Embed Size (px)
Citation preview

An Introduction to
BREWING SCIENCE
& TECHNOLOGY
Series III
BREWER'S YEAST
THE INSTITUTE OF BREWING

An Introduction to
BREWING SCIENCE
& TECHNOLOGY
Series III
BREWER'S YEAST
G.G. Stewart1 and I. Russell2
('Heriot-Watt University, 2Labatt Brewing Company Limited)
THE INSTITUTE OF BREWING

ACKNOWLEDGEMENTS
The authors wish to thank their colleagues who have contributed to this book. To keep the
size small and easily readable, references to specific publications have not been used (with
the exception of where figures were adapted), but the list of source books used is included.
The authors also owe a special debt of gratitude for assistance with particular sections: Robert
Stewart, molecular biology; Heather Pilkington, biochemical pathways and viability;
Normand Mensour, immobilised cell technology; and Jadwiga Sobczak, light and electron
micrographs. Special thanks are due to Karen Ross for preparation of the figures and to
Dorothy Filsell and Janice Riddell for careful typing and editing of the manuscript.
ISBN No. 0900489 13 8
Copyright © 1998 The Institute of Brewing
All rights of reproduction are reserved in all countries in respect of all texts and illustrations.
No part may be reproduced or utilized in any form without written permission from the Institute of Brewing.
Published by: The Institute of Brewing. 33 Clarges Street, London W1Y 8EE, England.

BREWER'S YEAST
G.G. Stewart1 and I. Russell2
( Heriot-Watt University, 2Labatt Brewing Company Limited)
Contents
Introduction 3
Fundamentals 3
Characteristics of Brewing Yeasts 5Yeast Morphology 7
Yeast Cell Growth and Division 13
Genetic Characterisation of Yeast 14
Genetic Tests for Typing Yeast Strains 23Brewer's Yeast Performance 28
Uptake and Metabolism of Wort Nutrients 29
Wort Sugars and Carbohydrates 29
Control ofYeast Metabolism 35Pasteur effect 35
Crabtree effect (glucose repression, catabolite repression) 35Amino Acids, Peptides and Proteins 35
Oxygen ].".'.'."".'.'. 37Vitamins 40
Ions 41
Inorganic ions 41
Hydrogen ions 43
Potassium ions 43
Sodium ions 44
Divalent metal cations 44
Magnesium ions 44
Manganese ions 45
Calcium ions 45
Zinc ions 45
Copper and iron ions 45
Yeast Excretion Products 45
Organic and Fatty Acids 47
Higher Alcohols 47
Esters 49
Carbonyls 51
Sulphur Compounds 55
Flocculation 57

Yeast Management 62
Pure Yeast Cultures 62
Preservation of Stock Yeast Culture 64
Yeast Pitching and Cell Viability 64
Yeast Collection 65
Yeast Storage 66
Yeast Storage Conditions - Influence on Intracellular Glycogen
and Trehalose Levels 66
Yeast Washing 69
Contamination of Cultures with Bacteria 71
Contamination of Cultures with Wild Yeast 72
Yeast Cell Viability and Vitality 74
Use of Specific Dyes for Assessing Cell Viability and Vitality 74
Capacitance 74
The Power of Reproduction as a Viability Indicator 74
Viability and Vitality Methods Based on Cell Metabolic State 75
Adenosine triphosphate (ATP) 75
NADH fluorosensor 75
Specific oxygen uptake rate (BRF yeast vitality test) 77
Acidification power 77
Intracellular pH (ICP) method 77
Measurement of yeast vitality by stress response 77
Magnesium release test (MRT) 77
Electrokinetics 78
High Gravity Brewing 78
Continuous Fermentation 81
Immobilised Yeast Technology 84
Production of Alcohol-free and Low Alcohol Beers 86
Immobilised Lager Yeast to Reduce Maturation Times 87
Primary Fermentation with Immobilised Yeast 89
Distiller's Yeast 93
Malt and Grain Whisky 94
Ethyl Carbamate 97
Supplementary Readings 99
Internet Web Sites 100
Index 102Illustrations (Figures) 106
Tables 108

INTRODUCTION
The characteristic flavour and aroma of any beer is, in large part, determined by the yeast
strain employed. In addition, properties such as flocculation, fermentation ability (including
the uptake of wort sugars), ethanol tolerance, osmotolerancc and oxygen requirements have
a critical impact on fermentation performance. Thus, proprietary strains belonging to
individual breweries are usually (but not always) jealously guarded and conserved, however
this is not always the case. In Germany, most of the beer is produced with only four lager
strains and approximately 65% of the beer is produced with one strain!
FUNDAMENTALS
Yeasts arc non-photosynthetic, relatively sophisticated, living, unicellular fungi,
considerably larger in size than bacteria. Yeasts arc of benefit to mankind because they are
widely used for production of beer, wine, spirits, foods and a variety of biochcmicals.
Yeasts also cause spoilage of foods and beverages, and some species of yeast arc of medical
importance. At present, approximately 700 yeast species are recognised but only a few have
been adequately characterised. No satisfactory definition of yeasts exists, and commonly
encountered properties such as alcoholic fermentation and growth by budding arc not
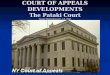
universal in yeast [all brewer's yeast strains multiply by budding (Figure 1)]. There are
many definitions to describe the yeast domain, however, one that best describes the group
is: "Yeasts are unicellularfungi which reproduce by budding or fission". Yeasts are both
quantitatively and economically the most important group of microorganisms commercially
Figure 1. Electron micrograph of a budding yeast cell.

exploited on this planet. The total amount of yeast produced annually, including that
formed during brewing, wine-making, and in distilling practices, is of the order of a
million tonnes. Many microbiologists and fermentation technologists employ the term
"yeast" as synonymous with Saccharomyces cerevisiae. Although this yeast species is
of critical economic and biochemical importance, and most of the research on yeast has
been conducted on it, there are many exotic varieties of yeast species that offer
advantages for experimental studies. Nevertheless, the genus Saccharomyccs has often
been referred to as "the oldest plant cultivated by mankind". Indeed, the history of beer,
wine and breadmaking with the fortuitous use of yeast is as old as the history of
mankind itself. Many species of Saccharomyces are GRAS (Generally Regarded As Safe)
and produce two very important primary metabolites - ethanol and carbon dioxide.
The ethanol is used in both beverages and as a fuel, solvent and sterilant. The carbon
dioxide is employed for leavening in baked goods, for carbonation of beverages, as a
solvent in the liquid state (for example, for the production of hop extracts), and in
the culturing of vegetables and flowers in greenhouses under controlled environmental
conditions. In addition, there are a number of other important uses for yeast,
including cultures that have been genetically transformed to produce important non-yeast
proteins and peptides, such as the antiviral protein interferon, human serum albumin,
insulin and the acid protease chymosin used in the milk-clotting steps during cheese
production.
Brewer's yeast are of the genus Saccharomyces. In an acidic aqueous solution (wort), they
adsorb dissolved sugars, simple nitrogenous matter (amino acids and very simple peptides),
vitamins, ions, etc., through their outside cell membrane (the plasma membrane). Then
they employ a structured series of reactions known as metabolic pathways to use these
substances for growth and fermentation.
As a group of microorganisms, yeasts are capable of utilising a broad spectrum of
carbohydrates and sugars. Nevertheless, none of the yeast species isolated to date from
natural environments have been found capable of utilising all of the readily available sugar
carbohydrates. Saccharomyces cerevisiae has the ability to take up a wide range of sugars,
for example, glucose, fructose, mannose, galactose, sucrose, maltose, maltotriose and
raffinosc. In addition, as will be described in detail later, the closely related species
Saccharomyces diastaticus and Saccharomyces uvarum (carlsbergensis) (lager yeasts) are
able to utilise dextrins and melibiose respectively. However, Saccharomyces cerevisiae
and the related species are not able to metabolise all sugars. Examples of carbohydrates and
sugars in this category are pentose sugars (for example, ribose, xylose and arabinosc),
cellobiose (hydrolysis products of hemicellulose and cellulose), lactose (milk sugar), inulin
and cellulose.
Enzymatic hydrolysis of starch, as would occur during mashing, leads to a medium (wort)
consisting of a number of simple sugars. As a result, the fermentation of such a medium
requires that the yeast culture is able to metabolise several sugars either together or
sequentially. Further, as will be discussed in detail later, the repressive effects of one sugar
on the uptake of another have a profound influence on both the rate and extent of
fermentation.

Brewer's yeast strains are facultative anaerobes; that is, they are able to grow in the
presence or absence of oxygen. The formation of ethanol occurs via the Embden-
Meyerhof-Parnas Pathway (also called the Glycolytic Pathway) where, theoretically, I g of
glucose will yield 0.51 g of ethanol and 0.49 g of CO2. However, because some of the
glucose is used for cell growth (biomass production), it is more realistic to consider an
ethanol yield of 0.46 g of ethanol and 0.44 g of CO2 from 1 g of glucose. The glycolytic
pathway operates to convert glucose to pyruvic acid, energy and reduced nicotinamide
adenine dinucleotide (NADH - H+). The reaction can be summarised as:
glucose + 2 ADP + 2 Pi + 2 NAD+ = 2 Pyruvate + 2 ATP + 2 NADH + 2 H+
Heat is also produced during the reaction, although much of the energy liberated from the
biochemical steps is conserved by the yeast and stored as adenosine triphosphate (ATP) for
later use in biosynthctic reactions.
Brewer's yeast strains arc not very tolerant of high concentrations of acidic end products
such as pyruvic acid. Through evolution, they have developed a method to "detoxify" this
acidic end product by converting the pyruvic acid into CO2 and ethanol, both of which are
excreted out of the cell. As a result of this reaction, NADH formed during glycolysis is
reoxidised to NAD, which is then available to participate again in glycolysis. In this way,
the yeasts are able to continue to grow and metabolise sugar. The two-step reaction leading
to ethanol can be written:
NADH + H+
CH3 COCOOH » CO, + CHjCHO > CH3CH2OH
pyruvate pyruvate carbon dioxide + alcohol cthanol
decarboxylase acetaldchydc dehydrogenase
As will be discussed later pyruvate acts as precursor of many other key metabolites such as
esters, carbonyls and higher alcohols.
CHARACTERISTICS OF BREWING YEASTS
Identifying, naming and placing organisms in their proper evolutionary framework is of
importance to many areas of science that include agriculture, medicine, the biological
sciences, biotechnology and the food and beverage industries. Taxonomic concepts change
as a result of developments in science and philosophy. As a consequence, over the years,
several different species concepts have been applied to yeast systematics and taxonomy.
Microbiologists have studied yeast taxonomy for well over a century but, despite
considerable progress particularly as a result of developments in molecular biology, the
task of developing an accurate system of classification is far from complete. The need for
reliable identification is readily apparent for a number of reasons including the selection of
appropriate organisms for industrial fermentations such as brewing.
It is at the strain level that interest in brewing yeast centres. There are at least 1,000
separate strains of the species Saccharomyces cerevisiae. These strains include brewing.

baking, wine, distilling and laboratory cultures. There is a problem classifying such strains
in the brewing context; the minor differences between strains that the taxonomist dismisses
as inconsequential are of great technical importance to the brewer. The two main types of
beer, lager and ale, are fermented with strains belonging to the species Saccharomyces
uvarum (carlsbergensis) and Saccharomyces cerevisiae respectively. Currently, yeast
taxonomists have assigned to the species Saccharoinyces cerevisiae all strains employed in
brewing, indeed, increasingly they are referred to in the scientific/technical literature as
Saccharomyces cerevisiae (ale type) and Saccharomyces cerevisiae (lager type). However,
there arc several biochemical differences between these two types of yeast strains that
warrant maintaining them as separate entities. For example, they have been distinguished
on the basis of their ability to ferment the disaccharide melibiose (glucose-galactosc).
Strains of Saccharomyces tivarum (carlsbergensis) (lager type) possess the MEL gcne(s).
They produce the extracellular enzyme a-galactosidase (nielibiase) and are therefore able
to utilise melibiose. However, strains of Saccharomyces cerevisiae (ale type) do not possess
the MEL gene(s), consequently do not produce a-galactosidase, and are therefore unable to
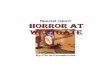
utilise melibiose (Figure 2). Also, ale strains can grow at 37°C, whereas lager strains
cannot and this can be used as a distinguishing test.
Saccharomyces carlsbergensis (uvarum)
Raffinose
Galactose ■ ' Glucose' ' Fructose
Melibiase Invertase
Melibiose
Galactose ■ ■ Glucose
Melibiase
Saccharomyces cerevisiae
Raff/nose
Figure 2. Utilisation of the sugar
raffinosc and melibiosc by lager
ISaccharomyces uvarum
(carlsbergensis)] and ale
(Saccharomyces cerevisiae) yeast.
(Note: Saccharomyces cerevisiae does
not possess the enzyme melibiase.)
Galactose - ' Glucose - - Fructose
Invertase
Traditionally, lager is produced by bottom-fermenting yeasts at fermentation temperatures
between 7 and 15°C, and at the end of fermentation, these yeasts flocculate and collect at
the bottom of the fermenter. Top-fermenting yeasts, used for the production of ale at
fermentation temperatures between 18 and 22°C, at the end of fermentation form into loose
clumps of cells, which are adsorbed to carbon dioxide bubbles, and are carried to the
surface of the wort. Consequently, top yeasts are collected for reuse from the surface of the
fermenting wort (a process called skimming), whereas bottom yeasts are collected (or
cropped) from the fermenter bottom. As will be discussed later, the differentiation of lagers

and ales on the basis of bottom and top cropping has become less distinct with the advent
of cylindro-conical fermenters and centrifuges.
Novel methods of strain characterisation and identification will be discussed later, however,
a traditional method for this purpose that still has merit today is the Giant Colony Method.
This method involves inoculating a yeast culture onto solid media and examining the
colonial morphology that develops following incubation under standard conditions. It has
been found that gelatin, as the solidifying matrix with wort, tends to enhance the distinctive
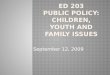
features of the colonial morphology to a greater extent than does agar (Figure 3) and that
every strain of ale yeast has its own characteristic colonial morphology when cultured on
wort-gelatin. Lager yeast strain colonies however are not so distinctive and tend to have a
Figure 3. Giant colony morphology on wort gelatin plates of (A) a typical lager strain,
and (B) a typical ale yeast strain (Grown at 21°C for 21 days).
more uniform morphology. This method has two major shortcomings. Firstly in order to
obtain the characteristic colonial morphologies at least three weeks incubation at 21°C is
required. Secondly, it gives no information on the value of a particular strain for brewing
purposes. At a brewing congress nearly thirty years ago it was stated: "It is important to
realise that this procedure (the giant colony procedure) is rather like taking photographs of
those in this hall. The photographs would enable us to identify the individuals elsewhere
but would tell us nothing of their performance as maltsters, brewers and scientists".
YEAST MORPHOLOGY
Although brewing dates back to prehistory, it was not until 1841 that Mitcherlich
discovered that yeast was essential for fermentation. This was followed by Pasteur and
Buchner's fundamental studies that confirmed that yeast was responsible for the fermentation
of wort to beer. This research showed that alcohol and carbon dioxide are major by-

products of carbon metabolism and that the "non-living" zymase enzyme system is
responsible for the fermentation of sugar. Yeasts are quite small cells in size [5-10 microns
(1 micron = 1 n= 10"6 metres = 1CH centimetres)]. Individual cells are invisible to the
naked eye and require a microscope to be detected. Since Pasteur's time, it has become
clear that a most important part of the brewing process is the proper control of unwanted
micro-organisms (for example, bacteria and wild yeasts) and the careful management of the
brewing process.
Unstained cells exhibit little detail with the light microscope and even when inclusions in
the cytoplasm are recognisable, it is difficult to know whether they represent vacuoles,
granules or nuclei. Although more information can be obtained by using specific stains, it
is since the advent of the electron microscope that a clear picture of the yeast cell has
emerged. The cell is bounded by a thick cell wall. Inside it is impossible to recognise many
of the features of a typical cell: plasmalemma or plasma membrane, nucleus, mitochondria,
endoplasmic reticulum, vacuoles, vesicles and granules (Figure 4).
Mitochondrion
Bud vacuole
Nucleus
Golgi complex
Pore in nuclear
membrane
Vacuole
Endoplasmic reticulum
Vacuolar membrane
Lipid granule
Bud scar —i
Cell membrane
Cell wall -
Vacuolar
granules
Storage granule
Thread-like mitochondrion
Figure 4. Main features of a typical yeast cell.

manno-
protein Glucan
Glucan
Figure 5. Electron micrograph of a yeast cell with multiple
bud scars.
yeast strains (ale strains,
very rarely lager strains),
new rounds ofcell division
occur before cell
separation so clumps of
cells are produced - a
process known as chain
formation. The site of cell
separation is marked on
the mother cell by a
structure referred to as
the bud scar and on the
daughter cell by the birth
scar. These scars cannot
be seen under the light
microscope but can be
seen using fluorescence
microscopy after staining
with fluorescent stains
Cell
wall
The distinguishing feature
of a growing population
of yeast cells is the
presence ofdie buds which
are produced on the cell
wall when the cell
divides. The daughter cell
is initiated as a small
bud which increases in
size throughout most of
the cell cycle, until it is
the same size as the
mother cell. Most growth
in yeast occurs during
bud formation and the
bud is more or less the
same size as the mature
cell before it separates.
Cell separation usually
occurs soon after cell
division, however, in some
Fibrillar
layer
") Manno> protein
J layer
manno-
protein
Glucan
proteinmanno-
proteln
Glucan
Glucan
Glucan
Glucan
Glucan
Glucan
} Glucan
layer
plasma membrane
cytoplasm
Figure 6. Structure of the yeast cell wall.
such as calcafluor or primulin. Bud scars also show up as very distinct structures with the
electron microscope (Figure 5). No two buds arise at the same site on the yeast cell wall.
Each time a bud is produced, a new bud scar forms on the cell wall of the mother cell. By
counting the number of bud scars it is possible to establish the number of buds which have
been produced by a particular cell. This can be used as a measure of the age of the cell.
The cell wall is a rigid structure which is 25 nm thick and constitutes approximately 25% of

the dry weight of the cell. Chemical analysis of the cell wall indicates that the major
components are glucan and mannan, however chitin and protein are also present. Glucan is
a complex branched polymer of glucose units and although the structure is a matrix most of
the glucan is located in the inner layer of the wall adjacent to the plasmalemma (Figure 6).
It is the major structural component of the wall, since removal of the glucan results in total
disruption of the cell wall. Mannan, which is a complex polymer of mannose occurs mainly,
but not exclusively, in the outer layers of the cell wall. Since it is possible to remove the
mannan without altering the general shape of the cell, it appears that it is not essential to
the integrity of the cell wall. The third cell wall carbohydrate component is chitin which is
a polymer of N.acetyl-glucosamine, and is found in the cell wall associated with the bud
scars. Isolation of the bud scars by treating the cell wall with appropriate lytic enzymes has
shown that the chitin is arranged in a ring around the bud scar. Protein constitutes
approximately 10% of the dry weight of the cell wall. At least some of this protein is in the
form of wall bound enzymes. Several enzymes have been described as being associated
with the cell wall of yeast, including glucanase and mannanase, which are probably
involved in the "softening" of the cell wall to permit bud formation, invertase [which
hydrolyses sucrose (cane sugar)], alkaline phosphatase and lipase (which hydrolyses fatty
acids and lipids). Several of these enzymes, for example invertase, are mannoproteins and
contain up to 50% of mannan, as an integral part of the enzyme molecule. Much of the
remaining protein in the cell wall is also associated with mannan and this probably plays
a structural role as well as an enzymic role in the cell wall. In addition, the flocculation
properties of the cell are influenced by the mannoprotein structure of the cell wall; this will
be discussed in detail later.
The nucleus is the structure that contains most of the cell's deoxyribonucleic acid (DNA)
arranged into 16 chromosomes which contain over 6,000 genes and encode for all the
proteins synthesised in the cell. Recently the complete sequence of the chromosomes has
been published (the Yeast Genome Project). The compilation of this sequence of the
Sacchammyces genome was a considerable undertaking that required a high degree of
co-ordination but is, by itself, of little value in biological terms. Rather, it is the
information contained within the genes themselves that is more important so the first step
in the analysis of any sequence of DNA is to examine for individual genes. Once these
genes have been identified (and there arc clues in the DNA which reveal their location) the
amino acid sequences of the encoded proteins can be determined. What can the sequence
of the yeast genome tell us about brewer's yeast? The overall genetic picture will be very
similar for brewer's yeast, whether an ale or lager strain. New information on metabolic
pathways and cellular processes such as organelle biosynthesis will emerge from studies of
the yeast genome sequence. Also, the yeast strain chosen for genome sequencing was a
haploid (only one set of chromosomes) and was found to possess only one set of maltose
fermentation (MAL) genes. Brewing strains, which must ferment wort maltose as efficiently
as possible, are polyploid and may contain ten or more sets of MAL genes. There has
probably been selective pressure in brewing fermentations for yeast strains which possess
multiple sets of MAL genes and it comes as no surprise to find this reflected in the genetic
make-up of brewer's yeast.
Approximately 30% of the genes identified as part of the Yeast Genome Project encode
proteins with no clue to their function; this has led to them being called "orphan" genes.
10

Inner membrane
Matrix
The next phase of the Yeast Genome Project has already commenced with a European
Network of 144 laboratories carrying out a systematic analysis of 1,000 of the orphan
genes. New and existing molecular genetic methods will be applied to each of the genes in
an attempt to define the function of their encoded product. A similar, but complementary
research programme, will take place in the United States. The Genome Project is therefore
set to produce a flow of information on yeast, much of which will provide a better
understanding of industrial yeast strains.
Individual chromosomes arc very small and cannot be recognised as discrete structures by
light or electron microscopy. However, the advent of DNA fingerprinting (karyotyping) has
introduced an electrophoretic technique for separation of individual chromosomes and
this "fingerprint" can be
employed to type yeast
strains. (This will be
discussed in detail later.)
The membrane surrounding
the nucleus remains intact
throughout the cell cycle.
It is visible in electron
micrographs as a double
membrane which is
perforated at intervals with
pores. Associated with the
nuclear membrane is a
structure referred to as a
plaque. The characteristic
structure of a plaque is a
multilayered disc from
which microtubules extend
into both the nucleus and
the cytoplasm. These plaques
are the spindle apparatus
of the yeast nucleus and
they play an important part
in nuclear division. (More
of this later).
The mitochondria are readily
recognisable in electron
micrographs ofan aerobically
grown yeast cell as spherical
or rod-shaped structures
Figure 7. Structure of the mitochrondrion. surrounded by a double membrane. They
(A) A diagram showing the overall contain cristae which are formed by the
structure of the mitochondrion, and folding of the inner membrane (Figure 7).
(B) electron micrograph of A considerable amount of work has been
mitochondria. carried out on the structure of the
11

mitochondrion and the distribution of the many mitochondrial enzymes in the membranes
and the matrix of the mitochondrion. Most of the enzymes of the tricarboxylic acid cycle
are present in the matrix of the mitochondrion, whereas the enzymes involved in electron
transport and oxidative phosphorylation are associated with the inner membrane, including
the cristae.
At one time it was considered that mitochondria were absent from anaerobically grown (or
catabolite repressed) yeast since they could not be detected and also because such cells
lacked many of the enzymes associated with mitochondria. However, the use of freeze-
etching techniques has indicated that the apparent absence of mitochondria was due to
inadequate fixation techniques. Cells grown anaerobically in the absence of lipids have
very simple mitochondria, consisting of an outer double membrane but lacking cristae. The
addition of lipids such as oleic acid and ergosterol results in the development of the cristae.
The development of the mitochondrion is influenced by the lack of oxygen, the presence of
lipids and the level of glucose in the medium. Consequently, there is a change in the struc
ture of mitochondria upon transfer from anaerobic to aerobic conditions but no de novo
generation of mitochondria. The cytoplasm of the yeast cell contains a system of double
membranes known as the cndoplasmic reticulum. Some of these membranes are associated
with ribosomes, although as in other organisms, the endoplasmic reticulum appears to be
involved in many other cellular activities. The relationship between endoplasmic reticulum
and other organelles is unclear, however, there is continuity between the endoplasmic
reticulum, the outer membrane of the mitochondrion and the plasmalemma. The endoplasmic
reticulum is also involved in the formation of vesicles which are present in the cell. Mature
yeast cells contain a large vacuole. However, at the point in the cell cycle when bud
formation is initiated, the vacuole appears to fragment into smaller vacuoles which become
distributed between the mother cell and the bud. Later in the cell cycle, these small vacuoles
fuse to produce a single vacuole in the mother and daughter cell. The formation of the
vacuole is not completely established but it contains hydrolytic enzymes, polyphosphates,
lipids and low molecular weight cellular intermediates, and metal ions. In addition, it acts
• E ••
0 5 10 IS 20 25 30 35 40
Time (hours)
1x10*
1x10'-
1x10'I
1X105
Figure 8. Batch growth
curve for brewing yeast
culture in shake flasks at
20"C (A) log phase,
(B) accelerating,
(C) exponential phase,
(D) decelerating phase,
and (E) stationary phase
(adaptedfrom Priest and
Campbell, Brewing
Microbiology, 1996).
12

as a reservoir for nutrients and hydrolytic enzymes. Lipid granules are also present in the
cytoplasm and these are also probably derived from the endoplasmic rcticulum.
The technical problems of isolating and characterising the different membrane components
of yeast are considerable. Vesicles, vacuoles and other organdies are very fragile and easily
disrupted. Fragments of membrane from different organdies are a challenge to separate
but with the advent of differential centrifugal and electrophoretic separation techniques, this
is now possible. Nevertheless, considerable care must be exercised during the experimental
process.
Cell
separation Bud
initiation
YEAST CELL GROWTH
AND DIVISION
Late /nuclear A
division J
Figure 9. Cell cycle of Sacchammyces
cerevisiae.
Growth in brewer's yeast is associated
almost entirely with the growth of the
bud which reaches the size of the mature
cell by the time it separates from the
parent cell. Figure 8 illustrates the batch
growth curve of a brewing yeast culture
in shake flasks at 20°C. In rapidly growing
yeast cultures, all the cells can be seen
to have buds since bud formation occupies
the whole cell cycle. In fact both mother
and daughter cell can initiate bud
formation before cell separation has
occurred. In yeast cultures which are
growing more slowly, cells lacking
buds can be seen and bud formation
only occupies part of the cell cycle. The
cell cycle of yeast is normally defined
as the period between the end of one
cell division and the next cell division. In cells which are growing in an unrestricted
manner, all the contents of the cells double during this period. The cycle is divided into
four phases: Gl, S, G2 and M (Figure 9). The S period is the phase when DNA
synthesis occurs, the M phase is the period occupied by mitosis which is the mechanism
by which the chromosomes divide and separate. The phases Gl and G2 represent
the interval between mitosis and DNA synthesis (Gl), and DNA synthesis and
mitosis (G2).
The onset of bud formation coincides with the initiation of DNA synthesis. The initial steps
of bud formation involve the weakening of the cell wall caused by the action of lytic
enzymes which attack the polysaccharides of the cell wall. The bud is formed by new cell
material being laid down at the site of bud initiation, then as bud formation progresses and
it becomes larger, the deposition of new material becomes localised at the tip of the bud.
When the bud reaches full size, a complex septum is laid down in the neck of the bud which
contains chilin in addition to glucan and mannan. Cell separation is achieved when the layers
13

of (he septum separate leaving the bud scar on the mother cell and the birth scar on the
daughter cell.
During the S and G phases of the cell cycle, the nucleus moves towards the site of bud
formation, so that at onset of the M phase it is situated in the neck of the bud. Mitosis
occurs in the neck of the bud in such a manner that when it is completed, one of the nuclei
has moved into the bud whereas the other remains in the mother cell. As discussed
previously, it is not easy to recognise chromosomes in the nucleus of cells of brewer's yeast
strains because the nuclear membrane remains intact during mitosis. However, use of
electron microscopy has made it possible to identify different steps of the mitotic cycle by
studying the behaviour of the spindle plaques and the microtubules associated with them.
Growth of the yeast cell wall occurs during growth of the bud resulting in progressive
increase in the size of a rigid spherical structure. As has been discussed previously, the yeast
cell wall is very complex and knowledge of its structure and biosynthesis is still increasing. Its
biosynthesis must involve the formation of the major components: glucan, mannan, chitin and
protein, and their assembly into a three dimensional structure in a precise manner outside
the plasma membrane. The formation of the cell wall poses several interesting questions:
• What is the nature of the precursors from which the wall is synthesised?
• Which enzymes are involved in its biosynthesis?
• How do these enzymes control the three dimensional structure of the cell wall?
• Where does cell wall biosynthesis occur?
• At what stage in the biosynthesis are cell wall components transported across the cell
membranes?
The cell wall polysaccharides glucan, mannan and chitin are produced from mannose,
glucose and N-acetyl-glucosamine respectively. However, the immediate precursors of the
polysaccharides are not the free sugars but uridine diphosphate (UDP) or guanosine
diphosphate (GDP), derivatives of the sugars. The cell wall proteins are produced from
amino acids by the normal process of protein biosynthesis. There arc differences between
the mechanisms of glucan and mannan synthesis. Glucan synthesis can occur in the absence
of protein synthesis and microfibrils of glucan can be seen on the cell surface. Mannan
synthesis, on the other hand, cannot proceed in the absence of protein synthesis. Inhibitors of
protein synthesis such as cycloheximide block mannan synthesis and mannan microfibrils do
not accumulate during mannan biosynthesis. This dependence on protein synthesis has
been interpreted as indicating that mannan synthesis can only be initiated by the attachment
of mannose units to amino acids such as serinc, thrconine and asparagine in wall proteins.
GENETIC CHARACTERISATION OF YEAST
The behaviour, performance and quality of a yeast strain is influenced by three sets of
determining factors, collectively called nature-nurture effects. The nurture effects are all
the environmental factors, (i.e. the phenotypes), to which the yeast is subjected from
inoculation (pitching) onwards. On the other hand, the nature influence is the genetic
make-up (i.e. the genotype) of a particular yeast strain.
14

There are a number of methods that are employed in the genetic research and developmentof brewer's yeast strains. Classical approaches to strain improvement include mutation andselection, screening and selection, and cross-breeding (hybridisation). Mutation is anychange that alters the structure of the DNA molecule, thus modifying the genetic material.The mutagenised strains often no longer exhibit many desirable properties of the parent
Diploid Phase (2n)
p/a diploid
Haploid Phase (n)
2 mating type a
and
2 mating type a
4 spored ascus
meiosis and
sporulation
Figure 10.
Haploid/diploid life
cycle of
Saccharomyces
cerevisiae.
s v, 20(im
Figure 11. Sporulating yeast cell (A) wet mount preparation, and (B) stained preparation.
15

strain and in addition may exhibit a slower growth rate and produce a number of undesirable
taste and aroma compounds during fermentation. Mutagenesis is seldom employed with
brewing strains due to their polyploid/ancuploid nature.
Screening of cultures to obtain spontaneous mutants or variants has proved to be a more
successful technique as it avoids the use of destructive mutagens. To select for brewery
yeast variants with improved maltose utilisation rates, 2-deoxy-glucose, a glucose analogue,
was employed and spontaneous mutants selected which were resistant to 2-dcoxy-glucose.
These isolates were also found to be dcrcprcsscd for glucose repression of maltose uptake.
This resulted in faster wort fermentation rates and no alteration in the final flavour of
the beer.
The study of yeast genetics was pioneered in the Carlsberg laboratory in Denmark. In 1935
they established the haploid - diploid life cycle in yeast (Figure 10). Sacchammyces
species can alternate between the haploid (a single set of chromosomes in the nucleus) and
diploid (two sets of chromosomes) states. Yeast can display two mating types (sexes),
designated "a" and "a", which arc manifested by the extracellular production of an "a" or
an "a" mating factor (pheromonc). When "a" haploids are mixed with "a" haploids,
mating takes place and diploid zygotes are formed. Under conditions of nutritional
deprivation, diploids undergo reduction division by mciosis and differentiate into
tctranuclcate asci, containing four uninucleate haploid ascospores, two of which arc "a"
mating type and two of which are "a" mating type (Figure 11). Ascus walls can be removed
with a specific lytic enzyme preparation (glucanase). The four spores from each ascus can be
isolated by use of a micro-manipulator, induced to germinate, tested for their fermentation
ability, and subsequently employed for further hybridisation work. Both haploid and
diploid organisms can exist stably and undergo cell division via mitosis and budding.
Brewing yeast strains are not immediately amenable to hybridisation techniques because
they are usually not haploid or diploid, but rather aneuploid or polyploid. Consequently,
such strains possess little or no mating ability, poor sporulation and the spores that do
form have low spore viability. In recent years it has been shown that it is possible to
increase sporulation ability of brewer's yeast strains by manipulation of the medium and
the incubation conditions.
Although the technique of hybridisation (cross-breeding) fell into disfavour for a number
of years, when new biotechnological methods such as recombinant DNA were thought to
be the complete solution to the development of novel brewer's yeast strains, it has again
come to be accepted as a very valuable technique. For example, using traditional genetic
techniques, a yeast that produced beer with only 10% of the normal diacctyl level at the
end of fermentation has been produced. Also, hybrids with crosses between ale and lager
segregants exhibited faster attenuation rates and produced beers of good palate which
lacked the sulphury character of a lager but retained the estery aroma of the ale. One of
the major advantages to cross-breeding is that this technique carries none of the burden of
ethical questions and fears that can accompany the use of recombinant DNA technology.
Rare mating, also called forced mating, is a technique that disregards ploidy and mating
type and thus is ideal for the manipulation of polyploid/aneuploid strains where normal
hybridisation procedures cannot be utilised. When non-mating strains are mixed at a
16

high density, a few hybrids with fused nuclei form and these can usually be isolated using
appropriate selection markers. A possible disadvantage to this method is that while
incorporating the nuclear genes from the brewing strain, the rare mating product can also
inherit undesirable properties from the other partner, which is often a non-brewing strain.
A good example of this is the successful construction of a dextrin-fermenting brewing
strain using this technique which unfortunately introduced the POF gene (Phenolic-Off-
Flavour) which imparts the ability to decarboxylale wort ferulic acid to 4-vinyl guaiacol,
giving beer a phenolic or clove-like off-flavour (the characteristic flavour of "weissbier").
This made the hybrid product unsuitable for the production of lagers and ales from a taste
perspective but acceptable from a dextrin utilisation standpoint.
Figure 12.
Saccharvmyces
brewing yeast with and
without
zymocidal "killer"
activity.
"Killer" Yeast Lawn of
Sensitive Yeast
"Non-Killer'
Yeast
Laboratory Haploid
-Killer" Strain
brewing Lager
Strain
Rare Mating
(Forced Mating)
S\ Hybrid(Heterokaryon)
Segregation under
Influence of Kargone
(Kar = Karyogamy defective)
Brewing Lager
Strain
Laboratory Haploid
-Killer Strain
True Hybrid
Figure 13.
Rare mating
protocol to produce
brewing strains with
zymocidal
"killer" activity.
Heteroplasmon
17

Cytoduction is a specialised form of rare mating in which only the cytoplasmic components
of the donor strain are transferred into a brewing strain. The process of cytoduction requires
the presence of a specific nuclear gene mutation designated Kar, for karyogamy defective. This
mutation impairs nuclear fusion. Cytoduction can be used in three ways: substitution of the
niitochondrial genome; introduction of DNA plasmids; or, transfer of double-stranded
RNA species. When used in the substitution of the mitochondria! genome, it is possible to
study the effects of these genetic elements on various cell functions such as respiratory
activity, cell surface activities and various other yeast strain characteristics. Also, as will be
discussed below, rare mating has been employed to transfer "zymocidal" or "killer" factor
from laboratory haploid strains to brewing strains without altering the primary fermentation
characteristics of the brewer's yeast strain.
Some strains of Saccharomyces species secrete a proteinaceous toxin called a zymocidc or
killer toxin that is lethal to certain other strains of Saccharomyces. Toxin-producing strains
are termed killer yeasts and susceptible strains arc termed sensitive yeasts. There are strains
that do not kill and are not themselves killed, and these arc called resistant (Figure 12).
The "killer" character of Saccharomyces is determined by the presence of two species of
cytoplasmically located dsRNA plasmids (termed M and L). The M-dsRNA "killer" plasmid
is "killer" strain specific and codes for "killer" toxin (an extracellular protein) and also for a
protein or proteins that make the host immune to the toxin. The L-dsRNA codes for the production
of a protein that encapsulates both forms of dsRNA, thereby yielding virus-like particles.
These virus-like particles are not naturally transmitted from cell to cell by any infection process.
Brewing strains can be modified such that they are both resistant to killing by a zymociclal
yeast and so that they themselves have zymocidal activity, thereby eliminating contaminating
yeasts (which must be sensitive). Rare mating has been successfully employed to
produce brewing "killer" yeast strains by crossing a brewing lager yeast with a Kar "killer"
strain (Figure 13). Wort fermentations have been conducted with this strain, the finished
beer packaged and subject to tasie assessment. The beer brewed with the "killer"
Figure 14.
Triphenyl tetrazolium
overlay of yeast colonies (A)
Respiratory Deficient (RD)
mutants - petite white
colonies, (B) Respiratory
Sufficient (RS) colonies
(red),
and (C) mix of RS and RD
colonies.
18

strain was acceptable but contained an ester note that was not present in the control. Aquestion often asked is whether the toxin is still active in the finished beer. The toxin isextremely heat-sensitive, and a brewery pasteurisation cycle of 8 PU's has been shown tocompletely inactivate it.
The introduction of a "killer" strain into a brewery where several yeasts are employed for theproduction of different beers can present logistical problems. An error on an operator's part inkegging lines and yeast tank lines could have serious consequences, since accidental mixingwould prove fatal for the normal brewer's yeast. In a brewery with only one yeast strain,this would not be a cause for concern. It is worthy of note that a number of commerciallyavailable wine yeasts contain the "killer" characteristic, the purpose being to eliminate
some of the yeasts that occur in the must that originates from the natural flora of the grapes.
Yeast mutations arc a common occurrence throughout the growth and fermentation cycle, butthey are usually recessive mutations, due to functional loss of a single gene. Since brewer'syeast strains are usually aneuploid or polyploid, the dormant gene will function adequately
in the strain and it will be phcnotypically normal. Only if the mutation takes place in bothcomplementary genes will the recessive character be expressed. If the mutation weakens theyeast, the mutated strain will be unable to compete and soon be outgrown by the non-mutatedyeast population. The accepted view until recently was that brewer's yeast strains arc
genetically very stable, however, with the advent of DNA fingerprinting (karyotyping) it
has been found that instability in many production brewer's yeast strains is not uncommon.
This finding has reinforced the view that there should be strict adherence to yeast generation
production specifications. This topic will be discussed in greater detail when yeastmanagement techniques are considered.
Only three characteristics are routinely encountered resulting from yeast mutation that archarmful to a fermentation. These are:
• The tendency of yeast strains to mutate from flocculent to non-flocculent;
• The loss of ability to ferment maltotriose; and
• The presence of respiratory deficient mutants.
The respiratory deficient (RD) or "petite" mutation is the most frequently identified mutant
found in brewing yeast strains. The mutant arises spontaneously when a segment of the DNA
in the mitochondrion becomes defective to form a flawed mitochondrial genome. Themitochondria are then unable to synthesise certain proteins. This type of mutation is alsocalled the "petite" mutation because colonies of such a mutant are usually much smaller
than the normal respiratory sufficient (RS) culture (also called "grande") (Figure 14). Therespiratory deficient mutation normally occurs at frequencies of between 0.5% and 5% of
the population but in some strains, figures as high as 50% have been reported. Deficiencies
in mitochondrial function result in a diminished ability to function aerobically and as aresult these yeasts are unable to metabolise non-fermentable carbon sources such as lactatc,
glycerol or ethanol. Many phenotypic effects (actual expressed properties, such as theyeast's ability to perform a particular chemical reaction) occur due to this mutation andthese include alterations in sugar uptake, metabolic by-product formation, and toleranceto stress factors such as ethanol and temperature. Flocculation, cell wall and plasmamembrane structure, and cellular morphology are affected by this mutation.
19

Beer produced with a yeast that is respiratory deficient or that produces a high number of
respiratory deficient mutants is likely to have flavour defects and fermentation problems.
For example, beer produced from these mutants contained elevated levels of diacetyl and
higher alcohols. Wort fermentation rates were slower, higher dead cell counts were
observed, and biomass production and flocculation ability were reduced.
A significant reduction in diacetyl production has been achieved by the selection of
spontaneous mutants from brewer's yeast cultures using resistance to the herbicide
sulphometuron methyl (SMM). The SMM resistant strains produce 50% less diacetyl than
the parent strain due to partial inactivation of the enzyme that produces the diacetyl
precursor, a-acetolactatc (a-acetolactate synthetase).
Saccharomycesdiastaticus
Saccharomyces
uvarum
(carlsbergensis)
Whole cells
Spheroplasts IDEX
Fusing spheroplasts ( DEX • FLO
t/
Fused spheroplasts
spheroplasting enzymes
fusing agent
(polyethylene glycol)
Regenerated fused cell
cell wall regeneration in
complete growth medium
DEX- Dextrin fermentation
FLO - Flocculation
Fusion
product
Figure 15. Spheroplast fusion of two yeast strains.
The advent of the new biotechnology has been stimulated by the development of novel
methods of genetic manipulation - spheroplast (protoplast) fusion and recombinant DNA.
Spheroplast fusion is a technique that can be employed in the genetic manipulation of
brewer's yeast strains. The method does not depend on ploidy and mating type and
consequently has great applicability to such strains because of their polyploid nature
20

and absence of mating type characteristic. The yeast cell wall is removed with lytic
enzymes such as extracts of snail gut or enzymes from various microorganisms. Removal
of yeast cell walls results in osmotically fragile spheroplasts, which must be maintained in
an osmotically stabilised medium such as 1 M sorbitol. The spheroplasting enzyme is
removed by thorough washing, and the sphcroplasts are then mixed and suspended in a
fusion agent consisting of polyethylene glycol (PEG) and calcium ions in buffer.
Subsequently, the fused spheroplasts must be induced to regenerate their cell walls and
recommence division. This is achieved in solid media containing 3% agar and sorbitol. The
action of PEG as a fusing agent is not fully understood, but it is believed to act as a
polycation inducing the formation of small aggregates of spheroplasts (Figure 15).
Some examples of fusions with commercial brewing strains arc:
• The construction of a brewing yeast with amylolytic activity by the fusion of
Saccharvmyces cerevisiae and Saccharumycei' diaslaticus;
• A polyploid strain capable ofhigh ethanol production by fusion of a flocculcnt strain with
Sake yeasts; and
• Construction of strains with improved osmotolerance by fusion of Sacchammyces
diastaticus and Saccharomyces rvuxii (an osmotolerant yeast species).
Although spheroplast fusion is an extremely efficient technique, it relies mainly on trial
and error and is not specific enough to modify strains in a predictable manner. The fusion
product is nearly always very different from both original fusion partners because the
genome of both strains become integrated. Consequently, it is difficult to selectively
introduce a single trait such as flocculation into a strain using this technique. Spheroplast
fusion has been found to be a viable technique when flavour of the final product is not
critical, for example, fusion products that could survive high osmotic pressure, elevated
fermentation temperatures (ca. >40°C) and increased ethanol tolerance. Such strains
are successfully being used in the industrial alcohol industry but produce beer with
unsatisfactory beer flavour/taste profiles.
Although the techniques of hybridisation, rare mating and spheroplast fusion have met with
success, they have their limitations, the principal one being the lack of specificity in genetic
exchange. It is only since 1978 that a DNA transformation system for yeast has been
available and great strides have been made in the past two decades. It is now possible to
modify the genetic composition of a brewer's yeast strain without disrupting the many other
desirable traits of the strain and it is also possible to introduce genes from other sources.
This technology employs a set of methods called recombinant DNA which had its origins
in two related fields. The first, microbial genetics, studies the mechanisms by which micro
organisms inherit traits. The second, molecular biology, specifically studies how genetic
information is carried in molecules of DNA and how DNA directs the synthesis of proteins.
During the 1970's and 1980's, the practical application of microorganisms expanded almost
beyond imagination with the development of new, artificial techniques for making
recombinant DNA. Although natural recombination makes it possible for closely related
organisms to exchange genes, the new techniques make it possible to transfer genes
between completely unrelated species. These techniques are so powerful that the term
21

recombinant DNA is now widely understood to mean any artificial manipulation of genes,
whether within a particular species or between different species.
A gene from a vertebrate animal, including a human, can be inserted into the DNA of a
bacterium, or a gene from a virus into a yeast. In many cases, the recipient can then be made
to express the gene, which may code for a commercially useful product. Thus, yeast, with
genes for human insulin, arc being used to produce insulin for treating diabetics or a
vaccine for hepatitis B is being made from a gene for part of the hepatitis virus (the yeast
produces a viral protein).
oPlasmid DNA
spheroplasting
enzymes
Donor DNA
Cut DNA
Pieces
(JCut Plasmid
Pieces
anneal and ligate
oRecombinant
Plasmid
cell wall regeneration
Transformed Yeast Cell
Figure 16. Production of a recombinant DNA brewer's yeast.
Recombinant DNA techniques can also be used to make thousands of copies of the same
DNA molecule - to amplify DNA, thus generating sufficient DNA for various kinds of
experimentation or analysis. Artificial gene manipulation is popularly known as genetic
manipulation. In fact, the term biotechnology, which correctly has been defined to include
all industrial applications of biological systems and processes, has increasingly become
erroneously identified in the public mind as only the industrial application of genetic
engineering. Genetic engineering has been made possible by the discovery and development
of a number of tools and techniques. The most important was the discovery of restriction
22

enzymes, bacterial enzymes that can be used to cut DNA from different sources into pieces
that are easy to recombine in vitro (in vitro means "in glass" - that is, a test tube rather than
inside a living organism). Genetic manipulation required the development of methods for
inserting recombinant DNA molecules into cells by using so-called vectors. If a mosquito,
carrying the virus for yellow fever, bites and infects a human, the mosquito is considered
a "disease vector" because it can transmit the virus from one host to another. The term
vector, or cloning vector, has generally been adopted to describe a self-replicating DNA
molecule that is used as a carrier to transmit a gene from one organism to another.
Recombinant DNA technology has been used for improving brewer's yeast strains, and
some successful examples that can be cited are:
• Glucoamylase activity from the fungus Aspergillus niger;
• Glucanase activity from the bacterium Bacillus subtilis, the fungus Trichoderma reesii
and barley;
• a-Acetolactate decarboxylase activity from the bacteria Enterobacter aerogenes and
Acetobacter spp.;
• Extracellular protease for chill-proofing beer; and
• Modification of the yeast's flocculation properties.
What are the future prospects for the use of recombinant DNA with brewer's yeast and their
use in the brewing industry? At this time this is a difficult question to answer. It is quite
surprising that there are not a number of recombinant brewer's yeasts commercially in use
today. Permission has already been granted in the U.K. from the Ministry of Agriculture
Foods and Fisheries Advisory Committee on Novel Foods and Processes for the use of
a baker's yeast strain that is genetically manipulated to enhance baking properties and for
a brewing strain, cloned with DNA from Saccharomyces diastaticus, that secretes
glucoamylase to produce low caloric beer (Figure 16).
Perhaps the availability of alternative inexpensive traditional solutions for many of the
problems that it was hoped a cloned yeast could solve, such as inexpensive sources of
glucanase and gluco- and a-amylase, has retarded implementation. Also in some cases
recombinant DNA technology is ahead of the knowledge base in yeast biochemistry. There
is also still concern over consumer acceptance. Although this is a difficult hurdle, it is
thought that as people become accustomed to Pharmaceuticals produced by recombinant
DNA, and more plants with improved characteristics for farming/food gain regulatory
approval and customer acceptance, the current reluctance to use the products of this
technology in the brewing industry will slowly disappear.
GENETIC TESTS FOR TYPING YEAST STRAINS
Traditional methods for differentiating brewing strains of yeast are relatively simple
biochemical or microbiological tests. Typically the tests are designed to detect differences
in such properties as colony morphology, flocculence and sensitivity to antibodies and
other chemicals. Such tests have a number of drawbacks:
• Lack of objectivity - the results may be open to misinterpretation;
• Poor sensitivity - it is often difficult to detect differences between closely related strains;
23

1234 1234
Figure 17.
Restriction
patterns of
(A) yeast
DNA, and (B)
DNA
hybridisation
map.
• Lengthy response time - this may be a week or
more for some growth tests; and
• Poor reproducibility and lack of "robustness"
- minor changes in the way the yeast is
prepared for the test, or the way the test is
carried out, may have a profound effect on its
outcome.
As previously discussed, yeast strains vary from
one another because of differences in their genetic
make-up, so it follows that the most direct
approach to distinguish yeast strains should
involve some method of DNA analysis. There are
essentially three such methods, each of which has
its advantages but also its disadvantages. They are:
• DNA fingerprinting by hybridisation with a
DNA probe;
• Karyotyping, the analysis of whole chromosomes;
and
• Polymerase chain reaction (PCR) for
amplification of DNA in vitrv.
DNA fingerprinting using hybridisation with a
DNA probe is a technique which allows the
identification of specific DNA fragments in an otherwise complex mixture. The result
is a pattern or profile (resembling a bar code) which is characteristic for each strain. The
technique is perhaps best explained by considering just how a sample of DNA must beprepared from a yeast strain. If a sample of DNA from a strain of brewer's yeast is subjected
to agarose gel electrophoresis, all that can be seen is a broad band (not shown). Although
the DNA sample actually consists of many large molecules of various sizes, conventional
agarose gel electrophoresis cannot resolve them and instead they appear as one band.
If the same DNA sample is digested with a nuclease (a restriction endonuclease or
restriction enzyme) before agarose gel electrophoresis then many smaller fragments can be
seen. This is illustrated in lanes 1-4 of Figure 17A. Generally, different restriction enzymes
will cut at specific sequences in a DNA molecule; typically the recognition site for a
given restriction enzyme is 4 to 6 base-pairs (bp) in length. The DNA in lane 1 ofFigure 17A, for example, has been cut with the enzyme EcoRl which has the recognition
sequence GAATTC, whereas the DNA in lanes 2 and 3 were cut by the enzymes Hindlll
and Pstl, respectively.
Restriction enzymes are produced by bacteria as a defence against incoming foreign DNA
(in effect to "restrict" the entry of DNA especially from viruses); EcoRl is the name givento the enzyme produced by the Escherchia coli (E. coli) bacteria; likewise Hindlll is
derived from the bacterium Haemophilus influenzae and Pstl is derived from the bacteriumProvidencia stuartii. However, in molecular biology, the real value of restriction enzymes
lies in their use as tools for the dissection of DNA and over 100 different restriction
enzymes are now commercially available.
24

Figure 18. DNA-DNA
hybridisation test.
Digesting a sample of yeast
DNA with a restriction
enzyme such as EcoRl
should generate a
characteristic pattern of
fragments but this is not
obvious from lane 1 of
Figure 17A because of the
number fragments which
have been produced. The
patterns in lanes 2 and 3
also have many bands.
What is needed is a
method of detecting
specific DNA fragments
such that a clearer pattern
of fewer fragments can
be resolved. Hybridisation
of the digested DNA with
<£>
Step 1 -
Collection of
organisms on a
filter matrix
Step 2 -
Cell lysis and
DNA strand
separation
Step 3 -
Binding of DNA
to filler matrix
Step 4 -
Addition of labeled
DNA Probes
Step 5 -
Hybridisation of labeled
probes to complementary
DNA from organisms
a DNA probe enables this to be achieved. Before hybridisation with a probe can be carried
out, the restriction enzyme-digested DNA sample (or samples) must be transferred from
the agarose gel to a membrane of nitro-cellulose or, because of its greater strength and
DNA binding capacity, nylon. Transferring the DNA to the surface of a suitable membrane
makes it accessible to the probe and provides a much more solid support than agarose gel.
This process of transferring the DNA from an agarose gel to a membrane is often referred
to as "Southern blotting" after its inventor, Edwin Southern who invented the techniquein 1975.
The choice of which type (i.e. sequence) of DNA is used for the probe is important.
Multi-locus probes, are so-called because they can bind to more than one site in a sample
of DNA, are the ones most likely to succeed in detecting differences between closely related
strains of yeast. The hybridisation of a multi-locus probe to a restriction enzyme-digested
DNA sample on a nylon membrane will, as discussed earlier, be detected as a pattern ofbands resembling a bar code.
The probe must be labelled or tagged in some way that allows its detection by hybridisation
on the membrane. Before use, the double-stranded DNA probe is denatured (i.e. made single-stranded) and this is usually achieved by boiling it for a few minutes. The single-stranded
probe can now hybridise with complementary, single-stranded DNA in the membrane to
form stable, double-stranded hybrids. A typical protocol would allow this step to take placeovernight. The membrane is then washed to remove excess or loosely bound probe, and the
label is detected by the appropriate method (discussed below). The whole transfer anddetection process is summarised in Figure 18.
25

When DNA fingerprinting was first developed, radioactive probes were used. Specifically,
they were labelled with phosphorus-32 which could be readily detected by autoradiography
with X-ray film. Radioactive probes of this sort are hazardous and very unstable (they have
to be used more or less immediately after they arc made) and these problems limit the use of
radioactive probes outside the specialised laboratory. Probes with non-radioactive labels
have been developed which are stable, sensitive and safe to handle. They also give sharper
bands in the final fingerprint. Recently, one label which
has been widely employed is the plant steroid digoxigenin
(DIG). The probe is labelled with DIG in a reaction
catalysed by DNA polymcrase and using the unlabelled
DNA as a template. This leads to the synthesis of new
copies of the probe which are labelled with DIG. The
DIG-labelled probe is then detected (after hybridisation
to the DNA on a membrane) by a colourimetric reaction.
Figure 17B shows the DNA fingerprints obtained for four
production lager strains of yeast following hybridisation
with a DIG-labelled probe. In Figure 17A, the DNA was
digested with the restriction enzyme prior to agarose gel
electrophoresis. Digesting the DNA with Hindlll instead
of EcoRl shows a clear difference in the hybridisation
pattern (Figure 17A, lane 2), as does the pattern from
Pstl digest in lane 3. Together the patterns produce a
fingerprint which is unique to individual lager strains.
How can DNA fingerprinting be of value to the brewer?
It offers the opportunity to "catalogue" yeast strains; this
could provide a reference point for regular checks on the
yeast strains as they are freshly propagated. The introduction
of new strains into brewing operations may call for them to
be properly typed so that they can be clearly differentiated
from strains already in use, and DNA fingerprinting
addresses this need. In cases where a change in the
properties of a yeast strain is suspected (perhaps by
altered fermentation behaviour), then it would be possible
to investigate this further by DNA fingerprinting. The
technology of DNA fingerprinting requires further
development, specifically, to simplify it and make it
more rapid. Nevertheless, as it presently stands it can be
a useful tool in the quality control of yeast supply. Figure 19. Chromosomal
fingerprints of three brewing
lager yeast strains.Karyotyping is an electrophoretic technique that separates
whole chromosomes based on their different sizes. Asdiscussed above, the haploid yeast genome is contained in 16 distinct, linear chromosomes,
each of which is of a different size. Yeast chromosomes are readily separated from one
another by the technique of pulsed field electrophoresis using commercially available
equipment. The chromosomes are resolved into a bar code-like pattern which can be
made visible by staining with cthidium bromide and viewing under UV light (Figure 19).
26

A haploid strain may appear to have less than the 16 expected bands as similarly sized
chromosomes may co-migrate. Diploid strains will often display a somewhat larger number.
The fingerprints ofcommon brewing strains and laboratory strains arc generally distinguishable.
This technique is relatively simple and economical. The gel apparatus can be purchased for
£5,000-£6,000 and reagents for a set often chromosome preparations cost approx. £25. The
chromosomal isolation procedure takes 2-3 days though for many strains a procedure
Figure 20. Polymerase
chain reaction. Target DNA
(A) is heat denatured, (B)
at 94°C. Primers are
annealed (C) at 55°C and
then primer extension (D)
proceeds at 72CC. The cycle
(A-D) is then repeated (E)
until 25-40 cycles have
been completed. (F) time-
temperature representation
of a typical PCR cycle, and
(G) quantitation of
amplified DNA product.
Copies of amplified DNA
increase exponentially as
number of cycles increases.
B
51.
31-
Target DNA
B Cycle 1Denature!ion
5, 04-C
3'
51-
3'-
Primer Annealing
55"C
D Primer Extension„ 72*C
3'-
5'-
•5'
-3'
E Cycle 25'
-5'
•3'
25~«> cycles
3'
5'
3'
51
3'
5'
9a
94
72
60
30
Oonalurolion
1—1 l~~\/ 1 Primer / \/ 1 Extension / 1
/ \ 1 \/ ' ' «/ Primer/ Anneatng
F
1 min 1 min 2 min 1 min
■4— Cycle 1 —►
Number of cycles
►
Figure 21. Fingerprint patterns using
polymerase chain reaction (PCR)
technology to differentiate yeast strains.
Lane A - ale yeast, Lane B - wild yeast,
Lane C - lager yeast, and
Lane D - DNA size standards.
—222249
27

taking only 6 hours is effective. The electrophoresis needs to be run for a minimum of 16 hours
for a full fingerprint, although a "snapshot" can be obtained much faster. Gel to gel
reproducibility is generally good, but a new batch of a particular reagent (even water) can
sometimes introduce quite startling changes. It is, therefore, important to have good
control samples on every gel. Clone to clone reproducibility is good for most chromosomes.
Karyotypes are generally reproducible though variation is very common in chromosome
XII and it is better not to read any significance into its wanderings.
Polymerase chain reaction (PCR) is an in vitro method for amplifying very small amounts
of selected nucleic acids (DNA or RNA) by several orders of magnitude over a short period
of time (hours). This technique permits the detection of specified DNA fragments by making
multiple copies. The process requires a thermostable DNA polymerase, the four
deoxyribonucleoside triphosphates (dNTPs) and two short pieces of DNA (primers) which
are complementary to the 3' ends of the double-stranded fragment to be amplified. A small
sample of chromosomal DNA (less than a picogram) is heat denatured, then cooled in
the presence of excess primer molecules, enzymes and dNTPs. The primers anneal to
their complementary targets and the polymerase extends them at their 3' ends, copying
chromosomal DNA. As a result, the DNA flanked by the primers is duplicated. If the
sample is heated and cooled again, the primers can anneal again to the chromosomal target
as well as to the new copies, and following primer extension the target sequence is
duplicated. After 20 replication cycles, the target DNA is amplified over a million-fold
(Figure 20).
Employing this technique, a specific fragment of DNA (or RNA) from a particular
micro-organism (for example a contaminating bacteria or yeast) can be isolated and
amplified with PCR, or it can also be used to produce a fingerprint of different yeast strain,
as shown in Figure 21. This technique can theoretically be used to identify a contaminant in
any part of the brewing process, provided that the DNA sequence of one or more of the
target organisms' genes is known. However, the exceptional degree of specificity of the PCR
technique means that only the target organism will be detected, and every target organism
must, therefore, have its own PCR test, i.e. a PCR test for wild yeast will not detect any
lactic acid bacteria. The advantages of this method for recognising contaminants is that it
is sensitive, specific, versatile, affordable and fast. Besides the limitation discussed above,
PCR requires the operator to possess an advanced level of technical laboratory skills, and
the laboratory must also take the precautions needed to avoid the possibility of cross-
contamination and false negatives.
BREWER'S YEAST PERFORMANCE
The objectives of wort fermentation are to consistently metabolise wort constituents into
ethanol and other fermentation products in order to produce beer with satisfactory quality
and stability. Another objective is to produce yeast crops that can be confidently re-pitched
into subsequent brews. During the brewing process overall yeast performance is controlled
by a plethora of factors. These factors include:
• The yeast strains employed and their condition at pitching and throughout fermentation;
• The concentration and category of assimilable nitrogen;
28

The concentration of ions;
The fermentation temperature;
The pitching rate;
The tolerance of yeast cells to stress factors such as osmotic pressure and ethanol;
The wort gravity;
The oxygen level at pitching;
The wort sugar spectrum; and
Yeast flocculation characteristics.
These factors influence yeast performance either individually or in combination with others
and also together permit the definition of the requirements of an acceptable brewer's yeast
strain: "In order to achieve a beer of high quality, it is axiomatic that not only must the
yeast be effective in removing the required nutrientsfrom the growtli/fermentation medium
(wort), able to tolerate the prevailing environmental conditions (for example, ethanol
tolerance) and impart the desiredflavour to the beer, but the microorganisms themselves
must be effectively removedfrom the wort byflocculation, centrifugation and/orfiltration
after they havefulfilled their metabolic role".
It is worthy of note that brewing is the only major alcoholic beverage process that recycles
its yeast. It is, therefore, important to jealously protect the quality of the cropped yeast
because it will be used to pitch a later fermentation and will, therefore, have a profound
effect on the quality of the beer resulting from it.
Over the years, considerable effort has been devoted in many research laboratories to the
study of the biochemistry and genetics of brewer's yeast (and industrial yeast strains in
general). The objectives of the studies have been two-fold:
• To learn more about the biochemical and genetic makeup of brewing yeast strains; and
• To improve the overall performance of such strains, with particular emphasis being
placed on broader substrate utilisation capabilities, increased ethanol production, and
improved tolerance to environmental conditions such as temperature, high osmotic
pressure and ethanol, and finally to understand the mechanism(s) of flocculation.
UPTAKE AND METABOLISM OF WORT NUTRIENTS
When yeast is pitched into wort, it is introduced into an extremely complex environment
due to the fact that wort is a medium consisting of simple sugars, dextrins, amino acids,
peptides, proteins, vitamins, ions, nucleic acids and other constituents too numerous to
mention. One of the major advances in brewing science during the past 25 years has been
the elucidation of the mechanisms by which the yeast cell, under normal circumstances,
utilises in a very orderly manner, the plethora of wort nutrients.
Wort Sugars and Carbohydrates
Wort contains the sugars sucrose, fructose, glucose, maltose and maltotriose togetherwith dextrin material. In the normal situation brewing yeast strains (ale and lager strains) are
capable of utilising sucrose, glucose, fructose, maltose and maltotriose in this approximate
29

Glucose
Fructose
Maltose
Maltotriose
Dextrins
24 12048 72 96
Fermentation time (hours)
Figure 22. Order of uptake of sugars by yeast from wort.
144
sequence (or priority)
(Figure 22), although
some degree of overlap
does occur. The majority
of brewing strains leave
the malto-tetraose and other
dextrins unfermented,
but Saccharomyces
diastaticus is able to
utilise dextrin material.
The initial step in the
utilisation of any sugar
by yeast is usually
either its passage
intact across the cell
membrane or its
hydrolysis outside the
cell membrane followed
by entry into the cell by some or all of the hydrolysis products (Figure 23). Maltose and
maltotriose are examples of sugars that pass intact across the cell membrane whereas
sucrose (and dextrin with Saccharomyces diastaticus) is hydrolysed by an extracellular
enzyme, and the hydrolysis products are taken up into the cell. Maltose and maltotriose are
the major sugars in brewer's wort and as a consequence, a brewer's yeast's ability to use
these two sugars is vital and depends upon the correct genetic complement. It is probable
that brewer's yeast possess independent uptake mechanisms (maltose and maltotriose
permease), to transport the two sugars across the cell membrane into the cell (Figure 24).
Once inside the cell, both sugars are hydrolysed to glucose units by the a-glucosidase
system. It is important to re-emphasise that the transport, hydrolysis and fermentation of
maltose is particularly
important in brewing, since Maltose Maltotriose
maltose usually accounts for p^mease50-60% of the fermentable
sugar in wort. Maltose
fermentation in Saccharomyces
yeasts requires at least one
of five unlinked (each
independent) MAL loci each
consisting of three genes
encoding the structural gene
for a-glucosidase (maltase)
(MAL S), maltose permease
(MAL T) and an activator
(MAL R) whose product
co-ordinately regulates the
expression of the a-
glucosidase and permease
genes. The expression of
MAL S and MAL T is
Maltose Maltotriose
a-glucosidase a-glucosidase
GLUCOSE
permease permease
glucose
tglucoamylase
IStarch/Dextrin
glu
\permease
I+ fructrose
invertase
ISucrose
Figure 23. Uptake of sugars by the yeast cell.
30

Maltose
IMaltotriose
I
icell / "Carrier Protein
membrane % (maltose permease)"Carrier Protein \
(maltotriose permease) /
t tMaltose Maltotriose
a-Glucosidase
Glucose
Figure 24 (left). Uptake and
metabolism of maltose and
maltotriose by the yeast cell.
| glucose!
£ADPglucose 6-phosphate
6-p
I
fructose 6-phosphate
ATP
ADP
fructose 1,6-diphosphate
glyceraldehyde
3-phosphate
L
JNADHj,1,3-diphosphoglycerate
ADP
atp
3-phosphoglycerate
[ dihydroxyacetone
phosphate
12-phosphoglycerate
phosphoenol pyruvate
J{ ADP
55-
5-
45
J 4-
1 3.5-
i '■
1":2 1.5-
1
05-
t Ale brewing 3train
O—O Oorepressed variants
12 24 38 48 60 72 84 86 106 120
Time (hours)
B
Ipyruvate]
0 12 2-1 36 48 60 72 84 9B 108 120
Time (hours)
Figure 25 (above). (A) Degree plato
reduction, and (B) ethanol production
by an ale brewing strain and its
depressed variants.
Figure 26 (left). Embden-Meyerhof-Parnas (EMP,
glycolysis, glycolytic) pathway.
31

regulated by induction by maltose and repression by glucose. When glucose concentrations
are high [greater than 1% (w/v)] the MAL genes are repressed and only when 40-50% of
the glucose has been taken up from the wort will the uptake of maltose and maltotriose
commence. Thus, the presence of glucose in the fermenting wort exerts a major repressing
influence on wort fermentation rate. Using the glucose analogue 2-deoxy-glucose (2-DOG),
which is not metabolised by Saccharvmyces strains, spontaneous variants of brewing
GLUCOSE
Citrate
Isocitrate
I— NADP4/—►NADPH,
Biosynthesis
excretion
Succinyl CoA
GTp QDp Biosynthesis
excretion
Figure 27. Kreb's Cycle (adaptedfrom Priest and Campbell, Brewing Microbiology, 1996).
strains have been selected in which the maltose uptake is not repressed by glucose, and as
a consequence these variants (called derepressed) have increased wort fermentation rates
(Figure 25).
Once the sugars are inside the cell, they are converted via the glycolytic (also known as
Embden-Meyerhof-Pamas, EMP, glycolysis) pathway into pyruvate. Figure 26 shows the
basic steps in the glycolytic pathway and where ATP is broken down and created. This
conversion to pyruvate generates a net total of 2 ATP molecules which supply the yeast cell
with energy.
32

dihydroxyacetone
phosphate
aldehydes
oxaloacetate
fumarate
diacetyl
dimethyl sulfoxide
NADH
dehydrogenases
NAD+
gtycerol
8thanol|
and fusel alcohols
• malate
■ succinate
2,3-butanedbl
dimethyl sulfide
GLYCOLYSIS
Figure 28. Regenerating NAD+ by fermenting yeast (adaptedfrom Lewis and Young,
Brewing, 1995).
In Figure 26 the enzyme cofactor called NAD+ (nicotinamide adenine dinucleotide), acofactor for dehydrogenase enzymes controlling oxidative reactions in catabolism, is
observed. Reduced NAD+ (or NADH2) is formed when electrons are transferred to NAD+as hydride ions [H]:
NAD* + [2H] NADH + H+ (or NADH2)
When yeast are respiring in an aerobic environment, the Kreb's cycle [aJso known as thetricarboxylic acid cycle (TCA)] and oxidative phosphorylation (also called the electron
transfer chain) occurs. This massive electron transfer system produces large amounts of
energy in the form of ATP. The synthesis of citrate, isocitratc and 2-oxoglutarate for nucleic
acid and amino acid synthesis also occurs during the Kreb's cycle and these organic acidswill spill over into the fermented beer. The additional substrates that are generated from theKreb's cycle may be used to supply additional substrates for biosynthesis (Figure 27). Inrespiring cells, molecular oxygen is used as the final H+ acceptor and glucose is completelyoxidised. By the end of oxidative phosphorylation, one glucose molecule yields 2 ATPfrom the glycolytic pathway, 2 ATP from the Kreb's cycle, and 24 ATP from oxidativephosphorylation. Thus, respiration of 1 glucose molecule yields 28 molecules of ATPoverall. In respiring yeast, NAD+ is regenerated using oxidative phosphorylation and theKieb's cycle.
Under anaerobic conditions, the Kreb's cycle may operate partially, but the extent ofoperation has yet to be determined. When yeast are in the fermentative state, NAD+ isregenerated using a range of hydrogen acceptors (Figure 28). For example, yeast are
33

glycogen
mannan
glucan
trehalose
hexose
monophosphate
pathway
glucose-6-phosphate
triose phosphates
phosphoenol pyruvate
nucleotides
inoaciKrebs'
Cycle
succinate < u-oxoglutarate
Figure 29. The contribution of carbohydrate catabolism to intermediate compounds for
biosynthetic reactions (adaptedfrom Hough el al.. Malting & Brewing Science, Vol. 2,
Hopped Wort and Beer, 1982).
not tolerant of highly acidic environments, and therefore pyruvic acid is converted to
carbon dioxide and acetaldehyde and finally into ethanol:
pyruvate
CHjCOCOOH
co2
acetaldehydc
■*- CH3CHO -
ethanol
CH3CH2OH
NADH? NAD*
This serves two purposes, the cofactor NAD* molecules are regenerated that were consumed
during glycolysis, and the yeast cell is detoxified by the conversion of pyruvic acid into
carbon dioxide and ethanol. These are the key reasons that ethanol is produced during
fermentation. Other hydrogen acceptors used to restore the redox ratio of the cell include:
diacetyl, fumarate, oxaloacetate, aldehydes, etc.
34

Control of Yeast Metabolism
Pasteur effect
If oxygen is introduced during fermentation, the yeast cell will revert to respiration.
This means that pyruvate from glycolysis will move directly into the Kreb's cycle and
oxidative phosphorylation in the presence of oxygen. In this case glucose is oxidised
completely into carbon dioxide and water. A key observation of Pasteur was that the uptake
of glucose is slower in respiring cells than in non-respiring (fermenting) cells. This is
due to the fact that aerobic respiration produces more energy to the cell for each
glucose molecule (or other carbon source) compared to fermentation, and therefore less
substrate is needed to supply the yeast cell with a given amount of energy.
Crabtree effect (glucose repression, catabolite repression)
Respiration is inhibited and fermentation occurs. Even if oxygen is present, if glucose
levels are high, the fermentative pathway is used rather than the Kreb's cycle. In
Saccharomyces cerevisiae, a glucose sensitive yeast, respiration is repressed in the presence
of a small (0.4% w/v) concentration of glucose in the medium. This is regardless of the
presence or absence of molecular oxygen. During a typical brewery fermentation, wort
contains about 1% glucose, so it would be assumed that the yeast cells are repressed.
In the absence of repressive amounts of glucose and in the presence of molecular oxygen,
glucose is completely oxidised to carbon dioxide and water through to the glycolytic
pathway and the Kreb's cycle. Neither maltose nor maltotriose exhibits a repressive action
on respiration.
This phenomenon may be explained somewhat by the model of Sols. ATP has been shown
to inhibit the enzyme 6-phosphofructokinase in the glycolytic pathway, whereas ADP and
AMP cause activation. Thus in high energy situations (i.e. during respiration), the flux of
glucose through the EMP pathway is lowered. Also, as ATP levels increase, the intracellular
reserve of inorganic phosphate decreases and the operation of the glycolytic pathway also
decreases, resulting in a lowered glucose flux.
Figure 29 shows how the glycolytic pathway and the Kreb's cycle provide intermediates for
biosynthetic reactions.
Amino Acids, Peptides and Proteins
Active yeast growth involves the uptake of nitrogen, mainly in the form of amino acids,
for the synthesis of proteins and other nitrogenous compounds of the cell. Later in the
fermentation as yeast multiplication stops, nitrogen uptake slows or ceases. In wort, the
main nitrogen source for synthesis of proteins, nucleic acids and other nitrogenous cell
components is the variety of amino acids formed from the proteolysis of barley proteins.
Brewer's wort contains 19 amino acids and as with wort sugars the assimilation of amino
acids is ordered. Four groups of amino acids have been identified on the basis of
assimilation patterns (Table 1). Those in group A are utilised immediately following yeast
pitching, whereas those in group B are assimilated more slowly. Utilisation of group C
amino acids commences when group A types are fully assimilated. Proline, the most
plentiful amino acid in wort and the sole group D amino acid, is utilised poorly or not
at all. Proline is usually still present in beer at 200-300 mg/L, however, under aerobic
35

Table 1. Classification Of Amino Acids According To Their Speed Of Absorption From
Wort By Ale Yeast Under Brewery Conditions [Pierce, JIB, 1982, 88(4), 232].
A - Fast
Absorption
Glutamic acid
Aspartic acid
Asparaginc
Glutamine
Serinc
Threonine
Lysine
Arginine
B - Intermediate
Absorption
Valine
Methionine
Leucine
Isolcucine
Histidine
C - Slow
Absorption
Glycine
Phenylalanine
Tyrosine
Tryptophan
Alaninc
Ammonia
D - Little or No
Absorption
Proline
conditions proline is assimilated after exhaustion of the other amino acids since its uptake
requires the presence of a mitochondrial oxidase.
The regulation of amino acid uptake by brewer's and related yeast strains is complex,
involving carriers specific to certain amino acids and a general amino acid permease of
broad substrate specificity. The utilisation pattern of wort nitrogen is due to a combination
of the range of permeases present, their specificity, and feedback inhibition effects resulting
from the composition of the yeast intracellular amino acids.
The metabolism of assimilated amino nitrogen is dependent on the phase of the fermentation
and on the total quantity provided in the wort. The majority of amino nitrogen is ultimately
utilised in protein synthesis and, as such, is vital for yeast growth. It would appear that
amino acids are not usually incorporated directly into proteins but are involved in
transamination reactions, a significant proportion of the amino acid skeletons of yeast
protein being derived via the catabolism of wort sugars. This explains why the total amino
content of wort is important in determining the extent of yeast growth, the amino acid
spectrum being somewhat secondary.
Table 2. Classification Of Amino Acids According To The "Essential" Nature Of Their
Keto-Acid Analogues In Yeast Metabolism [Jones & Pierce, 1969, JIB, 75(6), 520J.
Class 1
Glutamic acid
Asparaginc
Glutamic acid
Glutamine
Threonine
Serinc
Methionine
Proline
Class 2
Isolcucine
Valine
Phenylalanine
Glycine
Alanine
Tyrosine
Class 3
Lysine
Histidine
Arginine
Leucine
36

The amino acid spectrum of wort does influence beer flavour. In this respect wort amino
acids can be further subdivided on the basis of their "essential" nature (Table 2). The initial
concentration of Class 1 amino acids is considered relatively unimportant since they may be
incorporated directly from the wort when available, or synthesiscd from sugar metabolism
and transamination in later fermentation. Deficiencies in Class 2 and Class 3 amino acids
have considerable effects on beer quality. Thus, in the later stages of fermentation when the
supply of exogenous amino acids is exhausted, the keto-acid moiety of Class 2 amino acidsmust be synthesised solely from sugars.
The nitrogen obtained from the amino acids in wort is used to synthesise amino acids and
ultimately proteins intracellularly. The yeast assimilates the wort amino acids and a
transaminase system removes the amino group and the carbon skeleton is anabolised,
creating an intracellular oxo-acid pool. The oxo-acid pool generated by the transaminases
and anabolic reactions is a precursor of aldehydes and higher alcohols which contribute to
beer flavour. Thus the formation of higher alcohols (i.e. higher in number of carbon atoms
than ethanol) is tied in with nitrogen metabolism.
Normally only the necessary amount of (a keto-acid (2-oxo-acid) is produced for the
synthesis of required amounts of amino acid. The production is controlled by feedback
inhibition of the required amino acid. However, as nitrogen shortage develops later in the
fermentation (e.g., by slow transfer of the remaining amino acids or by using wort with high
level of nitrogen free adjunct) feedback control deteriorates. Larger quantities of various
keto- (or oxo-) acids are produced in attempt to guarantee synthesis of missing amino acids
(see Figure 29). When the necessary nitrogen is not available, synthesis of missing amino
acids is not possible and since accumulation of keto-acids is not tolerated by yeast,
compounds are reduced to corresponding alcohols. Therefore higher alcohols of beer have
structural similarity to amino acids. The reduction of a keto-acid to alcohol is the same as
the mechanism of conversion of pyruvic acid to cthanol.
Carbonyl by-products (for example, diacetyl) of the syntheses of certain of these keto-acids
impart deleterious flavours to beer if present in excess. A major aim of fermentation
management is to ensure that these carbonyls are present at an appropriate concentration
in the finished beer (details will be discussed later). This will be facilitated if the wort
contains a suitable proportion of Class 2 amino acids. In the case of Class 3 amino acids,
the contribution made by the sugar synthetic route is small and the yeast is dependent on
an adequate exogenous supply. Therefore, a deficiency in Class 3 amino acids results in
major perturbations in nitrogen metabolism, yeast growth and, by inference, beer flavour.
It is apparent that the amino nitrogen composition of wort has far-reaching effects upon
fermentation performance and on beer flavour. Where malt is used as the principal source
of extract, the quantity and composition of amino acids are such that these problems are not
encountered. However, care must be exercised when using adjuncts, many of which are
relatively deficient in amino nitrogen.
Oxygen
Wort fermentation in beer production is largely anaerobic, but when the yeast is first
pitched into wort, some oxygen must be made available to the yeast. Indeed, it is now
37

evident that this is the only point in the brewing process where oxygen is beneficial.
Oxygen must be excluded, as far as it is possible, from all other parts of the process
because it will have a negative effect on beer quality. Specifically, it will promote beer
flavour instability. The widespread adoption of high gravity brewing procedures (which
will be discussed in detail later) has increased our awareness of the importance of oxygen
during wort fermentation and has stimulated basic and applied research on the
mechanisms of oxygen interactions during cell growth and the application of this
knowledge in the process.
Oxygen has a profound influence on the activity of yeasts and particularly on yeast growth.
Certain yeast enzymes only react with oxygen and it cannot be replaced by other hydrogen
acceptors. This applies to the oxygenases involved in the synthesis of unsaturated fatty
acids and sterols, which are vital components of cell membranes. Quantitative studies on
the effect of aeration on yeast growth and fermentation have been given little serious
consideration until the last 25 years. The traditional concept of beer fermentation was that
growth occurred prior to the fermentation of most wort sugars and that fermentation was
carried out by non-growing, stationary phase cells. It is now known that yeast growth, sugar
utilisation and ethanol production are coupled phenomena. For example, the rate of
fermentation by growing, exponential phase cells of an ale yeast strain is 33-fold higher
than that of non-growing cells.
For a brewery fermentation to proceed rapidly there must be sufficient amounts of yeast
synthesised. Inadequate growth of a brewer's yeast culture will result in poor attenuation,
altered beer flavour, inconsistent fermentation times and recovered pitching yeasts which
arc undesirable for subsequent fermentations. It has been discussed already the effect
that spontaneous respiratory deficient (RD) mutants of brewer's yeast strains (mutants
with impaired yeast aerobic metabolism) have on wort fermentation characteristics and
beer flavour.
Trace amounts of oxygen have profound stimulatory effects on yeast fermentation and
particularly on yeast growth. Pasteur demonstrated that oxygen was necessary for normal
yeast reproduction, although excessive wort aeration caused undesirable flavour effects on
the finished beer. Oxygen requirements were confirmed by such early notable brewing
researchers as Adrian Brown, Horace Brown and Frans Windisch. Windisch concluded
that over-vigorous aeration of fermenting worts led to yeast "weakness", illustrated by
increasingly sluggish fermentations characterised by longer lag phases, a slower specific
rate of fermentation and/or residual sugar remaining in the final beer. The critical importance
of oxygen was confirmed when in 1954 it was shown that under anaerobic conditions
Saccharomyces yeast strains require both prc-formed sterols and unsaturatcd fatty acids
as growth factors. These two lipids are both found in membranes and are critical for
membrane function and integrity. Both of these lipid classes require molecular oxygen
for their biosynthesis.
Lipids in beer quantitatively form an almost negligible component, but can influence its
organoleptic and physio-chemical properties. Malt is the main source of unsaturated fatty
acids in wort. Wort concentrations of these acids are sub-optimal and can be growth-limiting.
During fermentation, yeast can take up free fatty acids from wort, most of which are
incorporated as structural lipids.
38

Table 3. Effect Of Linoleic Acid And Oxygen On Ester
Lentini el «/., 1994, Proc. Com hist. Brew. (Asia
Linoleic Acid
(Hg/gDW yeast)
Wort oxygen
concentration (mg/L)
Total esters (mg/L)
High Trub
Wort
6180
8
18.3
High Trub
Wort
5510
4
26.5
Production /adaptedjmm
Pacific Sect.), Sydney, 23, 89-95}.
Low Trub
Wort
880
8
24.2
Low Trub
Wort
510
4
34.6
A typical lipid composition of brewing yeast would consist of70-90% fatty acids. The fatty acid
composition of the yeast lipids shows a preponderance of C16 and C|8 acids. Yeast usually
contains a high content of unsaturated fatty acids if they are grown aerobically. Under these
conditions oleic acid (C 18:1) is a major component. Fatty acid composition is an extremely
important variable in determining membrane structure, morphology and function. Although
Sacchammyces cerevisiae and related species require unsaturated fatty acids during aerobicand anaerobic growth, respiratory growth requires four times as much unsaturated fatty acids
due to their function as co-factors coupling oxidative phosphorylation to ATP synthesis.
Yeast cultures synthesise fatty acids throughout fermentation but the ratio of the acids
varies with time. Unsaturated fatty acid [for example, palmitoleic (C|6.|) and oleic (C|8:))
acids] synthesis only occurs in the presence of dissolved oxygen. Oxygen is present in
aerated/oxygenated pitched wort for a relatively short period (3-9 hours) and during this
period there is a large increase in the percentage of unsaturated fatty acids. When oxygen
is depleted there is an increase in the production of short-chain fatty acids (C6 - C]2).
The sterol component of brewing yeast ranges from 0.05-0.45% of the cellular dry weight
(depending on the prevailing environmental conditions) and accounts for less than 10%
of the total cell lipid. Ergosterol is the major sterol in brewing yeast strains and can
account for over 90% of the total sterol. The biosynthetic pathway for sterol formation is
complex. The important fact for this dissertation is that the precursor sequences can be
synthesiscd anaerobically, but the final reaction that produces ergosterol requires molecular
oxygen. The major function of sterols in yeast is to contribute to the structure and dynamic-
state of the membranes. The primary role is to modulate membrane fluidity under fluctuating
environmental conditions. For example, ergosterol confers increased resistance to ethanol
and multiple freeze-thawing effects. A decrease in the ergosterol level of membranes has
been directly related to a reduction in cell viability in the presence of ethanol.
Pitching yeasts arc propagated under weakly aerated conditions or recovered from previous
fermentations. In both cases, the cells are lipid-depleted and to promote normal growth and
attenuation cither pre-formed lipids must be added to the wort or oxygen must be made
available for their synthesis. In commercial brewing, only the second alternative is feasible.
Wort is cooled and aerated/oxygenated to 8-16 mg/L dissolved oxygen (DO). Within a few
hours of pitching, most of this oxygen is removed from the wort. During this time there is
intensive synthesis of lipid (stcrol and fatty acid) and a decrease in cellular glycogen (the
39

role of glycogen in yeast will be discussed later). In practice, sterol synthesis by brewing
yeasts in the presence of oxygen appears to be of greater significance than unsaturated fatty
acid synthesis. This may be due to the contribution of wort to the fatty acid pool. Wort does
not contribute exogenous sterol to the fermentation.
There is a wide range of oxygen requirements amongst ale and lager yeast strains. In ale
strains, oxygen requirements have been assessed by comparative fermentations of worts
pitched with anaerobically-grown and aerobically-grown yeast. It has been found that ale
yeasts are divisible into four classes based on their oxygen requirements:
Class 01 requiring 4 mg/L DO
Class 02 requiring 8 mg/L DO
Class 03 requiring 40 mg/L DO
Class 04 requiring over 40 mg/L DO
The different oxygen requirements amongst ale strains disappear if the pattern of
oxygen supply is modified. For example, the differences between Class 01 and Class 04
strains disappear when 4 mg/L DO was supplied in four increments over a period of
12 hours. Differences in oxygen requirements may simply reflect the fact that some
strains require oxygen at a later stage in growth than others. This may be due to unequal
partitioning of unsaturated lipids from mother to daughter cells during cell division.
Lager strains have also been divided into four groupings with respect to their oxygen
requirements. Group I yeasts are the least sensitive to anaerobic propagation and the
sensitivity increases from Group I to IV, indicating that the yeasts that already have high
oxygen requirements more easily develop an additional requirement.
There is a relationship between wort trub levels and wort DO at pitching. Trub contains
high concentrations of unsaturated fatty acids, particularly linoleic acid. This linoleic acid
is absorbed by yeast and has a negative effect on ester production. In a similar manner, high
concentrations of oxygen have a similar negative effect on ester production (Table 3). The
role of linoleic acid in ester biosynthesis is not fully understood but it has been suggested
that it plays a role in modifying membrane structure and affects ester synthesising enzymes,
some of which are membrane bound.
Vitamins
Yeast vary widely in their need for vitamins for metabolism and, in a given strain, this need
may also vary between active respiration and growth on the one hand, and alcoholic
fermentation on the other. Almost all vitamins (except mesoinositol) required by yeast
function as a part of a coenzyme, serving a catalytic function in yeast metabolism.
Brewer's wort is a rich source of vitamins and contains biotin, thiamine (B,), calcium
pantothenate, nicotinic acid, riboflavin, inositol and pyridoxine, pyridoxal and
pyridoxamine (Table 4). Most brewer's yeast have an absolute requirement for biotin and
many require pantothenate. Inositol is sometimes required and pyridoxine and thiamine
appear to be needed only by ale yeast. Although brewer's wort is a rich source of most of
these growth factors and deficiencies are rare, there have been reports of
fermentation problems due to lack of biotin and inositol in wort.
40

Vitamin
Biotin
Thiamin(Bl)
Calcium pantothenate
Nicotinic acid
Riboflavin
Inositol
Pyridoxine,
pyridoxal, &
pyridoxaminc
Level in Wort
/100 ml
0.56 u.g
60 ug
45-65 ug
1000-1200 Ug
20-50 ug
9.3 mg (free) and
18.9 mg (total)
85 Hg
Some Metabolic Functions
Carboxylation reactions, protein, nucleic
acid, carbohydrate, fatty acid
Decarboxylation of pyruvate
rearrangements in pentose cycle,
transketolase reactions, isoleucinc and
valine biosynthesis
Coenzyme A, acetylation reactions
(Under anacrobiosis) as coenzymes in
oxidation/reduction reactions
(Under anacrobiosis) as coenzymes in
oxidation/reduction reactions
Membrane phospholipids (structural)
Amino acid metabolism
Table 4. Vitamins In Sweet Wort And Functions Of Certain Essential Vitamins In Yeast
Metabolism [adaptedfrom Reed & Nagodawithana, 1991, Yeast Technology).
Ions
Inorganic ions
Yeast requires a number of inorganic ions for optimum growth and fermentation.
Appropriate concentrations of these elements allow for accelerated growth and increased
biomass yield, enhanced ethanol production, or both with a higher final substrate to
product yield. An imbalance in inorganic nutrition is reflected in complex, and often
subtle, alterations of metabolic patterns and growth characteristics (for example, cellular
morphology, tolerance to the environment and by-product formation). The role played by
these ionic species is both enzymatic and structural. A number of ions function as the
catalytic centre of an enzyme, as an activator or stabiliser of enzyme function, or to maintain
physiological control by antagonism between activators and deactivators. Zn2+, Co2+, Mn2+
and Cu2+ are common catalytic centres whilst Mg2+ acts as one of the most common
activators of enzyme activity and K* commonly functions in the role of metal coenzyme.
In the structural role, ionic species act to neutralise electrostatic forces present in the
various cellular anionic units. For polyphosphate, DNA, RNA and proteins, K+ and Mg2+
are most commonly encountered in this role. The charged structural membrane
phospholipids are shielded principally by Ca2+ and Mg2*. Cell wall phosphate ions are
typically complexed to Ca2+ (as will be described later it has a critical role in flocculation)
although other cations can replace this ion.
Inorganic ions are divided into anions (negatively charged) and cations (positively
charged). Anions that will be considered are: phosphate, sulphate, chloride and nitrate; and
monovalent cations considered are: hydrogen, potassium and sodium; and divalent cations
are: magnesium, manganese, calcium, zinc, copper and iron.
41

Phosphorus is essential to yeast cells for incorporation into structural molecules
(for example, phosphomannan and phospholipids), nucleic acids (DNA and RNA) and
phosphorylated metabolites (for example, ATP and glucose-6-phosphate). Phosphorus
is commonly available to yeasts in the form of inorganic orthophosphate (H2PO4)
which is rapidly metabolised to nuclcoside triphosphate (for example, ATP)
on entry into yeast cells. Orthophosphate transport in yeast occurs against a
concentration gradient and is, therefore, active (requires the expenditure of
metabolic energy). Generally, transport is highly dependent on both the intra- and
extracellular pH, and on Mg2+, K+ and phosphate concentrations in the growth medium
(wort). It is also dependent on the presence of fermentable sugars such as maltose
and glucose.
In brewer's and related yeast strains, at least three systems are thought to translocate
orthophosphate into the cell: high affinity system, low affinity system, and sodium-
phosphate transporter. It is conceivable that both low and high affinity systems may
operate simultaneously depending on phosphate availability. In fact, phosphate uptake may
be controlled by the concentration of intracellular orthophosphate. When this is high, no net
phosphate uptake occurs, but when it declines (as during yeast growth and fermentation)
the rate of phosphate uptake increases. In addition to yeast cell membrane transport of
phosphate, other membrane transporters are known to operate. For example, in yeast,
mitochondria exhibit both high and low affinity transport, and in vacuolcs the formation of
insoluble polyphosphate may contribute to the way in which yeast controls cytosolic
phosphate levels.
Inorganic sulphur in the form of sulphate anions, is transported by yeast for assimilation
into sulphur-containing amino acids such as methionine (Figure 30) and the tripeptide
glutathione (glutamic acid-cysteine-glycine). Sulphate uptake by yeast is an active process.
The mechanism involves an inducible anion which is energised by proton motive force. This
sulphate-proton symport is counterbalanced by K+ efflux. The existence of two (high and
low affinity) independent sulphate transporter proteins in brewer's yeast has been confirmed.
In the presence of excess sulphate, yeast can store sulphur intracellularly in the form of
glutathione, which can account for as much as 1 % of the cellular dry weight. Therefore,
under conditions of sulphate limitation or starvation, glutathione may act as an endogenous
sulphur source for the biosynthesis of sulphur amino acids. It should be noted that
glutathione also plays a number of other significant roles in the physiology of the yeast
cell including functioning as a primary scavenger of oxygen free radicals and in conferring
protection from oxidative stress (Figure 31).
There is no evidence of an active chloride uptake system in the yeast plasma membrane.
It has been suggested that chloride transport occurs via a proton-chloride or sodium-
chloride symport mechanism which may be involved in regulation of yeast cell
water content.
Yeast cells take up inorganic cations for several reasons. These may involve regulation of
intracellular pH homeostatis and generation of proton motive force (in the case of H+
transport); osmoregulation and charge balancing (in the case of K+); enzyme cofactor functions
(in the case of Mg2+ and Mn2+); metallo-enzyme structural functions (in the case of
42

micronutrient divalent cations such as Fe2+, Zn2* and Ni2+) and single transduction second
messenger functions (in the case of Ca2+). Although advances arc being made into
elucidation of cation transport mechanisms in yeast using molecular biological approaches,
relatively few cell physiological studies have been reported in recent years.
Hydrogen ions
Yeast cells are not freely permeable to hydrogen ions and trans-membrane proton gradients
are established by active proton pumping mechanisms. The electrochemical trans-membrane
proton gradient is generated by H+-translocating ATPase enzymes which provide the driving
force for the transport of many yeast nutrients. The yeast cell membrane H+-ATPase is a
major constituent of the plasma membrane (comprising as much as 50% of total membrane
protein in Succharomyces cerevisiae) and has been described as the "master enzyme" in
many yeasts and mycelial fungi. This is because it controls cell pH, nutrient and ion
transport, and overall cell growth. Also, the activity of the enzyme declines significantly as
yeast cells enter the stationary growth phase.
The H+-ATPase is instrumental in modulating both the intra- and extracellular pH.
Intracellular pH of brewing yeast strains remains relatively constant (to within 0.4 pH
units) at about pH 5.2, even when the extracellular pH fluctuates. This constancy is
maintained primarily through the activities of the cell membrane H+-ATPase.
Extracellular acidification and concomitant intracellular alkalinization are important yeast
growth responses. The plasma membrane H+-ATPase activity is, therefore, inextricably
linked with yeast growth and has the capability of generating a 10,000-fold difference
between the concentration of protons on either side of the membrane. The magnitude of the
gradient in yeast depends on the presence of other cations, notably K+ which is exchanged
for H+ in a 1:1 stoichiometry. Control of proton exchanges in growing yeast cells is directly
relevant to wort fermentation. The acidification response of yeasts to addition of a carbon
substrate can be exploited in order to assess the metabolic competence of brewer's yeast
cultures. The so-called "acidification power" test (also called the vitality test) for yeast
membrane proton efflux capacity is useful in distinguishing vitality from viability, where
in broad terms viability is a cell's ability to divide and vitality is a cell's ability to take up
and ferment appropriate substrates.
Potassium ions
Active K+ transport in yeast requires a fermentable or respirable substrate. It occurs against
a considerable concentration gradient (5000:1) and exhibits substrate saturation kinetics.
The K+ carriers also transport other monovalent (Rb+, Cs+, Li+, NH4+) and divalent
(Ca2\ Mg2+) cations, albeit with much lower affinity than K+. Several components of the
monovalent cation transport system have been identified. The site is a transporter for
alkali metal cations and also possibly Mg2+, when present in high concentrations.
Another (modifier) site exists where other ions (both monovalent and divalent) bind in a
non-competitive fashion. The third site, referred to as the activation site, may be
equivalent to the high affinity K+ carrier which is only expressed in cells grown in low K+
ion concentrations. The multi-component K+ transporter is also implicated in potassium
efflux from yeast and net translocation into cells is dependent upon the balance between
uptake and efflux. In fermenting yeast cells, the net K+ uptake is rapid. Resting cells leak
K+ slowly in the absence of an energy source.
43

Sodium ions
Yeast cells do not accumulate Na+ ions under normal growth conditions. Conversely, yeast
continuously excretes Na+ in order to maintain very low cytoplasmic concentrations of this
cation. This is accomplished via a Na+-H+ antiport mechanism. In the presence of high
salt concentrations, yeast cells osmoregulate by producing intracellular compatible solutes
such as glycerol and arabinitol. Cells can be artificially "loaded" with Na+ which, under
such non-physiological conditions, probably enters via a low-affinity K+ transporter and
perhaps also Na+-substrate symportcrs. Na+ toxicity in brewing and related strains may be
due to antagonism of essential K+-functions.
Divalent metal cations
There is still much to learn about divalent (and trivalent) cation uptake but several general
statements concerning transport mechanisms can be made. Uptake is biphasic, involving
firstly non-specific cell surface binding of cations followed by a more regulated, carrier-
mediated translocation across the plasma membrane. This secondary phase involves energy-
dependent transport driven by the electrochemical membrane gradients generated by proton
and potassium ion pumps. However, it is the trans-membrane potential which is the primary
driving force for divalent cation uptake. The extracellular concentrations of glucose,
phosphate and potassium greatly influence divalent cation uptake. Once transported, certain
cations are subject to intracellular compartmentalisation most notably in the yeast vacuole.
Some cation carriers may have a very high affinity and be singularly specific for certain
ions, whereas others may possess broader specification and be capable of transporting a
multitude of divalent ions. Controlled efflux of certain cations (for example, Ca2+ and Cu2+)
also exists and is important to maintain intracellular levels at very low, sub-toxic levels.
Magnesium ions
Magnesium is the most abundant intracellular divalent cation in yeast cells and it acts
primarily as an enzyme cofactor. Although still far from being fully understood, uptake of
Mg2+ ions in yeast is thought to be driven by both the proton and potassium ion trans-
membrane gradients. Mg2+ uptake through the low-affinity K+ transporter is thought to be
of major significance in yeast. It is not known how many Mg2+ carriers exist but a general
divalent cation transport was described 30 years ago.
Mg2+ transport occurs with simultaneous uptake of phosphate and reserves of Mg-
orthophosphate have been found in the yeast vacuole. This intracellular segmentation of
Mg2+ indicates that vacuolar transport mechanisms are involved in regulating free Mg2+ ion
concentrations in the yeast cytoplasm.
The brewing significance of Mg2+ transport in yeast lies in the central importance of this
metal cation in governing several aspects of yeast growth and metabolism. With regard
to growth, cell Mg2+ has been shown to fluctuate during the cell cycle and it has been
postulated to play a role in co-ordinating cell growth and division by regulating key events
during mitosis. With regard to yeast fermentative metabolism, there has been found to be
correlation between cellular Mg2+ uptake and alcoholic fermentation in industrial strains of
Saccharomyces cerevisiae including brewing strains. Also Mg2+ may exert a protective
effect on yeast cultures subjected to a variety of physical and chemical stresses and as will
be discussed later, stimulates fermentation during the metabolism of high gravity worts.
44

Manganese ions
Manganese is essential for yeast growth and metabolism in trace levels and may also
act as an intracellular regulator of key enzymes. Mn2+ ions accumulate to a greater
extent than Ca2+ in yeast cells, but to a much lesser extent than Mg2+. AlthoughMn2+ can be substituted for Mg2+ as an enzyme cofactor in vitro, this is unlikely tobe of any physiological significance due to the different transport magnitudes and
resulting intracellular concentration differences between Mn2+ and Mg2+ in yeast
cells (|iM vs. mM respectively). The possibility that Mn2* may substitute for Ca2+ ions
in regulating the yeast cell division cycle will be discussed later. Mn2+ uptake in yeast,
which is strongly inhibited by Mg2+, is maximal during exponential growth anddecreases on entry into stationary phase. Like Mg2+, Mn2+ is accumulated in the yeast
vacuole. Energy-dependent transport of Mn2+, which is optimal at pH 5, is counter
balanced by K+ efflux to maintain electroneutrality. Mn2+ uptake and toxicity isstrongly influenced by the intracellular levels of Mg2+ ions.
Calcium ions
Calcium stimulates yeast growth but it is not a growth requirement. It is involvedin the membrane structure and function. Yeast cells maintain cytosolic Ca2+ at very lowlevels. This is accomplished by means of the efflux and compartmentalisation via plasma
membrane and tonoplast (scmipermeable membrane surrounding the cell vacuole) Ca2+
transporters and by means of sequestering with specific Ca2+ binding proteins like
calmodulin. The presence of Ca2+-H+ antiporter activity in the yeast cell membrane has
been demonstrated. Such a carrier exists in the vacuolar membrane indicating the energy-
dependent uptake of Ca2+ into the vacuole may be involved in regulating Ca2+ metabolismin yeast.
The physiological and biotechnological significance of Ca2+ uptake in yeast lies in the
multifunctional role of this cation as a modulator of growth and metabolic responses.In relation to yeast cell division, Ca2+ ions have been linked to cell cycle regulationand have been implicated in the transition from log to exponential phase in batchcultures of yeast. Also, culture media requirements for Ca2+ in yeast growth and
division have been highlighted recently by findings that indicate Mn2+ caneffectively replace Ca2+ in modulating events leading to cell cycle progression in
Saccharomyces cerevisiae. Calcium also plays an important role in flocculation.
Zinc ions
Trace levels of Zn2+ arc essential for yeast growth. For example, Zn2* deprivation inSaccharomyces cerevisiae prevents budding and arrests cells in the G, cycle of thecell cycle. Zn2+ requirements for the growth of yeast cannot be met by other metalions. Metabolic roles for Zn2+ indicate that it is essential for the structure and function
of many enzymes. For example, the important terminal step enzyme in yeastalcoholic fermentation, namely, alcohol dehydrogenase is a zinc-metalloenzyme.The brewing significance of this lies in the phenomenon of "stuck" fermentationswhich may be ameliorated following appropriate supplementation with zinc salts(Figure 32).
45

180-1
160-
140-
120-
100
Strain A
Strain B
02 0.3
Zinc addition mg/L
Figure 30. The effect of
zinc levels in wort on
primary fermentation time
(adaptedfrom Skands et
ai, Proc. EBC Cong.,
Maastricht, 1997, p. 413).
Copper and iron ions
Both copper and iron are
essential nutrients for yeast
which act as cofactors in
several enzymes including
the redox pigments of
the respiratory chain. The
assimilation of these two metals and their subsequent metabolism is closely interconnected
in yeast, as in other organisms. Copper is an essential micronutrient at low concentrations,
but is toxic at high concentrations. Copper toxicity towards yeast cells involves intracellular
interaction between copper, nucleic acid and enzymes. However, the major mode of action
is disruption of plasma membrane integrity. Copper ion homeostasis in yeast is controlled
by several uptake, efflux and chelation strategies depending on the external bioavailability
of copper. One mechanism relates to sequestration of copper by a copper-metallothionein
protein. Such low molecular weight proteins are generally synthesised as a protective
response to high levels of potentially toxic metal ions. Up to 60% of cellular copper in
Saccharomyces cerevisiae can be in the form of copper-metallothionein and this protein
plays an important role in copper resistance in this yeast.
Yeasts have adopted a number of strategies for converting insoluble (Fe3+) into biologically
active and soluble ferrous (Fe2+) ions. In Saccharomyces cerevisiae this is accomplished
by extracellular reduction by plasma membrane ferri reductase activity. Also in
Saccharomyces cerevisiae it is now recognised that several transporters exist in the cell
membrane. Some of these systems are non-specific for iron and also code for cobalt,
cadmium and nickel transport.
YEAST EXCRETION PRODUCTS
Although ethanol is the major excretion product produced by yeast during wort fermentation,
this primary alcohol has little impact on the flavour of the final beer. It is the type and
concentration of the many other yeast excretion products produced during wort fermentation
that primarily determine the flavour of the beer. The formation of these excretion products
depends on the overall metabolic balance of the yeast culture, and there are many
factors that can alter this balance and consequently beer flavour. Yeast strain, fermentation
temperature, adjunct type and level, fermenter design, wort pH, buffering capacity, wort
gravity, etc., are all influencing factors.
Some volatiles are of great importance and contribute significantly to beer flavour, whereas
others are important in building background flavour. The following groups of substances
46

arc found in beer: organic and fatly acids, alcohols, esters, carbonyls, sulphur compounds,amines, phenols and a number of miscellaneous compounds.
Organic and Fatty Acids
Some 110 acids, both organic and short-to mcdium-chain-lcngth fatty acids occur in beer.In part these are derived from malt or other wort constituents, but a proportion arise during
fermentation as a result of yeast metabolism. Organic acids contribute to the decrease in pH
observed during fermentation and many are flavour-active. They arise from carbohydrate
metabolism and include pyruvate, succinate, citrate, and acetate. It is presumed that mostof these arise as a consequence of the incomplete tricarboxylic acid cycle which occurs
under anaerobic conditions. It has been observed that pyruvate is secreted into the wortduring the active fermentation phase and that in later stages, when yeast growth has ceased,
it is re-utilised and the accumulation of acetate occurs. This observation provides evidence
for the overspill model of ethanol formation, already discussed. Thus, for pyruvate secretion
to occur it would suggest that under conditions of high glycolytic flux the pathways devolvingfrom pyruvate are rate-determining.
Medium-chain-length fatty acids (C6-CUI) arise via the activity of fatty acid synthetase asintermediates in the formation of longcr-chain-length fatty acids, which are incorporatedinto the various classes of yeast lipids. In addition, a proportion are derived from theassimilation and further metabolism of wort lipids. The release of medium- and long-
chain-length fatty acids during fermentation is probably associated with some loss of yeast
viability and subsequent cell lysis. This may occur during beer maturation.
The concentration of fatty acids formed as a result of yeast metabolism is inversely related to
fermentation rate. Thus, those parameters that increase fermentation rate, such as elevated
temperature and pitching rate, result in decreased accumulation of fatty acids. However, as
previously discussed, increased levels of wort oxygen favour yeast growth, with a concomitant
requirement for increased synthesis of membrane lipids. This depletes the acetyl CoA pool
such that less is available for the formation of medium-chain-length fatty acids. This may
be due to a general effect of fermentation rate. Also, the nitrogen content is important sinceacids such as isocaproic and isovaleric may be excreted as intermediates in the formation
of the corresponding ammo acids (leucinc and valine respectively).
Higher Alcohols
In flavour terms, the higher alcohols (also called fusel oils) that occur in beer and many
spirits are: n-propanol, isobutanol, 2-methyl-l-butanol and 3-methyl-l-butanol. However,more than 40 other alcohols have been identified. Regulation of the biosynthesis of higher
alcohols is complex since they may be produced as by-products of amino acid catabolismor via pyruvate derived from carbohydrate metabolism (Figure 33).
The catabolic route (a biochemical process in which organic compounds are digested,usually an energy-liberating process) involves a pathway in which the keto-acid produced
from an amino acid transamination is decarboxylated to the corresponding aldehyde, thenreduced to the alcohol via an NAD-linked dehydrogenase. In this way, for example,isobutanol may be produced from valine, 3-methyl-l-butanol from leucine and 2-methyI-1-butanol from isoleucine.
47

sugar
carbohydrate
metabolism
aldehydes
ethanol and
fusel alcohols
oxoacids
ammo
acids
Figure 31. Production of higher alcohols
(adaptedfrom Lewis and Young, Brewing, 1995).
The anabolic route (a biochemical process involving the synthesis of organic compounds,
usually an energy-utilising process) utilises the same pathways as those involved in the
biosynthesis of amino acids. As in the catabolic route, the keto-acid intermediate is
decarboxylated and the resultant aldehyde reduced to the alcohol.
The relative contribution made by the two routes varies with individual higher alcohols.
Since there is no corresponding amino acid, the anabolic route would seem to be the sole
mechanism for the formation of n-propanol. In general, the catabolic route would seem to
predominate during the early growth phase when exogenous amino nitrogen is plentiful. In
the later stages when the wort becomes deficient in assimilable nitrogen, the anabolic route
is probably the major source of higher alcohols.
The total concentration of higher alcohols produced during fermentation is linearly related
to the extent of yeast growth. Thus, conditions that promote growth, such as an increased
provision of oxygen, will result in increased production of higher alcohols. Similarly,
supplementation of worts with additional amino nitrogen also results in stimulation of
higher alcohol synthesis. In this case the nature of the amino acids present is reflected in
48

the spectrum of higher alcohols produced. Application of pressure during fermentation,
which may be accomplished by restricting the release of evolved carbon dioxide, results in
reduced yeast growth and is accompanied by a similar reduction in the extent of higher
alcohol formation.
Esters
Esters are important flavour components which impart flowery and fruit-like flavours and
aromas to beers, wines and spirits. Their presence is desirable at appropriate concentrations
but failure to properly control fermentation can result in unacceptable beer ester levels.
Organoleptically important esters include ethyl acetate, isoamyl acetate, isobutyl acetate,
ethyl caproate and 2-phcnylethyl acetate. In total, over 90 distinct esters have been
detected in beer.
unsaturated fats
and phospholipids
saturated fats
and phospholipids
sterols
cunsaturated
acyl CoAs
!■squalene
Imevalonic
acid
/C acyl CoAs
r.e\i , _
membrane
/
T
(oxoacidsV-*-
talcohols
\
M
/di and tri- -4—pyru-( carboxylicV acids
nitrogen
metabolism
V.
1i
^\
vate
J<s
i
ESTERS amino acids fermentable
carbohydrate
Figure 32. Metabolic interrelationships leading to ester formation
(adaptedfrom Hough el ai, Mailing & Brewing Science, Vol 2,
Hopped Wort and Beer, 1982).
49

Many factors, in addition to the yeast strain employed, have been found to influence the
amount of esters formed during a wort fermentation. These include: fermentation temperature,
where an increase in temperature from 10 to 25°C has been found to increase the
concentration ofethyl acetate from 12.5 to 21.5 mg/L; fermentation method, where continuous
fermentation results in higher levels of esters than conventional batch fermentation; pitching
rate, where higher rates have been reported to result in lower levels of ethyl acetate; and
wort aeration, where low levels of oxygen appear to enhance ester formation.
Esters arise as a result of a reaction between an alcohol, which may be ethanol or of longer-
chain-length, and a fatty acyl-CoA ester. The reaction is catalysed by an alcohol acetyl
transferase. The acyl component of the activated fatty acid may be acetate, produced by the
action of pyruvate dehydrogenase. Alternatively, acetate and longer-chain-length acids may
be activated directly by an acyl-CoA synthetasc.
The spectrum of esters produced is largely strain-specific. This may reflect the presence of
a family of alcohol acetyltransferases with different substrate specificities. The relative
activities of these enzymes will depend, to some extent on the availability of the respective
substrates. The rate of formation and type of ethyl ester produced are influenced by the
availability of the respective fatty acids which will be synthesised de novo or assimilated
from the wort. In the case of the synthesis of acetate esters the availability of the
corresponding higher alcohol is important.
The total quantities of esters produced during fermentation are influenced by the wort gravity,
the oxygen availability and the temperature (which should not be a process variable).
An increase in the concentration ofoxygen supplied at pitching is associated with a progressive
decline in the ester content of the final beer. It is assumed that since increased oxygen availability
promotes greater yeast growth more of the acetyl-CoA pool is utilised in biosynthetic
reactions, as seen in Figure 34, thereby restricting that available for ester synthesis.
The effect of wort gravity is particularly relevant to modern practice since in some
circumstances an increase in this parameter is associated with elevated ester levels. Many
other factors are pertinent (which will be discussed later), and this phenomenon defines an
upper limit that can be used in high gravity brewing. The explanation for the relationship
between wort gravity and ester levels would appear to reside in the use of sugar adjuncts
in concentrated worts. This increases the C:N ratio of the wort such that growth becomes
limited by nitrogen depletion, thereby allowing the excess carbon to be metabolised to
acetyl-CoA and hence provides a supply of substrate for ester synthesis. In addition, the
concentration of unsaturated fatty acid may be diluted, which would tend to promote ester
synthesis by relieving repression of the alcohol acetyltransfcrase.
Practical measures which can be taken to control ester levels (particularly in high gravity
worts) include wort with a suitably low C:N ratio and an adequate supply of oxygen, both
of which promote yeast growth, and minimise ester synthesis. The application of pressure
during fermentation also reduces both yeast growth and ester synthesis. Likely reasons for
this effect would appear to be that intracellular carbon dioxide accumulates causing a
decrease in cellular pH control and a disruption of enzyme function. The ionic composition
of wort may influence ester synthesis. Zinc, which as previously discussed is routinely
added to wort to ensure adequate yeast growth, may also encourage the formation of the
50

acetate esters of higher alcohols. The effect is probably a consequence of zinc stimulating
the production of the higher alcohol from the corresponding oxo-acid, thereby increasingthe supply of precursors for subsequent ester synthesis.
The major metabolic pathways that control ester synthesis in yeast are outlined in Figure 34.
From this figure and from the reaction seen below, one can see how ethyl acetate is the most
common ester produced by yeast. This is due to the fact that the most common alcohol in
yeast is ethanol, which is the alcoholic precursor of ethyl acetate. Esters of higher alcohols
and ethyl esters of long-chain fatty acids are also common.
CH,CH,OH + CHjCOSCoA
ethanol acetyl CoA
CH3CH2COOCH3 + CoASH
ethyl acetate
Carbonyls
Some 200 carbonyl compounds are reported to contribute to the flavour of beer and other
alcoholic beverages. Those influencing beer flavour, produced as a result of yeast metabolism
during fermentation, are various aldehydes and vicinal diketones, notably diacetyl. Also
carbonyl compounds exert a significant influence on the flavour stability of beer. Excessive
Pyruvate a-oxobutyrale
pyrophosphate)
a-acetohydroxy-butyrate
u-acetolactate
diacetyl
a-acetohydroxybutyrate
2,3-pentanedione
, Enzymatic | *\conversion y
Passive
diffusionNon-enzymaticdecomposition
Figure 33. Formation of diacetyl and 2,3-pentanedione as by-products of pathways
leading to the formation of the amino acids valine and isoleucinc.
51

Aceloin
^^, Enzymatic^^ conversion
Taken up or
excreted by cell
Butanediol
Figure 34. Reduction of diacetyl to acetoin
and 2,3-butanediol.
concentrations of carbonyl
compounds are known to cause
stale flavour in beer. The effects
of aldehydes on flavour stability
are reported as grassy notes
(propanol, 2-methyl butanol,
pentanol) and a papery taste
(fra/K-2-nonenal, furfural).
Quantitatively, acetaldehyde is
the most important aldehyde.
This is produced via the
decarboxylation of pyruvate
and is an intermediate in the
formation of ethanol. It may be
present in beer at concentrations
above its flavour threshold,
(approx. 10 mg/L), at which it imparts an undesirable "grassy" or "green apple" character.
Acetaldehyde accumulates during the period of active growth. Levels usually decline in the
stationary phase of growth late in fermentation. As with higher alcohols and esters, the
extent of acetaldehyde accumulation is determined by the yeast strain and the fermentation
conditions. Although the yeast strain is of primary importance, elevated wort oxygen
concentration, pitching rate and temperature all favour acetaldehyde accumulation. In
addition, the premature separation of yeast from fermented wort does not allow the re-
utilisation of excreted acetaldehyde associated with the latter states of fermentation.
Other important flavour-active carbonyls, whose presence in beer is determined in
the fermentation stage, are the vicinal diketones, diacetyl (2,3-butanedione) and 2,3-
pentanedione. Both compounds impart a "butterscotch" flavour and aroma to beer.
Quantitatively, diacetyl is the most important since its flavour threshold is approx. 0.1 mg/L
and is ten-fold lower than that of 2,3-pentanedione. The organoleptic properties of vicinal
diketones contribute to the
overall palate and aroma of 106
some ales but in most lagers they
impart an undesirable character.
A critical aspect of the
management of lager fermentations
and subsequent processing is to
ensure that the mature beer
contains concentrations of vicinal
diketones lower than their
flavour threshold.
1.05
1.04
1.03
1.02
1.01
Suspended
• yeast count
0.8
0.6
0.4<
0.2
60
50
40
30
20
10
Diacetyl and 2,3-pentanediones
arise in beer as by-products of the
pathways leading to the formation
of valine and isoleucine (Figure
0 20 40 60 80 100 120 140 160 160 200
Time (hours)
Figure 35. Pattern of diacetyl formation and
breakdown in relation to yeast growth
and wort gravity.
52

35). The a-acetohydroxy acids, which are intermediates in these biosyntheses, are in part
excreted into the fermenting wort. Here they undergo spontaneous oxidative
decarboxylation, giving rise to vicinal dikctones. Further metabolism is dependent on yeast
dehydrogenases. Diacctyl is reduced to acetoin and ultimately 2,3-butanediol, (Figure 36)
and 2,3- pentanedione to its corresponding diol. The flavour threshold concentrations of
these diols are relatively high and, therefore, the final reductive stages of vicinal dikctonc
metabolism are critical in order to obtain a beer with acceptable organoleptic properties.
The pattern of diacetyl formation and subsequent breakdown in relation to yeast growth and
gravity during a lager fermentation is shown in Figure 37. The diacetyl concentration peak
occurs towards the end of the period of active growth. The reduction of diacetyl takes place
in the latter stages of fermentation when active growth has ceased. In terms of practical
fermentation management the need to achieve a desired diacetyl specification may be the
factor which determines when the beer may be moved to the conditioning phase, filtered or
centrifuged (depending on the processing procedures). Thus, diacetyl metabolism is an
important determinant of overall vessel residence time, which clearly affects the efficiency
of plant utilisation.
The concentration of diacetyl present in fermenting wort is a function of the rate formation
of diacetyl precursor (a-acetolactate), oxidative decarboxylation of the precursor to form
diacetyl and reduction of diacetyl to acetoin. These reactions are influenced by the yeast
strain, both in terms of the biochemistry and technological behaviour and how these are
affected by wort composition, the type of fermenting vessel employed and the fermentation
conditions. Fermentation conditions that favour yeast growth rate, and consequently an
increased requirement for amino acid biosynthesis from pyruvate, would be expected to
lead to elevated levels of a-acetolactate. These conditions include high temperatures and
pitching rates and an increased level of wort oxygen, but may be modulated by wort
composition. Consequently, when the assimilable amino-nitrogen level is high, there will
be a reduced requirement for amino acid synthesis and potentially a lower level of
a-acetolactate. In addition, the presence of valine and isoleucine specifically inhibits the
formation of a-acetohydroxy acids.
Elevated levels of a-acctolactate in fermented wort do not inevitably lead to high diacetyl
concentrations in beer. However, this is undesirable since diacetyl formation may occur
during subsequent processing when no yeast is present to catalyse a-acetolactate reduction.
The non-enzymic oxidative decarboxylation of a-acetolactate is the rate-determining step
in the diacetyl cycle. The presence of oxygen is not essential since metal ions such as Cu2+,
Fe3+ and Al3+ may serve as alternative electron donors. The rate of formation of diacetyl
from a-acetolactate is also influenced by pH. Within the range encountered in fermenting
wort, a low pH promotes diacetyl formation but also high wort pH's at pitching (>5.3) will
promote yeast growth and elevated levels of a-acetolaclate and potentially, therefore,
diacetyl formation.
The reduction of vicinal diketones in the later stages of fermentation and during maturation
requires the presence of adequate yeast in suspension in the fermented wort. Thus, where
the yeast is particularly flocculent (this phenomenon will be discussed later), premature
separation will be reflected by low rates of diacetyl reduction and potentially elevated
levels in finished beer. Diacetyl removal is also affected by the physiological condition of
53

the yeast. When the pitching yeast is in poor condition, such that the primary fermentation
performance is suboptimal, the yeast present during the latter stages will be stressed and
the period of diacetyl reduction will be prolonged.
A number of strategies can be adopted to ensure that beer diacetyl specifications arc
achieved. Diacetyl removal can be attained post-fermentation in the conditioning stages of
brewing (traditional lagering). This is a slow process, expensive in terms of time and
conditioning capacity. Alternatively, it is desirable to ensure that minimum diacetyl
concentrations are achieved before the beer is removed from the fermenter. It is necessary
to select fermentation conditions (i.e. pitching rate, wort DO and attemperation regimes)
which provide an optimum profile. In practice, the aim is to promote the maximum a-
acetolactate levels as early as possible, such that the resultant diacetyl may be rapidly
reduced due to the presence of a high suspended yeast count. This reductive phase may be
stimulated by increasing the fermentation temperature approximately two-thirds through
the fermentation cycle.
There are a number of novel methods that are currently being developed to control beer
diacetyl levels. One (which is being used on a production basis in Finland) involves the use
of immobilised yeast technology and will be discussed later. Also, research has been
conducted on the genetic modification of brewer's yeast strains in order to reduce their
diacetyl formation potential. Four strategies have been investigated. The gene coding for a-
acetohydroxy acid synthetase (ILV2) may be deleted and thereby reduce the supply of
diacetyl precursor. Alternatively, the gene for a-acetohydroxy acid isomerase (ILV5), which
catalyses the reductive step in the synthesis of valine and isoleucine, could be amplified.
It is suggested that this would also reduce the pool size of diacetyl precursor by
promoting the synthesis of valine and isoleucine. A lager brewing strain with increased
levels of the ILV5 gene has been constructed which in laboratory-scale fermentations,
produced 70-80% less diacetyl than the wild type (the original strain). Other
fermentation properties have been found to be unaltered including the flavour of the
final beer.
The third strategy involves the enzyme oc-acetolactate decarboxylase which catalyses
the direct formation of acetoin from cx-acetolactate. Several bacterial species possess
this enzyme activity but it is not present naturally in brewing yeast strains. This cx-
acetolactate decarboxylase gene has been isolated from Acetobacter spp. (the bacteria
employed for vinegar manufacture) and inserted into brewing yeast. Diacetyl formation
with this cloned yeast is reduced. However, for reasons already discussed, these novel
strains have not been used in commercial brewing. No doubt when the benefits of the
new technology become more widely appreciated, adverse public reaction will
disappear.
The fourth strategy involves the addition of the enzyme oc-acetolactate decarboxylase, to
the cold wort prior to fermentation. This enzyme transforms the acetolactate directly into
acetoin, thus by-passing the diacetyl stage. The enzyme is available commercially under the
name of Maturex™ and in 1991 was approved for food grade application. Maturex™
is produced by Novo Nordisk A/S from Bacillus subtilis carrying the gene coding for
cc-acetolactate decarboxylase from Bacillus brevis.
54

Sulphur Compounds
Sulphur compounds make a significant contribution to the flavour of beer. Although small
amounts of sulphur compounds can be acceptable or even desirable in beer, in excess they
give rise to unpleasant off-flavours, and special measures such as purging with CO2 or
prolonged maturation times are necessary to remove them. Many of the sulphur compounds
present in beer are not directly associated with fermentation but are derived from the raw
materials employed. However, the concentrations of hydrogen sulphide (rotten egg aroma)
and sulphur dioxide (burnt match aroma) are dependent on yeast activity. Failure to
manage fermentation properly can result in unacceptably high levels of these compounds
occurring in the finished beer.
Sulphate
H2S
Organic
acids \J
Amino acids
I
Acetyl-CoA
J
Acetaldehyde
IEthanol
-► Keto (oxo)
acids V.
r
Vicinal
Diketones
Fatty acyl-CoA
Fatty
acids
Fusel
alcohols
Esters
Lipids
Figure 36. Inter-relationship between yeast metabolism and production
of flavour compounds.
The concentration of hydrogen sulphide and sulphur dioxide formed during fermentation
are primarily determined by the yeast strain used, although the wort composition and the
fermentation conditions are major factors, particularly where levels are abnormally high.
Both compounds arise as by-products of the synthesis of the sulphur-containing aminoacids cysteine and methionine from sulphate (Figure 30). These syntheses are influenced
by wort composition in that the yeast will preferentially assimilate sulphur-containing
amino acids. It is only when wort is depleted in such amino acids does the biosyntheticroute come into operation.
The peak of hydrogen sulphide and sulphur dioxide production occurs in the second or third
day of fermentation. Presumably, at this time the sulphur-containing amino acids in wort
55

ATP-Sulphuryiase
TATP
ADP
Adenosine - 5' phosphosulphate (APS)
ATP
I3/ phosphoadenosine - 5' phosphosulphate (PAPS)
NADPH
I| SULPHITE (SOJ +ADP |
Sulphite reductase
I
NADP
NADPH
NADP
SULPHIDE (H,S)
Cysteine synthase
(pantothenale requiring)Serine
contributing to beer flavour,
also has a number of other
functions in beer (and other
alcoholic beverages). It can
act as an antimicrobial agent,
an antioxidant and retard the
development of beer staling
character. Regarding its
antimicrobial activity, this
only occurs at concentrations
in excess of 50 mg/L which
is well above the permitted limit
in beer for most countries
except cast conditioned beer
Figure 38 (right). Structure
of cysteine, cystine,
methionine and glutathione.
Cysteine
Cystine
Methionine
Glutathione
Figure 37 (left). Pathway for the
synthesis of sulphur-containing
amino acids.
will have been utilised. Yeast growth
during fermentation is roughly
synchronous (cell division occurs at
the same time) and hydrogen sulphide
evolution seems to occur in a number
of peaks which correspond to the
phase of the yeast cell cycle just prior
to the onset of budding.
The formation of excessive levels of
hydrogen sulphide and sulphur
dioxide during fermentation is,
therefore, associated with conditions
that restrict yeast growth. In this
regard the provision of adequate
oxygen at the time of pitching is a
critical factor. Since both hydrogen
sulphide and sulphur dioxide arc
volatile, it follows that a vigorous
fermentation will promote its removal
via carbon dioxide stripping. The type
offermenting vessel is also influential.
Sulphur dioxide, as well as
HSCH^CHfNhyCOOH
NH,
INH,
HOGCCHCH2-S-S-CH2CHCOOH
CH2SCH.CH2CH(NH,)COOH
H2NCHCH2CH2CONHCHCONHCH2COOH
COOH CH2SH
56

and wine. Sulphur dioxide's retarding action on beer staling is two-fold. In the presence of
oxygen it is converted to sulphate and also the bisulphite will rcversibly bind to carbonyls,
some of which (as previously described), will give rise to the papery or cardboard
characteristics of stale beer. These sulphite complexes are flavour neutral. For many years
it has been traditional to add sodium or potassium metabisulphite to beer during maturation
in order to improve flavour stability. However, because of bisulphite's allergenic properties
this use is decreasing. However, research at the Carlsberg Technical Centre is developing
genetically manipulated brewing strains that hyper-produce sulphur dioxide. Preliminary
results with these strains would indicate that beer produced with them has enhanced flavour
stability. Dimethylsulphide (DMS) is one of the major flavour congeners found in
continental European lager beers. It has the aroma characteristics of cooked corn
(maize) or garlic. In beer it originates from two sources, from the hydrolysis of malt
S-methylmethionine (SMM) during mashing and from the reduction of dimethyl-
sulphoxide (DMSO) by the yeast. It is thought that usually the majority of the DMS is
produced by yeast and 80% of the DMS comes from DMSO. The DMS evaporation ratio
can vary between 0 and 65% throughout the formation of this compound during
fermentation. When the influence of wort DMSO concentration on the production of
DMS during fermentation was studied, it was observed that there is a proportional
relationship between the concentrations of these compounds at the end of fermentation and
at every stage of fermentation. The variety of malt has a direct influence on the DMSO
quantity and, therefore, an indirect influence on the level of DMS in beer. When the
concentration of DMSO in wort at pitching is high, then the concentration of DMS in the
beer will also be high.
To conclude this section, Figure 38 summarises the major metabolic interrelationships in
yeast affecting the formation of beer flavour compounds.
FLOCCULATION
As previously discussed, the flocculation property, or conversely, lack of flocculation, of aparticular yeast
culture is one of Non-flocculont Chain Former Flocculentthe major factors
when considering
important
characteristics
during brewing
and other ethanol
fermentations.
Unfortunately, a
certain degree of
confusion has
arisen by the use
of the term
flocculation in
the scientific
literature to Figure39. Flocculation inSaccharomycescerevisae.
57

2.0 -i
1.8-
1.6-
1.4-
1.2-
1.0-
Non-flocculent culture
Flocculent culture
describe different phenomena in
yeast cell behaviour. Specifically,
flocculation, as it applies to brewer's
yeast is "the phenomenon wherein
yeast cells adhere in clumps and
either sediment from the medium
in which they are suspended or
rise to the medium's surface".
This definition excludes other
forms of aggregation, particularly
that of "clumpy-growth" and
"chain formation", which have
been discussed previously (Figure
39). This non-segregation of
daughter and mother cells during
growth has sometimes erroneously
been referred to as flocculation.
The term "non-flocculation"
therefore applies to the lack of cell
aggregation and, consequently, a much
slower separation of (dispersed)
yeast cells from the liquid medium. Flocculation usually occurs in the absence of cell
division, but not always, during late logarithmic and stationery growth phase and only
under rather circumscribed environmental conditions involving specific yeast cell surface
components (proteins and carbohydrate components) and an interaction of calcium ions.
Although yeast separation often occurs by sedimentation, it may also be by flotation
because of cell aggregates entrapping bubbles of CO2 as in the case of "top-cropping" ale
brewing yeast strains.
0.B-
0.6-
0.4-
0.2-
10 20 30 40 SO 60 70
Percentage attenuation
80 90 100
Figure 40. Static fermentation flocculation.
-• Protein sites
t* Mannan sites
Figure 41. Lectin theory of flocculation. Protein lectins on the yeast cell surface interact
with cither mannose containing and/or glucose containing carbohydrate determinants on
the cell walls of adjacent cells only in the presence of calcium.
58

Figure 42. Electron photomicrograph of Sacchawmyces cerevisiae flocculent
and non-flocculent strains shadow-cast with tungsten oxide.
Flocculent Yeast Non-flocculent Yeast
Adhering Culture Non-Adhering Cultures
Figure 43. Electron photomicrographs of adhering and non-adhering cultures of
Candida albicans (photograph courtesy ofJ. Douglas).
59

The requirement of yeast flocculation is a much discussed and disputed topic and there
is a dire need for some degree of standardisation of such tests. Due to the plethora of
flocculation tests and the fact that nearly every laboratory involved in this area of study
appears to have their own "pet" method, it is very difficult to interpret results from one
laboratory to another. The methods being employed to measure yeast flocculence can be
roughly divided into three groupings:
• Sedimentation methods (for example, Helm Sedimentation Test)
In this test, the yeast culture is removed from the growth medium and the cells washed
a number of times with deionised water containing 80 mg/mL of calcium ion, usually
as calcium chloride at pH 4.0 and depending on the scale of the test, the suspension
placed in a test tube (10 mL scale) or measuring cylinder (100 mL scale).
• Direct observation of floe formation in the growth medium
In this method, a small inoculum of the yeast strain is seeded into 20 mL screw capped
glass bottles containing 15 mL of medium. After three days incubation at 25°C, the
flocculation characteristics of the culture are determined by the nature of the floes
subsequent to the sediment being brought back into suspension by shaking of the bottle.
The method allows for routine flocculence determinations of a large number of cultures
and has been employed extensively in genetic studies on flocculation.
To express the flocculation results from the above flocculation tests, a subjective
graduation of flocculation is often used, for example: 5 - extremely flocculent; 4 - very
flocculent; 3 - moderately flocculent; 2 - weakly flocculent; 1 -rough; and 0 - non-flocculent.
An alternative measurement of flocculation has been to examine microscopically the
floes and determine the percentage of cells in floes compared to unflocculatcd cells.
• Static fermentation methods
In this method, the concentration of yeast in suspension is determined during the course
of the fermentation (Figure 40). The first two methods for measuring yeast flocculence
can be viewed as artificial in vitro tests for flocculence due to the fact that they are
conducted under artificial conditions in relation to the brewing process. This latter
method for assaying yeast flocculence is a more in vivo style test because it is carried out
under conditions more closely akin to the static fermentation conditions encountered in
a brewery.
Individual strains of brewer's yeast differ considerably in flocculating power. At one
extreme there are highly non-flocculent, often referred to as powdery, strains. At the other
extreme there are flocculent strains. The latter tend to separate early from suspension in
fermenting wort, giving an under-attenuated, sweeter and less fully fermented beer. Beers
of this nature, because of the presence of fermentable sugars, are liable to biological
instability. By contrast, poorly flocculcnt (non-flocculent or powdery) yeasts produce a dry,
fully fermented, more biologically stable beer in which clarification is slow, leading to
filtration difficulties and the possible acquisition of yeasty off-flavours. The disadvantages
presented by the two types of yeast strain are especially relevant to more traditional
fermentation systems where the fermentation process is dependent upon the sedimentation
characteristics of the yeast. Contemporary brewing technology has largely reversed this
situation where yeast sedimentation characteristics are now fitted into the fermenter design.
60

The efficiency, economy and speed of batch fermentations have been improved by the use
of cylindro-conical fermentation vessels and centrifuges [which are often (but not always)
employed in tandem). There is no doubt that differences in the flocculation characteristics
of various yeast cultures are primarily a manifestation of the culture's cell wall structure.
Several mechanisms for flocculation have been proposed. One hypothesis is that anionic
groups of cell wall components are linked by Ca2+ ions. In all likelihood, these anionic
groups are proteins. Another hypothesis implicates mannoproteins specific to flocculent
cultures acting in a Icctin-like manner to cross-link cells; here Ca2+ ions act as ligands to
promote flocculence by conformational changes (Figure 41). Most people working in the
field agree that the latter hypothesis is the most credible. In addition to flocculation there
is the phenomenon of co-flocculation. Co-flocculation is defined as the phenomenon
where two strains are non-flocculent alone but flocculent when mixed together. To date,
co-fiocculation has only been observed with ale strains, and there are no reports of
co-flocculation between two lager strains of yeast. There is a third flocculation reaction
which has been described, where the yeast strain has the ability to aggregate and
co-sediment with contaminating bacteria in the culture. Again this phenomenon appears to
be confined to ale yeast strains, and co-sedimentation of lager yeast with bacteria has notbeen observed.
As described above, flocculation requires the presence of surface protein and mannan
receptors. If these are not available or are masked, blocked, inhibited or denatured,
flocculation cannot occur. Onset of flocculation is an aspect of the subject where there
is great commercial interest but about which relatively little is known. As previously
discussed, the ideal brewing strain remains in suspension as fermenting single cells untilthe end of fermentation when the sugars in the wort are depleted, and only then does it
rapidly flocculate out of suspension. What signals the onset of activation or relief from
inhibition? This is still an unanswered question that is currently being studied by a numberof research laboratories.
Electron microscopy of flocculent and non-flocculent cultures shadowed with tungsten
oxide has revealed that flocculcnt cultures possess a "hairy" outer surface (Figure 42).
It is noteworthy that surface appendages have been implicated in many instances of microbial
flocculation, aggregation, and adhesion. For example, it is believed that adhesion of cells
of the pathogenic yeast Candida albicans to mucosal surfaces involves Icctin-like
interactions between the protein portion of mannoprotein located in fibrils on the cellsurface and glycoside receptors on epithelial cells (Figure 43).
Yeast flocculation is genetically controlled and research on this aspect of the phenomenon
dates from the early 1950's. However, because of the polyploid/aneuploid nature ofbrewing yeast strains, most, but not all, of the research on flocculation genetics has been
conducted on haploid/diploid genetically defined laboratory strains. Numerous genes have
been reported to directly influence the flocculent phenotype in Sacchawmvces spp. Four
dominant flocculation genes have been identified FLO1 (alleles are FLO2, FL04, FLOS),
FLOS, FL09 and FLOW, as well as a semi-dominant gene,/7o5, and two recessive genes,
flo6 and f\o7. In addition, mutations in several genes, including the regulatory genes TUP1
and SSN6, have been found to cause flocculation or 'flaky' growth in non-flocculent strains.In total, at least 33 genes have been reported to be involved in flocculation or cell aggregation.
Although, the role of many of these genes is far from understood FLO! has been successfully
61

cloned into brewing strains. Also, as the chromosomal location of FLO1 is known
(Chromosome I) and with knowledge of the yeast genome sequence, the amino acid
sequence of this gene has been deduced. A study of the genetics of yeast flocculation
affords an opportunity to study the genetics of structural (cell wall), rather than enzymatic,
proteins. This research also presents the possibility of being able to control and manipulate
one of the most impbrtant characteristics of a brewer's yeast strain.
YEAST MANAGEMENT
It has been previously discussed in this document (but is such an important fact that it is
worthy of repetition), that in brewing the cropped yeast is re-pitched into subsequent
brews. The quality of the cropped yeast will significantly affect the overall performance of
a subsequent fermentation into which this yeast is pitched, which in turn will influence the
resulting beer quality and stability.
It is normal procedure in many breweries to propagate fresh yeast (particularly lager yeast)
every 8-10 generations (fermentation cycles), or earlier if contaminated (the yeast could
also be acid washed), or if a fermentation problem is identified. Fermentation problems
include sluggish fermentations, usually slower rates of wort maltose and maltotriose
uptake, higher levels of sulphur dioxide and hydrogen sulphide, prolonged diacetyl
reduction times and increased flocculation and sedimentation rates.
Pure Yeast Cultures
The systematic use of clean, pure
and highly viable cells ensures
that bacteria, wild yeasts or yeast
mutations (such as respiratory
deficiency) do not lead to
inconsistent fermentations and
off-flavour development.
The practice of using a pure
yeast culture for brewing was
started by Emil C. Hansen in the
Carlsberg laboratory over 100
years ago. Employing dilution
techniques, he was able to
isolate single cells of brewing
yeast, test them individually and
select the specific yeast strains
that gave the desired brewing
properties. The first pure yeast
culture was introduced into a
Carlsberg brewery on a production
scale in 1883, and the benefits of
using a pure culture quickly
became clear. Soon, 23 countries
Exhaust
Spray ball
Condensate
or
coolant
Pitching
yeast to
fermenter
Temperature
probe
Yeast
inoculation
port
Sterile wort
Figure 44. Typical propagation vessel.
62

had installed Hanscn's pure culture plant, for example, in North America, Pabst, Schlitz,
Anhcuser Busch and 50 smaller breweries were using pure lager cultures by 1892.
Hansen's first propagation plant consisted of a steam-sterilised wort receiver and propagation
vessel equipped with a supply of sterile air and an impeller. The basic principles of propagation
devised in 1890 have changed little. Propagation can be batch or semi-continuous and
usually consists of three stainless steel vessels of increasing size, equipped with attemperation
control, sight glasses and non-contaminating venting systems (Figure 44). Each vessel is
equipped with a CIP system and often has in place heat sterilising and cooling systems for
both the equipment and the wort. Ideally the yeast propagation system should be located in
a separate room from the fermenting area with positive air pressure, humidity control, an
air sterilising system, disinfectant mats in doorways and limited access by brewing staff.
During yeast propagation, the aim is to obtain maximum yield of yeast but also to keep
the flavour of the beer similar to a normal fermentation so that it can be blended into the
production stream. As a result, the propagation is often carried out at only slightly higher
temperatures and with intermittent aeration to stimulate yeast growth. The propagation of
the master culture to the plant fermentation scale is a progression of fermentations of
increasing size (typically 5-20 X) until sufficient yeast is grown to pitch a half or full size
commercial brew.
Wort sterility is normally ensured by boiling for 30 minutes or it can be pasteurised using
a plate heat exchanger, passed into a sterile vessel and then cooled. Wort gravities typically
range from 10°P (1040 OG) to 16°P (1064 OG) but typically should be at the lower end of
the range. Depending on the yeast strain, zinc or a commercial yeast food can be added.
Aeration (oxygenation) is important for yeast growth, and ale wort is aerated using oxygen
or sterile air, and anti-foam may be added depending on the yeast. Agitation is not normally
necessary as the aeration process and CO2 evolved during active fermentation are sufficientto maintain the yeast in suspension.
A typical brewery yeast propagation schedule would be as follows, but details will vary
greatly with the size of the brewery and the particular propagation equipment available:
• Loop of culture from slope or petri dish;
• Transfer to 250 mL wort (1040, 10°P) or yeast extract-peptone broth in 500 mL flask,
place on shaker for 2 days at 20°C (lager) or 278C (ale);
• Transfer to 50 L vessel containing 25-35 L wort (1040-1048, 10-l2°P), 3 days, slowshaking;
• Transfer to 20-30 hL yeast vessel, 15-20 hL, wort (1040-1048, 10-12°P), aerate/oxygenate
(25 L/min.), 2O-22°C, 2-3 days;
• Transfer to larger culture vessel 100-150 hL, 75-100 hL wort, 20-22°C, 2-3 days;
• Transfer to fermenting vessel, 300 hL. Ferment using normal procedures;
• Crop yeast and blend "green" beer at low rate (20-30%);
• Hygiene during the whole procedure is critical!
63

Preservation of Stock Yeast Culture
The long term preservation of a brewing yeast culture requires that not only is optimal
survival important, but it is imperative that no change in the character of the yeast occurs.
Many yeast strains are difficult to maintain in a stable state and long term preservation by
lyophilization, (freeze drying), which has proven useful for mycelial fungi, has been found to
give poor results with many brewing yeast strains. Storage studies have been conducted with
a number of ale and lager brewing strains. The following storage conditions were investigated:
• Low temperature (-70°C refrigeration or liquid nitrogen);
• Lyophilization (freeze drying);
• Storage in distilled water;
• Storage under oil;
• Repeated direct transfers on culture media (subculture once a week for two years);
• Long term storage at 21 °C on solid nutrient medium - subcultures every six months;
• Long term storage at 4°C on solid nutrient medium - subcultures every six months.
After a two year storage period, wort fermentation tests including wort fermentation
rate and wort sugar uptake efficiency, flocculation tests, sporulation ability, formation of
respiratory deficient colonies and ease of revival were conducted, and the results compared
to the characteristics of the unstored control culture. Low temperature storage appears
to be the storage method of choice if cost and availability of the appropriate equipment
is not a significant factor. Cultures stored at -70°C had the lowest death rate and were
the easiest to revitalise. Also, the degree of flocculation, wort fermentation ability,
sporulation ability and proportion of respiratory deficient mutants present were all
unaffected by this storage method. Storage at 4°C on nutrient agar slopes, subcultured
every 6 months, was the next method of preference to low temperature storage.
Lyophilization and other storage methods revealed yeast instability which varied from
strain to strain. Today many breweries store their strains (or contract store) at -70°C.
Routine subculturing of cultures on solid media every six months is a less desirable but
very cost effective storage method. Lyophilisation of brewer's yeast cultures should
be avoided!
Yeast Pitching and Cell Viability
Microscopic examination of brewery pitching yeast is a rapid way to ensure that there is not
a major contaminant or viability problem with the pitching yeast culture. When a sample
of pitching yeast in either water, wort or beer is examined under the microscope, it
can be difficult if not impossible to distinguish a small number of bacteria from the trub or
other extraneous non-living material. Trub material, however, is irregular in size and outline,
and dissolves readily in dilute alkali.
A trained microbiologist becomes familiar with the typical appearance of the yeast
cytoplasm and shape of the yeast cells, whether the cells are normally chain formers, or in
clumps, etc., and thus one can sometimes identify the presence of wild yeasts due to cells
with an unusual shape or differences in budding or flocculating behaviours.
64

The use of viability stains such as methylene blue gives a good indication of the health of the
cells. Although there are a number of good stains and techniques available, in experiencedhands, methylene blue will quickly identify a problem if there is a known history of thetypical viability of the yeast strain prior to pitching.
Yeast pitching is governed by a number of factors such as wort gravity, wort constituents,
temperature, degree of wort aeration/oxygenation and previous history of the yeast. Ideally,
one wants a minimum lag in order to obtain a rapid start to fermentation, which then results
in a fast pH drop, and ultimately assists in the suppression of bacterial growth. Pitchingrates employed vary from 5-20 million cells/mL (depending on the original gravity of the
wort) but 10-12 million cclls/mL is considered an optimum level by many and results in
a lager yeast reproducing three to five times. Increasing the pitching rate results in fewer
doublings, since yeast cells under given conditions multiply only to a certain level ofcells/unit volume, regardless of the original pitching rate.
The pitching rate can be determined by a number of methods such as dry weight,
turbidimeter sensors, haemocytometer, and electronic cell counting. Recently, use has been
made of commercially available in-line biomass sensors which utilise the passive dielectricalproperties of microbial cells and can discriminate between viable and non-viable cells
and trub. The amount of yeast grown is limited by a number of factors including oxygensupply, nutrient exhaustion and accumulation of inhibitory metabolic products.
Yeast Collection
Yeast collection techniques vary depending on whether one is dealing with a traditional ale
top fermentation system, a traditional lager bottom fermentation system, a non-flocculcnt
culture where the yeast is cropped with a centrifuge, or a cylindro-conical fermentation
system. With the traditional ale top fermentation system, although there are many variations
on this system, a single, dual or multi-strain yeast system can be employed and the timing
of the skimming can be critical to maintain the flocculation characteristics of the strains.
Traditionally, the first skim or "dirt skim", with the trub present, is discarded, as is the final
skim in most cases. The middle skim is normally kept for repitching. With the traditional
lager bottom fermentation system, the yeast is deposited on the bottom of the vessel atthe end of fermentation. Yeast cropping is non-selective and the yeast contains entrained
trub. With the cylindro-conical fermentation system (now widely adopted for both ale
and lager fermentations), the angle at the bottom of the tank allows for effective yeastplug removal.
The use of centrifuges for the removal of yeast and the collection of pitching yeast is now
commonplace. There are a number ofadvantages such as shorter process time, cost reduction,
increased productivity and reduced shrinkage. Care must be taken to ensure that hightemperatures (i.e. >20°C) are not generated during centrifugation and that the design
ensures low dissolved oxygen pickup and a high throughput. This is usually accomplished
by use of a self-desludging and low heat induction unit. Timing control of the desludge
cycle is important and allows for a more frequent cycle for yeast from the pitching tank andresultant lower solids and a longer frequency for yeast being sent to waste with the highsolids and resulting reduced product shrink.
65

Yeast storage
Ideally the yeast is stored in a room that is easily sanitised, contains a plentiful supply of
sterile water and a separate filtered air supply with positive pressure to prevent the entry of
contaminants and a temperature of 0°C. Alternatively, insulated tanks in a dehumidified
room are employed. When open vessels were commonly used, greater care had to be taken
to ensure that sources of contamination were eliminated. Reduction of moisture levels
to retard mould growth and elimination of difficult to clean surfaces and unnecessary
equipment and tools from the room should be the rule.
Yeast is most commonly stored under six inches of beer, or under water or 2% potassium
dihydrogen phosphate solution. When high gravity brewing is used, it is important to
remember that the ethanol levels are significantly increased [could be as high as 8.5% (v/v)
prior to dilution] and this can affect the viability of the stored yeast. The yeast slurry should
be diluted (usually with sterile water) to an alcohol concentration less than 6% (v/v).
As more sophisticated systems have become available, storage tanks with external cooling
(0-4°C) and equipped with low shear stirring devices have become popular. The need for
low shear stirring systems has been shown to be important. With high velocity agitation in
a yeast storage tank, the yeast cell surface can become disrupted and unfilterable mannan
hazes in the final beer can result.
Reduction of available oxygen (for reasons to be discussed below) is important during
storage, and minimal exposure of yeast surfaces to air is desirable. Low dead cell counts
and minimal storage times are sought with the yeast being cropped "just-in-time" if
possible, for repitching. In this context, when cylindro-conical fermenters are employed,
the yeast collected in the cone of one vessel is sometimes pitched directly into another
fermenter, without use of a yeast storage system.
Yeast storage conditions - influence on
intracellular glycogen and trehalose levels
As discussed above, one of the factors that will affect fermentation rate is the condition
under which the yeast culture is stored between fermentations. Of particular importance in
this regard is the influence of these storage conditions on the intracellular glycogen level of
the cell. Glycogen is the major reserve carbohydrate stored within the yeast cell and is
similar in formation and structure to plant amylopectin (Figure 45). It serves as a store of
biochemical energy during the lag phase of fermentation when the energy demand is
intense for the synthesis of such compounds as sterols and fatty acids (i.e. the lipids). Thus an
intracellular source of glucose is required to fuel lipid synthesis at the same time that oxygen
is available to the cell. As described already in this document, brewery fermentations are
somewhat unique in this regard because oxygen is supplied in limited amounts and on a one
time basis, usually with the incoming wort. The uptake of oxygen by the yeast cell is very rapid
and at the same time there is a delay in the passive diffusion of wort glucose into the cell. There
is no appreciable wort glucose uptake during the first 6 hours, or even later, after pitching
whilst the wort dissolved oxygen is almost completely depleted in this same time period.
In order to synthesise lipid, the yeast immediately mobilises its reserve of glycogen in
order to fulfil the requirement of the cell for glucose. The high levels ofATP resulting from
respiration, activate the phosphorylase system which is necessary for the hydrolysis of
66

A Glycogen (C6H10O,)n
Trehalose(C12H2,On)
HOH,C
O
Control (no storage)
27% yeast glyccgen
(116 Hra) Anaerobic storage
15% yeast gtyecgen
(116 Hra) Aerobic storage9% yeaat glycogen
24 48 72 96 120 144 168
Fermentation time (hours)
Figure 46. The effect of yeast glycogen at pitching
on a lager fermentation.
Figure 45. Chemical structure of
(A) glycogen - a high molecular
weight polymer with
branched-chain structure
composed of D-glucopyranose
residues, and (B) trehalose - an
a-D-glucopyranosyl-
a-D-glucopyranoside.
glycogen to glucose. The
phosphorylasc activity during wort
fermentation peaks coincidcntally
with glycogen hydrolysis which
is within the first 10 hours after
pitching. Dissimulation of glycogen
and the synthesis of lipid are both
rapid. The hydrolysis of glycogen
from approximately 27% to 5%
and the corresponding production
of lipid from 5% to 11.5% of the
cell dry weight occurs within the
first 6 hours after pitching.
Towards the later stages of
fermentation, the yeast restores its
reserve of glycogen. The actual
maximum of glycogen content is a
function of yeast strain, fermentation
temperature, wort gravity and a
plethora of other factors. However,
the concentration of glycogen stored
and the degree of depletion at the
end of fermentation will, to a great
extent, determine the ability of the
yeast culture to survive extended
storage periods and still ferment at
an acceptable rate when pitched into
wort (Figure 46). As previously
described, storage conditions for
most brewing yeast handling systems
are far from ideal for growth or
even maintenance, since limited
assimilable carbon and soluble
nitrogen are present, together with
a relatively high concentration of
ethanol. Under these conditions
the yeast must survive for an
67

10
-O- Aerobic storage at 4°C
—•- Aerobic storage at 15°C
24 48 72 96
Storage time (hours)
120 144
Figure 47. The effect of yeast storage temperature
on intracellular glycogen concentration.
30-l indeterminate period of time and
to do so requires a basal level of
metabolic energy. To a great
, ^ extent, glycogen must provide the
cell with these requirements. In
order to study the change in
glycogen content during storage,
its concentration has been
monitored as a function of time
and storage temperature. Storage
temperatures (Figure 47) have a
direct influence on the rate of
glycogen dissimulation, as might
be expected considering the
effect that temperature has upon
metabolic rates in general. Of
particular interest is the fact that
within 48 hours, the yeast stored aerobically at 15°C has only 15% of its original glycogen
concentration remaining.
In summary, conditions under which yeast is stored and collected and the time of storage
can result in detrimental changes to the yeast which will result in sluggish fermentation
rates and modifications to the flavour and stability of the final beer. Good yeast handling
practices should include collection and storage procedures which avoid inclusion of oxygen
in the slurry, cooling of the yeast slurry to 2-5°C as soon as possible after collection, and
perhaps most importantly, recognition prior to pitching of yeast that contains low
intracellular glycogen in order that appropriate corrections in the pitching rate can be made.
Trehalose is one of the major carbohydrates in yeast. It is a non-reducing disaccharide
consisting of two glucose units linked together by an a-1, l-glycosidic bond (Figure 45B).
Trehalose plays a protective role in osmorcgulation, in protecting cells during conditions
of nutrient depletion and starvation, and in improving cell resistance to high and low
temperatures. This protective role may be due to the stabilising effect of trehalose on cell
membranes. The effects of ethanol shock on the intracellular trehalose content of an ale
Table 5. Effect Of Ethanol Shock On Intracellular Trehalose Content Of An Ale And
Lager Yeast Strain [adaptedfrom Odumeru et al, 1993, J. Ind. Microbiol., 11(2), 113].
Yeast & Strain Number
Saccharomyces uvarum (carlsbergensis)
Saccharomyces uvarum (carlsbergensis)
Saccharomyces uvarum (carlsbergensis)
Saccharomyces cerevisiae
Saccharomyces cerevisiae
Saccharomyces cerevisiae
Treatment for 60 min.
control (21°C)
heat shock. (37°C)
10% (v/v) ethanol (21°C)
control (21°C)
heat shock (37°C)
10% (v/v) ethanol (21°C)
Trehalose
(Hg/mg dry wt)
8.2
22.5
11.8
6.5
13.7
8.0
68

Glucose Trehaloso |
Phosphatase
Trehalose
phosphate
Glucose-6-phosphate
Trehalose
phosphate
synthet
Urldlne
diphosphateglucose
Urldlne
diphosphate
glucose
pyrophosphorase
Fructose-6-phosphate
Figure 48. Pathways to glycogen and trehalose in yeast.
and lager yeast strain is shown in Table 5. Exposure of yeast cells to 10% (v/v) ethanol for
60 minutes resulted in a significant increase in the trehalose content of the cells. Theseresults indicate that ethanol shock induces accumulation of trehalose in yeast cells. Figure48 illustrates the pathways to glycogen and trehalose.
Yeast Washing
Some breweries incorporate a yeast wash into their process as a routine part of the
operation, especially if there are concerns over eliminating bacteria responsible for
the production of apparent total N-nitroso compounds (ATNC) which have been implicated
as possible carcinogenic agents. Other breweries only wash when there is evidence of
bacterial infection. There has been considerable controversy over the practice of yeastwashing and its effect on subsequent fermentations. Studies carried out at the Brewing
Research Foundation International suggest that the problems often ascribed to yeastwashing (for example, reduced cell viability and vitality, reduced rate of fermentation,
changes in flocculation, fining problems, smaller yeast crops and modifications in the
balance of flavour components) are only apparent if yeast washing is carried outincorrectly.
There are three commonly employed procedures for washing yeast: sterile water, acid washand acid/ammonium persulphate wash:
69

• Sterile Water Wash: Cold sterile water is mixed with the yeast slurry, the yeast is allowed
to settle and the supernatant water is discarded. Bacteria and broken cells are removed
through this process. This can be repeated a number of times.
• Acid Wash: There arc a number of acids that can be used. Most common are phosphoric,
citric, tartaric and sulphuric acid. The cooled (2-5°C) yeast slurry is acidified with dilute
acid to pH 2.0/2.2, and it is important that agitation is continuous through the acid
addition stage. The yeast is usually allowed to stand for a maximum period of two hours.
• Acid/Ammonium Persulphate: An acidified ammonium persulphate treatment has also
been found to be effective and can yield material cost savings. It is recommended that
0.75% (w/v) ammonium persulphate is added to a diluted yeast slurry (2 parts water:
1 part yeast).
Acid washing can influence yeast performance, including:
• Reduced yeast viability;
• Reduced yeast vitality;
• Reduced rate and/or degree of fermentation; and
• Changes in yeast quality parameters such as flocculation, fining, size of yeast crop and
excretion of cell components.
Acid washing of yeast can be summarised into the do's and do not's.
The Do's of acid washing are:
• Use food grade acid;
• Chill the acid and the yeast slurry before use to less than 5°C;
• Wash the yeast as a beer slurry or as a slurry in water;
• Ensure constant stirring whilst the acid is added to the yeast and preferably throughout
the wash;
• Ensure that the temperature of the yeast slurry does not exceed 5°C during washing;
• Verify the pH of the yeast slurry; and
• Pitch the yeast immediately after washing.
The Do Not's of acid washing arc:
• Do not wash for more than two hours;
• Do not store washed yeast;
• Do not wash unhealthy yeast; and
• Avoid washing yeast from high gravity fermentations prior to dilution.
There are a number of options to acid washing brewer's yeast:
• Never acid wash yeast;
• Low yeast generation (cycle) specification;
• Discard yeast when there is evidence of contamination (bacteria or wild yeast);
• Acid wash every cycle, this procedure can have adverse effects on yeast; or
• Acid wash when bacteria infection levels warrant the procedure.
70

SHf
It is important to remember that acid washing can effect yeast quality and performance.
Since yeast are more acid tolerant than most bacteria, the procedure does not kill the
culture yeast, and it will not eliminate contaminating wild yeast.
Contamination of Cultures with Bacteria
Detailed consideration of microbial contaminants of brewing yeast cultures are beyond
the scope of this publication, but a brief review of the most important aspects is
probably appropriate. Bacteria are common spoilage agents of beer. The most troublesome
Gram-positive bacteria
are the lactic acid : *"Jf 4» ,.*"bacteria belonging to zS - C^
the genera Lactobacillus
and Pediococcus. At
least ten species of
lactobacillus can cause
beer spoilage. When
viewed under a light
microscope, lactobacilli
are very pleomorphic
in appearance and can
range in shape from
long slender rods to
short coccobacilli.
Brewing lactobacilli are
heterofermentative
(producing lactic acid
as well as other acids
and /or alcohols and
some strains produce
diacetyl) and
homofermentative
(producing only lactic
acid). They are acid
tolerant and have
complex nutritional
requirements. Some
species such as
Lactobacillus brevis
and Lactobacillus
plantarum can grow
quickly during
fermenting, ageing or
storage, whereas others such as Lactobacillus lindneri grow relatively slowly. Lactobacillus
spoilage is most problematic during conditioning of beer and after packaging where
spoilage gives rise to a "silky turbidity" and off-flavours.
/■i.
,»1
,*l
.Vfv,'
X
*
x\
10um
<■
Figure 49. Photomicrographs of typical bacteria found as
brewing contaminants. Top - Pediococci and bottom - Lactobacilli.
71

Pediococci are homofermentative cocci that occur in pairs and tetrads. Six species of
Pediococci have been identified, but the species predominantly found in beer is
Pediococcus damnosus. Pediococcus infection in the beer is characterised by lactic acid
and diacetyl formation. Infection may also cause ropiness in beer due to the production of
polysaccharidc capsules.
Many Gram-positive bacteria are inhibited by hop bittering compounds, particularly the
iso-a-acids, but Gram-negative bacteria are usually, but not always, unaffected. Some
members of the Micrococcaceae can survive in beer, grow and cause spoilage as can
some aerobic spore forming bacteria belonging to the genus Bacillus. Generally, these two
genera are inhibited by hop components and prefer an aerobic environment and, therefore,
are not a serious threat.
Important Gram-negative beer spoilage bacteria include acetic acid bacteria (Acetobacter,
Gluconobacter) certain members of the family Enterobacteriaceae (Escherichia,
Aerobacter, Klebsiella, Citrobacter, Obesumbacterium) as well as Zymomonas, Pectinatus
and Megasphaera. Acetic acid bacteria can convert ethanol to acetic acid, producing a
vinegar flavour in the beer and tend to produce a ropy slime. This type of spoilage is most
often observed in draught beer. The bacteria are airborne and prefer an aerobic environment
but can survive under microaerophilic conditions and infect the kegs as a result of air
entering or beer standing too long on tap in a partly filled keg. The Enterobacteriaceae are
aerobes and facultative aerobes and do not tolerate high ethanol levels. They are usually
found early in the fermentation and can produce celery-like, cooked cabbage, cooked
vegetable and rotten-egg aromas, especially if pitching of the wort is delayed. Figure 49
illustrates some of the bacterial contaminants encountered in brewing fermentation.
Contamination of Cultures with Wild Yeast
A wild yeast is any yeast, other than the culture yeast, that was unintentionally pitched.
With breweries producing different types ofbeer, each with its own yeast or mixture ofyeasts,
it is important that cross contamination does not occur. Wild yeast can originate from a wide
variety of different sources, from beer, brewing yeast, empty bottles etc. Figure 50 is a
photomicrograph of wild yeast. In addition to various Sacchawmyces species, species of the
genera Brettanomyces, Candida, Debaromyces, Hansenula, Kloeckera, Pichia, Rhodotorula,
Torulaspora and Zygosccharomyces have been isolated. The potential of wild yeasts to
cause adverse effects varies with the specific contaminant. If the contaminating wild yeast
is another culture yeast, the primary concern is with rate of fermentation, final attenuation,
flocculation and taste implications. If the contaminating yeast is a non-brewing strain and
can compete with the culture for wort constituents, inevitably problems will arise as these
yeasts can produce a variety of off-flavours and aromas often similar to those produced by
contaminating bacteria. Some wild yeasts can utilise wort dextrins (Saccharomyces
diastaticus has also been discussed), resulting in an over-attenuated beer that lacks body.
These yeasts are found as both contaminants of fermentation and at post-fermentation
stages of the brewing process. In addition, as previously discussed, wild yeasts often produce
a phenolic off-flavour due to the presence of the POF gene. However, under controlled
conditions, such as in the production of a German wheat beer or "weissbier", this phenolic
clove-like aroma, produced when yeast decarboxylates wort ferulic acid to 4-vinyl
guaiacol (Figure 51), can be a desirable attribute of the beer.
72

Figure 50. Photomicrograph
of (A) wild yeast, and
(B) brewing yeast culture
contaminated with wild yeast.
CH = CHCOOH CO,
(Yeast with
POF gene
4-VG producer)
— OCH,
OH
Ferulic Acid(wort constituent)
CH = CH,
■OCH,
4-Vinyl Guaiacol(a source of phenolic
off-flavour in beer)
Figure 51. Decarboxylation of ferulic acid to 4-vinyl guaiacol by yeast.
73

YEAST CELL VIABILITY AND VITALITY
Yeast viability is defined as the percentage of live cells in a sample, and yeast vitality is a
measure of yeast activity or fermentation performance. Yeast vitality has been described as
a function of the total cell viability and the physiological state of the viable cell population.
Many criteria are used to assess yeast cell viability and vitality. Consequently, the perceived
viability of a yeast sample may vary depending on the criteria selected. It is often
beneficial to monitor a combination of parameters to gain a more complete understanding
of a yeast's physiological state. A number of methods of studying yeast cell viability and
vitality are summarised below.
Use of Specific Dyes for Assessing Cell Viability and Vitality
Methylene blue is the dye most commonly used for yeast cell viability staining. Viable cells
are able to reduce this stain making it colorless, whereas non-viable cells are unable to
reduce the stain rendering them a deep blue-purple shade. A viable yeast cell count may be
completed using a hemocytometer and a light microscope in less than ten minutes. When
buffered and supplemented adequately, methylene blue dye has no effect on yeast cell
viability. Methylene blue staining is considered to be an accurate method only when yeast
cell viability is greater than 90%. Other brightfield stains which have been used to monitor
yeast cell viability include Aniline Blue and Crystal Violet.
There are also many fluorescent stains designed to assess yeast cell viability and
vitality. When fluorescent stains are used in conjunction with confocal microscopy
or flow cytometry valuable information may be obtained on yeast cell growth and
metabolic state.
Capacitance
The principle of this method is that the application of a radio frequency to a viable
cell results in a charge buildup within the membrane, and a capacitance is generated.
Non-viable cells are unable to generate this capacitance. A linear correlation has been
demonstrated between capacitance and viable yeast biomass.
The Power of Reproduction as a Viability Indicator
Standard plate count measures the ability of yeast cells to proliferate and form colonies on
nutrient agar. It generally takes three days for visible colonies to form and viability is
assessed by counting the number of colony forming units (CFU). Care must be taken when
using this method on very flocculent yeast.
Yeast viability by slide culture is also based on the ability of yeast cells to proliferate. A
drop of yeast culture is placed on a film of nutrient agar and after approximately 18 hours
of incubation the formation of microcolonies is observed under the microscope. Cells which
have given rise to microcolonies are considered viable whereas single cells that have not
formed microcolonies are considered non-viable. It is relatively less time consuming than
standard plate counts but still much slower than the staining techniques. An advantage of
the slide culture method is that it is accurate at relatively low yeast cell viabilities.
74

Viability and Vitality Methods Based on Cell Metabolic State
Adenosine triphosphate (ATP)
ATP (adenosine 5' triphosphate) is a good indicator of cell viability since it is present in all
living cells and is degraded when cells die. ATP allows for the detection of viable cells in
a short amount of time (10-15 minutes) when compared with traditional plating techniques.
Since the quantity of ATP per cell does not vary significantly for a given strain (but varies
between strains), it can be inferred that the amount of ATP present in a biomass sample is
proportional to the number of viable cells present of that cell type. Another advantage of
using ATP as a viability indicator is that the amount of ATP present in a cell is roughly
independent of the growth rate. Therefore a correlation between ATP concentration and the
amount of viable cell mass can be made.
The "firefly assay" is used to determine the quantity of ATP present in a biomass sample.
This invasive method involves extracting the ATP from the cells and reacting it with firefly
luciferin in a two-step reaction which is catalyzed by the enzyme firefly lucifcrasc. Light
is one of the products of this reaction and a stoichiometric relationship exists between the
amount of light produced and the quantity of ATP in the biomass sample. Extractants used
to release intracellular ATP include boiling in buffers such as tris-EDTA, cationic detergents,
acids, and organic compounds such as acetone and ethanol. The reactions taking place arc
summarised below:
Lucifcrin + Lucifcrasc + ATP + Mg2+—*-(Luciferin-Luciferase-AMP) + Pyrophosphate
(Luciferin-Luciferase-AMP) + O2 * Oxyluciferin + Luciferase + CO2 + AMP + Light
ATP concentrations as low as 1012 g in 100 ml volume may be detected using the firefly
method (Figure 52).
NADHfluorosensor
NADH has successfully been used as a non-invasive, on-line method of monitoring yeast
cell metabolism. Viable cells contain nicotinamide adenine dinucleotide (NAD) coenzyme
whereas non-viable cells or spores normally lose their NAD. The oxidised form, NAD+ is used
by dehydrogenases to accept electrons from their substrates. For example, in the
enzymatic conversion of malate to oxaloacetate in the presence of oxygen,
malate dehydrogenase (MDE) first binds to NAD+ to form a complex of MDE-NAD+. This
complex then combines with nialate to form a ternary complex MDE-NAD^malate. From
here, NADH, H* ion, and oxaloacctatc are released:
malate + NAD+ * * oxaloacetate + NADH + H+
(oxidised) (reduced)
The reduced form, NADH, fluorcsces while the oxidised form, NAD\ does not. NADH
is strongly fluorescent with an emission maximum at 460 nm wavelength. The total NAD
is the sum of NADH and NAD*. The reducing state is defined as the ratio of the reduced
form to the total amount of NAD:
R = [NADH] / ([NAD+] + [NADHD
Cell metabolic state determines the reducing state which will remain constant unless there
is a shift in metabolism. Thus, the influence of substrates such as oxygen on the reducing
state may be predicted. When oxygen is in excess, the reducing state approaches zero because
75

non-microbial call
microbial coll
Microbial &
non-microbial cells
B
Selective release of ATP from
non-mlcroblal cells.
Microbial cells remain intact
Addition of
luerferin-lucifcraso
Microbinl A
non-mlcroblal cells
Selective release of ATP from
non-microbial cells.
Microbial cells remain Intact
Hydrolysis of non-microbial
ATP with ATPase.
Microbinl cells remain Intact
ATPaae inactivated. Selective
ralaaaa of mlcroblsl ATP
Addition of
tucifertn-lucllerase
Microbial celts
Solocllvo release
nf mlnrnhlal ATP
Addition of
luclferin-llieKara
Luminometer Readout
(Total non-microbial RLU)
Rparlmit
(Total microbial RLUt
Luminomiitar Roadniit
(Total microbial RLU)
Figure 52. Measurement of ATP-driven bioluminescence.
(A) Total non-microbial bioluminescence from a mixture of microbial and
non-microbial cells.
(B) Total microbial bioluminescence from a mixture of microbial and non-microbial cells.
(C) Total bioluminescence from microbial cells only. RLU, relative light units.
76

NADH is easily oxidised to form NAD+and H2O, and when there is a lack of oxygenavailable to the cells, R approaches one. The concentration of [NADH] as well as the intensity
of the fluorescent signal are influenced by the number of viable cells, the reducing state ofthe cells and environmental effects. Measuring NADH has an advantage over monitoringdissolved oxygen or pH because it directly measures, in real time, events occurring withinthe cell rather than changes outside the cell environment.
Specific oxygen uptake rate (BRF yeast vitality test)
Researchers at the Brewing Research Foundation International (BRFI) developed a method
to determine the vitality of pitching yeast by measuring its specific oxygen uptake rate.Various groups have shown a correlation between oxygen uptake rate of yeast and
fermentation performance if yeast viability is less than 90%. The method involves the pitchingof yeast into aerated media and the measurement of the oxygen uptake rate for one hour.
A reduced oxygen uptake rate parallels other yeast changes such as the reduction in yeast
lipids, glycogen, acidification power test value, and yeast viability. Under these conditions,oxygen uptake rate correlates well with yeast fermentation performance. However, other
researchers have found that oxygen uptake rate did not correlate well with fermentation
performance when yeast had been previously acid-washed. Even though acid-washed yeast
showed decreased specific oxygen uptake rates, they actually showed better fermentationperformance than non-acid-washed yeast.
Acidification power
The acidification power test developed by Opekarova and Sigler measures the drop inextracellular pH of a suspension of yeast cells after the addition of glucose. This method is
useful for detecting large differences in yeast metabolic activity, but requires extensiveyeast washing and multiple sample points.
Intracellular pH (ICP) method
The ICP method uses a pH-sensitive fluorescent reagent to measure the intracellular pH ofindividual cells and cell mass. It was found that the intracellular pH of more active yeastcells does not decrease, even if the extracellular pH is low, whereas the intracellular pH ofless active cells actually decreases under low extracellular pH conditions. This test may be
capable of detecting more subtle changes in yeast cell vitality than acidification power test.
Measurement ofyeast vitality by stress response
As stated earlier, vitality may be considered a measure of yeast activity or fermentation
performance. It has also been defined as the ability of cells to endure or overcome stress.Therefore one could relate vitality to the response of yeast cells to stresses such as ethanol,heat shock, and high salt concentrations. Methylene blue, fluorescent dyes, and standard platecounts may be used to assess the ability of cells to remain viable after being subjected to agiven stress.
Magnesium release test (MRT)
The magnesium release test is based on the observation that low molecular weight speciessuch as magnesium, potassium, and phosphate ions are released by yeast immediatelyfollowing inoculation into glucose containing medium. Trials performed on Saccltaromycescerevisiae showed that cells which released greater quantities of magnesium immediately
77

after inoculation into high gravity (16°P) wort had higher vitality and fermentationperformance than yeast which released lower amounts of magnesium. Subsequent
fermentations performed using the more vital yeast had shorter lag phases, higher cellcounts, higher end ethanol concentrations, and lower diacetyl levels. The magnesiumrelease test takes less than 15 minutes to perform and it uses a commercially available
magnesium test kit (Sigma) which allows the quantitative colourimetric measurement ofmagnesium in wort before and immediately after yeast inoculation.
Electrokinetics
The measurement of zeta potential (electrostatic charge) is very sensitive, in fact, it is up to
2.5X103 more sensitive than impedance measurements. When electrophoretic mobility is
applied to yeast cells it can distinguish between living and dead cells. This gives a direct
measure of viability and, by looking at the size of the charge or the zeta potential on the
cell, it allows one to make an accurate assessment of viability. It can give a precise, easyand rapid direct measurement of the number of dead and live yeast calls and consequently
the viability of the sample.
HIGH GRAVITY BREWING
High gravity brewing is a procedure which employs wort at higher than normal concentrationand, consequently, requires dilution with water (usually de-oxygenated), at a later stage inprocessing. By reducing the amount of water employed in the brewhouse, increased
production demands can be met without expanding existing brewing, fermenting and storage
facilities. Reconstitution with water can occur either entirely or in part, at almost any
stage in the process, including: kettle (copper), strikeout, pre-wort cooler, during or after
fermentation, during maturation and pre- and post- beer filter. Generally, the lower the
hopping levels and the higher
the adjunct level, the more suited
the beer will be to higher gravity
without significant flavour
changes.
High gravity brewing has
been progressively introduced
into breweries around the world
for the past twenty-five years.
However, internationally it
cannot be said that its use is
universal, because some
companies have chosen (or
are compelled), for product
and legal/taxation reasons, not
to adopt this process. Slowly
the legal and taxation issues
are being addressed to permit
the production of high gravity
worts without undue financial
120-1
50 100 160
Fermentation time (hours)
200 250
Figure 53. Fermentation of 16°P and 25°P wort by
production lager strain A in shake flasks at 21°C,
inoculum 0.35% (w/v).
78

penalties. Nevertheless, the impact on flavour of brewing and fermenting certain producttypes at high gravity remains a concern and challenge to some breweries.
There are a number of advantages and disadvantages to this process. The advantages canbe summarised as follows:
• Increased brewing capacity, more efficient use of existing plant facilities;
• Reduced energy (heating, refrigeration, etc.), labour cleaning and effluent costs;
• Improved beer physical and flavour stability;
• More alcohol per unit of fermentable extract because of reduced yeast growth and moreof the wort sugars being converted to alcohol;
• High gravity worts may contain higher adjunct rates;
• Beer produced from high gravity worts are often rated smoother in taste; and
• High gravity brewing offers greater flexibility in product type. From one "mother" liquida number of products can be brewed as a result of dilution and/or use of malt and hopextracts and syrups.
The disadvantages can be summarised as follows:
• Due to the more concentrated mash (increased rate of carbohydrate to water), there is a
decreased brewhouse material efficiency and reduced hop utilisation. Although it isbeyond the scope of this document to discuss this aspect of high gravity brewing indetail, recent studies have found that this problem can be alleviated by the use ofmodern mash filters in place of lauter tuns and/or kettle syrups.
• Decreased foam stability (head retention). Hydrophobic polypeptides have been shownto form the backbone of foam and, therefore, their presence in beer is essential. It has
been shown that both high and low gravity wort loses hydrophobic polypeptides
throughout the brewing process, with the high gravity process suffering a more rapid
120 n
p
80 120 160
Fermentation time (hours)
200 240
Figure 54. Percent viability of brewer's yeast strains during fermentation of 27°P wort inshake flasks at 21°C, inoculum 0.35% (w/v).
79

loss. It would appear that high gravity mashing does not extract high molecular
weight polypeptidcs, which includes the hydrophobic polypeptides, as efficiently as low
gravity mashing. Also during fermentation, there is a disproportionate loss of hydrophobic
polypcptides from high gravity wort when compared to low gravity wort.
• There can be a difficulty in achieving flavour match to comparable lower gravity beers.
The effects of high gravity wort on ester formation during fermentation have already
been discussed. However, flavour problems with high gravity worts have been
exaggerated and adjustments to the process can be made (for example, yeast pitching
rate, fermentation temperature profile, DO at pitching and the spectrum of wort sugars,
particularly the ratio of glucose to maltose).
• High gravity worts can influence yeast performance with effects apparent upon
fermentation and flocculation. The increased osmotic pressure, elevated alcohol
concentration and modified nutrient balance, all have a profound influence on yeast
performance during the fermentation of high gravity worts. Stress tolerance during the
fermentation of the worts by brewer's yeast is strain dependent. Figure 53 illustrates the
effect of 16°P (1064) and 258P (1100) (a distinctly experimental wort gravity) on the
viability (determined with mcthylene blue stain) of a production lager strain during
fermentation. This strain fermented the 16°P wort efficiently, with nearly 100% viable
cells in the culture at the end of fermentation. This culture could be repitched into fresh
wort with confidence. However, in 25°P wort, this strain exhibited sluggish fermentation,
and poor cell viabilities such that the culture could not be re-pitched.
In order to study yeast strain variability and diversity in high gravity wort, four lager strains
[the original lager strain A studied plus an additional three (B, C, D)] were pitched into
27°P (1108) wort (Figure 54). The fermentation performance and cell viability of these four
strains was diverse. Strain B maintained a high viability throughout the fermentation,
whereas both strains C and D had a viability of approximately 75% at the end of the
fermentation, and again strain A exhibited poor viability (<20%) as a result of fermenting
27°P wort. Another major negative effect of high gravity worts on yeast performance
concerns the number of generations (yeast cycles) that can be fermented by a single yeast
culture. Significant strain to strain variation has been observed and, although there are
exceptions, it would appear that ale strains are more susceptible than lager strains to repeated
re-pitching in high gravity wort (i.e. >16°P).
Dilution of high gravity wort before or after fermentation requires that the water employed
be given special treatment. The specifics of the treatment procedure will vary depending on
the dilution point. Dilution in the fermenter improves fermentation vessel capacity as less
headspace is required. Water used for this purpose should be of the following quality (i.e.
carbon and diatomaceous earth filtered, pH adjusted and microbiologically sterile and
temperature adjusted). The requirement for expensive oxygen deaeration equipment is
circumvented because oxygen will be removed by the yeast. However, the longer the beer
is maintained undiluted, the greater is the capacity efficiency. Consequently most breweries
add the water to the concentrated beer immediately prior to the final polishing filter. The
water for dilution at this point in the process requires special treatment, in order to ensure
the quality and stability of the finished beer. Such treatment is to secure biological purity
and chemical consistency and encompasses filtration, pH adjustment and occasionally
80

ozonization, UV treatment or pasteurisation. In addition, most importantly, the dissolved
oxygen content of the water must be reduced to approximately 50-100 ug/L. This can be
achieved by vacuum deaeration using either a hot or cold process. The hot system flashes
water at 77°C, and the cold system flashes water at a temperature of 3-24°C through the
vacuum deaerator. Also water deaeration can be achieved by purging with an inert gas such
as carbon dioxide.
♦ Beer + Surplus Yeast
Yeast reservoir
Yeast recycle
flow controller
CONTINUOUS FERMENTATION
Brewers only have limited
control over yeast and
fermentation. The major
means of control lies in altering
the composition of wort through
choice of grist materials and
mashing conditions in the
brewhouse and in yeast pitching
rates and temperature
adjustments in the fermentation
cellars. There was great
expectation in the 19S0's and
I 960's that significant
improvements in process
control would be gained by
switching from batch to
continuous fermentation. Another
important motive for engaging
in continuous processing was
economy, particularly in the
quantity and the overall cost
of required plants.
Continuous fermentation for the
production of beer was first
attempted prior to 1900. Indeed,
by 1906 at least five separate
systems had been proposed
including simple stirred tanks,
multiple arrangements of such
vessels and towers packed
with supporting materials upon
which a culture of yeast was
maintained (the genesis of cell immobilisation applied in brewing, more of this later).
The reasons why these systems failed to gain a foothold in commercial operations atthat time, are obscure, but it is likely that the inability to adequately guard against
contamination and the resistance of traditional brewers to change were majorfactors.
CO,-
Temperature
control panels
Oxygenatedwort
Wort flow controller
Figure 55. Multi-stage tower fermenter (adaptedfrom
Portno, EBC Monograph V, EBC Fermentation and
Storage Symposium, Zoeterwoude, 1978, p. 149).
81

Stirror
I drive
CO, Outlet
Wort in
Pump
SterilizerYeast out
Figure 56. Stirred tank continuous fermentation system
[adaptedfrom Bishop, JIB, 1970, 76(9), p. 173].
A re-awakening of interest was stimulated in the late 1950's when multivessel systems were
in operation in Canada and in New Zealand. This was shortly followed in the U.K. by a
novel tower system which exploited the ability of flocculent strains to sediment, thus
enabling a high concentration of cells to be held within the system (Figure 55). This opened
up the spectre of much more rapid fermentation than had hitherto been possible. In the
decade between 1960 and 1970 substantial interest arose in the brewing industry in
the field of continuous fermentation. Enhanced knowledge of brewing science, together
with advances in engineering and electronic control equipment, offered real hope that
continuous fermentation could be developed into a viable process. It was anticipated that
the following advantages would result from the use of continuous fermentation in brewing:
• Reduced capital cost as a result of higher reactor productivity;
* Less beer tied up in process as a result of much faster throughput;
* Reduced labour costs due to less down time and, therefore, less cleaning and automatic
control of steady state; and
• Lower product cost resulting from the production of more cthanol and less yeast,
reduced beer losses, improved hop utilisation and reduced detergent usage.
The major economic gains were, therefore, with respect to capital investment, labour costs
and value of the in-process product (i.e. inventory costs). Since that time, this view has
changed substantially. With the exception of a brewer in New Zealand (and experiments
with immobilised cell technology which will be discussed later), no major company is
dependent upon continuous fermentation for commercial production of beer. An increase
in its use in the U.K. for ale products in the late 1960's proved transitory. Continuous
fermentation never found acceptance for lager production. Two separate designs (based on
different fermentation principles) were installed in breweries in the U.K. and in 1970, a
stirred tank system with a maximum output of 32,000 hL per week was installed in four
breweries. Key features were two stirred fermenters in series and a sedimentation vessel for
harvesting yeast (Figure 56). Yeast was not recycled and the residence time was 15 hours.
Similar outputs to those achieved with cylindro-conical vessels (which at this time were
being extensively introduced into many breweries), with a 5 day turn around time, would
have required the stirred fermenter system to be 5'/2 times greater in capacity.
82

A system employing flocculent yeast and tower fermcnters was being introduced
concurrently to the development, installation and commissioning of the stirred system. In
order for the tower system to be attractive to brewers, the following requirements neededto be satisfied:
• High yeast concentrations in order to permit high throughputs;
• The use of a wide choice of different yeast strains. A number of flocculent ale strains
were found to meet this requirement;
• The production of a consistent end product at different flow rates so that output could
be modified to meet fluctuations in consumer demand;
• A fermentable sugar gradient (i.e. wort sugars being metabolised in the usual priority -
glucose, maltose and maltotriose) through the tower, in order to prevent high levels ofesters, deflocculation and reduced fermentation capacity; and
• Control of the overall amount of yeast formed and of the growth rate in order to
produce acceptable levels of flavour compounds. This would be achieved by carefullycontrolling the wort oxygen level.
By the late I970's to early 1980's all of the continuous fermentation systems employed on
a production scale, with the exception of the New Zealand system, had not performed up
to expectation and therefore ceased to be in operation.
Why did the brewing industry fail to make a commercial success of continuous fermentationin the past? Essentially batch fermentation was simpler in concept. A vessel is cleaned,
sterilised and rinsed, and then filled with wort and pitched with the required quantity of
yeast. The primary fermentation cycle can be pre-programmed and little further attention is
required until maturation; typically 4 to 7 days later for ale, or 7 to 10 days for lager.
Operation by trained but not highly qualified staff is required. On the other hand, continuous
fermentation requires on-going laboratory monitoring and complex automatic control offlow rates, temperature gradients, yeast recycle rates (if immobilisation is not employed)
and oxygen levels. Cell morphology and fermenting wort gravity require regular checking.
Engineering support to correct possible faults in control systems, pumps, heat exchangers
must be available 24 hours a day, 7 days a week. The advent of on-line control and rapid
microbiological and analytical methodology could make what was an impossibility in theearly 1980's a reality in the new millennium.
There are a number of other factors that complicate the use of continuous fermentation in
brewing. Among them, the effect of continuous fermentation on the rest of the brewing
process must be addressed. How will the brewhouse be impacted? It simply may be
possible to have a series of wort reservoirs to feed the bank of continuous fermenters.
Although the residence time within continuous fermenters may be shorter than batch
fermenters, economic consideration should not be based on this factor alone. Of much more
relevance is the volumetric bioreactor productivity (i.e. volume of beer fermented per unit
fermenter volume per unit time). The impact of continuous fermentation on the flexibility
of the brewery needs to be addressed. Not all consumers drink the same beer, they drinkmore in summer than in winter, more on a hot dry weekend than on a cool wet one. The
ability to provide the required diversity of products in varying and unforeseeable amounts
83

is a prerequisite of a successful brewing operation. Through extensive market research,
years of trend monitoring and improvements in forecasting techniques, traditional
breweries have managed to maintain flexibility by employing banks of batch fermenters.
How then can a continuous process which is best suited for the production of a high volume
product at an unvarying rate meet this requirement? The advent of immobilised yeast cell
technology has allowed the development of novel continuous beer fermentation systems
which aim to satisfy today's brewery needs.
IMMOBILISED YEAST TECHNOLOGY
In traditional brewery fermentations, die yeast cell exists in two metabolic states: the
growth phase, in which the specific fermentation rate for each of the fermentable wort
sugars reaches a maximum, and the longer stationary phase, where growth is terminated,
fermentative power progressively declines, and maintenance activities take precedence.
For synthesis of its cellular materials, a growing yeast cell employs intermediates of
the catabolic glycolytic process as intermediates for anabolic synthetic reactions to
polysaccharides, proteins, lipids and nucleic acids. Hence, for the production of primary
and secondary products of yeast metabolism that define the alcoholic strength and flavour-
active quality of beer, a comprehensive understanding of growth regulated activities is useful.
This understanding becomes even more important when fermentation systems with high
volumetric productivities but with possibilities of growth limitations are considered for
matching products of traditional batch systems.
Immobilised cells have been defined as "those physically confined or localised to a certain
defined region of space with retention of their catalytic activity and viability". Beer
production with immobilised yeast has been the subject of research for a number of years
but has so far found limited application within the industry. When research into beer
production using immobilised yeast began, many questions needed to be answered including:
• The ideal specifications of the immobilisation matrix;
• The nature of interactions between yeast and the support surface;
• Interactions between yeast cells within the support;
• The mechanism of immobilisation;
• The influence of wort composition on beer quality;
• The genetic and phenotypic stability of immobilised yeast;
• The flexibility of immobilised yeast bioreactors;
• The influence of yeast immobilisation on the production of beer flavour components; and
• The viability of repeated and continuous usage of immobilised cells.
A further issue that needs to be addressed relates to whether beer produced by immobilised
yeast in continuous cultures can ever be the same as that made by free yeast cells under
batch conditions. In beer production, unlike in fuel ethanol processing where the attainment
of high yields of one major metabolic product is desired, the aim is to achieve a particular
balance of cell products and metabolic compounds. This raises the issue as to whether any
modifications to the beer production process could be realistically expected to produce exactly
the same balance of such compounds and hence a beer with an unaltered flavour profile.
84

The most widespread cell immobilisation technique is entrapment within a matrix. This
matrix, commonly a non-toxic polymer, is gelled around the cells to be immobilised.
Typical examples of the polymers used for entrapment of cells include: alginate,carrageenan, chitosan, agar, polyacrylamide, pectin, gelatin, epoxy resin and silica gel. Cell
entrapment by this technique is usually followed by cell growth in a nutrient medium to
fully colonise the matrix with cells. The polymeric mixture is either gelled immediately
into the desired form or gelled into sheets or blocks and subsequently cut into particles of
the desired dimension. The most common form is spherical beads ranging in size from 0.3
to 3.0 mm in diameter, although the smaller beads are generally preferred because of the
more favourable mass transfer characteristics for the entrapped cells.
This aforementioned technique characteristically allows a considerably higher biomass
loading than immobilisation in or on preformed supports. The essential concept of
this immobilisation method is that the matrix is porous enough to allow the diffusion of
substrates and products. The retention of cells maintained within the immobilisation matrix
should be as complete as possible, however, cellular outgrowth should not be restricted.
The mechanical strength of the gel matrix is important for minimising gel splitting or
stripping of yeast cells from the matrix due to the evolution of carbon dioxide by theimmobilised yeast during fermentation. Abrasion caused by particle-to-particle contact,
particularly in fluidised beds or stirred reactors, can cause problems in gels with weak
mechanical structures. Particle compression, seen commonly in packed bed reactors, may
also lead to immobilised cell aggregate breakdown and has been a further reason for theoptimisation of mechanical strength of the gel particle.
An alternative to entrapment is the immobilisation of cells in or on preformed non-porous
or porous supports. It is the most gentle fixation technique since, for the most part, no
changes in the cultivation conditions are necessary to produce the immobilised biocatalysts.
Typical examples of successfully used preformed supports for the immobilisation of
Saccharvmyces spp. include wood chips, diatomaccous earth, volcanic rock, stainless steel,
porous brick, porous sintered glass, porous silica, DEAE cellulose, PVC chips, glass fibres
and plant cell matrices. Cells immobilised on surfaces in direct contact with the liquid substrates
reduce mass transfer problems associated with more intrusive immobilisation techniques.
Direct comparison among different immobilising mechanisms is complicated because more
than one immobilising mechanism may occur in the same matrix. Indeed, certain porous
preformed supports may represent a combined form of cell immobilisation, involving
adsorption, cell growth, self-aggregation of cell population (flocculation), and, finally,entrapment of the aggregate within the porous network of the carrier.
The immobilisation of yeast cells for successful application in brewing implicates the
retention of whole catalytic cells within a bioreactor. In order to be a viable alternative to
traditional free cell fermentation and maturation systems, immobilised cells must have
considerably longer working lifetimes, characteristically measured in weeks or months.
Mass transfer limitations of substrate into, and products out of, the immobilised cells and
associated matrix are of critical interest. Criteria for the commercial feasibility of employingimmobilised cell systems are as follows:
• Low capital cost
- High productivity
- Mechanically simple
85

• Low operating cost
- Continuous operation
- Simple operation
- Low energy input
• Operational control and flexibility
- Controlled oxygenation
- Controlled yeast growth
- Rapid start-up and shut-down
- Control of contamination
• Quality control and flexibility
- Desired flavour profile
- Consistent product
- Wide choice of yeast
- Complete attenuation.
Commercial viability of immobilised yeast brewing systems depends on the optimisation
of the inter-related factors of cell physiology, mass transfer, immobilisation procedures, and
reactor design in order to ensure high specific rates of fermentation independent of yeast
growth. A consistently produced beer with the desired sensory and analytical profile is
further necessary for commercial success. Significant progress has been made in recent
years and a number of alternatives to conventional batch technology exist today. Among
these, specific immobilised cell systems for maturation and for special malt beverages are
now commercially available. Essentially there are three applications of immobilised cell
technology in brewing:
• Production of alcohol-free and low alcohol beers;
• Maturation or secondary fermentation; and
• Primary fermentation.
Production of Alcohol-free and Low Alcohol Beers
The production of alcohol-free and low alcohol beers is possible by three basic methods:
• Normal fermented beer is the starting liquid and the alcohol is removed employing
techniques such as reverse osmosis, dialysis or evaporation. However, it is impossible
to remove only alcohol, without removing other essential flavour components.
Consequently, in alcohol-free beer produced using these methods, the flavour is not
identical to normal beer.
• Fermentation is stopped (or arrested) early in the cycle. A normal wort is brought into
contact with yeast at low temperature (0-5°C) for up to 24 hours. In most cases, a high
yeast concentration (>100 million cells/mL) is employed. After a maximum of 24 hours
the yeast is removed usually with a centrifuge; highly flocculent strains and filtration
can also be used. There are a number of disadvantages to this method which include:
yeast is never homogeneously distributed in the fermentation vessel resulting in
inconsistent beer quality; yeast has to be removed quickly in order to prevent an
alcohol overshoot; during flocculation, the effectiveness of the yeast is reduced; and
beer is retained in the yeast slurry, resulting in liquid losses.
86

• An immobilised cell system has been developed in an attempt to overcome the
disadvantages of the methods discussed above. Controlled ethanol production hasbeen achieved using yeast immobilised on DEAE cellulose in packed beds. A majoradvantage of this type of carrier is that transport restrictions and diffusional limitationsare minimised since the yeast cells are bound to the positively charged surface. This is
an ideal situation provided that negatively charged wort components or particles do not
adversely affect the binding capacity of brewing yeasts to the carrier. Accordingly, wort
treatment and filtration are essential to secure efficient and controlled fermentations. An
industrial scale packed bed reactor has been successfully operating at the BavariaBrewery in the Netherlands for the production of alcohol-free beer.
The immobilised alcohol free beer process when compared to the classical arrested batchfermentation is reported to produce a better tasting low alcohol beer and to improve productconsistency. Bavaria BV of the Netherlands is using the Cultor packed bed immobilised
yeast bioreactor (capacity 150,000 hL/annum) for the production of alcohol free beer.
Several other companies, have also purchased this technology and are presently producingimmobilised cell alcohol free beer.
The Bavaria system employs DEAE cellulose as the immobilisation material andimmobilisation of the cells is achieved as a result of ionic bonding between carrier (positivecharge) and yeast cells (negative charge). Lactic acid (produced with Lactobacillus
amylovorus in a bioreactor of similar design to the one used for the production of alcohol-
free beer) is added to the wort before fermentation in order to adjust the pH to 4.0. This lowwort pH prevents the growth of contaminating bacteria while exerting a positive influenceon yeast activity.
The pre-treated wort is then pumped to the top of the reactor and allowed to percolate
through the fixed bed of carrier. The fermentation is normally run at 0-1 °C with a flowrate
of 20 hL/hr. Under these conditions, the yeast preferentially consumes the wort glucose.Due to glucose repression of the maltose and maltotriosc transport systems, these sugarsare therefore not readily metabolised by the yeast. Of the total amount of glucose, only 20%
is utilised and no more than 0.08% ethanol will be produced. The beer produced is low incarbonyl and sulphur compounds, and possesses good flavour quality and stability.
Low alcohol beer production may be stopped for several weeks by simply circulating wort
through the reactor at low temperature (2-4°C) in order to prevent excessive yeast growth.The production of low-alcohol beer can be resumed by restarting the wort feed at theappropriate operating conditions. It is recommended that the entire reactor including carrierparticles be cleaned and re-sterilised twice a year.
Immobilised Lager Yeast
to Reduce Maturation Times
As previously discussed, the removal of diacetyl and 2,3- pentanedione and their
precursors cc-acetolactate and a- acetohydroxybutyrale is one of the major features of
flavour maturation. This stage is the most time-consuming in traditional lager beer production.The Finnish company Cultor, who worked in association with the Sinebrychoff and Bavaria
87

Yeast
Removal by
Centrifugat:on
From Primnry
Fermentation
Heat
Treatment
Maturation
Immobilized
it Fermentors
Yeast Cooling
Figure 57. Cultor's two hour continuous maturation system (adaptedfrom Pajunen, EBC
Symposium: Immobilised Yeast Applications in the Brewing Industry, Espoo, Finland,
1995, p. 26).
breweries from Finland and the Netherlands respectively, and with the German engineering
firm Tuchenhagen have developed a process utilising immobilised cells for the
accelerated maturation of beer.
Their proprietary carrier Spczyme® (DEAE cellulose particles) is at the heart of the above
technologies. The immobilisation of the yeast cells on the carrier was accomplished
through surface adsorption in a downflow packed bed continuous biorcactor through
which a yeast slurry was recirculated. The main advantage of this technology is its high
volumetric productivity with corresponding residence times of only a few hours. The
maturation process involving purely physical processes is viewed by this group as a more
acceptable alternative from the consumer's point of view as opposed to technologies using
free or immobilised a-acetolactate decarboxylase enzymes or the genetic engineering
approach with low diacetyl producing yeast strains.
The system developed by Cultor and their associates is industrially available and has been
operational at an industrial scale (1 million hL per year) in Finland since 1993
(Sinebrychoff Ab, Kereva Brewery). Figure 57 provides a schematic of the maturation
system developed by Cultor. In order to achieve rapid reduction of diacetyl in the "green
beer", the freely suspended yeast cells are centrifuged and the resulting beer is subjected to
a heat treatment process (65-90°C for a holding time of 7-20 minutes). The non-enzymatic
conversion of the diacetyl precursor, a-acetolactate, to acetoin is quickened in this step. The
beer is then introduced into a packed bed column containing yeast cells immobilised on
DEAE cellulose particles. In this final stage, the yeast cells complete the conversion of the
remaining diacetyl into acetoin while other flavour maturation also occurs.
The road for accelerated maturation of "green beer" has been well paved by Cultor. High
levels of diacetyl can be effectively reduced by adopting a strategy similar to that of Cultor.
Companhia Cervejaria Brahma from Brazil purchased a maturation system from Cultor in
1994. The initial trials with the accelerated maturation unit showed very promising results.

However, problems also occurred, especially during the start-up of the immobilised cell
reactors (first 12 hours of operation) when off-flavours in the product were noticed
(resinous flavour). The rapid maturation product differed from the traditionally aged
product in pH and foam collapse rate. The taste panel also found a difference in the
product from the immobilised cell system compared to the regularly aged beer.
The preliminary preference from the taste panel, however, was for the immobilised cell
treated beer. Brahma stopped their testing in 1994 because of company restructuring and
reappraisal of priorities.
The Belgian company Alfa Laval, in association with Schott Engineering from Germany,
have also developed a rapid maturation process similar to that of Cultor, employing their
own porous glass bead carrier called Siran®. Schott has underlined the followingadvantages of using porous glass as the carrier material:
• High surface area and, therefore, high biomass loading capacity;
• Good mass transfer properties;
• Robustness of the material meaning easy regeneration;
• Chemical inertness;
• Possibility of steam sterilisation; and
• Good flow properties.
The Alfa Laval/Schott process is now being employed commercially at the Hartwall
Brewing Company in Finland for the rapid maturation of a high quality beer. Both the
above rapid maturation processes have allowed the respective breweries to reduce their beer
maturation times from weeks to hours.
Primary Fermentation with Immobilised Yeast
The use of continuous fermentation employing free cells for beer production has already
been discussed in this document. The application of immobilised cell technology in
brewing for primary fermentation has been studied since the early 1980's. Most of the early
attempts to produce beer with immobilised cells in a continuous reactor were plagued by
Bulkconcentration
(gradient ol substrate)
' Concentration at the
Stagnant/1 " —■ —' ' ' surfaofl ot tho beadlayer
Active layer
Bead core
External
mass transfer
Figure 58. Mass transfer diagram of an entrapment carrier.
89

Stainless Steel —►VHead Plate \
Inoculated
Beads
Sparging
Gas
T—* —
- 1 :
► : :
T—► "Green" Beer
4—Thermal Jacket
<— Bioreactor
Draft Tube
Plant Wort
Figure 59. Labatt gas lift draft tube bioreactor
[Mensour el ai, JIB, 1997, 103(6), p. 363-370].
insufficient free amino nitrogen
(FAN) consumption resulting in
unbalanced levels of ester and
higher alcohols. The resulting
flavour profile was not always
intrinsically unacceptable, but was
generally outside the flavour range
of the breweries investigating this
new technology. The main reason
for this unbalanced metabolic
behaviour was the altered growth
pattern of immobilised cells
caused by mass transfer limitations.
The low oxygen availability in
early immobilised cell processes
provoked a decoupling between
biomass and ethanol production,
which would be desirable in fuel
ethanol production (increased yield) but not in a brewing fermentation (impaired flavour).
In an attempt to circumvent this problem, Kirin Breweries designed a process where a free
cell chemostat (continuous fermenter) preceded the immobilised cell bioreactor. Important
yeast growth occurred in the first stage, with the resulting desirable FAN consumption. The
remaining attenuation occurred in an anaerobic packed bed reactor with alginate entrapped
yeast cells. The alginate matrix was subsequently replaced by porous ceramic beads. This
system produced a beer with
acceptable flavour. With a diacetyl sta9e' stago2
reduction step similar to the one
described by the Cultor process,
beer was produced within 3 to 5
days. However, the added complexity
of the immobilised chemostat and
the loss of productivity involved
suggest that this process could be
improved.
The consumption of FAN can be
improved by the fluidization of
alginate-entrapped immobilised
yeast cells. The objective is to
enhance mass transfer in immobilised
cell bioreactors to the point where
"normal" yeast growth and resulting
"normal" flavour profiles are
possible. Internal mass transfer
refers to the transfer of nutrients
within the carrier (Figure 58). As a
Wort Beor
Vessel
Wort Supply Immob
Pump Yeast Reactor
Figure 60. Schematic of Meura Delta two stage
multi-channel immobilised loop reactor for the
continuous production of beer (adaptedfrom Krikilion
et ai, Proc. EBC Cong., Brussels, 1995, p. 419).
90

result of the formation of substrate gradients within entrapment carriers, most of thebiomass is concentrated in an active layer located near the interface with the external medium
(the wort). The most common option to improve internal mass transfer in immobilised cellsystems is to reduce bead diameter. The choice of bead or particle size is a compromisebetween the smallest possible size and technological properties such as pressure drop in apacked bed reactor and separation from bulk medium in all reactors. For beer production,a particle diameter between 0.2 and 1.5 mm has been found to minimise mass transferlimitations.
External mass transfer refers to the transfer of nutrients from the bulk medium to the carrier
surface. The main issue when considering external mass transfer in immobilised cellsystems is the choice between a packed bed reactor or a fluidiscd or agitated reactor. Packed
bed reactors suffer from several engineering problems linked to their limited external masstransfer. Channelling can be reduced by the use of upward flow reactors or the use of
incompressible carriers in downward flow processes. Extensive growth may result in
plugging of the reactor leading to an excessive pressure drop. In addition extensive CO-,production, linked to active fermentation, is difficult to remove from a packed bed reactor"
Consequently, packed bed reactors are only used primarily for processes with limitedgrowth (maturation or alcohol-free beer).
Fluidised bioreactor configurations are preferred for primary beer fermentations and, forthis purpose, alternative carriers are usually considered. Siran glass beads can be attractive,
but cost is high (approx. $100 US/litre) and regeneration requires the destruction of allpreviously entrapped biomass with chemicals such as peroxide. When considering the cost
of currently available carriers, gel entrapment is one of the best options for industrial
primary fermentation of beer. With the appropriate polymer material, the ingredient cost for
inoculated gel beads could be as low as S0.50 US/litre. A gel-forming polymer that falls
into this category is kappa-carrageenan. This polysaccharide, extracted from seaweed, isalso known as "Irish Moss". In solution with potassium ions, ic-carrageenan forms athermoreversible gel.
Canadian researchers have developed a novel continuous beer fermentation system usingimmobilised yeast cells. A 50 L gas lift draft tube bioreactor (Figure 59) was designed andinstalled in a pilot plant for use with the carrageenan gel beads for the primary fermentation
of beer. An expanded head region provides an increased surface area so that completegas-fluid separation occurs. By allowing the gas phase to escape as head gas, optimal solid-
liquid mixing results in the annulus area or outer perimeter of the reactor. Gas lift systemsprovide good mixing with minimum shear on the solid matrix. As a result, they significantlyimprove mass transfer between the liquid medium (beer wort) and the catalyst(immobilised yeast cells). In brewing, the uptake of free amino nitrogen from the wort is
critical to the formation of flavour-active compounds. Poor contact between the yeast cellsand the liquid medium can result in insufficient consumption of free amino nitrogen andconsequently yield a product with unbalanced flavour and aroma.
A mixture of air and carbon dioxide were utilised as the sparging gas. The specific
proportion of air to CO2 determined the level of yeast growth within the bioreactor andthus, directly influenced the resulting flavour profile of the finished product. Air proportionsbetween 2% and 5% were judged by a taste panel to produce a beer with an acceptable
91

flavour profile, although not a perfect match to the traditionally produced control. This
system operated with a minimum wort residence time of 20 hours, corresponding to seven
to ten-fold time savings as compared to traditional free cell batch fermentation. Such an
immobilised cell system, used in conjunction with an accelerated maturation process, is
capable of producing a finished product with a turnover time of two days.
Meura Delta, a Belgian brewing equipment manufacturer, has also been involved in
research on immobilisation systems for the production of beer. Utilising silicon carbide
rods as a matrix, Meura Delta has developed a bioreactor with an external liquid recirculation
loop for the production of both alcohol free and regular beer (Figure 60). Yeast cells are
immobilised by adsorption on the internal surface of the silicon carbide rods. The fermenting
medium is then circulated through the internal channels of the carbide rods as well as the
external surface of the rods via a recirculation pump. "Green beer" is drawn from the top
of the reactor at a rate dictated by the fresh medium feed pump. The immobilisation matrix
is 900 mm in length, 25 mm in diameter and has a void volume of 60%. Meura Delta has
performed extensive research so that an appropriate method to fix their immobilisation
matrix in the reactor could be developed. Such a design allows them to achieved a fluid
flow pattern which facilitates cleaning and immobilisation procedures.
There are a number of questions that still remain to be addressed when contemplating the
industrial production of beer in one to two days. Although immobilised cell technology can
deliver such a fast fermentation time there are still problems. One of the main drawbacks
of rapid fermentation is the relatively high level of diacetyl and its precursor in the green
beer. As previously described, there is a rapid method for reduction of vicinal diketones but
this process represents added complexity, stability threats and cost. Use of genetically
modified yeast or the addition of a-acetolactate decarboxylase is one alternative but as
already discussed these approaches could have a negative impact on the consumer's
perception of such beer.
I
Performance
improvement required
by mainstream market
Expected trajectory of
performance Improvement
Current performance of potentially
disruptive technology
Time
Figure 61. How to assess a disruptive technology (adapted
from Bower and Christensen, Harvard Business Review,
1995, 73, p. 43).
The second important
challenge requiring
attention concerns the
operation of industrial
continuous immobilised
cell reactors. Many of
these challenges are
similar to those faced by
the free cell continuous
fermenters that were
developed in the late
1960's and early 1970's.
Brand proliferation by
many breweries has
rendered production
flexibility an important
production parameter.
Once an immobilised cell
92

reactor has been loaded with the inoculated carrier, it must be capable of operating forseveral months to be cost effective. How is it possible to produce different types of beer
with (he same reactor? Obviously, if these beers require different yeast strains, then a seriesof reactors each containing a specific yeast strain would be required. However, if the
differences depend on wort composition and fermentation parameters, then the possibilityexists that a well-defined procedure will enable a switch from one brand to another, by
modifying wort composition and operating parameters. Continuous fermentation is stillgenerally perceived to be an inflexible process. The challenge then remains to demonstrate
that immobilised cell fermentations can indeed be versatile.
The future of immobilised cell technology for primary fermentation in breweries is difficultto predict. However, it is a technology that cannot be ignored. It has already been introduced
into a small number of micro breweries and it is anticipated that this development will continue.ft has the potential of being a "disruptive technology" (Figure 61). A disruptive technology
is one that completely changes the manner in which a particular industry conducts its business.
Currently, the performance of immobilised technology in brewing still lies below that oftraditional batch fermentations because of its lack of acceptance and unproven long term
performance. However, its potential to revolutionise the industry is increasing rapidly!
DISTILLER'S YEAST
The origins of distilling processes are difficult to trace but are more recent than the
production of undistilled alcoholic beverages such as beer and wine. Although the early
Chinese and Greek cultures appear to have been aware of distilled beverages, the earliestdescriptions of distilling processes appear to have been more concerned with the production
of drugs by alchemists than with beverages. There are several references in the literature todistilling around Europe dating from the twelfth and thirteenth centuries. However, the firsttreatise on distilling was written in the fourteenth century by a French chemist, Arnold de
Villeneuve, and during the following two centuries, the use of distilling processes expanded
rapidly throughout Europe. Diagrams of batch distillation equipment with a characteristicpear-shaped flask and a
worm to increase the
cooling surface area date
from a German publication
in 1551. Scotch Whisky
production is generally
recognised as dating from
reports of the supply of
barley to a Friar Cor in
1494. Over the next 400
years, various factors
influenced the evolution
of Scotch Whisky into its
present international status.
Crucial has been the
design and operation of
stills and a number of
Mashing r> Fermentation
Wort
16%
Sugar
Wash
8%
Alcohol
Distillation
<
(
(
Rectifier
)
)
)
>
CoKey
Still
Spirit
04%
Alcohol
Figure 62. Grain whisky - continuous column
distillation.
93

complex configurations suitable for distilling, as distinct from evaporation, date from the
sixteenth century. All types used worm condensers; tubular-coiled or rectangular-coiled pipes
immersed in large tubs of water. The simplest metal to work for making these relativelycomplex shapes for stills and worms was copper. This was fortunate since, as was later
discovered, the use of copper is essential for the production of high-quality spirit,
particularly in pot-distilling.
The development of continuous distillation dates from the early nineteenth century and in
1830, the continuous two-column still, designed and patented by Aeneas Coffey was
accepted by the excise authorities. The continuous still consists of two sections, analyser
and rectifier, which were initially located one above the other but later placed side by side.
This continuous still design is still employed today for the distillation of grain alcohol usedin the production of blended Scotch Whisky (Figure 62). A further advantage of these stills
is that they have simplified the production of relatively pure spirit and has consequently
made them suitable for the production of gin and vodka.
A detailed description of distillation processes is beyond the scope of this publication.
Nevertheless, some background on Scotch Whisky is appropriate prior to a discussion of
the yeasts employed in the process. Scotch Whisky has been defined in United Kingdom
law since 1909. The current definition is that contained in the Scotch Whisky Act 1988 and
states: "Scotch Whisky" means whisky:
• Which has been produced in a distillery in Scotland froni water and malted barley (to
which only whole grains of other cereals may be added) all of which have been:
- processed at that distillery into a mash;
- converted to a fermentable substrate only by endogenous enzyme systems; and
- fermented only by the addition of yeast.
• Which has been distilled to an alcoholic strength by volume of less than 94.8% so that
the distillate has an aroma and taste derived from the raw materials used in, and the
method of, its production.
• Which has been matured in an excise warehouse in Scotland in oak casks of a capacity
not exceeding 700 litres, the maturation period being not less than three years.
• Which retains the colour, aroma and taste derived from the raw materials used in, and
the method of, its production and maturation.
• To which no substance other than water and spirit caramel has been added.
The Scotch Whisky Act 1988 prohibits the production in Scotland of whisky other than
Scotch. The Scotch Whisky Act 1988 and the associated European Union legislation both
specify a minimum alcoholic strength of 40% by volume, which applies to all Scotch
Whisky bottled and/or put up for sale within or exported from the community.
Malt and Grain Whisky
Two different types of whisky, malt and grain, are produced each of which has quitedifferent characteristics. Malt whisky, which has a pronounced bouquet and taste, is made
exclusively from malted barley and yeast by the pot-still method, a process that does not
enable continuous production (Figure 63). Consequently, the whisky is made in separate
94

Mashing Fermentation
Wort
15%
Sugar
Wash
8%
Alcohol
Distillation
Figure 63. Malt whisky pot-still process - double
stage distillation.
batches, each of
which is similar
but not identical.
The flavour produced
is determined by a
variety of factors
and the most
important is the
location of the
distillery. For
example, whiskies
produced on Islay
(West of Scotland)
have a peaty flavour
as the malted barley
employed is kilned
using peat.
Grain whisky is made from a mixture of malted barley, maize (corn), wheat and yeast in
the proportion of approximately 16% barley malt and 84% maize and / or wheat, although
this varies from one distillery to another. As previously described, the grain spirit (unlikemalt whisky) is produced by a continuous process based on the Coffey still. Grain whisky
has less well defined characteristics than malt, thus making it eminently suitable for blending
purposes. Unlike malt, grain whisky varies little in taste from one distillery to another. The
main features of grain distilleries are their large capacity. Until comparatively recently,
most grain distilleries used only maize but currently the favourable price of wheat compared
to maize has resulted in many distillers using wheat even though the yield from wheat has
historically been less than maize.
The major differences between malt and grain distilling can be summarised as follows:
• In malt distilling, barley malt is employed whereas unmalted cereals such as maize and
wheat along with a small proportion of barley malt (to provide the hydrolytic enzymes)are employed in grain distilling.
• In malt distilling, the spent grains are removed from the wort prior to yeast pitching,
whereas in grain distilling the spent grains are not removed, they are present in the
fermenter along with the yeast and become a part of the still change. In both malt and
grain distilling the wort is not boiled prior to fermentation and therefore, is non-sterileand still contains active enzymes from the malt.
• Distillation in malt distilleries is a batch process whereas in grain distilling it is
continuous. As a consequence, grain distilling is far more efficient (approx. 3000 litrespirit/hr for grain compared to 800 litre spirit/hr for malt).
• The spent alcohol strength at maturation is 66-73% (v/v) for malt and 94% (v/v) for grain.
Following distillation, malt and grain whisky are stored separately in oak casks since oak
is the only wood that permits air to pass freely and yet has the ability to absorb certain
impurities and impart other constituents, thereby improving the quality of the spirit.
Traditionally, most whisky has been stored in second-hand casks made from American oak,
95

although the supply of the latter could decrease significantly if a relaxation in United States
distilling law to permit the re-use of bourbon casks (or barrels as they are called in North
America) is ever implemented. Currently, bourbon distillers are required by law to use
casks only once and these are subsequently sold to the Scotch Whisky industry and others.
Some whiskey has traditionally been matured in used sherry casks, with the spirit absorbing
some of the colour and sweetness of the sherry wine. It is estimated that approximately 4%
of malt fillings are regularly stored in sherry casks. The use of new wood still represents a
very small percentage of casks employed, but greater interest is currently being taken in
view of the longer term position of bourbon casks.
The yeasts employed in distilling are on the whole less clearly defined and characterised.
Prior to a discussion of their characteristics, the following is a summary of the differences
between Scotch Whisky production and brewing:
• As previously discussed, the production of Scotch Whisky is very closely regulated
through the Scotch Whisky Act 1988. The only country where the production of beer
is as closely regulated is in Germany with the Beer Purity Law which was originally
drafted in 1516.
• Malt and grain spirit are mashed, fermented, distilled and matured separately, whereas
in brewing malt and adjuncts are usually processed together to produce a single wort.
• In Scotch Whisky production, higher DP (diastatic power) malts are employed and
extract, attenuation and carbohydrate to alcohol efficiencies are critical.
• In the production of whisky, spent grains are not removed from the grain wort. Also,
unlike brewing, hops are not employed in whisky production.
• In the production of whisky, unlike brewing, the yeast is rarely, if ever, recycled.
Prior to this century, the yeast strains were "selected" empirically and specialised distilling
yeasts were not employed. It is possible that it would have been a mixed culture that was
recycled from one fermentation to the next. It may well have arisen from brewing and baking
yeasts and will certainly have been heavily contaminated with alcohol-tolerant bacteria
such as Lactobacillus spp. In Japan, studies on the physiology of Sake1 yeast,
Saccharvmyces sake, which is now considered to be a strain of Saccharomyces cerevisiae,
date back to the early twentieth century.
Many distilling companies still use a baker's or brewer's yeast for fermentation rather than
a specially developed yeast. The first attempts to produce a specialised distilling yeast date
back to early this century when yeasts specially adapted to produce industrial spirit were
selected and grown in pure cultures. However, the requirements of a distilling yeast are
somewhat subjective and dependent upon the process, although a high yield of ethanol
approaching theoretical maximum would be expected. However, other parameters that
should be considered include: rate of fermentation, substrate utilisation, ethanol tolerance
and economy of production.
In whisky production, as in most distilled beverage processes, the yeast is transferred into
the still along with the rest of the wash, and is destroyed during the distillation and removed
as part of the stillage. Presence of the yeast in the still has a significant effect on the nature
of the spirit, since many of the esters of longer chain fatty acids are present in the yeast cells.
In such processes, aerobically grown yeast cells are added to the wort at a concentration of
96

between lOMO7 cells/mL at the beginning of each fermentation. Many whisky distillersadd both specifically grown distilling yeast strains (the Quest M strain or similar strain) aswell as some brewing (usually ale) yeast. M strain is characterised by an ability to"super-attenuate wort". This means that the strain is capable of utilising lower molecularweight dextrins such as maltotctraose (G4, G5, G6, etc.). The exact mechanisms of usingthese dextrins is unclear.
As previously described, gene cloning techniques have led to rapid advances in the
molecular biology of the yeast Saccharomyces cerevisiae. Attention has turned to distillingyeasts. The Scotch Whisky Act 1988 would permit the use of genetically manipulated
strains but, similar to brewing, there is considerable scepticism regarding the commercialuse of such strains. One of the main objectives of genetic manipulation and straindevelopment of distilling yeasts is increased efficiencies of carbohydrate conversion tocthanol and extension of the range of utilisation lo abundant and inexpensive substrates.Cloning of several genes encoding enzyme systems for fermentation of simple sugars hasled to applications relevant to higher yields of conversion to ethanol. For example, analysisof the family of MAL genes (maltose uptake and hydrolysis system) has resulted inelucidation of the oc-glucosidase (maltase) and permease systems. Also, distillery yeastsoften lack the ability to utilise melibiose and transfer of the MELI gene from lager strainshas led to gain of this property. Higher ethanol yields can be obtained with substrates (forexample, beet molasses) containing significant levels of raffinose (a trisaccharide consistingmelibiose plus fructose).
Ethyl Carbamate
Ethyl carbamate (C2H5OCONH2), otherwise known as urethane, is a naturally occurringcompound present in many fermented foods and beverages including Scotch Whisky. Itis a chemical carcinogen, and this fact has led to concern in recent years regarding itspresence at trace levels in some alcoholic beverages. As a consequence of this, steps havebeen taken to impose acceptable limits on levels present in such products. From a distillationpoint of view, two outstanding properties of ethyl carbamate are its low volatility and itsrelatively high chemical stability. Although ethyl carbamate does not distill readily, transferto distillates may occur under suitable conditions.
Because of volatility considerations, any ethyl carbamate formed by the reaction betweenethanol and ureido compounds in the wash would not normally be expected to be presentin the final spirit. However, chemical analysis indicates that ethyl carbamate is virtuallyabsent from fermented wash. If it is going to form it can be detected during distillation. Itcan occur in fresh distillates and may continue to form in the spirit during maturation. Theobservations have indicated that a volatile
precursor is involved in its formation. If ethyl
carbamate is going to form, then its formation Ethy' Carbamate (C,H7NO2)
is accompanied by a corresponding decrease H o
in the distillate of a group of compounds \j_J'_orH rHoriginally described as "measurable cyanide". / ulh2lh,Subsequent analysis has shown that the first
measurable cyanide component to appear in Figure 64. Chemical structure of ethylfresh distillate is hydrogen cyanide. When carbamate (urethane).
97

radio-labelled hydrogen cyanide is added to distilled spirit, the label appears in ethylcarbamate. Thus it appears that the volatile precursor of ethyl carbamate is hydrogen
cyanide, formed in trace amounts during distillation.
Systematic attempts have been made to trace the origin of cyanide in materials and processes
used for whisky manufacture. Barley, wheat and maize have been examined along withwater, yeast and malted barley. The effects of cooking, malting, mashing and fermentation
have also been considered. No free cyanide is detectable in fermented wash, suggesting that
a heat-labile precursor of hydrogen cyanide is present at the end of fermentation. If microbialenzymes are used instead of malted barley to convert cooked maize or wheat, virtually nocyanide appears in the distillate after fermentation. Further research has confirmed that
malted barley contains a cyanide precursor which is located exclusively in the acrospire ofthe germinated kernel which can account for the hydrogen cyanide appearing in the distillate. This
cyanogen has been identified as a water-soluble cyanogenic glycoside known as
epiheterodendrin (EPH). EPH is thermostable, which enables it to survive kilning and mashing.
Suitable enzymes readily hydrolyse EPH. Although malt a-glucosidases are inactivated
during mashing, hydrolysis of EPH takes place during fermentation as a result of the actionof yeast enzymes. All yeasts examined are able to hydrolyse EPH to glucose andisobutyraldehyde cyanohydrin (IBAC). At -50°C, EPH breaks down to release hydrogen
cyanide. From a distillation point of view, hydrogen cyanide is characterised by two
properties. Firstly, its volatility, which imparts a high mobility to the compound during
distillation. Secondly, its high chemical reactivity which enables it to form, amongst other
products, ethyl carbamate (Figure 64).
Thus, the route is available for hydrogen cyanide to enter the spirit from at least one majorraw material. Over one hundred currently available and "historical" barley varieties have been
examined for their ability to produce hydrogen cyanide. About 10% lack this property, with
the remainder producing cyanide to differing degrees. Cyanide-producing capacity appears to
be a stable varietal characteristic, largely unaffected by crop year and region of cultivation.Thus, varieties such as Pipkin, Grit and Kaskadc are found to be consistently low-producers.
The following guidelines have been suggested for the reduction of ethyl carbamate levels
in distilled spirits:
• Select a barley variety for malting which is a low cyanide producer;
• If low cyanide varieties are unavailable, attempt to control malting conditions in order
to minimise acrospire growth, whilst maintaining the required levels of modification
and enzymic activity;
• In grain mashes, use high-enzyme malt and reduce the proportion of malt to a level
which is compatible with spirit recovery;
• Monitor all raw materials for other sources of cyanide;
• Choose appropriate still design and materials of construction to minimise copper
exposure on the reflux side and to minimise the amount of soluble copper entering the
final spirit; and
• Maintain appropriate distilling operating procedures. For example, foreshots and feints
will tend to contain relatively high levels of ethyl carbamate. As a consequence,
distillation rates and cut-points may be critical.
98

SUPPLEMENTARY READINGS
The following list is intended as a guide for those wishing to gain
more detailed knowledge than is given in this monograph.
Many additional excellent books can be found through the brewing organization websites
( MBAA, ASBC, AOB and IBD ).
Bamforth, C. (2009) Beer: Tap into the Art and Science of Brewing. 3rd edition. Oxford Univ. Press.
Bamforth, C.W. (ed.) (2008) Beer: A Quality Perspective.
Handbook of Alcoholic Beverages Series, Academic Press.
Berry, D.R. (1982) Biology of Yeast. Edward Arnold (Publishers) Ltd., London.
Briggs, D.E , Boulton, C.A., Brooks, P.A. and Stevens, R. (2004) Brewing Science Practice,
Woodhead Publishing Limited, Cambridge UK.
Boulton, C. and Quain, D. (2001). Brewing Yeast and Fermentation. Blackwell Science Limited, Oxford, UK.
McCabe, J.T. (ed.) (1999) The Practical Brewer: A Manual for the Brewing Industry.
3rd Edition, Master Brewers Association of the Americas, Madison, WI.
Gump, B.H. (Ed.) (1993) Beer and Wine Production; Analysis. Characterization, and
Technological Advances, American Chemical Society, Washington, DC.
Hardwick, W.A. (1995) Handbook of Brewing. Marcel Dekker, New York.
Inoue, T., (2008) Diacetyl in Fermented Foods and Beverages. American Society of Brewing Chemists, MN.
Jacques, K.A., Lyons T.P. and Kelsall, D. R. (eds.) 2003. The Alcohol Textbook. 4th Edition, Nottingham University press, Nottingham, UK.
Kunze, W. (1996) Technology Brewing and Malting, International Edition, (translated by T. Wainwright), VLB.
Lewis, M.J. and Young, T.W. (1995) Brewing. Chapman & Hall, London.
Moll, M. (1991) Beers and Coolers, (translated from the original French edition by T. Wainwright), Intercept Ltd. England.
Pollock, J.R.A. (1979) Brewing Science (3 volumes). Academic Press, London.
Priest, F.C and Campbell, I. (eds.) (2003) Brewing Microbiology, Kluwer Academic, New York.
Priest, F.G. and Stewart, G.G. (eds.) (2006) Handbook of Brewing, 2nd Edition, Taylor and Francis, NY.
Reed, G. and Nagodawithana, T.W. (1991) Yeast Technology, 2nd Edition, Van Nostrand Reinhold, New York.
Russell, I. (ed.) (2003) Whiskey: Technology, Production and Marketing, Academic Press, London.
Russell, I. and Stewart, G.G. (1995) Biotechnology (Vol. 9), H.J. Rehm and G. Reed, (eds.),
VCH, Weinheim, pp 419-462.
Stewart, G.G. (2009) The Horace Brown Medal Lecture. Forty Years of Brewing Research.
Journal of the Institute of Brewing. Vol. 115 issue 1, pp. 3-29 .
Walker, CM. (1998) Yeast Physiology and Biotechnology, John Wiley & Sons, Chichester, U.K.
99

A partial list of associations, universities and publications
American Society of Brewing Chemists
http://www.asbcnet.org/
Brauwelt International
http://www.brauweltinternational.com/
Brewer and Distiller International
http://www.ibd.org.uk/publications/brewer-and-distiller-international/
Brewers’ Guardian
http://www.brewersguardian.com/
Brewery Convention of Japan
http://www.brewers.or.jp/english/index.html/
Brewing Research International
http://www.brewingresearch.co.uk/
Brewing Science Monatsschrift fur Brauwissenschaft
http://www.brewingscience.de/
European Brewing Convention
http://www.europeanbreweryconvention.org/
Heriot-Watt University - International Center for Brewing and Distilling
www.bio.hw.ac.uk/icbd/icbd.htm/
Brewers Association
http://www.brewersassociation.org/
Institute of Brewing and Distilling
http://www.ibd.org.uk/
Journal of the Institute of Brewing
http://www.scientificsocieties.org/jib/
Master Brewers Association of the Americas
http://www.mbaa.com/
100

Technical Quarterly of the Master Brewers Association of the Americas
http://www.mbaa.com/TechQuarterly/
The American Malting Barley Association
http://www.ambainc.org/
The New Brewer
http://www.beertown.org/craftbrewing/newbrewer.html
The Saccharomyces genome database - excellent source of online information on yeast
http://www.yeastgenome.org/
The VLB Berlin Research and Teaching Institute for Brewing (VLB)
http://www.vlb-berlin.org/
UC Davis campus program - Department of Food Science and Technology
http://www-foodsci.ucdavis.edu/bamforth/
University of California-Davis – Extension
http://www.extension.ucdavis.edu/brewing/
University of Nottingham – Brewing Science
http://www.nottingham.ac.uk/brewingscience/
Weihenstephan - Brewing University
www.wzw.tum.de/wzw/english/weihenstephan.html
University of Ballarat, Australia - Brewing School
http://www.ballarat.edu.au
Yeast – A Newsletter for Persons Interested in Yeast (M-A Lachance editor)
http://publish.uwo.ca/~lachance/YeastNewsletter.html
101

INDEX
acetaldchyde, 5, 52, fig.38
acidification power: .sec YEAST METABOLISM
alcohol-free beer, 86: see also LOW-ALCOHOL
BEER
amino acids, 35ff, 49, Tables 1 & 2
containing sulphur, 42, fig.30
formation of isoleucine and valine, fig.35
inorganic sulphur, and, 42
see also: CYSTEINE
METHIONINE
SULPHATE
WORT NUTRIENTS
Bbacteria, 72-3, fig.49
acetic acid, and, 72
Bacillus, 72
Enterobacteriaceae, 72
Lactobacillus brevis, 72
Laclobacillus Iindueri, 72
LactobacUlus plantarum, 72
Micmcoccaceae, 72
bioluminscence. ATP-driven, 75, fig.52
see also: VIABILITY
brewing yeast,
ale and lager differences, 6, fig.2
characteristics of, 5ff.
oxygen and, 37
performance of, 28
Sacchawmyces cerevisiae, 5, 6
Saccharomyces uvarum (carlsbergensis), 6
species of, 5
systematics and taxonomy of, 5
see also: SACCHAROMYCES
CEREVISIAE
cCandida albicans,
cultures of, 59, fig.43
see also: FLOCCULATION
carbohydrate catabolism, 34, fig.29
see also: AMINO ACIDS
carbon dioxide, 5
carbonyls, 51 ff
cell cycle, 13
cell immobilisation, 84
nature of technique, 84
see also: IMMOBILISATION OF
YEAST
cell viability, 74ff
based on cell metabolic slate, 75
Adenosinc triphosphate (ATP), 75
ATP-driven bioluminescencc, fig. 52, 75
capacitance, 74
dyes, use of, 74
power of reproduction as indicator, 74
see also: CELL VIABILITY
METHODS
CELL VITALITY
cell viability methods, 74ff
acidification power, 77
effect of adding glucose, 77
Adenosine triphosplwte, 75
correlation with viable cell mass, 74
BRF yeast vitality test, 77
Electrokinetics, 78
measurement methods compared, 75
Intracellular pH (1CP) method, 77
compared with acidification power, 77
Magnesium release test, 77
trials on Sacchammyces cerevisiae, 74
measurement by stress response, 77
examples of stress, 77
NADH as fluorosensor, 75
complex MDE-NAD* - malate, 75
measurement of ATP-driven
bioluminescence, 75
specific oxygen uptake rate, 77
pitching yeast into aerated media, 77
cell vitality,
specific oxygen uptake rate (BRF vitality
test), 77
see also: CELL VIABILITY
characteristics, 5ff, fig.3
see also: YEAST
contamination of cultures,
with bacteria, 71
with wild yeast, 72, fig.50
continuous fermentation. 81 ff, figs.56-7
advantages of, 82
cell immobilisation, and, 84
commercial failure, why, 81
features of, 81
flocculent yeast, and, 81
cystine, structure of, 56
Ddecarboxylation of ferulic acid, 17, 73. fig.51
diacetyl,
formation of, 51. figs.35 & 37
102

reduction of. 51. ligs.36 & 37
wort gravity, and, 52
yeast growth, and, 52
see also: CARBONYLS
disruptive technology, 92, fig.61
distiller's yeast, 93
ethyl carbamate, and, 97
whisky and, 94
DNA genetic tests, 23-8, figs. 16, 18 & 20
chromosomal fingerprinting, 26, figs. 19 & 21
hybridisation, fig.l7(b), fig. 18
polymerase chain reaction, figs.21-2
yeast DNA, fig.l7(a)
DNA technology and brewer's yeast, 23
E
Embden-Meyerhof-Parnas pathway,
and Kreb's cycle, 32
and oxidative phosphorylation, 33
entrapment, 84, fig.58
see also: IMMOBILISATION OF YEAST
enzymes, 14
catalysts and inorganic ions, 41
melibiose, 6
ester formation, 49, fig.34
see also: YEAST EXCRETION
PRODUCTS
ester production,
see OXYGEN
ethanol, 33, 78, fig.25
formation of, 5
processing of, 84
reaction formulas, 5
see also: WORT
ethanol tolerance, 78
ethyl carbamate, 97. fig.64
see DISTILLERS YEAST
fermentation, continuous, 81, fig.56
flocculation,
continuous fermentation, and, 81
lectin, theory of, 58, flg.41
measurement of,
by direct observation, 60
sedimentation methods, 60
static fermentation. 60, fig.40
non-flocculcnt yeast, 58, fig.42
poorly flocculent yeast, 58
Sacchammyces cewvisiae, in, 57, 58,
figs.39 & 42
foam, hydrophobic polypeptides, in, 79
genetic characterisation, 14-22, figs. 10-16
2-deoxy-glucose, 16
formation of diplotd zygotes, 15
mating of haploids, 15
reduction division of diploids, 15
spheroplast fusion, 20
triphenyl tetrazolium overlay, 18, fig. I
zygotes. 15
see also: DNA GENETIC TESTS
SACCHAROMYCES
CEREVIS1AE
glucose, 5, 29, 78, fig.23
analogue, (2-DOG) in maltose fermentation, 32
biochemical conversion of, 5
glutathione,
structure of, 56
glycogen, 66-69, figs.45-8
glycolysis, 29, fig.26
see also: WORT
HHansen, Emil C, 62
and Carlsberg, 62
high gravity brewing, 78ff, figs.53-4
decreased foam stability, 79
effect on ester formation, 79
yeast strain variability, 80
see also: WORT
higher alcohols, 47, fig.33
see also: YEAST EXCRETION
hydrophobic polypeptides,
essentially present in beer, 79
Iimmobilisation of yeast, 84-8. figs.57-61
nature of experiments, 82
Sacchammyces spp, and, 85
inorganic cations,
and yeast cells, 41
inorganic ions,
cellular anionic units, and, 41
enzyme catalysis, and, 42
enzyme formation, and, 42
ethanol production, and, 41
see also: PHOSPHORUS
inorganic sulphur,
and synthesis of amino acids, 42
intracellular Trehalose levels, 68, Table 5
ethanol shock, 68, Table 5
see also: YEAST STORAGE
CONDITIONS
103

ions, 41-7
cysteine, structure of, 56, fig.31
glutathionc, structure of, 56, fig.31
methionine, structure of, 56, fig.31
zinc levels, 45, and, fig.32
see also: INORGANIC IONS
WORT NUTRIENTS
Japan, sak6 yeast in, 96
K
Karyotyping, 26
Kreb's cycle (tricarboxylic acid cycle).
31-2, fig.27
Embden-Meyerhof-Parnas pathway, and,
3I.fig.26
fermentative pathway as alternative, 32
occurrence of, 32
oxidative phosphorylation, and, 33
yeast metabolism, and, 33
see also: PYRUVIC ACID
YEAST METABOLISM
lactobacillus, 71, fig.49
lifecycle, 15, fig. 10
lipids, 39
low alcohol beer, 86-87
alcohol-free beer, compared with, 86
production methods compared, 86-7
immobilised cell system, 87
controlled cthanol production, 87
premature fermentation arrest, 87
disadvantages during flocculation, 87
Mmaltose,
conversion into pyruvate, 31
fermentation, 31
genes, 10
glucose analogue, 32
maltotriose. and. 30, fig.24
Saccharomxces, and, 30
see also: WORT
maltotriose,
see also: MALTOSE
metabolism.
oxidative decarboxylation, 51
vicinal diketoncs, 51
yeast dehydrogenases,
how dependent on, 51
see also: METABOLISM
methionine. structure of, 56
mitochondria, 11, fig.4
see also: MORPHOLOGY
morphology, 7ff, figs.3-6
see also: MITOCHONDRIA
WORT
N
NAD+, fermentation of, 33, fig.28
ooxidative phosphorylation, 33
and Kreb's cycle. 33
and Embden-Meyerhof-Parnas pathway, 31
oxygen, 37ff,
and brewer's yeast performance, 35
and ester production, 39, Table 3
pediococcus, 71, fig.49
phosphorus, 42
as inorganic orthophosphate (H2 PO4). 42
orthophosphate transport, 42
translocation of orthophosphate, 42
polymerase chain reaction,
see: DNA GENETIC TESTS
preservation of culture, 62ff
see also: YEAST MANAGEMENT
pynivate, 31
see also: MALTOSE
PYRUVIC ACID
pyruvic acid, 5
conversion of. 35
R
rare mating, 17
respiratory deficiency, 18
Saccharomyces carlsbergensis (uvarum), 68,
fig. 15. Table 5
see also: YEAST STRAIN
Saccharomyces cerevisiae, 35, 66, figs.9. 10
& 12, Table 5
transport of insoluble ions, 45
copper resistance and, 4
flocculation in, 57-60, figs.39 & 42
immobilisation of yeast and, 85
maltose fermentation in, 30, fig.24
zinc ions and, 45
Saccharomyces diastaticus, 21, 23, fig. 15
104

Sacchammyces rvuxii, 21
see also: IMMOBILISATION OF YEAST
IONS
MALTOSE
YEAST CELLS
sake yeast,
in Japan, 96
Sphcroplast fusion, 20, Tig.IS
sporulation, 15, fig. 11
sugars, 29, 30, figs.22-4
see also: WORT
sulphur compounds, 55ff, figs.3O, 31 & 38
dimethylsulphide (DMS), 57
hydrogen sulphide, 55
sulphur dioxide, 55
see also: YEAST METABOLISM
Trehalose, 66ff, fig.45,48 and Table 5
tricarboxylic acid cycle,
see: KREB'S CYCLE
vitamins, 40, Table 4
see also: WORT
w
whisky,
and ethyl carbamate, 97, fig.64
grain, 93,94ff, fig.62
malt, 91,94ff, fig.63
malt and grain,
defined, 94
distillation and brewing distinguished, 95
distillation of, 95
distinguished from each other. 95
ingredients of, 95
storage of, following distillation. 95
wild yeast,
contamination of yeast culture, 73, 72. fig.5O
wort,
diacctyl and, 51
fermentation of, 16°P and 25°P, 78,
fig.53
gravity. 78
sugars, 80
treatment of components, 86
viability of yeast strains, 74ff and fig.54
wort nutrients,
ions, 41 ff
calcium, 45
conversion, 47
copper and iron, 46
divalent metal cations, and, 44
ferrous, 46
insoluble (Fe3+), 46
soluble (Fe2-), 46
hydrogen, 43
magnesium, 44
manganese, 45
potassium, 43
sodium, 44
zinc, 45
metabolism of, 30
oxygen, 37ff
sugars and carbohydrates, 30
uptake of, 30
vitamins, 40ff
yeast metabolism, control of, 35ff
wort production,
brewing and distillation distinguished, 96
wort sterility, 63
yeast,
acid washing of, 70
do's and don't's, 70
cell growth and division of, I2ff
cell viability of, 74-78
cell vitality of, 74-78
cell wall, 9
culture, fig.8
definition of, 3
genetic characterisation of, 14
genetic tests, 23
immobilised cells, 84
application of, 86
alternatives to entrapment, 85
commercial criteria, 86
comparative results of, 84
definition of. 84
entrapment technique, 84
gel matrix, 84
research into, 84
inorganic ions, and, 41
see also: BREWING YEAST
DISTILLERS YEAST
MORPHOLOGY
YEAST CELLS
YEAST MANAGEMENT
life cycle, 15
yeast cells, fig.l
division, 13
growth, 13-15
105

inorganic ions and cations, 41
polysaccharides, 14
viability and vitality, 74ff
see also: CELL VIABILITY
CELL VIABILITY METHODS
yeast excretion products, 46ff
carbonyls, 51
esters, 49
higher alcohols, 47
organic and fatty acids, 47
sulphur compounds, 55
see also: YEAST
yeast management,
collection, 65
contamination of cultures,
with bacteria, 71, fig.49
with wild yeast, 72, fig.50
pitching and cell viability, 64
preservation of culture, 64
pure culture. 62ff
storage. 66
storage conditions, 66
see also: CELL VIABILITY
yeast metabolism,
changes detected by acidification power test,
77
control of, 35
Crabtree effect, 35
fermentative pathway, 34
Kreb's cycle, 33
Pasteur effect. 35
yeast pitching, 64
see also: YEAST MANAGEMENT
yeast propagation, 62, fig.44
yeast sporulation. 15, fig. 11
yeast storage, 66
conditions, 66ff
intracellular glycogen levels, 66, fig.45
see also: GLYCOGEN
yeast strains, 23
alcohol tolerant bacteria in, 96
Lactobacillus spp, 11
Sacchammyces sake (Japan), 96
extracellular pH, 43
intracellular pH, 43
nature of, 5
translocation of orthophosphate, 42
z
zinc, 46, fig.32
zymocidal ("killer") activity, fig. 13
mating protocol, 17
ILLUSTRATIONS (FIGURES)
Figure
1 Electron micrograph of a budding cell
2 Utilisation of the sugar raffinose and melibiose by lager and ale yeast
3 Giant colony morphology on wort gelatin plates of typical ale and lager yeast strains
4 Main features of a typical yeast cell
5 Electron micrograph of yeast cell with multiple bud scars
6 Structure of the yeast cell wall
7 Structure of the mitochondrion: (A) diagram, (B) electron micrograph
8 Batch growth curve for brewing yeast culture
9 Cell cycle of Sacchammyces cerevisiae
10 Haploid/diploid life cycle of Sacchammyces cerevisiae
11 Sporulating yeast cell
12 Sacchammyces brewing yeast, with and without "killer" activity
13 Rare mating protocol to produce brewing strains with zymocidal "killer" activity
14 Triphenyl tetrazolium overlay of yeast colonies
15 Spheroplast fusion of two yeast strains
16 Production of a recombinant DNA brewer's yeast
17 Restriction patterns involving yeast DNA
18 DNA-DNA hybridisation test
19 Chromosomal fingerprints of three brewing lager strains
Page
3
6
7
8
9
9
11
12
13
15
15
17
17
18
20
22
24
25
106

Figure page
20 Polymerasc chain reaction with target DNA 27
Fingerprint patterns using polymerase chain reaction 27
Order of uptake of sugars by yeast from wort 30
Uptake of sugars by the yeast cell 30
Uptake and metabolism of maltose and maltotriose by the yeast cell 31
Degree plato reduction and ethanol production 31
EMP/glycolytic/glycolysis pathway 31
Kreb's cycle 32
Regenerating NAD+ by fermenting yeast 33
Contribution of carbohydrate catabolism to intermediate components 34
Effect of zinc levels in wort on primary fermentation time 46
Production of higher alcohols 48
Metabolic inter-relationships leading to ester formation 49
By-products of pathways leading to formation of amino acids valine and isoleucinc 31
Reduction of diacetyl to acetoin and 2,3-butanediol 52
Diacetyl formation and breakdown in relation to yeast growth and wort gravity 52
Inter-relationship between yeast metabolism and production of flavour compounds 55
Pathway for synthesis of sulphur-containing amino acids 56
Structure of cysteine, mcthionine and glutathione 56
Flocculation in Sacchammyces cerevisiae 57
Static fermentation flocculation 58
Lectin theory of flocculation 58
Electron photomicrograph of Sacchammyces cerevisiae 59
Electron photomicrographs of Candida albicans 59
Typical propagation vessel 62
Chemical structure of (A) glycogen and (B) trehalose 67
The effect of yeast glycogen at pitching on a lager fermentation 67
The effect of yeast storage temperature on intracellular glycogen concentration 68
Pathways to glycogen and trchalose in yeast 69
Photomicrographs of typical bacteria found as brewing contaminants 71
Photomicrograph of (A) wild yeast and (B) brewing yeast culture contaminated
with wild yeast 73
Decarboxylation of fcrulic acid to 4-vinyl guaical by yeast 73
Measurement of ATP-driven bioluminescence 76
Fermentation of 16°P and 25°P wort by production lager strain A 78
Viability of brewer's yeast strains during fermentation of 27°P wort 79
Multi-stage lower fermenter 81
Stirred tank continuous fermentation system 82
Cultor's 2-hour continuous maturation system 88
Mass transfer diagram of an entrapment carrier 89
Labatt gas lift draft tube bioreactor 90
Schematic of Meura Delta two-stage multi-channel immobilised loop reactor 90
How to assess a disruptive technology 92
Grain whisky - continuous column distillation 93
Mall whisky pot-still process - double stage distillation 95
Chemical structure of ethyl carbamate (urethanc) 97
107

TABLESTable Page
1 Classification of amino acids by speed of absorption from wort by ale yeast 36
2 Classification of amino acids by nature of Keto-Acid Analogues in yeast metabolism 36
3 Effect of linoleic acid and oxygen on ester production 39
4 Vitamins in sweet wort and functions in yeast metabolism 41
5 Effect of ethanol shock on intracellular trehalose content of ale and lager yeast strain 68
108