Embed Size (px)
Citation preview

BMW Dingolfing Plant Tour:
THE 7 SERIES CARBON CORE
BMW 7 Series Plant Tour:
CFRP GOES MULTI-MATERIAL & MAINSTREAM
DOWNLOAD this issue ofCompositesWorld
in a low-res PDF format— CLICK HERE —
NOVEMBER 2016
VOL 2 No- 11A property of Gardner Business Media
Brazilian FRP wall system delivers homes and schools in days / 32
Cored glass/PU speakers/tabletops enhance interior design / 40
FRP enables portable, light-tight dome for driving simulator / 44

BETTER PARTSLOWER COSTLET US SHOW YOU HOW
CONTACT US AT [email protected]
Quasi-Isotropic Fabric
513-688-3200 | braider.com
07106 AP Technologies.indd 1 6/8/16 11:11 AM

COLUMNS 4 From the Editor CW editor-in-chief Jeff Sloan returns from three trade shows with a new appreciation for the enormity of composites change over the past two decades.
6 Past, Present and Future Guest columnist Lou Dorworth says the wind and auto industries can learn much from the aerospace industry in this composites repair commentary.
8 Perspectives & Provocations IACMI's Dale Brosius observes that in the already fast-changing composites industry, there is good reason to expect the pace of innovation to pick up.
10 Gardner Business Index Gardner Business Media's Steve Kline, Jr., reports the GBI Composites Index through the month of September 2016.
» DEPARTMENTS 12 Trends39 Calendar40 Applications41 New Products42 Marketplace 42 Ad Index
» ON THE COVER At the BMW 7 Series production facilities in
Dingolfing, Germany, BMW's composites engineers have developed wet compression molding, or wet pressing, to speed CFRP production. Here, flat noncrimp fabric stacks that have been coated with epoxy resin await transfer by overhead robotic arms to the wet press mold for processing. Read more on p. 24.
Source / BMW AG
FOCUS ON DESIGN44 Composites Enable
Portability in Driving Simulator FRP design enables portable, light-tight, enclosure with an image-projection-grade inner surface.By Sara Black
CompositesWorld (ISSN 2376-5232) is published monthly and copyright © 2016 by Gardner Business Media Inc. 6915 Valley Ave., Cincinnati, OH 45244-3029. Telephone: (513) 527-8800. Printed in U.S.A. Periodicals postage paid at Cincinnati, OH and additional mailing offices. All rights reserved. POSTMASTER: Send address changes to CompositesWorld Magazine, 6915
MEMBERSHIPS:Valley Ave., Cincinnati, OH 45244-3029. If undeliverable, send Form 3579.CANADA POST: Canada Returns to be sent to IMEX Global Solutions, PO Box 25542, London, ON N6C 6B2 Canada. Publications Mail Agreement #40612608. The information presented in this edition of CompositesWorld is believed to be
accurate. In applying recommendations, however, you should exercise care and normal precautions to prevent personal injury and damage to facilities or products. In no case can the authors or the publisher accept responsibility for personal injury or damages which may occur in working with methods and/or materials presented herein, nor can the publisher assume responsibility for the validity of claims or performance of items appearing in editorial presentations or advertisements in this publication. Contact information is provided to enable interested parties to conduct further inquiry into specific products or services.
FEATURES24 CW Plant Tour:
BMW Group, Dingolfing, GermanyCFRP has gone mainstream at automaker BMW’s (Munich, Germany) highly automated, busiest and largest manufacturing site in Europe, where BMW has spent more than a half-billion euros to bring its multi-material BIW for its new 7 Series model to life. CW recently toured the 7 Series plant for a look at how 16 CFRP parts, each made by one of four technologies, are combined with aluminum and steel components to form what BMW engineers have dubbed the Carbon Core.By Ginger Gardiner
32 Inside Manufacturing: Fast-Build Construction with CompositesA supplier of a variety of products into the automotive, wind energy, agribusiness, general industrial and construction markets in its native country, Brazilian composites manufacturer MVC Plasticos (São José dos Pinhais) is fast making an international mark, exporting a modular wall system made from composites that can deliver affordable homes, schools and daycare centers in a fraction of the time required for conven-tional construction. By Ginger Gardiner
32
24
12
41
CompositesWorld.com 1
NOVEMBER 2016 / Vol: 2 No–: 11
TABLE OF CONTENTS

PUBLISHER Ryan Delahanty [email protected]
EDITOR-IN-CHIEF Jeff Sloan [email protected]
MANAGING EDITOR Mike Musselman [email protected]
TECHNICAL EDITOR Sara Black [email protected]
SENIOR EDITOR Ginger Gardiner [email protected]
MANAGING EDITOR – Heather Caliendo ELECTRONIC PRODUCTS [email protected]
GRAPHIC DESIGNER Susan Kraus [email protected]
MARKETING MANAGER Kimberly A. Hoodin [email protected]
CW SALES GROUP
MIDWESTERN US & INTERNATIONAL Ryan Mahoney / district manager [email protected]
EASTERN US SALES OFFICE Barbara Businger / district manager [email protected]
MOUNTAIN, SOUTHWEST & Rick Brandt / district manager WESTERN US SALES OFFICE [email protected]
EUROPEAN SALES OFFICE Eddie Kania / european sales mgr. [email protected]
HEADQUARTERS
6915 Valley Ave., Cincinnati, OH 45244-3029Phone 513-527-8800 Fax 513-527-8801
COMPOSITESWORLD IS A PROPERTY OF
chairman & ceo Rick Kline, CBC coo Melissa Kline Skavlem president Rick Kline, Jr. senior vp, content Tom Beard director of market intelligence Steve Kline, Jr. treasurer Ernie Brubaker advertising manager Bill Caldwell director of editorial operations Kate Hand director of marketing and events Dave Necessary creative department manager Rhonda Weaver creative director Jeff Norgord advertising production manager Becky Helton
Modern Machine Shop Moldmaking Technology Plastics Technology Automotive Design & Production Production Machining Products Finishing
GARDNER BUSINESS MEDIA ALSO PUBLISHES
@CompositesWrld
CW CONTRIBUTING WRITERS
Dale Brosius [email protected] Donna Dawson [email protected] Michael LeGault [email protected] Peggy Malnati [email protected]
CompositesWorld.com
INTERNATIONAL INC. EUROPE Sarl ASIA LTDADVANCED MATERIALS LTD
Toolfusion® 1 & 3Infusion Resin
Out of Autoclave Composite Tooling
Toolfusion® 1
Toolfusion® 3
Room Temperature Curing Out of AutoclaveAvoids thermal expansion of master models which can lead to dimensional deviations.
High Quality ToolingResin infusion process for high quality laminates at low cost, no freezer storage, and no autoclave cure.
Save MoneyLow cost and low temperature materials can be used significantly reducing total tooling costs.
BENEFITS
BENEFITS
High Glass TransitionLonger, higher temperature tool life, reducing cost and remanufacturing.
Nano-Technology to Enhance ToughnessManufacture tougher tools, reducing the cost of repair.
Low Viscosity and Long Pot LifeAbility to produce more complex tools with low cost resin infusion process.
Resin Infusion
Finished Mold
Scan this
Scan this
Watch a video on
Toolfusion® 1!
Watch a video on
Toolfusion® 3!
2 NOVEMBER 2016 CompositesWorld

COME SEE WHAT TODAY’S MADE IN AMERICA LOOKS LIKE.
©Co
pyrig
ht 2
016,
C.R
. Ons
rud,
Inco
rpor
ated
. CW
11/
16
120 Technology Drive Troutman, NC 28166 (704) 508-7000 www.cronsrud.com
DO YOU REALLY KNOW HOW MUCH PRODUCTIVITY YOU’RE GETTING FROM YOUR CNC?
NOW YOU WILL.
WELCOME TO
The newly redesigned Hybrid Mill® is Osync™ compatible.
1116 CR Onsrud.indd 1 8/15/16 12:10 PM

NOVEMBER 20164 CompositesWorld
FROM THE EDITOR
»I was on the road a fair amount in September, traveling to Novi,
MI, for the SPE Automotive Composites Conference and Exhibi-
tion, to Chicago for IMTS and then to Anaheim for CAMX. Each
event offered a nice glimpse of the many ways composite mate-
rials and technologies are
meeting a variety of manu-
facturing challenges today.
If you read this column
regularly, you know that I
have a sensitivity to the high
level of activity in the composites
industry and its proclivity for rapid change and adaptation. And I
certainly saw much evidence of that during my travels.
However, it wasn’t until the end of my last day at CAMX that I
came to a full appreciation of the path composites have traveled
over the past two decades. On that day, I had an appointment
with an exhibitor that manufactures curing ovens. I arrived at the
company’s booth and met the marketing and communications
person there, a gentleman I’d not met before. He told me that,
indeed, he was relatively new to the industry. Or, rather, he was
new to the composites industry as presently constituted.
As we talked more, he revealed that he’d previously worked for
another composites industry supplier in the mid- to late-1990s,
but he had subsequently left that employer and worked in other
industries and markets until 2016, when he returned to compos-
ites with his current company.
The last composites-related tradeshow he’d attended for his
previous employer was a SAMPE conference. “I don’t remember
much about it,” he recalled, “except that it was small and focused
almost entirely on composites in defense and sports cars.” CAMX
was his first tradeshow in the new job, and, gazing around the
exhibit hall, he could not believe the difference. “I look around at
the composites industry now and . . . holy cow!”
Many of you reading this likely have no experience or memory
of the composites industry that spans 20 years, so it is difficult to
put its current state of the industry into context with the past. And
even if you have 20 years or more of experience, the gradual nature
of change likely makes thoughtful retrospection an “I remember
when” rarity. But, if we think about my new friend at CAMX and
what he “missed” in his almost 20 years away from composites,
it is daunting. He missed: Composites breaking into commercial
aerospace in a big way with the 787 and A350. The development
of the F-35 jet fighter, the military’s largest consumer of composite
materials today. The wind energy boom that fueled unprecedented
use of composite materials in wind blades. The closed molding
revolution, which is fast putting open molding in the rearview
mirror. The application of carbon fiber in sporting goods, ranging
from golf clubs to hockey sticks to tennis rackets. And a dizzying
array of mergers and acquisitions. In short, he missed a lot, and
he returned just in time to witness firsthand how composites will
move into high-volume automotive production.
These megatrends have been launched by different people
and companies for the reasons we always list when we talk about
composites: High strength, light weight, durability, corrosion
resistance, etc. But we often overlook the fact that these mega-
trends are only possible because the composites industry is what
I call chronically dynamic — full of people not just comfortable
with change, but obsessed with it, willing to tinker and try and
poke and prod and fiddle and tweak to solve a problem or meet a
challenge. This is engendered, in part, by the dynamic nature of
composites themselves, the products of almost infinite resin, fiber,
tooling and processing variations, which makes tinkering so easy
and tempting.
The big question we face now is this: What will our chronic
dynamism produce over the next 20 years? This is difficult to
contemplate because understanding where we’re headed requires
impossible-to-come-by knowledge of the disruptive technologies
the future might have in store. A good starting point might be this
simple statement: The application of composite materials has, over
the past two decades, gotten easier, faster and less expensive, and
it will only become more so in the two decades to come.
So, don’t go anywhere, but if you do, be prepared to come back
to a much-changed composites world.
In the composites world, change is
good – and habitual.
JEFF SLOAN — Editor-In-Chief

Ultimate Results, One SourceCincinnati Small Flat Tape Layer Cincinnati Precision Mill & Trim
Fives Cincinnati 2200 Litton Lane, Hebron, KY 41048 859-534-4600 — [email protected]
www.fivesgroup.com
Design – Layup – Finish — ACES® simulation software proves part design and machine capabilities— Largest selection of tape layers and fiber placement systems in the industry— Precision mill and trim machines that are affordable and configurable— Global Services 24/7 parts, service and complete care packages
1116 Fives.indd 1 10/6/16 3:16 PM

NOVEMBER 20166 CompositesWorld
COMPOSITES: PAST, PRESENT & FUTURE
» Composite repair technology has progressed significantly
over the past three decades, in large part because the aerospace
industry has led the way. In Part I, we sketched the history of aero-
space composites repair, tracing the developmental steps that have
resulted in standard repair designs, materials and methods. These
have built confidence among maintenance and repair organiza-
tions (MROs) that composite structures can be successfully and,
increasingly, cost-effectively repaired.
The aerospace industry is introducing automated methods (e.g.,
robotic CNC machining) and standardizing repair technician
training, aimed at better quality, reduced cost and faster turn-
around, and is extending bonded repairs to increasingly larger
areas of damage and flight-critical primary structures. This effort
has been largely the result of industry collaboration through the
Commercial Aircraft Composite Repair Committee (CACRC),
administered by SAE International (Warrendale, PA, US). SAE’s
Performance Review Board will be the certifying body for general
and, soon, aerospace composite repair technicians.
The above holds much promise for those in other industries
willing to benefit from the aerospace industry’s pioneering experi-
ence in composite repair. The wind turbine industry, in the repair
of composite wind blades, and the now weight-conscious, and
therefore, composites-aware, automotive industry both stand
to gain. In each case, a similar spirit of collaboration, in terms of
training and standardization, has the potential to improve quality
and cost, and establish an effective supply chain.
Opportunities and challenges. For wind energy and automo-
tive repairs, one challenge will be the current lack of standards.
Wind turbine OEMs today bear little responsibility for developing
repair methods and standard materials because they typically
cover maintenance only for the first few years as part of the wind
blade warranty. Thus, the onus of blade inspection and repair falls
on wind farm developers/operators and their subcontractors. For
example, the industry has struggled with the step vs. taper debate,
and with how to replace multiaxial reinforcements in a way that
matches constituent fiber axial orientation to ensure sufficient load
transfer. Repairs, then, have commonly been oversized, not aero-
dynamic and possibly lacking in load efficiency. But as training has
increased and as aerospace industry knowledge has been adapted,
blade repair techniques have improved. Further, significant devel-
opment in epoxy and polyurethane resins and cure methods for
blade repair have provided better bond performance, making
systems more tolerant of environmental conditions during repair
and the large temperature range blades experience in service.
The automotive situation is more nascent and critical. Three
years ago at SPE’s Automotive Composites Conference & Exhibi-
tion, the prevailing opinion was that carbon fiber would never
Composite repair: Lessons learned, challenges and opportunities, Part II
figure significantly in new car design and “we’ll just replace parts vs.
repair them.” McLaren, Lamborghini and other high-end manufac-
turers, however, already have vehicles on the road with significant
amounts of carbon composite structures and have teams of “flying
doctors” who perform aerospace-type repairs. However, they have
not yet developed a system of zones or limits for allowable damage
and composite repair designs. (Such a system has been proposed
for wind blades.) These OEMs have done some analysis of front
and rear impact, identifying where fractures might occur, which is
used to assist the “repair doctors” with NDI. But not much has been
done with side impact, and right now it is common to see composite
monocoque “tubs” scrapped, even though they are repairable.
Damage analysis, repair design and substantiation methods could
easily be adapted from the aerospace industry.
In any case, the flying doctor scheme won’t be sustainable long
term. BMW is already expanding its use of carbon structures into
higher volume models, and as auto composites increase, so will the
demand to repair rather than replace damaged composite parts.
Current methods, in which large component pieces are sectioned
and replaced to address smaller, locally damaged areas of a carbon
fiber structure, don’t make sense with increasingly larger fleets.
Using existing localized repair methods already developed in the
aerospace industry could bring composite structural repair capa-
bilities to certified automotive collision repair centers. This would
ultimately reduce the cost of new-generation vehicle repair to a level
more closely aligned with the wishes of insurance companies and
vehicle owners. Infrastructure for training and certification of auto
collision repair centers is already well-established in many other
areas through the international, nonprofit Inter-Industry Conference
on Auto Collision Repair (I-CAR, Hoffman Estates, IL, US).
It would benefit the auto industry to begin collaboration now and
to intelligently transfer and adapt technology and lessons learned,
rather than re-inventing it, so that development of automotive
composite repairs does not take 30-plus years, as it has in the aero-
space industry.
Mr. Dorworth will discuss this topic in detail at CompositesWorld’s
Carbon Fiber 2016 conference (Nov. 9-11, Scottsdale, AZ, US).
ABOUT THE AUTHOR
Lou Dorworth has been involved with the advanced composites industry since 1978 and has worked with Abaris Training (Reno, NV, US) since 1983, where he currently manages the Direct Services Division. He is a member of the Society for the Advancement of Material & Process Engineering (SAMPE, Covina,
CA, US), the Society of Manufacturing Engineers (SME, Dearborn, MI, US) and the Society of Plastics Engineers (SPE, Bethel, CT, US), as well as a frequent conference presenter and co-author of the popular textbook, Essentials of Advanced Composite Fabrication & Repair, published by Aviation Supplies & Academics Inc.

REGISTER TODAY FOR WEBINAR AT: Reg Link: http://short.compositesworld.com/Alt1117
DATE AND TIME:Nov. 17, 2016 • 2:00 PM EST
PRESENTER
PRESENTED BY
WARREN DIASBusiness Development Manager,OptiStruct - Altair
Design of Modern Composites Aerospace StructuresEVENT DESCRIPTION: Aerospace companies have been driven to reduce weight while pushing
performance boundaries. To achieve this goal, the adoption of composite
materials is an obvious choice. However to take full advantage of the design
flexibility that composites offer a simple material substitution doesn’t suffice.
Analysis and optimization methods tailored for composites are necessary to go
beyond “black aluminum” designs.
Altair OptiStruct, a proven structural analysis solver for linear and nonlinear
analysis, and industry leader for structural design and optimization, can be
adopted early in the design process and throughout the design process to
generate, analyze and validate innovative, lightweight and structurally efficient
designs of composite structures.
PARTICIPANTS WILL LEARN: • Fail safe topology optimization of a fuselage section• Automated tape laying manufacturing considerations• Analysis and validation of aircraft structures• Accounting for damage from catastrophic events such as bird impact and fan blade out
altair.com
1116_CW_AltairWebinar.indd 1 10/17/2016 9:18:20 AM

NOVEMBER 20168 CompositesWorld
PERSPECTIVES & PROVOCATIONS
» “Everything that can be invented has been invented.” This line,
famously but falsely attributed in 1899 to Charles Duell, commis-
sioner of the US Patent Office, as part of a recommendation to
shut down the Patent Office, nonetheless points to some common
present-day assumptions that certain technologies have gone as
far as they can go. Moore’s Law in semiconductors, for example,
which, while slowing, may not yet be fully dead. Or the common
trope that “automakers have taken powertrain technology as far
as they can, so now they have to rely on lightweight composites
to improve fuel efficiency.” Inevitably, within days, an announce-
ment comes out disproving the notion, as an OEM unveils a new
transmission with more speeds, or cylinder deactivation, or an
improved
hybrid vehicle.
I’ve seen that
movie too many
times over the
years.
In 1970, Alvin
Toffler’s Future Shock
popularized the feeling
people have when “too much change occurs in too short a period
of time.” But looking back, 1970 seems quite placid compared to
today’s world. By some estimates, we generated more data during
the past two years than has been created in the entire history of
the human race up to two years ago. By 2020, an estimated 50
billion smart connected devices will populate the planet. Big
Data, the Internet of Things and Industry 4.0 are all hurtling us
toward ever greater “information overload.” Much of this is being
enabled by continuing advances in computational speed (thanks
to Moore’s Law) and technology that increasingly puts informa-
tion quite literally at our fingertips (or eyes, ears and brains). We’re
barely comfortable using a new technological marvel or handheld
device only to find it quickly replaced by something even smarter,
faster and cheaper.
We’ve become used to this in the electronics industry. But what
about the composites industry? Is it experiencing an electronics-
like acceleration in technological development? I believe it is.
From my perspective, the rate of composites innovation today is
higher than I have ever seen, and the implications are significant.
One implication is that the innovation locus is changing. From
the 1970s to the 1990s, it was the aerospace and defense industries
taking the lead in advanced composites. But recent history indi-
cates some resistance to change: The Boeing 777X and F-35, for
example, are built predominantly with fibers and resin systems
developed in the 1980s. It’s pretty clear that the industrial market
has taken the lead in disrupting the status quo.
That brings us to the second implication: Now, more than
ever, it is difficult to define the state of the art for many aspects
of composites technology. As soon as you think you know who
is leading, someone comes up with a better — faster, cheaper,
stronger (you pick which adjective) — way to achieve the same
goal. Take high-pressure resin transfer molding (HP-RTM), for
example. Ten years ago, 10-15 minutes was considered fairly fast
for parts the size of an automotive roof panel. Three years ago,
this dropped to five minutes, and today’s resin formulations are
able to cure in under two minutes, assuming we can get them into
the mold fast enough. In fact, BMW is making many carbon fiber/
epoxy parts for their vehicles in two minutes using “wet pressing,”
a highly automated version of what used to be a low-tech “mix and
pour” process. Who needs HP-RTM when you can simply do this?
Other areas of innovation abound. Novel low-cost and
low-energy precursors for carbon fiber, rapid and low-waste
preforming technologies, and thermoplastic overmolding of struc-
tural inserts are also moving forward with abandon. And although
it’s become ingrained that we cannot accurately predict crash
behavior of composites, I’ve seen plenty of recent demonstrations
that we can, indeed, do so.
Then there’s polymer 3D printing. It’s gone from shoebox size to
full cars and large tools in the short span of three years (a recently
printed tool for Boeing was certified to be a record in terms of
dimension — certain to be superseded in 2017, if not before). There
are efforts to do the same in metallic 3D printing, which will trans-
form the tooling industry.
And just a few years ago, there were only a handful of compa-
nies with promising technologies for recycling carbon fiber
composites. Today, there are dozens, and the long-term survival of
each of these service providers will depend on its ability to create a
compelling value proposition beyond landfill avoidance.
As part costs come down and the market grows, there will
be room for many materials and many processes. However,
that brings up a third implication: This new landscape makes
managers’ jobs even tougher — what investments do we make in
capital and R&D that won’t be obsolete in two years? There are no
easy answers to this question, but it sure feels great to be aboard
this fast-moving train!
Innovation: Moving faster than ever
The rate of composites innovation is higher than I’ve ever seen, and the implications are significant.
Dale Brosius is the chief commercialization officer for the Institute for Advanced Composites Manufacturing Innovation (IACMI, Knoxville, TN, US), a US Department of Energy (DoE)-sponsored public/private partnership targeting high-volume applications of composites in energy-related industries. He is
also head of his own consulting company and his career has included positions at US-based firms Dow Chemical Co. (Midland, MI), Fiberite (Tempe, AZ) and successor Cytec Industries Inc. (Woodland Park, NJ), and Bankstown Airport, NSW, Australia-based Quickstep Holdings. He also served as chair of the Society of Plastics Engineers Composites and Thermoset Divisions. Brosius has a BS in chemical engineering from Texas A&M University and an MBA.

Chemlease® and Zyvax® water-based release systems are developed to perform as well or better than solvent-based release systems, while providing significant environmental and workplace advantages.
The water is fine.
Now, water-based release systems that are not a compromise.
ChemTrend.com
0216 Chem-Trend.indd 1 12/29/15 10:22 AM

NOVEMBER 201610 CompositesWorld
GARDNER BUSINESS INDEX: COMPOSITES
As third-quarter 2016 closes out, new orders and employment go up.
» With a reading of 50.7, the Gardner
Business Index showed that the US compos-
ites industry, in September, had expanded
for the second straight month. The growth
was slightly slower, however, than that seen
in August.
New orders grew for the third month in
a row, although the rate of growth dipped
a little bit in September. Nevertheless, the
new orders subindex was at its second
highest level since June 2015. Produc-
tion increased for the second consecutive
month. Although the production growth rate
slowed in September, it still was reasonably
strong. With the exception of one month,
the backlog subindex had contracted since
December 2014. However, the backlog
subindex has shown comparatively dramatic
improvement since January of this year.
Employment increased in both August and September.
This subindex had been alternating between growth and
contraction since February. Exports continued to contract in
September, and the rate of contraction accelerated somewhat
during August and September. However, the overall trend
in that subindex since November 2015 appeared to remain
positive. In September, supplier deliveries lengthened for the
fifth time in six months.
Material prices increased for the eighth month in a row. The
rate of increase decelerated slightly in September compared
with August. However, the index remained near the highest
level it has reached since the summer of 2015. Prices received,
as September closed out, had decreased every month but
one since August 2015. Also, the future business expectations
subindex decreased marginally in September. That said, the
overall trend in the subindex had been up since January.
Among the target markets for US composites manufacturers,
the aerospace industry contracted for the second time in four
months. The level of the aerospace subindex in September was
at its lowest since January. It has been a much rougher go for
the automotive industry recently. The automotive subindex
in September had contracted every month but one since
November 2015. Also, another manufacturing subindex, which is
mostly consumer goods, expanded in September for the first time
since March.
In preparation for the September Gardner Business Index
survey, a change was made in the options available to manu-
facturers asked about their future capital spending plans. The
survey gave respondents the additional option of selecting zero
(US$0) for future spending plans. This represents a new lowest
option, replacing the previous low, which was a range from US$0
to US$125,000. For that reason, it is not possible to compare
September’s value to that recorded in previous months.
September 2016 — 50.7
Steve Kline, Jr. is the director of market intelligence for Gardner Business Media Inc. (Cincinnati, OH, US), the publisher of CompositesWorld magazine. He began his career as a writing editor for another of the company’s magazines before moving into his current role. Kline holds a BS in civil engineering from
Vanderbilt University and an MBA from the University of Cincinnati. [email protected]
A GBI reading of >50.0 indicates expansion; values <50.0 indicate contraction.
60
50
40
Sep
15
Oct 1
5
Nov
15
Dec
15
Jan
16
Feb
16
Mar
16
Apr 1
6
May
16
June
16
Jul 1
6
Aug
16
Sep
16
50.7GBISEPTEMBER 2016

REGISTER TODAY FOR WEBINAR AT: Reg Link: http://short.compositesworld.com/Siems1116
DATE AND TIME:Nov. 16, 2016 • 2:00 PM EST
PRESENTER
PRESENTED BY
JOHN O’CONNORDirector of Product and Market StrategySiemens PLM Software
siemens.com/plm
Collaborative Composite Aerostructure DevelopmentEVENT DESCRIPTION: Collaboration between the disciplines of analysis, design, and manufacturing
for composite aerostructure development is a challenge to achieve without
specialized solutions. This presentation describes approaches to achieve
rapid analysis-to-design cycles for composite aerostructures. Central to
these capabilities is the ability to support an awareness of the unique
manufacturing constraints associated with automated layup processes, like
fiber placement.
This presentation will cover the solution for composite structure sizing/
preliminary design, detailed design with an emphasis on robust change
management, and design for automated manufacturing. By using the flexible
methodologies described in this presentation, you can create manufactur-
able, on-target designs faster with less chance for error.
1116_CW_SiemensWebinar.indd 1 10/7/2016 9:30:09 AM

SPE’s Automotive Composite Conference spotlights diverse approaches to RTM while Teijin and a European research trio spot new opportunities involving SMC.
AUTOMOTIVE
NOVEMBER 201612 CompositesWorld
TRENDS
The Society of Plastics Engineers’ (SPE) Automotive Composites Conference and Exhibition (ACCE; Sept. 6-9, Novi, MI, US) has grown to become the world’s largest composites-only event devoted to automotive manu-facturing. With almost 1,000 attendees, more than 90 presentations and 75 exhibitors, it has become an accurate reflection of the state of autocomposites design, material and process development.
Although there is obvious and great interest in auto-composites, how they might be inserted into the automo-tive supply chain remains to be seen, and many of the presentations emphasized technologies designed to help composites clear the design and cycle-time hurdles they face. Because of this, there was substantial emphasis on processes, particularly compression molding, injection molding, preforming, and on materials, with emphasis on thermoplastics. That said, thermoset advocates weren’t sitting on their hands, and proved that the automotive end-market is critical to their success. Some highlights:
One of the most intriguing presentations came, surpris-ingly, at the end of the last day. Philipp Rosenberg, from Fraunhofer ICT (Pfinztal, Germany) discussed work he’s done using in-mold sensors to modulate pressure require-ments for high-pressure resin transfer molding (HP-RTM). Dubbed pressure-controlled RTM (PC-RTM), the process uses cavity pressure to drive process control, with other variables, such as mold gap and compression time, modi-fied to promote good resin flow at low pressures — 20 bar, compared to 120 bar. Advantages are faster cycles, lighter and less expensive molds and possible use of core materi-als without core crush.
Another RTM variable was presented by J. Javier Acosta, R&D composite project manager at Fagor Arrasate (Gipuzkoa, Spain). Fagor’s compression RTM (CRTM) process uses mold-gapping during injection to promote resin flow and reduce cycle time compared to RTM and HP-RTM. Acosta showed a carbon fiber/epoxy demonstra-tor car roof part that could be made in volumes of up to 90,000 units per year from one CRTM machine. That same volume reportedly would require two HP-RTM systems and seven RTM systems.
The utility of chopped carbon fiber was demonstrated by Hiroyuki Hamada, from the Kyoto Institute of Technology (Kyoto, Japan), who described his work with what he calls K-class carbon fiber — non-standard carbon fiber reclaimed as waste from the carbon fiber manufacturing process. This continuous, unsized carbon fiber was used in the direct
fiber feeding injection molding process (DFFIM), in which fiber is fed into the injection barrel, where it is sheared by the feedscrew prior to mold injection. Testing with polypro-pylene, polycarbonate and polyamide showed promising physical properties. A modified check ring helped increase mean fiber length to 2.63 mm.
Hironori Nishida, from Doshisha University (Kyoto, Japan), introduced advanced automatic tape placement (AATP), which uses a Tajima Group (Kasugai, Japan) embroidery machine to quickly build carbon fiber preforms. It was used to fabricate a composite transverse steering structure that not only reduced weight from the sheet-metal version (2.4 kg) to a carbon fiber version (0.9 kg), but also reduced waste by 50% and processing time by 75%.
The future also appeared to be bright for composite leaf springs. Sigrid ter Heide, global market develop-ment manager transportation at Hexion (Rotterdam, The Netherlands), highlighted that company’s work with ZF Friedrichshafen AG (Friedrichshafen, Germany) to develop a material and process for the RTM manufacture of a glass fiber/epoxy leaf spring for an automotive axle. It withstands prolonged fluid contact and has good corrosion resistance, and consumes less energy during manufacturing than steel competitors — 13,010 MJ for steel vs. 3,180 MJ for composites.
SPE ACCE 2016 proves big and busy
Cincinnati Inc. (Cincinnati, OH, US) used the Big Area Additive Manufacturing machine co-developed with Oak Ridge National Laboratory (Oak Ridge, TN, US), to “print” a Shelby Cobra body (a blue one) a couple of years ago. It proved so popular that Cincinnati printed another, and brought it to SPE ACCE to demon-strate additive manufacturing’s potential. Source | CW / Photo | Jeff Sloan

Reg Link: http://short.compositesworld.com/TFP1122
EVENT DESCRIPTION: There is increasing demand for lightweight, functional materials to enhance the prop-
erties of advanced composites. In this webinar, Nigel will introduce TFP’s multifunc-
tional nonwovens and the performance enhancement possibilities delivered using
these versatile materials. Key benefits will be highlighted, including improved surface
finish, composite survivability and resin distribution, as well as enhanced functional-
ity such as EMI shielding, corrosion, abrasion, and fire resistance. The potential of
TFP’s new capabilities, including hybrid- and nano-materials will also be discussed.
The intention is to encourage composite professionals to consider how multifunction-
al nonwovens can provide the solution to their technical and fabrication challenges.
PARTICIPANTS WILL LEARN: • The diversity in application and ease of use of advanced nonwovens; delivering a
performance advantage with little to no process adaptations required. • The capacity of nonwovens to provide multiple performance and aesthetic enhancements
simultaneously – multiple benefits from a single material! • The proven potential of advanced nonwovens beyond typical applications such as surfacing.
Learn how to Enhance the Performance, Properties and Production of Composite Structures using Nonwovens
REGISTER TODAY FOR WEBINAR AT:
DATE AND TIME:Nov. 22, 2016 • 2:00 PM EDT
PRESENTER
PRESENTED BY
tfpglobal.com
NIGEL WALKERDirector of Technology at TFP
Reg Link: http://short.compositesworld.com/TFP1122
1116_CW_TFPsWebinar.indd 1 9/22/2016 2:08:34 PM

TRENDS
NOVEMBER 201614 CompositesWorld
When you get serious, upgrade to Anderson.
If you‘re serious about your business, then you require a serious machine. Not a toy,
a design tool, or a beta model that‘s the first of its kind being proven out and tested
at your expense and your frustration on your shop floor.
Since 1991, Anderson America has been satisfying the most demanding US customers with
over 4500 CNC Router installations for Composites, Aluminum and Non Ferrous in North
America. We exclusively use FANUC control systems matched with FANUC servos and
electronics which have a 25 year parts availability guarantee. electronics which have a 25 year parts availability guarantee.
10710 Southern Loop Blvd. Pineville, North Carolina 28134 Ph.(704)-522-1823 Fx.(704)-522-0871 www.andersonamerica.com
Epoxy resins specialist Magnolia Advanced Materials Inc. reports that it has completed its move into a new, larger manufacturing facility, located on Northeast Expressway in Atlanta, GA, US.
For more than a decade, Magnolia had operated out of an old 32,000-ft2 (2,973m2) facility that could no longer contain the company’s custom-formulated epoxy resin business. “We utilized the old location as long as we could, including exterior storage containers, but we needed a larger, more efficient building in order to continue our rapid growth,” says CEO Rick Wells. “As a custom formulator, we have specific needs. Retrofitting
Magnolia Advanced Materials upgrades to larger facility
Source | Magnolia Advanced Materials
Hufschmied USA203.988.9426
www.hufschmied.net
• Quality without secondary operations• High abrasion resistance• Extremely long service life• Highest process stability – roughing and finishing in one single step• Extreme improvements in cycle time

15CompositesWorld.com
NEWS
www.northcoast.us216-398-8550
North Coast is excited to announce that we are joining
the AGC AeroComposites family giving us
the ability to offer greater capabilities,
increased capacity, and ability to provide
a wider array of technical solutions.
With over 40 years in the business,
let us be your guide: - design and engineering - tooling and mold development - machining and parts production
We are expanding our horizons
Visit us at
11/28-12/1, Booth #434
our new location afforded us the opportunity to design the facility for custom formulation. We are adding more automation every day to make us even more efficient. Our new raw material dispensing system is a great example.”
The new plant, 114,176 ft2 (10,607m2) on 11.27 acres, includes railroad access and 11 truck docks. Other ameni-ties include:
• A 7,700-ft2 (715m2) R&D lab
• A 1,440-ft2 (134m2) QC lab
• 48,000 gallons of raw resin storage
• Two 1,400-ft2 (130m2) cooler/freezer rooms for products requiring temperature control
• Two 1,435-ft2 (133m2) hot rooms for managing resin viscosity
• Formulation and mixing rooms with dispensers, de-airing pumps and a reactor section
• A maintenance and welding shop
• Dust collection and control
• A state-of-the-art data center
• 13,957ft2 (1297m2) of administrative space
Magnolia has 78 employees running two shifts daily, and the capacity to manufacture approximately 10 times the volume of the old facility.
New Facility, Ten-fold Expansion
Hackensack, NJ 07601, USA ∙ +1.201.343.8983 ∙ [email protected]
www.masterbond.com
ONE COMPONENT, NON-DRIPADHESIVE for STRUCTURALBONDING
TEMPERATURE RANGEServiceable from -60°F to +500°F
EPOXY SYSTEM EP13SPND-2
STRENGTH PROFILETensile strength, 75°F
>8,000 psiCompressive strength, 75°F
>18,000 psi
ELECTRICAL INSULATIONVolume resistivity, 75°F
>1014 ohm-cm

TRENDS
Walton Process Technologies, Inc.
Best Customer Service in The Industrywww.autoclaves.com
Mansfield TX 682-518-9002
Service/Repair
Retrofit/Relocate
Autoclaves
Bond Presses
Batch ProcessControls
Ovens
Parts
OVENS & FURNACESOVENS & FURNACES
www.grievecorp.com 847-546-8225
GRIEVE CORPORATION AD4393g
Large-Capacity Walk-In Ovens Standard sizes to 786 cu. ft.
Special sizes to your specs Gas & Electric models Choice of air flow patterns Temps to 1200ºF
Large-Capacity Walk-In Ovens Standard sizes to 786 cu. ft.
Special sizes to your specs Gas & Electric models Choice of air flow patterns Temps to 1200ºF
NOVEMBER 201616 CompositesWorld
Teijin Ltd. (Tokyo, Japan) announced Sept. 13 that it has agreed to acquire Continental Structural Plastics Holdings Corp. (CSP, Auburn Hills, MI, US) for US$825 million. CSP will become a wholly owned subsidiary through which Teijin intends to establish the foundations of a North American automotive composite products business and to accelerate its expansion as a Tier 1 supplier of high-perfor-mance composites to the global automotive market.
The shares of CSP will be purchased by Teijin Holdings USA Inc., the Teijin Group’s US-based holding company. The acquisition is scheduled to be completed in December 2016 after satisfaction of customary closing conditions, including regulatory approval.
Since its establishment in 1969, CSP has become a leading manufacturer of thermoset composites in the auto industry and is now the world’s largest sheet molding compound (SMC) manufacturer for automakers in the US, Europe and Japan. CSP provides full-service engineering support, and holds more than 50 patents covering materi-als development and manufacturing processes in compos-ite materials formulation and design. The company has 14 facilities in the US, Mexico, France and China and posted consolidated sales of more than US$634 million in 2015.
AUTOMOTIVE
Teijin to acquire Continental Structural Plastics

BIZ BRIEFS
Chem-Trend (Howell, MI, US) a producer of release agents, purging compounds and other ancillary molding products, has acquired Huron Technologies Inc. (Leslie, MI, US) a maker of customized mold release agents and related products, including release agents, mold condi-tioners, cleaners and flushes. Chem-Trend presi-dent/CEO Devanir Moraes said that combining the product lines “will provide end-users and distribu-tion partners with a more comprehensive range of release systems and complementary molding process aids that create even greater value, effi-ciency and productivity.”
SGL Group (Wiesbaden, Germany) inaugurated the precursor production line at its FISIPE site (Lavradio, Portugal) on Sept. 15, following four years of R&D, construction and qualification, involving a US$33.57 million investment. The precursor is now used in production of the compa-ny’s new generation of high-end industrial SIGRAFIL carbon fibers at its facilities in Moses Lake, WA, US, and Muir of Ord, Scotland, for applications in auto-motive, aerospace and other industries.
17CompositesWorld.com
NEWSTeijin Acquires CSP
High Density Urethane Tooling Board and Core Material
(800) 845-0745 • www.precisionboard.com
• Closed cell structure• No out-gassing • 15 standard densities
• Low-to-no dust machining• Exceeds aviation flammability standards
Make it Precision Board Plus
New Material! Low-to-no dust! See the 22-second machining video on our website
TRENDS
AUTOMOTIVE
NOVEMBER 201618 CompositesWorld
T O O L I N G
NEW Smart Cauls
Enables: · Higher Throughput · Improved Quality · Lower Cost
For more information visit:smarttooling.com/product/smart-caul
Low capital solution for composite part manufacturing
INTERNATIONAL INC. EUROPE Sarl ASIA LTDADVANCED MATERIALS LTD
Benefits:• Embossed pattern
provides network of air passageways, eliminating the need for a separate layer of breather.
• High strength and elongation provides more even pressure application for better quality parts.
• Airdraw 2 offers an improved, stiffer formula that keeps air paths open for better vacuum levels, faster.
• Available up to 157” wide (3.99m).
• Can be heat seamed for larger requirements.
PRESENTS:
Airdraw 2 & Wrightlon® 7400
Watch a video on Airdraw 2 and Wrightlon® 7400
or go to the “Media Center” on our website.
Scan thisEmbossed Vacuum Bagging Films
At this year’s Association of German Engineers (VDI) conference in Mannheim, which focused on plastics in automotive engi-neering, Aliancys (Schaffhausen, Switzerland), Daimler AG (Stuttgart, Germany) and Menzolit GmbH (Heidelberg/Rohrbach, Germany) discussed their successful collaborative effort to improve sheet molding compound (SMC) technology for use in several Mercedes passenger cars. The resulting reduction in production waste and improvement in SMC quality and consistency made it possible to realize a new segment of large Premium Class 1 components, including the decklid of the Mercedes SL Roadster. Although outer body panels for decklids are normally designed in two pieces (an upper horizontal and a separate license plate segment), the SL Roadster’s decklid was envisioned as a one-piece solution,
SMC improvements in Europe reported
Source | Daimler AG

19CompositesWorld.com
NEWS
MATERIALSCertified • Stocked • AOG Service • Same Day Shipping
Inventory Management • Kitting & Slitting
APPLICATIONSAutomotive • Marine • Medical • Pipe & Tank
Sports & Leisure • Aerospace
WHETHER YOU’RE BUYING
2 OR 200...
...THERE’S A SUPERIOR TOOL IN YOUR FUTURE!
Tools for Composite, Aluminum, Titanium, Steel.
Quick Turnaround on Tools & Coating.
ORDER RAPID CUSTOM MADE:800.428.TOOL (8665)
TO BUY ONLINE STOCK:SUPERIORTOOLSERVICE.COM
to eliminate the cost of producing two parts that must be secondarily bonded. The large, horizontal, highly visible part demanded high quality and surface aesthetics. Success there, the three collaborators say, indicates that SMC will be the technology of choice for many new car series to come.
The group’s SMC decklid efforts date back to 1999, when the complex production process, early on, was less consistent than desirable and scrap rates were erratic and sometimes high. This led to a program, now more than a decade in duration, to improve SMC parts and broaden the scope of SMC application. Since then, about 5 million data points have been collected at various points along the process chain and evaluated with data mining tools during the manufacture of close to 10,000 parts. Based on an analysis of the data correlating to the parts with the best properties, six factors were identified that most strongly influence part quality. They are identi-fied in the full article presented at the conference, which can be can be found at the following link: static.aliancys.com/pictures-cases/daimler/smc-technology-4.0-sep-2-2016-vdi--english.pdf.
Learn more about SMC and its history here: www.compositesworld.com/columns/automotive-smc-the-wheel-comes-full-circle(2).
Watch a YouTube video about how SMC is made, from the Society of Manufacturing Engineers (SME, Dearborn, MI, US), at www.youtube.com/watch?v=42Q6NbOpzSw
European SMC Innovations

TRENDS
NOVEMBER 201620 CompositesWorld
+1 (775) 827-6568 • www.abaris.com
ACTIVE TRAINING IN: • ENGINEERING • MANUFACTURING • REPAIR
DIRECT SERVICES:• ENGINEERING • ONSITE TRAINING • CONSULTATION
ACTIVE TRAINING IN:
WORLD LEADER IN ADVANCED COMPOSITE
REPAIR TRAINING SINCE 1983
Look for us at Carbon Fiber 2016
. .......+1 508.573.7979 l [email protected]
Web Industries and CAD Cut are experts at formatting composites
for fabricators. Our PrecisionSlit technologies set the industry
standards for aerospace slit tape, and our outsource ply cutting
& kitting services offer ef cient solutions for hand lay-up. Whether
you use thermosets or thermoplastics, why trust your composites
to anyone else?
© 2016 Web Industries, Inc. All rights reserved. AS/EN9100C, ISO 9001 & 14001The Industry Leader in Prepreg Formatting
We MakeComposites Work
CW AD
Ingersoll Machine Tools Inc. (Rockford, IL, US) announced at IMTS 2016 on Sept. 12 that it is forming a partnership with Oak Ridge National Laboratory (ORNL, Oak Ridge, TN, US) to develop a very large additive manufacturing system that will target laydown rates of 454 kg/hr on a build envelop of 23 ft wide by 10 ft high by 46 ft long (7m by 3m by 14m). Dubbed Wide and High Additive
Ingersoll, ORNL taking big additive manufacturing to new levels
Source | Ingersoll Machine Tools

21CompositesWorld.com
NEWSBig Step in 3D Printing
LAST-A-FOAM® TOOLING BOARDSWHERE GREAT IDEAS TAKE SHAPE.
COMMON APPLICATIONS:
• High-temperature curing prepregs
• Master plugs and molds
• Vacuum forming
• Limited-run tooling
• Monolithic tools and molds
Achieve consistent and predictable results with General
Plastics’ LAST-A-FOAM® tooling boards. Our rigid,
closed-cell, grain-free urethane boards are engineered to
be dimensionally stable and uniform in their thermal and
mechanical properties. With excellent machining
characteristics, these are delivered to the customer fully
cured and ready-to-use.
(253) 343-0177 | (866) 697-2574www.generalplastics.com
ANNIVERSARY
02HPC
CharterAdvertiser
Manufacturing (WHAM), the machine would be an order of magnitude faster and larger than current large-format additive manufacturing systems and could be commer-cially available sometime in the next 18-24 months.
The WHAM system includes automatic exchange of the printing extruder with a high-speed, 5-axis milling attachment, enabling conventional subtractive finishing operations. The machine will be developed initially to apply Techmer’s (Clinton, TN, US) ABS polymer with 10% chopped carbon fiber reinforcement.
Tino Oldani, president and CEO of Ingersoll, says, “Our machine design expertise, combined with the ability to develop a complete process for our customers, makes WHAM a logical step forward. Our partnership with Oak Ridge National Laboratory gives us a huge advantage.” Targeted end-markets include wind energy, aerospace, automotive and defense.
Ingersoll has entered the WHAM development process through a cooperative R&D agreement with ORNL. “Our collaboration with Ingersoll on the development of a 3D printer that provides a volume not possible with current printers could open up new markets and applications in defense, energy and other areas of manufacturing,” says Bill Peter, director of the Manufacturing Demonstration Facility at ORNL.

TRENDS
NOVEMBER 201622 CompositesWorld
BIZ BRIEF
Mitsubishi Rayon Co. Ltd. (MRC, Chiyoda-ku, Tokyo) and Fiberline Composites (Middelfart, Denmark) will form a joint venture company to manufacture and distribute carbon fiber composite lami-nates for wind turbine blades. MRC will supply high-perfor-mance, large-tow carbon fiber produced at its Otake Production Center to the joint venture based in Denmark. The joint venture will then leverage the molding and processing technologies of Fiberline, a composites pultru-sion manufacturer, to enable a lightweight, price-competitive composite laminates supply to the wind turbine blade market. MRC will seek to expand its share in the carbon fiber wind turbine market through this joint venture.
Notes about newsworthy events recently covered on the CW Web site. For more information about an item, key its link into your browser. Up-to-the-minute news | www.compositesworld.com/news/list
MONTH IN REVIEW
®
®
Spirit AeroSystems completes 500th Boeing 787 composite forward fuselageThe company has been delivering these assemblies and components to the 787 program since 2007 and unit 500 was delivered to Boeing in September.10/12/16 | short.compositesworld.com/Spirit500
GE buys LM Wind Power for US$1.65 billionLM Wind Power will operate as a standalone unit within GE Renewable Energy.10/12/16 | short.compositesworld.com/GEbuysLM
Orbital ATK, Stratolaunch partner up for space launchesOrbital will provide multiple Pegasus XL air-launch vehicles for use with the composites-intensive Stratolaunch satellite-delivery aircraft.10/12/16 | short.compositesworld.com/OrbStrat
Quickstep F-35 production exceeds 100 parts/monthThe Australia-based manufacturer makes doors, panels, skins and other composite parts for the F-35 Lightning II fighter jet.10/11/16 | short.compositesworld.com/QS-F35-100
IACMI, LIFT to invest US$50 million in Detroit scale-up facilityThe Corktown facility, in Detroit, MI, US, will be updated and upgraded to help develop and mature composites manufacturing processes and materials. 10/11/16 | short.compositesworld.com/IACMI-LIFT
CFRP rotors empower new EnWheel energy storage systemsGermany-based STORNETIC’s EnWheel flywheel energy storage system features large carbon fiber flywheels that rotate at speeds up to 45,000 rpm.10/10/16 | short.compositesworld.com/EnWheel
Blue Origin successfully tests escape system, lands New Shepard rocketOn Oct. 5, the company successfully conducted an in-flight escape test of its New Shepard system.10/05/16 | short.compositesworld.com/BlueNStest
Mitsubishi Regional Jet test aircraft arrives in USThe single-aisle, 70- to 90-passenger aircraft is the first regional jet to adopt composite materials for its wings and vertical fins.10/03/16 | short.compositesworld.com/MRJtoUS
Brazilian composites sales drop in first half of 2016Sales in the Brazilian composites industry totaled US$335 million in the first half of this year, 30% less than the same period in 2015.10/03/16 | short.compositesworld.com/Brazildown
Hexagon Composites, Agility Fuel Systems finalize mergerThe resulting company, Agility Fuel Solutions, will manufacture composite pressure vessels for natural gas vehicles.10/03/16 | short.compositesworld.com/HexAgMerge

Solve your most challenging manufacturing needs
Advanced manufacturing processes and custom solutions for precision parts
Waterjet Machining ■ High-precision waterjet machining of composites and superalloys, including fan blades & turbine blades
■ Significant reduction of milling time
■ 3D nesting with offcut material savings
Waterjet Stripping ■ High pressure waterjet coating removal of abradable & thermal barrier coatings
■ Cost effective and eco-friendly
■ No damage to base material
Shell Removal & Degating ■ Knock out and core removal of any investment, lost wax, or plaster casting for any material
■ Complex 3D superalloy parts
■ Single operation
■ No chemicals or toxic waste
Process. Implementation. Support.
www.aquarese.frBy Flow
1116 Flow International.indd 1 10/12/16 8:29 AM

NOVEMBER 201624 CompositesWorld
Plant Tour: BMW Group Dingolfing, Germany
CFRP goes mainstream at BMW’s highly automated and busiest plant, where the multi-material BIW for the 7 Series comes to life.
» BMW AG’s (Munich, Germany) largest manufacturing site in
Europe — in area (2.8 million m2) and volume (360,000 cars in
2015) — is situated in Dingolfing, Germany. More than 17,000
employees — 12,000 in the plant and another 5,000 in surrounding
support facilities — turn out 1,600 cars per day. Dingolfing not
only produces 15 models, including all variations of BMW’s 5,
6 and 7 Series, but also one model each of the 3 and 4 Series. It
also turns out components for BMW’s electric vehicles and, as
the company’s Center of Competence for aluminum, it builds car
bodies for Rolls-Royce (Manchester, UK) as well.
“We’ve learned how to handle complexity,” emphasizes Plant
Dingolfing managing director Josef Kerscher. “We are the only
automotive manufacturing facility worldwide to handle not only
this many different models, but also engines from three to 12 cylin-
ders, as well as plug-in hybrids.”
The Dingolfing complex began as the Hans Glas GmbH auto
factory, which BMW acquired in 1967. Since 1973, BMW has
produced almost 10 million vehicles there. Over the past three
years, Dingolfing has undergone an upgrade valued at more than a
half billion euros for the new 7 Series production alone, including
increased automation and aluminum die casting along with a new
carbon fiber-reinforced plastic (CFRP) production hall and a new
state-of-the-art facility to produce the first body-in-white (BIW)
combining steel, aluminum and CFRP, known as the Carbon Core.
The multi-material BIW is a big reason why the 7 Series is
breaking new ground in top-of-the-line vehicle performance and
luxury (for more on the latter, see Learn More). The BMW 7 Series
is 130 kg lighter than its predecessor and its principal competitor,
the S-class Mercedes. Although only 3% of the BIW parts are CFRP,
totaling 13 kg, they account for 40 kg of weight savings. It contrib-
utes to what BMW calls Efficient Dynamics, which reduces fuel
consumption and emissions while enhancing the driver experi-
ence. “I get 100 km from 4.5 liters of gas,” says Kerscher. “This is
what you would expect from a very small car, not from a luxury
sedan. The key to this is lightweight construction.”
The BMW 7 Series is now in full production. “The launch was
very successful,” says 7 Series product manager Christian Metzger,
“achieving cost, quality and volume targets.” The launch was
the culmination of a three-year program that included not only
product development, but also a three-year process in the plant to
develop all of the required manufacturing processes. The latter was
CW’s focus as it toured Dingolfing’s 1.6 million-m2 Plant 2.4.
By Ginger Gardiner / Senior Editor
Plant Tour: BMW Group Dingolfing, Germany

25CompositesWorld.com
NEWS
CFRP: 4,000 parts per daySixteen CFRP parts make up the Carbon Core, each manufac-
tured using one of four technologies (Fig. 1 and see Table 1 in the
expanded online version of this article noted in Learn More, p.
30), with each chosen to meet specific part shape and property
requirements, yet minimize weight. Michael Ahlers, BMW head
of Process Chain Body-In-White and Exterior, points out the
Carbon Core parts on a 7 Series BIW displayed at the entrance to
the plant’s 11,000m2 CFRP production/logistics area. Noting the
B-pillar (Fig. 2, p. 26), Ahlers explains, “It uses CF prepreg covered
with a film of epoxy adhesive. Both are hardened to the formed
steel B-pillar in one press step.” High-pressure resin transfer
molding (HP-RTM) is used in the roof rails, made in the nearby
BMW Landshut plant, to meet roof pressure test requirements,
while wet compression molding (or wet pressing, see Learn More)
enables cost-effective, short-duration cycle times for parts such as
the tunnel, sills and selected roof bows (Fig. 3, p. 27).
When asked about galvanic corrosion, Ahlers explains that for the
rear cross member/upper trunk cover (Fig. 4, p. 27), the only CFRP
part in touch with aluminum, adhesive is used to isolate the CFRP
from the aluminum. There are no through-hole fasteners to act as a
corrosion bridge. Also, the aluminum is painted (black) to prevent
corrosion from environmental factors. “The key is to have the right
materials and to have them support each other,” says Ahlers.
The cross member/trunk cover is molded from sheet molding
compound (SMC) reinforced with recycled carbon fiber. The fiber
is a lofted material, derived from 7 Series waste as well as waste
from cutting dry fabrics for BMW’s i3 and i8 moldings. These
leavings are carded and formed into nonwoven mat. “In this
process, the knowledge is where to put the resin in and how to
Fig. 1 Carbon Core: Multi-material BIWThe BMW 7 Series body-in-white (BIW) is the first to mate aluminum, CFRP and high-strength steel, a combination BMW calls the Carbon Core. Source | BMW AG
16 CFRP parts4 different technologies
CFRP Wet CompressionMolding
CFRP Resin Transfer Molding
CFRP-Steel HybridCF Sheet Molding
Compound
press it all to avoid dry areas, which happens if you have too much
fiber,” says Ahlers. “But, if you have too little fiber, you have too
much resin and not enough mechanical properties.”
The recycled carbon fiber SMC parts are not made by BMW, but
instead are delivered from a supplier and use epoxy resin. The type
of epoxy used, however, is optimized per process. For example,
Hexion’s (Columbus, OH, US) quick-curing EP TRAC 0600/EK
TRAC 06130 epoxy is used in the 7 Series’ HP-RTM roof bows and
the wet compression molded tunnel.
BMW continues to work closely with its resin suppliers. “We
have developed faster resins since the i3 and i8,” Ahlers notes,
Next iteration of i models’ CFRP Dingolfing, Germany is BMW’s largest manufacturing
site in Europe. It produces more than 350,000 cars per year among 15 different models, including three variations of the new BMW 7 Series (left). At right is
the BMW i3 all-electric. Source | BMW AG
Next iteration of i models’ CFRP Dingolfing, Germany is BMW’s largest manufacturing
site in Europe. It produces more than 350,000 cars per year among 15 different models, including three variations of the new BMW 7 Series (left). At right is
the BMW i3 all-electric. Source | BMW AG

NOVEMBER 201626 CompositesWorld
PLANT TOUR
“and we also did all new testing, starting with coupon testing to
feed the simulations and then moving up through components to
qualify each material for each part.”
At this point, BMW Group Plant Dingolfing’s head of Press Shop
and CFRP Production Peter Wolferseder takes over the tour. As he
leads the way into the open production area, he explains that the
CFRP Shop’s 100 employees cover three shifts, five days per week.
Inside, a bank of 10 automated CNC milling machines supplied
by EIMA Maschinenbau (Frickenhausen, Germany) flanks the
left side with a line of presses opposite — five for wet compres-
sion molding and two for hybrid B-pillar pressing — all supplied
by Dieffenbacher (Eppingen, Germany). Many of the tools in the
presses, he says, are supplied by FRIMO (Lotte, Germany). “We
have a good relationship with them, and we also build some tools
in-house.”
Walking past the CNC milling cells, Wolferseder shows how a
wet-compression-molded tunnel part is placed into the front of
the machine while another is milled at the back, for maximum
throughput and efficiency (Fig. 5, p. 27). “No dust escapes,” he
points outs. “It is a completely clean environment.”
Fig. 2 Hybrid CF/steel B-pillarUsing carbon fiber prepreg reinforcement enabled a thinner, high-strength steel B-pillar, saving 2 kg while providing superior crash performance. Source | BMW AG
Wet pressing of sillsThe sills that run along the lower sides of the BIW are assembled
from two CFRP parts, also wet compression molded. A sill manu-
facturing cell equipped with two KUKA (Augsburg, Germany)
robotic arms applies epoxy resin simultaneously to two dry textile
preforms. The non-crimp fabric (NCF) for the preforms is made
at BMW’s joint venture plant SGL Automotive Carbon Fibers,
60 minutes away in Wackersdorf, which also supplies the i3 and
i8 lines. The resin is mixed and injected via a dual-head system
supplied by KraussMaffei (Munich, Germany), with an integrated
volume flowmeter that records the quantity applied to each stack.
The resin forms a pool in the center of the stacks, leaving about an
inch or so around the edges. “If the resin goes to the edges, then the
needle grippers we use to pick up the preforms would get covered
in resin and no longer work,” explains Wolferseder (Figs. 6a and 6b,
p. 28). “The resin application is programmed to fully impregnate to
the edges during the pressing.”
Why two robots instead of one? “Because both preforms should
be the same,” Wolferseder responds, “with the resin sitting on them
for the same amount of time. If you only had one robot, one preform
would have resin sitting for some seconds more than the other. Also,
the robots are not very costly, so it is no issue to have two.”
Designed with latency, so cure does not begin until the press
cycle, the resin sits for some seconds, penetrating through the
preforms vertically. The wet preforms are picked up and placed
in the press by the robotically actuated needle grippers. The press
then applies pressure according to specified ramp, with the final
10 mm of “daylight” closed very slowly. “Our special recipe to
produce these parts is to coordinate the temperature, pressure and
resin curve,” says Wolferseder.
Two molded stacks are produced with one stroke (Fig. 6c, p.
28). “We will cut these in half so that we end up with four parts
from one cycle,” says Wolferseder. “We mostly use tools with four
cavities to increase the overall output capacity of our machines.”
He points out that this is a completely unattended process and
totally reliable. “There are two people at the end to take parts off
the line and to do QA checks. If there is a defect, they can address
this in the machines,” says Wolferseder. “Wet pressing is not
unique,” he adds. “What is unique is this industrialization.”
Hybrid B-pillarsThe prepreg used to reinforce the B pillars is delivered from
Hexcel Austria (Neumarkt) using epoxy resin from an undisclosed
supplier and carbon fiber from SGL Carbon SE (Wiesbaden).
It arrives precut to shape and on trays, which are stacked onto
trolleys and rolled into the workcell’s feed station. “The solid green
layer on top is the epoxy adhesive which will bond the CFRP to
the hot-formed steel B-pillar,” says Wolferseder, “but also provide
isolation against galvanic corrosion.”
A robot picks up two of the adhesive-coated prepreg preforms
and places them on a light table to enable an automated stack
orientation check, which is completed in a few seconds by a Vision
Machine Technic (Mannheim, Germany) system. The robot then
picks up the preforms again and after returning to the work-
cell’s periphery swivels to the other side of the robot transit aisle

27CompositesWorld.com
NEWS
Fig. 3 Wet pressed “backbone”Wet pressing is used to make the tunnel (top photo), which forms the backbone of the 7 Series Carbon Core BIW, as well as three of the roof bows and four sill reinforcements, while HP-RTM is used to make the roof rails (bottom photo) and central roof cross member. Source | BMW AG
Fig. 4 Recycled SMC C-pillarBoth the 7 Series C-pillar (shown here) and rear cross member/upper trunk cover use recycled carbon fiber SMC. Source | BMW AG
Fig. 5 Automated milling maximizes throughputAutomated CNC mills enable molded parts — tunnel shown here in machining (top photo) and quality assurance (bottom photo) — to be loaded/unloaded at the front of the machine while another is being milled at the back, for maximum throughput and efficiency. Source | BMW AG
BMW 7 Series Plant
and places the preforms into one of several drawers in a convec-
tion oven. Here, the CFRP preforms and the steel B-pillars are
preheated before pressing. The preforms are then transferred from
the heating drawer to a forming station where they are placed onto
and shaped by a set of pins that essentially form an articulated
tool. After this is completed, the two shaped preforms are mated to
two preheated steel B pillars and then fed into the press. A twin-
cavity tool, supplied by Koller Formenbau (Dietfurt, Germany),
molds a complete set of left and right B-pillars in one stroke. Wolf-
erseder explains that the presses used here are the same as those
employed in wet pressing, but the pre-and post-press equipment
is completely different.
After a high-temp, high-pressure cycle, the two finished parts
are removed and set on a shelf where they will cool at ambient
temperature. “The cooling stage is needed in order for the parts to
finish hardening,” says Wolferseder, “and also for the two workers
at the end of the line to be able to handle them.” The robot receives
a signal that the temperature of the parts is cool enough and then
transfers them to the conveyor belt where the workers will pick
them up, perform a visual inspection for quality and will also
remove the peel ply/foil on top of the prepreg. “The CFRP allows

NOVEMBER 201628 CompositesWorld
PLANT TOUR
us to use a thinner, more lightweight steel
part,” says Wolferseder, “saving 2 kg while
providing superior crash performance.”
Dingolfing Body ShopA short drive from the CFRP Shop is the
40,000m2 Body Shop, where CFRP parts and
metal parts from the Press Shop are joined
into modules, which then are assembled
into the 7 Series BIW. CW’s tour here is led by
Christoph Roth, head of production for the
BMW 7 Series Body-in-White. Scanning the
floor from an overhead viewing bay, the high degree of automa-
tion is obvious — 460 robotic arms are used in the shop’s 7 Series
section alone, overseen by 130 technicians per shift.
Roth explains that CFRP parts come into this building through
an exterior washing area where dust from machining is removed.
“All of the parts do this except for the B-pillars because they are
not machined and they are also not bonded during BIW produc-
tion, only welded,” Roth explains. “This washing and then drying is
necessary because all of these parts will be bonded, so the surfaces
must be very clean.” The CFRP parts are fed into the Body Shop
on a just-in-time (JIT) basis, directed from the overall produc-
tion control system. After drying, the parts are sent to one of the
20 automated production cells that join the CFRP parts to metal.
These cells produce parts for all 7 Series derivatives, including left
and right hand drives and the extra-length version.
“Figuring out how to join all of these parts and the production
cells needed was the challenge,” says Roth. “Every joining method
already existed somewhere in the automotive industry, but the
challenge was how to bring it all together with these new materials
and make it all work for our production cycles.” The roof frames
and lower sill reinforcements are glued and riveted, but the rivets
are used only to hold the glued surfaces in contact until the epoxy
adhesive cures. “We decide on what fasteners to use depending on
where the part is in the car, the material and also the access,” he
explains. “If you can only access one side, then you use flow-drill-
screws, for which we have also developed very innovative new
technology.” The latter require no pilot hole, feature an undercut
beneath the heads and very fast installation, which heats up the
surrounding material and, as a result, “welds” the fasteners in to a
degree. Roth continues, “We use 150 flow-drill-screws per each 7
Series BIW. If the machine can gain access to top and bottom, then
we can use rivets.”
Roth describes one area where fasteners have been eliminated:
“The aluminum casted part that is glued
to the CF SMC rear support replaces up to
30 separate parts but has now been inte-
grated into a one-piece unit.” Walking past
multiple rectangular, fenced-in produc-
tion cells, each with two or three robotic
arms moving parts through various prepa-
ration and joining operations, he points
out a worker who is performing ultrasonic
inspection on a completed subassembly.
Fig. 7 Tunnel workcellRobotic arms apply epoxy adhesive to the CFRP tunnel, checking placement, width and continuity via cameras before bonding to metal components.
Source | BMW AG
Fig. 6 Wet pressing of sillsWet compression molding of sills begins with robotic applica-tion of epoxy resin onto flat NCF stacks. These are transferred to a mold (a, b) and pressed (c).
Source | BMW AG
A
B
C

29CompositesWorld.comCW-half-Revchem.indd 1 9/8/16 1:04 PM
NEWS
Fig. 8 Subassembly preparationMultiple CFRP-containing subassemblies are prepared for attachment to the Carbon Core BIW, like this one that contains the RTM roof rail (top), sills and hybrid B-pillar (bottom and center but CF on downward face of both) and SMC reinforcement for C-pillar (far right). Source | BMW AG
“Three parts per shift are pulled from each station and tested
either nondestructively or with light force to ensure strength.”
Tunnel assembly cellTrolleys with CFRP and metal parts are loaded into the auto-
mated production cell. A Kuka robotic arm picks up a CFRP tunnel
and rotates it beneath a mix, meter and dispense (MMD) nozzle
for application of epoxy adhesive (Fig. 7, p. 28). The part is then
placed under a set of cameras for a quick QA check of adhesive
placement vs. a reference. “There must be no interruptions in the
length, and it also checks the width of the adhesive bead,” explains
Roth. “It doesn’t worry about the thickness because we apply more
adhesive than necessary and also use spacers, which maintain the
distance between the parts for uniform bondline thickness.”
Fig. 9 Carbon Core takes shapeAssembly proceeds as the BIW passes through subsequent stations for attach-ment of side assemblies (shown here). Other subassemblies are robotically lowered into position and fastened or welded until Carbon Core completion.
Source | BMW AG
BMW 7 Series Plant

NOVEMBER 201630 CompositesWorld
PLANT TOUR
“We use roughly 150m of glue per 7 Series
BIW,” says Roth. There are drums of adhesive
from Sika AG (Baar, Switzerland) and also
MMD machines at each production cell. “We
have used SIKA and bonding for metal parts
for years,” says Roth, “but the adhesive we use
for the CFRP stations is a specialty adhesive
for CFRP-to-sheet-metal bonding.”
The tunnel is then mated to the steel
components of this subassembly. Rivets are
applied to affix the CFRP and steel pieces
together until the epoxy hardens five
hours later, when the BIW goes into the
paint oven. The tunnel production cell
produces 17 units per hour.
When asked about issues encountered
while developing the various press cells,
Roth responds, “The challenge was how to
qualify personnel to repair and maintain
these new machines for joining multiple
materials. So, we pulled our best mainte-
nance personnel and placed them within
the process development group so that
they would understand the technology
behind these machines and processes.”
These personnel then became specialists
for the new joining equipment. “It is key
that they were involved from the begin-
ning,” Roth adds.
Building the Carbon CoreOther cells that join CFRP and metal parts
include those for sills, B- and C-pillars and
roof rail assemblies. Most of the completed
subassemblies that contain CFRP are used
to form the BIW’s mid-section. The C pillar
reinforcement and upper trunk cover are
on the rear section (Fig. 8, p. 29). The front
section is all metal.
Once a subassembly is completed, it
is loaded by elevator onto an overhead
conveyor that transports it to the BIW
assembly line. Assembly of the BIW begins
with key steel and aluminum chassis
pieces joined and welded atop a moving
sled. The BIW then progresses through
subsequent stations where additional
subassemblies are lowered, robotically
placed, fastened and/or welded until the
Carbon Core is complete (Fig. 9, p. 29).
Final assembly lineCompleted BIWs are painted before
proceeding through Hall 52, which
produces 5, 6 and 7 Series vehicles. An
adjacent Hall 50 produces BMW 3,4 and 5
Series cars. A car rolls off the line every 83
seconds in Hall 52, and every 58 seconds
in Hall 50. Each hall contains 350-400
stations on three levels: Pre-assembly
modules are on the ground floor (level
0) and transported up to level 2, where
vehicle assembly is completed and then
back down to level 1 for the finishing line.
“All of our cars are built to order, so this
presents a challenge,” notes CW’s guide
Read this article online | short.compositesworld.com/BMW7Series
The 7 Series is breaking ground in top-line vehicle luxury. See CW’s online Side Story titled “BMW 7-Series: New definition of luxury” | short.compositesworld.com/7SeriesLux
Read more in “Wet compression molding” online | short.compositesworld.com/wetcomp
Working with Composites One is a unique partnership with our PEOPLE. From regional customer
service reps and technical sales teams, to local support teams at over 35 distribution centers in the U.S. and throughout Canada, we’ll make sure you find what you need, and receive it when you
need it. As your partner, we’ll give you access to emerging market expertise and process application know-how, and do what it takes
to help grow your business. We’ll also provide you with the unmatched service and support you should expect from North
America’s leading composites distributor.
That’s the power of Partnership. The Power of One – Composites One.
800.621.8003 | www.compositesone.com | www.b2bcomposites.com
People | Product | Process | Performance
“At Composites One, we make it our business to know your business.”Gary Yoder, Driver, Goshen, IN
Visit the all-new compositesone.com.

31CompositesWorld.com
NEWS
DeWAL’s pressure-sensitive PTFE tapes and films are known for tightly sealing carbon-fiber composites and cleanly releasing parts from molds. Use them to separate epoxy resins from laminates or to seal vacuum bags up to 500°F.DeWAL PTFE tapes and films offer minimal elongation and temperature-resistant silicone-based adhesion. UL-recognized 204-HD films are both skived and tensilized for higher tensile strength, lower elongation and higher dielectric strength. 204-HD films range from 0.5 to 21.5 inches wide and are as long as 108 feet, with tensile strength up to 13,000 psi at 500°F. They are in stock in 2, 3 and 5 mil thicknesses, as are other 36” width DeWAL tapes and films for composites. Whether you are doing open or closed molding, whether your process is lay-up, compression molding, resin transfer or continuous lamination, DeWAL will share a solution with you.
15 Ray Trainor DriveNarragansett, RI 02882 www.dewal.com [email protected] 800-366-8356 (International: 001-401-789-9736)
Quality of Product...First
DeWAL PTFE Tapes & Films — for tighter vacuum seals and cleaner mold separation.
Used as an alternative to sanding and painting Used as peel-ply on molds
Used between a mold and a carbon-fiber composite
DW 134
DW 204-HD
DW 202 & DW 2000
for Hall 52, head of assembly at BMW
Group Plant Dingolfing Robert Küssel.
“There is no other auto manufacturing
center that has this much complexity.”
Stopping at one position in the line,
an instrument panel is fed up from the
ground floor through an elevator. This
station’s technician walks over and
attaches a robot to the completed IP
module. He then guides it to a car moving
slowly through the line where he places
it inside, but the robot does the installa-
tion. The whole process is controlled and
documented by the equipment. “Parts
are sequenced in Logistics in what we call
Lineside Supply,” says Küssel, “this builds
in a lot of flexibility to our assembly lines.
We can easily adapt to new parts and new
models.” He notes the whole building is
fed by 200 multi-car material supply train
cars per hour.
On the finishing line, cars are tested
again for functionality of each subsystem.
Transported to the ground floor, they are
driven through a short test track to check
noise, vibration and harshness (NVH).
A certain number of cars per shift are
selected for road testing on a longer test
track adjacent to the assembly halls, and
a subset of those go out on the highway
next to the facility for a longer test. “It’s
all about quality,” says Küssel. “Our
customers expect a very high level of
quality from us.”
CFRP-integrated industrial productionAnd that is the real story of this plant:
Efficiency in manufacturing, yet quality in
every detail, despite myriad individually
specified components. Carbon parts may
be made in their own shop, but they are
prepped, joined and painted with all of
the other BIW parts into a coherent, well-
designed and high-performance platform.
CFRP is just another specialty, another
complexity, another functionality rolled
into what BMW already does so well. It
has become standard procedure, but only
because the company recognized and
addressed challenges early on, in areas as
diverse as the carbon fiber supply chain,
part processing, isolation from galvanic
corrosion, quality control and technician
training.
“We use CFRP not just here and there in a visual part to be flashy,” says Küssel, “but in
a way that adds functionality and performance to the car.” Articles in the industry press
suggest that BMW will extend CFRP use into new Motorrad motorcycle models and
an all-electric i5 crossover SUV
expected to be revealed next year
and in production by 2019. Upon
exiting Plant 2.4, and seeing several
camouflaged, pre-production
vehicles undergoing tests, CW’s
question is: “which Dingolfing
model will be next?”
CW senior editor Ginger Gardiner has an engineering/materials background and more than 20 years in the composites industry. [email protected]
BMW 7 Series Plant

NOVEMBER 201632 CompositesWorld
INSIDE MANUFACTURING
A Brazilian modular wall system that can deliver affordable homes and schools in days is exported to meet global needs, including for refugee resettlement.
» MVC Plasticos began in 1989 as an engineering plastics fabri-
cator for the automotive industry. Based in the city of São José
dos Pinhais, in the Brazilian state of Paraná, it expanded, opening
manufacturing locations in Catalão (GO), Camaçari (BA) and
Maceió (AL). Now a composites manufacturer, it supplies a variety
of products into not only the automotive but also the wind energy,
agribusiness, general industrial and construction markets.
“Our philosophy is to use composites to replace traditional
materials,” notes Erivelto Mussio, MVC’s development manager of
building products. Using a variety of fibers, resins and other mate-
rials, it has expanded its processing repertoire to include contin-
uous lamination, vacuum forming, thermoplastic extrusion, resin
transfer molding, resin infusion and pultrusion.
It is in the field of construction that MVC Plasticos has begun
to make its international mark. Building on its experience with
continuous lamination and pultrusion, the company began devel-
opment of its MVC Wall System in 2003. It is a modular construc-
tion system based on industrialized production of composite
sandwich panels made from fiberglass-reinforced composite
sheets and insulating core, connected at corners and other joints
by pultruded profiles. “The original idea was to build affordable
houses,” explains Mussio. But soon it became clear there were
opportunities in many other types of construction, including
banks and schools. MVC also has supplied specialty panels for
the ceiling of the award-winning Carrasco International Airport in
Montevideo, Uruguay.
The selling point? Although onsite construction time depends
upon the building type and size, once a foundation (typically a
concrete slab) is completed, Mussio says assembly and finishing
of the wall system proceeds with comparatively “Lego-like”
simplicity, taking only 12-15 days for small buildings (e.g., a 70m2
house) and 60-120 days for larger, more complex structures (e.g.,
a 3,100m2 school), or roughly 30% of what conventional construc-
tion would require. That’s not to suggest, however, that MVC Plas-
ticos sells temporary structures. All MVC Wall System components
are designed for a minimum 50-year service life.
No surprise, then, that the company is negotiating expansion
throughout South America and is completing certification as far
Fast-build construction with composites
By Ginger Gardiner / Senior Editor

CompositesWorld.com 33
NEWS
away as Germany to export its modular housing for resettlement of
Syrian refugees. “The need is so large,” Mussio points out. “We are
not yet sure how many houses will be built, but there is potential
for thousands.”
Intensive industrial manufacturingFast onsite build of the MVC Wall System is possible because
most of the construction is completed in the MVC factory. “We
have industrial production of the building components,” explains
Mussio. These include pultruded structural profiles — such as
columns and beams — and then the “blade” sandwich panels for
walls and ceilings. The walls are rolled out complete with window
and door openings and with electrical installations inside (Fig.
1, p. 36). When the components arrive at the building site, they
only need to be assembled, and then painted and finished with
plumbing and light fixtures, floor coverings, etc.
The panels use glass fiber-reinforced polyester resin facesheets,
produced via continuous lamination (Step 3, p. 34) and include
an orthophthalic gel coat surface resistant to ultraviolet radiation.
MVC Wall System
The glass fiber rovings used in pultrusions (Roving 366) and panel
facings (Roving ME 3050) are supplied by Owens Corning Fiber-
glas A.S. LTDA (Rio Claro, SP, Brazil). The orthophthalic polyester
resin — which includes alumina trihydrate to meet fire resistance
requirements — is sourced from Reichhold Do Brasil LTDA (São
Paulo). The composite facesheets are continuously laminated, cut
and then bonded to EPS (expanded polystyrene) or polyisocyan-
urate (polyiso) foam cores with polyurethane adhesive in low-
pressure vacuum presses (Step 4, p. 34). Before they are bonded
between the facesheets, the foam core slabs are routered and pre-
fitted with the electrical conduit and outlet boxes.
EPS foam offers an insulation value (heat resistance) of R-4 to
R-5, while polyiso foam is rated as R-6 for 1-inch thickness (the
higher the value, the greater the insulation; see Learn More, p.
38). Although it is not used in the MVC Wall System, fiberglass
batting is rated at R-3. “For the climate in Brazil, where we don’t
have a cold winter, EPS is sufficient,” Mussio notes, adding that
“for Europe, however, polyiso foam is needed. We don’t change
the thickness of the panels, but instead change the insulation
Affordable construction materials for emerging communities
MVC Plasticos’ modular construction system is based on industri-alized production of composite sandwich panels and pultruded profiles. The MVC Wall System offers safe, energy-efficient and attractive residential structures (photo on p. 32) that can be built at a rapid pace. The modular concept also has given a significant boost to Brazil’s effort to promote public education, with MVC’s multiple school building designs (examples above and right), and has become an important facet of MVC Plasticos’ module/model development efforts.
Source | MVC Plasticos

NOVEMBER 201634 CompositesWorld
INSIDE MANUFACTURING
4 Facings are bonded to foam core — with electrical conduit pre-installed — using polyurethane adhesive in a vacuum press (at right of image).
5 Panels are machined to create openings for windows and doors and receive bonded edge profiles. They are then labeled and readied for shipment to building sites. Source | MVC Plasticos
6 At the building site, base fixation profiles are adhesively bonded to the foundation with epoxy and fastened with screws in preparation for wall erection. Source | MVC Plasticos
3 Wall and ceiling panels begin with composite faceskins made via continuous lamination. Source | MVC Plasticos
2 Structural columns, beams and connecting profiles are pultruded at the MVC factory. Source | MVC Plasticos
1 Each model of house, school or special project is computer-designed in-house by MVC to meet standard building regulations and specific customer requirements. Source | MVC Plasticos Source | MVC Plasticos and Gazeto do Povo

CompositesWorld.com 35
NEWSMVC Wall System
7 Composite wall panels and vertical pultruded columns are adhesively bonded and mechanically fastened into base fixation rails. Source | MVC Plasticos
8 Pultruded beams are adhesively bonded and mechanically fastened to the panel tops to support conventional roof construction. Source | MVC Plasticos
9 Buildings are finished using conventional doors, windows, paint, flooring and fixtures. Source | MVC Plasticos
capacity through the type and density of foam.” He says MVC
prefers to keep the panel thickness standardized because they
are connected using pultruded profiles, which are made to
specific measurements. To change the panel thicknesses — the
walls are typically 10 cm and the ceilings are 5 cm — would
require a cascade of tooling changes for the pultrusions.
Finished panels are routed for windows and doors (Step 5,
p. 34) and outfitted with adhesively bonded edge profiles. All
components are then labeled and grouped appropriately for
shipment to building sites.
Reduced onsite assemblyAt the building site, MVC’s customer, the construction
contractor, takes over. Base fixation profiles are bonded to the
concrete foundation using structural epoxy adhesive (Step 6,
p. 34) and then affixed with corrosion-resistant, stainless steel
self-tapping screws. Panels are then adhesively bonded into the
base profiles and a silane-based sealant used in shipbuilding
is applied to ensure moisture resistance. To bear overhead
roof-and-beam loads and join panels at junctions and corners,
pultruded vertical columns are installed at each panel’s vertical
sides, adhesively bonded and screwed into base profiles and
panel edges (Step 7, this page). Pultruded cover pieces are used
to conceal the panel/column seams as well as any additional
piping or conduit installed by the builder. Next, horizontal
pultruded beams are placed on the tops of the wall panels, to
form a load-bearing structural frame to which roof joists can be
attached (Step 8, left).
In larger, more complex structures, galvanized steel profiles
are used in place of selected pultruded profiles to increase
load-bearing capability. Mussio also notes that there are cases
(e.g., roofing structures) in which standards are still lacking for
composites. “So conventional materials are used here to speed
structural calculations,” he adds. From there, commercially avail-
able doors and windows are fitted into the factory-engineered
Air terminal top treatment
In an unusual application, MVC Plasticos supplied 22,000m2 of overhead composite panels for the Carrasco International Airport main terminal building.
Source | MVC Plasticos

NOVEMBER 201636 CompositesWorld
INSIDE MANUFACTURING
openings, and the building is finished using conventional mate-
rials (Step 9, p. 35).
Modular design controls costBecause the MVC Wall System is based on modules, MVC Plas-
ticos can mass-produce standard components, yet combine these
to provide a wide range of design alternatives to meet specific
building project needs. “The engineering process is longer than
the construction process,” Mussio points out, “so the cost would
be too high if we had to engineer a new construction for every
building. Also, we need enough quantity of the same structures for
industrial production, so this requires some standardization.”
MVC Plasticos also has developed standard structural models:
three for schools in Brazil and four options for schools in Argen-
tina, including two- (208m2), six- (850m2) and 12-classroom
(3,100m2) models and daycare centers (1,060m2). The school
buildings contain administration/office space, kitchen, class-
rooms, bathrooms and a covered play area, with the larger models
also including warehouse and storage rooms, service areas and
dressing rooms.
Of course, there are always projects that demand some-
thing different. Mussio says changing the color of the resins in
the pultruded profiles and panel surface sheets is possible, and
although panels are normally kept within a 3.5m width and 12m
Fig. 1 Wall panel anatomy
The composite-faced wall and ceiling panels feature foam cores pre-routed and fitted with electrical conduit and outlet/fixture boxes. Source | MVC Plasticos
Composite material
Electrical outlet box
Conduit
Composite material
Compound core
Metallic finishing 2006.10.30A logo mark “Shikoku Chemicals Corporation”
ADVANCED MATERIALS FOR CFRP
LATENT CURING AGENT FOR EPOXY RESINCombination of P-0505 (Hardener) and L-07E (Stabilizer) used together with epoxy resin achieve a one-part system with excellent storage stability, lower curing temperature and shorter curing time.
www.shikoku.co.jp/eng/products/cureduct.html
HIGH MECHANICAL PROPERTIES, HIGH Tg, FLAME RETARDANT THERMOSETTING RESINSHIKOKU Benzoxazine can improve thermal, mechanical and flame retardant properties when compounded as an additive in other resins, such as epoxy.
www.shikoku.co.jp/eng/products/benzoxazine.html
CUREDUCT™ P-0505 / L-07E
BENZOXAZINE P-d / F-a type
THE SLOVER GROUP (Sales representative)Vernon Clements | [email protected]: 713.468.1795 Ext.103
SHIKOKU INTERNATIONAL CORPORATIONYosuke Kurita | [email protected]
Tel: 714.978.0347 Ext. 102

37CompositesWorld.com
NEWSMVC Wall System
length to accommodate transportation by container or truck,
panel dimensions can be varied. For example, MVC supplied
narrower 2.5m wide by 7.5m long panels to form the lower (inner)
surface of the parachute-shaped Carrasco International Airport
terminal (photo, p. 35). Further, the 22,000m2 of panels did
not differ in appearance, but were split between three designs,
according to wind resistance requirements. Areas inside the
terminal at the structure’s center were not exposed to wind, but
those in outer regions were, and had to resist additional loading.
Ensuring that system components can meet the structural
requirements of each project was MVC Plasticos’ greatest chal-
lenge, says Mussio. “Developing the MVC Wall System was very
difficult because there were no internationally accepted standards
to make the static calculations for the pultruded structural system
components,” he explains. “We needed proof of our construction
methods and the load-bearing capabilities.” Additionally, compos-
ites are designed with different compositions based on the types
of fibers, reinforcement patterns, resins and processes used. “So
there are many, many possibilities to produce the same structural
profile,” says Mussio. “This variation in materials produces large
variations in strength and stiffness, the structural properties. To
overcome this challenge, we had to make many prototypes, physi-
cally test them and then provide not only our structural calcula-
tions, but also all of our own test data.”
But the extensive development has become a plus. “Now we are
benefitting,” he explains, “because, for Germany, we can send all
of our test data and they can verify our calculations and structural
performance, and compare that with other systems.” This also was
key in the selection process used by Brazil’s National Program to
Restructure and Equip the Public School System (PROINFÂNCIA).
“Our constructions were verified as technically superior to projects
using conventional construction systems,” says Mussio.
MVC has made a significant investment in order to ensure its
system is readily usable by the construction industry worldwide,
including a dedicated design and development center, an exten-
sive and well-equipped material and physical testing laboratory
and a staff of civil and structural engineers. The latter have enabled
development of all the fixation and installation details, which are
explained and illustrated by the necessary drawings and reference
documents for each project.
Advantage for the underservedMVC’s combination of superior performance and speed of
delivery is a definite advantage, and not one typically enjoyed
by the students and families who benefit from these composite
construction projects. But the value is undeniable. For example,
in 2011-2012, the MVC Wall System was used to rebuild 35
schools in 12 municipalities that had been destroyed by heavy
heavy loads love light support
Trunk and cargo load floors made with BASF polyurethane chemistry offer the best of all worlds. Less added weight, superior strength and maximum stability. Plus, our unique polyurethane chemistry combined with paper honeycombs saves space, reduces sound and vibration, provides good adhesion for substrates, and resists heat and wear. Big idea – small package. Because at BASF, we create chemistry.
Learn more at www.automotive.basf.us

NOVEMBER 201638 CompositesWorld
INSIDE MANUFACTURING
System nevertheless has been used
in more than 280,000m2 of built area,
including large residential developments,
such as the 436-house project in the city
of Japeri, in Rio de Janeiro, completed in
December 2013. Built as part of the My
House My Life Program for low-income
families, each of the project’s 37.8m2
houses includes two bedrooms, a living
area, kitchen, bathroom and laundry/
service area. In 2014, MVC also initiated
construction of a large 250-house project
in the city of Igrejinha.
In 2016, the company formed a strategic
partnership with Argentinian resin manu-
facturer PLAQUIMET (Buenos Aires).
According to PLAQUIMET director Eric
Engstfeld, production from a new manu-
facturing plant there is slated to begin
in 2017, with the goal of providing new
alternatives that will speed commercial/
residential development there and accel-
erate its participation in the global trend
toward energy-efficient and sustainable
construction.
As part of its forward-focused strategy,
MVC Plasticos continues to develop new
designs. The O.BOX, a clever one-room
module, can be a cost-effective retail/
service space or modules can be
combined to provide aesthetic yet afford-
able options for first-time homeowners.
The CONEKTA+ concept uses stackable
composite units to achieve more sustain-
able multi-story housing. (View these in
the online version of this article, via the
link in Learn More.)
In the middle of the 20th Century,
“Casa de plástico” was heralded by futur-
ists around the world. MVC Plasticos’
21st Century achievements in materials,
process and an economical approach
has finally realized that future, one made
possible by fiber-reinforced plastics.
CW senior editor Ginger Gardiner has an engineering/materials background and has more than 20 years in the composites industry. [email protected]
rains in the Brazilian state of Alagoas.
Two-room schools were completed in
less than 30 days and six-room schools
in less than 60 days — note that the
concrete foundations alone typically
required 15 and 30 days, respectively.
Thus, students were able to resume their
classroom education more quickly than with conventional construction, and enjoy
more comfort, quality and safety vs. temporary, trailer-type units.
Although many of its housing projects comprise 20 units or fewer, the MVC Wall
Read this article online | short.compositesworld.com/MVCWall
Read more online about the advantages of composites for building insulation in “MVC Wall System: Insulatively instructive” | short.compositesworld.com/MVCInsulat
WTF
yomingest
ixturesINC.
• Over 40 types of fixtures in stock, ready to be shipped. • Expert consultation with Dr. Adams • Email or call today to discuss your fixture and custom design needs.
Three and Four Point Short Beam FixtureASTM D 790, D 6272,
D 7264, D 2344
2960 E. Millcreek Canyon RoadSalt Lake City, UT 84109
Phone (801) 484.5055Fax (801) 484.6008
email: [email protected]
Dr. Donald F. AdamsPresident50 years of Composite Testing Experience
FLEXURE FIXTURES FOR EVERY SPECIMEN SIZE
We provide quotes for a variety of grips, fixtures, and jigs. We carry over 40 types of fixtures in stock, available for immediate delivery.
Email or call us today. We look forward to hearing from you.
Three and Four Point FlexureASTM D 790,
D 6272, D 7264
Long Beam Flexure Fixture
w/Alignment Rods and Bearings
ASTM C 393, D 7249
Reversed Cycle Flexural Fatigue
Miniature Flexure Fixture

ADVERTISING INDEX
39
CALENDAR
CompositesWorld.com
Composites Events
See more events at: short.compositesworld.com/events
Nov. 1-3, 2016 — Orlando, FL, US NBAA (National Business Aviation Assn.)
2016 Annual Meeting and Conventionnbaa.org/events/bace/2016
Nov. 2-3, 2016 — Birmingham, UKAdvanced Engineering UKadvancedengineeringuk.com
Nov. 9-11, 2016 — Scottsdale, AZ, US Carbon Fiber 2016carbonfiberevent.com
Nov. 14-16, 2016 — Sao Paulo, Brazil Feiplar Composites + Feipur 2016feiplar.com.br
Nov. 15-17, 2016 — Suntec City, SingaporeJEC Asia 2016jeccomposites.com/events/jec-asia-2016
Nov. 16, 2016 — Loughborough, Leicestershire, UK Composites in Sportcompositesinsport.com
Nov. 28-29, 2016 — Stuttgart, Germany 2nd International Composites Congress (ICC)composites-europe.com/1st_international_composites_congress_icc_28.html?
Nov. 29-Dec. 1, 2016 — Stuttgart, Germany Composites Europe 2016composites-europe.com
Dec. 6-7, 2016 — Newport Beach, CA, US Cyclitechwww.cyclitech.events
Dec. 6-8, 2016 — Phoenix, AZ, USCPVS 2016: Composite Pressure Vessel
Symposium 2016cpvsymposium.com
Dec. 7-9, 2016 — Pasadena, CA, USAdditive Manufacturing Americas 2016amshow-americas.com/welcome-additive-manufacturing-americas
Dec. 12-14, 2016 — Düsseldorf, Germany Wind Turbine Blade Manufacture 2016amiplastics-na.com/events/Event.aspx?code=C756&sec=7154
Jan. 23-24, 2017 — Paris, FranceICCM Paris – 19th International Conference on
Composite Materialswaset.org/conference/2017/01/paris/ICCM
March 6-9, 2017 — Ft. Worth, TX, USAeroDef 2017aerodefevent.com
March 13-15, 2017 — Beverly Hills, CA, US SpeedNews 31st Annual Commercial Aviation
Industry Suppliers Conferencespeednews.com/commercial-aviation-industry-suppliers-conference
March 14-16, 2017 — Paris-Nord Villepinte, FranceJEC World 2017jeccomposites.com
March 21-22, 2017 — Scottsdale, AZ, USSPE Thermoset 2017 TOPCONeiseverywhere.com//ehome/179523
March 26-30, 2017 — New Orleans, LA, US NACE Corrosion 2017nacecorrosion.org
April 4-6, 2017 — Hamburg, Germany Aircraft Interiors Expo 2017aircraftinteriorsexpo.com
April 4-6, 2017 — Detroit, MI, US SAE 2017 World Congresssae.org/events/composites-europe.com
May 22-25, 2017 — Seattle, WA, USSAMPE Seattle 2017nasampe.org/events/EventDetails.aspx?id=621210&group=
P.O. Box1366 Norwich Rd.
Plainfield, CT. 06374Office: 860.564.7817Cell: 860.608.4696Fax: 860.564.1535
Adhesive Prepregs for Composite Manufacturers
Lightning Strike Prepregs
www.geiss-ttt.com
HIGH PERFORMANCE CNC MACHINERY AND TOOLING
ADVANCED CUTTING SYSTEMS AVAILABLE
203.988.9426 [email protected]
• LASER CUTTING
• ULTRASONIC KNIFE• ULTRASONIC ROTATING DISK
• INTEGRATED DUST EXTRACTION• CONVENTIONAL MILLING & ROUTING

NOVEMBER 201640 CompositesWorld
Sandwich panels provide music, sound masking sans weight
World Class CNC Machinery3 Axis & 5 Axis
30+ years of innovation, custom engineering and industry experience as an Original Equipment
Manufacturer (OEM), Diversi�ed Machine Systems is trusted by industry leaders to produce a superior
machine and deliver the ROI.
Fully enclosed 3 Axis & 5 Axis CNC solutions with proven results in the composite industry. Our
experienced engineers will design you a custom CNC solution to meet your company’s production needs.
APPLICATIONS
› Using patented technology and a wide range of finishes, SD4 Technologies (Muskegon Heights, MI, US) is turning its lightweight Dakore laminated panels into speakers and creative solutions for acoustic and furnishing challenges in restaurants, office buildings, RVs, boats and trade show displays. SD4’s panels feature a sandwich construction of paper honeycomb core wrapped in fiberglass, then sprayed with Baypreg polyurethane supplied by Covestro LLC (Pittsburgh, PA, US). This not only provides good flexural and torsional stiffness and resistance to deflection, but also cuts weight by 50% vs. conventional laminated panels.
“We’re using a proprietary mix of the Baypreg products to get the specific performance we need,” explains SD4 president David Miller. Used in composite automotive load floors for years, Baypreg two-part polyurethane offers, in addition to low weight, good mechanical properties and an efficient, low-VOC emission, short-cycle manufacturing process.
SD4 has found a receptive market in western Michigan’s extensive office furniture industry. “Traditional materials for tabletops and architectural panels are heavy,” says Miller. This requires more manpower for installation and also increases shipping costs. Particle board, a common alterna-tive, lacks the strength-to-weight ratio needed for many applications. In one case, SD4’s customer was able to build a 4 ft by 8 ft by 2 inch (1.2m by 2.4m by 51 mm) library table, with a 75-kg weight reduction, using Dakore panels in the top instead of particle board. Miller says SD4 also has made 0.6m by 1.2m panels that look like marble and granite, “but weigh only 9 kg. We actually suspended these from the ceiling of a restaurant as a demonstration and, with our speaker technology, were able to fill a whole dining room with music.” Surface finishes also include laminates, wood veneer, concrete, dry erase/marker board and stone veneer, and a variety of edge effects.
Miller explains that SD4 now receives many inquiries from architects, thanks to the growing trend for noise cancellation and white-noise/sound-masking systems aimed at improving privacy and productivity in the workplace and enhancing customers’ experience in bars and restaurants.
CORED GLASS/PU SPEAKERS, TABLETOPS IMPRESS
SD4 Technologies’ Dakore composite panels combine aesthetic surface finishes with lightweight materials, presenting new opportunities in interior design and furniture construction. Source | SD4 Technologies

41CompositesWorld.com
New Products
» DATA GATHERING/MANAGEMENT TOOLS
Mobile app for tooling boardsCoastal Enterprises Co. (Orange, CA, US) has intro-duced Precision Board Mobile, a mobile app designed to help composites professionals get more information on Coastal’s high-density urethane tooling materials. Available at the Apple App Store or on Google Play, the app has a number of features, including the following: • Product Overview: Overview of Precision Board, its applications, features and benefits, as well as the densities and sheet sizes available. • Technical Data: View SDS and MSDS, technical data sheets, material options and more. • Request a Sample: Instantly order a sample of Precision Board.
• Request a Quote: Provide a brief description, and Coastal will provide a quote. • Contact Us: Call, send an e-mail or get directions to the Coastal facility. • Precision Board FAQ: Frequently asked questions for tooling and signage. • Images & Videos: Tooling and sign photo galleries and videos. • Social Media: Options for staying connected with Coastal.www.precisionboard.com
» CNC MACHINING EQUIPMENT & ACCESSORIES
Robotics systemFives Liné Machines Inc. (Granby, QC, Canada) has launched Liné Machines Robotics to provide cost-effective and flexible robotics solutions for the
aerospace and other industries. This robotics system is designed to provide solutions around seven core processing areas: 1) milling, trimming and drilling; 2) deburring and polishing; 3) cleaning and surfacing; 4) forming; 5) inspection and scanning; 6) automa-tion, tooling and part handling; and 7) peripheral equipment for machine tools. Solutions will be explored in laser, waterjet, milling, shot peening, scanning, vision and other applications.metal-cutting-composites.fivesgroup.com
NEW PRODUCTS
CompositesWorld-halfpage.indd 1 3/7/16 10:35 AM
NOVEMBER 201642 CompositesWorld
MARKETPLACE / ADVERTISING INDEX
MANUFACTURING SUPPLIERS
Blended Continuous Filament Thermoplastic and
Reinforcement Fibers for Composites
Contact Randy Spencer at 401-828-1100 ext 111 or
Available in various temperature ranges
800-762-1144 • 626-961-0211 • Fax 626-968-5140Website: http//:www.generalsealants.comE-mail: [email protected]
Used world wide by composite manufacturers
Distributed by:AIRTECH INTERNATIONAL INC.
Tel: (714) 899-8100 • Fax: (714) 899-8179Website: http//:www.airtechintl.com
Manufactured by:®
PO Box 3855, City of Industry, CA 91744
ADVERTISING INDEX
RECRUITMENT/ HELP WANTED
Diamond and Solid Carbide • Technical Advice • Rotary Drills/Routers • C’sinks/Hole Saws • Stock and Specials
Designed For Compositeswww.starliteindustries.com800.727.1022 / 610.527.1300
VacuumTables.com • 773.725.4900
• Work Holding applications• Eliminates clamps/adhesives• Reduces set-up time• Retrofits all machines• OEMs and Dealers Wanted
Vacuum Tables for Composites
COMPOSITE LAMINATES.
Thermoplastic LaminatesFrom Stock
PPS • PEEK • PA 6Plain or woven surface
.0625” & .080”[email protected]
203.265.3608 9:00am - 3:00pm
Ultrasonic C-Scan Inspection Systems for your
High Performance Materials
• Automated Ultrasonic C-Scan Systems for Simple and Complex Geometries• Multi-Axis Gantries and Immersion Tanks• System Upgrades
www.matec.comEmail: [email protected]
56 Hudson St., Northborough, MA 01532 • 508-351-3423
24305 Prielipp Road, Suite 102, Wildomar, CA 92595
FOR SALE BY OWNER20,000 Sq. Ft. Fiberglass Mfg. Plant
19 acres along with proprietary product line Location: Mid-OhioContact: Tony Gerich 419-564-1272
A&P Technology Inc. . . . . . . . . . . . . . . . .Inside Front Coverwww.braider.com
A.P.C.M. LLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39www.prepregs.com
Abaris Training . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20www.abaris.com
Airtech International . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2, 18www.airtechintl.com
Anderson America Corp.. . . . . . . . . . . . . . . . . . . . . . . . . . . 14www.andersonamerica.com
BASF Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37www.automotive.basf.us
C.R. Onsrud Inc.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3www.cronsrud.com
Chem-Trend Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9www.chemtrend.com
Coastal Enterprises Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17www.precisionboard.com
Composites One LLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30www.compositesone.com
www.forcomposites.comComposites Industry Recruiting and Placement
COMPOSITES SOURCESPhone (225) 273-4001 • Fax (225) 275-5807
P.O. Box 40086, Baton Rouge, LA 70835Email: [email protected]
BUSINESS FOR SALE

43
ADVERTISING INDEX
CompositesWorld.com
ADVERTISING INDEX Continued
DeWal Industries Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31www.dewal.com
Diversified Machine Systems . . . . . . . . . . . . . . . . . . . . . . . 40www.dmscncrouters.com
Duna USA Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . Back Coverwww.dunagroup.com
Emerald Performance Materials. . . . . . . . . . . . . . . . . . . . . 22www.cvc.emeraldmaterials.com
Fives Cincinnati . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5www.fivesgroup.com
Flow International Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . 23www.aquarese.fr
Geiss LLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39www.geiss-ttt.com
General Plastics Manufacturing Co. Inc. . . . . . . . . . . . . . . .21www.generalplastics.com
Grieve Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16www.grievecorp.com
Hawkeye Industries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41www.duratec1.com
Hufschmied USA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14www.hufschmied.net
Master Bond Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15www.masterbond.com
McClean Anderson . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17www.mccleananderson.com
North Coast Composites. . . . . . . . . . . . . . . . . . . . . . . . . . . .15www.northcoast.us
Pacific Coast Composites . . . . . . . . . . . . . . . . . . . . . . . . . . .19www.pccomposites.com
Revchem Composites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29www.revchem.com
Shikoku International Corp. . . . . . . . . . . . . . . . . . . . . . . . . 36www.shikoku.co.jp
Smart Tooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18www.smarttooling.com
Superior Tool Service Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . .19www.superiortoolservice.com
Torr Technologies Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21www.torrtech.com
Walton Process Technologies Inc. . . . . . . . . . . . . . . . . . . . .16www.autoclaves.com
Web Industries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20www.webindustries.com
Wisconsin Oven Corp. . . . . . . . . . . . . . . . Inside Back Coverwww.wisoven.com
Wyoming Test Fixtures Inc.. . . . . . . . . . . . . . . . . . . . . . . . . 38www.wyomingtestfixtures.com
UNITED STATES POSTAL SERVICESTATEMENT OF OWNERSHIP, MANAGEMENT AND CIRCULATION
(Required by 39 U.S.C. 3685)1. Title of Publication: CompositesWorld
2. Publication No.: 2376-5232
3. Date of Filing: October 1, 2016.
4. Frequency of Issue: Monthly.
5. No. of Issues Published Annually: 12.
6. Annual Subscription Price: $89.00.
7. Complete Mailing Address of Known Office of Publication (not printer): 6915 Valley Avenue, Cincinnati, OH 45244-3029, Hamilton County.
8. Complete Mailing Address of the Headquarters of General Business Offices of the Publisher (not printer): 6915 Valley Avenue, Cincinnati, OH 45244-3029, Hamilton County.
9. Names and Addresses of Publisher, Editor and Managing Editor: (Publisher) Ryan Delahanty, 300 Cardinal Lane, Ste. 200, Saint Charles, IL 60175 (Editor-in-Chief) Jeff Sloan, 463 South Arriba Drive, Pueblo, CO 81007 (Managing Editor) Mike Musselman, 2675 South Lincoln Street, Denver CO 80210
10. Owner (If owned by a corporation, its name and address must be stated and also immediately thereunder the names and addresses of stockholders owning or holding 1 percent or more of the total amount of stock. If not owned by a corporation, the names and addresses of the individual owners must be given. If owned by a partnership or other unincorporated firm, its name and address, as well as that of each individual must be given. If the publication is published by a nonprofit organization, its name and address must be stated.): Gardner Business Media, Inc., 6915 Valley Avenue, Cincinnati, OH 45244-3029. Richard G. Kline, 796 Huntersknoll Lane, Cincinnati, OH 45230; Rosemary L. Kline, 7740 Oyster Bay Lane, Cincinnati, OH 45244; Steven R. Kline, 49 Glasgow Drive, Pinehurst, NC 28374.11. Known Bondholders, Mortgagees and Other Security Holders Owning or Holding 1 Percent or More of Total Amount of Bonds, Mortgages or Other Securities: None.
12. Does Not Apply.
13. Publication Name: CompositesWorld
14. Issue Date for Circulation Data Below: September 2016.
15. Extent and Nature of Circulation:
Average No. Copies Actual No. Copies of Each Issue During Single Issue Published Preceding 12 Months Nearest to Filing Datea. Total No. Copies (Net Press Run) .........................................................30,378 ......................................31,731b. Paid and/or Requested Circulation (1) Outside County Paid/Requested Mail Subscriptions (Include Advertisers’ Proof Copies/Exchange Copies) ..........................26,319 ......................................26,857 (2) In-County Paid or Requested Mail Subscriptions (Include Advertisers’ Proof Copies/Exchange Copies) ............................... N/A ...........................................N/A (3) Sales Through Dealers and Carriers, Street Vendors and Counter Sales (Not Mailed) ......................................... N/A ...........................................N/A (4) Requested Copies Distributed by Other Mail Classes Through the USPS ..................................................................................... N/A ...........................................N/Ac. Total Paid and/or Requested Circulation (Sum of 15b(1), (2), (3) and (4)) ........................................................26,319 ......................................26,857d. Nonrequested Distribution (By Mail and Outside the Mail) (1) Outside County Nonrequested Copies Stated on PS Form 3541 (Samples, Complimentary and Other Free Copies) ..................................1,449 ........................................1,405 (2) In-County Nonrequested Copies (Samples, Complimentary and Other Free Copies) ..................................... N/A ...........................................N/A (3) Nonrequested Copies Distributed through the USPS ........................... N/A ...........................................N/A (4) Nonrequested Copies Distributed Outside the Mail ...........................1,910 ....................................... 2,769e. Total Nonrequested Distribution (Sum of 15d (1), (2), (3) and (4))........3,359 ....................................... 4,174f. Total Distribution (Sum of 15c and 15e) ...............................................29,678 ......................................31,031g. Copies Not Distributed .............................................................................700 ...........................................700h. Total (Sum of 15f, 15g) ........................................................................30,378 ......................................31,731 i. Percent Paid and/or Requested Circulation (15c/15f × 100) ..................88.7% ...................................... 86.5%
I certify that the statements made by me above are correct and complete.
Richard G. Kline, President
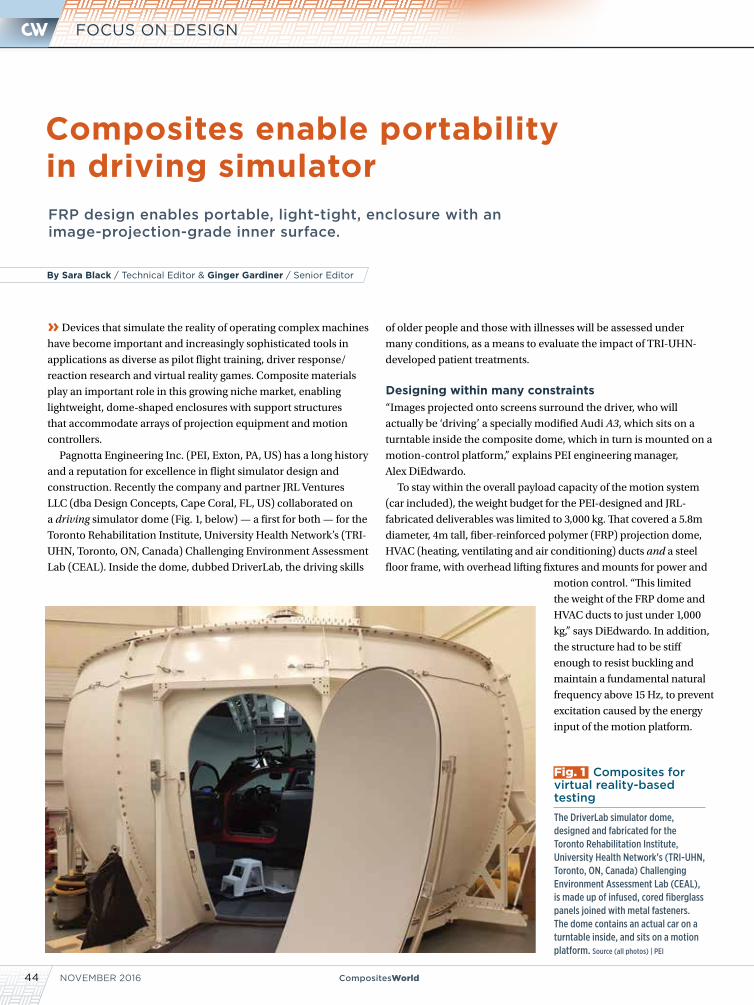
NOVEMBER 201644 CompositesWorld
FOCUS ON DESIGN
Composites enable portability in driving simulator FRP design enables portable, light-tight, enclosure with an image-projection-grade inner surface.
» Devices that simulate the reality of operating complex machines
have become important and increasingly sophisticated tools in
applications as diverse as pilot flight training, driver response/
reaction research and virtual reality games. Composite materials
play an important role in this growing niche market, enabling
lightweight, dome-shaped enclosures with support structures
that accommodate arrays of projection equipment and motion
controllers.
Pagnotta Engineering Inc. (PEI, Exton, PA, US) has a long history
and a reputation for excellence in flight simulator design and
construction. Recently the company and partner JRL Ventures
LLC (dba Design Concepts, Cape Coral, FL, US) collaborated on
a driving simulator dome (Fig. 1, below) — a first for both — for the
Toronto Rehabilitation Institute, University Health Network’s (TRI-
UHN, Toronto, ON, Canada) Challenging Environment Assessment
Lab (CEAL). Inside the dome, dubbed DriverLab, the driving skills
of older people and those with illnesses will be assessed under
many conditions, as a means to evaluate the impact of TRI-UHN-
developed patient treatments.
Designing within many constraints“Images projected onto screens surround the driver, who will
actually be ‘driving’ a specially modified Audi A3, which sits on a
turntable inside the composite dome, which in turn is mounted on a
motion-control platform,” explains PEI engineering manager,
Alex DiEdwardo.
To stay within the overall payload capacity of the motion system
(car included), the weight budget for the PEI-designed and JRL-
fabricated deliverables was limited to 3,000 kg. That covered a 5.8m
diameter, 4m tall, fiber-reinforced polymer (FRP) projection dome,
HVAC (heating, ventilating and air conditioning) ducts and a steel
floor frame, with overhead lifting fixtures and mounts for power and
motion control. “This limited
the weight of the FRP dome and
HVAC ducts to just under 1,000
kg,” says DiEdwardo. In addition,
the structure had to be stiff
enough to resist buckling and
maintain a fundamental natural
frequency above 15 Hz, to prevent
excitation caused by the energy
input of the motion platform.
By Sara Black / Technical Editor & Ginger Gardiner / Senior Editor
Fig. 1 Composites for virtual reality-based testing
The DriverLab simulator dome, designed and fabricated for the Toronto Rehabilitation Institute, University Health Network’s (TRI-UHN, Toronto, ON, Canada) Challenging Environment Assessment Lab (CEAL), is made up of infused, cored fiberglass panels joined with metal fasteners. The dome contains an actual car on a turntable inside, and sits on a motion platform. Source (all photos) | PEI

CompositesWorld.com 45
Illustration / Karl Reque
Driving Simulator Dome
PEI/Design Concepts DriverLab Driving Simulator Dome
› Turned flanges between the dome’s adjacent panels act as effective load paths, increasing dome stiffness and ensuring post-move stability and light-tightness.
› Fabrication via vacuum infusion and use of foam tooling kept resin volume down and dome weight within budget.
› Hospital fire safety requirements were met through the use of commercially available, fire-resistant foam core, infusion resin and finishing products.
In terms of laminate strength, PEI determined that typical
designs for aircraft flight simulators, which must withstand 2.5G
quasi-static accelerations in any direction, combined with 1G
gravity, would be sufficient, explains DiEdwardo. “These values are
much higher than the typical operational loads, and are specified
to protect occupants from a software-driven motion system failure
or a hydraulic strut failure.”
A big challenge was the fact that DriverLab would be routinely
exchanged for four other lab modules that would share a common
6m by 6m, six-degrees-of-freedom hydraulic motion platform, so
the simulator structure had to be capable of being unbolted from
the platform, lifted and moved (Fig. 2, p. 46), with no risk of over-
turning. Thus, the design had to account for stresses in the entire
structure, including the metallic floor frame, taking into account
the dome’s access door, for lifting load cases as well as overturning
stability, says DiEdwardo.
“From our past experience working on a swappable payload
flight simulator at NASA Langley,” he says, “we knew that lifting
stresses can really influence the design of the dome components,
due especially to the flexure of the floor frame during lifting.”
Those stresses meant that the dome’s access door would require
extra attention, to maintain a light-tight seal after moves.
The dome’s interior wall (the tool-side surface) would function
as the image projection surface. Strict requirements for that
surface and the projection system’s optics were provided by Inter-
national Development of Technology (Breda, The Netherlands),
4m
5.8m
HVAC duct
Aluminum bracket (reinforces flange at floor frame)
Alignment cones (ensure accurate mating to motion platform)
Steel floor frame (three sections, bolted together)
Aluminum door frame (ensures light-tight composite door alignment/position)
Mechanically fastened,
out-turned flange (acts as stiffening
structure, creating load
paths for inertial loads)
HVAC duct
Lifting point
Lifting point for transport
Alignment cones
Infused, cored
fiberglass panels

NOVEMBER 201646 CompositesWorld
FOCUS ON DESIGN
the simulation engineering firm contracted
by TRI-UHN to develop the DriverLab’s tech-
nical specifications. Those requirements drove
PEI to design the dome in a toroidal shape,
with an upper cap (see drawing, p. 45) to allow
sufficient surface area for the multiple projec-
tion scenarios. Laminate finish requirements were strict in terms
of smoothness to ensure quality of the projected graphics on the
composite surface (Fig. 3, p. 47, above right), so manufacturability
and tool quality needed careful consideration during the design
phase. Lastly, driving simulations would include water sprayed
onto the car inside the dome to simulate rain, so the floor element
had to be designed to capture and drain the water.
Keeping weight and costs lowThe dome structure’s FE model was created using Femap software
for pre- and post-processing, together with NX Nastran (both
supplied by Siemens PLM Software, Plano, TX, US). The modeling
software enabled static, quasi-static and modal (natural frequency)
analyses, and determination of maximum dynamic loads and
stresses due to the motion platform and lifting scenarios, so that
design factors of safety could be applied. The software’s buckling
eigenvalue solution
module and classical
engineering equations
helped PEI ensure
buckling factors of
safety were met, says DiEdwardo, and ultimately resulted in the
dome’s laminate architecture, which would consist of cored fiber-
glass sandwich segments bolted together with metallic fasteners.
“Our solution to get the strength and stiffness that we needed
was to construct the segments with [out-]turned flanges bolted
together, to act as stiffening structure and provide a smooth inner
surface,” explains DiEdwardo. “The thick, uncored flanges are
very effective in providing an efficient load path for inertial loads
from the projectors, and from the motion-control platform, and
allowed us to keep the cored field regions of the dome and cap
very light in weight, while keeping construction simple.” He adds
that flanges were reinforced with aluminum brackets where they
connected to the floor frame and to the projector mount in the
dome cap.
Trade studies were conducted to optimize the FRP laminate
thickness and number of skin plies, ply orientations, and core
density and thickness for the segments. The trade studies also
helped optimize the metal floor frame-member sections for
strength and stiffness, as well as ease of shipping and installation.
The final design of the frame comprised three sections that bolt
together.
Fig. 2 Emphasis on frequent portability
The dome is “swappable” with other simulator payloads, so it must not only be lightweight but also able to withstand lifting stresses when moved, via CEAL’s overhead lift (pictured here) onto or off of the common hydraulic motion platform.
Read this article online | short.compositesworld.com/DrvierLab

47CompositesWorld.com
Although the fiber architecture details are proprietary, ±45°
biaxial noncrimp glass fabrics from Vectorply (Phenix City, AL,
US) were selected for the skins, because they would best handle
the shear loads over the dome’s cored field regions, a conclu-
sion confirmed by the FE model. “Because this simulator would
operate in the basement of a hospital building, it had to meet
building fire codes,” DiEdwardo adds, particularly to avoid fire
spread to upper floors. Therefore, Airex foam core material,
13-19 mm thick and supplied by 3A Composites Core Materials
(Colfax, NC, US), was chosen for its fire-retardant properties. AOC’s (Collierville, TN, US) Firepel polyester infusion resin, also
was selected, in part, for its fire-resistance properties.
DiEdwardo reports that early manufacturing discussions with
Design Concepts focused on keeping costs down through open
mold/hand layup. But as the design matured, it became apparent
that the weight budget would be tough to meet by that route.
Design Concepts suggested that vacuum-infusing the parts, which
typically costs more than hand layup, would better control resin
volume and, therefore, part weight.
To keep infusion costs as low as possible, Design Concepts
CNC-machined the molds for each segment from expanded
polystyrene (EPS) foam. The shaped EPS was sheathed with fiber-
glass and resin, then overlaid with syntactic, which was machined
to the final dimensions of the dome’s inside surface. Given the
small part count, the low-cost foam molds saved time and cost but
posed the potential for lack of vacuum integrity during infusion.
That problem was solved with Diamondback tooling gel coat from
Polycryl (Oakland, TN, US). For the production parts, Hawkeye
Industries’ (Bloomington, CA, US) Duratech vinyl ester in-mold
primer was applied over the prepped mold surfaces prior to dry
layup, to enable cured parts to be painted with fire-resistant paint.
Before final parts were fabricated, PEI and Design Concepts
infused test panels using the selected materials and performed
coupon-level B-basis tension, compression and shear strength
tests in accordance with ASTM International (W. Conshohocken,
PA, US) methods. Says DiEdwardo, “Stresses determined using
the FE model were compared to the test allowables to ensure we
would get the performance we needed from the structure.”
One of the project’s biggest challenges was the door and door
frame design, says DiEdwardo. “It’s tough when designing simula-
tors to replace the lost stiffness when you have to cut an aperture
in the structure,” he explains. The door frame was designed around
existing hard points on the motion platform, and includes an
additional aluminum frame, mechanically attached to the dome
segment via post-bonded flat FRP panels (see drawing, p. 61).
The composite door itself was hand-fitted to the frame by Design
Concepts’ technicians, to ensure the seal was light-tight for best
projection performance, and the frame serves as a stiffening
element to help keep the door alignment consistent.
A unique product“The FRP weight ended up being 1,000 kg, including ventilation
ducting,” DiEdwardo reports, ”so we met the weight requirements
without issue and also used cost-effective materials to meet the
cost budget.” The dome also successfully completed factory accep-
tance testing by IDT and TRI-UHN prior to installation. And the
fully outfitted DriverLab was finally lowered through floor grates in
front of the TRI-UHN hospital into CEAL’s underground research
facility in August of this year.
PEI is hopeful that the success of DriverLab will open up new
opportunities for more driving simulators.
Driving Simulator Dome
Fig. 3 Focus on interior surface optics
Strict optical requirements outlined by simulation engineering firm International Development of Technology BV (Breda, The Netherlands) governed the design of the dome’s interior (tool-side) surface, which functions as the image projection surface. The projectors are visible, here, mounted to the inside of the dome’s cap.
Sara Black is CW’s technical editor and has served on the CW staff for 19 [email protected]
ABOUT THE AUTHORS
CW senior editor Ginger Gardiner has an engineering/materials background and has more than 20 years in the composites industry. [email protected]

REGISTER TODAY!November 9-11, 2016The Scottsdale Resort at McCormick RanchScottsdale, Arizona
It’s not too late! REGISTER TODAY!See the full agenda and register atCarbonFiberEvent.com
IN ASSOCIATION WITH:
Carbon Fiber 2016 is the preeminent conference on carbon fiber and the expanding role of this
material in the composites industry. The conference offers you cutting-edge information and access to
industry experts in streamlining manufacturing costs, market outlooks and forecasting, and more.
Don’t miss the Pre-conference seminar on November 9th! 2016 Global Outlook for CFRP and Carbon Fibers
Presented by: Chris Red | Composites Forecasts and Consulting, LLC(separate fee required)
CONFERENCE CO-CHAIRS:Andreas Wuellner, Chairman of Business Unit, Composites – Fibers and Materials (CFM) at SGL Group
Arnt Offringa, Director R&D, Fokker Aerostructures
GOLD SPONSORS
DIAMOND SPONSOR
PLATINUM SPONSOR
SILVER SPONSORS
CWCF16-RT_univ.indd 1 10/11/16 1:31 PM

2675 Main Street P.O. Box 873 East Troy, WI 53120 USAwww.wisoven.com • [email protected] • 262-642-3938
Interior Supply and ReturnDucts with Interior Lighting
Vacuum Lines for Composite Bag Applications Vacuum Piping System w/Pressure
Transducer & Thermocouple Jack Panel
Interior ThermocoupleJack Panel & Vacuum Stubs Pressure Transducer Monitoring Lines and
Data Acquisition Control System
Your Composite Curing Oven Specialists
Wisconsin Oven is a brand of Thermal Product Solutions, LLC
0516 Wisconsin Oven.indd 1 4/6/16 3:13 PM

1016 DUNA USA.indd 1 8/15/16 12:02 PM



















![AC DC081.PPT [Schreibgeschützt] - schweisspunkt.de · Produktionstechnik BMW AG Dingolfing A. Lang 2 • DC-MIG-Impulslichtbogen (Standard-Lichtbogen) • AC-MIG-Lichtbogen • Vorgänge](https://img.pdfslide.net/doc/110x75/5b68f1ae7f8b9a24488d5ee1/ac-dc081ppt-schreibgeschuetzt-produktionstechnik-bmw-ag-dingolfing-a-lang.jpg)








