-
第8回:
歯車の加工、精度及び歯面修整
歯車の歯切り方法
歯車の加工精度
歯車の加工寸法の管理
歯車の組立誤差及び加工誤差と歯面接触応力分布の関係
歯車の歯面修整
-
歯車の歯切り方法
• 歯の創成運動
• ホブギリ加工法
• シェーピング法
• 研磨加工法
-
1.歯車の創成運動(創成法)
ラックによる歯の創成運動(動画)
ラックの直線運動
ラック
円板の回転運動
ホブカッタ歯の創成運動(歯を形成するために)=ラックの直線運動+円板の回転運動
𝑽 = 𝝎 × 𝒓
𝝎𝒓
http://upload.wikimedia.org/wikipedia/commons/2/23/Profile_shift.gif
-
メリット:快速加工、大量生産に適切デメリット:加工精度が悪い(JIS4~6級)。
ホブギリ加工の特徴:
平歯車のホブ切り過程(動画) はすば歯車のホブ切り過程(動画)
Shimane University, Machine Design Lab. 2018/9
2.歯のホブギリ加工法(外歯車)(ホブギリ盤という工作機が開発された)
http://upload.wikimedia.org/wikipedia/commons/b/bd/W%C3%A4lzfr%C3%A4sen.jpghttp://upload.wikimedia.org/wikipedia/commons/b/bd/W%C3%A4lzfr%C3%A4sen.jpghttp://www.youtube.com/watch?v=KdE39tp_Laohttp://www.youtube.com/watch?v=hkhgLS8xYak
-
特徴:ピニオンカッタによる加工内歯車の歯切りに適切加工精度は(JIS2~4級)
欠点:加工時間が長い。
ピニオンカッタ
歯のシェーピング法(動画)
外歯車の加工 内歯車の加工
(シェーピングマシンという工作機が開発された)
Shimane University, Machine Design Lab. 2018/9
ホブギリとシェーピングの比較
3.歯のシェーピング法(外・内歯車の場合)
http://www.youtube.com/watch?v=DHCI4mdFIFwhttps://www.youtube.com/watch?v=Y8WnKrpRaiI
-
4.ピニオンカッタの写真と構造
Shimane University, Machine Design Lab. 2018/9
出典:http://www.ogswr-pl.co.jp/002_3.html出典:https://www.gleason.com/jp/products/tools/cylindrical/s
haping/shaping-tools
-
Shimane University, Machine Design Lab. 2018/9
三菱重工業製スカイビング加工機(内はすば歯車のスカイビング)
森精機製スカイビング加工機(内・はすば歯車のスカイビング)
中里昭宏中里歯車工業製スカイビング加工機(外・平歯車のスカイビング)
株式会社カシフジのスカイビングマシン
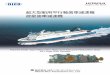
スカイビングの加工原理:
ピニオンカッタなどの回転工具をワークに対して、軸交差角を設けて取り付け、両方を同期回転させることで切削加工する技術。
スカイビングの加工メリット:
軸交差角を付けると、工具とワークの接触点で工具の軸方向にすべり速度が発生し、高速に切削加工ができるようになる。また回転運動による加工なので、能率が良く、工具歯形に高精度で転写されたため、ISO4~5級という高精度加工になる。スカイビングのデイメリット:
工具のすくい角(工具のすくい面とワークの加工面がなす角度𝜃)が大きな負となるため、切削抵抗が大きくなり、工具寿命が短くなる。
(出典:日本機械学会誌 2019.3 第122巻 第1204号 pp.38-39)
ワーク(内歯車)の回転方向
工具の回転方向
切削速度 工具速度
ワーク速度
ワーク 軸交差角
被切削物
工具切れ刃
切れ刃の軌跡
切削量
工具のすくい角𝜃
すくい角=負
すくい角=正
5.歯車のギヤスカイビング加工
https://www.youtube.com/watch?v=hszEKnrcQMEhttps://www.youtube.com/watch?v=AUCF7b3D-fchttps://www.youtube.com/watch?v=55ZPzXAa_oAhttps://www.youtube.com/watch?v=ljES5uGmb9s&list=PL5Cd4T_7o_a-g-1UyjYxo_3ErhifpJPal
-
特徴:高精度・高コスト精密加工の場合に使用
ウォームギャの研削(動画)
平歯車研磨加工(動画)
歯車の加工(総合)
Shimane University, Machine Design Lab. 2018/9
6.歯の研磨加工法(高精度歯車の加工)
http://www.youtube.com/watch?v=HcjOPKYniBwhttp://www.youtube.com/watch?v=m6gRprNkTkYhttp://www.youtube.com/watch?v=qlhfvmGVBY8
-
① 歯形誤差② ピッチ誤差(単一ピッチ、隣接ピッチ、累積ピッチ誤差)③ 歯筋誤差④ 歯溝の振れ誤差⑤ かみあい誤差
① JIS B1702 平歯車及びはすば歯車の精度② JIS B1752 平歯車及びはすば歯車の測定方法
① より大きな動力が伝達できるために② できる限り小さな歯車を作るために③ 低振動・低騒音のために④
位置を正確に伝達できるために
精度評価項目:
歯車の加工精度精度管理の必要性:
日本工業規格:
歯車の精度=歯車の命
-
1.歯形誤差(Profile Deviation)
三次元測定機による歯形測定結果
ホブ切り歯車の歯面形状の測定結果:
歯車精度測定機による歯形測定結果
0.0 0.2 0.4 0.6 0.8 1.0
0.0
0.2
0.4
0.6
0.8
1.0
0
5
10
15
20
Hob-cutting Pinion
Pro
file
devi
atio
n μ
m
Toot
h pr
ofile
dimen
sion
Tooth longitudinal dimension
0.0 0.2 0.4 0.6 0.8 1.0
0.0
0.2
0.4
0.6
0.8
1.0
0
5
10
15
20
25
30
Toot
h pr
ofile
dim
ensio
n
Tooth longitudinal dimension
Pro
file
devi
atio
n μ
m
Hob-cutting gear
歯車1の歯形誤差
歯車2の歯形誤差
-
全歯形誤差𝐹𝑎(Profile Deviation, Total)
全歯形誤差とは、決められた歯形検査範囲で、実歯形を挟む設計歯形線図間の距離である。
図4 全歯形誤差𝐹𝑎
歯先
歯元
設計歯形
実測歯形
-
単一ピッチ誤差±𝑓𝑝𝑡
単一ピッチ誤差とは、隣り合った同じ側の歯面のピッチ円上における実際のピッチと、理論ピッチとの差である。
図1 単一ピッチ誤差𝑓𝑝𝑡
2.歯のピッチ誤差(Single Pitch Deviation)
+𝑓𝑝𝑡
-
累積ピッチ誤差𝐹𝑝 (Cumulative Pitch Deviation)
累積ピッチ誤差とは、歯車全歯面領域での最大累積ピッチ誤差であり、累積ピッチ誤差曲線の全振幅で表現される。
図3 ピッチ誤差の例図2 累積ピッチ誤差 𝐹𝑝
+𝐹𝑝𝑘
-
全歯すじ誤差 𝐹𝛽
全歯すじ誤差とは、決められた歯すじ検査範囲で、実歯すじを挟む二つの設計歯すじ間の距離である。
この全歯すじ誤差は、歯当たりに影響する。この誤差が大きいと歯幅端部に歯当たりが集中する悪い歯当たりとなる。
このような歯当たりをさけるためには、クラウニングとかエンドレリーフなどの歯すじ方向の修整を行う必要がある。
図5 全歯すじ誤差 ( 𝐹𝛽 )
歯すじ方向
3.歯筋誤差(Helix Deviation)
-
歯溝の振れ許容値𝐹𝑟 (μm)
図8 歯数16の歯みぞの振れ
歯みぞの振れの値は、歯車の全歯みぞに測定子(玉、ピン等)を順次挿入し、 測定子半径方向位置の最大値と最小値との差である。
この歯みぞの振れは、歯車の騒音などに悪い影響を与えるもので、歯車加工または研削するときの取付具の振れがそれに大きく影響する。
最近では機械の精度が向上しているから、歯みぞの振れを小さくするには、
良い取付具を使って歯車を加工または研削しなければならない。
図8に歯みぞの振れ線図を示す。歯みぞの振れの中には、偏心が含まれる。
4.歯溝の振れ誤差(Runout of Tooth Space)
-
両歯面全かみあい誤差 (𝐹𝑖′′ )
両歯面全かみあい誤差とは、被検査歯車の両歯面を同時に親歯車の両歯面に接触させた状態で被検査歯車を完全に1回転させたとき、中心距離の最大値と最小値の差である。
図6 両歯面全かみあい誤差線図
5.かみあい誤差(Transmission Errors)
𝐹𝑖′′
𝐹𝑖′′
𝐹𝑖′′
-
伝達誤差とは
任意の回転角を入力軸に与えた時の理論出力回転角度と実出力回転角度の差
入力軸側 出力軸側
𝜃𝑖𝑛(入力回転角)
𝜃𝑜𝑢𝑡(出力回転角)
𝜃𝑜𝑢𝑡 =𝜃𝑖𝑛𝑖
減速装置𝑖 (減速比)
𝜃𝑒𝑟(角度伝達誤差) =𝜃𝑖𝑛𝑖− 𝜃𝑜𝑢𝑡
5.1 伝達誤差の定義
-
5.2 伝達誤差の測定原理
Output
Input
Gear Box
Rotary
Encoder
Rotary
EncoderMotor
2
1
Gear2
Gear1
Z1
Z2
伝達誤差=𝜃𝑒𝑟
入力軸回転角度=𝜃𝑖𝑛出力軸回転角度=𝜃𝑜𝑢𝑡
伝達誤差:𝜃𝑒𝑟 =𝜃𝑖𝑛
𝑖− 𝜃𝑜𝑢𝑡
(𝑖=減速比)
-
5.3 平歯車の伝達誤差の生じる原因
負荷荷重による歯のたわみ歯車の組立誤差軸受の隙間その他
伝達誤差
-
変速モーター 角度エンコーダ入力角度:𝜃𝑖𝑛
歯車減速装置減速比: 𝑖
角度エンコーダ出力角度:𝜃𝑜𝑢𝑡
インターフェイスユニットEIB741
記録・解析ソフト
入力側
出力側
𝜃𝑒𝑟 =𝜃𝑖𝑛𝑖− 𝜃𝑜𝑢𝑡
角度伝達誤差 = −
5.4 平歯車の伝達誤差の実験装置
理論出力回転角 実出力回転角
-
5.5 伝達誤差の測定結果
歯車1回転分
歯1枚分
-
6.歯車加工精度のJIS規格
JIS B 1702-1: 1998 円筒歯車-精度等級第1部:歯車の歯面に関する誤差の定義及び許容値
精度等級
基準円直径 モジュール 誤差の許容値 N4 N5 N6 N7 …. N12
50
-
7.歯車精度の測定機
大阪精密機械(株)製
歯車精度測定(動画)
https://www.youtube.com/watch?v=enbDbi4bnlI
-
8.ホブ切リ歯車の加工精度誤差の測定値
歯形誤差 ピッチ誤差
歯溝の振れ誤差
-
歯溝の振れ誤差
歯形誤差 ピッチ誤差
9.研磨加工歯車の加工精度誤差の測定値
-
歯車の加工寸法管理
一対の歯車に適切なバックラッシューを与えることが必要
歯の厚み管理により、歯車対のバックラッシューをコントロール
(歯の厚みの管理)
-
歯厚マイクロメータによる歯厚測定
(外歯車に適用)
マタギ歯数(𝑧𝑘)
測定された歯の枚数をマタギ歯数と呼ぶ
マタギ歯厚(𝐷)
測定されたマタギ歯数の間の距離をマタギ歯厚と呼ぶ
1.マタギ歯厚寸法測定法(外歯車の場合)
出典:田中 孝著 新版転位歯車 日本機械学会
-
1.1 マタギ歯数と歯厚の計算式
𝑧𝑘 = 𝑧𝐾 𝑓 + 0.5
マタギ歯数の計算式:
𝐾 𝑓 =1
𝜋sec𝛼 1 + 2𝑓 2 − cos2 𝛼 − inv𝛼 − 2𝑓 tan𝛼
ただし、𝑓 = 𝑥/𝑧;
マタギ歯厚の計算式:
𝐷 = 𝑚 cos𝛼 𝜋 𝑧𝑘 − 0.5 + 𝑧 × inv𝛼 + 2𝑥𝑚 sin 𝛼
ここで、𝑧=歯数; 𝛼=圧力角(一般的に𝛼= 20°); 𝑥=転位係数; 𝑚=モジュール
(𝑧𝑘=マタギ歯数)
(𝐷=マタギ歯厚)
sec 𝛼 =1
cos𝛼
-
1.2 マタギ歯数と歯厚の計算例
標準外平歯車 転位外平歯車
歯数(𝑧) 20 30 20 30
モジュール(𝑚) 4 4
転位係数(𝑥) 0 0 +0.25 -0.25
圧力角度(𝛼) 20 20
関数𝑓
inv𝛼
𝐾 𝑓
マタギ歯数(𝑧𝑘) 3 4 3 3
マタギ歯厚(𝐷) 30.6418 43.0105 31.3258 30.5179
-
偶数歯 奇数歯
外歯車の場合
2.オーバピン径寸法測定法(内歯車と外歯車に適用)
内歯車の場合偶数歯 奇数歯
-
2.1 オーバピン径とオーバピン寸法の計算(外歯車の場合)
𝜂 =𝜋
2𝑧− inv𝛼 −
2𝑥 tan𝛼
𝑧
𝛼′ = cos−1𝑧𝑚 cos 𝛼
𝑧 + 2𝑥 𝑚
φ = tan𝛼′ + 𝜂
𝑑𝑝′ = 𝑧𝑚 cos 𝛼 inv𝜑 + 𝜂
理想ピン径𝑑𝑝′により、実際に使用するピン径𝑑𝑝を決定
invφ =𝑑𝑝
𝑧𝑚 cos𝛼−
𝜋
2𝑧+ inv𝛼 +
2𝑥 tan𝛼
𝑧
M =𝑧𝑚 cos 𝛼
cos𝜑+ 𝑑𝑝
M =𝑧𝑚 cos𝛼
cos𝜑cos
90°
𝑧+ 𝑑𝑝
オーバピン寸法(偶数歯):
オーバピン寸法(奇数歯):
φを求めるインボリュート関数:
理想ピン径:
ピンの中心を通る圧力角:
ピンと歯面との接点における圧力角:
歯溝の半角:
-
2.2 オーバピン径とオーバピン寸法の計算例(外歯車の場合)
標準外平歯車 転位外平歯車
歯数(𝑧) 36 36
モジュール(𝑚) 2 2
転位係数(𝑥) 0 +0.25
圧力角度(𝛼) 20 20
歯溝の半角(𝜂)
ピンと歯面の圧力角(𝛼′)
ピン中心を通る圧力角(φ)
理想ピン径(𝑑𝑝′ ) 3.3994 3.4601
実際なピン径(𝑑𝑝) 3.5 3.5
invφ
オーバピン寸法(M)(偶数歯) 76.9927 77.8375
オーバピン寸法(M)(奇数歯)
-
2.3 オーバピン径とオーバピン寸法の計算(内歯車の場合)
𝜂 =𝜋
2𝑧+ inv𝛼 +
2𝑥 tan𝛼
𝑧
𝛼′ = cos−1𝑧𝑚 cos 𝛼
𝑧 + 2𝑥 𝑚
φ = tan𝛼′ − 𝜂
𝑑𝑝′ = 𝑧𝑚 cos 𝛼 η − inv𝜑
invφ =𝑑𝑝
𝑧𝑚 cos𝛼−
𝜋
2𝑧+ inv𝛼 +
2𝑥 tan𝛼
𝑧
M =𝑧𝑚 cos𝛼
cos𝜑+ 𝑑𝑝
M =𝑧𝑚 cos𝛼
cos𝜑cos
90°
𝑧+ 𝑑𝑝
オーバピン寸法(偶数歯):
オーバピン寸法(奇数数):
φを求めるインボリュート関数:
理想ピン径:
ピンの中心を通る圧力角:
ピンと歯面との接点における圧力角:
歯溝の半角:
理想ピン径𝑑𝑝′により、実際に使用するピン径𝑑𝑝を決定
-
2.4 オーバピン径とオーバピン寸法の計算例(内歯車の場合)
標準外平歯車 転位外平歯車
歯数(𝑧) 102 102
モジュール(𝑚) 2 2
転位係数(𝑥) 0 -0.25
圧力角度(𝛼) 20 20
歯溝の半角(𝜂)
ピンと歯面の圧力角(𝛼′)
ピン中心を通る圧力角(φ)
理想ピン径(𝑑𝑝′ ) 3.3248 3.2342
実際なピン径(𝑑𝑝) 3.5 3.5
invφ
オーバピン寸法(M)(偶数歯) 198.846 197.580
オーバピン寸法(M)(奇数歯)
-
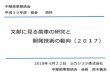
組立誤差、加工誤差と歯面強度の関係
-
1.組立誤差と歯面接触応力分布の関係
2.組立誤差のある時の歯当たりパターン
1.誤差のない時の歯当たりパターン
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Tooth 1Misalignment=0.004deg.
Tooth longitudinal dimension mm
Conta
ct
wid
th m
m
525.0 -- 600.0 450.0 -- 525.0 375.0 -- 450.0 300.0 -- 375.0
225.0 -- 300.0 150.0 -- 225.0 75.00 -- 150.0 0 -- 75.00
a歯の片当たり現象
XY
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Ideal gears & Tooth 1
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
393.8 -- 450.0 337.5 -- 393.8 281.3 -- 337.5 225.0 -- 281.3
168.8 -- 225.0 112.5 -- 168.8 56.25 -- 112.5 0 -- 56.25
歯筋方向X
歯形方向
Y(接触領域)
誤差のない時の歯面接触応力分布
組立誤差のある時の歯面接触応力分布
歯筋方向X歯形方向
Y(接触領域)
理想な歯当たり
-
歯車の歯当たり試験方法及び装置
歯の当たりの試験装置歯面に赤い塗料を塗る
-
2.歯形誤差と歯面接触応力分布の関係
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08
Geometric contact line
Tooth 1Profile deviation (only pinion)
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
700.0 -- 800.0 600.0 -- 700.0 500.0 -- 600.0 400.0 -- 500.0
300.0 -- 400.0 200.0 -- 300.0 100.0 -- 200.0 0 -- 100.0
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08
Geometric contact line
Tooth 1Profile deviation (only gear)
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
787.5 -- 900.0 675.0 -- 787.5 562.5 -- 675.0 450.0 -- 562.5
337.5 -- 450.0 225.0 -- 337.5 112.5 -- 225.0 0 -- 112.5
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08
Geometric contact line
Tooth 1Profile deviation (pinion & gear)
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
875.0 -- 1000 750.0 -- 875.0 625.0 -- 750.0 500.0 -- 625.0 375.0
-- 500.0 250.0 -- 375.0 125.0 -- 250.0 0 -- 125.0
0.0 0.2 0.4 0.6 0.8 1.0
0.0
0.2
0.4
0.6
0.8
1.0
0
5
10
15
20
25
30
Toot
h pr
ofile
dimen
sion
Tooth longitudinal dimension
Pro
file
devi
atio
n μ
m
Hob-cutting gear
歯車1の歯形誤差 歯車2の歯形誤差
0.0 0.2 0.4 0.6 0.8 1.0
0.0
0.2
0.4
0.6
0.8
1.0
0
5
10
15
20
Hob-cutting Pinion
Pro
file
devi
atio
n μ
m
Toot
h pr
ofile
dimen
sion
Tooth longitudinal dimension
歯車1の誤差を考慮した時 歯車2の誤差を考慮した時 歯車1と2の誤差を考慮した時
歯筋方向歯筋方向歯筋方向
歯筋方向 歯筋方向FEM接触解析モデル
歯形誤差
-
3.ピッチ誤差と歯面接触応力分布の関係
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Tooth 1Pitch error=-2μm
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
481.3 -- 550.0 412.5 -- 481.3 343.8 -- 412.5 275.0 -- 343.8
206.3 -- 275.0 137.5 -- 206.3 68.75 -- 137.5 0 -- 68.75
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Tooth 1Pitch error=+2μm
Tooth longitudinal dimension mm
Conta
ct w
idth
m
m
245.0 -- 280.0 210.0 -- 245.0 175.0 -- 210.0 140.0 -- 175.0
105.0 -- 140.0 70.00 -- 105.0 35.00 -- 70.00 0 -- 35.00
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Ideal gears & Tooth 1
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
393.8 -- 450.0 337.5 -- 393.8 281.3 -- 337.5 225.0 -- 281.3
168.8 -- 225.0 112.5 -- 168.8 56.25 -- 112.5 0 -- 56.25
(2) -2μmピッチ誤差のある場合 (3) +2μmピッチ誤差のある場合
(1) ピッチ誤差のない場合歯車の歯のピッチ誤差
-
平歯車の歯面修整
歯形修整
(1)歯先レリービング(Reliving)
(2)歯先・歯元レリービング(Reliving)
歯筋修整
(1)歯筋クラウニング(Crowning)
(2)歯筋レーリビング(Reliving)
目的:① 歯先のかみあい衝撃軽減により、
振動・騒音の低減② 歯の片当たりを防ぐ③ 強度増強
-
1.平歯車の歯形修整
(1)歯先レリービング (2)歯先と歯元レリービング
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08
Geometric contact line
Tooth 1Tooth profile modification=6μm
Tooth longitudinal dimension mm
Conta
ct w
idth
m
m
437.5 -- 500.0 375.0 -- 437.5 312.5 -- 375.0 250.0 -- 312.5
187.5 -- 250.0 125.0 -- 187.5 62.50 -- 125.0 0 -- 62.50
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Ideal gears & Tooth 1
Tooth longitudinal dimension mm
Con
tact
wid
th m
m
393.8 -- 450.0 337.5 -- 393.8 281.3 -- 337.5 225.0 -- 281.3
168.8 -- 225.0 112.5 -- 168.8 56.25 -- 112.5 0 -- 56.25
歯形修整前後の歯面接触応力の比較
歯形修整のない場合 歯形修整のある場合
理論歯形
修整歯形
-
2.平歯車の歯筋修整:クラウニング
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Tooth 1Crowning=5μm
Tooth longitudinal dimension mm
Con
tact
wid
th
mm
525.0 -- 600.0 450.0 -- 525.0 375.0 -- 450.0 300.0 -- 375.0
225.0 -- 300.0 150.0 -- 225.0 75.00 -- 150.0 0 -- 75.00
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Ideal gears & Tooth 1
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
393.8 -- 450.0 337.5 -- 393.8 281.3 -- 337.5 225.0 -- 281.3
168.8 -- 225.0 112.5 -- 168.8 56.25 -- 112.5 0 -- 56.25
クランニングのない場合 クランニングのある場合
歯筋クラウニング修整前後の歯面接触応力の比較
-
3.歯筋クラウニング加工のカッター運動軌跡
送り
-
4.平歯車の歯筋レーリビング及びエッジロード現象
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08
Edge loadEdge load
Tooth 1Relieving length=10mm
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
525.0 -- 600.0 450.0 -- 525.0 375.0 -- 450.0 300.0 -- 375.0
225.0 -- 300.0 150.0 -- 225.0 75.00 -- 150.0 0 -- 75.00
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Ideal gears & Tooth 1
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
393.8 -- 450.0 337.5 -- 393.8 281.3 -- 337.5 225.0 -- 281.3
168.8 -- 225.0 112.5 -- 168.8 56.25 -- 112.5 0 -- 56.25
レーリビングのない場合 レーリビングのある場合
歯筋レーリビング修整前後の歯面接触応力の比較
エッジロード
修整量=15μ
-
5.歯筋レーリビング曲線の改善(直線+円弧法)
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08
Edge loadEdge load
Tooth 1Relieving length=10mm
Tooth longitudinal dimension mm
Con
tact
wid
th m
m
525.0 -- 600.0 450.0 -- 525.0 375.0 -- 450.0 300.0 -- 375.0
225.0 -- 300.0 150.0 -- 225.0 75.00 -- 150.0 0 -- 75.00
直線で歯筋レーリビングの場合
(Mod
ified
Qua
ntity)
Face width
Arc
Arc
Straight line
Q
End relief (1) End relief (2) Crowning
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Tooth 1Crowning=5μm
Tooth longitudinal dimension mm
Con
tact
wid
th
mm
525.0 -- 600.0 450.0 -- 525.0 375.0 -- 450.0 300.0 -- 375.0
225.0 -- 300.0 150.0 -- 225.0 75.00 -- 150.0 0 -- 75.00
エッジロードを無くすレーリビング法
-
6.歯車の歯筋形状の測定結果比較
歯筋修整なし
16μ
歯筋レリービング 歯筋クラウニング
-
参考資料(1):歯車関連JIS規格の一覧規格番号 名 称JIS B 0003: 1989 歯車製図JIS B 0102:
1999 歯車用語-幾何学的定義JIS B 0121: 1999 歯車記号-幾何学的データの記号JIS B 0160: 1999
歯車-歯車の摩耗及び損傷-用語JIS B 0174: 1991 歯切工具用語JIS B 1453: 1988 歯車形軸継手JIS B
1701-1: 1999 円筒歯車-インボリュート歯車歯形 第1部 標準基準ラック歯形JIS B 1701-2: 1999
円筒歯車-インボリュート歯車歯形 第2部 モジュールJIS B 1702-1: 1998 円筒歯車-精度等級
第1部:歯車の歯面に関する誤差の定義及び許容値JIS B 1702-2: 1998 円筒歯車-精度等級
第2部:両歯面かみ合い誤差及び歯溝の振れの定義並びに精度許容値JIS B 1704: 2010 かさ歯車の精度JIS B 1705:
1973 かさ歯車のバックラッシJIS B 1706-1: 1999 すぐばかさ歯車-第1部:基準ラックJIS B 1706-2:
1999 すぐばかさ歯車-第2部:モジュール及びダイヤメトラルピッチJIS B 1723: 1977 円筒ウオームギヤの寸法JIS B
1751:1976 検査用親円筒歯車JIS B 1753: 1999
歯車装置の受入検査-歯車装置から放射される空気伝ぱ音のパワーレベルの決定JIS B 1754: 1998
歯車装置の受入検査-第2部:歯車装置の機械振動の測定方法及び振動等級の決定JIS B 1755: 1999
平歯車及びはすば歯車の負荷容量計算方法JIS B 1756: 2008 歯車-研削後の表面焼戻しエッチング検査法JIS B
1757-2: 2010 歯車測定機の評価方法-第2部:球基準器又は円筒基準器を用いた歯形測定JIS B 4350: 1991
歯切工具-歯形及び寸法JIS B 4351: 1985 すぐば傘歯車用G形刃物JIS B 4354: 1998
歯車用ホブ-第1部:むくホブの形状寸法JIS B 4355: 1998 歯車用ホブ-第2部:歯車用ホブの精度JIS B 4356:
1996 ピニオンカッタJIS B 4357: 1988 丸形シェービングカッタ
-
平及びはすば歯車を測定する場合は図(a)と(b)のように、偶数歯であれば相対する歯みぞ、奇数歯であれば180/z
(度)だけかたよった歯みぞにピン又は玉を入れてその外側寸法を測定する
内歯車の場合はその内側寸法を測るから、ヴィトイーンピン(玉)法とも言う。はすば歯車の測定には2個の玉を使用する
ラックを測定する場合は歯みぞにピン又は玉を入れてマイクロメータにより基準面からの距離を測定する
参考資料(2):オーバピンの測定について
図(a) 偶数歯の場合 図(b) 奇数歯の場合
-
参考資料(3):歯車設計図面の表記
1. 加工方法及び加工精度の仕様値(JIS規格に準ずる)2.
歯厚寸法(バックラッシュー)の管理要求(1)マタギ歯数・マタギ歯厚・マタギ歯厚の公差値(2)ピン径・オーバピン径・オーバピン径の公差値3.歯車加工用材料名4.歯面硬度の設計要求5.熱処理方法、熱処理品質管理用社内仕様書番号
歯車図面を作成する時には下記情報の記入が必要