Embed Size (px)
Citation preview

5-1
第5章 放電加工
1 ワイヤ放電加工
1・1 目的 ···························································5-2
1・2 ワイヤ放電加工の原 ·············································5-2
1・3 ワイヤ放電加工機とNCフライス盤との
NC言語の相違点 ···················5-3
1・4 実習使用機器 ···················································5-4
1・5 加工実習 ·······················································5-5
1・6 加工に際しての参考資料 ·········································5-5
2 形彫り放電加工
2・1 目的 ··························································5-11
2・2 放電加工の原理 ················································5-11
2・3 形彫り放電加工機とNCフライス盤との
NC言語の相違点 ···················5-11
2・4 使用機器 ······················································5-13
2・5 NC形彫り放電加工機の各部名称および仕様 ·····················5-13
2・6 課題および実習内容 ············································5-15

5-2
電源
ワイヤ
加工電源
ワイヤ供給
ワイヤと工作物間の距離
が数μmないし数十μmに
なると放電開始
-X
工作物
ワイヤ巻取
+X
+Y
-Y
1 ワイヤ放電加工
1・1 目的
1)ワイヤ放電加工1)の原理と特徴を理解する。
2)ワイヤ放電加工機の基本的なNCプログラミングを理解する。
3)アルミ(A5056) 材料のワイヤ放電加工に関する諸特性を把握する。
危険
高電圧注意、感電により重大人身事故を起こす事があります。
加工中、ワイヤやワイヤガイドに絶対触れない事。
注意
ローラー露出注意、重大な人身事故を起こす事があります。
ローラー回転中は、絶対に触れない事。
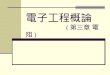
1・2 ワイヤ放電加工の原理
銅や黄銅などの比較的柔らか
い金属の細線を利用して、焼入
硬化された鋼材や、高い硬度を
もつ焼結合金などでも電流を流
すことによって、どんなに硬い
金属でも柔らかい金属と大差な
く加工することができる。
図5・1にワイヤ放電加工の原
理を示す。工具電極と工作物2)
が加工液の水柱の中で向かい合
い、数十ないし数百ボルトの電
圧を加えられた状態で数μm な
いし数十μm の微小な距離に近
づくと、両者の間に放電が発生
し放電電流が流れ熱が発生する。
その結果、加工は主にこの電流
の熱的な作用によって行われる。
図5・1 ワイヤ放電加工の原理
1・3 ワイヤ放電加工機とNCフライス盤とのNC言語の相違点
1)移動指令コーナCR
円弧補間指令ブロックにアドレスCRにつづいて半径値を指令することにより、指令
した半径の円弧を挿入することができる。図5・2にコーナCRプログラムを示す。円
弧中心座標値(I、J)の代わりに円弧半径指定(CR)を使うことができる。この時
円弧補間回転角が180°以下の場合、指令値は正となり、180°以上は、負となる。
─────────────────────────────────────────────── 1)ワイヤ放電加工:wire electrical discharge machining 2)工作物:work piece

5-3
図5・2 コーナCR
3)ドウェル(G04)
プログラムの途中で一時停止をしたい場合に指令する。時間はアドレスXに続く数値
で指令する。Xには小数点を用いることができる。指令単位は0.001秒である。ド
ウェル中に放電するかいなかは、その時のGコードによる。G00が指令されていると
きは放電しない。また、G00以外では放電する。
(例)2.5秒のドウェルを指令する場合、G04X2.5と指令する。
4)ワイヤ径補正量とワイヤ径補正番号
仕上がり形状加工の場合、ワイヤ半径とワイヤおよびワークとの放電ギャップの距離
を加えた値、すなわち、加工溝幅の半分の値を設定する。図5・3に工具補正と放電ギ
ャップとの関係を示す。プログラムの中でアドレスHに続いてワイヤ径補正量を指令す
ることにより、その補正番号に対応するワイヤ径補正量が用いられる。一度指令すると
別のワイヤ径補正番号が新たに指令されるかリセット状態になるまで有効である。
図5・3 工具補正と放電ギャップ
(-25,-15)
(25,15)(-25,15)
(25,-15)
R15
Y
X0
(-25,-15)
(25,15)(-25,15)
(25,-15)
R15
Y
X0
基本の4角形プログラム
O9801(KIHON)
G92 X0. Y0.
G90 G01 X0. Y15.
X-25.Y15.
X-25.Y-15.
X25. Y-15.
X25. Y15.
X0. Y15.
コーナCRを使用したプログラム
O9802(KO-NA-R2)
G92 X0. Y0.
G90 G01 X0. Y15.
X-25.Y15.
X-25.Y0.
G03 X-10.Y-15.CR15.
G01 X25. Y-15.
X25. Y15.
X0. Y15.
I・J を使用したプログラム
O9803(KO-NA-R3)
G92 X0. Y0.
G90 G01 X0. Y15.
X-25.Y15.
X-25.Y0.
G03 X-10.Y-15.I15.J0.
G01 X25. Y-15.
X25. Y15.
X0. Y15.
ワイヤ補正量 ワイヤ
工作物 放電ギャップワイヤ半径
プログラムした通路
加工溝幅ワイヤ補正量 ワイヤ
工作物 放電ギャップワイヤ半径
プログラムした通路
加工溝幅

5-4
1・4 実習使用機器
1)ワイヤ放電加工機:AQ327L
2)パーソナルコンピュータ
3)消耗品材料
1.加工材料:アルミ板{A5056(厚さ 3mm)}
2.使用ワイヤ:硬質真ちゅう(φ0.25mm)
4)ワイヤ放電加工機 AQ327L の概略図を図5・4に、ワイヤ放電加工機の仕様を表5・
1にそれぞれ示す。
図5・4 ワイヤ放電加工機の概略
表5・1 ワイヤ放電加工機の仕様
項 目 単 位 仕 様
加工品最大寸法(幅×奥行×高さ) mm 570×420×240
加工品最大積載重量 kgf 350
XY軸移動距離(左右×前後) mm 370×270
Z軸クイル上下移動距離
(加工品最大板厚) mm 250
最大テーパ1)角度(標準) 度/板厚 ±25°/100
ワイヤ径(標準) mm φ0.25
外形寸法(幅×奥行×高さ)
(電源、NC装置を含む) mm 2150×2200×2200
正味重量
(電源、NC装置を含む) kgf 3400
─────────────────────────────────────────────── 1)テーパ:taper

5-5
1・5 加工実習
1)プログラムの作成
1.プログラム条件
円弧補間を最低1ヶ所入れること。
2.工作物
材質は、アルミ板(A5056)、厚さ3mm であり、一加工当たりの寸法は 50mm×50mm、
板の中心にφ3.0mm の開始穴があいている。
2)プログラムの入力
作成したプログラムを、フロッピーディスクを使って放電加工機に転送する。
3)プログラムの描画確認
各自のプログラムをグラフィック画面で確認する。
4)加工実習の準備
工作物の開始穴にワイヤを通し自動中心出しでセンタリングし、ノズル位置を調整確
認する。
5)ドライランによる確認
ワイヤを十分引き出し運転モードをドライランにし機械の動きの確認を行う。
確認終了後は必ず運転モードを元に戻すこと。
6)放電加工実習の開始
ワイヤを通常の状態に戻し、運転モードをランモードにし運転を開始する。
7)運転状態の確認
放電加工中に電気条件、ワイヤ条件、加工液条件、加工速度、加工距離を確認する。
8)自動運転による加工実習終了後、ワイヤを切断し工作物を外す。
1・6 加工に際しての参考資料
1)A5056 の化学成分を表5・2に示す。
表5・2 A5056 の化学成分(%)
Si Fe Cu Mn Mg Zn Cr Al
0.3 0.4 0.1 0.05~ 4.50~ 0.1 0.05~
以下 以下 以下 0.2 5.6 以下 0.2 残り

5-6
2)ワイヤ電極について
ワイヤ電極は表5・3に示すワイヤ規格に適合している。
表5・3 ワイヤ規格表
条 件 外 径 カール率 ウェーブ量(山数) 山の最大高さ
許容差 ±0.002mm 10% 4 山以内 3cm 以内
ワイヤ外径 カール率
ウェーブ量(山数) 山の最大高さ
3)高精度加工のポイント
1.加工品を熱処理1)して加工による歪みが発生しないようにする。
2.加工品の脱磁処理を行う。
3.加工品を精度よく、研削仕上げを行う。
4.加工開始穴を設ける際、加工中の歪みを発生させない様にすること。
5.加工品の取り付け精度を充分にチェックする。
6.研削仕上げで平坦の確認されたプレート上に垂直だし治具をのせて、ワイヤの垂
直をチェックする。
7.上下のノズルを工作物に接触させない。
8.トライアル加工で、オフセット2)量を確認する。
9.実際の製品の形状加工に入ったら加工条件を変更しない。
10.セカンドカットを実施する。
─────────────────────────────────────────────── 1)熱処理:heat treatment 2)オフセット:offset
1m
(%)100)(1)( m
me
手で押さえる 手を離す
e
1m
(%)100)(1)( m
me
手で押さえる 手を離す
e
φ±0.002mmφ±0.002mm
2
4
1
4山以内
31m
2
4
1
4山以内
31m
1m
3cm以内
1m
3cm以内

5-7
4)感電が人体に及ぼす影響
1.感電とは人体に電流が流れる事をいい、流れる電流値と人体に及ぼす影響度は、表
5・4に示すとおりである。
表5・4 電流が人体に及ぼす影響
電流値 人体に及ぼす影響 電流値 人体に及ぼす影響
1mA ただ感電する程度 5mA 相当に苦痛である
10mA 耐えられないほど苦しい 20mA 筋肉が収縮して自分で
回路から離れられない
50mA 相当危険、死ぬこともある 100mA 致命的
2.人体に対しては一般に、表5・5に示す人体の抵抗と流れる電流の計算から、ふつ
うの状態で 50V、手足等が濡れている場合は、20V の電圧がかかると危険だということ
になる。
表5・5 人体の抵抗と流れる電流
人体の抵抗 20V 感電の場合 50V 感電の場合
普通の状態 5000Ω I=V/R
20/5000=4mA
50/5000=10mA
手足等が濡れている場合 2000Ω 20/2000=10mA 50/2000=25mA
3.放電加工の場合、ローラー部や電極ならびにワイヤ等電極側{アースになっている
構造物と反対側}には絶対!! に人体を触れてはいけないことになる。
4.導電率
物質の電流の通しやすさの度合いを表す数値。電気伝導率、コンダクティビティとも
いう。一般に導線などの導電率は、国際電気標準会議などで決められた、標準軟銅の導
電率を100として表す。

5-8
NCプログラム作成用方眼紙

5-9
ワイヤ放電加工機プログラムの一例
( = ON OFF IP HRP MAO SV V SF C PIK CTRL WK WT WS WP)
C000 = 009 014 2215 000 250 040 8 0150 0 000 0000 025 160 130 045
C001 = 011 014 2215 000 251 035 8 0150 0 000 0000 025 160 130 055
H000 = +000000.0100 ワイヤ径補正量 +0.01 mm
H001 = +000000.1860 ワイヤ径補正量 +0.1860mm
( FIG-1 1ST ZENSYUU)
QAIC(2,1,0.1250,001.0,0.1900,0.0200,004.0,0051,0120,15,035) AIC コーナー制御 ON
G54 ワーク座標系設定
G90 アブソリュート指令
G92X0.0Y0.0Z0 座標原点設定指令
G29 主レファレンス点の設定
T94 水浴加工への切換
T84 水ポンプ機動
C000 コンデショニングデータ C000 読込
G42H000G01X4.0Y0.0 右ワイヤ径補正、補正量 +0.01mm
C001H001 コンデショニングデータ C001 読込右ワイヤ径補正 補正量 +0.1860mm
M98P0001 サブプログラム N001 一回呼び出し
T85 水ポンプ停止
G149G249 AIC コーナ制御 OFF
M02 エンドオブプログラム
N0001 サブプログラムシーケンス番号 N0001
G01X4.0Y23.0
X47.5
Y-23.0
X4.0
Y-0.5
M00 プログラムストップ
Y0.0
G40H000X0.0 ワイヤ径補正キャンセル
M99 サブプログラム終了
コンデショニングデータ

5-10
コンデショニングデータの例
材質 アルミニューム 板厚5mm
( VER : 2.10A Sodick database 3.1[1]M )
(検索データ:Water,Brassφ0.25,Punch,Open-U,Al,5.00mm,E=0,20.0,1times,0.0000 )
( ON OFF IP HRP MAO SV V SF C PIK CTRL WK WT WS WP)
C000 = 006 016 2215 000 260 040 8 0350 0 000 0000 025 160 100 040
C001 = 008 016 2215 000 260 040 8 0350 0 000 0000 025 160 100 045
H000 = +000000.0100 (アプローチ)
H001 = +000000.1730 ( 1ST )
H999 = +000000.0000 (補正テーパデータ)
QAIC(2,1,0.1250,000.1,0.1700,0.0100,000.1,0255,0297,15,020)
材質 鉄 板厚5mm
( VER : 2.10A Sodick database 3.1[1]M )
(検索データ:Water,Brass.25,Punch,Open-U,Steel,5.00mm,E=0,20.0,1times,0.0000 )
( ON OFF IP HRP MAO SV V SF C PIK CTRL WK WT WS WP)
C000 = 006 015 2215 000 260 040 8 0130 0 000 0000 025 160 100 040
C001 = 008 015 2215 000 260 040 8 0130 0 000 0000 025 160 100 045
H000 = +000000.0100 (アプローチ)
H001 = +000000.1520 ( 1ST )
H999 = +000000.0000 (補正テーパデータ)
QAIC(2,1,0.1250,000.3,0.1550,0.0100,002.0,0085,0085,15,035)
表5・6 各種パラメータの機能
加工条件項目 機 能 加工条件項目 機 能
ON 放電パルス時間 C コンデンサー
OFF 休止パルス時間 PIK PIKA選択
IP 主電源ピーク値 CTRL オプション
HRP 補助電源回路 WK ワイヤ制御
MAO パルス幅調整 WT テンション制御
SV サーボ基準電圧 WS ワイヤ速度
V 主電源電圧 WP 高圧噴流
SF サーボ速度

5-11
2 形彫り放電加工 2・1 目的
1) 放電加工1)の原理と特徴を理解する。
2) 形彫り放電加工機の基本操作方法およびNCプログラミングを理解する。
2・2 放電加工の原理
放電加工とは、加工用電極2)と工作物3)間に発生する放電の作用により、工作物表面層
を除去する加工法である。図5・5に放電加工の原理を示す。加工液4)中に加工用電極
と工作物を対向させ、高周波パルス電源を用いて電圧を与える毎にその隙間(以後、極
間)にスパークが発生し、工作物表面層が少しずつ除去される。このスパークが繰り返
し行われることによって極間が大きくなるため、加工用電極をサーボメカニズムによっ
て定められた極間を保つよう降下させる。この繰り返しにより工作物は加工用電極の形
状に応じた加工が行われる。
図5・5 放電加工の原理
2・3 形彫り放電加工機とNCフライス盤とのNC言語の相違点
1) プログラム番号(L)
形彫り放電加工機ではNCプログラムをそれぞれ認識するために、L番号を使用する。
プログラム番号は、アドレスLとそれに続く最大8桁の数字で設定する。
2) 座標系設定(G92)
G92を指令することにより機械を動かすことなく、プログラム座標系の値をあらた
に指令値どおりにプリセットすることができる。
3) 多数座標系機能(G52~G59、G54.1W00~W99)
プログラムを作成する際、工作物上の固定点をプログラム原点とする。このプログラ
ム原点が各座標系の原点となる。座標系には、次のものが選択できる。
① 機械座標系
機械固有の位置を原点とする座標系である。手動原点復帰または原点復帰指令
(G28)のドグ式原点復帰実行により機械原点を決定する。
② 基本機械座標系(G53)
─────────────────────────────────────────────── 1) 放電加工:electrical discharge machining(EDM) 2) 加工用電極:electrode
3) 工作物:workpiece 4) 加工液:dielectric working fluid

5-12
電極補正量 電極
工作物 放電ギャップ
電極半径
プログラムした通路
加工溝幅
任意の位置を座標原点とすることができ、106種類あるワーク座標系の基準と
なる座標系である。G53指令によりこの座標系が選択されるが、このG53指
令は指令されたブロックのみが有効である。
③ ワーク座標系(G54~G59)
任意の位置を座標原点とすることができ、通常プログラムでの指令基準となる
座標系である。6種類のワーク座標系(G54~G59)がそれぞれ独自に設
定でき、これらはすべて基本機械座標系からの変位量(ワークオフセット量)
で把握される。プログラム上で1度指定すると次に別の座標系が指定されるま
で保持される。各座標系はG92指令により座標プリセットができ、このとき
座標プリセットした座標系以外は座標原点の変化はなく、それぞれ独立して設
定できる。
④ ワーク座標系100個仕様(G54.1P00~P99)
G54~G59のワーク座標系とは別のワーク座標系を100個(W00~W9
9)設定することができる。プログラム上ではWではなくPで指令する。
⑤ ローカル座標系(G52)
ワーク座標系でプログラムするときに、このワーク座標系内に更に別の座標系を
作ることができる。
4) 指令円弧補間(I、J、K)と指定円弧補間(R)
NCフライス盤では円弧を加工する場合、指令円弧補間(I、J、K)と指定円弧補
間(R)いずれも指令することができる。形彫り放電加工機でも同様に指令することが
できるが、放電加工の原理上、加工用電極と工作部には極間があるため、指定円弧補間
(R)を指令すると円弧終点に誤差(ズレ)が発生する場合がある。よって、形彫り放
電加工機では指令円弧補間(I、J、K)を用いて指令する。
5)電極径補正(G40、G41、G42)と電極径補正番号(H1~H900)
加工用電極の側面を用いて形状加工をする場合、プログラムされた軌跡から加工用電
極の半径と放電ギャップの分だけ離れた軌跡を通るように移動指令をする。移動指令と
は加工用電極が移動する方向とその移動量を指定することである。移動する方向は電極
径補正(G40、G41、G42)を用いて指令し、移動量は電極径補正番号(H1~
H900)に登録した番号を指令する。図5・6に電極径補正と放電ギャップの関係を
示す。
図5・6 電極径補正と放電ギャップ

5-13
2・4 使用機器
1) NC形彫り放電加工機:EA8
2) パーソナルコンピュータ
3) 実習材料
1. 加工物:ステンレス鋼板[SUS304(厚さ 1mm)]
2. 加工用電極:銅丸棒[Cu(φ3mm)]
2・5 NC形彫り放電加工機の各部名称および仕様
図5・3 NC形彫り放電加工機
加工槽
電源装置 NC操作部
ヘッド
ベッド 加工液供給装置

5-14
図5・7 NC制御装置操作盤パネル
表5・7 NC形彫り放電加工機の仕様
仕様項目 EA8
加工槽内形寸法(幅×奥行×高さ) [mm] 770×500×250
工作物最大寸法(幅×奥行×高さ) [mm] 740×470×150
工作物許容質量 [kg] 550
テーブルの大きさ(幅×奥行) [mm] 500×350
X軸移動量 [mm] 300
Y軸移動量 [mm] 250
Z軸移動量 [mm] 250
テーブル上面から電極取付面までの距離 [mm] 200~450
最大電極質量 [kg] 25
機械本体寸法(幅×奥行×高さ) [mm] 1460×1717×2000
機械本体質量 [kg] 1200

5-15
2・6 課題および実習内容
1)プログラムの作成
方眼紙の左下をワーク座標系の原点とし、課題の加工プログラムを作成する。
2)プログラムの入力
作成した加工プログラムをパーソナルコンピュータに入力し、フロッピーディスクへ
保存する。
3)NC形彫り放電加工機へプログラムの転送
NC形彫り放電加工機のディスクドライブにフロッピーディスクをセットし、作成し
た加工プログラムを転送する。
4)プログラムの加工形状確認
各自の加工プログラムをモニター内の形状表示を用いて、加工形状の軌跡を確認する。
5)ドライランによる確認運転
ドライランを用いて加工プログラムの運転をし、機械動作の確認をする。
6)デモプログラムによる加工
加工用電極および工作物を固定し、実際の放電加工を体験する。
7)放電加工条件の確認
加工条件ボタンを押し、プログラム運転に使用している加工条件を表5・8に記録す
る。
表5・8 加工条件
No. 加工条件番号 E
登録ノッチ番号 ノッチ番号内容
1 回路選択 ES 回路
2 補助電源 AUX
3 極性切換 POL 極性
4 加工セッティング IP A
5 パルス幅 ON μsec
6 休止時間 OFF μsec
7 F回路 GAP V
8 放電安定 JUMP
9 上昇距離 JU
10 降下時間 JD
11 コンデンサ切換 PCON
12 加工調整 GAIN %
13 サーボ電圧 SV V
14 OP感度 OPAJ







![SiREPORT 2020...加工精度:±2.5 µm 面粗さ:Ra 0.328 µm (Rz 2.463 µm) ワイヤ径:φ0.20 mm(はやぶさワイヤ) 0 加工時間(h)[ 5 1 形状] 従来機 ALシリーズ](https://img.pdfslide.net/doc/110x75/5f8899879919501d6b6eb046/sireport-2020-ci25-m-ecira-0328-m-rz-2463-m.jpg)










![多摩電子工業 | 公式サイト [ tamas / タマズ ] – イヤホン・ワイヤ …](https://img.pdfslide.net/doc/110x75/62787bb68d373b3027110ba8/-tamas-.jpg)








![Coming Soon []...Coming Soon 新型 大形ワイヤ放電加工機 加工性能・生産性を向上させた新型ワイヤ放電加工機 高品位加工と高速加工の両方に対応](https://img.pdfslide.net/doc/110x75/5f45ae1205b28851a6705d35/coming-soon-coming-soon-ffe-effccffe.jpg)
