Embed Size (px)
Citation preview

23 23
CAL CHEM CORPORATION To: CHE Juniors Date: Winter Quarter File: CHE 322L From: CHE faculty Laboratory Managers Subject: Operating Characteristics of an Air Lift Our pilot plant design group is presently working with a liquid system that requires the use of specialized pumping equipment. Water that contains a very small amount of a highly corrosive chemical in solution is to be pumped a few feet vertically and discharged to a recovery vessel. Our engineers feel that an air lift might represent the most durable and inexpensive way to pump this liquid. Correlations in the literature do not apply for the short air lift we propose. Please investigate the relationship between air injection rate and water discharge rate for several submergence heights. Display your results graphically and compare with the correlation for taller air lifts. Also give us an idea of the efficiency of operation we can expect from an air lift. To aid you in this study, we have had our technicians fabricate an air lift in the laboratory. You can change the distance hr from the liquid level to the delivery point by moving the clamp holding the glass tube.

24 24
CHE 322 TRANSPORT LABORATORY
Experiment No. 1
Operating Characteristics of an Air Lift
hr
hs
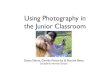
Fig. 1 Simplified sketch of an air lift.
The air lift can be used to pump liquid from a well as shown in Fig. 1. Compressed air is injected near the bottom of the well. The air and liquid mixture, being lighter than liquid alone, will rise from the well to the discharge level. If a mass M of liquid is raised through a net height hr by mass of air ma, the net work received by the liquid is Wreceived = Mghr (1) The work supplied by the air to pump the amount M of liquid is equal to the work done by a mass ma of air in expanding isothermally to atmospheric pressure Pa. Wsupplied = Pava ma ln(P/Pa) (2) where va is the specific volume of air at atmospheric pressure and P is the pressure of air at the injection point. This pressure would be equal to atmospheric pressure plus the hydrostatic pressure due to the column hs of the liquid with density ρ. P = Pa + hsρg (3) The efficiency of the air lift η is therefore given by
Air

25 25
η = [ ]ln 1 /
r
a a a s a
MghP v m h g Pρ+
(4)
The Ingersoll-Rand Company has developed entirely empirical information on air-lift performance. The volume of air at atmospheric pressure required to raise 1 gal of water is given by
Vair = 0.67 [ ]10log 1 / 34
r
s
hC h+
, where C = 245 for 10 ≤ hr ≤ 60 (5)
where hr and hs are in feet and air is at the water temperature.
Experimental Work
1) Choose a distance hr and hs and measure the water flow rate at various air flow rates. The distance hs should be chosen so that the pump can maintain the water level at a constant value.
2) Repeat the measurements for at least two more different values of hr and hs. Data Analysis 1. Plot a graph of η versus hs, using experimental data and values calculated from Eq. (4). Comment on possible reasons for any disagreement. Suggest a way to modify the experimental setup in the lab so that hr can be varied independently with hs. 2. Plot a graph of η versus work input from air Wsupplied, using experimental data and calculated values 3. Plot the volume of air required to raise one gallon of water versus hs, using experimental data and calculated values from Eq. (5). Determine the value of C so that equation (5) will fit the experimental data.
References 1. Perry, J. H., Chemical Engineers’ Handbook, McGraw-Hill, 1984, pg. 6-16 2. Coulson J. M. et al , Chemical Engineering, Volume 1, Pergamon, 1993, pg. 300

26 26

27 27
INTERCOMPANY MEMORANDUM CAL CHEM CORPORATION To: CHE Juniors Date: Winter Quarter File: CHE 322L From: CHE faculty Laboratory Managers Subject: Operating Characteristics of a Centrifugal Pump The biomedical supply division of CAL CHEM, BIOMED, wants to use an available centrifugal pump to supply cooling water to a fermentation reactor. BIOMED want us to determine the maximum head developed by the pump and the efficiency of the pump as a function of flow rate. They also want to know if the pump has the general characteristic of a centrifugal pump. Please set up an experiment so that you can obtain and analyze the appropriate data to provide BIOMED with the information they need. Our technicians are very familiar with the operation of the pump. They will assist you in the process of taking the data you need if necessary.

28 28
CHE 322 TRANSPORT LABORATORY
Experiment No. 2
PUMPS: TYPES, CHARACTERISTICS, OPERATING CURVES
Inlet
ExitHousing
Impeller
Vanes
Volute chamber
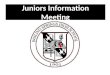
Fig. 1 A simple centrifugal pump Centrifugal pumps are widely used for transferring liquids of all types. These pumps are available in capacities from 2 GPM to 105 GPM, and for discharge pressures from a few feet to approximately 7000 psi (Ref. 1). A centrifugal pump typically consists of an impeller rotating within a stationary housing. The impeller usually consists of two flat disks, separated by a number of curved vanes (blades), mounted on a shaft that project outside the housing. Power from an outside source is applied to the shaft, rotating the impeller within the stationary housing. The revolving vanes of the impeller produce a reduction in pressure at the inlet hole or eye of the impeller. Fluid then flows to the eye. From the eye the fluid is flung outwards by centrifugal force into the periphery of the housing and from there to the volute chamber and finally to the pump exit. The overall pressure increase across the pump at low flow rates is approximately (Ref. 2) ∆p = ρu22 = ρπ2D2N2 where ρ = density of the fluid u2 = tangential impeller velocity D = diameter of impeller N = rotational speed of the impeller so that the dimensionless group ∆p/(ρD2N2) should be roughly constant at low flow rates. Let c1D be the gap between the disks of the impeller and c2u2 be the radial velocity outwards; then the volumetric flow rate is given by

29 29
Q = (πD)(c1D)(c2u2) = (πD)(c1D)(c2πDN) = c1c2π2D3N where c1 and c2 are constants. This model proposes that the flow rate is proportional to the tangential velocity of the impeller. Thus the dimensionless group Q/(ND3) is approximately constant at low flow rates. Even though the assumptions made for the two dimensionless groups ∆p/(ρD2N2) and Q/(ND3) are for low flow rates they are usually adequate to characterize all centrifugal pumps at any flow rate. A plot of ∆p/(πD2N2) versus Q/(ND3) will have the general shape given by the curve in Fig. 2.
∆pρD2N2
QND3
Fig. 2 General characteristic curve for centrifugal pump.
We have a centrifugal pump testing unit in the transport laboratory. This consists of the pump, the DC motor, a dynamometer, meters for D.C. volts and amps, various pressure gauges, a water feed tank and a weigh tank for mass measurement during a measured time interval. Make a sketch of the pump testing unit, showing all relevant information. This does not have to be exactly to scale, but it should resemble the physical unit. Our laboratory technician has prepared the following operating procedure for the test unit. This may not be complete, but it gives you something to start with.
Pump Test Unit Operation
1.- Set the pump speed as specified. Initially use the highest allowable pump speed. Limit the speed to below 3000 rpm. 2.- The pump speed is read from an AC voltmeter located to the left of the motor. The rpm scale is shown above the voltage scale. 3.- Check the water level in the tank supplying the pump. Record the water temperature.

30 30
4.- For a given pump speed, establish the maximum flow rate through the pump by opening wide the valve in the outlet line. Additional runs can be made at lower flow rates by throttling this valve. 5.- Allow sufficient time for steady flow to be established before making the first experimental run. 6.- Record the time for pumping a definite mass of water. When the tank is nearly full, open the quick release valve to drain water back to the feed tank. 7.- Record all of the appropriate pressure readings and all other important information. Remember that in weighing, a tare is often used. Even if the tare is zero it is good practice to mention this. 8.- In this DC motor the armature voltage controls the pump speed. Adjust this voltage (and pump speed) with the large circular dial on the variac on the table. 9.- Record the voltage and amperage for both the armature and field coils. The armature current is measured by the large ammeter provided. The armature voltage is measured by the meter mounted in front of the motor. The voltage and amperage for the field coils are measured by the meters located on a separate box. 10.- Record the torque produced by the motor on the shaft. The DC motor consists of two basic units, the field, which is the electromagnet with its coils, and the armature, the structure that supports the conductors that cut the magnetic field and carry the exciting current. When current is passed through the armature of a DC motor, a torque is generated by magnetic reaction, and the armature revolves. The power supplied to the motor is then given by Pmotor,in = VaIa + VfIf where Va and Ia are armature voltage and armature amperage respectively and Vf and If are field voltage and field amperage respectively. You should record Vf and If even if VfIf is much less than VaIa. Motor efficiency is defined as ηmotor = Pmotor,out/Pmotor,in where Pmotor,out = ωT, ω is angular velocity and T is the torque applied to the impeller. Pump efficiency is defined as ηpump = Ppump,out/Ppump,in where Ppump,in = Pmotor,out , and Ppump,out = m& ∆p/ρ, m& is the mass flow rate and ∆p is the pressure rise across the pump.

31 31
The overall efficiency is defined as ηoverall = Ppump,out/Pmotor,in The operating curves which you are to produce should show head, pump efficiency and power (Ppump,out) as a function of capacity (flow rate). After you have performed the first run as outlined above, make a series of runs at reduced flow rates down to and including zero rate. You should have at least six runs for the high pump speed. Reduce the pump speed, to about two thirds of the maximum speed, and make another six runs. Make a third series of runs at a still lower pump speed. After you complete the pump curves determine the flow rate versus the valve position. You will require some kind of marker on the valve handle (a paper clip, a felt pen mark, etc.). Valve position can be measured by turns and fractions of turns. Measure flow rate versus valve position, from closed to wide open. A good control valve would have approximately a linear relation between flow and valve opening. Would the globe valve be a good control valve?
Analysis of Experimental Data For each run: Convert mass-time data to gpm. Convert pressure readings to feet head (of water). Calculate the power (hp) to the pump. Calculate the pump, the motor and the overall efficiencies.
The Report Present results graphically showing head, pump efficiency and power versus capacity (flow rate). There is probably too much information for one graph, so experiment with various ways of displaying your results until you find one that is easy for the reader to understand. Present all of your efficiency results in a small table and plot ∆p/(ρD2N2) versus Q/(ND3). Answer the following questions: 1. How does one determine the correct direction of rotation for a centrifugal pump? 2. What is "cavitation"? Why should it be avoided? How is it avoided? 3. What is NPSH? 4. What is a positive displacement pump? Why should a positive displacement pump have a relief valve?
References 1. Perry’s Chemical Engineers’ Handbook, Sixth Edition (Section 6-7) 2. Wilkes, J. O., Fluid Mechanics for Chemical Engineers, Prentice Hall (1999), pg. 176-181.

32 32

33 33
CAL CHEM CORPORATION To: CHE Juniors Date: Winter Quarter File: CHE 322L From: CHE faculty Laboratory Managers Subject: Cooling by Hilsch Tube
Nitrogen30 kg/hr3.0 atm
300 K
15 kg/hr1 atm, 450 K
15 kg/hr1 atm, 150 K
The Diamond Bar plant has a nitrogen stream at 3.0 atm and 300.0oK that is presently vented to the atmosphere. The management would like to use this stream to satisfy some of the heating or cooling requirements of other processes. Their engineer, James Hank, a Cal Poly graduate, has devised a process that will produce equal amounts of a hot stream at 450oK and a cold stream at 150oK and thus satisfy simultaneously some heating and cooling requirements. Furthermore, James claims that his device will be self-sustaining because no additional heat or work need be supplied to the device. The management would like an explanation of this device. The principles behind James’ device are believed to be the same as the Hilsch-Ranque Vortex Tube, which is available in our laboratory. Please take the necessary data to verify the claims by James Hank. Operate the Hilsch tube over the widest possible range of the operating variables. The inlet air pressure to the Hilsch tube can be set by the air regulator. The ratio of the hot air flow rate to the cold air flow rate ( m& hot/ m& cold) can be changed by turning the knob at the hot outlet of the Hilsch tube. You will be measuring temperatures and flow rates. Use thermocouples for the temperature measurement. Ask the technician for the vane anemometer to measure air flow rates. The vane anemometer is a revolution counter with jeweled bearing, actuated by a small windmill. Air velocity is displayed in ft/s or m/s by a selector switch.

34 34
CHE 322 TRANSPORT LABORATORY
Experiment No. 3
COOLING BY HILSCH TUBE The actual flow rate will be cancelled out in the analysis, so it is not important to have an accurate flow rate. However, the ratio of the hot to cold air flow rates is required in the calculation, the measurements of the hot and cold air velocity must be consistent to yield good results. Air leaving the Hilsch tube flows through a pipe where the anemometer is used to measure air flow rate. The mass flow rate leaving a pipe can be estimated by m& = Avρ where A is the inside area of the pipe, v is the air velocity, and ρ is the air density. The temperature of the air leaving the anemometer Th,pipe and Tc,pipe must be measured to determine the air density by ideal gas law. This temperature is not the hot temperature Th or the cold temperature Tc used in Eq. (1). Th and Tc must be measured just inside the Hilsch tube.
AnemometerHilsch Tube
Pipe The laboratory work is relatively easy to complete. Be certain that your data should have at least four different inlet pressures at eight different ( m& hot/ m& total) for a total of thirty-two different conditions. Note the time required to reach steady state operation. Compute the standard error in your experimental readings and in your calculated results.
Analysis This is mostly a “think” experiment that tests your knowledge of thermodynamics. When you perform a thermodynamic analysis of a process remember: - both the first and second laws must be followed for the process to be theoretically possible. - always do the first law analysis before the second law analysis. - if you are analyzing a process and the first law is violated you must stop at that point. Go over the first law calculations and, if possible, discover the error. Examine carefully any assumption that you made. Only after the first law analysis is correct can you perform the second law analysis. Apply the first law to the Hilsch tube Ti = hTh + (1 - h)Tc (1)

35 35
where h = ( m& hot/ m& total), m& total = m& hot + m& cold, Ti = inlet air temperature, Tc = outlet cold air stream, and Th = outlet hot air stream. The maximum temperature spread from the Hilsch vortex tube will be obtained for a reversible operation where the total entropy change is zero (Ref. 1, pg. 123). ∆S = hCpln(Th/Ti) + (1 - h)Cpln(Tc/Ti) + Rln(Pi/Po) = 0 (2) where R = gas constant, Pi = inlet air pressure, Po = outlet air pressure, and Cp = heat capacity of air. Substitute Th/Ti from Eq. (1) into Eq. (2) to obtain hCpln[1- (1- h)(Tc/Ti)]/h + (1 - h)Cpln(Tc/Ti) + Rln(Pi/Po) = 0 (3) Eq. (3) can be solved for Tc/Ti if h and (Pi/Po) are known. - Solve Eqs. (1) and (3) for Th/Tc, Tc/Ti , and Th/Ti at (Pi/Po) = 2 over the range 0.15 ≤ h ≤ 0.85. Plot the results. - Solve Eqs. (1) and (3) for Th/Tc, Tc/Ti , and Th/Ti at h = 0.5 over the range 1.5 ≤ (Pi/Po) ≤ 8.5 obtainable from the experiment. Plot the results. The following Matlab progam solves Eqs. (1) and (3) for Th/Tc, Tc/Ti , and Th/Ti at (Pi/Po) = 2 over the range 0.15 ≤ h ≤ 0.85 and at h = 0.5 over the range 1.5 ≤ (Pi/Po) ≤ 8.5. -------------------------------------------------- Vortex --------------------------- % Estimate Cold and Hot Temperature of a Vortex tube % Use First and Second Law, Assume reversible process % h=.1;Cp=29.3;R=8.314; Pr=input('Pi/Po = '); % Pr = Pi/Po f='h*log((1-(1-h)*x)/h)+(1-h)*log(x)+(R/Cp)*log(Pr)'; fp='h*(h-1)/(1-(1-h)*x)+(1-h)/x'; fprintf('At Pi/Po = %g\n',Pr) fprintf(' h Th/Tc Tc/Ti Th/Ti\n') x=.5; for i=1:15 h=h+.05;ex=.1; while abs(ex)>.0001 ex=eval(f)/eval(fp); x=x-ex; end ThTi=(1-(1-h)*x)/h;ThTc=ThTi/x; fprintf('%3.2f %4.3f %4.3f %4.3f \n',h,ThTc,x) fprintf('%f \n',ThTi) end

36 36
h=.5;Pr=1; fprintf('At h = .5\n') fprintf('Pi/Po Th/Tc Tc/Ti Th/Ti\n') x=.5; for i=1:15 Pr=Pr+.5;ex=.1; while abs(ex)>.0001 ex=eval(f)/eval(fp); x=x-ex; end ThTi=(1-(1-h)*x)/h;ThTc=ThTi/x; fprintf('%3.2f %4.3f %4.3f %4.3f',Pr,ThTc,x) fprintf(' %f \n',ThTi) end ---------------------------------------------------------------------------------------------------- The Hilsch vortex is not a reversible device, hence the maximum temperature spread will be lower than the value predicted by Eqs. (1) and (3). An analytical solution by B. Ahlborn et al focuses on the influence of the bulk kinetic energy on the energetics of each of the two fluid streams from a vortex tube (Ref. 2). The heating in a vortex tube is attributed to conversion of kinetic energy into heat and the cooling is attributed to the reverse process. This model yields the upper limit for the temperature increase on the hot side: Th ≤ Ti[1 + X(γ - 1)/γ] (4) where γ = Cp/Cv and X = (Pi - Po)/Pi and a lower limit for the temperature reduction on the cold side: Tc ≥ Ti(1 - X)(γ-1)/γ (5)
Experimental Work
1) Read the barometric pressure. This is the outlet pressure Po. 2) Measure room temperature. This is the inlet temperature Ti. 3) Set the pressure ratio Pi/Po = 2. The barometric pressure must be added to the reading
from the pressure gage to obtain Pi in absolute value. 4) Set a value for h by turning the knob at the hot outlet of the Hilsch tube. Measure Th, Tc,
Th,pipe, and Tc,pipe. Measure the hot and air velocity using the anemometer. 5) Repeat step 4 for at least a total of eight different values of h. Be sure to cover the whole
range of h. 6) Repeat step 3 at pressure ratios of 4, 6, and 8 (or the higest possible ratio).
Data Analysis
1) For each data point, evaluate ∆Qc = ( m& cold)Cp(Tc − Ti), where Cp = 1.013 kJ/kg⋅oK (heat capacity of air)

37 37
∆Qh = ( m& hot)Cp(Th − Ti) ∆Q = ∆Qc + ∆Qh ∆Sc = ( m& cold)Cpln(Tc/Ti) + (R/29)ln(Pi/Po), where R = 8.314 kJ/kmol⋅oK ∆Sh = ( m& hot)Cpln(Th/Ti) + (R/29)ln(Pi/Po), where R = 8.314 kJ/kmol⋅oK ∆S = ∆Sc + ∆Sh Discuss the results.
2) At each value of Pi/Po, plot Th/Tc as a function of h. On the same graph, plot Th/Tc calculated Eqs. (1), (3) and from Eqs. (4), (5). Could you determine whether Th/Tc is independent of m& hot/ m& total as predicted by Eqs. (4), (5).
,
References 1. Sandler S. I., Chemical and Engineering Thermodynamics, Wiley, (1998) 2. B Ahlborn, J U Keller, R Staudt, G Treitz and E Rebhan, J. Phys. D: Appl. Phys. (1994) 480-
488. 3. Tester, J. W., and Modell, M., Thermodynamics and Its Applications, Prentice-Hall, (1997) 4. Kyle B. G., Chemical and Process Thermodynamics, Prentice-Hall, (1999)

38 38

39
CAL CHEM CORPORATION To: CHE Juniors Date: Winter Quarter File: CHE 322L From: CHE faculty Laboratory Managers Subject: Viscosity Measurement The biomedical supply division of CAL CHEM, BIOMED, obtained a contract to supply dialysate used in hemodialysis. In this operation, heparinized blood flows through a device containing a membrane as shown in Figure 1. The dialysate or exchange fluid flows on the membrane side opposite the blood. The toxic waste products, mostly urea, from the blood diffuse through the membrane to the dialysate. The composition of the dialysate is based on the need to restore the uremic plasma to the normal state without depleting the essential electrolytes in blood plasma(1). The membranes are usually made from such materials as cellulose, cellulose acetate, polyacrylonitrile, and polycarbonate. The membrane surface area is about 1 m2. Blood flow rates are in the range of 100 to 300 ml/min and the dialysate flow rate is about twice that of the blood. BIOMED would like to know the viscosity of the dialysate to calculate the necessary pressure drop across the hemodialyzer for the required dialysate flow rate. Please calibrate our viscometer so that we could accurately measure the dialysate viscosity that is on the order of the viscosity of water.
blood
anticoagulant(heparin)
Hemodialyzer
dialysate
Figure 1. Schematic of a blood dialysis system
Reference: 1. Fournier, R. L., Basic Transport Phenomena in Biomedical Engineering, p. 154, Taylor Francis, 1998

40
CHE 322 TRANSPORT LABORATORY
Experiment No. 4
VISCOSITY MEASUREMENT
Introduction A number of devices are available to measure the viscosity of a Newtonian fluid. However, an accurate determination of viscosity requires a careful analysis of the experimental technique that is used. To study some of the problems involved in viscosity measurement, a Cannon-Fenske and a Stormer viscometer will be considered. The Cannon-Fenske viscometer is a capillary type viscometer with its main component shown in Figure 1. To make a measurement, suck the liquid past the upper etched line and then release it. The efflux time tefflux required for the liquid level to pass from the upper to the lower etched line is measured. Since the efflux volume Vefflux between the etched lines is calibrated, the average volume flow rate Q through the capillary is given by Q = Vefflux /tefflux (1)
Etched lines
Capillary
Fig. 1 Capillary viscometer.

41
The volumetric flow rate through the uniform capillary described above can also be obtained from application of the steady momentum balance to the laminar flow of fluids. The resulting equation is the Hagen-Poiseuille relationship (Ref. 1).
Q = πR4∆P/(8µL) (2) where ∆P = total up-stream pressure minus total downstream pressure R = capillary radius L = capillary length µ = absolute viscosity If the total pressure change is due to hydrostatic head alone, Eq. (2) can be written as ν = πg(∆h)R4/(8QL) (3) where g = acceleration of gravity ∆h = upstream hydrostatic head minus downstream hydrostatic head ν = kinematic viscosity Using Q from Eq. (1), the kinematic viscosity can be obtained ν = [πg(∆h)R4/(8LVefflux)] tefflux = C tefflux (4) where the quantity in square bracket is a known constant C for a given viscometer.
Experimental Work There is a black, loose-leaf binder containing background information on viscometers and two ASTM (American Society for Testing Materials) procedures for viscometers. D-445 is more general. D-446 is more specific. There is viscosity data for castor oil vs. temperature and for aqueous glycerol vs. concentration. Please look at all articles. Use of Cannon-Fenske (C-F) viscometer tubes - We have a number of Cannon-Fenske viscometer tubes. You must determine the correct size of the C-F tube for each fluid using Table 1. If the recommended size is not used for the viscosity range you should discuss the consequences in the report. The instructions for the Cannon-Fenske viscometer are (from the manual):
1. The viscometer should be cleaned with a suitable solvent and dry, clean, filtered air should be blown through the viscometer to remove any remaining traces of solvent. 2. The instrument should be periodically cleaned with chromic acid to remove any possible traces of organic deposits. 3. If a possibility of lint, dust, or other solid material is present in liquid sample, this may be removed by filtering through a sintered glass filter or fine mesh screen. 4. To introduce sample into the viscometer, invert viscometer and immerse tube “A” into liquid. Apply suction to “J” which causes the sample to rise to etched line “E”. Turn the viscometer to normal position and wipe tube “A” clean. - An alternative step is to use a pipette and pour liquid into leg “J”. 5. Insert the viscometer into a holder and place in Constant-Temperature Bath. Allow 10 minutes for viscometer to reach equilibrium at 100oF and 15 minutes at 210oF.

42
J
H
A
B
C
D
E
F
G
Fig. 2 Cannon-Fenske Routine Viscometer
6. Vertical alignment may be accompanied in bath by suspending a plumb bob in tube “J”. 7. Apply suction to tube “A” and bring sample into bulb “D”, a short distance above mark “C”. 8. The efflux time is measured by allowing the sample to flow freely through mark “C”, measuring the time for the meniscus to pass from “C” to “E”. 9. To repeat efflux time, repeat steps 7 and 8.
You must determine the viscometer (calibration) constant for every C-F tube. The viscometer constant is determined by using the same procedure for a liquid of known viscosity (at the measured temperature). The following table provides the recommended viscosity ranges and the approximate constant for each size C-F tube.
Table 1 Recommended Viscosity Ranges for The C-F Viscometers
Centistoke/Second Size Approximate Constant Centistokes Range 20 0.002 0.5 to 2 50 0.004 0.8 to 4 75 0.008 1.6 to 8 100 0.015 3 to 15 150 0.035 7 to 35 200 0.1 20 to 100 300 0.25 50 to 250 350 0.5 100 to 500 400 1.2 240 to 1200 450 2.5 500 to 2500 500 8 1600 to 8000

43
First you must determine the sample size for the C-F tubes. Also determine the viscometer constant, using distilled water, for three tubes of the same size. Make up a solution of 10.0 w% of aqueous glycerol and determine its viscosity at five different temperatures from about 70. to 150.oF. Use distilled water to calibrate the tube used. Make up a solution of 40.% aqueous glycerol and determine its viscosity at five different temperatures from about 70. to 150.oF. Use the 70.oF, or room temperature viscosity, of the 10.% glycerol for calibrating. We will be using the oil filled, temperature controlled bath in the transport laboratory. You might need a light to illuminate the bath for ease in making readings. The bath heats quickly but cools slowly ... so plan accordingly. The heating element control has H, M, ML and L(ow) settings. The control has a magnetic drive unit so it is necessary to turn the control knob slowly. You can heat quickly by starting on H(igh), but then you must change to a lower setting so that you don’t overshoot the temperature. Note that there are cooling coils which can be used to cool the bath (if you connect them to the cooling water supply), but you will not be able to cool the bath quickly. Record the efflux time from three to six times for each viscosity measured. If there is a noticeable difference between the times thus measured, the viscometer may be dirty, the stopwatch may be inaccurate or there may be some other problem. In any case take corrective action. When finished, thoroughly clean the viscometers and turn off the thermostat. Calculate all viscosities, both kinematic and absolute. Calculate the best average viscosity for each solution and each temperature. You should fit the data obtained for the two solutions to the following equations: viscosity = Aexp(-BT) viscosity = Aexp(-B/T) where A and B are constants and T is the absolute temperature in oR. Also compare the measured viscosity of the 10.% glycerol with the literature value. The Stormer Viscometer (Viscosimeter) - The Stormer viscometer consists of two concentric cylinders, one of which is rotated while the other is held stationary. The fluid viscosity can be determined from the rotational speed and the torque T on the cylinder (Ref. 1, pg. 146-149). T = CµΩ where Ω is the angular speed. The constant C can be calibrated by a liquid with known viscosity. Try to take as much data as possible since you might not have enough time to perform all the experiments recommended in this section.

44
This version of the Stormer viscometer is easy to operate, produces results quickly and is adaptable to a variety of materials, in contrast to the Cannon-Fenske tube. However it is not as accurate as C-F. See the information folder in the laboratory for the Stormer instructions. What size sample is required? Set up the viscometer according to the instructions. Calibrate it with distilled water and 40.0% glycerol solution. Measure the viscosity of the 20.0% glycerol solution at room temperature. Bring a sample, of a viscous hydrophilic material, from home for testing. Some examples are catsup, chili sauce, condensed milk, honey, mustard, pancake syrup or a cornstarch solution. Test this sample at room temperature using appropriate loads. Plot revolutions per second versus load. How would you describe the flow properties of your sample?
Look up the viscosities of 40.w% sucrose solutions in a table in one of the references. Prepare a viscosity-temperature plot, over the range from 0 - 100oC, using the Arrhenius type relationship. Determine the two constants for the least squares line.
Report The Cannon Fenske results are the viscosity versus temperature graphs for the two equations. Which relationship gives the better correlation? Also list the viscometer constants for the three tubes of the same size. How much do they vary? Why do they vary? Use a table to express the Stormer viscosity results. Calculate the viscosity of the 20.% glycerol sample using the viscometer constant from both the distilled water and 40.% glycerol. How do these viscosities compare with each other and with the literature value? The results of the viscosity measurements of the viscous, hydrophilic sample at different loads should be presented using a graph. The following questions should be answered: 1. Could you calculate the viscometer constant for a C-F tube, using an equation (not using the draining time)? 2. What would you have to do to calculate the viscometer constant for the Stormer viscometer? 3. For the capillary-type viscometers it has been found that, under certain conditions of fluid properties and/or for different viscometer tube, the kinematic viscosity is best related to the efflux time by the following equation: ν = C tefflux - B/tefflux (5) where C and B are constants. a. Explain the theoretical significance of this equation. b. Under what experimental conditions will Eq. (5) reduce to Eq. (4). c. How would one evaluate the constants, B and C, experimentally? 4. In the development of Eq. (4) it was assumed that a fully developed velocity-profile exists in the capillary tube at all times and is directly related to the instantaneous hydrostatic-head

45
across the capillary. Discuss the validity of this assumption. Is this a quasi steady-state assumption?
References 1. Middleman, Stanley, An Introduction to Fluid Dynamics, Wiley, (1998), pg. 68-74 2. Crosby, E. J., Experiments in Transport Phenomena, Wiley, (1961), pg. 1-14. 3. Aronson M. H. and Nelson R. C., Viscosity Measurement and Control, Instruments
Publishing, (1964).

45
INTERCOMPANY MEMORANDUM CAL CHEM CORPORATION To: CHE Sophomore Date: Fall Quarter File: CHE 322L From: CHE faculty Laboratory Managers Subject: Fluidized Bed Characteristics Our pilot plant group wishes to insert a fluidized bed reactor in one of the tail gas streams from their new pilot plant. We have such a reactor in our laboratory, which could be used to study the operating characteristics of the bed. Please investigate the relationship between superficial vapor velocity, pressure drop across the bed, and bed height. Obtain data in the flow regions usually associated with fluidized beds. Be sure to record the minimum fluidizing velocity and to compare this value to the value predicted by theoretical correlations.
Fluidized Bed Characteristics The upward flow of fluid through a bed of solid particles is an important process occurring in nature and in industrial operations. The apparatus in our lab was designed to allow the study of the characteristics of flow through both fixed and fluidized beds of solid particles. At low velocities, the pressure drop increases with the fluid velocity according to the Ergun equation
∆
hP
2p c
f s
D gvρ
− εε
1
3
= 150Re
1Nε− + 1.75 (1)
where ∆P = pressure drop through the packed bed h = bed height Dp = particle diameter ρf = fluid density vs = superficial velocity at a density averaged between inlet and outlet conditions ε = bed porosity
NRe = average Reynolds number based upon superficial velocity µρ fspvD

46
When the packing has a shape different from spherical, an effective particle diameter is defined
Dp = p
p
AV6
= sA
)1(6 ε− (2)
where As = interfacial area of packing per unit of packing volume, ft2/ft3 or m2/m3 The effective particle diameter Dp in Eq. (1) can be replaced by φsDp where Dp now represents the particle size of a sphere having the same volume as the particle and φs the shape factor. The bed porosity, ε, which is the fraction of total volume that is void is defined as
ε ≡ bedentireofvolume
voidsvolume
ε ≡ bedentireofvolume
particlesofvolumebedentireofvolume −
= hR
densityparticleparticlesallofweighthR
2
2
π
π − (3)
where R = inside radius of column, As and ε are characteristics of the packing. Experimental values of ε can easily be determined from Eq. (3) but As for non-spherical particles is usually more difficult to obtain. You can find values of As and ε for the common commercial packing in various references. As for spheres can be computed from the volume and surface area of a sphere. As the gas velocity increases, conditions finally occur where the force of the pressure drop times the cross-sectional area just equals the weigh of the particles in the bed. A slight increase in gas velocity, to increase the pressure drop, is required to unlock the intermeshed fixed-bed particles. Once the particles disengage from each other, they begin to move. The pressure drops to the point where the upward force on the bed is balanced by the downward force due to the weight of the bed particles. Further increases in gas velocity fluidize the bed, the pressure drop rises slightly until slugging and entrainment occurs. The point of maximum pressure drop shown in Figure 1 is the point of minimum fluidization. At this point (∆P)(S) = W = (SLmf)(1 − εmf)[(ρp − ρf) g/gc] (4) where S = cross-sectional area of column W = weight of bed or (∆P/Lmf) = (1 − εmf)[(ρp − ρf) g/gc] (4a)

47
Log Re
Inches of water
Pressuredrop ∆P,
point of fluidization
Data can be collected evenly, however the important point of minimum fluidization should not be lost because the gas flow settings, hence Reynolds number, were not properly chosen.
Figure 1. Pressure drop in a bed of particulate solids. Eq. (1) can be rearranged with Dp substituted by φsDp, vs substituted by vmf, and L substituted by Lmf to obtain
∆
mfLP = 22
150
Ps
mf
Dv
φµ
( )
3
21
mf
mf
εε−
+
Ps
mff
Dv
φρ 275.1
( )
3
1
mf
mf
εε−
(1a)
The minimum fluid velocity vmf at which fluidization begins can be calculated by combining Eqs. (1a) and (4a) to obtain the quadratic equation:
375.1
mfsεφ
2
µρ mffP vD
+ 2 3
150(1 )mf
s mf
εφ ε
−
µρ mffP vD
=( )
2
3
µρρρ gD fpfP −
(5)
For many systems, Eq.(5) simplifies to:
vmf = ( )
µρρ
1650
2 gD fpP − for NRe,mf =
µρ mffP vD
< 20 (6)
and
(vmf)2 = ( )24.5
P p f
f
D gρ ρρ−
for NRe,mf > 1000 (7)

48
Equation (6) is obtained by neglecting the first term in equation (5) and assuming 3
1 mf
s mf
εφ ε−
= 11.
Equation (7) is obtained by neglecting the second term in equation (5) and assuming 3
1
s mfφ ε = 14.
At high fluid velocities, when the expansion of the bed is large, the behavior of fluidization depends on whether the fluid is a liquid or a gas. With a liquid, fluidization is smooth and uniform without large bubbling. This kind of fluidization is known as “particulate” fluidization. With a gas, uniform fluidization is frequently observed only at low velocities. At high velocities, non uniform or “aggregative” fluidization will be observed with large bubbling and the bed is then often referred to as a “boiling” bed. In long, narrow fluidized beds, coalescence of the bubbles might be large enough to cover the entire cross-section of the column. These slugs of gas alternate with slugs of fluidized solids are carried upwards and subsequently collapse, causing the solids to fall back again. Slugging can cause severe entrainment problems and hence is undesirable. The particles in the bed consists of 25 wt% titanium beads 0.8 mm in diameter and 75 wt% titanium beads 1.4 mm in diameter. You can use the following effective particle diameter for you calculation: Dp = (ω1Dp1
3 + ω2Dp23)1/3
In this equation, Dp1 = 0.8 mm, ω1 = 0.25, Dp2 = 1.4 mm, and ω2 = 0.75. The particle density can be determined from the weight and volume of a small sample of materials. The bed porosity is 0.47, which can be verified by experiment. You must first determine the pressure drop through the empty bed as a function of superficial velocity. The actual pressure drop across the bed will be equal to the pressure drop observed across the bed minus the pressure drop through the empty bed (at the same superficial velocity. Data Analysis 1. The bed porosity can be determined by: a) Weight a small sample of materials, b) Place the sample in a dry graduated cylinder and measure the dry volume of the sample, c) Empty graduated cylinder and fill it with water to a determined level, d) Place the sample in the filled graduated cylinder and note the new water level. 2. Using a log-log scale, plot the pressure drop (y-axis) versus the average superficial velocity (x-axis). 3. Using regular scale, plot the bed height versus the average superficial velocity). 4. Using data from both graphs, determine the minimum fluidization velocity. Compare this value to the value predicted by Eq. (5). 5. Using log-log scale, plot the experimental and calculated left side of Eq.(1) versus [(1 - ε)/NRe].

49
References 1. Middleman, Stanley, An Introduction to Fluid Dynamics, Wiley, (1998), pg. 411 2. Geankoplis, C. J. Transport Processes and Unit Operations, Prentice Hall, (1993), pg. 123 3. Hanesian, D. and Perna A. J., “A Laboratory Manual for Fundamentals of Engineering Design”, NJIT.

49
INTERCOMPANY MEMORANDUM CAL CHEM CORPORATION To: CHE Sophomore Date: Fall Quarter File: CHE 322L From: CHE faculty Laboratory Managers Subject: COLUMN OPERATING CHARACTERISTICS You are to study proprietary packings in the laboratory 2" ID glass tower test apparatus. We have had the lab technician set up three columns (a 2" column packed with 7mm Raschig rings, a 2" column packed with 1/4" Berl Saddles, and a 2" column fitted with sieve trays) for your study. Run the same type of tests that we would run on a new packing. Be sure to consider the following items: - Loading and flooding. - Channeling. - Pressure drop across column. - Liquid holdup in column. - Minimum liquid flow. - Plot of pressure drop per unit height of packed bed, superficial gas and liquid mass flow rates on rectangular and log-log coordinates. - Hysteresis effect once column is flooded. You should explain why it is difficult to recover column operation once flooding takes place. It is probably best to use various water rates and vary the air flow for each water rate. We have included an apparatus diagram and some information from the following references: - Mc Cabe & Smith, "Unit Operations of Chemical Engineering" - Foust, "Principles of Unit Operations" - Leva, "Tower Packings and Packed Tower Design", United States Stoneware Co. You will find a good discussion on packed column characteristics in the text by Henley and Seader(1). 1. Seader, J. D. and Henley E. J., Separation Process Principles, Wiley, 1998, pg. 325

50
Column Operating Characteristics
Feed Gas
Discharge gas
Water inlet
Effluent
Manometer
Packed Tower
Fig. 1 Schematic representation of the packed column in the lab.
In a packed column used for gas-liquid contact, the liquid flows downward over the surface of the packing and the gas flows upward in the void space of the packing material. A low pressure drop and, hence, low energy consumption is very important in the performance of packed towers. The packing material provides a very large surface area for mass transfer, but it also results in a pressure drop because of friction. The performance of packed towers depends upon the hydraulic operating characteristics of wet and dry packing. In dry packing, there is only the flow of a single fluid phase through a column of stationary solid particles. Such flow occurs in fixed-bed catalytic reactor and sorption operations (including adsorption, ion exchange, ion exclusion, etc.) In wet packing, two-phase flow is encountered. The phases will be a gas and a liquid in distillation, absorption, or stripping. When the liquid flows over the packing it occupies some of the void volume in the packing normally filled by the gas, therefore the performance of wet packing is different from that of dry packing. For dry packing, the pressure drop may be correlated by Ergun equation

51
∆
hP
2p c
f s
D gvρ
− εε
1
3
= 150Re
1Nε− + 1.75 (1)
where ∆P = pressure drop through the packed bed h = bed height Dp = particle diameter ρf = fluid density vs = superficial velocity at a density averaged between inlet and outlet conditions ε = bed porosity
NRe = average Reynolds number based upon superficial velocity µρ fspvD
When the packing has a shape different from spherical, an effective particle diameter is defined
Dp = p
p
AV6
= sA
)1(6 ε− (2)
where As = interfacial area of packing per unit of packing volume, ft2/ft3 or m2/m3 The effective particle diameter Dp in Eq. (1) can be replaced by φsDp where Dp now represents the particle size of a sphere having the same volume as the particle and φs the shape factor. The bed porosity, ε, which is the fraction of total volume that is void is defined as
ε ≡ bedentireofvolume
voidsvolume
ε ≡ bedentireofvolume
particlesofvolumebedentireofvolume −
= hR
densityparticleparticlesallofweighthR
2
2
π
π − (3)
where R = inside radius of column, As and ε are characteristics of the packing. Experimental values of ε can easily be determined from Eq. (3) but As for non-spherical particles is usually more difficult to obtain. Values of As and ε are available for the

52
common commercial packing in the various references (Ref. 2, 4). As for spheres can be computed from the volume and surface area of a sphere. For wet packing, the pressure drop correlation is given by Leva (Ref. 7)
∆
hP = α ( )LL ρβ /10
v
vGρ
2
(4)
where ∆P is the pressure drop (psf), h is the packing height (ft), L is the liquid mass flow rate per unit area (lb/hr-ft2), Gv is the gas mass flow rate per unit area (lb/hr-ft2), ρL is the liquid density (lb/ft3), ρV is the gas density (lb/ft3), and α and β are packing parameters (Ref. 5, 7). For each column studied, determine the pressure drop at various air flow rates (correct rotameters for pressure and temperature). Keep the liquid flow rate constant at different gas rates and keep the air rate constant at different liquid rates.
Table 1. Packing Information R: Raschig Rings, B: Berl Saddle
--------------------------------------------------------------------------------------------------------- Norminal Approximate Approximate Approximate Effective Size, Number per Weight per Surface area Percent Free Diameter Inch Cu. Ft. Cu. Ft., lb Sq. Ft./Cu. Ft. Gas Space Dp, Inch --------------------------------------------------------------------------------------------------------- R: 1/4 88000 46 240 73 0.22 R: 5/16 40000 56 145 64 0.31 R: 3/8 24000 51 134 68 0.35 B: 1/4 113000 56 274 60 0.23 B: 1/2 16200 54 142 63 0.42 B: 3/4 5000 48 82 66 0.58 --------------------------------------------------------------------------------------------------------- If the rotameter is calibrated at Tref and Pref and the measured flow rate Qmeasured is taken at Tm and Pm then the corrected air flow rate Qcorrected can be determined from the following formula:
Qcorrected = Qmeasured
1/ 2
ref m
m ref
P TP T
The corrected air rate Qcorrected is at Tm and Pm..

53
Example ---------------------------------------------------------------------------------- A rotameter is used to measure air flow rate. The reading is 2.3 ft3/s for air at 100oF and 720 mmHg. However, the meter is calibrated with air at 60oF and 760 mmHg. Determine the corrected air flow rate.
Flow
Float
2.0
2.5
3.5
ft /s3
The corrected reading is
Qcorrected = Qmeasured
1/ 2
ref m
m ref
P TP T
= 2.32/1
46060460100
720760
++
× = 2.45 ft3/s
At 100oF and 720 mmHg the air flow rate is 2.45 ft3/s.
----------------------------------------------------------------------------- Data Analysis 1. Plot a graph of ∆P/h versus Gv for each column and compare with published data. 2. For the runs with dry packing plot the experimental and calculated left side of Eq.(1) versus [(1 - ε)/NRe]. 3. For the runs with wet packing correlate your data by Eq. (4). Determine your measured values of α and β.
References 1. Middleman, Stanley, An Introduction to Fluid Dynamics, Wiley, 1998, pg. 411 2. Mc Cabe W. L. et al , Unit Operations of Chemical Engineering, McGraw-Hill, 1993, pg. 689 3. Hanesian, D. and Perna A. J., “A Laboratory Manual for Fundamentals of Engineering Design”, NJIT. 4. Perry, J. H., Chemical Engineers’ Handbook, McGraw-Hill, 1984, pg. 18-23 5. Wankat, P. C., Equilibrium Staged Separations, Elsevier, 1988, pg.420 6. Leva M., Chem. Eng. Prog. Symp. Ser. 50(10): 51 (1954). 7. Max S. Peters and Klaus D. Timmerhaus, Plant Design and Economics For Chemical Engineers, McGraw-Hill, 1991, pg. 694.

54