Embed Size (px)
Citation preview

Biochemical Engineering Journal 13 (2003) 113–125
Bioreactor designs for solid state fermentation
A. Durand∗Platform for Development in Biotechnology, UMR-INRA 1082 (IBQ), 17 Rue Sully, Dijon 21065, France
Received 17 December 2001; accepted after revision 24 July 2002
Abstract
Solid state fermentation has gained renewed attention not only from researchers but also from industry. This technique has become amore and more attractive alternative to submerged fermentation for specific applications due to the recent improvements, especially in thedesign. This paper reviews the various reactor designs and focuses on the differences between lab-scale and industrial-scale designs. Ithighlights the main designs that have emerged over the last 10 years and the potential for scaling-up for each category of reactor.© 2002 Elsevier Science B.V. All rights reserved.
Keywords: Solid state fermentation; Bioreactor design; Engineering; Scale-up strategies
1. Introduction
Is solid state fermentation (SSF) a new challenge for avery ancient technology? The question is worth asking be-cause this “ancient art” is in the process of becoming a mod-ern technology.
During the last 10 years, many articles have been pub-lished, several books have been edited showing a spurt ofSSF processes even in western countries. The fact that thisprocess is particularly well adapted to the metabolism offungi, the micro-organisms most commonly in SSF pro-cesses, is an important feature because of the characteristicsof these micro-organisms (apical growth, enzymatic ac-tivities). Moreover, in western countries, recent importantproblems has emerged such as: pollution of soils and thepotential use of bioremediation, BSE epidemic and the ne-cessity to find alternative for animal feeding, to cite onlytwo examples. Thus, SSF has gained a new interest fromresearchers and manufacturers over the past 10 years.
Many papers have appeared on the use of solid state fer-mentation, with studies on the effects of different factors onfungus metabolism, and the potential for producing differ-ent metabolites[1–3]. The great majority of these paperswere SSF processes at laboratory-scale. Conversely, veryfew works have been carried out on the engineering aspectsand problems of scale-up.
Compared to submerged fermentation, the solid mediaused in SSF contain less water but an important gas phase ex-ist between the particles. This feature is of great importance
∗ Tel.: +33-3-8069-3061; fax:+33-3-8069-3229.E-mail address: [email protected] (A. Durand).
because of the poor thermal conductivity of the air comparedto the water. Another point is the wide variety of matricesused in SSF which vary in terms of composition, size, me-chanical resistance, porosity and water holding capacity. Allthese factors can affect the reactor design and the controlstrategy for the parameters. Indeed in submerged fermenta-tion, we can consider roughly that all the media are madeup essentially of water. In this environment, the temperatureand pH regulations are trivial and pose no problem duringthe scaling-up of a process. In submerged fermentation, onlyone major difficulty is encountered: the transfer of oxygento micro-organisms which depends upon the shape, the sizeof the reactor and the agitation/aeration system used. Tocharacterise this transfer, a parameter,KLa (oxygen trans-fer coefficient), has been defined. It can be considered asa “similarity invariant”, i.e. its value expresses the capac-ity of the equipment to transfer oxygen independently ofthe volume of the reactor and so, constitutes an importantparameter used for the scale-up studies in submerged fer-mentation. In SSF, besides the oxygen transfer which can bea limiting factor for some designs, the problems are morecomplex and affect the control of two important param-eters: the temperature and the water content of the solidmedium.
Other factors also affect the bioreactor design: (i) the mor-phology of the fungus (presence or not of septum in thehyphae) and, related to this, its resistance to mechanical ag-itation, (ii) the necessity or not to have a sterile process.
Before analysing the various types of bioreactors, theiradvantages and drawbacks, it is important to specify thatin a general way, many types of reactors are able to run atlaboratory-scale with small quantities of medium. But, the
1369-703X/02/$ – see front matter © 2002 Elsevier Science B.V. All rights reserved.PII: S1369-703X(02)00124-9

114 A. Durand / Biochemical Engineering Journal 13 (2003) 113–125
scale-up is complicated mainly by intense heat generationand heterogeneity in the system[4].
In this paper, emphasis will be put on the differencesbetween bench-scale bioreactors and pilot or industrial unitsand also between non-sterile and sterile process.
2. Bioreactor classification
Two categories of bioreactor exist for the SSF processes:(i) at laboratory-scale, using quantities of dry solid mediumfrom a few grams up to few kilograms, (ii) at pilot andindustrial-scale, where several kilograms up to several tonsare used. The first category comprises many designs, more orless sophisticated, while the second category, which is usedmainly at industrial level, is markedly less varied. Withineach category, some of the bioreactors can operate in asepticconditions.
2.1. Laboratory-scale bioreactors
Several types of equipment are used for SSF. Petri dishes,jars, wide mouth Erlenmeyer flasks, Roux bottles and rollerbottles offer the advantage of simplicity[5,6]. Withoutforced aeration and agitation, only the temperature of theroom, where they are incubated, is regulated. Easy to usein large numbers, they are particularly well adapted for thescreening of substrates or micro-organisms in the first stepsof a research and development program.
One of the interesting lab-scale units is the equipment de-veloped and patented by an ORSTOM team between 1975and 1980[7]. It is composed of small columns (Ø 4 cm,length 20 cm) filled with a medium previously inoculatedand placed in a thermoregulated water-bath (Fig. 1). Watersaturated air passes through each column. This eqiupment iswidely used by many researchers and offers the possibility to
Fig. 1. Typical lab-scale column reactor. Several columns detailed on the right part of the figure are located in a water-bath for temperature control.
aerate the culture and also analyse the micro-organism res-piration by connecting the columns to a gas chromatographwith an automated sampler that routinely samples each col-umn. This equipment is convenient for screening studies, op-timisation of the medium composition and measurement ofCO2 produced. The small quantity of medium (few grams)used and the geometry of the glass column is suitable formaintaining the temperature in the reactors (the heat removalthrough the wall seems to be sufficient). The design of thisreactor, however, does not permit sampling during fermenta-tion and so it is necessary to sacrifice one entire column foreach analysis during the process. This equipment, with itsadvantages (forced aeration, cheap, relatively easy to use),can constitute a first step in the research.
A new generation of small reactors was developed by anINRA-team in France a few years later. The first model de-veloped[8] addressed problems concerning the regulationof the water content of the medium. A second model builtduring 2000 has been tested but has not been reported inthe literature. As shown in the photograph (Fig. 2), this re-actor has a working volume of about 1 l. Compared to thefirst model, the principal changes were the introduction of arelative humidity probe, a cooling coil on the air circuit anda heating cover for the vessel. These changes improved theregulation of the water content during the process. As forthe ORSTOM columns, the mini-reactors are filled with amedium previously inoculated in a sterile hood. Each reactoris automatically controlled by a computer. Moreover, sam-ples can be taken by opening the cover in the presence of aflame without problem of contamination. In this type of re-actor, the temperature and the water amount of the mediumcan be monitored by means of the regulation of the tempera-ture, relative humidity and flow rate of the air going throughthe substrate layer. Different profiles for the air-inlet tem-perature and flow rate can be elaborated and generate usefulinformation for the scaling-up studies.

A. Durand / Biochemical Engineering Journal 13 (2003) 113–125 115
Fig. 2. Photography and schematic of a lab-scale sterile reactor. (1) Heating cover, (2) medium temperature probe, (3) stainless steel sieve, (4) air-inlettemperature probe, (5) relative humidity probe, (6) resistive heater, (7) water temperature probe, (8) massic flow meter, (9) level probe, (10) insulatingjacket.
Fig. 3. Rotating drum bioreactor. (1) Air-inlet, (2) rotating joint, (3) coupling, (4) air nozzles, (5) air line, (6) rollers, (7) rotating drum, (8) solid medium,(9) rim.

116 A. Durand / Biochemical Engineering Journal 13 (2003) 113–125
Fig. 4. Perforated drum bioreactor.
Another concept, based on continuous agitation of thesolid medium, was developed by several teams mentionedbelow. The bioreactors can be a rotating drum (Fig. 3), a per-forated drum (Fig. 4) or an horizontal paddle mixer (Fig. 5).With or without a water-jacket, this type of reactor is re-quired to be continuously mixed to increase the contact be-tween the reactor wall and the solid medium and also toprovide oxygen to the micro-organism. For rotating drumbioreactors, as an horizontal cylinder, the mixing is pro-vided by the tumbling motion of the solid medium whichmay be aided by baffles on the inner wall of the rotatingdrum (perforated or not). However, in all these reactors, themixing is less efficient than with a paddle mixer[9]. In-deed, agglomeration of substrate particles during the growthof the mycelium can occur which increases the difficulty of
Fig. 5. Photography of an horizontal paddle mixer used in the Wageningen University of Agriculture. Schematic of a stirred horizontal bioreactor. (1)Air-inlet, (2) temperature probes, (3) water-jacket, (4) paddles, (5) air outlet, (6) agitation motor, (7) reactor, (8) solid medium, (9) agitationshaft.
regulating the temperature of the solid medium. Moreover,the oxygen transfer inside these balls of medium, agglomer-ated by the fungal hyphae and also very often by the stick-iness of the substrate used, may be very low or nil. In ad-dition, from an engineering point of view, a water-jacket ona moving body of a reactor causes problems that increasewith scale[10].
A continuous mixing horizontal paddle mixer (Fig. 5) wasdeveloped by a Dutch team at Wageningen University. Thisaseptic fermenter was used for different purposes and toimprove simultaneous control of temperature and moisturecontent. Although heat transport to the bioreactor wall wasimproved, this device becomes inefficient for larger volume[11] because heat removal only through the wall becomesincreasingly inefficient as the volume increases.
Generally, a continuous agitation, even if it is gentle, canmodify the structure of the solid medium to a pasty texture.Depending upon the nature of the particles (clay granulesas support for example), this agitation can also be abrasiveand so be harmful for the mycelium especially if the hyphaehave no septa.
For processes in which the substrate bed must remainstatic, a reactor designed by ORSTOM team in France andnamed Zymotis is an interesting equipment[12,13]. It con-sists of vertical internal heat transfer plates in which coldwater circulates (Fig. 6). Between each plate the previouslyinoculated solid medium is loaded. Thermostated air is in-troduced through the bottom of each partition. This reactor,which looks like a tray reactor where the layers of substratewould be set vertically, appears difficult to work in asepticconditions.
Very often in SSF a shrinkage of the volume of mediumoccurs during the mycelium growth. With this type of device,

A. Durand / Biochemical Engineering Journal 13 (2003) 113–125 117
Fig. 6. Photography of the Zymotis showing heat exchanger plates for the thermostated water circulation (at left) and during a culture (at right).
the risk is that the contacts with the vertical plates will de-crease as the fermentation progresses, which would lead topoor heat transfer and air channelling. Finally, the scale-upof such a design appears very difficult.
2.2. Pilot and industrial-scale bioreactors
As mentioned before, the number of reactor types used atpilot scale and in industry is less wide due, at once to someimportant reasons and necessities which are that:
Fig. 7. Koji-type reactor: (1) Koji room, (2) water valve, (3) UV tube, (4, 8, 13) air blowers, (5, 11) air filters, (6) air outlet, (7) humidifier, (9) heater,(10) air recirculation, (12) air-inlet, (14) trays, (15) tray holders.
• above some critical quantity of substrate, the heat removalbecomes difficult to solve and restricts the design strate-gies available. The solid medium becomes compacted orcreates air channelling, shrinkage, etc. All these factorsaffect heat and mass transfer,
• the properties of the micro-organism with respect to itsresistance to mechanical stirring, its oxygen requirementand temperature range. When the mycelium hyphae donot have septa, they can be destroyed by a mechanicalstirring. So, the culture layer will be thin to allow heat

118 A. Durand / Biochemical Engineering Journal 13 (2003) 113–125
removal which automatically orientates to a category ofreactor,
• the nature of the substrate and the need to pretreat or notit, appropriate procedures for the inoculation, the sterilityor the level of contamination acceptable for the processand the application,
• the economy of the country where the process is devel-oped especially with respects to the labour cost. Indeedsome technologies need more manpower than others,
• handling poses different problems such as the ease offilling, emptying and cleaning the reactor.
The heat and mass transfer problems identified above canbe attributed to poor aeration. This problem can be addressedusing the following strategies: (i) the air circulates aroundthe substrate layer or (ii) it goes through it. Within the sec-ond strategy, three possibilities are available: unmixed, in-termittently or continuously mixed beds.
2.2.1. SSF bioreactors without forced aerationThis category is ancient and the simplest. Probably differ-
ent ancient civilisations have used this technology domesti-cally for fermenting miscellaneous raw agricultural productsin baskets. The microbial starter culture might be transferredin the form of a “mouldy medium”. Although this technologyhas advanced, it is still based on the same principle. Appliedon commercial scale, it corresponds to the tray fermenters(Fig. 7) as typified by the famousKoji process[14–18]. Madeof wood, metal or plastic, perforated or not, these trays, con-taining the solid medium at a maximum depth of 15 cm, areplaced in thermostated rooms. The trays are stacked in tiers,one above the other with a gap of a few centimetre. Thistechnology can be scaled-up easily because only the num-ber of trays is increased. Although it has been extensivelyused in industry (mainly in Asian countries), this technol-ogy requires large areas (incubation rooms) and is labourintensive. It is difficult to apply this technology to sterileprocesses except if sterile rooms are built and if proceduresand equipment for the employees are provided, which willbe prohibitive. An alternative could be to use polypropylenesemi permeable sterilizable bags to maintain sterility. More-over, some bags have a microporous zone which allows apassive airflow rate from 20 to 2000 cm3/(cm2/min).
2.2.2. Unmixed SSF bioreactors with forced aerationThe basic design feature of packed-bed bioreactors is the
introduction of air through a sieve which supports the sub-strate. In this way, a bioreactor was developed at pre-pilotscale (Fig. 8) for defining the control strategy and optimis-ing the air-inlet temperature, the airflow rate, the additionof water and agitation during a SSF process[8]. Locatedin a clean room, the reactor can be pasteurised in situ bysteam generated by the water-bath used for the air humidi-fication. This reactor is very simple and can process a fewkilograms of dry solid medium. These reactors constitute aninteresting tool that can be used in two ways: (i) to analyse
Fig. 8. General view and schematic of the unmixed bioreactors withforced aeration. (1) Basket conateining the solid medium, (2) valves forairflow adjustment, (3) air temperature probe, (4) relative humidity probe,(5) draincocks, (6) heating box, (7) humidifier, (8) coil for circulation ofcold water, (9) resistive heater.
empirically the global evolution of a process and determinethe environmental parameters for regulating the temperatureand the moisture of the solid medium, (ii) to study mass andheat transfer phenomena and oxygen diffusion[19]. Boththe reactor diameter and the height of the substrate layerare around 40 cm, so the quantity of solid medium is suffi-cient to predict what can happen in a larger volume[20]. Inthe absence of mathematical models for the scale-up, thesereactors are very useful. No mechanical agitation exists in-side these reactors, but the medium can be manually agi-tated in situ or it can be transferred into a kneading machineand reloaded into the basket. However, this type of devicewithout agitation is limited by the metabolic heat produc-tion. Temperature gradients from the bottom to the top of

A. Durand / Biochemical Engineering Journal 13 (2003) 113–125 119
the layer appear unavoidable. As the majority of the heatis eliminated by convection and water evaporation[21], thebed dries out and the water additions needed have to be cal-culated and agitation is required in order to distribute theadded water uniformly.
To reduce the need for a strong aeration, another conceptwas recently developed. It consists of the introduction ofheat exchangers directly beneath the perforated plates whichsupport the substrate and/or inside the substrate layers. Asimilar strategy on a lab-scale but with vertical heat exchang-ers has been demonstrated for theZymotis bioreactor[12].Based on this principle, a first bioreactor was patented[22]and used by a German company (Prophyta) for producingbiopesticides in sterile conditions. The fermenter is a towerwith perforated plates on which the solid medium is located.Sterile air can go through each plate. Beneath each plate, heatexchangers are located to remove heat during the cultivation(Fig. 9). A similar bioreactor, PlafractorTM, was patentedby an Indian company, Biocon,[23]. Metabolic heat, as inthe previous reactor, is mainly removed by conduction. Thisreactor was constructed by stacking and interconnecting in-dividual modules (Fig. 10). Non-communicating channels
Fig. 9. Schematic of the patented industrial bioreactor showing the exchanger plates under each tray[22].
deliver cooling and heating fluids sandwiched between twosheets. Communicating channels can deliver fluids for ster-ilising (with steam or ethylene oxide for example), for ad-justing the moisture and oxygen content and for extractingthe compound of interest after the cultivation. Moreover,the interior of each module has a mixing arm that revolvesabout the central axis of the module while rotating. Thisreactor has been used mostly for metabolite production. Inthe patent, a maximum quantity of 20 kg of wheat bran wasmentioned with approximately 22,600 cm2 plate area, butthe number of modules was not mentioned. Finally, no de-tails were given about the disposal of the waste product, thecleaning procedure which seems relatively complicated andgenerally the possibility to scale-up this device.
2.2.3. Continuously mixed SSF bioreactors withair circulation
This category is essentially a rotating drum because con-tinuous mixing is necessary to maximize the exposure ofeach substrate particle to the thermostated air circulating inthe headspace. Different teams have worked on this designand it is mostly used at lab and pre-pilot scale. Although

120 A. Durand / Biochemical Engineering Journal 13 (2003) 113–125
Fig. 10. Scheamtic of the PlafractorTM reactor[23].
rotating drums have been described in the past, the largestreactor recently cited in the literature was a 200 l stainlesssteel rotating drum (Ø 56 cm and 90 cm long) which used10 kg of steamed wheat bran as substrate[24] for kineticstudies ofRhizopus. Researches were carried out at lab-scaleto study the efficiency of this design, the role of the bafflesand the influence of the filling (amount of substrate perunit volume) on the mass transfer by using tracer or imageanalysis[25–27]. These works introduced the rational designand scale-up of this type of reactor. In several cases, themycelium and the substrate particles, particularly starchyand sticky materials, agglomerate. Under these conditions,even with baffles inside the drum, it was very difficult toseparate these aggregates, consequently, the heat, mass andoxygen transfers were greatly reduced. When the rotation
rate of the drum is increased, it can affect the myceliumgrowth presumably because of shear effects[25].
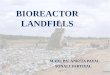
For a discontinuously rotating drum, the design is iden-tical to the reactor described above but between two agi-tations, it operates like a tray reactor. So, it is absolutelynecessary to limit the height of the substrate layer, other-wise it will be necessary to continuously agitate due to theheat accumulation and, taking into account the poor ther-mal conductivity of the air, the medium temperature will in-evitably increase. Very few studies have been published onthis type. Using this rotating drum, a strategy for regulatingthe medium temperature was described in a thesis[28] andin a publication[29]. It consists of activating the rotationof the drum in response to the temperature measured by athermocouple in the medium. Efficient for a 4.7 l working
A. Durand / Biochemical Engineering Journal 13 (2003) 113–125 121
Fig. 11. Discontinuously rotating drum[28].
volume (Fig. 11), on soy beans withRhizopus, for tempeproduction, no scale-up studies have been attempted.
2.2.4. Intermittently mixed bed bioreactors withforced aeration
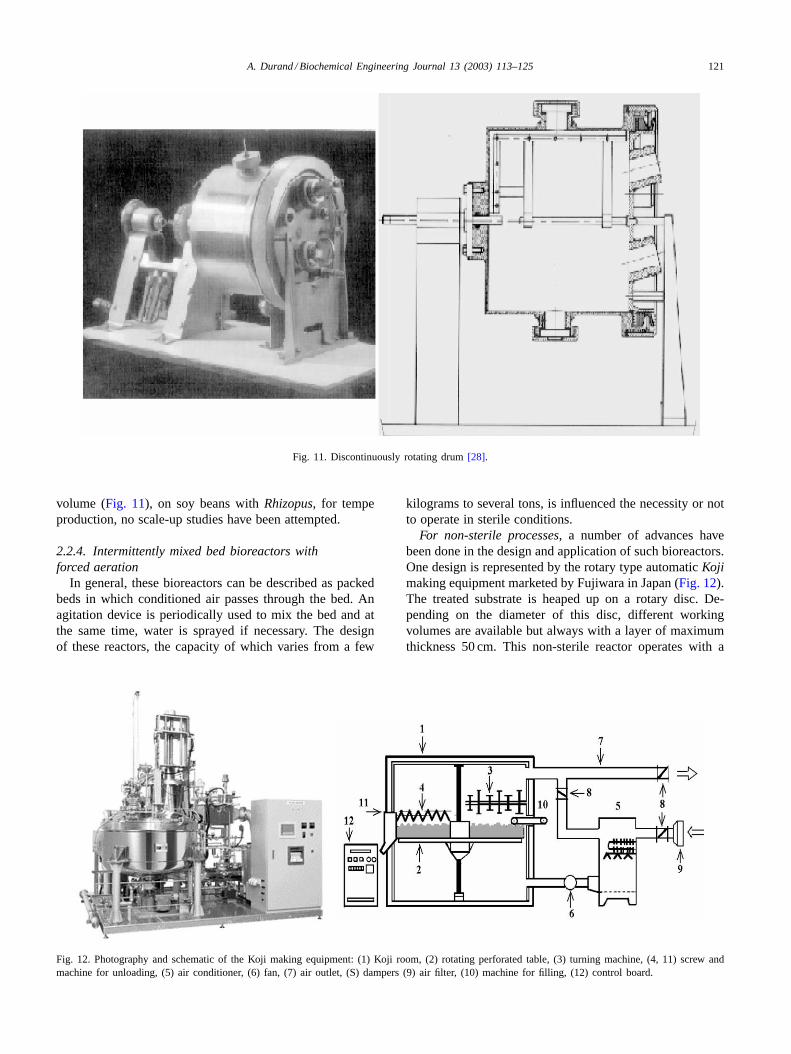
In general, these bioreactors can be described as packedbeds in which conditioned air passes through the bed. Anagitation device is periodically used to mix the bed and atthe same time, water is sprayed if necessary. The designof these reactors, the capacity of which varies from a few
Fig. 12. Photography and schematic of the Koji making equipment: (1) Koji room, (2) rotating perforated table, (3) turning machine, (4, 11) screw andmachine for unloading, (5) air conditioner, (6) fan, (7) air outlet, (S) dampers (9) air filter, (10) machine for filling, (12) control board.
kilograms to several tons, is influenced the necessity or notto operate in sterile conditions.
For non-sterile processes, a number of advances havebeen done in the design and application of such bioreactors.One design is represented by the rotary type automaticKojimaking equipment marketed by Fujiwara in Japan (Fig. 12).The treated substrate is heaped up on a rotary disc. De-pending on the diameter of this disc, different workingvolumes are available but always with a layer of maximumthickness 50 cm. This non-sterile reactor operates with a

122 A. Durand / Biochemical Engineering Journal 13 (2003) 113–125
microcomputer which controls all the parameters (tempera-ture of the air-inlet, air flow rate and agitation periods). Themain drawback of this equipment is the need to prepare andinoculate the substrate in other equipment before filling thereactor. Nevertheless this type of design is widely used inAsian countries.
Similar to the reactors used in the barley malting process,huge equipment has been built for the first step of the processfor making soy sauce. A specific building contains the solidstate reactor which is generally rectangular with a lengthof several meters. Several tons of pretreated and inoculatedsubstrate are put on a wire mesh and conditioned air is forcedthrough the layer. An agitator trolley periodically mixes thesolid medium. Although this kind of reactor is very simpleand basic, it is widely used in many Asian manufacturers ofsoy sauces.
An INRA team in Dijon (France) has developed a non-sterile process strategy based on the following principle(Fig. 13). The temperature (Tm) and the moisture (WAm) ofmedium are maintained by a regulation of the temperature,relative humidity and flow rate of the air input. It is also nec-essary to spray water (E) and agitate (A) periodically. The
Fig. 14. Pilot plant reactor[30]: Photography showing a general view of the reactor (left), a detail of the swelling joints. A schematic diagram of thispilot plant. (1) Carriage motor, (2) screw motor, (3) valves for inoculum and water spraying, (4) temperature probes, (5) weight gauges, (6) relativehumidity probe, (7) cooler, (8) humidifier by steam injection, (9) airflow meter, (10) fan, (11) heater, (12) air filter, (13) cooler.
Fig. 13. General schematic of the intermittently packed bed reactor withforced aeration. (Tin, HRin andDin) respectively the temperature, relativehumidity and flow rate of the air-inlet, (Tout, HRout andDout), respectively,the temperature, relative humidity and flow rate of the air outlet, (Tm)temperature of the solid medium, (WAm) water amount of the solidmedium, (Mg) total mass of the solid medium, (A) agitation, (E) waterspray.

A. Durand / Biochemical Engineering Journal 13 (2003) 113–125 123
volume of water sprayed is calculated from on line measure-ments of the total mass of the medium (Mg) and by estimat-ing the mass losses due to respiration (CO2). On this basis, areactor of 1.6 m3 capacity using 1 t of sugar beet pulp (with25% of dry matter) per batch was reported[20]. This reactorhas been successfully used for different applications includ-ing protein enrichment of agro-industrial by-products, pro-duction of enzymes or biopesticides[30]. The system hasbeen since continuously improved. Compared to the first re-actor, the main changes (Fig. 14) were in the equipment it-self with some accessories (pump for inoculation and waterspraying), the air conditioning and the software for the con-trol and the regulation of the parameters during the process.Particularly, a mathematical model has been established formaintaining the moisture of the medium during the processby taking into account the dry matter losses and the evapora-tion due to the aeration. Moreover, this reactor is closed bya cover in three parts allowing the passage of the screw axisduring the mixing. By this way, it is possible to pasteurisethe reactor and/or to treat the substrate in situ, near 80◦C.
Using the same design, two larger reactors (each withoverall dimensions of 17.6 m× 3.6 m× 2.0 m) and a maxi-mum working capacity of 50 t (20% dry matter) were con-structed[31] to demonstrate the potential industrial-scale-upof this fermenter.
For sterile processes, the reactors based on this same prin-ciple are smaller and, currently, no industrial application hasbeen published in the literature. Such sterile processes arenecessary because:
Fig. 16. Photography and schematic diagram of the sterile reactor developed by the National Institute of Agronomic Research in Dijon[30]. (F) Airfilter, (HC) humidification chamber, (HB) heating battery, (BP) by-pass, (CB) cooling battery, (HM) probe for air relative humidity measurement, (TP)probe for medium temperature measurement, (WG) weight gauges, (SH) sterile sample handling, (JR) water temperature regulation in the double jacket,(AD) planetary agitation device, (M) motor for agitation, (IS) sterile system for adding inoculum and solutions, (CO) water air condenser.
Fig. 15. Photography of the ribbon mixer developed by WageningenUniversity of Agriculture[32].

124 A. Durand / Biochemical Engineering Journal 13 (2003) 113–125
• the product obtained must be sterile for application andlegislative reasons (food and pharmaceutical industries forexample),
• the micro-organism used has a very slow growth rate andso must be cultivated in clean conditions. Indeed, usually,it is considered that beyond 3 days cultivation, it is verydifficult to work in non-sterile conditions.
An original design has been developed by the Wa-geningen University in Holland and used at pilot scale forstudying production of a biopesticide[32]. This reactorwith a total capacity of 50 l can hold up to 20 kg of wetcereal grains substrate. It consists of a conical vessel mixedby a ribbon at the wall (Fig. 15). This reactor, developedin co-operation with Hosokawa Micron, is sterilisable insitu by steam. Sensors register the temperature at severalheights in the bed, also during mixing.
Another bioreactor with a 50 l bed was patented by Du-rand et al.[33]. This reactor, which has a planetary mixingdevice (Fig. 16) is entirely piloted by a micro-computer dur-ing the different process steps: sterilisation of the bioreac-tor while empty, sterilisation of the medium, process controlduring the fermentation and data acquisition. Among oth-ers, this reactor was used for the production by fed-batchSSF of gibberellic acid (Bandelier et al., 1997) and for theproduction (after 15 days cultivation) of conidia for biolog-ical control application[34]. Up to date, no scale-up of thisdevice was carried out in the industry.
3. Conclusions and perspectives
Over the last 10 years, significant progress has been madein the design of solid state reactors. More and more, studiesappear in the literature with promising perspectives. Somedesigns, such as the rocking drum bioreactor, appear moredifficult to scale-up than others[13]. When we analyse theevolution of the solid state processes in the world, we ob-serve that it is not a matter of chance that the research andthe industrial applications are most important in the Asiancountries. An ancient and important tradition, mainly for thefood industries, promoted this evolution. But, despite thissuccess, little improvements were carried out from the tradi-tional Koji equipment and, in most cases, the scaling-up hasonly consisted in mechanising the tray fermenter. It can alsobe observed that if a pilot reactor exists, empirical studiescan be conducted for effective process control design andsuccessful industrial-scale-up[2].
Up to now, the majority of the scale-up was done usingthe rules of thumb, but taking into account the great advan-tages of the SSF process, several research teams are work-ing around the world and significant advances have beenmade in the development of quantitative approaches for heatand mass transfer ([35,36]; Ashley et al., 1999), mathe-matical modelling[13], measurement of some process vari-ables[37,38]and for the development of growth models[6].
Interesting approaches have been used by several workersnot only to characterise the oxygen transfer and the effectsof air pressure oscillation amplitude[39], but also to attemptto better understand the behaviour of the micro-organism insuch solid state systems[40].
However, some aspects of SSF processes still need re-search: development of probes mainly for moisture measure-ment, control and regulation of process variables, analyticalprocedures well adapted to these specific media, measure-ment of the gaseous environment. Finally, and especially ifthe aim of the studies is not only academic but for industrialapplications, it is important to keep in mind that some phe-nomenon studied at laboratory-scale are not representativeof large-scale because the scaling-up is impossible. Very of-ten, the problems linked to the increase in the volume (masscompaction, shrinkage, diminution of the heat transfer, etc.)do not appear at the bench scale and serious errors can bemade in the choice of bioreactor design or process controlstrategy.
If an industrial submerged fermentation process is run-ning, it would be unrealistic to imagine its replacement bya SSF process taking into account the level of investmentalready done by the industry[1]. Despite a volumetric pro-ductivity, very often greatly higher obtained in SSF (around10 times more for enzyme production for example), it isdifficult on an economical point of view to change the pro-duction tool. But by improving the reactor and the processcontrol; the industry could consider the solid state fermen-tation as a very attractive alternative when new investmentsare decided or when new processes are developed. Finally,for some industrial applications (production of spores forcheese making for example), SSF constitutes the sole so-lution for a production process and now, more viable andoptimised tool can be proposed to the industry.
References
[1] P. Nigam, D. Singh, Solid-state (substrate) fermentation systems andtheir applications in biotechnology, J. Basic Microbiol. 34 (6) (1994)405–423.
[2] A. Durand, Solid state fermentation, Biofuture 181 (1998) 41–43.[3] A. Pandey, C.R. Soccol, D. Mitchell, New developments in solid state
fermentation. Part I. Bioprocesses and products, Process Biochem.35 (2000) 1153–1169.
[4] B.K. Lonsane, G. Saucedo-Castaneda, M. Raimbault, S. Roussos,G. Viniegra-Gonzales, N.P. Ghildyal, M. Ramakrishna, M.M.Krishnaiah, Scale-up strategies for solid state fermentation systems,Process Biochem. 27 (1992) 259–273.
[5] A. Durand, R. Renaud, J. Maratray, S. Almanza, The INRA-Dijonreactors: designs and applications, in: S. Roussos, B.K. Lonsane,M. Raimbault, G. Viniegra-Gonzalez (Eds.), Advances in SolidState Fermentation (Proceedings of the 2nd international symposiumon solid state fermentation FMS-95, Montpellier, France), KluwerAcademic Publishers, Dordrecht, 1995, pp. 71–92.
[6] A. Pandey, C.R. Soccol, J.A. Rodriguez-Leon, P. Nigam, Aspectsof design of fermenter in solid stale fermentation, Solid StateFermentation in Biotechnology: Fundamentals and Applications,Asiatech Publishers Inc., New Delhi, 2001, pp. 73–77.

A. Durand / Biochemical Engineering Journal 13 (2003) 113–125 125
[7] M. Raimbault, J.C. Germon, Procédé d’enrichissement en protéinesde produits comestibles solides, French Patent no. 76-06-677 (1976).
[8] A. Durand, D. De la Broise, H. Blachère, Laboratory scale bioreactorfor solid state processes, J. Biotechnol. 8 (1988a) 59–66.
[9] D.A. Mitchell, B.K. Lonsane, A. Durand, R. Renaud, S. Almanza,J. Maratray, C. Desgranges, P.S. Crooke, K. Hong, R.D. Tanner,G.W. Malaney, General principles of reactor design and operationfor solid substrate cultivation, in: H.W. Doelle, D.A. Mitchell, C.E.Rolz (Eds.), Solid Substrate Cultivation, Elsevier Applied Science,Amsterdam, 1992, pp. 115–139.
[10] B.K. Lonsane, N.P. Ghildyal, S. Budiatman, S.V. Ramakrishna,Engineering aspects of solid state fermentation, Enzyme Microbiol.Technol. 7 (1985) 258–265.
[11] F.J. Nagel, J. Tramper, M. Bakker, A. Rinzema, Temperature controlin a continuously mixed bioreactor for solid-state fermentation,Biotechnol. Bioeng. 72 (9) (2001) 219–230.
[12] S. Roussos, M. Raimbault, J.P. Prebois, B.K. Lonsane, Zymotis,a large scale solid state fermenter. Design and evaluation, Appl.Biochem. Biotechnol. 42 (1993) 37–51.
[13] D.A. Mitchell, N. Krieger, D.M. Stuart, A. Pandey, New develop-ments in solid-state fermentation. Part II. Rational approaches to thedesign, operation and scale-up of bioreactors, Process Biochem. 35(2000) 1211–1225.
[14] J. Takamine, Enzymes ofAspergillus oryzae and the application ofits amyloclastic enzyme to the fermentation industry, J. Ind. Eng.Chem. 6 (10) (1914) 824–828.
[15] L.A. Underkofler, G.M. Severson, K.J. Goering, Saccharificationof grain mashes for alcholic fermentation. Plantscale use of moldamylase, Ind. Eng. Chem. 38 (1946) 980–985.
[16] W.A. Hayes, N.G. Nair, in: J.E. Smith, D.R. Berry (Eds.), The Fila-mentous Fungi, vol. 1, Arnold, London, 1975, pp. 212–248.
[17] E. Cannel, M. Moo-Young, Solid state fermentation, ProcessBiochem. 15 (1980) 2–7.
[18] Y. Christi, Solid substrate fermentations, enzyme production, foodenrichment, in: M.C. Flickinger, S.W. Drew (Eds.), Encyclo-pedia of Bioprocess Technology: Fermentation, Biocatalysis andBioseparation, vol. 5, Wiley, New York, 1999, pp. 2446–2462.
[19] A. Durand, P. Pichon, C. Desgranges, Approaches toKLa measure-ments in solid state fermentation, Biotechnol. Tech. 2 (1988b) 11–16.
[20] A. Durand, D. Chereau, A new pilot reactor for solid-statefermentation: application to the protein enrichment of sugar beetpulp, Biotechnol. Bioeng. 31 (1988) 476–486.
[21] P. Sangsurasak, D.A. Mitchell, Validation of a model describingtwo-dimensional heat transfer during solid-state fermentation inpacked bed bioreactors, Biotechnol. Bioeng. 60 (6) (1998) 739–749.
[22] P. Lüth, U. Eiben, Solid-state fermenter and method for solid-statefermentation, World Patent no. WO 99/57239 (1999).
[23] S. Suryanarayan, K. Mazumdar, Solid state fermentation, WorldPatent no. WO 00/29544 (2000).
[24] C.J. Fung, D.A. Mitchell, Baffles increase performance ofg solid statefermentation in rotating drums, Biotechnol. Tech. 9 (1995) 295–298.
[25] D.M. Stuart, D.A. Mitchell, M.R. Johns, J.D. Lister, Solid-statefermentation inrotating drum bioreactors: operating variables
affect performance through their effects on transport phenomena,Biotechnol. Bioeng. 63 (1998) 383–391.
[26] A.J. Marsh, D.M. Stuart, D.A. Mitchell, T. Howes, Characterizingmixing in a rotating drum bioreactor for solid-state fermentation,Biotechnol. Lett. 22 (2000) 473–477.
[27] M. Schutyser, F. Weber, W. Briels, R. Boom, A. Rinzema, Rationaldesign of mixed solid-state fermenters, poster at the ESBES-3, in:Third European Symposium on Biochemical Engineering Science,Department of Biotechnology, Technical University, Denmark,Copenhagen, 11–13 September 2000.
[28] J.C. De Reu, Solid substrate fermentation of soya beans to tempe:process innovations and product characteristics, Thesis, Wageningen,ISBN 90-5485-352-2 (1995).
[29] J.C. De Reu, M.H. Zwietering, F.M. Rombouts, M.J.R. Nout,Temperature control in solid-substrate fermentation through discon-tinuous rotation, Appl. Microbiol. Biotechnol. 40 (1993) 261–265.
[30] A. Durand, R. Renaud, J. Maratray, S. Almanza, M. Diez, INRA-Dijon reactors for solid-state fermentation: design and applications,J. Sci. Ind. Res. 55 (1996) 317–332.
[31] M. Xue, D. Liu, H. Zhang, H. Qi, Z. Lei, A pilot process of solid statefermentation from sugar beet pulp for the production of microbialprotein, J. Ferment. Bioeng. 73 (1992) 203–205.
[32] A. Rinzema, J. Oostra, H.R. Timmer, L. Sijtsma, P. Van derWel, J. Tramper, Mixed fermenters for solid-slate cultivation ofConiothyrium minitans for biological pest control, Poster at ESBES-3in: Third European Symposium on Biochemical Engineering Science,Department of Biotechnology, Technical University, Denmark,Copenhagen, 11–13 September 2000.
[33] A. Durand, R. Renaud, J. Maratray, S. Almanza, A. Pelletier, Reactorfor sterile solid state fermentation methods, World Patent no. WO94 18306 (1994).
[34] T. de Vrije, N. Antoine, A. Durand, R.M. Buitelaar, M. Gerlagh,J.M. Whipps, The fungal biocontrol agentConiothyrium minitans:production by solid-state fermentation, application and marketing,Appl. Microbiol. Biotechnol. 56 (2001) 58–68.
[35] S. Rajagopalan, J.M. Modak, Heat and mass transfer simulationstudies for solid-state fermentation processes, Chem. Eng. Sci. 49(1994) 2187–2193.
[36] S. Rajagopalan, J.M. Modak, Modeling of heat and mass transfer forsolid state fermentation processes in tray reactor, Bioprocess. Eng.13 (1995) 161–169.
[37] J.P. Smits, A. Rinzema, J. Tramper, E.E. Schlösser, W. Knol, Accuratedetermination of process variables in solid stale fermentation system,Process Biochem. 31 (7) (1996) 669–678.
[38] C. Larroche, J. Moksia, J.B. Gros, A convenient method for initialdry weight determination in samples from solid state cultivations,Process Biochem. 33 (4) (1998) 447–451.
[39] H. Zhao, X. Zhang, X. Zhou, Z. Li, Effects of air pressure oscillationamplitude on oxygen transfer rate and biomass productivity in asolid-state fermenter, Biotechnol. Lett. 23 (2001) 1197–1200.
[40] D.Y. Tseng, R. Vir, S.J. Traina, J.J. Chalmers, A Fourier-Transforminfrared spectroscopic analysis of organic matter degradation ina bench-scale solid substrate fermentation (composting) system,Biotechnol. Bioeng. 52 (1996) 661–671.













![Index [ftp.feq.ufu.br]ftp.feq.ufu.br/Luis_Claudio/Books/E-Books... · Aeration-agitation 20, 46 Aeration-agitation bioreactor 58, 62 Aerobic fermentation 3, 18 1 Aerobic metabolic](https://img.pdfslide.net/doc/110x75/5ecd4084c5979741945851bb/index-ftpfequfubrftpfequfubrluisclaudiobookse-books-aeration-agitation.jpg)