-
4-i
4
SECTION 4BOOM
TABLE OF CONTENTSBoom Stop Adjustments . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . 4-1
Automatic Boom Stop . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 4-1Maximum
Operating Angles . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 4-1Operation . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . 4-1Maintenance . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1
Adjustment . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3Physical Boom Stop . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 4-4
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 4-4Removal . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . 4-4
Boom Angle Indicator . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5Adjusting Angle Indicator . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 4-5Sensor
Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 4-5
Pendulum-Type 120 Potentiometer . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 4-5Solid State Sensor . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . 4-5
Ordering Boom and Jib Lacings . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 4-7Purpose. . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 4-7Boom or Jib
Identification . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 4-7Ordering Lacings from
Lacing Drawings. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 4-7Ordering Lacings without Lacing Drawings. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-8Welding
Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 4-8
Boom, Jib, Tower, and Mast Inspection/Repair . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 4-9Extent of Repair . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 4-9Ordering Lacings. . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . 4-9Inspection Intervals . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . 4-9Inspection Guidelines . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-10Replacement Specifications . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 4-10
Dents . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . 4-10Gradual
and Sweeping Bends . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . 4-10Kinks . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 4-11Cracks and Breaks . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . 4-11Corrosion
and Abrasion . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 4-12Chord Straightness . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . 4-13Welding Electrodes . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 4-14Replacing
Lacings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 4-15
Boom, Jib, Tower, and Mast Inspection List . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 4-16Using Checklist . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 4-16Record Keeping . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 4-16Identifying Sections. . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . 4-16
Servicing Boom Hoist Cylinder . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 4-18Boom Hoist
Cylinders Welding . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 4-19
Before Welding on Crane . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 4-19
7771050
-
7771050
-
4-1
4
777 SERVICE MANUAL BOOM
SECTION 4BOOM
BOOM STOP ADJUSTMENTSThis section contains instructions for both
types of boomstops the crane has: automatic and physical.
Automatic Boom Stop
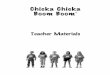
Maximum Operating AnglesA limit switch (Figure 4-1, View B)
automatically stops theboom hoist cylinders when the boom is raised
to one of the
following preset maximum (MAX) operating angles,depending on
boom configuration: 83 for Boom without Luffing Jib. 88 for Boom
with Luffing Jib.
OperationWhen the boom is below the MAX angle (Figure 4-1,
ViewC), the limit switch is closed and its LED (light-emitting
diode)is on. The boom hoist can be operated as long as the switchis
closed.
When the boom is raised to its MAX angle (Figure 4-1, ViewB),
the actuator opens the limit switch and the LED goes off.Boom hoist
operation stops automatically because the openlimit switch turns
off power to the boom hoist electric circuit.The boom hoist pump
shifts to neutral and the holding valvesclose to stop boom
movement.
MaintenanceAt least once weekly, check that the automatic boom
stopstops the boom at the specified MAX angle. If not, replaceany
damaged or worn parts and/or adjust the boom stop.
WARNINGFalling Attachment!
Do not operate crane unless automatic boom stop isproperly
adjusted and operational. Do not adjust MAXoperating angle higher
than specified. Boom can bepulled over backwards or collapse,
causing death orserious injury.
FIGURE 4-1P436 View A
View B
View C(switch closed)
(switch open)
LimitSwitch
Cap Screws
ActuatorBracket
Actuator
LED(off when switch
is open)
A990
Left InboardSide of Boom
1/16 in.(1.59 mm)
7771050
-
4-2
BOOM 777 SERVICE MANUAL
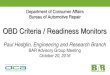
FIGURE 4-2
#78 Boom without Luffing Jib
Boom Lengthft (m)
Dimension Aft-in. (m)
60 (18.3) 8-6 (2.6)70 (21.3) 9-8 (3.0)80 (24.4) 10-11 (3.3)90
(27.4) 12-1 (3.7)100 (30.5) 13-5 (4.1)110 (33.5) 14-7 (4.4)120
(36.6) 15-10 (4.8)130 (39.6) 17-0 (5.2)140 (42.7) 18-2 (5.6)150
(45.7) 19-6 (5.9)160 (48.8) 20-8 (6.3)170 (51.8) 21-11 (6.7)180
(54.9) 23-1 (7.0)190 (57.9) 24-4 (7.4)200 (61.0) 25-7 (7.8)210
(64.0) 26-10 (8.2)220 (67.1) 28-0 (8.5)230 (70.1) 29-2 (8.9)240
(73.2) 30-5 (9.3)250 (76.2) 31-8 (9.6)260 (79.2) 32-11 (10.0)270
(82.3) 34-1 (10.4)
#78 Boom with Luffing Jib
Boom Lengthft (m)
Dimension Aft-in. (m)
60 (18.3) 3-4 (1.0)70 (21.3) 3-7 (1.1)80 (24.4) 4-0 (1.2)90
(27.4) 4-4 (1.3)100 (30.5) 4-8 (1.4)110 (33.5) 5-0 (1.5)120 (36.6)
5-5 (1.6)130 (39.6) 5-8 (1.7)140 (42.7) 6-1 (1.9)150 (42.7) 6-5
(2.0)160 (48.8) 6-10 (2.1)170 (51.8) 7-1 (2.2)180 (54.9) 7-6
(2.3)190 (57.9) 7-10 (2.4)200 (61.0) 8-2 (2.5)210 (64.0) 8-6
(2.6)220 (67.1) 8-11 (2.7)230 (70.1) 9-2 (2.8)240 (73.2) 9-8
(2.9)250 (76.2) 9-11 (3.0)260 (79.2) 10-4 (3.1)270 (82.3) 10-7
(3.2)
View A
Dimension
Front ofRotating Bed
P472
LoadBlock
A
A990
Center of Freely Suspended Load Block
or Single-Part Line.
Dimension A is measured from front of rotating bed to centerline
of load block freely suspended from lower boom point.
If a single-part line is used over lower boom point, add 14 in.
(357 mm) to dimension in table and measure to centerline of freely
suspended single-part line.
7771050
-
4-3
4
777 SERVICE MANUAL BOOM
AdjustmentThe automatic boom stop was adjusted and sealed at
thefactory. Readjustment is required when the boom stop fails
tostop the boom, when parts are replaced, and each timeluffing jib
is installed or removed. The seals must beremoved to allow
readjustment.Travel crane onto a firm level surface or level crane
byblocking under crawlers.1. Loosen capscrews retaining actuator to
actuator
bracket.
2. Rotate actuator out of way so it does not contact limitswitch
roller when step 3 is performed.
3. Raise boom to Dimension A for corresponding boomlength and
angle (see Figure 4-2 Tables).
4. Check position of limit switch with relation to
actuatorbracket. If necessary, loosen screws and adjust limit
switch up or down in slots to obtain dimension inFigure 4-1,
View C. Securely tighten mounting screws.
Limit switch will not trip open if it is too far from
actuatorbracket. Limit switch could be damaged from over-travelif
it is too close to actuator bracket.5. Rotate actuator against
limit switch roller until limit
switch just clicks open and hold. The LED should go outwhen the
switch opens. If it does not, troubleshoot theelectrical
system.
6. Securely tighten cap screws for actuator.7. Lower boom
several degrees.8. Slowly raise boom. The LED should light when
the
switch closes. If it does not, troubleshoot the
electricalsystem.
9. Boom must stop at specified Dimension A; if not,repeat
adjustment steps.
7771050
-
4-4
BOOM 777 SERVICE MANUAL
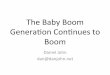
Physical Boom StopThe physical boom stop assembly (Figure 4-3)
serves thefollowing functions: Assist in stopping the boom smoothly
at any angle
above 81.
Assist in preventing the boom rigging from pulling theboom back
when traveling or setting loads with theboom at any angle above
81.
Assist in moving the boom forward when lowering theboom from any
angle above 81.
Provide a physical stop at 90.
OperationSee Figure 4-3 for following procedure.1. When the boom
is raised to 81, the springs in the boom
stop tube begin to compress.2. As the boom is raised higher,
spring compression
increases to exert greater force against the boom.3. If for any
reason the boom is raised to 90, the boom
stop springs will fully compress to provide a physicalstop.
RemovalNormally, the boom stop tubes are not removed unless
theyneed repair or replacement.
FIGURE 4-3
A991
81
81 Start ofSpring Cushion.
Solid at 90
32 inchOverlap Boom StopUpper Tube Spring
Boom StopLower Tube
Use care when handling boomstop tubes. Lower tube is not
retained in upper tube.
Boom Butt
ShippingPosition
90
WARNINGFalling Load Hazard!
Physical boom stop must be installed for all craneoperations.
Physical boom stop does not automaticallystop boom at maximum
operating angle. Automatic boomstop must be installed and properly
adjusted.
WARNINGFalling Load Hazard!
Use care if boom stop tubes are removed for any reason.Lower
tube is not retained by upper tube and they mayseparate when
detached.
7771050
-
4-5
4
777 SERVICE MANUAL BOOM
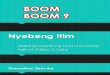
BOOM ANGLE INDICATOR An ang le sending uni t mounted on the boom
but t(Figure 4-4) monitors the boom angle.The sending unit houses a
sensor which sends an electricsignal to the cranes programmable
control ler. Theprogrammable controller converts the electric
signal into anangle which can be monitored on the digital display
in theoperators cab.
Adjusting Angle IndicatorPerform following adjustment steps at
initial installation, afterinstalling a new sending unit or
potentiometer, and at leastmonthly when boom is lowered to ground
(Figure 4-5).1. Locate punch marks on line through centerline of
boom
butt as shown in Figure 4-5. If necessary, scribe a linethrough
punch marks.
2. Hold a protractor-level along scribed line.3. Record angle
indicated on protractor-level.4. Scroll to boom angle on digital
display in operators cab.5. Angle shown on digital display must
match angle
recorded in step 3 plus or minus one degree.6. If necessary,
loosen mounting screws and rotate
sending unit in mounting slots until reading on digitaldisplay
matches angle on protractor-level.
7. Securely tighten mounting screws to lock adjustment.
Sensor ReplacementReplacement sending units can be either the
pendulum-type120 potentiometer (past production) or solid state
sensor(current production).Pendulum-Type 120 Potentiometer When
replacing parts in the pendulum-type potentiometersending unit,
take the following precautions (see Figure 4-6,View A):Mount
potentiometer at angle shown.Connect black, green, and white wires
from receptacle toproper terminals on terminal strip.Connect wires
from potentiometer to proper terminals onterminal strip.Make sure
all parts are securely fastened to their mountingposition.
Solid State Sensor When replacing existing pendulum-type
potentiometer withcurrent production solid state sensor, take the
followingprecautions (see Figure 4-6, View B):Identify all input
wires to existing potentiometer.Cut existing input wires near
terminal strip (if used) to allowfor splicing.Remove existing
potentiometer and terminal strip (if used).Mount new sensor in
existing holes at 52.5 as shown inView B.
Refer to wiring chart in View B and parallel splice sensorwires
to existing input wires with crimp, solder, and heatshrink
tubing.Seal green wire on sensor with heat shrink tubing and
coilup.
Angle Sending UnitBoom Butt
(left inboard leg)
Boom Stop Limit Switch
Receptacle
FIGURE 4-4P437
Punch Mark (typical)
Scribed Line
Boom Butt (right outboard leg)
Protractor Level
Angle Sending Unit (left inboard leg)
FIGURE 4-5
A990
7771050
-
4-6
BOOM 777 SERVICE MANUAL
FIGURE 4-6
O-Black52.5 REF.
Boom Angle Sending Unit
Pendulum-Type Potentiometer
87FA-White
82BA-Green
3- Pole Receptacle with Protective Cap
(+)3
2
(-) 1
A990
52.5 REF.
O-Black
87FA-White
82BA-Green
3- Pole Receptacle
Solid State Sensor (+/- 60)M.C.C. #A09716Vendor #CS17
VIEW B
Input Wires Color
Sensor Wires Color
Operation Code
From ToBlack Black GroundGreen White SignalWhite Red 10 Volts
DC
Green N/C
A1294
VIEW A
Black
GreenRed
White
Position Sensor Like This
7771050
-
4-7
4
777 SERVICE MANUAL BOOM
ORDERING BOOM AND JIB LACINGS
PurposeThis topic is divided into two sections: Ordering boom or
jib lacings from Lacing Drawings
contained in Section F of the Parts Manual furnishedwith the
crane.
Ordering boom or jib lacings when lacing drawings arenot
available.
Boom or Jib IdentificationAll parts orders for lacings must
contain the boom or jibidentification number and the component part
number: Past Production (View A):
Boom or jib number, component part number, andmanufacturing code
stamped into two connectors(diagonally opposite) on both ends of
each insert and onend of top and butt.
Current Production (View B):Boom or jib number, component part
number, andmanufacturing code stamped into a plate mounted on
allfour chords of each section.
Ordering Lacings from Lacing DrawingsThe parts order must
contain the following information toensure that Manitowoc provides
you with the correct lacings:
1. Crane serial number (can be found on builders platedecal in
operator's cab.)
2. Boom or jib identification number.3. Quantity of lacings.4.
Component part number and lacing identification
number (from lacing drawing in Section F of PartsManual).
5. Component name.
EXAMPLE: Assume you have a number 22 boom and thelacings with
circled letters in Figure 4-8 are damaged.Your parts order should
be similar to the followingexample:Crane Serial Number: 00000 (from
builders plate decal).Boom Identification Number: #22 Boom
Required:1 each 48153-9 (N) for 30 ft Butt1 each 33426-3 (B) for
20 ft Insert1 each 33426-3 (D) for 20 ft Insert1 each 50453-2 (C)
for 40 ft Top
Quantity Component Name
Component Part Number
Lacing Identification
Number
Manufacturing Code
Boom or JibNumber Component
Part Number
FIGURE 4-7
X-X-XX
ZZZZZZ-Z#YY
A524
View APAST PRODUCTION
Chord
View BCURRENT PRODUCTION
Component Part Number
Manufacturing Code
Boom or Jib Number #YY Z-ZZ-ZZ
XXXXXX
A524
7771050
-
4-8
BOOM 777 SERVICE MANUAL
Ordering Lacings without Lacing DrawingsThe parts order must
contain the following information toensure that Manitowoc provides
you with the correct lacings:1. Crane serial number (can be found
on builders plate
decal in operator's cab).2. Boom or jib identification number.3.
Quantity, lacing location, and lacing number.4. Boom or jib
component name (butt, insert, or top) and
part number.NOTE: To obtain the lacing location and number, view
the
boom or the jib from the butt end looking forward.Identify the
side on which the damaged lacing islocated: left side, top side,
right side, or bottomside. Count each lacing up to and including
thedamaged lacing, starting with first lacing nearestbutt end of
the component as shown in Figure 4-9.Do not count a diagonal lacing
as the first lacing.Identify diagonal lacing separately; lower
enddiagonal lacing or upper end diagonal lacing.
AssistanceIf you are in doubt as to which lacings to order, do
notguess. Contact your nearest Manitowoc distributor for
assistance; doing so may prevent the wrong parts from
beingshipped.
Welding InstructionsSee Welding Electrodes topic in this
section.
FIGURE 4-8
D(Diagonal)
(Diagonal)B
ED
B B
BA
EEBEE EA
B
E EA
B
CAC
A
Y (DIAGONAL)
40 ft Top
R (DIAGONAL)Q
V(Diagonal)
P
NN(Diagonal)
30 ft Butt
QP
XM
LKWV
SR
ON
UT
FDC
BA
JIHG
AA
FF
JJHH
BBDD
KKIIGG
EECC
MM
U
TS
XWY Z
J
ON
ML
IHG
FD
CBA
B
E
LL
K
E
SAMPLE ONLYDO NOT USE LETTERS ON THIS SAMPLE WHEN ORDERING
LACINGS. USELETTERS ON LACING DRAWINGS IN PARTS MANUAL FOR YOUR
CRANE.
A924
20 ft Insert
EXAMPLE: Assume you have a number 22 boom and thelacings with
circled numbers in Figure 4-9 are damaged.Your parts order should
be similar to the followingexample:Crane Serial Number: 00000 (from
builders plate decal).Boom Identification Number: #22 Boom.
Required:1 each Top Side Lacing (1) for 30 ft Butt 48153-91 each
Right Side Lacing (5) for 30 ft Butt 48153-91 each Bottom Side
Lacing (3) for 20 ft Insert 33426-31 each Bottom Side Lacing (6)
for 20 ft Insert 33426-31 each Top Side Lacing (2) for 40 ft Top
50453-2
Quantity Component Name and Part
Number
Lacing Location
Lacing Identification
Number
7771050
-
4-9
4
777 SERVICE MANUAL BOOM
BOOM, JIB, TOWER, AND MAST INSPECTION/REPAIRCrane owners are to
use this section as a guide for properlyinspecting and repairing
boom, jib, tower, and mast sectionsin the field.
For inspection or repair procedures not covered in thissection,
contact your Manitowoc Cranes distributor.
Extent of RepairField repair is limited to replacing damaged
lacings, but onlyif the following conditions are complied with: The
lacings are ordered from Manitowoc Cranes. The welding is done by
competent welders qualified to
work with the types of steel involved. We recommendthat welders
be qualified per Section 5 of AWS D1.1Structural Steel code or an
equivalent code.
The welding procedures and specifications contained inthis
section are followed.
Ordering LacingsLacings are made of various high strength
materials. Toensure that replacement lacings are of the proper type
andsize, lacings must be ordered from a Manitowoc
Cranesdistributor.
Inspection IntervalsRegular inspection is necessary to ensure
that theattachment can safely lift its rated load. Inspection
should beperformed by a qualified person at the following
intervals: Weekly (this interval can vary depending on
operating
conditions, application, and crane history). Prior to initial
use.
After transport. After an overload or shock load condition has
occurred.
If the attachment has come into contact with anotherobject
(power lines, building, another crane).
If the attachment has been struck by lightning.
Diagonal Lacing
Diagonal Lacing
Lower End Diagonal Lacing
Upper End Diagonal Lacing
Bottom Side
Left Side Top Side
Right Side
Bottom SideBottom Side
Left Side
Left Side Right Side
Top Side
Right Side
Top Side
FIGURE 4-9
A924
5
3
3 4
2
2
1
1
21
1 2
543
6
40 ft Top
20 ft Insert
30 ft Butt
WARNINGComponent Failure!
If damage was caused by overload or shock load or ifthere is
damage to other major structural components, werecommend that a
thorough inspection be made by aqualified person. A nondestructive
test of all criticallystressed members must be made.
WARNINGComponent Failure!
No welding shall be done to chord members or plate work,except
to attach lacings. No chord member or plate workmay be replaced in
whole or in part. Complete sectionmust be replaced if chord members
or plate work do notcomply with specifications given in this
section.
7771050
-
4-10
BOOM 777 SERVICE MANUAL
Inspection Guidelines1. Position the crane on a level
surface.
2. Block the attachment so it is level; blocking should beplaced
under each connection point to eliminate all sag.
3. Thoroughly clean the attachment of all dirt, grease, oil,etc.
so a thorough inspection can be made.
4. Visually inspect the entire attachment looking for
thefollowing types of damage:a. Dents in lacings, chords, and plate
work.b. Corrosion or abrasion in lacings, chords, and plate
work.
c. Bent, kinked, or distorted lacings, chords, and
platework.
d. Cracked lacings, chords, and plate work.e. Cracked welds.f.
Twisted sections.
5. Closely examine those areas where the paint is
chipped,wrinkled, or missing and where faint rust lines or
marksappear.
6. Fill in the Boom, Jib, Tower, and Mast InspectionChecklist
and make a detailed report of the type anddegree of damage
found.
7. Repair or replace damaged sections.
Replacement Specifications
See Lacing Drawings in your Parts Manual or contact
yourManitowoc Cranes Distributor for the wall thickness of
thelacings and chords on the attachments for your crane.
DentsSee Figure 4-10 for following procedure.For tubular lacings
or chords, dents must not be deeper thanthe lacing wall thickness
or 1/8 in. (3.2 mm), whichever isless.
For angular lacings or chords and all plate work, dents mustnot
be deeper than 1/8 in. (3.2 mm).
Gradual and Sweeping Bends See Figure 4-11 for following
procedure.For tubular lacing, gradual and sweeping bends must
notdeviate from straight more than 5 percent of the
lacingdiameter.
For angular lacing, gradual and sweeping bends must notdeviate
from straight more than 5 percent of the angle leglength.
Gradual and sweeping bends in lacings can be straightenedby cold
bending them back into alignment. Take extremecare not to kink or
further damage the lacings.
WARNINGStructural Failure!
If damage not within specification is found, do not operatecrane
until appropriate section has been properly repairedor
replaced.Operating crane with a damaged section may result
instructural failure or collapse of boom, jib, tower, or mast.
CAUTIONLacing Replacement!
Damaged lacing must be replaced if it meets
replacementspecifications contained in this section. Entire section
ofattachment must be replaced if any chord or plate workdoes not
meet replacement specifications.
FIGURE 4-10
P322
Dent
Dented Lacing
FIGURE 4-11
B231
Straight Line
Bent Lacing Bent Lacing
7771050
-
4-11
4
777 SERVICE MANUAL BOOM
KinksSee Figure 4-12 for following procedure.Kinked lacings must
be replaced; do not bend kinkedlacings back into alignment.The
entire section must be replaced if any chord or platework is
kinked; do not bend kinked chords or plate workback into
alignment.
Cracks and BreaksSee Figure 4-13 for following procedure.Cracked
and broken lacings must be replaced; do notattempt to repair
cracked or broken lacings.The entire section must be replaced if
any chord or platework is cracked or broken; do not attempt to
repaircracked or broken chords or plate work.
FIGURE 4-12
P323
Kink
Kinked Lacing FIGURE 4-13
P324Lacing Broken Away from Top Chord
Broken Lacing
7771050
-
4-12
BOOM 777 SERVICE MANUAL
Corrosion and AbrasionSee Figure 4-14 for following
procedure.Corrosion and abrasion must not be deeper than 10
percentof the wall thickness, the angle thickness, or the
platethickness.
FIGURE 4-14
P325
P326
Not AcceptableAbrasion from handling with
chain exceeds allowable limit
Not AcceptableSurface is badly pitted;exceeds allowable
limit
AcceptableSurface is relatively smooth:
within allowable limit
Corroded Chord
7771050
-
4-13
4
777 SERVICE MANUAL BOOM
Chord StraightnessSee Figure 4-15 for following procedure.If
visual inspection indicates that a chord may not be
straight,proceed as follows:1. Remove the suspect section from the
attachment.2. Place wood blocks or steel plates having the same
thickness against both ends of the section (X1 and X2).3.
Stretch a line (string or wire) over the outside of the
wood blocks or steel plates.4. Stretch the line as tight as
possible and tie it off at both
ends.
5. Measure the distance from the chord (on either side oflacing
intersection) to the line as shown in Figure 4-15.
6. Measurements must be take in two planes at each
chord(dimensions A and B). To eliminate the effect of sag inthe
line, take all measurements in the horizontal plane.
7. Take the first set of measurements, then roll the insertover
90 degrees, and take the second set ofmeasurements.
8. Tubular and angular chords must not deviate fromstraight more
than plus or minus 3/16 in. (4.8 mm) at anylacing intersection
(dimension A). Deviation betweenany two adjacent lacings must not
exceed plus or minus3/16 in. (4.8 mm).
9. On angular chords, waviness at toe of chord(dimension B) must
not deviate from straight more thanplus or minus 1/4 in. (6.4 mm)
at any point. Furthermore,waviness between any two adjacent lacings
must notexceed plus or minus 1/4 in. (6.4 mm).Gradual and sweeping
bends in chords can bestraightened by cold bending them back into
alignment.Take care not to kink or further damage the chords.
FIGURE 4-15
B231
X 2
Line
X 1
B
A
AB
A
A
A
ALine (black dot)
Typical
Chord Measurements
Tubular Chord and Lacing
Angular Chord and Lacing
Angular Chord and Lacing
A = Measurement to Determine StraightnessB = Measurement to
Determine Toe Waviness
Measurement(chord to line)
Wood Blockor
Steel Plate
7771050
-
4-14
BOOM 777 SERVICE MANUAL
Welding ElectrodesThe welding electrodes must be high quality
low hydrogentype. Use 3/32 in. (2.4 mm) diameter electrodes for
allwelding positions; 1/8 in. (3.2 mm) diameter electrodes maybe
used for horizontal welding only. See Table 4-1 forelectrode and
preheat specifications.
Electrodes must be purchased in air tight containers
andmaintained in their as manufactured condition until use.
Once the container is opened, the electrodes must be storedin an
oven at 250 300F (121 149C).Unheated electrodes will absorb
moisture over a period oftime. Remove only the quantity of
electrodes from the sealedcontainer or the oven that can be used in
30 minutes.Electrodes that have been out of an oven for 4 to 8
hoursmust be baked at 700F (371C) for 1 hour before use.Do not use
wet electrodes; scrap them.NOTE: When used for welding ASTM 514
(T-1) steel,
electrodes of any classification lower than E100Xmust be dried
for at least 1 hour before use,regardless of the type of electrode
container.
All welding shall be done with a 200 300 amp D.C. motorgenerator
or D.C. rectifier.
Table 4-1Electrode and Temperature Specifications
NOTE 1: No substitutions for E9018-M are allowed.E9018-M welding
rods must not be out of ovenfor more than 1 hour before use.
Sealed packages of E9018-M can be purchasedfrom MCC by ordering
Part No. 409758 for 1/8 in(3.18 mm) rods or 409759 for 3/32 in
(2.38 mm)rods.
NOTE 2: Preheat chord and lacings uniformly to preventspo t bu
rn ing wh ich causes excess iveoverheating and may cause steel to
lose itsrated mechanical strength.
NOTE 3: AISI 4130 or 8630 chord and/or lacing must bepreheated
in the weld area for both tacking and
we ld ing ; app ly p rehea t even ly. Use atemperature crayon to
check.
NOTE 4: In an interpass or multiple pass weldingoperat ion, this
is the temperature of thedeposited weld metal before the next pass
isstarted. Example: 450F (232C) maximummeans that if 450F (232C)
crayon meltsslightly on contact, it is too hot for welding.
Letmaterial cool until crayon shows white whenmarked.
A 400F (204C) minimum means that 400F(204C) crayon must melt on
contact to be readyfor welding.
CAUTIONStructural Failure!
Do not use electrodes larger than 1/8 in. (3.2 mm)diameter;
larger electrodes may burn through lacing.
Lacing Material Trade Name AWS Electrode No. Preheat Interpass
Temperature
A514 T-1 StroloyRQ100A
E9018-M -For all lacing material.
(See NOTE 1)
125 150F(52 66C)
(See NOTE 2)ERW 90 YS-T80 MAXI-FORM 80
AISI-4130 400F (204C) Minimum (see NOTE 3)450F (232C)
Maximum
(see NOTE 4)ASTM-A242ASTM-A441*ASTM-A572GR 42 through
50ASTM-A440AISI-1018AISI-1020ERW 60 (see NOTE 3:)
COR-TEN TRI-TEN EX-TEN
MANTEN
MAXI-FORM 60YS-T60
125 150F (52 66C)
(see NOTE 2)
* MEC 850 replaces A572 for material up to 4 in (101.6 mm)
thick, but should be treated the same as A572.
7771050
-
4-15
4
777 SERVICE MANUAL BOOM
Replacing LacingsAll new lacings are shipped with Form 00SPFM006
whichidentifies the lacing and chord material being welded.1.
During inclement weather conditions, move the boom
section to be repaired into a covered area or build ashelter
over the section.
2. Measure the exact position of the damaged lacing withrelation
to the chords as shown in Figure 4-16. Recordmeasurements, as any
marks on the chord will beremoved during grinding.
3. Cut out the damaged lacing with a burning torch or saw.Cut
3/8 1/2 in. (9.5 12.7 mm) above the chord toprevent overheating the
chord.
4. Carefully grind the remaining lacing and weld from thechord
to provide a smooth gouge-free surface. Takecare not to overheat
the chord.
a. If the chord is straight, damaged lacings should beremoved
one at a time. If the chord is bent or bowedslightly, cut loose
damaged lacings first, and thencheck the chord straightness.
b. Always replace the center lacing first in a series ofdamaged
lacings. This will assist in maintaining thecross sectional
dimensions of the section. Thenreplace the remaining lacings, first
on one side ofcenter and then on the other side of center.
c. Always replace diagonal lacings first. Diagonallacings run
from one corner to another (for example,from upper left chord to
lower right chord).
5. Inspect the ground areas with dye penetrant or amagnetic
particle test to determine if any cracks exist inthe chord. Section
must be replaced if cracks exist.
6. Make sure all welding surfaces on the chords andlacings are
free of dirt, moisture, oil, paint, and rustbefore welding. If
necessary use emery cloth to polishthe surfaces.
7. Fit the new lacings into position using themeasurements
recorded in step 2. The gap between thechord and lacing must not
exceed 1/16 in. (1.6 mm) ateither end.
8. Tack weld the new lacing into position at both ends witha
3/32 in. (2.4 mm) electrode. The tack welds should beapproximately
1 in. (25.4 mm) long on both sides of thelacing as shown in Figure
4-17.
9. Weld the lacing into place.
Whenever possible, weld lacings using a horizontal filletweld.
The finished fillet weld must be the same size asthe original weld.
Position the electrode so the chord willtake the major portion of
the heat.Preheat and maintain the interpass temperatures givenin
Table 4-1; use a temperature crayon to check thetemperature.The
weld passes should be in as straight a line aspossible; do not
weave electrode from side to side.
10. Remove all slag from the weld.11. Slowly cool weld by
wrapping with an insulated blanket.12. Once the welds have cooled
to the ambient
temperature, visually inspect each weld to ensure thatall
craters are full (no porosity) and that there are noundercuts
around the weld.
CAUTIONStructural Failure!
No welding shall be done in snow, rain, or high winds thatwill
chill welds extremely fast. Ambient temperature inwelding area must
not be less than 40F (4C).
CAUTIONStructural Failure!
Do not allow temperature of chord to exceed 400F(204C) during
cutting or grinding (use temperaturecrayon to check).
FIGURE 4-16
B231
Lacing LocationMeasurements
CAUTIONStructural Failure!
Crater which forms at end of weld pass must be filled
in;otherwise a crack may develop at crater.
FIGURE 4-17
B231
Tack Weld Locations
1 in (25.4 mm) Long Tack Weld (both sides)
7771050
-
4-16
BOOM 777 SERVICE MANUAL
a. Determine if there are any cracks in the welds byperforming a
non-destructive test on each weld notless than 48 hours after
welding (per AmericanWelding Society Code).
b. Bad welds shall be ground out and rewelded.c. Do not use boom
section during the 48 hour period.
13. Prime and paint all welds and replacement lacings.
BOOM, JIB, TOWER, AND MAST INSPECTION LISTBoom, jib, tower and
mast sections (butt, top, inserts) mustbe inspected by a qualified
person for the types of damageindicated in this check list.
See Boom, Jib, Tower, and Mast Inspection/Repair, forinspect ion
gu idel ines, intervals, and replacementspecifications in this
section.
Using Checklist
It is recommended that damaged areas be marked for
quickidentification by repair personnel. Brightly colored tape
workswell for this purpose. As a reminder, the type of defect can
benoted on the tape.
Record KeepingA separate copy of this checklist must be filled
out for theboom, jib, tower, and mast on each crane you own.Signed
and dated copies of completed checklists must bekept on file at all
times, as they may be required to verifywarranty or product
liability claims.
Identifying SectionsOne of the connectors on the boom, jib,
tower, and mastsections is marked as indicated in the below
illustration.These numbers must be recorded in the checklist for
eachsection inspected.
If no damage is found or the damage is withinspecif icat ion,
check the box next to the itemindicating that the section is
okay.If the damage is not within specification, indicate soin the
box next to the item (for example: D to indicatedamage). Then make
a detailed report of the typeand degree of damage found.
WARNINGStructural Failure!
If damage not within specification is found, do not operatecrane
until appropriate section has been properly repairedor
replaced.Operating crane with damaged sections may result
instructural failure or collapse of boom, jib, tower, or mast.
Manufacturing Code
Manitowoc Part Number
of Component
Manufacturing Code
Identifying Boom, Jib, Tower, and Mast Sections
PAST PRODUCTION
Boom, Jib, Tower, or Mast Number
Boom, Jib, Tower, or Mast Number
X-X-XX
ZZZZZZ-Z#YY
#YY Z-ZZ-ZZXXXXXX
A524 CURRENT PRODUCTION Manitowoc Part Number
of Component
FIGURE 4-18
7771050
-
4-17
4
777 SERVICE MANUAL BOOM
Crane Serial No. Number
Inspectors Name
Boom
Signature
Jib
Date
MastTower
BUTT:
Dents
Manufacturing Code Part Number
Bends Kinks Cracks Breaks
Corrosion Abrasion Straightness Welds Other
TOP:
Dents
Manufacturing Code Part Number
Bends Kinks Cracks Breaks
Corrosion Abrasion Straightness Welds Other
Insert:
Dents Bends Kinks Cracks Breaks
Corrosion Abrasion Straightness Welds Other
Insert:
Dents Bends Kinks Cracks Breaks
Corrosion Abrasion Straightness Welds Other
Manufacturing Code Part NumberLength ft
Manufacturing Code Part NumberLength ft
Insert:
Dents Bends Kinks Cracks Breaks
Corrosion Abrasion Straightness Welds Other
Insert:
Dents Bends Kinks Cracks Breaks
Corrosion Abrasion Straightness Welds Other
Manufacturing Code Part NumberLength ft
Manufacturing Code Part NumberLength ft
7771050
-
4-18
BOOM 777 SERVICE MANUAL
SERVICING BOOM HOIST CYLINDER
1. Lower boom onto blocking at ground level (Figure 4-19).2.
Fully lower mast and pin to boom butt as shown in
Figure 4-19.3. Move boom hoist control handle to off and park
boom
hoist.
4. Stop engine.5. Exhaust pressure from cylinder valve blocks,
as follows:
a. Slowly unscrew and remove vent plug from valveblock (Figure
4-20).
b. Slowly unscrew and disconnect pressure senderline from elbow
in valve block (Figure 4-20).
6. It is now safe to remove holding valves, disconnectremaining
hoses, and remove cylinders as required.
7. If boom hoist cylinders were removed, install them at
thistime:
a. Pin head end of cylinders to rotating bed. Blockvalves on
cylinders must face inward.
b. Securely block cylinder bodies on mast (seeFigure 4-19). Do
not connect rod end pins to mast.Both cylinders must be free to
extend and retractwhen bleeding air.
8. Install holding valves and connect hoses as required:a.
Thoroughly clean all fittings.b. Make sure all O-rings are properly
installed.c. Apply thread sealant to vent plug threads and
securely install vent plugs.d. Install and securely tighten
holding valves, fittings,
and hoses.
9. Bleed air from boom hoist cylinders as follows:
a. Both cylinder rod ends must be disconnected frommast. Perform
step 7b if not already done.
b. Start and run engine at high idle.
FIGURE 4-19
Boom HoistCylinder
BlockHere
Unpin Boom HoistCylinder Here
Mast
Pin Mast toBoom Butt Here
A1107
Crawler or Truck Crane
WARNINGFalling Boom Hazard!
Do not attempt to service boom hoist cylinders (removeholding
valves or disconnect hoses) until following stepsare performed.
Boom will lower uncontrolled.
FIGURE 4-20
ValveBlock
P986
Right Side Cylinder Shown(Left Side Cylinder Similar)
PressureSender Line
VentPlug
7771050
-
4-19
4
777 SERVICE MANUAL BOOM
c. Fully extend and retract boom hoist cylinders twice.Use care
not to allow cylinder rod ends tocontact mounting lugs on mast.
d. Check for oil leaks at cylinder valve blocks ascylinders are
operated. Stop engine and correctleaks if found.
e. Remove blocking and connect cylinder rod ends tomast.
10. Bleed boom hoist cylinder pressure sender and
calibratepressure senders (see Pressure Sender Calibrationprocedure
in Section 2 of this manual).
11. Disconnect mast from boom butt.
12. Slowly raise boom to desired operating position. Thenslowly
lower boom approximately 20. Continue thisprocedure until operation
is smooth in both directions.
BOOM HOIST CYLINDERS WELDINGWhen welding on the subject cranes,
weld current can arcfrom the boom hoist cylinder barrels to the
pistons or rods.
This action can cause damage to the pistons and rods,causing
premature seal failure. Leakage will occur, and theboom may lower
on its own.
Before Welding on CraneTake the following precautions to prevent
damage to theboom hoist cylinders (and other crane parts such
asbearings, swivels, slewing ring, computers, etc.): Disconnect all
cables from batteries.
Disconnect output cables at engine junction box. Attach ground
cable from welder directly to part being
welded and as close to weld as possible. Do not weld on engine
or engine mounted parts (per
engine manufacturer).If weld arcing at the boom hoist cylinders
is detected,carefully inspect the cylinders for damage: pitting in
rods,leakage at rod seals, cylinder drift (internal leakage).
Ifdamage is found, contact the Service Department atManitowoc
Cranes for repair/replacement instructions.
7771050
-
7771050
SECTION 4BoomBoom Stop AdjustmentsAutomatic Boom StopMaximum
Operating AnglesOperationMaintenance
AdjustmentPhysical Boom StopOperationRemoval
Boom Angle IndicatorAdjusting Angle IndicatorSensor
ReplacementPendulum-Type 120 PotentiometerSolid State Sensor
Ordering Boom and Jib LacingsPurposeBoom or Jib
IdentificationOrdering Lacings from Lacing DrawingsOrdering Lacings
without Lacing DrawingsAssistance
Welding Instructions
Boom, Jib, Tower, and Mast Inspection/RepairExtent of
RepairOrdering LacingsInspection IntervalsInspection
GuidelinesReplacement SpecificationsDentsGradual and Sweeping
BendsKinksCracks and BreaksCorrosion and AbrasionChord
StraightnessWelding ElectrodesReplacing Lacings
Boom, Jib, Tower, and Mast Inspection ListUsing ChecklistRecord
KeepingIdentifying Sections
Servicing Boom Hoist CylinderBoom Hoist Cylinders -
WeldingBefore Welding on Crane