Embed Size (px)
Citation preview

MPT-MATCOR
Ageing of Industrial PlantDr Jonathan Lloyd
CEO, MPT-Matcor Pte LtdSingapore
&Dr Nick Laycock
MPT New Zealand
MPT-MATCOR
Contents…..
• Principal Damage Mechanisms• Where do Losses Occur?• What Ages Industrial Plant• Effective Management of Ageing Plant• Plant Life Assessment• Benefits of RBI• Case Studies
MPT-MATCOR
The 3 main damagemechanisms
• Corrosion
• Fatigue
• Creep

MPT-MATCOR
Where do the major lossesoccur?
0 5 10 15 20 25 30 35
Piping
Tanks
Reactors
Drums
Heat Exchangers
Towers
Heaters & Boilers
Others
%

MPT-MATCOR
What “Ages” Industrial Plant?
• Obsolescence• Corrosion
– most significant damage mechanism by far• Metallurgical damage mechanisms
– exposure to high temperatures• Creep damage• Cyclic (fatigue) damage

MPT-MATCOR
Corrosion
• General Corrosion– well understood
• Stress CorrosionCracking– less well understood
• Pitting Corrosion– most unpredictable
MPT-MATCOR
Metallurgical Damage
• Reduced strengthfollowing thermallydrivenmicrostructuralchanges

MPT-MATCOR
Fatigue damage
• Initiation & growth ofcracks from stressconcentrators
• Requires fluctuatingstresses
• Higher start-up &shut down cycleswill usually lead topremature failure

MPT-MATCOR
Effective Management ofAgeing Plant
• Risk Based Inspection (RBI)
• Reliability Centred Maintenance (RCM)
• Adopting methodologies that:-– Quantify risk– Allocate inspection and maintenance
resources accordingly

MPT-MATCOR
What is Risk?
0 1 2 3 4 5
C onsequences O f Fa ilure
0
1
2
3
4
5
Prob
abili
ty O
f Fai
lure
H igh Risk
Low R isk
(Acceptable Ris k ?)
MPT-MATCOR
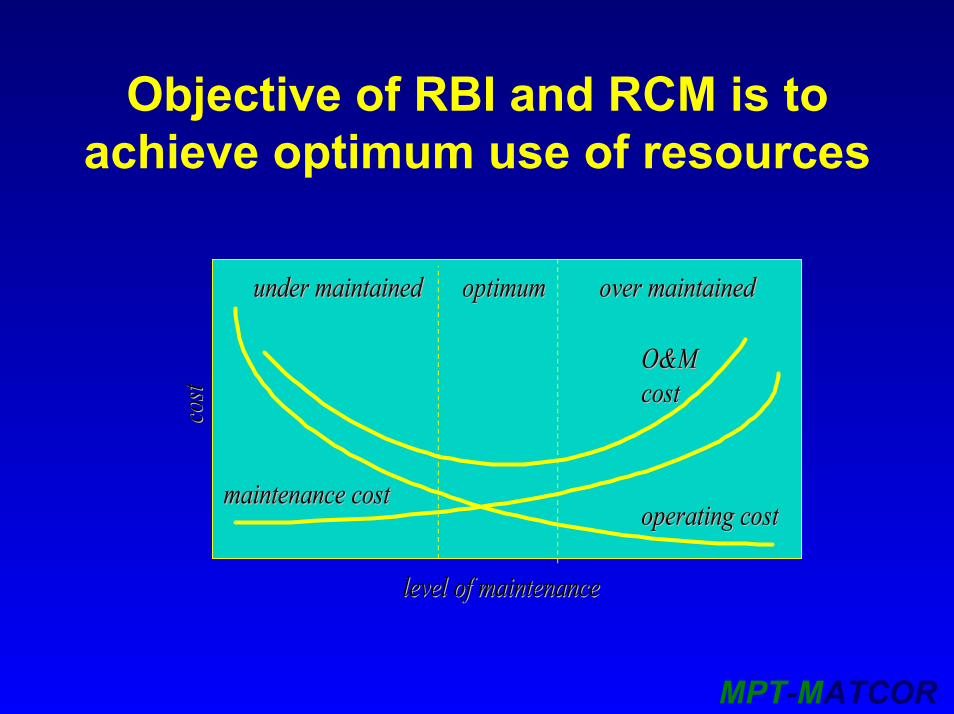
Objective of RBI and RCM is toachieve optimum use of resources
cost
cost
level of maintenancelevel of maintenance
operating costoperating costmaintenance costmaintenance cost
O&MO&Mcostcost
optimumoptimumunder maintainedunder maintained over maintainedover maintained
MPT-MATCOR
Why is old plant often written offtoo early…?• Early in life the owners have greater
incentive to identify the cause of aproblem and fix it
• As plant ages and capital cost is writtenoff and/or more efficient technologiescreate obsolescence - less incentive tospend money on fixing a problem

MPT-MATCOR
Most failures usually occur closethe beginning and end of plant life
Time
Freq
uenc
y of
Fai
lure
s
Comm
issioning
Phase Old
Age

MPT-MATCOR
Need for Plant LifeAssessment
• Plant designs often conservative• Designs based on average materials property
data• Life extension is usually possible• If capital has been written off during “design
life” the financial operating cost during theextended life of the plant is low and mayoutweigh other factors like obsolescence

MPT-MATCOR
When Remaining LifeAssessment Becomes Necessary
time (hours)time (hours)100,000100,000
design lifedesign life
absolute lifeabsolute life
life extensionlife extension
economic working lifeeconomic working life
remnant life assessment requiredremnant life assessment required
MPT-MATCOR
Starting Points for RBI• What material is it made from? (Carbon
steel, low-alloy steel, stainless etc.)
• What process fluids is it exposed to in andout of service?
• What temperatures and pressures/stressesis it exposed to?

MPT-MATCOR
The 3 Phase Approach toRisk-Based Life Assessment
Phase I Phase I --calculationalcalculational approach approach-operational and design data-operational and design data-worst case material properties-worst case material properties
Phase II Phase II - field inspection- field inspection-input of condition assessment data-input of condition assessment data
Predictive Predictive assessment ofassessment ofcomponentcomponentintegrityintegrity
IsIspredicted life predicted life
greater than targetgreater than target
YESYESDefine optimum futureDefine optimum futureinspection scheduleinspection scheduleandandlife extension capacitylife extension capacity
NONOPhase III Phase III - refined analysis- refined analysis- material sampling/testing- material sampling/testing- detailed surveillance- detailed surveillance- complex stress analysis- complex stress analysis
Define optimum inspection and Define optimum inspection and refurbishment strategyrefurbishment strategy

MPT-MATCOR
The 3 Phase Approach to Risk-Based Life Assessment 1/3
• Phase 1: Review the plant designand history and identify those areas atrisk, perform inverse design calculationson a worst case (minimum materialsproperty and design conditions basis).Define an inspection workscope.

MPT-MATCOR
The 3 Phase Approach toRisk-Based Life Assessment
Phase I Phase I --calculationalcalculational approach approach-operational and design data-operational and design data-worst case material properties-worst case material properties
Phase II Phase II - field inspection- field inspection-input of condition assessment data-input of condition assessment data
Predictive Predictive assessment ofassessment ofcomponentcomponentintegrityintegrity
IsIspredicted life predicted life
greater than targetgreater than target
YESYESDefine optimum futureDefine optimum futureinspection scheduleinspection scheduleandandlife extension capacitylife extension capacity
NONOPhase III Phase III - refined analysis- refined analysis- material sampling/testing- material sampling/testing- detailed surveillance- detailed surveillance- complex stress analysis- complex stress analysis
Define optimum inspection and Define optimum inspection and refurbishment strategyrefurbishment strategy
MPT-MATCOR
• Phase 2: Perform the inspectionworkscope defined in Phase 1 and inputactual field data into calculations. Theoutcome facilitates definition of futureinspection plans and/or the necessity forPhase 3.
The 3 Phase Approach to Risk-Based Life Assessment 2/3

MPT-MATCOR
The 3 Phase Approach toRisk-Based Life Assessment
Phase I Phase I --calculationalcalculational approach approach-operational and design data-operational and design data-worst case material properties-worst case material properties
Phase II Phase II - field inspection- field inspection-input of condition assessment data-input of condition assessment data
Predictive Predictive assessment ofassessment ofcomponentcomponentintegrityintegrity
IsIspredicted life predicted life
greater than targetgreater than target
YESYESDefine optimum futureDefine optimum futureinspection scheduleinspection scheduleandandlife extension capacitylife extension capacity
NONOPhase III Phase III - refined analysis- refined analysis- material sampling/testing- material sampling/testing- detailed surveillance- detailed surveillance- complex stress analysis- complex stress analysis
Define optimum inspection and Define optimum inspection and refurbishment strategyrefurbishment strategy

MPT-MATCOR
• Phase 3: If Phase 2 indicates life isless than required, then more complexanalysis (e.g. sophisticated probabilisticcalculations, stress analysis andfracture mechanics) and removal of fieldsamples for laboratory testing may beconsidered necessary.
The 3 Phase Approach to Risk-Based Life Assessment 3/3

MPT-MATCOR
The 3 Phase Approach toRisk-Based Life Assessment
Phase I Phase I --calculationalcalculational approach approach-operational and design data-operational and design data-worst case material properties-worst case material properties
Phase II Phase II - field inspection- field inspection-input of condition assessment data-input of condition assessment data
Predictive Predictive assessment ofassessment ofcomponentcomponentintegrityintegrity
IsIspredicted life predicted life
greater than targetgreater than target
YESYESDefine optimum futureDefine optimum futureinspection scheduleinspection scheduleandandlife extension capacitylife extension capacity
NONOPhase III Phase III - refined analysis- refined analysis- material sampling/testing- material sampling/testing- detailed surveillance- detailed surveillance- complex stress analysis- complex stress analysis
Define optimum inspection and Define optimum inspection and refurbishment strategyrefurbishment strategy
MPT-MATCOR
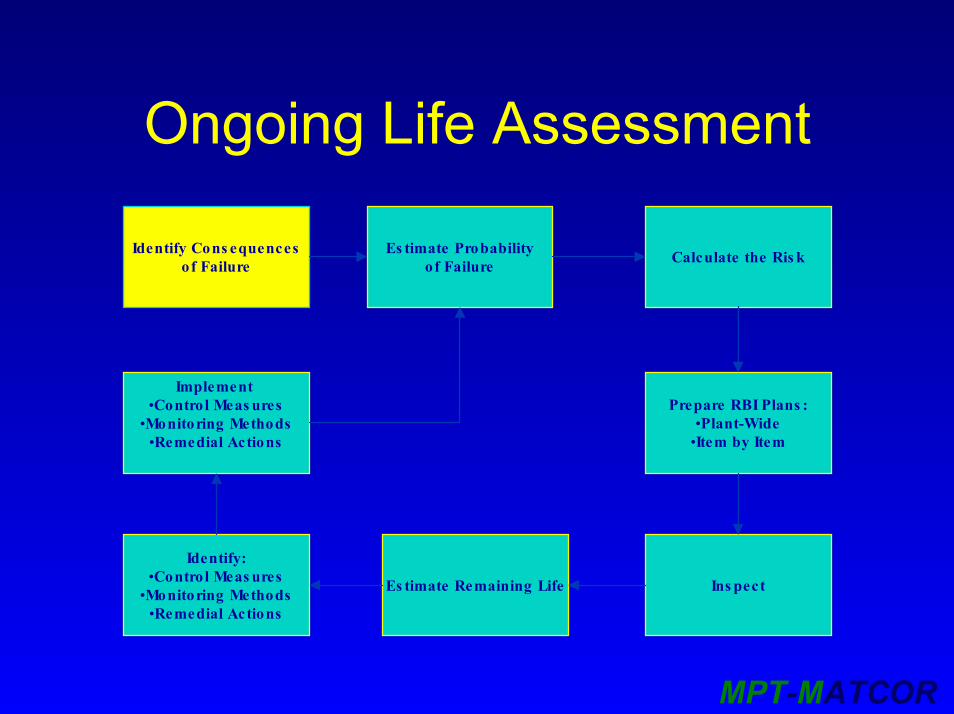
Ongoing Life Assessment
Identify Cons equencesof Failure
Es timate Probabilityof Failure Calculate the Ris k
Prepare RBI Plans :•Plant-Wide
•Item by Item
Ins pectEs timate Remaining Life
Identify:•Contro l Meas ures
•Monitoring Methods•Remedial Actions
Implement •Contro l Meas ures
•Monitoring Methods•Remedial Actions

MPT-MATCOR
Benefits of RBI• Ensures the safety of
employees and thepublic.
• Assists in ensuringplant reliability.
• Optimises inspectionresources.
• Assists inprogrammingmaintenance, repairsand modifications.
• Basis for extendinginspection intervals.
• Provides information forlife assessment studies.
• Input to failure analysisand performanceassessment.
• Comply with standardsand regulations.

MPT-MATCOR
• RBI should ensure that inspection methods: -– a) Detect the “expected” damage modes;– b) Produce sufficiently accurate data.
• To calculate remaining life: -– a) Identify on-line monitoring methods– b) Identify damage control methods (where
possible).
• If effectively applied RBI should: -– a) Increase operational life;– b) Increase plant availability; and– c) Minimise risk of failure.
MPT-MATCOR
Where and When Does DamageOccur? How to Manage?
• Consequences– Actual
consequencessometimes hard topredict, so considerworst outcomebased on relativehazards etc.
• Likelihood– Consider risk factors
from scientific andmechanistic standpoint
– Failure statistics andexperience on similarplants elsewhere

MPT-MATCOR
Case study:Heat Exchanger Tubes
• General corrosion is predictable and tolerable(quite easy to monitor/inspect)
• Pitting corrosion less predictable• But one isolated deepest pit may cause a
failure – do we need to inspect 100%?• No. The use of extreme value statistical
techniques can provide reasonable predictionof life based on good inspection data fromonly a 10% sample.

MPT-MATCOR
The ProblemRoutine inspection of a HE finds pitting, but only 10% of the tubes have been inspected.
⇒ What is the extent of damage in the tubes that were not inspected?
⇒ Without remedial action, when will the HE fail?
MPT-MATCOR
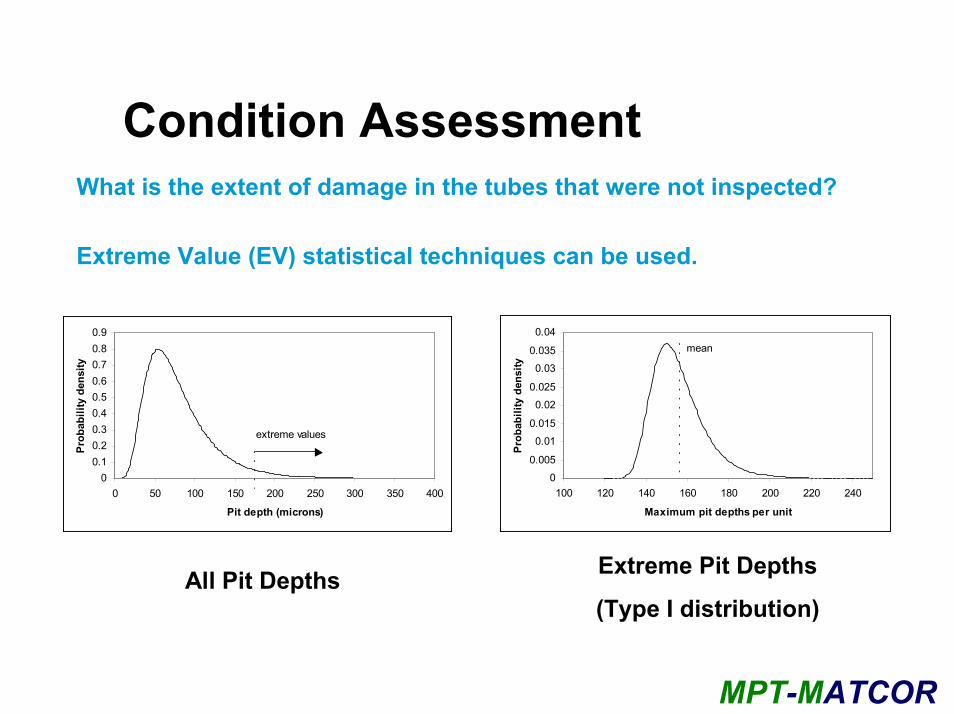
Condition AssessmentWhat is the extent of damage in the tubes that were not inspected?
Extreme Value (EV) statistical techniques can be used.
00.10.20.30.40.50.60.70.80.9
0 50 100 150 200 250 300 350 400
Pit depth (microns)
Prob
abili
ty d
ensi
ty
extreme values
00.005
0.010.015
0.020.025
0.030.035
0.04
100 120 140 160 180 200 220 240
Maximum pit depths per unitPr
obab
ility
den
sity
mean
All Pit Depths Extreme Pit Depths
(Type I distribution)
MPT-MATCOR
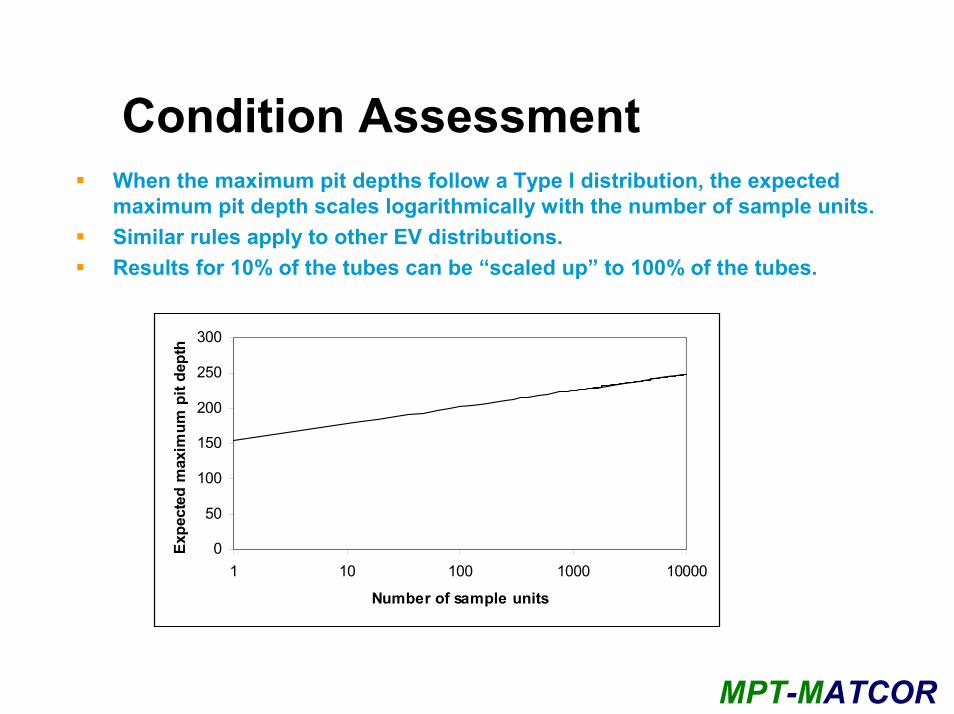
Condition AssessmentWhen the maximum pit depths follow a Type I distribution, the expected maximum pit depth scales logarithmically with the number of sample units.Similar rules apply to other EV distributions.Results for 10% of the tubes can be “scaled up” to 100% of the tubes.
0
50
100
150
200
250
300
1 10 100 1000 10000
Number of sample units
Expe
cted
max
imum
pit
dept
h

MPT-MATCOR
Condition AssessmentEconomiser with 392 tubes.30 tubes IRIS inspection.
Conventional EV analysis yields a maximum pit depth prediction of 4.5 mm. But the fit is not good and this estimate is unrealistic.
Using the GEV and ML estimation to the fit parameters, a maximum pit depth of 2.8 mm is predicted, with an upper 95% confidence limit of 3.7 mm. This is more likely to be correct.

MPT-MATCOR
Life PredictionEV techniques can also be used for life prediction.
00.005
0.010.015
0.020.025
0.030.035
0.04
100 120 140 160 180 200 220 240
Maximum pit depths per unit
Prob
abili
ty d
ensi
ty
mean
0
50
100
150
200
250
300
0 1 2 3 4 5
Days in service
Pit d
epth
(mic
rons
)mean-maximum expected maximum per 1000
Maximum Pit Depths in Sample Units at Day “X”
Maximum Pit Depths in Sample Units as Fn of Time

MPT-MATCOR
Life PredictionEV techniques can be used,
provided that:
Inspection data are available for a number of different times.Operating conditions in the future can reasonably be considered similar to those in the past.
P.J. Laycock, R.A. Cottis and P.A. Scarf, J. Electrochem. Soc., 137, 64-69 (1990).

MPT-MATCOR
Life PredictionPlant A: one HE with CW on the tube-side.
Microscopic inspection of three tubes extracted after one year of operationNDT results from 40 tubes after two years of operation.Fitted mean function obtained from a 4-parameter GEV fit. Type 1 EV maximum pit depth.
0
500
1000
1500
2000
2500
0 200 400 600 800 1000
Days in service
Pit d
epth
(mic
rons
)
observed data fitted mean function Type I whole HE return level

MPT-MATCOR
Case study 2:High temperature componentsWhen does creep occur?
– Carbon steels up to400oC creep is unlikely
– Low-alloy steels (e.g.2.25%Cr1%Mo etc) goodup to about 500oC
– Stainless steels up to600oC or more
– Inconel etc. even better
What inspection andmonitoring methods?
- Replication
- Hardness
- Dimensional checks
- Review operational history

MPT-MATCOR
Some more “exotic” damagemechanisms
• Hydrogen damage & metal dusting– Where carbon and low alloy steels
exposed to hydrogen in service– Also in boilers with poor BFW control
• Stress corrosion cracking– Expected where austenitic materials are
exposed to chlorides– Carbon steels exposed to extreme caustic
conditions

MPT-MATCOR
How is RBI being applied forcommercial gain withoutcompromising safety?
• Singapore PetrochemicalComplex (case study)– Many items of “statutory
equipment”– No creep damage or significant
corrosion– Used RBI to persuade
authorities to allow extendedinspection intervals from 2 yearsto as much as 5 years
– Millions $ in opportunity costsavings
– Used MPT’s RMS software

MPT-MATCOR
RBI in the Power Industry• RBI already widely adopted
• Boilers and other items arejust too big for 100%inspection
• Has led to significantreduction in boiler tubefailures and vastimprovements in overallreliability and availability

MPT-MATCOR
Conclusions• The optimum management of ageing
industrial plant assets beyond their originaldesign lives requires an ongoing risk-basedapproach.
• The benefits of RBI and RCM vastlyoutweigh their costs of implementation.
• The application of probabilistic techniquesis a necessity where operating conditionsare diverse and unpredictable, e.g. pittingcorrosion in condensers, or creep in high-temperature heat exchanger tubes.