Embed Size (px)
Citation preview

POROUS BIODEGRADABLE SCAFFOLDS FOR HARD TISSUE ENGINEERING
Kajal K. Mallick and James Winnett
School of Engineering University of Warwick Coventry'CV4 7AL United Kingdom
ABSTRACT Porous architectures of interconnected 3-D bioscaffolds of HAP, TCP and Bioglass* have been
fabricated using camphene based replication and freeze casting as well as paniculate leaching techniques. Following a sintering protocol at 1100 °C, the sublimation of camphene contributed to the formation of micropores and pore size development varied with each method with a maximum porosity of 90% and micro and macropores between 2 and 1000 urn, respectively - a clinically viable range amenable for cell proliferation, revascularisation and rapid bone in-growth. The mechanical strength varied with the degree of porosity and showed excellent correlation especially for the replication technique. Micro-CT and porosimetry data elucidated the nature of interConnectivity of the scaffolds fabricated. The author also presents a comparative analysis and reviews existing processes to produce such constructs.
INTRODUCTION In recent years, tissue engineering has emerged to overcome immunological, morbidity and
disease transmission problems related to tissue repair such as grafting and other forms of tissue repair1. Significant advances have been made in the area of tissue engineering involving 3-D interconnected porous scaffold constructs that are essential in the creation of new tissues from cultured cells2"7. This approach is now a viable alternative to hard tissue replacement of bone and teeth. Selection of appropriate synthetic or biologic (natural) biomaterials and especially fabrication methodologies are therefore critically important in designing temporary synthetic extracellular scaffold matrices that can support skeletal tissue formation. The choice of biomaterials would depend on their specific resorbability so as to match the rate of new tissue growth over a certain period and may range from ceramics, glass and glass-ceramics to polymers as well as their composites. The characteristics of the pore architecture and both the mesoporosity (2-50 nm) and macroporosity (> 50 |im) are necessary or adhesion, differentiation and proliferation of cells to aid vascularisation and delivery of metabolites. The motivation of the present work is therefore to present a brief overview of some of the current approaches in the fabrication of scaffolds that are suitable for their use in bone tissue engineering8. Results are reported for a novel adaptive foam reticulation technique developed in the present investigation and a camphene freeze casting (CFC) method developed by the author in an earlier work in terms of their ability to produce networked 3-D porous structures using the well known Bioglass® E
45S5 and hydroxyapatite (HAP) as precursor bioceramics. A comparative analysis of the nature and influence of the freezing vehicle, pore structure, porosity and solid loading for the fabricated interconnected bioscaffold structures is also presented.
FABRICATION METHODS FOR POROUS SCAFFOLDS For bone tissue engineering applications, there are principally two main methods i.e. rapid
prototyping (RP) and conventional processing (CP), currently available for the fabrication of 3-D porous scaffold constructs using a variety of biomaterials such as alloys, ceramics and polymers. Some RP techniques can mimic the exact dimensionality of the desired tissue architecture. However, RP can
57
Biomaterials Science—Processing, Properties, and ApplicationsEdited by Roger Narayan, Amit Bandyopadhyay and Susmita Bose
Copyright © 2011 The American Ceramic Society

Porous Biodegradable Scaffolds for Hard Tissue Engineering
be often time consuming, by and large expensive and, in some cases, are severely limited by the required spherical morphology of the feedstock together with lack of availability of some UV curable biodegradable polymer formulations, PLA and PGA, for example. RP methods9 are not reviewed here but several conventional and economically feasible routes that can provide better control over the fabrication of the porous microstructures. Some of the most promising candidate methods are briefly reviewed here. These are: (1) Conventional sintering and Firing of ceramic powder compacts (2) Foaming (3) Gel-casting (3) Porogen or solvent leaching (4) Replication and (5) Freeze Casting.
Conventional Sintering and Firing of Ceramic Powder with fugitive Phases Synthetic porous structures are produced by these methods are popular. They are linked in that
the conventional sintering involves sintering of the mixture of biomaterial and beads of polymer. Subsequent melting and vaporization of the polymer produces pores10. The latter is similar except a volatile or combustible pore forming fugitive phase is used to create space for the pores. In both cases, formation of regular interconnectivity often present difficulty due to irregular morphology of the feed or not being able to control the combustion kinetics.
Foaming This generic technique of producing pores relies on the use of a foaming agent homogeneously
dispersed in aqueous slurry of biomaterials or simply blowing gases through slum'. The method is unreliable, problematic to control the foaming process variables thus difficult to produce optimized pore structures.
Gel-Casting This method, similar to slip casting, can produce complex-shaped profiles that are strong
enough to be machined if necessary. A high content of ceramic or glass powders is suspended in an organic gel which polymerizes to form a cross-linked rigid green body. Normally, 10-20% of the slum' is used and the solvent is removed using drying as it sublimes. Although the process can be cost effective the negative issues are additive toxicity, control of the drying process and the difficult polymerization reactions.
Replication of Polymeric Sponge This method, similar to slip casting, can produce complex-shaped profiles that are strong
enough to be machined if necessary. A high content of ceramic or glass powders is suspended in an organic gel which polymerizes to form a cross-linked rigid green body. Normally, 10-20% of the slurry is used and the solvent is removed using drying as it sublimes. Although the process can be cost effective the negative issues are additive toxicity, control of the drying process and the difficult polymerization reactions.
Freeze Casting Freeze casting technique is a process where a ceramic or glass slurry (usually aqueous)
containing a certain vehicle is frozen in a non-porous mould. The frozen vehicle solvent acts as a binder and holds the slurry together as a green body with limited strength. The porogen acting as a vehicle is then removed by sublimation by freeze drying leaving an interconnected porous network. The green body is de-molded and sintered at appropriate temperatures to produce a porous body sample with improved mechanical strength.
EXPERIMENTAL
Materials and Scaffold Fabrication
58 ■ Biomaterials Science-Processing, Properties, and Applications
Porous Biodegradable Scaffolds for Hard Tissue Engineering
The Bioglass 45S5 of the composition 24.5Na20.24.5Ca0.45Si02.6P205 in wt%, originally proposed by Hench, was melted in a 100 g platinum crucible at 1450 °C for 3 hours. The molten glass was cast, pulverized and micronized to a particle size < 4 urn. The HAP, Caio(P04)6(OH)2, powder of 99.9% purity (Merck, Darmstadt, Germany) with a median particle size (dso) of 3um and a specific surface area of 72 m2/g was used. Camphene, CioHs (Sigma-Aldrich, UK) and carboxylic acid (alkali-free and molecular mass of 320 g/mol Dolapix CE64, Zschimmer and Schwarz, Germany) were used as freezing vehicle and dispersant, respectively. The polymeric foams in the range of 150-1000 um were used for the camphene (10%) based adaptive reticulation method.
A 40g batch of warm bioceramic and Bioglass* slurries, with solid loadings of 5-60 wt%, were first ball milled using a Dolapix concentration of 6 wt%, evacuated for 20 minutes to remove any trapped air bubbles. This was followed by casting in a stainless steel split mould which was cooled at temperatures from 0 to -196 °C according to the particular freeze casting method employed. Several types of freeze casting methods including this current technique, known as camphene freeze casting (CFC), have been reported previously".
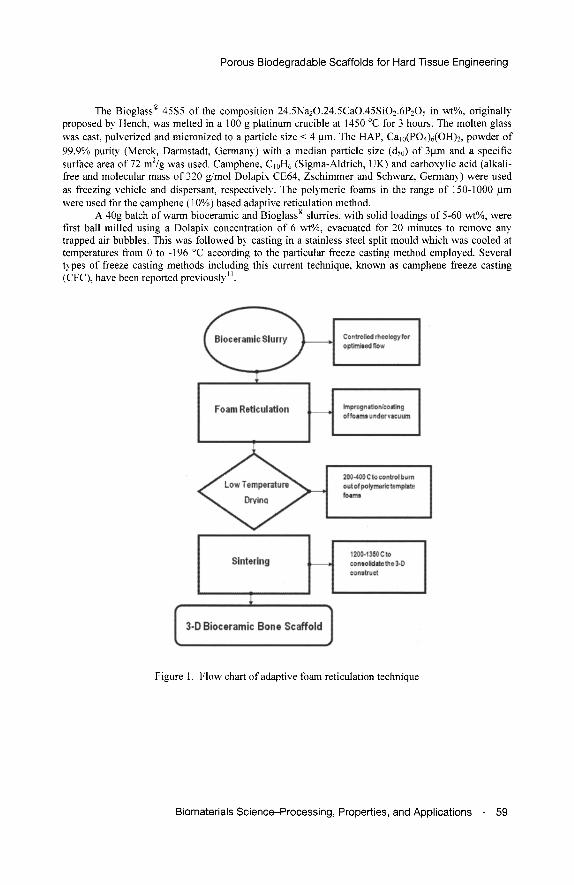
Figure 1. Flow chart of adaptive foam reticulation technique
Biomaterials Science-Processing, Properties, and Applications • 59

Porous Biodegradable Scaffolds for Hard Tissue Engineering
A flow chart for the camphene based adaptive replication method is shown in Figure 1. The camphene based HAP slum slurries of suitable rheology were used to vacuum impregnate/coat the polymeric porous templates. The polymeric template foams were first freeze dried at -70 °C in order to sublimate the camphene followed by carefully burning off the foam at a slow ramp rate of 0.5 °C/min. This produced green porous bodies which were subsequently sintered at 2 °C/min to a maximum temperature of 1100 °C so as to avoid phase separation.
Scaffold Characterization Isothermal behavior of as-prepared slurries was determined by simultaneous differential
thermal analysis and thermogravimetry (DTA-TGA) (STA1500 TA Instruments, West Sussex, UK). 20 mg of slum was heated to 1000 °C with a ramp rate of 10°C/min in flowing air.
Cry stallinity and phase development porous scaffolds were determined using powder X-ray diffraction (XRD) in the region of 26= 10-80° with a step size of 0.02° and step duration of 0.5s on a Ni-filtered Philips diffractometer (Model PW1710) using CuKa radiation (X = 0.15406 nm) at 40 kV and 40 mA. Using an automated powder diffraction software package the evolved phases were matched to both standard ICDD and calculated ICSD diffraction files.
Scanning electron microscopy (SEM) via a Philips Cambridge Stereoscan and JEOL Model 840 were used to study pore morphology of gold sputtered samples and related microstructural features of the porous architecture.
Open porosity and bulk density of the green body and the as-fired scaffolds were determined using the Archimedes method, pyconometry (Model AccuPyc II 1340, Micromeretics, UK), and mercury porosimetry (Autopore IV 9500, Micromeretics, UK). The porosity p of the scaffold was calculated by
\_fhcajfoU_
Psolid
where psouj =3156 kgm"3 for HAP and 2700 kgm"J for Bioglasss.
RESULTS AND DISCUSSION
Phase Transformation DTA trace for the Bioglass exhibited an endothermic softening temperature (Tg) of 530 °C.
Formation of new crystal phase is indicated by an exothermic crystallization (Tc) due to slow conversion to a glass-ceramic phase that begins at about 620 °C with maxima at 670 °C and finally the crystallization process is completed at 720-730 °C. Melting (Tm) endotherm occurs at around 1050 °C. These thermal events correspond well with those reported in the literature12"14.
The XRD trace of the as-micronized Bioglass8 powders showed a characteristic broad amorphous peak indicative of short range atomic order and evidence of the onset of just the surface crystallization. The indexed peaks matched the standard JCPDS reference pattern (22-1455) for Na2Ca2S¡309 (NCS), a phase reported also in other studies15"19. Presence of such a phase is necessary since both the degree of crystallization and the kinetics of hydroxyl calcium apatite (HCA) serves as an indicator of bioactivity15"17-20"23. No evidence of impurities or second phase such as ß-tricalcium phosphate (TCP) was detected. The indexed peaks matched the standard JCPDS reference pattern (72-1243) for HAP.
Formation of porous HAP scaffold by foam reticulation method Pore development of the HAP scaffolds for different pore sizes are shown in Figure 2. It can be
seen that it is possible to fabricate near ideal macroporous scaffolds with increasing but controllable
60 ■ Blomaterlals Science-Processing, Properties, and Applications

Porous Biodegradable Scaffolds for Hard Tissue Engineering
porous cell sizes. The mechanical integrity was further enhanced by the use of coating up to 5 times thus allowing the mechanical strength to be optimized by applying several layers of intermittent coating and sintering. The foams exhibited porosity ranging 80-94%. A typical 3-D rendered micro-CT image is shown in Figure 3 for a scaffold of an average 500 (im cell size. Excellent level of interConnectivity with a majority of unbroken struts is observed although few cells are seen to be layer of filled coating resulting as a consequence of local rheological discontinuities during vacuum impregnation. The routine use of micro-CT is clearly a useful tool in evaluating and visualizing in order to optimize process variables employed for the reticulation method. The shrinkage in volume from polymer foam to the sintered HAP scaffold was estimated to be approximately 25% at 1100 °C and was, as expected, found to be dependent on the sintering protocol used, reaching a plateau at 35% when sintered at 1250 °C. Similar observations in the shrinkage behavior have been reported for porous bodies18.
250u,m 500nm lOOOum
Figure 2. As-fabricated HAP porous scaffolds
Biomaterials Science-Processing, Properties, and Applications • 61

Porous Biodegradable Scaffolds for Hard Tissue Engineering
Figure 3. 3-D Micro-CT image of a 500 p.m HAP porous scaffold
Macroporous network structure The nature of the macroporous network and the interconnecting bridge/strut microstructure of a
typical scaffold are shown in optical and SEM micrographs in Figures 4 and 5. It can be seen that highly interconnected porous scaffolds were produced at all sintering temperatures. A similar type of morphologies is reported for Bioglass based foams using polymer sponge technique bodies' . The cell structure is relatively uniform throughout with cell struts fully densified with but some struts are seen to have been damaged although not typical of majority of samples produced. The cell sizes ranged from 150-1000 um. The compressive strength twice coated samples varied from 0.1 to 0.5 MPa for the porosity range 94 to 80%, respectively. As mentioned earlier, the thickness of cell struts can easily be controlled by additive layers of coating leading to expected enhancement in mechanical strength.
62 • Biomaterials Science-Processing, Properties, and Applications

Porous Biodegradable Scaffolds for Hard Tissue Engineering
Figure 4. Optical micrograph of flat faced porous scaffold structure (top) and SEM micrographs showing the interConnectivity of macroporous scaffold (bottom)
Microporous network structure The surface topography of the struts is shown in Figure 5. It is reported in the literature that
presence of microporositv is beneficial in the cell attachment, formation of extracellular matrices and cell growth23'24. It was found that a low amount of camphene addition in the slurry produced a range of
Figure 5. SEM micrographs showing surface morphology of struts and interconnected micropores micropores during the sublimation process. These micropores are confined to the surface only due to their nature of immiscibility with the aqueous media. However, it is suggested that their uniform distribution on the surface is due to the effectiveness of the Dolapix as a dispersant. The level of surface microporosity also varied with varying cell sizes originating from the polymeric template foams.
The bioresorbable constructs with the presence of both macro and microporosity are ideal to accelerate the rate of hydroxyl carbonate apatite (HCA) formation. The wide range cell sizes achieved will also satisfy- the complex physiological factors required clinically. The 3-D nature of the architectural patterns and their bridging connectivity is expected to promote directional cell growth and
Biomaterials Science-Processing, Properties, and Applications • 63

Porous Biodegradable Scaffolds for Hard Tissue Engineering
rapid vascularisation of the implants. Clearly, both the osteoconduction and osteoinduction characteristics are also expected to complement the observed pore texture.
Structure of porous Bioglass® and HAP scaffolds by freeze casting technique
Morphology of porous micros tructure Well optimized unidirectional camphene sublimation during freeze drying produced largely
defect free and uniformly homogeneous and dendritic pores for both Bioglass8 and HAP based scaffolds. Level of peak mean pore macropore diameters varied from 80-150 urn with the freezing temperatures from 0 to -196 °C where water acting as a modifier. The values of around 150 urn are highest reported for camphene based procedures for Bioglass* related compositions"'18. The pore architecture of both Bioglass* and HAP scaffolds are largely similar even with solid loading as high as 70%. A typical example for Bioglass8 scaffolds is shown in Figure 6.
Figure 6. SEM micrographs of freeze cast Bioglass8 scaffolds sintered at 730°C at -10°C using solid loading of (a) General microstructure, (b) 10 wt%, (c) 20 wt%, (d) 40 wt%, (d) 60 wt% and (e) 70 wt%
[(a) bar = 1mm ; (b), (c), (d), (e) bar = 200um]
The porosity values varied from 10-90% with solid loading of 0-70% and dense strut interconnectivity of 6-8 |im of uniform thickness were achieved for both Bioglass* and HAP scaffolds. Previous studies" by the author also reported an increase in pore diameter for Bioglass* scaffolds due to glass softening resulting in more interconnected 3-D porous structures and that the level of interconnectivity in HAP scaffolds was found to be influenced by the coalescence of the ceramic particulates during sintering. The pore size distribution determined by porosimetry was found to be unimodal and the results are in good agreement with microstructural observations. It was also found that a 3um surface crystallized layer of Na2Ca2S¡3C>9, in Bioglass*-ceramic bridges is consistent with the idea that bioactivity would elicit cell proliferation in these constructs resulting in resorption
64 ■ Biomaterials Science-Processing, Properties, and Applications

Porous Biodegradable Scaffolds for Hard Tissue Engineering
promoting biomineralisation and subsequent bone in-growth15,23. Better bone regeneration can then be tailored to match the rate of biodegradation25"30.
CONCLUSION This work successfully fabricated highly porous 3-D interconnected bioscaffold structures
using two distinctly different synthetic routes. An adaptive foam reticulation technique based on sublimation of low concentration of camphene based HAP slum resulted in the formation of largely defect free pores ranging from 15-1000 \im culminating in about 25% shrinkage. The original template structure was accurately replicated and maintained even at high temperatures without undesirable phase separation. A significant finding here is related to the successful formation of well defined microporous surface topography in the interconnected struts. This feature is regarded as desirable to the success of bone cell attachment and growth. Freeze casting method with various slurry concentrations of 10-70 wt% was also found to be effective in producing Bioglass and HAP based scaffolds having a maximum porosity of 90%) and pore diameter of 150p.m. At low temperatures of 730°C, micropores of 6-8 urn are expected to promote in-vivo bioactivity. Therefore, the goal of a near ideal scaffold with reasonable mechanical strength and pore characteristics is achievable for the compositions used in the present work.
REFERENCES 'R. Langer and J.P. Vacanti, Tissue engineering, Science, 260 920-926 (1993). 2J.J Klawitter and A.M.Weinstein, The Status of Porous Materials to obtain Direct Skeletal Attachment by Tissue Ingrowth, Acta Orthop. Belg., 40 755-765 (1974). 3É.W. White, J.N. Weber, D.M. Roy, EX. Owen, R.T. Chiroff and R.A. White, Replamineform Porous Biomaterials for Hard Tissue Implant Applications, J. Biomed. Mater. Res., 9 23-27 (1975). 4M. Spector, M.J. Michno, W.H. Smarook and G.T. Kwiatkowski, A High Modulus Polymer for Porous Orthopedic Implants: Biomechanical Compatibility of Porous Implants./. Biomed. Mater. Res.. 12 665-677 (1978). 5J.J. Klawitter, J.G. Bagwell, A.M. Weinstein and B.W. Sauer, An Evaluation of Bone Growth into Porous High density Polyethylene,/. Biomed. Mater. Res., 10 311-323 (1976). 6H.J. Cestero Jr, K.E. Salver and I.R. Toranto, Bone Growth into Porous Carbon, Polyethylene, and Polypropylene Prostheses, J. Biomed. Mater. Res., 9 1-7 (1975). 7B.W. Sauer, A.M. Weinstein, J.J. Klawitter, S.F. Hulbert, R.B. Leonard and J.G. Bagwell, The Role of Porous Polymeric Materials in Prosthesis Attachment, /. Biomed. Mater. Res., 8 145-153 (1974). 8C.W. Patrick, Jr, A.G. Mikos and Mclntire, Prospectus of Tissue Engineering In: Frontiers in Tissue Engineering, Editors: C.W. Patrick, Jr, A.G. Mikos and L.V. Mclntire, Elsevier Science, New York, USA, 3-14 (1998). 'Scott J. Hollister, Porous Scaffold Design for Tissue Engineering, Nature Materials, 4, 518-524 (2005). I0A. Uchida, S.M. Nade, E.R. McCartney and W. Chiang, The Use of Ceramics for Bone Replacement. A comparative study of three Different Porous Ceramics, J. Bone Joint Surg. Br., 66 269-275 (1984). "Kajal K. Mallick, Freeze Casting of Freeze Casting of Porous Bioactive Glass and Bioceramics, J. Amer. Ceram. Soc, 92 [SI] S85-S94 (2009). 12H.A. Batal, M.A. Azooz, E.M.A. Khalil, A. Soltan Monem and Y.M. Hamdy, Characterization of Some Bioglass® -ceramics, Mater. Chem. Phys., 80 [3] 599-609 (2003). I3A. El Ghannam, E. Hamazawy and A. Yehia, J. Biomed. Mater. Res., Effect of Thermal Treatment on Bioactive Glass Microstructure, Corrosion Behavior,Potential, and Protein Adsorption, 55 [3] 387-398 (2001).
Biomaterials Science-Processing, Properties, and Applications • 65

Porous Biodegradable Scaffolds for Hard Tissue Engineering
14X. Chatzistavrou, T. Zorba, E. Kontonasaki, K. Chrissafis, P. Koidis and K.M. Paraskevopoulos, Following Bioactive Glass Behavior Beyond Melting Temperature bv Thermal and Optical Methods, Phys. Stat. Sol.(a), 201 [5] 944-951 (2004). 1:>D.C. Clupper, JJ . Mecholsky Jr, G.P. LaTorre, D.C. Greenspan, Sintering Temperature Effects on the In Vitro Bioactive Response of Tape Cast and Sintered Bioactive Glass-ceramic in Tris Buffer, J. Biomed. Mater. Res., 57 [4[ 532-40 (2001). 16D.C Clupper, J.J Mecholsky Jr., G.P LaTorre, D.C Greenspan, Bioactivity of Tape Cast and Sintered Bioactive Glass-ceramic in Simulated Body Fluid, Biomaterials, 23 [12] 2599-2606 (2002). ,7O.P. Filho, G.P. LaTorre, L.L. Hench, Effect of Crystallization on Apatite-layer Formation of Bioactive Glass 45S5, J. Biomed. Mater. Res., 30 509 (1996). 18Q.Z. Chen, I.R. Thomson and A.R. Boccacinni, 45S5 Bioglass^ - Derived Glass-ceramic Scaffold for Bone Tissue Engineering, Biomaterials, 27 [11] 2414-25 (2006). 18I.K. Jun, Y.H. Koh and H.E. Kim Fabrication of Highly Porous Bioactive Glass-ceramic Scaffold with High Surface Area and Strength, J. Amer. Ceram. Soc, 89 [1] 391-4 (2006). 19P. Li, Q. Yang, F. Zhang and T. Kokubo, The Effect of Residual Glassy Phase in a Bioactive Glass-ceramic on the Formation of its Surface Apatite Layer In Vitro, J. Mater. Sei : Materials in Medicine, 3 16] 452-56 (1992). 20O. Peitl, E.D. Zanotto and L.L. Hench, Highly Bioactive P205-Na20-CaO-Si02 Glass Ceramics, /. Non-Cryst. Solids, 292 [1-3] 115-26 (2001). 21D. C. Clupper and L. L. Hench, Crystallization Kinetics of Tape Cast Bioactive Glass 45S5, J. Non-Cryst. Solid, 318 [1-2] 43-8 (2003). 2 20. Peitl, G.P. LaTorre and L.L. hench, Effect of Crystallisation on Apatite-Layer Formation of Bioactive Glass 45S5, J. Biomed. Mater. Res., 30 [4] 509-14 (1996). 23K. A. Hing, Bioceramic Bone Graft Substitutes: Influence of Porositv and Chemistry, J. App. Ceram. Tech., 2 [3[ 184-199(2005) 24K. Guth, C. Campion, T. Buckland and K. A. Hing, Effect of Silicate-substitution on Attachment and Early Development of Human Osteoblast-like Cells Seeded on Microporous Hydroxyapatite Discs, Advanced Eng Mater, 12 [1-2] B26-B36 23L.L. Hench, Sol-gel materials for bioceramic applications, Current Opinion Solid State Mater. Sei., 2 604-10(1997). 26A.E. Clark and L.L. Hench, Calcium Phosphate Formation on Sol-gel Derived Bioactive Glasses J. Biomed. Res., 28 693-8 (1994). 27L.L. Hench and J. Wilson, Surface Active Biomaterials, Science, 226 630-6 (1984). 28L.L. Hench, R.J Splinter, W.C Allen, T.K Greenlee, J. Biomed. Mater. Res. Symp., 2 [1] 117-41 (1971). 29W. Cao and L.L. Hench, Bioactive Materials, Ceram. Int., 22 493-507 (1996). 30T. Kokubo, Novel Bioactive Materials, Anales de Química, 93 S49-55 (1997).
66 • Biomaterials Science-Processing, Properties, and Applications









![Hypoxia-mimicking mesoporous bioactive glass scaffolds with … Biomaterials 2012.pdf · 2016. 2. 6. · biomaterials could induce a hypoxia function [27]. To our best knowledge,](https://img.pdfslide.net/doc/110x75/5fe35ec466c7c06113333f28/hypoxia-mimicking-mesoporous-bioactive-glass-scaffolds-with-biomaterials-2012pdf.jpg)
![using functional highly porous polymer scaffolds to ... · using functional highly porous polymer scaffolds to establish biomimicry of the bone marrow niche. Biomaterials, 225, [119533]](https://img.pdfslide.net/doc/110x75/5f3ec58f9b949b3cfa5bec94/using-functional-highly-porous-polymer-scaffolds-to-using-functional-highly.jpg)





![Creative Commons - Attribution-Noncommercial-No · Biomaterials for scaffolds preparation have to possess certain physical, chemical, and biological properties [6-8]. However, it](https://img.pdfslide.net/doc/110x75/5f0931e37e708231d425ad2c/creative-commons-attribution-noncommercial-no-biomaterials-for-scaffolds-preparation.jpg)












