Embed Size (px)
Citation preview
249
BÜYÜK GÜÇLÜ ELEKTRİK MAKİNELERİNDE BAKIM FAALİYETLERİ
Hasan ÖZDEMİR
Mehmet USANMAZ
Özet: Demir çelik fabrikalarının sıcak ve soğuk haddehanelerinde haddeleme tahrik motoru olarak büyük güçlü doğru akım (DC) ve alternatif akım (AC) motorları kullanılmaktadır. Ward-Leonard yöntemi ile sürülen sistemlerde ayrıca büyük güçlü senkron tahrik motorları ve doğru akım generatörleri bulunmaktadır. Bu tip elektrik makinelerin bakımı ve işletmesi özel yöntemler gerektirir. Bu çalışmada Erdemir sıcak haddehaneler bünyesinde bulunan büyük güçlü elektrik makinelerinin özellikleri, kullanım alanları ve bakım aktiviteleri anlatılmaktadır. Anahtar sözcükler: Ward-Leonard, M33 Makineler, Bandaj, MG-Set, Mill Motor.
1. GENEL TANITIM Demir-Çelik sektöründe haddeleme prosesi önemli aşamalardan birini teşkil etmektedir. Haddelemenin en önemli ayağı, haddeleri tahrik eden özel tasarlanıp imal edilen ve literatürde “Mill Motor” olarak geçen hadde motorlarıdır. Sadece haddeleri tahrik eden motorlar değil, aynı zamanda haddelenen malzemeyi transfer eden ve masa diye tabir edilen merdane gruplarını tahrik eden motorlar da Mill Motor tipindedir. Bu motorların en bariz özelliği, gövde yapılarının oldukça güçlü, yüksek tork üretebilen, %100 nominal akıma sürekli, %225 akıma bir dakika süreli (ortalama nominal değeri geçmemek kaydıyla), %275 akıma da kısa süreli akıma ve (instantaneous trip) dayanabilen motorlardır. Bu makinelerin hepsinde rotoru pedestal tipi metal(babit) yataklar taşımaktadır. Rotor, stator, şase ve yatak pedestalleri bu makinelerin ana parçalarıdır. DC motor statorları alt ve üst olmak üzere iki parçalıdır. Makineler cebri olarak fanlarla soğutulmaktadır. General Electric (GE) makinelerinde hava alttan girmekte, makineyi soğuttuktan sonra, komütatör tarafındaki açıklıktan, yine alttan dışarı çıkmaktadır. Komütatör ile diyafram arasındaki aralıktan geçen hızlı hava hem komütatörü soğutmakta hem de fırçalardan çıkan karbon tozlarını temizlemektedir. Westinghouse makinelerinde ise rotor mili etrafından ortamdan fan aracılığı ile emilen hava sargıların arasından ve komütatörden geçerek buraları soğutmakta ve fırça tozu ile beraber dış ortama eksoz edilmektedir. Ticari adı M33 olan büyük, yatay çalışan elektrik makineleri şu şekilde sınıflandırılır;
DC motorlar, DC generatörler, AC senkron motorlar,
1.1 DC Motorlar Erdemir Sıcak Haddehanelerde 3000 HP ile 12000 HP arasında değişen elektrik güçlerine sahip olan bu motorlar tekli olarak kullanıldığı gibi tandem (sıralı-mil bağlantılı) olarak da kullanılabilmektedir. Bunlardan 1965 ve 1978 yıllarında servise alınanlar Ward-Leonard yöntemi ile yani DC generatörlerle sürülmektedir. 1995 yılında servise alınanlar ise Tyristör Power Supply (TPS) sürücülerle sürülmektedir. 1.2 DC Generatörler Bu makineler DC hadde motorlarını beslemek amacıyla kullanılır. Motor-Generatör (MG-Set) grubunda generatör olarak yer alır. MG-Set Ward-Leonard yöntemi uygulamasının diğer bir adıdır. Genelde ortada tahrik motoru olarak senkron motor bulunur, iki veya tek taraftan mile bağlı generatörler vardır. MG-Set 500,750 veya 1000 RPM sabit hızda döner. Generatörlerin ikaz sargıları uyarılarak armatür çıkışlarında elde edilen değişken voltajla motorların armatür voltajı kontrol edilir. 1.3 AC Senkron Makineler Yukarda da bahsedildiği gibi MG-Set grubunda kinetik enerjiyi elde etmek yani miline bağlı olan DC generatör rotorlarını çevirmek amacıyla kullanılır. Sıcak
250
haddehanelerdeki uygulamalarda 2400 Volt / 1500 HP ile 13200 Volt / 6000-11200 HP gücünde senkron motorlar mevcuttur. AC senkron motorlarının hadde motoru olarak kullanımı dünyanın muhtelif demir-çelik fabrikalarında son yıllarda yoğun bir şekilde artmıştır. Erdemirde de bu yıl içinde 1.Şerit Hadde tesisinde tandem bağlı 2x2500 HP DC motor yerine yine tandem bağlı 2x3500 HP gücünde senkron hadde motoru servise alınacaktır. Bu motor Erdemirde Senkron Mill Motor olarak bir ilk olacaktır. Daha önce AC motorların kullanılmayışının sebebi kontrol güçlüğü idi. Son yıllarda Cycloconverter, DC linked PWM
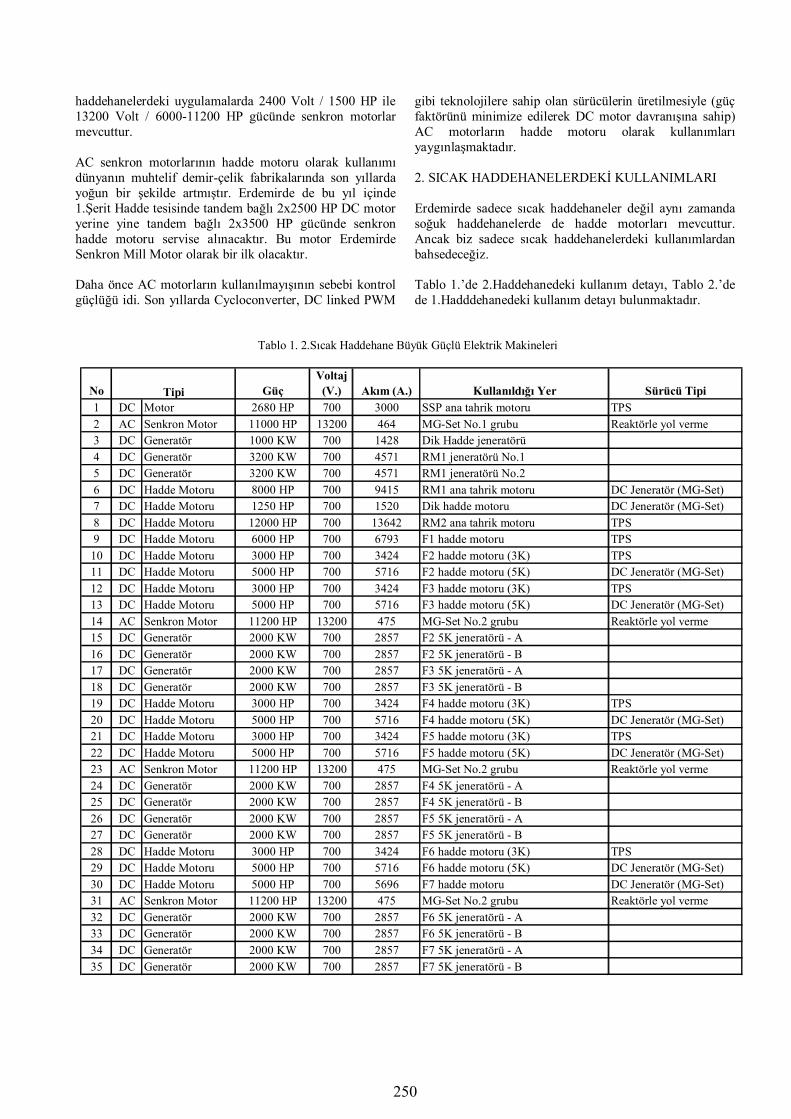
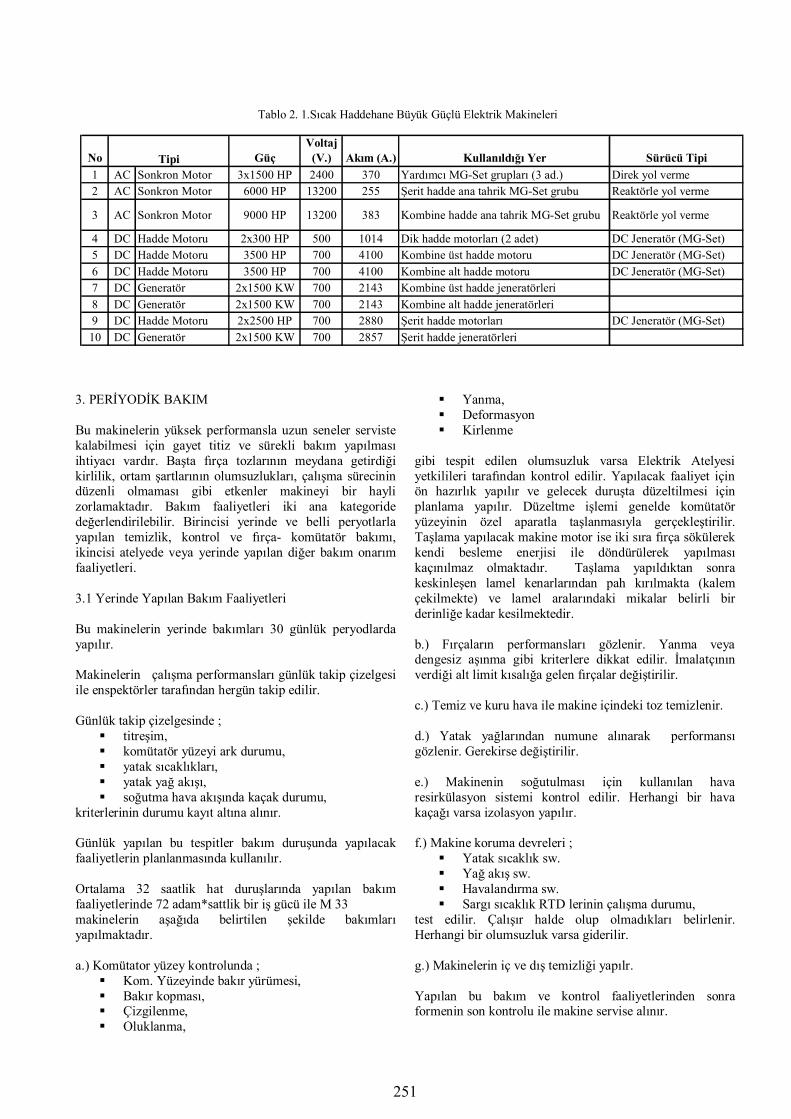
gibi teknolojilere sahip olan sürücülerin üretilmesiyle (güç faktörünü minimize edilerek DC motor davranışına sahip) AC motorların hadde motoru olarak kullanımları yaygınlaşmaktadır. 2. SICAK HADDEHANELERDEKİ KULLANIMLARI Erdemirde sadece sıcak haddehaneler değil aynı zamanda soğuk haddehanelerde de hadde motorları mevcuttur. Ancak biz sadece sıcak haddehanelerdeki kullanımlardan bahsedeceğiz. Tablo 1.’de 2.Haddehanedeki kullanım detayı, Tablo 2.’de de 1.Hadddehanedeki kullanım detayı bulunmaktadır.
Tablo 1. 2.Sıcak Haddehane Büyük Güçlü Elektrik Makineleri
No GüçVoltaj
(V.) Akım (A.) Kullanıldığı Yer Sürücü Tipi1 DC Motor 2680 HP 700 3000 SSP ana tahrik motoru TPS2 AC Senkron Motor 11000 HP 13200 464 MG-Set No.1 grubu Reaktörle yol verme3 DC Generatör 1000 KW 700 1428 Dik Hadde jeneratörü4 DC Generatör 3200 KW 700 4571 RM1 jeneratörü No.15 DC Generatör 3200 KW 700 4571 RM1 jeneratörü No.26 DC Hadde Motoru 8000 HP 700 9415 RM1 ana tahrik motoru DC Jeneratör (MG-Set)7 DC Hadde Motoru 1250 HP 700 1520 Dik hadde motoru DC Jeneratör (MG-Set)8 DC Hadde Motoru 12000 HP 700 13642 RM2 ana tahrik motoru TPS9 DC Hadde Motoru 6000 HP 700 6793 F1 hadde motoru TPS10 DC Hadde Motoru 3000 HP 700 3424 F2 hadde motoru (3K) TPS11 DC Hadde Motoru 5000 HP 700 5716 F2 hadde motoru (5K) DC Jeneratör (MG-Set)12 DC Hadde Motoru 3000 HP 700 3424 F3 hadde motoru (3K) TPS13 DC Hadde Motoru 5000 HP 700 5716 F3 hadde motoru (5K) DC Jeneratör (MG-Set)14 AC Senkron Motor 11200 HP 13200 475 MG-Set No.2 grubu Reaktörle yol verme15 DC Generatör 2000 KW 700 2857 F2 5K jeneratörü - A16 DC Generatör 2000 KW 700 2857 F2 5K jeneratörü - B17 DC Generatör 2000 KW 700 2857 F3 5K jeneratörü - A18 DC Generatör 2000 KW 700 2857 F3 5K jeneratörü - B19 DC Hadde Motoru 3000 HP 700 3424 F4 hadde motoru (3K) TPS20 DC Hadde Motoru 5000 HP 700 5716 F4 hadde motoru (5K) DC Jeneratör (MG-Set)21 DC Hadde Motoru 3000 HP 700 3424 F5 hadde motoru (3K) TPS22 DC Hadde Motoru 5000 HP 700 5716 F5 hadde motoru (5K) DC Jeneratör (MG-Set)23 AC Senkron Motor 11200 HP 13200 475 MG-Set No.2 grubu Reaktörle yol verme24 DC Generatör 2000 KW 700 2857 F4 5K jeneratörü - A25 DC Generatör 2000 KW 700 2857 F4 5K jeneratörü - B26 DC Generatör 2000 KW 700 2857 F5 5K jeneratörü - A27 DC Generatör 2000 KW 700 2857 F5 5K jeneratörü - B28 DC Hadde Motoru 3000 HP 700 3424 F6 hadde motoru (3K) TPS29 DC Hadde Motoru 5000 HP 700 5716 F6 hadde motoru (5K) DC Jeneratör (MG-Set)30 DC Hadde Motoru 5000 HP 700 5696 F7 hadde motoru DC Jeneratör (MG-Set)31 AC Senkron Motor 11200 HP 13200 475 MG-Set No.2 grubu Reaktörle yol verme32 DC Generatör 2000 KW 700 2857 F6 5K jeneratörü - A33 DC Generatör 2000 KW 700 2857 F6 5K jeneratörü - B34 DC Generatör 2000 KW 700 2857 F7 5K jeneratörü - A35 DC Generatör 2000 KW 700 2857 F7 5K jeneratörü - B
Tipi
251
Tablo 2. 1.Sıcak Haddehane Büyük Güçlü Elektrik Makineleri
No GüçVoltaj
(V.) Akım (A.) Kullanıldığı Yer Sürücü Tipi1 AC Sonkron Motor 3x1500 HP 2400 370 Yardımcı MG-Set grupları (3 ad.) Direk yol verme2 AC Sonkron Motor 6000 HP 13200 255 Şerit hadde ana tahrik MG-Set grubu Reaktörle yol verme
3 AC Sonkron Motor 9000 HP 13200 383 Kombine hadde ana tahrik MG-Set grubu Reaktörle yol verme
4 DC Hadde Motoru 2x300 HP 500 1014 Dik hadde motorları (2 adet) DC Jeneratör (MG-Set)5 DC Hadde Motoru 3500 HP 700 4100 Kombine üst hadde motoru DC Jeneratör (MG-Set)6 DC Hadde Motoru 3500 HP 700 4100 Kombine alt hadde motoru DC Jeneratör (MG-Set)7 DC Generatör 2x1500 KW 700 2143 Kombine üst hadde jeneratörleri8 DC Generatör 2x1500 KW 700 2143 Kombine alt hadde jeneratörleri9 DC Hadde Motoru 2x2500 HP 700 2880 Şerit hadde motorları DC Jeneratör (MG-Set)10 DC Generatör 2x1500 KW 700 2857 Şerit hadde jeneratörleri
Tipi
3. PERİYODİK BAKIM Bu makinelerin yüksek performansla uzun seneler serviste kalabilmesi için gayet titiz ve sürekli bakım yapılması ihtiyacı vardır. Başta fırça tozlarının meydana getirdiği kirlilik, ortam şartlarının olumsuzlukları, çalışma sürecinin düzenli olmaması gibi etkenler makineyi bir hayli zorlamaktadır. Bakım faaliyetleri iki ana kategoride değerlendirilebilir. Birincisi yerinde ve belli peryotlarla yapılan temizlik, kontrol ve fırça- komütatör bakımı, ikincisi atelyede veya yerinde yapılan diğer bakım onarım faaliyetleri. 3.1 Yerinde Yapılan Bakım Faaliyetleri Bu makinelerin yerinde bakımları 30 günlük peryodlarda yapılır. Makinelerin çalışma performansları günlük takip çizelgesi ile enspektörler tarafından hergün takip edilir. Günlük takip çizelgesinde ;
titreşim, komütatör yüzeyi ark durumu, yatak sıcaklıkları, yatak yağ akışı, soğutma hava akışında kaçak durumu,
kriterlerinin durumu kayıt altına alınır. Günlük yapılan bu tespitler bakım duruşunda yapılacak faaliyetlerin planlanmasında kullanılır. Ortalama 32 saatlik hat duruşlarında yapılan bakım faaliyetlerinde 72 adam*sattlik bir iş gücü ile M 33 makinelerin aşağıda belirtilen şekilde bakımları yapılmaktadır. a.) Komütator yüzey kontrolunda ;
Kom. Yüzeyinde bakır yürümesi, Bakır kopması, Çizgilenme, Oluklanma,
Yanma, Deformasyon Kirlenme
gibi tespit edilen olumsuzluk varsa Elektrik Atelyesi yetkilileri tarafından kontrol edilir. Yapılacak faaliyet için ön hazırlık yapılır ve gelecek duruşta düzeltilmesi için planlama yapılır. Düzeltme işlemi genelde komütatör yüzeyinin özel aparatla taşlanmasıyla gerçekleştirilir. Taşlama yapılacak makine motor ise iki sıra fırça sökülerek kendi besleme enerjisi ile döndürülerek yapılması kaçınılmaz olmaktadır. Taşlama yapıldıktan sonra keskinleşen lamel kenarlarından pah kırılmakta (kalem çekilmekte) ve lamel aralarındaki mikalar belirli bir derinliğe kadar kesilmektedir. b.) Fırçaların performansları gözlenir. Yanma veya dengesiz aşınma gibi kriterlere dikkat edilir. İmalatçının verdiği alt limit kısalığa gelen fırçalar değiştirilir. c.) Temiz ve kuru hava ile makine içindeki toz temizlenir. d.) Yatak yağlarından numune alınarak performansı gözlenir. Gerekirse değiştirilir. e.) Makinenin soğutulması için kullanılan hava resirkülasyon sistemi kontrol edilir. Herhangi bir hava kaçağı varsa izolasyon yapılır. f.) Makine koruma devreleri ;
Yatak sıcaklık sw. Yağ akış sw. Havalandırma sw. Sargı sıcaklık RTD lerinin çalışma durumu,
test edilir. Çalışır halde olup olmadıkları belirlenir. Herhangi bir olumsuzluk varsa giderilir. g.) Makinelerin iç ve dış temizliği yapılr. Yapılan bu bakım ve kontrol faaliyetlerinden sonra formenin son kontrolu ile makine servise alınır.

252
3.2 Atelyede Yapılan Bakım Faaliyetleri
On ton ağırlığa ve 1400 mm çapa kadar olan endüviler (armatürler) komütatör yüzeyleri ileri derecede bozulmuş veya izolasyonlarında bir problem ortaya çıkmış ya da bir arıza meydana gelmiş ise sökülerek atelyeye getirilmektedir. Parçanın kirlilik durumuna göre hava tutularak veya su ile yıkama suretiyle genel temizlikleri yapılmaktadır. Su ile yıkanan makinelere gerekli kurutmadan sonra sıcak vernik tatbik edilmekte ve komütatör sıcaklıkları 60ºC civarında iken torna edilmektedir. Torna işleminden sonra kalem testere işlemleri yapılarak bakım işlemi bitirilmektedir.
3.3 DC Makinelerde Komütatör Bandajlarının Yenilenmesi
DC Makinelerimizin çok büyük bir çoğunluğu General Elektrik (GE) ve Westinghouse markadır. Westinghouse marka motor komütatörleri kırlangıç geçmeli iken tüm GE markalı motor generatör komütatörleri bandajlı yapıdadır. Çok nadir de olsa bu komütatör bandajlarında çatlaklar oluşmakta ve buralara giren kömür tozları lamel kısa devrelerine neden olabilmektedir. Bu tehlikeyi yok etmek için komütatör bandajları büyüteç altında çatlak kontrolüne tabi tutulmakta ve çatlak olanlar ilk fırsatta yenilenmektedir. 2.Sıcak Haddehanede bulunan 2.000 KW gücündeki endüvilerde bandaj problemi ile karşılaşıldığında arızalı endüvi yedeği ile değiştirilmekte ve atelyede onarılmaktadır. Geçmişte birçok defa bu tip olaylar yaşanmış ve her arıza haddehaneyi en az 8 saat durdurmuştur. Haddehanenin bir saatlik duruş kaybı 20.000.-$ civarındadır. Böyle bir tesiste bir endüvinin plansız (arıza) değişimi 160.000.-$ civarında bir kar kaybına neden olmaktadır. En son Ekim’2000’de yaşanan bir arıza sonrası endüvilerin yedeği ile değiştirilerek atelye bakımı yapılmasına karar verildi. 12 endüvinin bu şekilde bakımı Mayıs 2001’de bitirildi. Bu kapsamda 12 endüvinin toplam 48 bandajından 18 tanesi çatlak görüldüğü için değiştirildi. Bu faaliyet ile Sıcak Haddehanede önümüzdeki yıllarda olası bandaj patlamalarının, beklenmeyen duruşların önüne geçilmesi amaçlandı. Şekil 1.’de 2.000 KW bir endüvide bandaj değişimi görülmektedir. 3.200 KW gücündeki generatörlerde veya hadde motorlarında meydana gelen bandaj problemleri ancak yerinde tamir edilebilmektedir. Bu da birkaç gün süren onarım faaliyeti ile gerçekleştirilebilmektedir. 1978 devreye alınma yılından beri bu tip arızalar birkaç defa yaşandı. Kasım 2000’de yapılan koruyucu bakım programı içerisinde RM1 motorunu besleyen 2 adet 3.200 KW generatörün toplam 8 adet bandajı yenilendi. Bu yenilenme esnasında B generatöründe iki lamel arasında karbonlaşmış patlamaya yakın bir bölge tesbit edildi. Bu bandajların komple değişimi önceden planlı yapıldığı için 4,5 günde bitirildi. Ancak arıza şeklinde bu işlem daha fazla sürebileceği gibi tesisin diğer kısımlarında da verimli bir bakım yapılamayacaktı.
Şekil 1. 2000 KW Generatör Endüvisinde Bandaj Sarılması
Bandaj malzemesi olarak glass banding tape kullanılmaktadır. Bandaj işlemi öncesi yenilenecek eski bandaj dikkatlice kesilmekte ve gerekli temizlik yapılmaktadır. Daha sonra endüvi fırında ısıtılarak komütatör sıcaklığının 100ºC civarına çıkması sağlanmaktadır. Komütatör bu sıcaklıkta iken torna tezgahına bağlanmakta yaklaşık 10 m/dak hızla dönerken 100 kg/cm bant genişliği olacak bir gergi ile bandaj yapılmaktadır. Bandajın üzeri polyester bant ile sarılarak kullanılan bandın cinsine göre 135–150 ºC sıcaklıkta 3 ile 8 saat arasında pişirilmektedir. Polyester bant pişirme esnasında ortaya çıkan reçinenin düzgün ve parlak bir tabaka oluşturmasını sağlamaktadır.
3.4 Senkron Motorlarda Bakım Faaliyetleri Sıcak Haddehanelerde Tablo 1 ve Tablo 2’de görüldüğü gibi gücü 1.500 HP ile 11.200 HP arasında değişen 9 adet senkron motor bulunmaktadır. Bütün bu motorlar MG-Setlerde tahrik motoru olarak kullanılmaktadır. Bu motorların mili tek tarfı uzun olarak imal edilmişlerdir ve pedestal yataklar üzerinde dönmektedirler. Milin tek tarafı uzun olmasının iki sebebi vardır. Birincisi rotor sabit dururken statorun milin uzun tarafına kaydırılarak gerekli kontrol ve bakım yapılması, ikincisi stator kaydırıldıktan sonra stator ve rotor ayrı ayrı vinçlerle kaldırılarak montaj ve demontaj yapılmasıdır. Bu motorlarda yerinde temizlik, izolasyon kontrolu, sıkılama, kısmen vernikleme gibi bakım aktiviteleri gerçekleştirilmektedir. Stator sargılarının patlaması durumunda yerinde veya atelyede onarım yapılabilmektedir. Böyle bir olay 9.000 HP motorda 1993 yılında yaşandı. Statorun bütün sargıları atelyede yenilendi. Bu motorumuz 1993 yılından bu yana problemsiz olarak çalışmaktadır.
Elektrik Atelyesinde bakım onarım faaliyetlerinde önemli ekipman olarak ; üç adet bobin sarma, bir adet bobin açma (form verme) ve iki adet sıcak bobin presi tezgahı, bir adet Surge Tester , bir adet DC Hi-Pot, bir adet BJM All Tester IV cihazı kullanılmaktadır. Ayrıca bir adet vakumlu vernik kazanı ve sabit bir elektrikli fırın kullanılmaktadır.
5. KAYNAKLAR [1] U. Aziz,”Elektrik Bakım El Kitabı” Erdemir Yayınları, 1990 [2] “Large Horizontal DC Motors and Generators” GE, 1975, GEEP-T-17-I



























