper recovery at elevated temperature (50 �C).
1170 G. Lewis et al. / Minerals Engineering 24 (2011) 1166–1171
Results presented in Table 3 show that acid consumption coversa wide range of values, from 0.3 to 0.8 g/g of concentrate. They aresensitive to some major operational parameters, such as tempera-ture, iron grades and residence time. When comparing the resultsfrom tests 2 and 13, an over consumption of sulphuric acid couldbe noted during the bacterially catalyzed copper leaching, theremaining conditions being the same. One possible explanationfor such behaviour could be found in the stronger oxidizing condi-tions induced all along the bio leaching (Fig. 2).
3.2.2. Bacterial regeneration of ferric ironThe bacterial consortium used in this study has proved to be
very efficient towards regeneration of ferric iron reaching high val-ues of 0.21 g/L h ferrous iron in the absence of pulped solid mate-rial. The perusal of the results shown in Table 3 is suggesting thatthe introduction of bacteria in the leaching system has contributedto a gain of 0.40 g/L h copper. This figure is considerably higherthan the amount of copper to be leached stoichiometrically(0.12 g/L h), should the ferric iron regenerated via bacterial actionbeing the sole agent responsible for copper leaching. The differencemight be attributed to direct bacterial action.
The ability of bacteria to influence ferric iron regeneration hasbeen further supported by iron speciation during leaching
0.0
0.4
0.8
1.2
1.6
2.0
Bio
Cop
per d
isso
lutio
n ra
te [g
/L.h
]
Microorganisms
Abiotic 0 5 10 15
Iron conc.
20 25 30 35 40 45 50 5
Temperature
Fig. 6. Influence of selected experimental parameters upon the diss
(Fig. 2). In the presence of bacteria, the solution redox potentialhas remained higher than during abiotic leaching. This could be ex-plained by the higher ferric iron regeneration rate when leachinghas been bacterially assisted. Nevertheless, in both biotic and abi-otic systems, the kinetics of copper oxidation via ferric iron has ap-peared to be faster than the conversion rate of ferrous to ferric iron,a fact which has reflected in low ferric iron concentrations and lowredox potential of the solutions (0.4 V vs. SHE). As stated by someauthors (Choi et al., 2007), once copper leaching slows down, ferricions concentration rises. The higher ferric ions content reached inbioleaching systems at the end of experiments (Fig. 2) indicatethe activity of microorganisms.
3.3. Influence of selected operational parameters
3.3.1. Initial total iron concentrationRecent research studies (Tao et al., 2009; Deveci et al., 2010)
have found that the availability of oxidizing agent used to leachcopper from e-scraps has a pronounced influence on copperdissolution kinetics. In this study, the influence of total iron con-centration was of particular interest since it is directly involvedin the leaching mechanisms. Therefore ferrous ions have been ini-tially introduced at various concentrations in the system while the
5 0 5 10 15 20 25
Pulp density
300
Stirring speed
700
Nutrient medium
9K Without
olution velocity of copper during abiotic and bacterial leaching.

G. Lewis et al. / Minerals Engineering 24 (2011) 1166–1171 1171
amount of ferric ions (coming from the innoculum) has been keptconstant except in the abiotic test which has been performed with-out innoculum addition.
Results illustrated in Fig. 3 are suggesting that the use of rela-tively low initial iron concentration does not influence copper solu-bilisation kinetics. This statement is supported by the high leachingkinetics for copper (1.25 g/L h) being reached with only 3 gpl of fer-rous iron (test 6). Interestingly, same order of leaching rate has beenachieved when iron was present at 15 gpl (test 7). This contradicts tosome extent the findings by other authors who are suggesting thatLundgren–Silverman 9K medium (containing 9 gpl ferrous iron) isthe most suitable one for bacterial leaching.
Results shown in Table 3 are indicating that the presence offresh nutrient medium in the initial leach solution has not beenan essential condition for maximizing copper leaching kinetics(test 10).
A relatively fast leaching rate of 0.71 g/L h has been obtainedwithout addition of nutrient medium to the bacterial consortium,the latter being supplied as 10% v/v in diluted sulphuric acid. Thisvalue is slightly lower compared to the one achieved with nutrientmedium presence, but in this instance, the solid material hasserved as a sole vehicle of iron supply for the bacterial system.
3.3.2. TemperatureThe mesophilic microorganisms present in the studied consor-
tium are known to be most active in the temperature range25–45 �C. Their optimal activity is however reached around 32 �C(Rossi, 1990). Fig. 4 shows the influence of three temperatures oncopper bacterial leaching. As expected, using higher temperaturessignificantly increases copper solubilisation rate (Fig. 4), respec-tively 0.65 g/L h at 25 �C (test 4) up to 1.63 g/L h at 50 �C (test 5).As a consequence of temperature increase, other side reactions likeferric ions hydrolysis have also been promoted rendering hightemperature leaching less attractive.
Although bacteria can be adapted to more severe thermal condi-tions, the comparison between the purely abiotic and the bacterialleaching carried out at 50 �C (test 8 and 11) does not indicate notabledifferences in copper extraction patterns. This is consistent withobservations made by Rossi (1990), indicating that above 45 �C bac-terial activity decreases significantly and as a consequence, ferriciron regeneration and copper solubilisation kinetics are affected.Under such conditions pure chemical solubilisation mechanismspredominate over the bacterial ones, which explains the observedsimilarity in the trends for both leaching curves (Fig. 5).
3.3.3. Pulp density and agitation speedPulp density is an important technological parameter to be con-
sidered in view dimensioning leaching installations. It seems inthis study that an increase in pulp density from 5 to 10% has re-sulted in a concomitant increase of copper dissolution kinetics -0.38 to 0.88 g/L h (Fig. 6). The further increase in pulp density to20% has not brought notable rise in copper leaching velocity. Res-idence time has therefore been increased proportionally.
The high specific gravity of the concentrate requires high energyinput for adequate suspension. Low agitation speed seems prohib-ited as it dropped leaching rate dramatically to 0.19 g/L h (Fig. 6).
4. Conclusions
The results from this study demonstrate that zero valent coppercan be recovered from pretreated Fine Shredder Residues by bacte-rially assisted leaching using a mixed consortium of mesophilicstrains. The bacterial presence has significantly enhanced copperleaching kinetics through in situ ferric ions regeneration inducing
higher oxido-reduction potential during the leaching period.Leaching times were shortened to less than 50 h.
Leaching can be performed at low iron concentration (3 gpl)with moderate acid consumption (1.50–3.00 g H2SO4/gram leachedcopper). A temperature of 35 �C was found optimal as higher tem-peratures led to higher impurities solubilisations. Temperature andstirring speed proved to be the main influential parameters in termof copper dissolution kinetics.
Zinc is highly soluble and does not require complementaryaddition of oxidizer for complete solubilisation. Lead and tin re-main in the leaching residue either under unreacted species or sul-phates and/or oxides precipitates formed during leaching. Preciousmetals are also kept in the residue.
Acknowledgements
The authors wish to thank the Walloon Region of Belgium forthe financial support of ‘‘Phoenix’’ project within the frameworkof the Plan Marshall. Particular thanks go as well to ‘‘Comet Trait-ements’’ S.A. for the financial contribution and technical assistance.
References
Ammen, C.W., 1997. Recovery and refining of precious metals. second ed. AmmenMaic, C.W. Manitou, United States of America.
Bareel, P.-F., 2009. La valorisation des résidus de broyage des déchets métalliques –proposition d’un procédé intégré. PhD Thesis. University of Liege, Liege,Belgium.
Brandl, H., Bosshard, R., Wegmann, M., 2001. Computer-munching microbes: metalleaching from electronic scrap by bacteria and fungi. Hydrometallurgy 59, 319–326.
Brusselaers, J., Hagelücken, C., Mark, F., Mayne, N. Tange, L., 2005. An eco-efficientsolution for metals–plastics-mixtures from electronic waste: the integratedmetals smelter. In: fifth Identiplast 2005, the Biennal Conference on theRecycling and Recovery of Plastics Identifying the Opportunities for PlasticRecovery, Brussels, Belgium.
Charlot, G., 1974. Chimie analytique quantitative – tome 2 : méthodes sélectionnéesd’analyse chimique des elements. sixth ed. Masson et Cie.
Choi, M.S., Cho, K.S., Kim, D.S., Kim, D.J., 2004. Microbial recovery of copper fromprinted circuit board of waste computer by Acidithiobacillus ferrooxidans. JournalEnvironmental Science Health – Part A: Toxic/Hazardous SubstancesEnvironmental Engineering A39 (11–12), 2973–2982.
Cui, J., Zhang, L., 2008. Metallurgical recovery of metals from electronic wastes: Areview. Journal Hazardous Materials 158, 228–256.
Das, T., Panchanadikar, V.V., Chaudhury, R.G., 1998. Short communication: bio-oxidation of iron using Thiobacillus ferrooxidans. World Journal MicrobiologyBiotechnology 14, 297–298.
Deveci, H., Yazici, E.Y., Aydin, U., Yazici, R., Akcil, A.U., 2010. Extraction of copperfrom scrap TV boards by sulphuric acid leaching under oxidising conditions. In:Proceedings Conference Going Green – Care Innovation, Vienna, Austria.
Directive 2002/96/EC of 27 January 2003 on waste electrical and electronicequipment (WEEE). Official Journal of the European Union. L 37/24, February13, 2003.
Hagelücken, C., 2006. Recycling of electronic scrap at umicore’s integrated metalssmelter and refinery. World Metallurgy – Erzmetall 59 (3), 152–161.
Ilyas, S., Arwar, M.A., Niazi, S.B., Ghauri, M.A., 2007. Bioleaching of metals fromelectronic scrap by moderately thermophilic acidophilic bacteria.Hydrometallurgy 88, 180–188.
Karavaiko, G.I., Rossi, G., Agate, A.D., Groudev, S.N., Avakyan, Z.A., 1988.Biotechnology of metals – manual. United Nations Environment Programme,Moscow.
Lewis, G., Gaydardzhiev, S., Groudev S. N., Bastin, D., Bareel, P.-F., in press.Bioleaching of polymetallic industrial wastes using chemolitotrophic bacteria.UN Report Special Issue.
Mishra, D., Kim, D.J., Ralph, D.E., Ahn, J.G., Rhee, Y.H., 2008. Bioleaching of metalsfrom spent lithium ion secondary batteries using Acidithiobacillus ferrooxidans.Waste Management 28, 333–338.
Rossi, G, 1990. Biohydrometallurgy. McGraw–Hill Book Company GmbH, Hamburg.Tao, Y., Zheng, X., Jiankang, W., Limei, Y., 2009. Factor influencing bioleaching
copper from waste printed circuit board by Acidithiobacillus ferrooxidans.Hydrometallurgy 97, 29–32.
TerraNova, 2008. Method for treating waste containing precious metals and devicefor implementing said method. Patent.
Vegliò, F., Beolchini, F., Pagnanelli, F., Toro, L., Kopacek, B., 2010. Process analysis,process design of pilot plant, first practical experiences in the pilot plant. In:Proc. Conference Going Green – Care Innovation, Vienna, Austria.
Zhang, W., Cheng, C.Y., 2007. Manganese metallurgy review. Part III: Manganesecontrol in zinc and copper electrolytes. Hydrometallurgy 89, 178–188.