-
8/10/2019 CAD/CAM theory-4
1/66
CAM
1
-
8/10/2019 CAD/CAM theory-4
2/66
Machinin Centers
A machining center can be defined as a
Multiple operation and processes in a single set-
Typically has an automatic mechanism to change
2
-
8/10/2019 CAD/CAM theory-4
3/66
Machinin Centers
Machine motion is programmable
Servo motors drive feed mechanisms for toolaxiss
Positioning feedback is provided by resolvers to
the control system
3
-
8/10/2019 CAD/CAM theory-4
4/66
Machinin Centers
Example - A turning center capable of OD
turning, external treading, cross-hole drilling,engraving, and
milling. All in machining is
accom lished in one set-u . Machine ma
have multiple spindles.
4
-
8/10/2019 CAD/CAM theory-4
5/66
Pro rammin Methods
Automatically Programmed Tools (APT)
A text based system in which a programmerdefines a series of
lines, arcs, and points whichdefine the overall part geometry
locations. These
features are then used to generate a cutterlocation (CL)
file.
5
-
8/10/2019 CAD/CAM theory-4
6/66
Pro rammin Methods-APT
Requires excellent 3D visualization skills
Capable of generating machine code forcomplicated part
programs
5 axis machine tools
6
-
8/10/2019 CAD/CAM theory-4
7/66
Pro rammin Methods-CAM
Computer Aided Machining (CAM) Systems
Graphic representation of the part PC based
Some built-in expertise S eed & feed data based on material
and tool s ecifications
7
-
8/10/2019 CAD/CAM theory-4
8/66
Pro rammin Methods-CAM
Tool path simulation
Tool path editing Tool path optimization
Cut time calculations for cost estimating
8
-
8/10/2019 CAD/CAM theory-4
9/66
Pro rammin Methods-CAM
Import / export capabilities to other systems
Examples: raw ng xc ange orma
Initial Graphics Exchange Standard (IGES)
9
-
8/10/2019 CAD/CAM theory-4
10/66
-
Start with graphic representation of part
Direct in ut
Import from external system Exam le DXF / IGES
2D or 3D scan Model or Blue rint
(At this point you have a graphics file of your
eometr
10
-
8/10/2019 CAD/CAM theory-4
11/66
The Process CAD to NC File
Define cutter path by selecting geometry
Pockets
Hole patterns Surfaces
Volume to be removed
At this oint the s stem knows what ou wantto cut)
11
-
8/10/2019 CAD/CAM theory-4
12/66
The Process CAD to NC File
Tool information ype, pm, ee
Cut method xamp e - oc e m z g-zag, sp ra , ns e-ou
Rough and finish parameters
the part)
12
-
8/10/2019 CAD/CAM theory-4
13/66
The Process CAD to NC File
Execute cutter simulation
Visual representation of cutter motion
Modify / delete cutter sequences
(At this point the system has a generic cutter locatione o e cu
pa s
13
-
8/10/2019 CAD/CAM theory-4
14/66
The Process CAD to NC File
Post Processing
CL file to machine specific NC code
Filters CL information and formats it into NC
Work envelope
- , , , .
G & M function capabilities
14
-
8/10/2019 CAD/CAM theory-4
15/66
Out ut: NC Code
A series of commands which direct the cutter
tool.
15
-
8/10/2019 CAD/CAM theory-4
16/66
CAD to NC Code
GeometryDXFImport
Direct inputIGESFile
Tool Path GenerationWhat you want to cutHow you want to cut
Rpms FeedsMethod
Canned cycles
Post Process CLFile
N1 G80 G90N3 G0 T01 M06
N5 G0 X0 Y0
16
-
8/10/2019 CAD/CAM theory-4
17/66
Advanta es of CNC Machine Tools
Flexibility
Repeatability
17
-
8/10/2019 CAD/CAM theory-4
18/66
Advanta es of CNC Machine Tools
geometry
mprove par aes e cs Increased productivity
Technology costs are decreasing
18
-
8/10/2019 CAD/CAM theory-4
19/66
-
8/10/2019 CAD/CAM theory-4
20/66
Advanta es of CNC Machine Tools
CNC machine tools are more ri id thanconventional machine tools
Less horse ower vs. conventional cuttin but re uires
a ridged machine tool with no backlash Increased Rpms and
feeds
20
-
8/10/2019 CAD/CAM theory-4
21/66
Usin Pro E
ea ures n v ua geome ry crea e one a a me.Features include
datums, extrusions, holes, rounds,chamfers surface features cuts
atterns swee s etc.You can have multiple features in a part.
PartsCollection of geometric features that define thegeome r c
en y ca e e par . ar s are re erre o ascomponents in an assembly.
You can have multiplecom onents in an assembl .
AssembliesCollection of components assembled
together to create the model. You can have multipleassem es an
su assem es n a erarc ca or eraccording to their relationships with
other assemblies andthe master assembl .
21
-
8/10/2019 CAD/CAM theory-4
22/66
Pro NC Flow Chart
22
-
8/10/2019 CAD/CAM theory-4
23/66
Introduction
NC Sequences
An NC se uence is an assembl or work iecefeature that represents
a single tool path.
When too much material is removed from thepart, it is said to be
gouged or overcut..
23
-
8/10/2019 CAD/CAM theory-4
24/66
Gou in
en oo muc ma er a s remove rom e par , s sa o egouged or
overcut.
The converse of gouging a work-piece is
undercutting--notremoving enough material.
Interference between the workpiece and components of the
toolholders and shanks is called a collision. Gouging,
undercutting and collisions are costly and result in a lot
.
The word most often associated with machine downtime is
gouging. Gouging a workpiece or surface is one of the biggest
problems
that machinists face today because the number of
complexworkpieces is increasing these days.
24
-
8/10/2019 CAD/CAM theory-4
25/66
Desi n Mode
The Pro/ENGINEER
design model,represen ng efinished product, is
manufacturing.
.2. Surfaces to be milled
25
-
8/10/2019 CAD/CAM theory-4
26/66
Work iece
The workpiece
represents the raws oc a s go ng o emachined by the
operations
1. Holes removed - not part of casting
2. Dimensions increased to allow formaterial removal
3. Dimensions decreased to allow formaterial removal
26
-
8/10/2019 CAD/CAM theory-4
27/66
Introduction
FixturesFixtures are parts or assemblies that help orient
manufacturing operation.
27
-
8/10/2019 CAD/CAM theory-4
28/66
Coordinate S stems
machine and act as the origin (0, 0, 0) for CL data
Yw
Machine Coordinate System
Ym
XwZw
Workpiece Coordinate System
XmZm
28
-
8/10/2019 CAD/CAM theory-4
29/66
Retract Surface
The retract surface
defines the level tow c e oo sretracted after a cut.
machining needs, you
surface to be a plane,
c linder s here or a 1. Retract lanecustom-made surface. 2.
Retract cylinder
29
-
8/10/2019 CAD/CAM theory-4
30/66
O erations
workcell and using a particular coordinate system for CL data
output. Name Workcell to be used Coordinate system for CL data
output Retract surface
.
30
-
8/10/2019 CAD/CAM theory-4
31/66
Workcells
A workcell is a workpiece (or assembly) feature
that specifies a machine tool using: Name
Number of axes
A set of parameters
31
-
8/10/2019 CAD/CAM theory-4
32/66
Tools Setu
Select Manufacturing Setup->Tooling
NC Manufacturing requires the followinggeneral categories of
information abouttools:
Tool Type
Geometry parameters
oo um er
Offset Number
32
-
8/10/2019 CAD/CAM theory-4
33/66
Other Tools Parameters
33
-
8/10/2019 CAD/CAM theory-4
34/66
Built in Tools
34
-
8/10/2019 CAD/CAM theory-4
35/66
Built in Tools
35
-
8/10/2019 CAD/CAM theory-4
36/66
Built in Tools
36
-
8/10/2019 CAD/CAM theory-4
37/66
Built in Tools
37
-
8/10/2019 CAD/CAM theory-4
38/66
Built in Tools
38
-
8/10/2019 CAD/CAM theory-4
39/66
Built in Tools
50 East
West01st
Qtr
3rd
Qtr
North
39
-
8/10/2019 CAD/CAM theory-4
40/66
Milling Turning Using
ro
40
-
8/10/2019 CAD/CAM theory-4
41/66
Milling (3-Axis)
41
-
8/10/2019 CAD/CAM theory-4
42/66
Mill Geometr
n ow
by projecting the silhouette of the reference part on the
Mill
Window start plane, by sketching or by selecting a
closedcontour. All surfaces visible within the contour are
milled
Mill Volumes Sketch the volume to be machined or excluded
intersect the volume
with the workpiece or reference model, or offset surfaces
(forexample, by tool radius). You can use this set of tools in
anycombinations to define a single Mill Volume
Trim a Mill Volume Subtracts the reference model from the
current volume definition and
only the remaining volume is used for machining.
Mill Surfaces
A Mill surface is a special surface feature, created by the set
oftechni ues that can be used in Surface millin NC se uences.
42
-
8/10/2019 CAD/CAM theory-4
43/66
Mill Surfaces
,the set of techniques that can be used in Surface
milling NC sequences.
43
C
-
8/10/2019 CAD/CAM theory-4
44/66
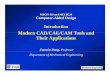
Cut Parameters
TOLERANCE
1. TOLERANCE2. Design Surface3. Machined Surface
4. Tool Centerline path5. Tool
44
F d
-
8/10/2019 CAD/CAM theory-4
45/66
Feed
_
CUT_UNITS nc es per m nu e e au , ee per m nu e ,
MMPM (millimeters per minute), FPR (feet per revolution),IPR
(inches per revolution), MMPR (millimeters perrevolution).
RETRACT_FEED
_
FREE_FEED
PLUNGE_FEED
PLUNGE_UNITS
45
D fi i T l
-
8/10/2019 CAD/CAM theory-4
46/66
Definin Tools
46
-
8/10/2019 CAD/CAM theory-4
47/66
It is a very versatile sequence used not
onl to rou h machine the work iece butcan also perform finishing
and facing
A Volume milling NC sequence removes-
by-slice. All slices are parallel to the retract
p ane;
47
P fil Milli
-
8/10/2019 CAD/CAM theory-4
48/66
Profile Millin :
Profile milling is used to roughor finish mill vertical or
slantedsur aces. e sur acesselected must allow for a
.
depth of the cut is defined by
surfaces.
48
S f Milli
-
8/10/2019 CAD/CAM theory-4
49/66
Surface Millin
ur ace m ng equence s genera yused to semi-finish or finish the
shallow
.can generate a lot of toolpath strategies
49
T t Milli
-
8/10/2019 CAD/CAM theory-4
50/66
Tra ector Millin
50
CL D t G r ti
-
8/10/2019 CAD/CAM theory-4
51/66
CL Data Generation
Cutter Location (CL) data files are generated fromthe cutter
paths specified within NC Manufacturing
sequences.
Each NC sequence generates a separate CL file.
You can also create a single file for a wholeoperation.
These CL data files can then be passed to machine-specific or
generic post-processors for NC tapegenerat on or commun cat ons
51
CL Data Continue
-
8/10/2019 CAD/CAM theory-4
52/66
CL Data Continue
$$* Pro/CLfile Version Wildfire 3.0 - M020 $$-> MFGNO /
TRAINING $$-> FEATNO / 892 MACHIN / UNCX01, 1 $$->
CUTCOM_GEOMETRY_TYPE / OUTPUT_ON_CENTER UNITS / MM
LOADTL / 1-> . $$-> CSYS / 1.0000000000, 0.0000000000,
0.0000000000, 0.0000000000, $ 0.0000000000, 1.0000000000,
0.0000000000, 0.0000000000, $ 0.0000000000, 0.0000000000,
1.0000000000, 0.0000000000 SPINDL / RPM, 1000.000000, CLW RAPID
GOTO / 5.0000000000, 40.0000000000, 5.0000000000 RAPID GOTO /
5.0000000000, 40.0000000000, -1.0000000000
FEDRAT / 10.000000, MMPM GOTO / 5.0000000000, 40.0000000000,
-2.0000000000 CIRCLE / 10.0000000000, 40.0000000000, -2.0000000000,
$ 0.0000000000, -0.0000000000, -1.0000000000, 5.0000000000 GOTO /
10.0000000000, 45.0000000000, -2.0000000000 GOTO / 90.0000000000,
45.0000000000, -2.0000000000 CIRCLE / 90.0000000000, 40.0000000000,
-2.0000000000, $ -0.0000000000, -0.0000000000, -1.0000000000,
5.0000000000 GOTO / 95.0000000000, 40.0000000000, -2.0000000000
GOTO / 95.0000000000, 10.0000000000, -2.0000000000 . , . , - . ,
-0.0000000000, 0.0000000000, -1.0000000000, 5.0000000000 GOTO /
90.0000000000, 5.0000000000, -2.0000000000 GOTO / 10.0000000000,
5.0000000000, -2.0000000000 CIRCLE / 10.0000000000, 10.0000000000,
-2.0000000000, $ -0.0000000000, -0.0000000000, -1.0000000000,
5.0000000000
-
52
. , . , . GOTO / 5.0000000000, 40.0000000000, -2.0000000000 GOTO
/ 5.0000000000, 40.0000000000, 5.0000000000
SPINDL / OFF $$-> END / FINI
NC Post Processin
-
8/10/2019 CAD/CAM theory-4
53/66
NC Post-Processin
anu ac ur ng genera es cu er oca on(CL) data files in an ASCII
format that need toe pos -processe o crea e ac ne on ro
Data (MCD) files before any machininge u .
Select which post-processor to use.
Execute post-processors with option to run CLfile.
Execute post-processors with options directlyu on out ut of tool
ath.
53
NC Post Processin Continue
-
8/10/2019 CAD/CAM theory-4
54/66
NC Post-Processin Continue
-
UNCX01 Mill G-Post
File to CNC PartProgram
Select CL Data->PostProcessor
Select the Post
Processor name to etCNC Part ProgramFile.
54
CNC Part Pro ram of Tra ector millin
-
8/10/2019 CAD/CAM theory-4
55/66
CNC Part Pro ram of Tra ector millin
Sequence. (Date:10/22/08 Time:13:21:01) N0001G98G80G90G49G17
N0002G54 N0003T1M6 N0004S1000M3 N0005G0X5.Y40. N0006G43Z5.H1
N0007Z-1. N0008G1Z-2.F10. N0009G2X10.Y45.I5.J0. N0010G1X90.
N0011G2X95.Y40.I0.J-5.
. N0013G2X90.Y5.I-5.J0. N0014G1X10. N0015G2X5.Y10.I0.J5.
N0016G1Y40. N0017Z5. N0018M5 N0019M30 %
55
Transferrin CNC Part Pro ram to
-
8/10/2019 CAD/CAM theory-4
56/66
Transferrin CNC Part Pro ram to
CNC Machine
Serial port COM1 (or any free COM port)
Baud According to Machine e.g. 2400
Data bits 7
Parity Even
Stop bits 2
56
Out ut: NC Code
-
8/10/2019 CAD/CAM theory-4
57/66
Out ut: NC Code
G-Codes (G00, G1, G02, G81)
Coordinate data (X,Y,Z) Feed Function (F)
Miscellaneous functions M13
N - Program sequence number-
S - Spindle command
57
-
8/10/2019 CAD/CAM theory-4
58/66
Turning
58
Lathe Continue
-
8/10/2019 CAD/CAM theory-4
59/66
Lathe Continue
AreaDefine the area in the model cross sectionwhere you want the
material to be removed.
ProfileInteractively define the cut motion(s) byeither sketching
or using surfaces or datum curves.
GrooveTurn narrow grooves using a tool withcutting edges on both
sides and a peck-type motion.
ThreadCut threads on a lathe.
HolemakingDrill, bore, and so on.
59
Stock Boundar and Cut Extensions
-
8/10/2019 CAD/CAM theory-4
60/66
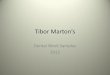
Stock Boundar and Cut Extensions
1. Reference part2. Workpiece
3. Stock boundary sketch4. Cut sketch5. Cut extensions6. Cut
area
60
Holder T e
-
8/10/2019 CAD/CAM theory-4
61/66
Holder T e_
1. Holder_Type Left
2.
Holder_Type Right
61
Tool Definition
-
8/10/2019 CAD/CAM theory-4
62/66
Tool Definition
62
Outside Area Turnin
-
8/10/2019 CAD/CAM theory-4
63/66
Outs de ea Tu
Define the Turn Profileby selecting surfaces of
e re erence parand specify the cut
the following illustration:
Positive Z (3).
63
Inside Area Turnin
-
8/10/2019 CAD/CAM theory-4
64/66
To turn the inside surfaces of a cored workpiece, setthe
TOOL_ORIENTATION parameter value to 0.Then define the Turn Profile
(1) and cut extensions as
,extensions: Negative Z (2) and Positive Z (3).
64
-
8/10/2019 CAD/CAM theory-4
65/66
Groovin Continue
-
8/10/2019 CAD/CAM theory-4
66/66
66