-
Environmental and Climate Technologies 2012 / 10
_________________________________________________________________________________________________
46
doi: 10.2478/v10145-012-0017-7
Research of Woody Biomass Drying Process in Pellet
Production
Jevgenijs Selivanovs1, Dagnija Blumberga2, Jelena Ziemele3,
Andra Blumberga4, Aiga Barisa5, 1-5Institute of Energy Systems and
Environment, Riga Technical University
Abstract This paper presents results of experimental research on
wood chips and sawdust drying in a rotary dryer. Empirical models
for the assessment of two dependent parameters of the drying
process were created based on the results of experimental data.
The mathematical description of the relationship between the
independent variable reduced sawdust moisture content and dependent
variable specific fuel consumption is represented by a linear
equation.
Keywords drying process, wood chips, flue gas, moisture content,
rotary dryer, temperature
I. INTRODUCTION Development and use of clean and renewable
energy
sources is fundamental towards reducing fossil fuel dependence
and negative impact on the environment.
Wood pellets are an example of a clean renewable energy source
and are considered as one of the fossil fuel substitutes [1]. Mixed
biomass pellets have proven to be a more sustainable source of
energy in international markets and with the appropriate support,
these fuels have much potential in the future. The use of biomass
pellets creates new market opportunities in the agricultural
sector, reduces dependence on fossil fuels and cuts greenhouse gas
emissions associated with their use [2].
Techno-economical analysis is always the starting point of a
wood pellet production unit. Additional suggestions related to
optimal plant localization and to the best use of the woody pellets
as substitute of fossil fuels for heating, cooling and power
generation purposes present alternatives with a positive impact of
the whole action on the quality of the environment and on the
recovery of soil fertility [3].
The moisture content of raw biomass is usually 30-60%. The
material needs to be dried to circa 10-15% moisture content since
dry biomass provides considerable benefits for combustion, such as
improved operational parameters of the boiler and increased energy
efficiency as well as reduced flue gas emissions, compared to fuels
with high moisture. However, drying is an energy-intensive
process.
From another point of view, drying is a major and challenging
step in the pre-treatment of biomass for production of second
generation synfuels for transport. Fagerns et al. [4] define a
concept for biomass pre-treatment in two different cases: a
large-scale wood-based gasification synfuel production
with a pneumatic conveying steam dryer;
a small-scale pyrolysis process based on wood chips and
miscanthus bundles with flue gas as a drying medium in a direct or
indirect rotary dryer.
Dryers operate on the principle of simultaneous heat and
mass transfer where water is removed from the product. A variety
of biomass drying equipment is available on the market [5]. The
most common biomass dryers applied in bio-energy plants are direct
rotary dryers, but the use of steam drying technology is increasing
[4].
Construction parameters and performance of the dryer are
important factors affecting end-product quality, consumption of
energy resources, and environmental and economic costs. Another
important aspect to consider is the raw material of wood pellets.
E.g., the use of sawmill residues for wood pellet production can be
seen both as an environmental solution and as an extra economic
benefit. The latter can be determined based on the production costs
of wood pellets and energy consumption under different framework
conditions [1].
The quality and properties of wood pellets depend on drying
technology that is chosen for particular application. The most
common biomass dryers use the principle of convection. Advantages
and disadvantages of different drying technologies are evaluated
based on such parameters as the drying medium, temperature and
residence time. Selection of parameters depends on requirements of
end-user equipment (boiler, oven or other) [6]. Hanning et al. [7]
have calculated a 34 years payback time on the initial investment
for two types of drying technologies of 40 MW power plants:
utilization of flue gases and application of superheated steam.
Several authors discuss the effect of drying technology on
pellet quality. For example, Sthl et al. [6] evaluated the impact
of two parameters the moisture content and the emissions of
volatile hydrocarbons on the quality properties of wood pellets.
Authors concluded that the level of volatile hydrocarbon emissions
after drying depends on the residence time of sawdust in the dryer:
drying technologies with longer residence time resulted in larger
emissions of terpenes. Furthermore drying techniques can also
affect the environment. Low emissions of volatile hydrocarbons
would improve the energy content of the sawdust, and by decreasing
air pollution improve the work environment and the environment in
the surroundings of the dryers [6].
II. MODELING OF DRYING PROCESS Tasks of modelling of drying
processes are several: to find
optimal parameters of drying process, to keep high quality
of
-
Environmental and Climate Technologies
_________________________________________________________________________________________________
2012 / 10
47
product and to reach minimum consumption of energy
resources.
Specific fuel consumption in this case is selected as energy
efficiency indicator (Eq. 1) which depends on fuel consumption and
the product produced.
prodMBb
2 (1)
where b specific fuel consumption, kg/tprod; M2prod amount of
dried material for the production of pellets, kg/h; B fuel
consumption, kg/h.
Fuel consumption or the necessary amount of dried material for
the operation of the furnace required for the drying process is
calculated as follows:
f
d
LHVQ
B (2)
where LHV lower heating value of fuel, MWh/t; Qd heat capacity
required for drying, MW; f furnace efficiency coefficient.
The given values for the calculation of the drying process
are usually the amount of material, its moisture content at the
inlet and outlet, temperatures and inlet parameters of the drying
agent. Other group of parameters is following: the values of dried
moisture content, weight change of the material during the drying
process, drying agent consumption and heat consumption. These
values can be obtained from the material and heat balance of drying
process. The average drying agent parameter values are used for the
calculation of the dryer.
First the amount of dried material is calculated using (3).
BMM prod 22 (3)
where M2 total quantity of dried material after the dryer,
kg/h.
Further dried moisture is determined using following
equation:
2
211
1
212 100100 W
WWM
WWW
MW
(4)
where W dried moisture, kg water; W1 average moisture content of
wood chips before the dryer, %; W2 average moisture content of wood
chips after the dryer, %; M1 total amount of wet wood chips before
the dryer, kg/h.
Knowing the amount of dried moisture, the amount of dry material
after the dryer and moisture content of wood chips, the amount of
wet wood chips before the dryer can be calculated using (5).
)100( 221
1 WWWWM (5)
Consumption of drying agent is calculated following:
12
1000ddWL (6)
where L consumption of drying agent, kg/h; d1 moisture content
of drying agent before the dryer, g/kg dry gas; d2 moisture content
of drying agent after the dryer, g/kg dry gas The consumption of
the drying agent is usually attributed to
1 kg of moisture excreted in drying process, according to
(7).
12
1000ddW
Ll (7)
where l specific consumption of drying agent, kg dry gas/kg
water.
Heat consumption is determined using the heat balance of
the dryer. Heat consumption is attributed to 1 kg of water.
Dryer heat consumption q consists of heat qk, which is supplied
from the furnace, because there are no additional heaters in the
dryer (Eq.8).
fqq (8)
where q dryer heat consumption, kJ/kg water; qf heat supplied
from the furnace, kJ/kg water.
Heat supplied from the furnace is calculated as follows [1]:
)( 01 HHlq f (9)
where H1 enthalpy of drying agent before the dryer, kJ/kg dry
gas; H0 enthalpy of drying agent before the furnace inflow, kJ/kg
dry gas. Dryer heat consumption and heat that will be supplied
from
the furnace can be calculated using the equation:
lf qHHlqq )( 02 (10)
where
-
Environmental and Climate Technologies 2012 / 10
_________________________________________________________________________________________________
48
H2 enthalpy of drying agent in the outflow of the dryer, kJ/kg
drygas; ql heat loss from the dryer surface, kJ/kg water.
Heat consumption for heating the material and the amount
of heat input with material moisture are not significant and
compensate each other.
Heat loss from the dryer surface is calculated using (11).
WQ
q Sl (11)
where QS heat loss capacity from dryer surface, W or kJ/h.
Dryer efficiency (the useful heat) is calculated following:
qql
d 1 (12)
where d dryer efficiency coefficient.
Enthalpy of drying agent after the dryer cannot be
determined with the help of H-d diagram, therefore (13) is used
to calculate it.
02 )( HqqlH lf (13) Enthalpy of drying agent after the dryer for
each separate
measurement is determined using the following equation:
dnn HH 12 (14) where H n2 enthalpy of drying agent after the
dryer for an individual measurement, kJ/kg dry gas; H n1 enthalpy
of drying agent before the dryer for an individual measurement,
kJ/kg dry gas.
Knowing the drying agent parameters, internal heat balance
of the dryer can be calculated:
)( 12 HHl (15) where internal heat balance of the dryer.
Internal heat balance of the dryer determines the
relationship between additional heat input and heat loss. There
are three possible scenarios for a real dryer: If = 0, additional
heat input in the dryer covers all heat
loss. Drying takes place at a constant drying agent enthalpy,
that is, H1 = H2 = const
If >0, additional heat not only covers all heat loss from
dryer, but also increases the enthalpy of drying agent. That is
H2>H1
If
-
Environmental and Climate Technologies
_________________________________________________________________________________________________
2012 / 10
49
Determination of the regression equation for the phenomena at
issue. For this purpose, the most commonly used is the method of
least squares;
Statistical analysis of the resulting regression coefficient to
assess its significance in the equation. This part of analysis is
carried out with help of regression analysis, and;
Identification of the independent and dependent variables of
casual interaction (stochastic connections) closeness
(correlation).
On the basis of empirical models, an evaluation of obtained
data was done and relation between parameters was found. Results
of the experiment presented necessity to improve process parameters
of the drying technology. Therefore a repeated industrial
experiment was carried out.
IV. RESULTS In this case regression equations corresponding to
empirical
correlation extraction and verification methodology were used.
Based on the results, conclusions about the performance of
equipment and necessary improvements to optimize designed
performance were drawn. A few ideas are presented further.
The quality of pellets is affected by various parameters of the
drying process. Results of the research present a linear dependence
of pellet moisture content from flue gas saturation with water
vapour (see Figure 2).
Fig. 2. Effect of flue gas saturation with water vapour on
moisture content of pellets
Figure 2 shows good correlation between data presenting moisture
content of pellets and relative moisture of gas after the dryer
(R2=0.7). Relation between both parameters indicates that lower
level of flue gas moisture results in lower moisture content of
pellets. Interconnection between the independent variable (gas
saturation) and dependent variable (moisture content of pellets) is
mathematically described by equation:
873.147.11 2 pelW (17) where Wpel pellet moisture content, %;
relative moisture of gas after dryer.
Energy efficiency of the drying process depends from the
moisture content of raw material and parameters of the
drying
process: inlet and outlet temperatures, quality and efficiency
of combustion process and other factors.
Energy efficiency analysis of the drying process indicates
changes in specific energy consumption. This energy efficiency
indicator allows using a dependent variable heat required to
evaporate one percent of moisture from sawdust. The difference
between initial and final moisture content of sawdust is selected
as the independent variable in this case.
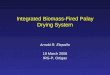
Data in Figure 3 show acceptable correlation between specific
heat energy consumption per each percent of reduced sawdust
moisture and the range of reduced sawdust moisture content in
percents (R2= 0.44). The results indicate that moisture content of
pellets can be reduced at a higher level with minimal specific heat
consumption. The mathematical description of interconnection
between the independent variable reduced sawdust moisture content
and dependent variable specific heat consumption per unit of
reduced moisture in raw material is presented by the equation:
sdusthc dWq 038.0503.2 (17)
where dWsdust reduced sawdust moisture content, %; qhc heat
energy consumption per each percent of reduced pellet moisture
content, kJ/%.
Fig. 3. Specific heat energy consumption depending on reduced
sawdust moisture content
V. DISCUSSIONS Results of the experimental research allow
proposing a
number of substantial improvements in the drying processes and
technologies related to improved energy efficiency by using waste
products for pellet production and dryer material in combustion
process. It allows obtaining less moist end-product due to reduced
relative moisture content of flue gases.
Energy efficiency analysis of the drying process, presented in
Figure 3, allows proposing for operational changes in process
parameters to reach higher reduction of moisture in raw material at
inlet and outlet of the dryer with minimal specific heat
consumption.
The third proposal for improvements is related to reduction of
moisture content in flue gases. This can be realized by condensing
the vapour contained in flue gases after the dryer before the
stack. The resulting heat energy can be used in the
02468
1012
0,65 0,75 0,85 0,95Pel
let m
oist
ure,
%
Relative moisture of gas after dryer
y = -0,0384x + 2,503R = 0,4401
0,95
1,05
1,15
1,25
1,35
1,45
30 32 34 36 38 40
Spec
ific
heat
con
sum
ptio
n,
kJ/%
Reduced sawdust moisture content,%
-
Environmental and Climate Technologies 2012 / 10
_________________________________________________________________________________________________
50
drying process. An additional advantage is the increased quality
of pellets due to partial return of dry flue gases to the
dryer.
VI. CONCLUSIONS 1. Research on the woody biomass drying process
has
allowed finding dependence of qualitative parameters and energy
efficiency indicators of the drying process from independent
variables parameters of processes.
2. Relation between two important drying process parameters
shows that lower moisture content of pellets can be reached at
minimal level of flue gas moisture. A mathematical description of
interconnection between the independent variable gas saturation and
dependent variable pellet moisture content presents a linear
equation.
3. Dependence of energy efficiency on reduced moisture content
of sawdust proves that higher level of moisture reduction in raw
material can be reached at minimal specific heat consumption. The
mathematical description of interconnection between the independent
variable reduced sawdust moisture content and dependent variable
specific fuel consumption presents a linear equation.
REFERENCES 1. Uasuf A., Becker G. Wood pellets production costs
and energy
consumption under different framework conditions in Northeast
Argentina / Biomass and Bioenergy Vol. 35, Issue 3, March 2011,
Pages 1357-1366
2. Karkania V., Fanara E., Zabaniotou A. Review of sustainable
biomass pellets production A study for agricultural residues
pellets market in Greece Review Article / Renewable and Sustainable
Energy Reviews, Volume 16, Issue 3, April 2012, Pages 1426-1436
3. Di Giacomo G., Taglieri L. Renewable energy benefits with
conversion of woody residues to pellets Original Research Article /
Energy, Vol. 34, Issue 5, May 2009, Pages 724-731
4. Fagerns L., Brammer J., Wiln C. et.al Drying of biomass for
second generation synfuel production /Biomass and Bioenergy Vol.34,
Issue 9, September 2010, Pages 1267-1277
5. Couper J.R., Penney W.R., Fair J.R.et. al. Dryers and Cooling
Towers/Chemical Process Equipment (Third Edition) 2012, Pages
223-275
6. Sthl M., Granstrm K., Berghel J. et.al. Industrial processes
for biomass drying and their effects on the quality properties of
wood pellets/ Biomass and Bioenergy Vol. 27, Issue 6, December
2004, Pages 621-628
7. Li H., Chen Q., Zhang X. et.al. Evaluation of a biomass
drying process using waste heat from process industries: A case
study / Applied Thermal Engineering Vol.35, March 2012, Pages
71-80
8. Revina I. Ekonometrija - Rga: Latvijas Universitte, 2002. -
270 lpp. 9. Veidenbergs I., Blumberga A. ku energopatria regresijas
modelis //
Proceedings of International Scientific Conference Power and
Electrical Engineering,October 11-13, 2001 Riga: RTU, 2001. Pages.
125-130
Jevgenijs Selivanovs, M.sc.ing., Riga Technical University,
Institute of Energy Systems and Environment. Jevgenijs has Masters
degree in Environmental Science. He is working in company Ludzas
Bio-Energija as a Manager of biomass boiler house and in pellet
production company Ekobriketes as a Managing Director. The main
research area of Jevgenijs is energy saving solutions. Address:
Kronvalda Blvd. 1, LV-1010, Riga, Latvia E-mail: [email protected]
Dagnija Blumberga, Dr.hab.sc.ing., Professor, Riga Technical
University, Institute of Energy Systems and Environment. Prof.
Dagnija Blumberga acquired diploma in Thermal Engineering in 1970.
Her two steps doctoral degree Condensing Unit was defended in
Lithuanian Energy Institute (1988) and Doctor Habilitatus thesis
Analysis of Energy Efficiency from Environmental, Economical and
Management Aspects was prepared in Royal Institute of Technology in
Stockholm (1995) and defended in Riga Technical University (1996).
The main research area is renewable energy
resources. She has participated in many local and international
projects related to energy and environment. She is author of more
than 200 publications and 14 books. E-mail:
[email protected]
Jelena Ziemele, M.sc.ing., Riga Technical University, Riga
International School of Economics and Business Administration.
Jeena has Masters degree in Thermal Technique and Masters degree in
Business Administration. She started Master studies in
Environmental Science in Institute of Energy Systems and
Environment in 2011. She has worked in Academy of Science Institute
of Microbiology as Scientific Assistant, JSC Ligija Teks as Manager
of boiler and turbine house, and in JSC Latvijas Gze as the Main
Engineer.
The main research area is energy efficient technologies and
environmentally friendly solutions. Phone: +371 29120969 E-mail:
[email protected]
Andra Blumberga, Dr.sc.ing., professor, has been part of
academic staff of Institute of Energy Systems and Environment,
Faculty of Power and Electrical Engineering, Riga Technical
University since 2001. Her main research area is end-users energy
efficiency. She started her professional career as Energy Auditor
in Sloka pulp and paper factory in 1991-1993. It was followed by a
six-year employment in ABB Latvia as Manager of Ventilation and
Refrigeration Dept. From 1999-2008 Prof. Blumberga has been
Director of energy and environmental consulting company Ekodoma
Ltd., where she is still acting as a consultant. She has
participated in different local and international projects related
to energy and environment, and is author of many publications and
books. She acquired Engineer and M.Sc. Diploma in Faculty of Civil
Engineering, Riga Technical University and PhD degree in Faculty of
Power and Electrical Engineering, Riga Technical University (2001).
E-mail: [email protected]
Aiga Barisa, M.sc., Riga Technical University, Institute of
Energy Systems and Environment. Aiga acquired Bachelors degree in
Environmental Science in 2010 and Masters degree in 2012. Both
bachelor and master theses were dedicated to promotion of renewable
energy sources in Latvian district heating systems. She has working
experience as a Scientific Assistant in Riga Technical University
and as a Project Assistant in engineer consulting company.
Currently she is a PhD student at Institute of Energy Systems and
Environment. The main research area is renewable energy
sources. Aiga Barisa is co-author of nine scientific papers.
Phone: +371 20059433 E-mail: [email protected]
-
Environmental and Climate Technologies
_________________________________________________________________________________________________
2012 / 10
51