Embed Size (px)
Citation preview

Special Report
205Chemical Weekly September 1, 2009
INTRODUCTION
Bisphenol A (BPA) is an impor-tant industrial chemical usedprimarily to make polycarbo-
nate (PC) resin and epoxy resins, bothof which find wide application.
For example, PC is used in eyeglasslenses, medical equipment, waterbottles, digital media (e.g. CDs andDVDs), cell phones, consumer elec-tronics, computers and other businessequipment, electrical equipment,household appliances, safety shields,construction glazing, sports safetyequipment, and in automobiles.
Among the many uses for epoxyresins are industrial floorings, adhe-sives, industrial protective coatings,powder coatings, automotive primers,can coatings and printed circuitboards.
ManufactureBPA is prepared by the reaction of
one mole of acetone and two moles ofphenol to give primarily the para, para-condensation product. In commercial
processes, the reaction is catalyzed byacids such as hydrogen chloride, aque-ous hydrochloric acid, or strong acidion exchange resins.
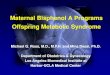
Reaction mechanismThe first step in the acid catalysed
reaction consists of the reaction ofacetone and the strong acid to form acarbonium ion. This ion adds one moleof phenol and subsequently forms thesecond carbonium ion, which elimi-nates a mole of water and then reactswith a second mole of phenol to formBPA.
Besides BPA, several by-productsare formed in the process, which re-duce reaction selectivity. These in-clude particularly the ortho, para-iso-mer, which can be partly isomerised togive back additional amounts of thedesired para, para-product.
Raw materialsCrude reaction mixtures of phenol
and acetone, made from the cumenehydroperoxide (CHP) process for phe-nol (and acetone) production, can be
Bisphenol-A: A Techno-Commercial ProfilePart 1: Manufacture & Global Scenario
used to make BPA. Since 0.62-kg ofacetone is made per kg of phenol inthe CHP process and 0.26-kg of ace-tone is used per kg of phenol in BPAproduction, the mixture must be de-pleted in acetone by distillation or en-riched in phenol by addition to adjustto the desired ratio for BPA synthesis.
Since the reactants used in the pro-duction of BPA can come from a num-ber of sources, this can introduce vary-ing types and quantities of impuritiesand trace materials in BPA productionfeed. For example, acetone can be pro-duced from the oxidation of isopropylalcohol (IPA) – which is less common– or, more commonly, by the decom-position of CHP. Acetone produced bythe first mentioned route is called ‘onpurpose acetone’ and is known to below in impurities such as methanol.However, it is not widely produced ona commercial basis. In contrast, mostBPA is produced in integrated chemi-cal manufacturing plants by the de-composition of CHP. This is typicallyfound mixed with at least about 200-ppm methanol, which will azeotropewith acetone.
Catalyst systemsA number of acidic catalysts can
also be used in BPA production pro-cesses:
☛ Strong mineral acids, such as hy-drochloric or sulphuric acid can beused as catalysts. The former ismuch preferred due to its lowerboiling point and relative ease ofremoval from the reaction mixture.
☛ Instead of strong mineral acids,strongly acidic cation exchangeresins, such as the styrene/divinylbenzene type can be used,with or without activity enhancingmodifiers.Figure 1: The chemistry behind BPA manufacture

Special Report
Chemical Weekly September 1, 2009206
Resin catalysts eliminate catalystrecycle and greatly mitigate equipmentcorrosion and wastewater treatmentproblems. To compensate for any ac-tivity deficit, reaction temperatures canbe increased to 70-80°C, compared to50°C with concentrated aqueous orgaseous dry HCl catalyst. Due to theseadvantages, in recent years, acidiccation exchange resins have becomethe overwhelming choice for BPA pro-duction. Strongly acidic sulphonatedpolystyrene ion exchange resins areparticularly useful in this regard.
Two different techniques for em-ploying acidic ion exchange resins ascatalysts predominate in industrialpractice.
Free co-catalyst techniqueIn one technique, called the ‘free
co-catalyst’ technique, the co-catalyst– typically an organic mercaptan, suchas methyl or ethyl mercaptan – is freelycirculated in the reactor with the reac-tion feed to enhance the selectivityand/or activity of the reaction. Theacidic sites of the resin are left avail-able, i.e., largely unbound to the co-catalyst. This provides flexibility inadjusting the optimal concentration ofco-catalyst, given the particular reac-tion conditions in question.
The co-catalyst can be put in thepresence of reactants and catalyst ina number of ways and can be readilyreplenished as needed. This enablesrefinement of the reaction through thedifferential treatment of the catalystand co-catalyst. If, for example, co-catalyst is removed from the reactoralong with reactor products, it can beseparated from the reaction productsand recycled back into the reactor in asubsequent step. However, if a cata-lyst problem is encountered, the cata-lyst may be treated without necessa-rily involving any adjustments to theco-catalyst. While this is an advan-tage of the free co-catalyst method, it
must also be acknowledged that it ne-vertheless introduces more variablesinto process control than might other-wise be encountered and makes forsomewhat complex reaction dynamics.
Fixed modified resin techniqueIn this technique for employing
acidic ion exchange resins in the pro-duction of bisphenols, the resin ismodified by appending co-catalyticagents such as aminoalkylmercaptansto some of the acid sites on the resin-ous catalyst. Typically, organo mer-captan promoter groups are attachedto the backbone sulphonate ion bycovalent or ionic nitrogen linkages.
The fixed modified resin techniquerequires less direct handling and treat-ment of co-catalysts such as the noxi-ous mercaptans. The ability to refinethe process by differential treatmentof the resin and co-catalyst is greatlyreduced, but there are fewer problemsand reaction dynamics are less com-plicated than seen in the free co-cata-lyst technique.
The acidic catalysts used in eithertechnique show a tremendous procli-vity for rapid deactivation. There aremany possible reasons for this, includ-ing catalyst poisoning. As notedabove, any number of materials otherthan phenols and ketones may bepresent in the feed and could interferewith the catalyst. For example, metalpoisoning is a possibility; addition-ally, thermal perturbations can causea loss of the acidic functional groupsfrom the resins on which they are sup-posed to be bound. Further, the pre-sence of bisphenolic tars and other re-action residuals can greatly reducemass transfer in the reaction.
Typical processA typical process for BPA involves
the following steps:☛ Synthesis of BPA in a two-stage
reactor system;
☛ Purification and separation of thephenol-BPA adduct by suspensioncrystallization and then centrifugalseparation;
☛ Formation of BPA through adductdecomposition, followed by phe-nol distillation;
☛ BPA granulation;☛ Removal of acetone and water from
crystallization phenolic liquors;☛ Recovery of acetone and phenol;
and☛ Catalytic decomposition and rear-
rangement of by-products to BPA.
Commercial processesThough BPA production by both
the resin-catalysed and HCl-catalysedprocesses is well developed, continu-ous improvements have been made toboth routes.
In the late 90s, there were five li-censors of BPA process technology,three offering resin-catalysed pro-cesses and two offering HCl-catalysedprocesses. In addition, several majorproducers had their own technology,which were available for licensing un-der special circumstances.
Dow ChemicalsDow Chemicals, which has exten-
sive experience in BPA technology andmanufacture, has been producing BPAsince 1960 for use in production ofepoxy resins. Its first BPA plant waslocated in Midland (Michigan, USA).
Dow’s continuous process deve-lopment and improvements in the late1960s led to a new technology basedon proprietary cation exchange resincatalysts to produce PC grade BPA.In 1972, Dow started up its first com-mercial plant based on this improvedresin technology at Freeport (Texas,USA). Since then, Dow has continuedto improve the technology, especiallyin the areas of product quality, higheroperating efficiency and reduced capi-tal costs.

Special Report
207Chemical Weekly September 1, 2009
At present, Dow is one of the lead-ing producers of BPA with a total pro-duction capacity of 370-ktpa in fourplants in Texas (US) and Stade (Ger-many).
The company directly offers its‘QBIS’ technology for licensing andhas tied up with M.W. Kellogg Co, anengineering company, to license thetechnology. The first plant licensed tobe built using this technology was 90-ktpa plant of Nan Ya Plastics, a part ofFormosa Plastics, in Mailiao, Taiwan.The plant was brought on-stream inearly-1999 and expanded to 100-ktpain 2005.
Dow has continued to improve itsBPA process and successfully demon-strated its ‘High-Purity BPA Genera-tion II’ process at its Stade site. TheBPA reaction is catalysed by a Dowexcation exchange resin and is batch-promoted via a proprietary system toachieve proper selectivity to the para,para isomer.
A comparison of the economics ofthe HCl catalyst process and the ‘DowHigh-Purity BPA Generation II’, carriedout by Chemsystems, reveals that:☛ The net raw material costs are es-
sentially the same for both pro-cesses;
☛ The ion exchange resins processhas lower utility costs; and
☛ Investment related expenses, suchas maintenance, insurance, pro-perty taxes and general plantoverheads are lower for the ion ex-change resin catalysed process.
Chiyoda processThe CT-BISA [Chiyoda Tho-
roughbred Bisphenol A] process isa catalytic route for BPA from phe-nol and acetone also using an ionexchange resin as catalyst. The pro-cess was developed and offered byChiyoda Corporation (Japan) andthe first plant based on this tech-
nology was operated in Tobata,Japan in 1997.
Mitsubishi Chemical Corporation(MCC) acquired this technology fromChiyoda and improvised it, includingdeveloping a new technology termed4PET. MCC continues to license thetechnology. In November 2006, itsigned a technology licensing agree-ment with PTT Phenol Company Ltd.for a 150-ktpa BPA plant to be built atMap Ta Phut (Thailand).
STC processSinopec Technology Company
(STC) (China) also developed a tech-nology for producing BPA from phe-nol and acetone. ABB Lummus Globalof USA offers the technology underlicense from STC.
Polish processICSO (Poland) claims to have es-
tablished five BPA plants using thefirst version of its technology: PCCSynteza (13,000-tpa), Taiwan (20,000-tpa), China (12,000-tpa), India (7000-tpa) and Iran (30,000-tpa). The tech-nology has been developed furtherand is now offered as the ‘ChemwikBIS Process’ by Chemwik Sp. ZooCompany (Poland).
The modified process is claimed tohave better catalyst life, better energyefficiency and offers higher purity ofBPA as compared to the earlier version.
Health concerns associated with BPABPA has been attracting the atten-
tion of environmentalists over healthissues ever since research on labora-tory animals showed it can adverselyaffect brain development andbehaviour in foetuses, infants andchildren.
Consequently, the chemical hasbeen included in a group termed ‘hor-mone disruptors’ or ‘endocrinedisruptors’, that are able to disrupt the
chemical messenger system in thebody. There is growing internationalconcern about manmade endocrinedisrupting chemicals, because theycan de-rail the development of off-spring exposed in the womb. It is fearedthat they may be partly responsible forthe decline in sperm counts, and theincreased rates of hormone relatedcancers, such as cancers of the breast,testes and prostate. They are also sus-pected of causing birth defects of thereproductive tract, and other hormonerelated effects, such as earlier pubertyin girls.
The fears arise on account of thefact that BPA can be released from PCplastic bottles containing hot liquids.This has prompted calls for a ban onBPA in plastic baby bottles and otherfood containers.
The American Chemistry Council(ACC), an industry trade group, hasclaimed that fears about BPA are over-blown, citing research that the levelsingested by most people are far toolow to have adverse effects.
Scientific evidenceThe scientific evidence supporting
the safety of BPA has been repeatedlyand comprehensively examined bygovernment and scientific bodiesworldwide. In every case, these as-sessments support the conclusion thatBPA is not a risk to human health atthe extremely low levels to whichpeople might be exposed.
In January 2007, the EuropeanFood Safety Authority released a com-prehensive assessment of BPA thatwas conducted by a panel of 21 inde-pendent scientific experts from the Eu-ropean Union. Based on their reviewof the most recent scientific informa-tion, the panel increased by a factorof five the safe intake level for BPAthat was established in 2002. The in-crease was based on the panel’s view

Special Report
Chemical Weekly September 1, 2009208
that there is now more certainty aboutthe safety of BPA.
In June 2006, a panel of scientificexperts reported the results of theirweight-of-the-evidence evaluation oflow-dose reproductive and develop-mental effects of BPA. Consideringstudies published through February2006 and the results of a 2004 evalua-tion, the panel concluded “the weightof evidence does not support the hy-pothesis that low oral doses of BPAadversely affect human reproductiveand developmental health.”
In January 2006, the German Fede-ral Institute for Risk Assessment re-leased a statement with their views onthe safety of PC baby bottles. Theynoted “The BfR does not recognizeany health risk for babies that are fedfrom baby bottles made of PC.”
A November 2005 statement fromthe US Food and Drug Administrationon the safety of food contact pro-ducts made from PC concluded “basedon all the evidence available at thistime, FDA sees no reason to changeits long-held position that currentuses with food are safe.”
In November 2005, a comprehen-sive risk assessment on BPA con-ducted by scientists at the JapaneseNational Institute of Advanced Indus-trial Science and Technology con-cluded that “current exposure levelsof BPA will not pose any unaccept-able risk to human health.”
In March 2005, the JapaneseMinistry of Environment (MoE) re-ported the results of their own testson BPA, including a comprehensivereproductive test in laboratory ani-mals. MoE concluded that there wereno clear endocrine disrupting ef-fects at low doses and that no regu-latory action is required to managerisks.
Authorities take actionNot withstanding these studies,
the pressure on PC use for babybottles and for other food contact andpackaging applications is expected tomount.
In May this year, Chicago becamethe first major city in the US to ban thesale of baby bottles and sipper cupsthat contain BPA for use by childrenunder the age of three.
Earlier, Minnesota became the firstUS state to ban the use of BPA in babybottles from 2010. Earlier this year,Suffolk County, New York was the firstlocal government in the US to intro-duce such a ban.
In 2008, U.S. retailers such as ‘Wal-Mart’ and ‘Toys R Us’ announcedplans to phase out baby bottles con-taining BPA.
In May this year, Sunoco Chemi-cals, a relatively small US producer ofBPA, announced it would no longersell BPA to customers who could notguarantee the product will not be usedin food and water containers for chil-dren under the age of three.
The impact of these restrictions onBPA demand may not be significant.Low dose exposure to BPA occursmainly through food contact applica-tions of this chemical, yet these appli-cations represent just a small per centof this chemical’s wide variety of usesacross multiple sectors.
Alternatives to BPA for food contactapplications
Despite industry and governmentassurances, many consumers andmanufacturers have moved away fromthis chemical in food contact uses andhave embraced products they believeto be safer. The market for PC plasticbottles has been particularly impactedby this shift.
Replacement options for PCSpeciality polyesters
The primary replacement for BPAin reusable water bottles is Tritancopolyester, which was introduced inOctober 2007 by Eastman ChemicalCompany.
Tritan is cleared for food contactapplications in the US. In August thisyear, the European Food Safety Au-thority (EFSA), the European Union’sagency responsible for food and feedsafety, issued a favourable opinionthat supports the safety of Tritancopolyester. The opinion is expectedto pave the way for the European Com-mission to amend Directive 2002/72/EC to add a key monomer used inTritan to its list of acceptable mono-mers for the production of plastics in-tended for use in food packaging.
Eastman’s main Tritan productionplant (capacity: 50-ktpa) is under con-struction in Kingsport (Tenn., US) andwill be fully operational late 2009/early2010.
Alternative materialsGlass, steel and aluminium are also
seen as non-BPA, non-plastic optionsfor PC.
Alternatives to epoxy resinsThe vast majority of food and be-
verage cans are coated with epoxy re-sins made from BPA. This specificfood-contact application offers a routeof exposure to low doses of this chemi-cal. While alternatives to epoxy coat-ings have been developed for certainniche applications, no currently avail-able BPA-free alternative seems to bein a position to broadly replace epoxiesin metal food and drink can applica-tions.
Possible non-BPA-based epoxyresin replacements include polyester-based coatings, oleoresinous mate-rials and other types of epoxy.

Special Report
209Chemical Weekly September 1, 2009
Within Asia, 68% of total capacityis in three countries – Japan, Koreaand Taiwan. Taiwan alone accounts for27% of total Asian capacity, followedclosely by Japan (26%) and Korea(15%). China has only 11% of Asiancapacity for BPA, but accounts for 28%of total Asian demand. Japan rankssecond in terms of demand in Asia,with an 18% share, followed by Koreaand Taiwan (15% each).
While BPA was in oversupply in2005 and 2006, the market became rela-tively tight from mid-2007 due to ashortage of its raw material, phenol,and increased demand from PC andepoxy resins. However, much new phe-nol capacity has started coming on-stream from 2008, while new BPA ca-pacity has also been added in Asia,
Table 3US BPA capacity [2007]
[Kilotons per annum]
Company Location Capacity
Bayer Polymers Baytown, Texas 190Dow Chemical Freeport, Texas 190Sabic Innovative Plastics Burkeville, Alabama 75Sabic Innovative Plastics Mount Vernon, Indiana 265Hexion Specialty Chemicals Deer Park, Texas 250Sunoco Chemicals Haverhill, Ohio 110
Total 1,080
Source: ICIS Chemical Business
Table 4Capacity build-up expected for BPA
[Kilotons per annum]
Country Capacity New capacity New capacity Total capacityin 2008 in 2009 in 2010 in 2011
America 1,226 — — 1,226Europe 1,438 — — 1,438China 261 211 40 512Japan 615 — — 615Korea 345 158 67 570Taiwan 645 67 68 780Thailand 250 — 150 400Others 380 — — 380
Total 5,160 436 325 5,921
Are the alternatives safer?While the safety of BPA has cer-
tainly been called into question, com-mon alternatives to this chemical couldpose new health risks. Consumerswant to believe that these alternativeshave been adequately tested, yet manyexperts believe the regulatory systemlacks a complete set of testing require-ments to ensure this has happened.
In 2004, the Danish EnvironmentalProtection Agency published a studyon alternatives to BPA. They foundthat “the screening of environmentaland health properties of the polyesterand polyamide alternatives (to BPA infood contact applications) indicatesthat these groups are possibly lessharmful to health and the environmentthan BPA. On the other hand, [other]alternatives may cause the same ef-fects or more hazardous effects onboth environment and health as BPA.”
Global supply scenarioGlobal BPA capacity in 2008 was
around at 5.16-mtpa, and demand about4.38-mt. Asia is the largest producingregion, with 45% of total capacity, fol-lowed by Europe (28%) and America(24%).
Table 1Global supply and demand for
BPA [2008][Kilotons per annum]
Region Capacity Demand
America 1,226 972Europe 1,438 1,040
AsiaChina 261 651Japan 615 415Korea 345 336Taiwan 645 341Other Asian 480 550Total Asia 2,346 2,293Others 150 74
Total 5,160 4,379
pushing the market back into oversup-ply.
All US producers make BPAthrough the acid-catalyzed (hydro-chloric acid) condensation of phenol
Table 2Major producers of BPA [2005]
[Kilotons per annum]Company Capacity
Sabic Innovative Plastics 1,225Hexion Specialty Chemicals 640Dow Chemical 580Bayer 900Mitsui Chemicals 330Sunoco Chemicals 110Mitsubishi Chemical 200Nan Ya Plastics 290
Total 5,160

Special Report
Chemical Weekly September 1, 2009210
with acetone, and usually a promoterlike methyl mercaptan is present. Allcompanies have captive phenol andacetone supplies for BPA production andall except Sunoco have captive BPA re-quirements for downstream resins.
Sabic Innovative Plastics captivelyuses all BPA produced at its two plants,in the manufacture of PC resins andpolyetherimides.
The economic downturn has had animpact of BPA markets and producershave responded by slashing operating
rates and even shutting plants. In May2009, Hexion Specialty Chemicals, Inc.announced it plans to indefinitely idleits BPA3 production unit, at its manu-facturing complex in Deer Park (Texas,US).
The unit, which has a rated capacityof 190 million pounds (about 87-ktpa),will be taken off line and idled once theBPA4 unit with a capacity of 310 millionpounds (140-kt) is operational.
Global demand scenarioThe main market for BPA, globally,
is in production of PC resins, followedby use for manufacture of epoxy resins.Other uses include flame retardants(mainly tetrabromobisphenol-A), unsa-turated polyester resins and polyacrylate,polyetherimide and polysulphone resins.
PC marketsThe market for BPA had been grow-
ing strongly at an average rate of 10% peryear over the last few years, driven pri-marily by increasing demand for PC re-sins. Optical media, including audio com-pact discs (CDs), CD-ROMs, recordableCDs and digital versatile disks (DVDs),had been driving growth in BPA demandvia PC. However, the growth in this appli-cation is slowing significantly, due to thedownloading of music and films from theInternet and other competing technolo-gies becoming more popular.
PC resins are also used in the placeof traditional materials, such as metaland glass, in automotive componentswhile glazing and sheet products canbe used in architectural, security andtransportation applications. Automo-tive glazing offers potentially stronggrowth opportunities for BPA/PC pro-ducers. While PC is being used in rearbody parts, roof modules and fixed sidewindows, there has been strong resis-tance from automobile manufacturers inthe more general replacement of glass.
One of the problems is the poorscratch resistance of PC, althoughPC manufacturers now claim thatmulti-layer products have been de-veloped to overcome this problem.The higher cost, compared to glass,could be another limiting factor, al-though PC does offer weight sav-ings, broader design options andeasier handling that could bring effi-ciencies on the automotive produc-tion line. Over the next few years, ap-plications are expected to widen intoback lights and rear windows in truckcabins, moveable side windows andvehicle top applications.
Others 6%
Epoxyresins21%
PC73% PC
66%
Epoxyresins30%
TBBA 2%
Other resins2%
Figure 2: BPA demand by end-use: US & world [2006]
PC dominates BPA use in US ..... and elsewhere in the world
Figure 3: Global PC demand by end-use
Packaging (inc bottles) accounts for small share ofPC demand (2.9 mt in 2006)
Medical 3%Packaging 3%
OpticalMedia32%
Automotive9%
Electronics 23%
Others 2%
Blends 15%
Construction13%

Special Report
211Chemical Weekly September 1, 2009
Epoxy resinsThe second largest end use of BPA
is epoxy resins. There are several typesof epoxy resins, but those based on BPAand epichlorohydrin account for themajority. High performance coatings areone of the primary applications, followedby electrical/electronic laminates, adhe-sives, flooring and paving applications,mainly in the automotive, constructionand aerospace industries.
Growth prospectsGlobal BPA consumption has in-
creased at an average rate of almost 10%per year from 2003 to 2006, driven by PCdemand and improved epoxy resin mar-kets. However, growth has slowed con-siderably. In Europe, growth is expectedto be flat, while the strongest growth willbe in Asia, mainly China.
Up to 2005, growth in the Chinesemarket was mainly due to epoxy resins.However, with the start-up of PC capa-
city in China by Teijin and Bayer andseveral projects planned, BPA demandin China will be driven in the future byPC. Another driver behind BPA demandis the strong growth in Asia, as a whole.In 2000-2006, Asian BPA markets grew atan average of 13% per year with PC push-ing it at 19% year. Future growth will bemuch lower, as the global economicdownturn hits markets.
The US market is expected to grow at4.2% per year up to 2010, with PC andepoxy resins growing at 4.5% per yearand 3.5% per year respectively. US de-mand is expected to increase from 1.06-mt in 2006 to reach 1.25-mt tons in 2010.In 2006, BPA imports were 4,810-tons,while exports were 34,500-tons.
In short, PC will continue to be themain driver for BPA, with global growthforecast at 5-6% per year.
[Forthcoming: Indian BPA scenario]
Table 5Global PC capacity [2006]
[Kilotons per annum]
Company Capacity
Bayer MaterialScience 1,210Sabic Innovative Plastics 975Dow Chemical* 415Teijin PC 200Formosa Idemitsu 175Thai PC 140Mitsubishi 125Other 440
Total 3,680
Note: * Includes joint ventures
Some North American retailers haveremoved PC baby bottles and waterbottles from shelves, while Canada hasannounced plans to ban PC baby bottles.However, the impact on BPA/PC demandis expected to be small as total packag-ing applications only account for 3% ofoverall PC demand.