Embed Size (px)
Citation preview
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 1
TEMA 1. FUNDAMENTOS Y CONCEPTOS. SISTEMAS DE LA
CALIDAD.
1.1 ANALISIS DE LA EVOLUCIÓN DE LA CALIDAD ANTECEDENTES HISTORICOS
La búsqueda y el afán de perfección ha sido una de las constantes del hombre a través de la
historia, y la calidad una de sus manifestaciones.
1º Sus orígenes se remontan al hombre primitivo, que todo lo que hacía lo usaba él mismo.
2º La formación de las primeras comunidades humanas estables, que basaban sus relaciones
comerciales en el trueque, hizo necesario la necesidad de establecer especificaciones,
apareciendo los comerciantes y los inspectores.
3º Con la revolución industrial, los artesanos se convierten en trabajadores de las empresas,
Taylor enuncia la gestión científica del trabajo.
EVOLUCIÓN DE LA CALIDAD A LO LARGO DEL SIGLO XX
AÑOS 30: Shewhart publico el primer tratado estadístico de aplicación a la gestión de la
Calidad. Fue el inventor de los gráficos de control. Es el padre de la calidad.
AÑOS 40-50: Deming y Juran, coincidiendo con la II Guerra Mundial, participan en el
desarrollo del Programa de Gestión de la Calidad. Deming generalizo el empleo del Control
Estadístico del Proceso y realizo la famosa Rueda de Deming. Juran introdujo la idea de que la
calidad del producto o servicio reside en la mentalización del personal de la organización y no
en la inspección, por ello se le considera el fundador de la Calidad Total.
AÑOS 60: Se introduce, coincidiendo con la expansión de la electrónica, la implantación de las
técnicas de mantenibilidad y fiabilidad. Ishikawa puso en marcha los Círculos de calidad.
AÑOS 70: Surgen movimientos asociacionistas de consumidores para la protección frente a los
fabricantes y vendedores. En Japón Taguchi investiga las Técnicas de Ingeniería de la
Calidad, y desarrolla el método DEE (Diseño Estadístico de Experimentos).
AÑOS 80: CROSBY propuso los 14 puntos de la Gestión de la Calidad, y las cuatro calidades
absolutas (definición de calidad, sistema de calidad, cero defectos, y medición de la calidad).
AÑOS 90: Se continua con los avances en el campo de la Calidad, como por ejemplo, el
Modelo Europeo de la Calidad (EFQM).
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 2
1.2 CONCEPTOS DE CALIDAD. TENDENCIAS ACTUALES. EVOLUCIÓN DEL CONCEPTO DE CALIDAD
Se ha pasado de la obsesión por la venta a la pasión por el cliente, pasando por las siguientes
etapas:
1º Calidad del producto: basado en las inspección, lo que conlleva a:
fabricar+inspeccionar+rechazar=aumento de costes
2º Calidad del proceso: Fundamentado en el Control de los Procesos, mediante el Control
Estadístico de la Calidad. Se aplica sobre muestras representativas de lotes de productos. Es
la base de todo Sistema de Calidad.
3º Aseguramiento de la Calidad: Basado en considerar a la calidad como algo de lo que
todos los departamentos son responsables.
4º Gestión de la Calidad Total o Gestión Estratégica de la Calidad, son las tendencias
actuales que consideran a la calidad como parte integrante de la estrategia global de la
empresa.
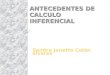
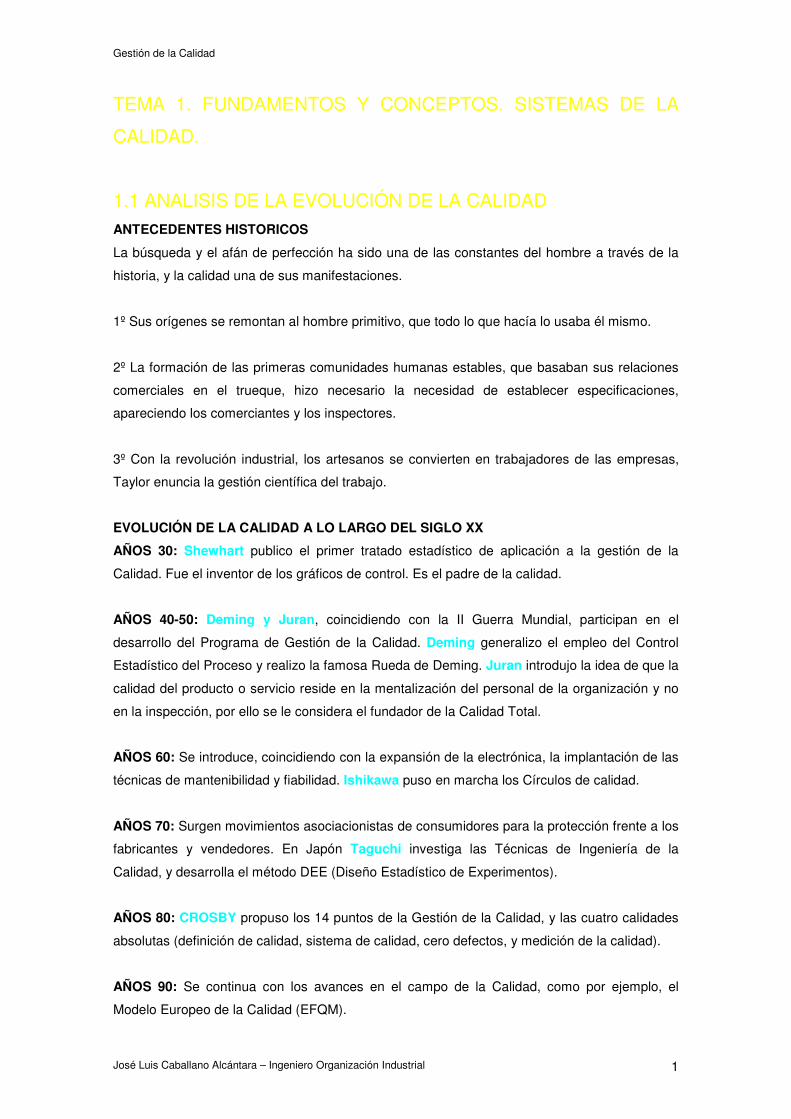
Si se desea producir una buena calidad para el consumidor, es necesario decidir por
adelantado cual es la calidad de diseño, la calidad de fabricación y la calidad que desea el
cliente (diagrama de los tres círculos de calidad). Para ello se deben de tener en cuenta los
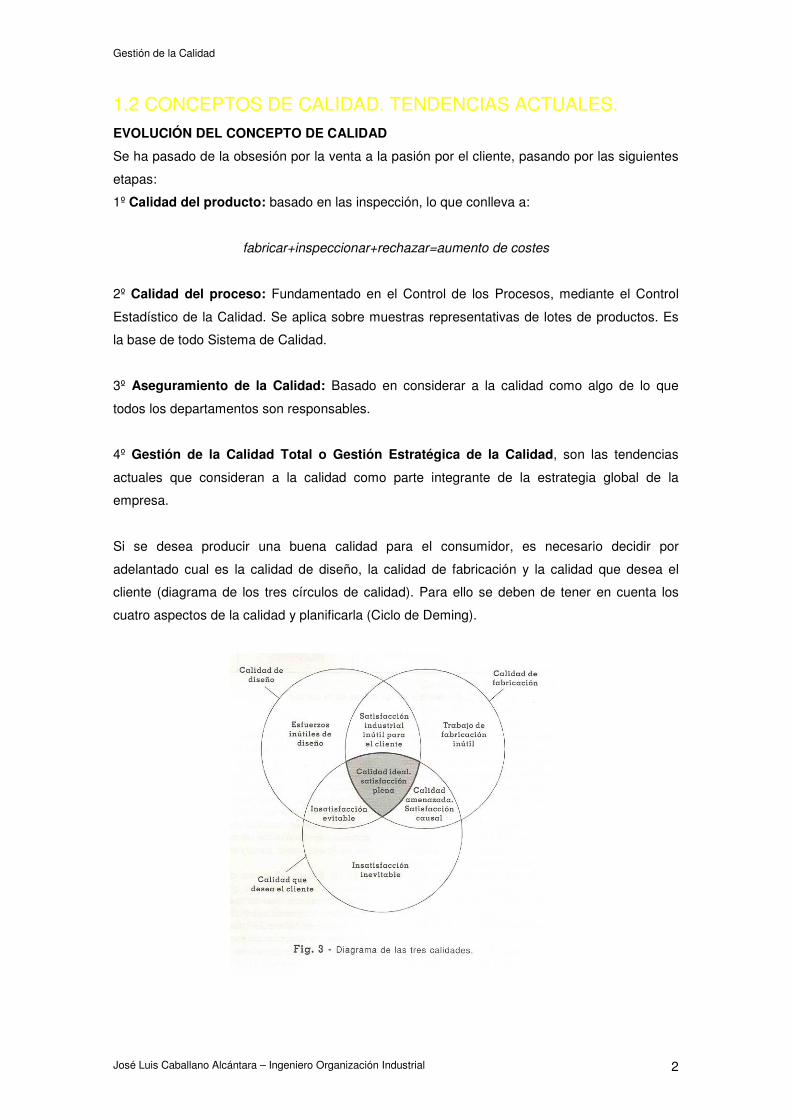
cuatro aspectos de la calidad y planificarla (Ciclo de Deming).
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 3
CONCEPTOS Y TERMINOLOGÍA DE LA CALIDAD
CALIDAD: Es el conjunto de características de una entidad que le confieren la aptitud para
satisfacer las necesidades establecida y las implícitas.
CONTROL DE LA CALIDAD: Técnicas y actividades de carácter operativo utilizadas para
cumplir los requisitos para la calidad.
ASEGURAMIENTO DE LA CALIDAD: Conjunto de acciones planificadas y sistemáticas
implantadas dentro del sistema de la calidad, para proporcionar la confianza adecuada de que
una entidad cumplirá los requisitos para la calidad.
SISTEMA DE LA CALIDAD: Es la estructura organizativa, los procedimientos, los procesos y
los recursos necesarios para llevar a cabo la gestión de la calidad.
GESTIÓN DE LA CALIDAD: Es el conjunto de actividades de la función general de la dirección
que determinan la política de la calidad, los objetivos, las responsabilidades, y se implantan por
medios tales como la planificación de la calidad, el control de la calidad, el aseguramiento de la
calidad y la mejora de la calidad dentro del marco del sistema de calidad.
GESTIÓN DE LA CALIDAD TOTAL (GCT o QTM): Modo de gestión de una organización,
centrada en la calidad, basada en la participación de todos sus miembros y dirigida al éxito a
largo plazo para la satisfacción del cliente y de las ventajas para todos los miembros de la
organización y para la sociedad.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 4
1.3 CALIDAD TOTAL Se ha pasado de vender todo lo que se producía a producir solamente lo que está garantizado
que se vende, o lo que es lo mismo, se ha pasado de un mercado de demanda a uno de oferta.
DEFINICIÓN DE CALIDAD TOTAL
La Calidad Total es el modo de gestión de una organización, centrada en la calidad, basada en
la participación de todos sus miembros y dirigida al éxito a largo plazo para la satisfacción del
cliente y de las ventajas para todos los miembros de la organización y para la sociedad. Y todo
al menor costo posible.
Se debe de pasar de hablar de la calidad en términos de eficacia (hacer las cosas bien) a
calidad en términos de eficiencia (hacer las cosas bien, a la primera y al menor costo posible),
con el objetivo de lograr la excelencia.
OBJETIVOS DE LA CALIDAD TOTAL
La estrategia de una Gestión bajo la Calidad Total tiene como objetivos: 1º COMERCIALES
• Conocer y satisfacer las necesidades de los clientes.
• Lograr mantener a los clientes y atraer clientes nuevos.
• Mejorar la imagen de la empresa y aumentar su implantación.
2º ECONÓMICOS
• Disminuir los costes
• Aumentar los beneficios
• Aumentar la competitividad
3º TÉCNICOS
• Optimizar los procesos.
• Apostar por la prevención y mejora continua.
• Investigación y aportación de nuevas tecnologías.
4º HUMANOS
• Aumentar y canalizar la información y formación.
• Potenciar la iniciativa y la responsabilidad.
• Lograr la participación e implicación de todos los departamentos.
PRINCIPIOS BÁSICOS DE LA CALIDAD TOTAL
No es posible trabajar en Calidad Total sin unos principios básicos:
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 5
1º Lograr la satisfacción del cliente
2º Implicación y apoyo incondicional de la Dirección.
3º Participación y cooperación del personal.
4º La mejora continua y la innovación.
5º La formación permanente.
A través de la mejora continua se pretende lograr el objetivo de los cinco ceros:
0 defectos: plena calidad de producción.
0 averías: Máximo rendimiento de instalaciones.
0 stocks: Mínimos capitales inmovilizados.
0 retrasos: JIT.
0 papeles: papeles inútiles. Máxima eficiencia administrativa.
ELEMENTOS CLAVE DE LA CALIDAD TOTAL
El éxito de la implantación de la Calidad Total, por la puesta en practica de unos elementos
fundamentales:
1º PRESUPUESTOS BÁSICOS
• Decisión y liderazgo de la dirección.
• Adhesión de todo el personal.
2º PRIORIDADES
• Satisfacer todas las expectativas de los clientes con eficiencia.
3º MÉTODOS
• Gobernando los procesos mediante la mejora continua.
PILARES DE LA CALIDAD
La Calidad Total se apoya en tres pilares fundamentales:
1º EL SISTEMA
• UNE-EN-ISO 9000.
• Premio Europeo EFQM.
• Premio Malcolm Baldridge.
2º LAS HERRAMIENTAS
• Métodos estadísticos.
• Normas y reglamentos.
• Métodos de control y mejora.
• Investigación y Evaluación.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 6
3º LAS PERSONAS
• Dirección.
• Administrativos y técnicos.
• En general todo el personal.
• Clientes externos e internos.
OBSTÁCULOS A LA CALIDAD TOTAL
La Gestión de la Calidad Total supone sobre todo un cambio cultural de enorme trascendencia
e importancia, encontrando como obstáculos:
1º LA DIRECCIÓN
2º LA ORGANIZACIÓN
3º EL PERSONAL
4º LA ESTRATEGIA Y LA TÁCTICA
PROCESO DE IMPLANTACIÓN DE UN PROGRAMA DE CALIDAD TOTAL
El programa de Calidad Total consiste en una secuencia de actividades que tiene por objeto
aumentar el grado de la calidad global de todas las acciones que se llevan a cabo en una
organización:
1º COMPROMISO DE LA DIRECCIÓN
2º ORGANIZACIÓN DEL PROYECTO
3º CAMPAÑA DE DIVULGACIÓN
4º PLAN DE FORMACIÓN Y ADIESTRAMIENTO
5º ANÁLISIS DEL ESTADO DE LA CALIDAD
6º SISTEMA DE LA CALIDAD
7º PLAN DE EVALUACIÓN Y MEDIDA DE LA CALIDAD
8º MEJORA CONTINUA
9º ESTABLECIMIENTO DE GRUPOS DE PROGRESO Y CIRCULOS DE CALIDAD
10º ELABORACIÓN Y DISTRIBUCIÓN DE LOS INFORMES DE CALIDAD
11º LABORES DE RECONOCIMIENTO
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 7
SISTEMA DE ASEGURAMIENTO DE LA CALIDAD. NORMAS UNE-EN-ISO 9000
Las actuaciones en materia de calidad deben de ir enfocados a garantizar que el producto o
servicio cumplan los requisitos del cliente, sea diseñado, realizado y entregado en los plazos
establecidos, reciba el mantenimiento o servicio postventa adecuado, y todo ello al menor
precio posible.
Ello implica que la estrategia de la calidad debe ir dirigida, más a la prevención de los
problemas que a la detección y solución una vez producidos. A esta nueva forma de concebir la
obtención de la Calidad se le denomina Aseguramiento de la Calidad.
Si fusionamos los conceptos de Sistema de la Calidad y Aseguramiento de la Calidad nos
encontramos con el Sistema de Aseguramiento de la Calidad, de forma que aseguren y
otorguen la suficiente confianza de que se satisfacen los requisitos y exigencias en materia de
Calidad.
El Sistema de Aseguramiento de la Calidad culmino con la aparición de las Normas UNE-EN-
ISO 9000.
ANÁLISIS DEL SISTEMA DE CALIDAD
Las normas UNE-EN-ISO 9001/2/3, están formadas por veinte apartados (la 9001 contempla
todos, la 9002 no contempla el diseño, y la 9003 no contempla el diseño, las compras y el
servicio postventa), los cuales podemos clasificar en cinco áreas:
1º Estructura del sistema y responsabilidades.
2º Planificación de las actividades.
3º Control de los procesos.
4º Documentación y registro de datos.
5º Mantenimiento del sistema.
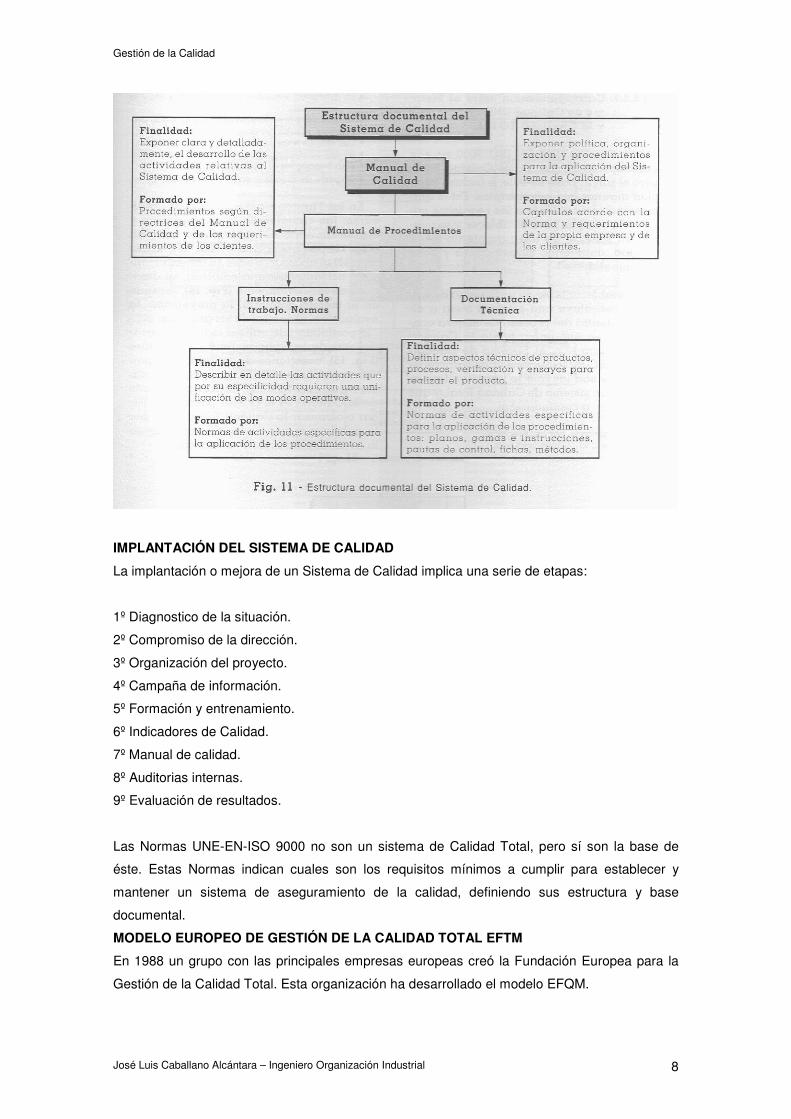
El Sistema de Calidad queda materializado en una serie de documentos:
• Manual de Calidad.
• Manual de Procedimientos.
• Instrucciones de Trabajo.
• Documentación Técnica.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 8
IMPLANTACIÓN DEL SISTEMA DE CALIDAD
La implantación o mejora de un Sistema de Calidad implica una serie de etapas:
1º Diagnostico de la situación.
2º Compromiso de la dirección.
3º Organización del proyecto.
4º Campaña de información.
5º Formación y entrenamiento.
6º Indicadores de Calidad.
7º Manual de calidad.
8º Auditorias internas.
9º Evaluación de resultados.
Las Normas UNE-EN-ISO 9000 no son un sistema de Calidad Total, pero sí son la base de
éste. Estas Normas indican cuales son los requisitos mínimos a cumplir para establecer y
mantener un sistema de aseguramiento de la calidad, definiendo sus estructura y base
documental.
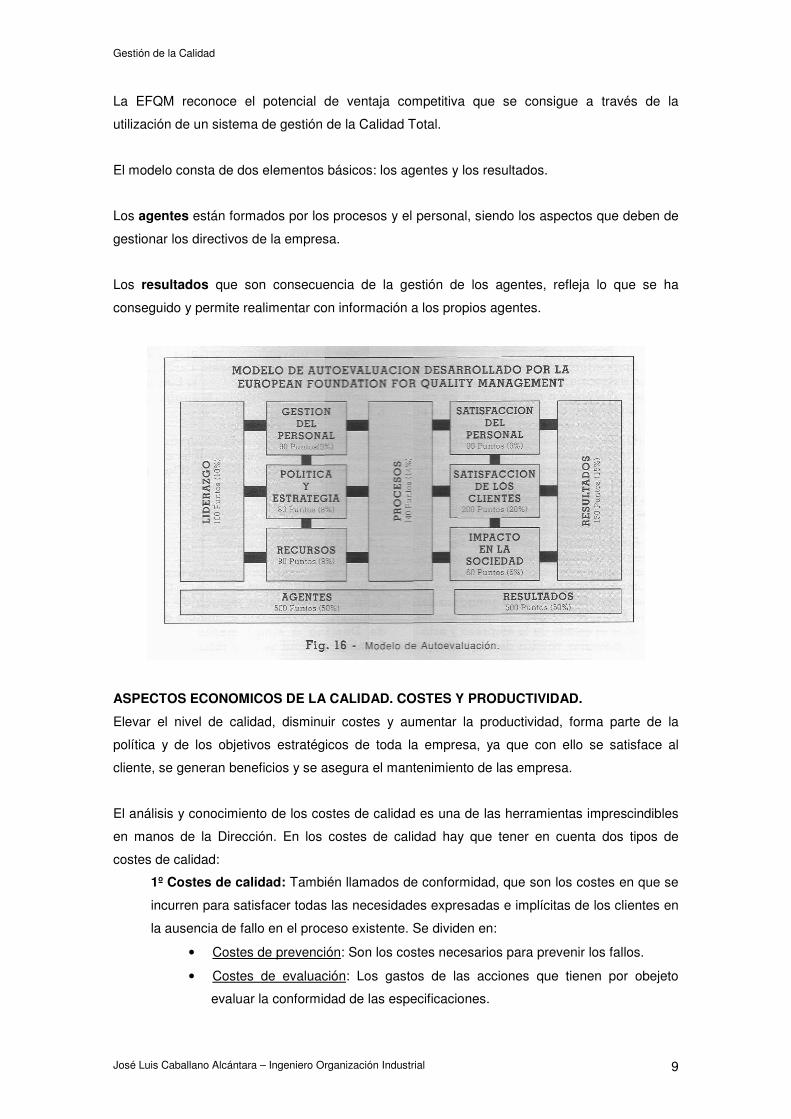
MODELO EUROPEO DE GESTIÓN DE LA CALIDAD TOTAL EFTM
En 1988 un grupo con las principales empresas europeas creó la Fundación Europea para la
Gestión de la Calidad Total. Esta organización ha desarrollado el modelo EFQM.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 9
La EFQM reconoce el potencial de ventaja competitiva que se consigue a través de la
utilización de un sistema de gestión de la Calidad Total.
El modelo consta de dos elementos básicos: los agentes y los resultados.
Los agentes están formados por los procesos y el personal, siendo los aspectos que deben de
gestionar los directivos de la empresa.
Los resultados que son consecuencia de la gestión de los agentes, refleja lo que se ha
conseguido y permite realimentar con información a los propios agentes.
ASPECTOS ECONOMICOS DE LA CALIDAD. COSTES Y PRODUCTIVIDAD.
Elevar el nivel de calidad, disminuir costes y aumentar la productividad, forma parte de la
política y de los objetivos estratégicos de toda la empresa, ya que con ello se satisface al
cliente, se generan beneficios y se asegura el mantenimiento de las empresa.
El análisis y conocimiento de los costes de calidad es una de las herramientas imprescindibles
en manos de la Dirección. En los costes de calidad hay que tener en cuenta dos tipos de
costes de calidad:
1º Costes de calidad: También llamados de conformidad, que son los costes en que se
incurren para satisfacer todas las necesidades expresadas e implícitas de los clientes en
la ausencia de fallo en el proceso existente. Se dividen en:
• Costes de prevención: Son los costes necesarios para prevenir los fallos.
• Costes de evaluación: Los gastos de las acciones que tienen por obejeto
evaluar la conformidad de las especificaciones.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 10
2º Costes de no-calidad: También llamados de no-conformidad, son los costes en que
se incurren debido a un fallo del proceso existente.
• Costes de no-calidad internos: Son los gastos incurridos cuando el producto
no llega a satisfacer los requisitos establecidos dela calidad antes de salir de la
empresa.
• Costes de no-calidad externos: Son los gastos incurridos cuando el producto
no satisface los requisitos establecidos de la calidad una vez salido de la
empresa.
La mejora de la calidad conlleva una mayor productividad y mejora la satisfacción del cliente.
La mejora de la productividad diminuye el coste y permite la reducción del precio, lo que
aumenta la cuota de mercado, al satisfacer las necesidades de los clientes, aumentando los
beneficios y el prestigio social de la empresa.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 11
TEMA 2. NORMALIZACIÓN Y CERTIFICACIÓN.
ASEGURAMIENTO Y DOCUMENTACIÓN DE LA CALIDAD.
“La calidad por casualidad se vende casualmente”
“La calidad permanente se vende permanentemene”
2.1 GLOSARIO DE TERMINOS Y DEFINICIONES MÁS USUALES. Directiva: Documento de obligado cumplimiento, cuya finalidad es lograr la aproximación de
las disposiciones legales de los Estados miembros de la UE.
Especificación técnica: Documento que además de detallar las características requeridas de
un producto, indica las prescripciones aplicables en lo que a terminología, símbolos,
inspecciones y métodos de inspección, embalaje, marcado, y el etiquetado.
Fiabilidad: Aptitud de un elemento para cumplir una función requerida, en condiciones
establecidas y durante un período de tiempo determinado. También puede referirse a la
probabilidad de éxito.
No conformidad: Falta de cumplimiento de los requisitos especificados.
Defecto: Falta de cumplimiento de los requisitos de utilización previstos.
Responsabilidad legal: La obligación del fabricante o a otras personas de resarcir las
pérdidas relativas a daños personales o materiales, producidos por un producto o servicio.
Normas: Es la especificación técnica u otro documento, accesible al público, establecida con la
cooperación y consentimiento de general de todas las partes interesadas, basado en la ciencia
tecnología y experiencia, con el objetivo del beneficio óptimo para la comunidad, y que ha sido
aprobado por un organismo cualificado a nivel nacional, regional o internacional.
Normas armonizadas: Normas referidas a la misma materia, aprobadas por los distintos
organismos, que tienen por objeto asegurar la intercambiabilidad de los productos, procesos o
servicios.
Bucle o espiral de calidad: Modelo conceptual de las actividades interdependientes que
influyen en la calidad de un producto o servicio a lo largo de las distintas etapas, comenzando
por la identificación de las necesidades y terminando por la evaluación de cómo éstas han sido
satisfechas.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 12
Trazabilidad: Capacidad para reconstruir el historial, la utilización o la localización de un
articulo o de una actividad mediante una identificación registrada.
2.2 NORMALIZACIÓN Y CALIDAD. DEFINICIÓN DE NORMALIZACIÓN
La normalización es la actividad que tiene por objetivo instaurar un proceso a través del cual se
unifican criterios respecto a determinadas materias y se posibilita la utilización de un lenguaje
común en un determinado campo de actuación.
OBJETIVOS DE LA NORMALIZACIÓN
A través de la normalización se pretende conseguir los objetivos siguientes:
1º La simplificación, control y unificación de productos y procesos.
2º Aumentar la relación y el intercambio de ideas.
3º Conseguir una mayor economía en la fabricación.
4º Potenciar la seguridad, salud y defensa de la vida.
5º Defender los intereses de los consumidores y de la comunidad.
6º Suprimir las barreras comerciales.
VENTAJAS DE LA NORMALIZACIÓN
Las ventajas que aporta la normalización son:
1º Las beneficiosas para los productores,
• Disminuye la diversidad de productos.
• Reduce costes de fabricación y stock.
• Ayuda a una mejor gestión y al diseño adecuado.
• Facilita el comercio, al reducir las barreras técnicas.
• Aumenta la confianza del cliente.
2º Las que afectan a los consumidores.
• Las marcas y grados de seguridad del producto se encuentran definidos y
establecidos.
• Se conocen las prestaciones y características de los productos, lo que permite
comparar entre ofertas semejantes.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 13
• Reducción de costes y tiempo de entrega.
3º Las que se refieren a la Administración.
• Puede disponer de una documentación que hace posible legislar.
• Se beneficia como usuario de las ventajas de las normas y sus especificacines.
2.3. CERTIFICACIÓN Y CALIDAD DEFINICIÓN DE CERTIFICACIÓN
Se entiende la acción de acreditar, por medio de un documento fiable, emitido por un
organismo independiente y autorizado para la emisión de Marcas y Certificados de
Conformidad, que un determinado producto o servicio cumple los requisitos o exigencias
definidas por una norma o especifica técnica, o que la empresa tiene implantado un sistema de
aseguramiento de la calidad conforme a las normas UNE-EN-ISO 9000.
De forma mucho más sencilla, es el procedimiento mediante el cual, un determinado
organismo, acredita mediante un documento escrito, que un servicio, producto o proceso,
resulta conforme a unas exigencias concretas. Es un instrumento apropiado para comprobar la
utilización de la normalización, para establecer sistemas de evaluación de la calidad, y poder
elevar el nivel de calidad de los productos y empresas de un país.
OBJETIVOS DE LA CERTIFICACIÓN
A través de la Certificación se pretende conseguir los objetivos siguientes:
1º Alentar a los fabricantes para que incrementen la calidad de sus productos, e impulsen el
perfeccionamiento de los sistemas de calidad de sus productos.
2º Aumentar la protección de los usuarios y facilitarles la compra e artículos.
VENTAJAS DE LA CERTIFICACIÓN
Las ventajas que aporta la Certificación pueden subdividirse en tres grupos:
1º Las destinadas a los Productores
• Evitar ser evaluad por múltiples clientes.
• Impedir que empresas sin certificaciones penetren en el mercado.
• Verificación de nuestro sistema de calidad.
2º Las que recogen los Exportadores
• Ser reconocido por los más importantes compradores.
• Estar implícitamente reconocido como empresa líder.
• Se protegen las exportaciones.
3º Las destinadas a los Consumidores
• Proporcionan crediaiblidad y confianza al usuario.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 14
• Se les garantiza relación optima entre calidad y precio.
• Se garantiza el mantenimiento y la eliminación de la competencia desleal.
MARCAS DE CONFORMIDAD
Las marcas de conformidad son marcas registradas, y como tales, protegidas por la Ley.
Solamente si se cumplen las reglas de un sistema de certificación, pueden ser concedidas y
empleadas.
CERTIFICACIÓN AENOR
AENORN (Asociación Española de Normalización y Certificación), queda reconocido como
organismo de Normalización y Certificación, con el objeto de contribuir a la mejora de la calidad
de las empresas, sus productos y servicios, así como proteger al medio ambiente
contribuyendo al bienestar de la sociedad.
Producto Certificado: Certifica que un determinado producto cumple con determinadas
normas UNE.
Seguridad: Atestigua que un producto cumple con las características de seguridad
especificadas en normas UNE.
Compatibilidad Electromagnética: Certifica que el producto cumple con aquellas
características de compatibilidad electromagnética que aparecen en las normas UNE.
Medio Ambiente: Se prueba que un producto es conforme con las normas UNE de criterios
ecológicos.
Gestión Ambiental: Señala la conformidad del sistema de gestión medioambiental con los
requisitos UNE elaborados para tal fin.
Empresa registrada: Certifica la conformidad del sistema de aseguramiento de la calidad de
una empresa con respecto a los requisitos contenidos en las normas UNE-EN-ISO 9000, que
definen distintos modelos de aseguramiento de la calidad.
Para conseguir el certificad de registro de empresa, es necesario realizar la evaluación y el
control de las disposiciones de aseguramiento de la calidad de la propia empresa, lo cual no
supone una certificación de sus productos, procesos o servicios. Para obtenerlo:
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 15
2.4 ACREDITACIÓN Y CALIDAD Para garantizar la calidad de los productos y servicios, es necesario que: todas las entidades
de certificación, laboratorios de ensayo y calibración, y entidades auditarás y de inspección,
deben estar acreditados por medios de entidades autorizadas para realizar la verificación del
cumplimiento de las condiciones y requisitos exigidos para su funcionamiento.
La finalidad de las entidades de Acreditación, una de ellas ENAC (Entidad Nacional de
Acreditación), es la de reconocer la competencia técnica de una entidad para certificar,
inspeccionar o auditar, o de un laboratorio para el ensayo o la calibración.
2.5 NORMAS DE ASEGURAMIENTO DE LA CALIDAD UNE-EN-
ISO 9000 En el marco de la competencia económica internacional, la calidad se ha transformado en un
aspecto integrante del proceso de producción. De igual modo, la libre circulación de
mercancías hace que se elaboran una serie de Directivas relativas a la responsabilidad de los
fabricante.
La obtención de la calidad implica no sólo al producto, sino a toda la organización, motivo que
obliga al fabricante a instaurar un Sistema de Aseguramiento de la Calidad, cuyos criterios
sean conformes con las normas UNE-EN-ISO 9000, y que como tal resulte certificable.
La Organización Internacional de Normas (ISO) ha reducido todos los sectores empresariales y
procesos productivos, a tres modelos, elaborando una familia de normas de aseguramiento
conocidas por UNE-EN-ISO 9000.
Por lo tanto tenemos las normas UNE-EN-ISO 9001/2/3, y para facilitar su implantación se ha
desarrollado la norma UNE-EN-ISO 9004.
UNE-EN-ISO 9001: es la norma que sirve de modelo a las empresas que desean desarrollar un
sistema de calidad en las actividades de diseño, desarrollo, producción, instalación y postventa.
UNE-EN-ISO 9002: se aplica a empresas que deseen asegurar su calidad en la producción,
instalación y postventa.
UNE-EN-ISO 9003: es la menos utilizada y sólo se aplica a empresas que deseen asegurar
solamente las inspecciones y ensayos finales.
Todas estas normas tienen una estructura similar siendo:
0. Introducción
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 16
1. Objeto y campo de aplicación.
2. Normas para consulta
3. Definiciones
4. Requisitos del sistema de la calidad
Anexos
LAS NORMAS UNE-EN-ISO 9000 Y LOS TIPOS DE DOCUMENTOS
Según el modelo de aseguramiento de la calidad que corresponda a cada empresa, ya sea ISO
9001, 9002 o 9003, se ha de disponer de dos tipos de documentación:
Documentos: La explicitación por escrito de funciones, actividades, y procesos que deben
realizarse en las organizaciones: procedimientos, instrucciones, planos, fórmulas, etc. Estos
pueden presentarse en cualquier soporte (calco, papel, foto, etc.) o en medio informático.
Registros: Un registro es una reseña escrita que atestigua una actividad, tarea o proceso se
ha ejecutado. Los registros pueden situarse en soportes como papel, microfilm o medios
informáticos.
PIRÁMIDE DOCUMENTAL
Los sistemas de aseguramiento de la calidad se materializan en una base documental, estos se
pueden agrupar:
1º MANUAL DE CALIDAD: Es el documento que define la política de la calidad de la
organización, presenta su estructura organizativa, describe el sistema de responsabilidades, los
procedimientos, documentación y normas.
2º PROCEDIMIENTOS: Son los documentos que recogen la información específica e
instrucciones necesarias para el desarrollo y ejecución de las actividades. Especifican qué,
quién, cuándo, cómo, dónde, y con qué, de acuerdo con las directrices generales del manual
de calidad.
3º DOCUMENTOS VARIOS
• INSTRUCCIONES DE TRABAJO: Reúnen los modos de efectuar los procesos.
• ESPECIFICACIONES: Reflejan todos los requisitos que han de satisfacer los
productos o servicios.
• PLAN DE CALIDAD: Objetivos de calidad, nivel de estructura, planificar las pruebas,
inspecciones y ensayos.
4º REGISTROS DE CALIDAD: Todos los documentos donde se recogen datos sobre el
sistema, tales como, informes sobre suministradores, ensayos, auditorias, etc.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 17
TEMA 3. GESTIÓN DE PROCESOS Y CALIDAD. CALIDAD EN EL
DISEÑO, EN LAS COMPRAS Y EN LA PRODUCCIÓN.
“El cliente es el primero en determinar la calidad que desea y el último en analizar si realmente
la recoge.”
3.1 LA CALIDAD A LO LARGO DEL CICLO DE VIDA DE UN
PRODUCTO. Los productos han de satisfacer una serie de características, como son:
1º Los productos han de satisfacer las necesidades, usos y propósitos perfectamente definidos,
además de responder a las expectativas de los clientes.
2º Deben de cumplir todas las normas y especificaciones que les sean aplicables.
3º Los productos han de tener en cuenta las necesidades medioambientales, y además han de
estar disponibles a precios económicos para los usuarios.
DEFINICIÓN DEL CICLO DE VIDA DE UN PRODUCTO
Es el conjunto de etapas o fases por las cuales pasa un producto, desde la expresión de su
necesidad, hasta su eliminación después de haberlo utilizado.
Todo ciclo de vida del producto puede resumirse:
• El cliente define las necesidades que deben satisfacer el producto o bien.
• La empresa recibe la demanda, interpreta las necesidades, y elabora un
presupuesto.
• Se generan las ordenes de fabricación.
• Se embalan, almacenan y distribuyen los productos.
• Se instalan y ponen en marcha.
• Después de utilizarlos se eliminan o reciclan.
• El cliente o la empresa analizan los resultados y redefinen el producto.
3.2 DEFINICIONES DE ELEMENTOS RELACIONADOS CON LOS
PROCESOS. Proceso: La organización realiza de un modo lógico de una serie de actividades en las que
participan materias primas, equipos, energía, recursos humanos, etc, para obtener un fin
esperado. Los procesos disponen de entradas y salidas evaluables.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 18
Actividad: Conjunto de tareas que forman un proceso.
Tareas: Es el cometido que se realiza en un tiempo determinado.
Procedimiento: Es el documento que contiene y refleja detalladamente todas las actividades
de que consta un proceso.
3.3 GESTIÓN DE PROCESOS Y CALIDAD TOTAL. El modelo de Calidad Total que se debe implantar en las empresas exige que los productos o
servicios de una empresa no se conciban sobre la base de las tradicionales funciones, sino a
través de una red de procesos que se desarrollan en la misma.
De mercados restringidos y de alta demanda, se han pasado a otros internacionales y de
oferta. Esto exige a las empresas al lanzamiento de nuevos productos, para lo cual es
necesario que los procesos de diseño y desarrollo de nuevos productos que respondan a las
exigencias de los clientes.
Mediante la gestión de procesos tenemos:
• Es posible acortar los tiempos totales de maduración de los productos a menores
costes. Presenta productos más competitivos.
• Se desarrolla una nueva cultura de empresa, debido al trabajo en equipo.
• Se mantienen los productos bajo control.
3.4 MODELOS DE INSPECCIONES. Al establecer sistemas de aseguramiento de la calidad se pretende garantizar la obtención de
productos sin fallos o defectos. Para conseguirlo, se precisa detectar y prevenir desde las fases
más tempranas del ciclo de vida del producto, la aparición de errores, con el fin de eliminarlos o
simplemente que no aparezcan, puesto que si no existen errores, los defectos no existen.
Con el fin de que no aparezcan errores, es necesario prestar mucha atención, esfuerzo y
recursos, tanto en el diseño de los productos y de los procesos, como a la tipología de las
inspecciones que se desarrollen.
Las inspecciones pueden ser de tres tipos:
1º Inspecciones de decisión: Se realizan al final del proceso, es decir, cuando el producto ya
se encuentra tontamente fabricado, y su función es decidir si el producto es aceptado o no, con
el fin de que no lleguen productos defectuosos al cliente.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 19
2º Inspecciones informativas: Consiste en inspeccionar la calidad de cada tarea del proceso,
con retroinformación y acción inmediata para corregir los defectos. Dentro de este tipo de
inspecciones se aplica el control estadístico de procesos.
3º Inspecciones en origen: Persiguen detectar el origen de los errores allí donde se producen.
3.5 LA CALIDAD EN DIFERENTES FASES DE LA EMPRESA. MARKETING
La calidad de un producto y de una organización comienza en las etapas más tempranas. En
esta etapa debemos de conocer las necesidades reales de un producto, delimitar los sectores
del mercado, identificar y determinar los requisitos específicos y expectativas de los clientes.
DISEÑO
Diseñar productos y servicios que funcionen sin fallos, y procesos sin errores, sin fallos y
averías, representa el futuro de la calidad. Para poder ofrecer productos y/o servicios al menor
precio y mejor calidad, es preciso que se perpetren desde el comienzo del proceso de diseño,
las alternativas más adecuadas en función de las necesidades.
APROVISIONAMIENTO
La mayoría de las empresas necesitan adquirir materias primas, materiales, o subcontratar
determinadas operaciones, por lo que esas compras también forman parte del producto. Las
normas UNE-EN-ISO 9001/2, recogen los requisitos que debe cumplir la empresa en esta
materia. Hay que destacar:
• La elaboración de procedimiento documentados.
• La evolución y selección de subcontratistas.
• El control de los documentos de compra (pedido, albarán y factura).
• La verificación de los productos.
PRODUCCIÓN
Las normas UNE-EN-ISO 9001/2, tratan de planificar los procesos de fabricación. Esta
fabricación ha de hacerse controlado una serie de elementos como son los procedimientos que
definen la forma de fabricar, el uso de los equipos adecuados, cumplimientos de normas de
referencia, criterios de ejecución y mantenimiento adecuado de los equipos.
En este punto debemos de hablar de la identificación y de la trazabilidad. Mediante la
identificación se pretende imposibilitar la confusión entre productos o materiales entre sí. A
través de la trazabilidad se pretende conseguir mantener a lo largo del tiempo, los registros
capaces de relacionar toda la documentación correspondiente a un producto o lote. Según
UNE trazabilidad es la capacidad de una organización de recostruir la historia del lote o pieza
mediante identificaciones registradas.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 20
TEMA 4. AUDITORIA DE LA CALIDAD.
Según norma UNE la auditoria de Calidad es un examen metódico e independiente que se
realiza para determinar si las actividades y los resultados relativos a la calidad cumplen las
disposiciones previamente establecidas, y si estas disposiciones están implantadas de forma
efectiva y son adecuadas para alcanzar los objetivos previstos.
4.1 CONCEPTOS BÁSICOS. EL ASEGURAMIENTO DE LA
CALIDAD. Las auditorias están orientadas hacia la comprobación del nivel de Calidad de productos,
procesos, servicios, sistemas, formando parte de las herramientas de gestión de la Calidad
dentro del Sistema de Aseguramiento de la Calidad.
Las auditorias tratan por lo tanto de compara un debe ser previsto, con el es real, poniendo de
manifiesto las diferencias existentes entre ambas situaciones.
4.2 OBJETIVOS DE LAS AUDITORIAS. Las auditorias se realizan generalmente con la intención de lograr uno o varios de los objetivos
que a continuación se describen:
1º Comprobar la eficacia del sistema de la calidad implantado para alcanzar los objetivos de la
calidad especificados.
2º Señalar la conformidad o no de los elementos del sistema de la calidad con los requisitos
especificados.
3º Proporcionar a la entidad auditada la oportunidad de poder mejorar su sistema de la calidad,
si fuese necesario.
4º Cumplir los requisitos reglamentarios.
5º Permitir la inscripción del sistema de la calidad de la entidad auditada en un registro.
4.3 REQUISITOS DE UNA AUDITORIA. Para llevar a cabo con éxito las auditorías conviene que las mismas cumplan con dos requisitos
básicos:
Plan de Auditorias: Se deben elaborar un plan de auditorias, el cual a su vez, forma parte del
plan anual de calidad. En este plan de auditorias deben aparecer los equipos que realizarán las
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 21
auditorias, indicando su estructura jerárquica, así como sus funciones, tareas,
responsabilidades de los auditores, así como, los departamentos a auditar y el calendario.
Manual de las Auditorias: Con el objeto de facilitar el funcionamiento de las Auditorias, se
recomienda elaborar un manual de procedimiento, que incluirá los objetivos, la metodología, la
frecuencia, etc.
4.4 AGENTES QUE INTERVIENEN EN UNA AUDITORIA. Los agentes que forman parte en las Auditorias pueden resumirse en auditores y auditados.
Auditores: Son la persona o personas cualificadas que realizan la labor de auditar. La norma
UNE correspondiente recomienda que estén calificados por un comité evaluador, después de
una selección y formación adecuada. Las normas UNE-EN-ISO 9001/2/3, exigen que las
auditorias internas estén realizadas por personas independientes de las que tienen las
responsabilidad directa de la acción auditada. Los requisitos básicos para ser auditor son dos:
Independencia respecto del elemento que se audita, y experiencia, formación y cualificación.
Auditados: Es la organización o parte de ella, que va a ser objeto de la auditoría. Para un
desarrollo positivo de la auditoria es importante que los auditados: conozcan el alcance y
objetivos de la auditoria, sepan cuándo va a realizarse para poder estar presentes en todo su
desarrollo, valoren la importancia de la auditoria, contribuyan con su actitud a favorecer la
comunicación con los auditores, y transmitan el alcance y objetivos a todo su personal.
4.5 METODOLOGIA DE UNA AUDITORIA. 1º PLANIFICACIÓN AUDITORIA
Hay que decidir que tipo de auditoria ha realizarse, con que alcance, las fechas y el lugar, así
como decidir las características de los auditores.
2. PREPARACIÓN PREVIA
Es importante obtener la máxima información previa a la auditoria, para poder realizar la
auditoria en la mejores condiciones. Esta información es el tamaño de la empresa, complejidad,
localización geográfica y estructura, etc.
3. PLAN DE AUDITORIA
Debemos de realizar un plan de la propia auditoria, en la que se incluya los objetivos y alcance,
el nombre de las personas que tiene la responsabilidad directa sobre los objetivos y alcance,
identificación de los documentos de referencia, identidad de los auditores, fecha y lugar, y lista
de preguntas.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 22
4. CONDUCCIÓN DE LA AUDITORIA
4.1. Reunión inicial.
En ella se realiza la presentación de los equipos, explicación del objetivo y alcance de la
auditoria, explicación del proceso. Comentar el reparto de tareas y resolver aspectos logísticos.
4.2 Ejecución de la auditoria.
Durante la ejecución de la auditoria habrá que comprobar que se cubre el alcance total de la
auditoria, que se recojan con claridad todas las no conformidades y queden perfectamente
concretadas, y que estas son fruto de evidencias objetivas.
4.3 Valoración de la auditoria.
Esta valoración puede se por demeritos (en función de los incumplimientos), por cumplimientos
(en función de lo que si se cumple), o ponderada (se aplica un factor multiplicador variable en
función de la importancia del tema, puede aplicarse a los demeritos o por cumplimientos).
4.4 Reunión final.
Es importante que acudan las mismas personas que a la reunión inicial, se realizará un
resumen de la auditoria, y se realizará las preguntas y aclaraciones necesarias. De igual modo
se acordarán los plazos para las acciones correctoras.
5. INFORME AUDITORIA
El contenido del informe se resume: objetivo y alcance, composición del equipo, fecha,
duración y lugares de la auditoria, organización de la auditoria, norma o documento de
referencia, descripción de las no conformidades y plazo para las acciones correctoras.
6. ACCIONES CORRECTORAS
Una acción correctoras debe identificar claramente la no conformidad que la origino, definir la
acción que se va a tomar, indicar el responsable en llevarla a cabo, plazo de implantación,
estar aprobado por el personal responsable para ello.
4.6 TIPOS DE AUDITORIAS. Las auditorias pueden clasificarse:
1º Según el origen el equipo auditor
• Auditorias externas
• Auditorias internas.
• Auditorias por organismos oficiales autorizados.
2º Por la naturaleza de la auditoria
• Auditorias del Sistema de Calidad
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 23
• Auditorias del Proceso
• Auditorias del Producto o Servicio.
AUDITORIAS INTERNAS DEL SISTEMA DE CALIDAD
La Auditoria Interna del Sistema de Calidad, es una tarea realizada por una persona o equipo
de personas propio de la empresa, y llevada a cabo sobre cualquiera de las áreas de la misma,
con el objetivo de verificar, mediante el examen y la evaluación objetiva, que el Sistema de
Calidad permite alcanzar los objetivos establecidos, que ha sido definido y documentado e
implantado adecuadamente, de acuerdo con los requisitos establecidos.
En definitiva el objetivo de esta auditoria interna del sistema de calidad tiene por objetivo el
conocimiento del grado de cumplimiento o adecuación de los procesos que configuran el
Sistema de Calidad.
AUDITORIAS EXTERNAS
Son las auditorias que se realizan por una organización a otra diferente a ella. Suelen ser:
• Auditoria a cualquiera de sus suministradores.
• Auditoria por una organización independiente contratada por el promotor.
• Auditoria efectuada por organismo autorizado, para obtener algún tipo de certificación.
AUDITORIAS DE PROCESO
Es la supervisión documentada e independiente, establecida para evaluar el nivel de definición
y adecuación de un proceso diseñado y puesto en marcha con el objetivo de fabricar un
producto definido, conforme a unas especificaciones determinadas.
Ha de auditarse preferentemente los procesos:
• Cuyos productos originen reclamaciones de clientes.
• Los procesos en los que la inspección de los productos es muy costosa.
• Procesos que provoca un alto coste en sus desperdicios.
AUDITORIA DE PRODUCTO O DE SERVICIO
La auditoria de producto o servicio es la actividad documentada e independiente, que pretende
evaluar el grado de conformidad del producto o servicio, con las especificaciones establecidads
para su uso o prestación.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 24
TEMA 5. INCERTIDUMBRE DE MEDIDA Y CALIBRACIÓN DE
EQUIPOS.
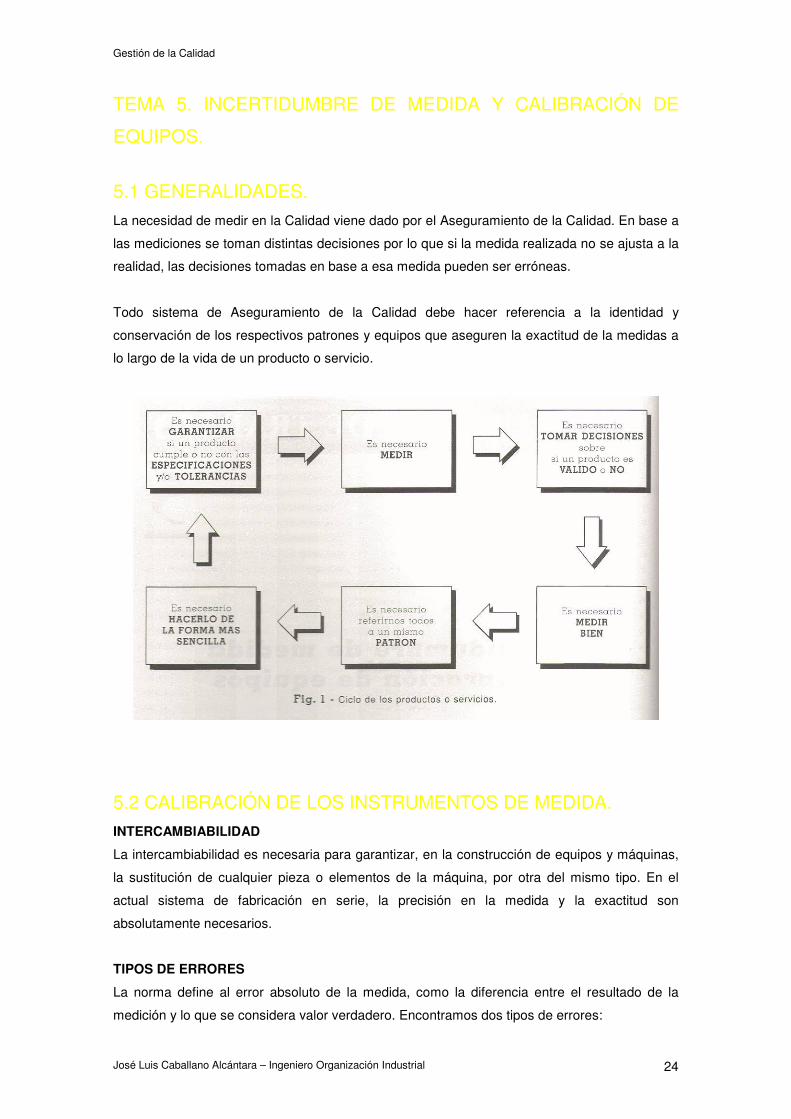
5.1 GENERALIDADES. La necesidad de medir en la Calidad viene dado por el Aseguramiento de la Calidad. En base a
las mediciones se toman distintas decisiones por lo que si la medida realizada no se ajusta a la
realidad, las decisiones tomadas en base a esa medida pueden ser erróneas.
Todo sistema de Aseguramiento de la Calidad debe hacer referencia a la identidad y
conservación de los respectivos patrones y equipos que aseguren la exactitud de la medidas a
lo largo de la vida de un producto o servicio.
5.2 CALIBRACIÓN DE LOS INSTRUMENTOS DE MEDIDA. INTERCAMBIABILIDAD
La intercambiabilidad es necesaria para garantizar, en la construcción de equipos y máquinas,
la sustitución de cualquier pieza o elementos de la máquina, por otra del mismo tipo. En el
actual sistema de fabricación en serie, la precisión en la medida y la exactitud son
absolutamente necesarios.
TIPOS DE ERRORES
La norma define al error absoluto de la medida, como la diferencia entre el resultado de la
medición y lo que se considera valor verdadero. Encontramos dos tipos de errores:
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 25
1º Errores sistemáticos: Se definen como los errores que se mantienen constantes al medir
una magnitud en las mismas condiciones, sin embargo varían al cambiar las condiciones de
medición.
Todos los errores sistemáticos conocidos deben ser eliminados previamente para obtener un
resultado correcto.
2º Errores aleatorios: Son errores que varían en su sentido y en su magnitud. Siguen unas
reglas de origen experimental:
1. Los errores estan limitados en valor absoluto.
2. Los errores de menor valor absoluto son los que presentan mayor frecuencia.
3. Los errores de la misma magnitud y distinto signo presenta la misma frecuencia.
CORRECCIÓN
Se define corrección como el valor agregado algebraicamente al resultado sin corregir de una
medida, sirve para compensar un presunto error sistemático. La corrección es igual al error
sistemático pero de signo contrario. Como no se puede determinar exactamente el error
sistemático, la corrección está afectada por una incertidumbre.
INCERTIDUMBRE EN LA MEDIDA
La incertidumbre viene definida por las normas UNE-EN- 30012-1 e ISO 10012-1, como la
estimación que determina el intervalo de valores en el que se ubica, con una alta probabilidad
dada, el valor verdadero de la magnitud medida.
Se compone de diversas componentes, que se pueden estimar a partir de distribución
estadística de los resultados obtenidos tras la realización de varias series de medida,
normalmente se caracterizan por la desviación típica muestral.
CALIBRACIÓN
Por calibración se entiende el conjunto de operaciones que establecen, en condiciones
especificadas, la relación re los valores de una magnitud, indicados por un instrumento de
medida y lo valores correspondientes de esa magnitud realizados por un patrón de referencia.
TRAZABILIDAD
Las normas UNE-EN- 30012-1 e ISO 10012-1, definen trazabilidad como la propiedad del
resultado de una medida que permite referirlo a los apropiados patrones de medida.

Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 26
5.3 INCERTIDUMBRES EN LA MEDIDA. Es muy difícil conocer cuál es el verdadero valor de la magnitud que se mide, debido a una
serie de motivos. Por ello aparecen una serie de incertidumbres, a saber:
• Incertidumbre del patrón
• Incertidumbre de la calibración
• Incertidumbre de la medida
El valor de la incertidumbre de una medida es proporcional a la desviación típica compuesta del
proceso de medición:
tSkI •=
Siendo k una constante proporcional que puede tomar los valores de 1, 2, 3, ...Normalmente se
toma k=2 que representa el 95,4 %. La desviación típica del proceso St, se calcula en base a la
ley de propagación de las varianzas, teniendo en cuenta al patrón, la calibración y la medida.
PATRON
La incertidumbre del patrón viene dada por:
00 SkI •=
Para poder sumarla:
2
202
0 kI
S =
CALIBRACIÓN
La corrección de la calibración se realiza:
cc XXX −=∆ 0
Para estimar la varianza, partimos de la formula para calcular la desviación típica:
1
)( 2)(
−−Σ
=c
cicc N
XXS
MEDIDA
Para la medida se acepta la varianza obtenida en el proceso de calibración, por lo que la
varianza asociada a la medida será:
nSc

Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 27
la incertidumbre que nos queda es:
22220 )
11( c
cc X
nNSkII ∆+++±=
Si la varianza de la calibración fuera distinta a la de la medida:
222
220 )( c
m
c
c Xn
SNS
kII ∆+++±=
INCETIDUMBRE Y TOLERANCIA
Una vez realizada la medida, se ha de tomar la decisión de considerar la pieza válida o no,
según el valor de la medida nominal y el intervalo de tolerancia especificado.
Por ejemplo si se desea medir una pieza de medida nominal 10,5±0,01 mm, con un micrómetro
recién calibrado (I=0,0016), la zona admisible será:
Tas = Tas – I = 10,51 – 0,0016
Tas = Ti + I = 10,49 + 0,0016
5.4 PLANES DE CALIBRACIÓN. DOCUMENTACIÓN El plan de calibración se define como la calibración sistemática y organizada del total de los
instrumentos o equipos de medida de un centro de medición, de forma que se pueda asegurar
la trazabilidad y la incertidumbre asociada a la mediciones que con ellos se realicen.
INVETARIO DE LOS EQUIPOS
Se trata de un inventario de todos los equipos de inspección, medición y ensayo, con su
correspondiente identificación. Esta se realizará mediante un código.
FICHA VIDA DEL EQUIPO
Esta ficha recoge datos de interés de los equipos de medición, como son el código, datos del
fabricante y modelo, fechas de recepción e inicio de utilización, ubicación habitual del equipo,
referencias a manual de utilización y mantenimiento, procedimientos de calibración, etc.
PROCEDIMIENTOS DE CALIBRACIÓN
Son los documentos que determinan las pautas, responsabilidades, datos requeridos, etc, ... es
decir, el quien, como y cuando se realiza la calibración del equipo.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 28
TEMA 6. FUNDAMENTOS DE LAS TÉCNICAS ESTADÍSTICAS.
ESTUDIOS DE CAPACIDAD DE PROCESOS.
6.1 GENERALIDADES. Para conseguir aumentar de un modo continuado la calidad y la productividad de una empresa,
es preciso implantar sistemas de aseguramiento de la calidad y de procesos de mejora
continua, los cuales conducirán a desarrollar en la citada organización un modelo de Calidad
Total.
La utilización de datos estadísticos puede aplicarse a cualquier área de trabajo donde la
producción esté sujeta a variaciones, y existencia una posibilidad de mejora. Evaluar un
muestra reducida del total de lote, constituye un excelente método para realizar pronósticos
relativos a la propiedades y comportamiento de un conjunto, constituyendo este hecho el
fundamento básico de la Estadística.
El tamaño de las muestras incide en la mayor o menor exactitud del pronóstico, siendo más
exactas las de mayor tamaño. Es posible, además, evaluar la confianza que ofrece una
determinada serie de predicciones, basándose en el tamaño de la muestra y en el método
utilizado.
6.2 CONCEPTOS ESTADÍSTICOS BÁSICOS. ESTADÍSTICA
Es la ciencia que trata y establece métodos para la recopilación, presentación, ordenación,
análisis e interpretación de los datos con el objetivo de pronosticar y deducir las características
o el comportamiento de un colectivo, y que nos ayude a tomar decisiones razonables en
función de las conclusiones o análisis realizados.
POBLACIÓN
La totalidad de los elementos agrupables de una determinada clase.
MUESTRA
Es una parte, generalmente reducida, de las unidades de la población, que se toma para que,
mediante su análisis se proporcione información sobre la población.
VARIABLE CONTINUA
Es una variable que teóricamente puede tomar cualquier valor dentro de un campo de
variabilidad.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 29
VARIABLE DISCRETA
Es la variable que toma, en la mayoría de los casos valores enteros.
ATRIBUTOS
Constituye un caso particular de las variables discretas, y pueden tomar dos posibilidades (si-
no, bien-mal, pasa-no pasa).
RECORRIDO O RANGO
Representa la diferencia o recorrido existente entre los valores extremos de la muestra.
CLASE O CATEGORÍA
Trata de dividir el conjunto mediante una relación de equivalencia, para favorecer la distribución
de los datos.
LIMITES DE CLASES
Son los valores correspondientes a los extremos de cada clase.
MARCA DE CLASES
Es el dato que sirve para representar a los valores pertenecientes a una determinada clase.
Para su determinación se calcula la media aritmética de los valores límites de intervalo.
FRECUENCIA
El número de veces que aparece el valor de la variable. Se ha comentado la conveniencia de
establecer clases, por lo que sería el número de veces que aparece un valor de la variable.
FRECUENCIA ABSOLUTA
En una determinada clase, señala el número de piezas que pertenecen a ella.
FRECUENCIA ABSOLUTA ACUMULADA
Se trata de ir sumando las frecuencias absolutas. De forma que para la última clase tenemos el
número total de piezas.
FRECUENCIAS RELATIVAS
Dividir la frecuencia absoluta por el número total de la muestra (piezas). Multiplicando este
valor por cien obtenemos la frecuencia relativa en %.
FRECUENCIA RELATIVA ACUMULADA EN %
Se trata de ir sumando las frecuencias relativas en %. Para la última clase tenemos el valor del
100%.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 30
TABLA DE FRECUENCIAS O DISTRIBUCIÓN DE FRECUENCACIAS
Es una tabla que se utiliza para representar ordenadamente los intervalos de las clases para
poder estudiarlos.
PROBABILIDAD
Permite evaluar la confianza sobre una determinada serie de pronósticos, basándose en el
tamaño de la muestra y el método empleado.
6.3 HISTOGRAMAS. El histograma es una representación gráfica, del tipo de gráficos de barras, de una distribución
de frecuencias, en la que los datos existentes (muestra) se agrupan por intervalo de
frecuencias (clases) para poder comprender la población de manera objetiva.
Para seleccionar el número de clases:
TABLA DE SELECCIÓN DEL Nº DE CLASES
Nº DE DATOS (N) Nº DE CLASES (K)
Menor a 50 5-7
50-100 6-10
101-250 7-12
Más de 250 10-20
Para calcular el valor de cada intervalo de clase, dividimos el recorrido entre el núemro de
intervalos. Posteriormente determinamos la marca de cada clase calculando la clase del límite
superior y el limite inferior.
6.3 POLIGONO DE FRECUENCIAS. Un polígono de frecuencias es un gráfico de líneas, trazado sobre las marcas de clase de un
histograma. Normalmente se construye uniendo los puntos medios de las alturas de los
rectángulos. Según el número de clases podemos llegar a tener la curva de distribución normal
o campana de gauss.
6.4 CENTRALIZACIÓN Y DISPERSIÓN. PARÁMETROS
ESTADÍSTICOS. Hasta ahora se ha analizado el modo de clasificar los datos estadísticos y de representarlos
mediante tablas y gráficos. En este punto va a analizarse y estudiarse los datos obtenidos.
1 CENTRALIZACIÓN Y SUS MEDIDAS
Mide la característica relativa a la localización de la distribución de las frecuencias, respecto a
la posición teórica que debieran ocupar. Los parámetros más utilizados:

Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 31
MEDIDA
La media o valor medio de los datos obtenidos en la evaluación de una muestra, es el valor
entorno al cual se agrupan dichos datos.
NXXX
N
XX i ...321 ++== �
MEDIANA
En una serie de valores, la mediana representa el valor central de la misma. Es el que ocupa la
posición central de los N valores (N/2).
MODA
La moda el valor que más veces aparece repetido.
2 DISPERSIÓN Y SUS PARÁMETROS ESTADÍSTICOS
El valor de la media de una población de una muestra o de una serie estadística proporciona
una primera información sobre sus características, pero esta información es insuficiente. Es
necesarios introducir a la media una nueva determinación que permita conocer cómo varían los
datos respecto del promedio.
RANGO
Es la diferencia existente entre el valor máximo y el mínimo. Si el valor resulta muy grande, se
dice que existe una gran dispersión, y si es reducido, que la muestra es bastante homogénea y
está muy concentrada.
DESVIACIÓN TIPICA
Da una idea de cómo se alejan de la media los valores obtenidos en la medición de un
muestra.
1
)(
−−
== �N
XXS iσ
6.5 DISTRIBUCIÓN NORMAL O CAMPANA DE GAUSS. La distribución normal corresponde a las variables aleatorias continuas, y se representa en los
casos en los que la probabilidad máxima corresponde a un valor central de la variable,
obteniéndose probabilidades cada vez menores a medida que se aleja de él.
Teniendo en cuenta que los valores de la Media y la Desviación Estándar (Típica) pueden
calcularse en función de los datos obtenidos para una pequeña población, resultando
relativamente seguro y sencillo predecir el porcentaje de la población total.

Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 32
6.6 TEOREMA DEL LIMITE CENTRAL. Si una población tiene una media “�” y una varianza “�2”, las medidas de las diferentes
muestras que se puedan extraer tienen una distribución normal de media “�1”, y varianza “�2/n”,
siendo n el tamaño de las muestras y k el número de muestras extraídas. Por otro lado
tenemos la desviación típica de las medias muéstrales, y la desviación típica de la población.
kXXX k+++= ...21
1µ
nx
σσ =
Analizando este teorema se puede establecer:
1) Los procesos de medición deben tener una media y una varianza finitas.
2) Cuando la medida y la varianza de la muestra difieren significativamente para distintas
muestras de una misma población, significa, que el proceso de medida no se ha establecido
correctamente.
6.7 TAMAÑO DE LA MUESTRA Y FRECUENCIA DE MUESTREO. Es conveniente determinar el tamaño de la muestra y la frecuencia con la que se deben realizar
los muestreos, para lo cual se proponen varios métodos.
METODO SIMPLE
Se trata de muestrear del 5 al 10% del número de piezas fabricadas en cada hora. Este método
no resulta operativo para cadencias (números de piezas por hora) muy rapidas.
METODO ANALÍTICO
En primer lugar vamos a definir cada uno de los elementos que intervienen en el mismo:
C: Cadencia horaria de la máquina, o número de piezas fabricadas en una hora.
n: Número de piezas de cada muestra o tamaño de la muestra.
N: Número de piezas fabricadas en el periodo comprendido entre dos reglajes.
El número de piezas a muestrear viene dado por la relación:
n piezas cada Nn ⋅ piezas
Y la frecuencia de muestreo será:
CNnf
60⋅=
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 33
6.8 CALCULO DE PROBABILIDADES EN DISTRIBUCIONES
NORMALES. PORCENTAJE DE PIEZAS DEFECTUOSAS. DISTRIBUCIÓN NORMAL TIPIFICADA
Cuando en una Distribución Normal, la Media es igual a cero, y la Desviación Típica es Igual a
uno, la Distribución Normal se denomina Distribución Normal Tipificada, por tanto N(0,1), y el
área que se encierra bajo esa curva es Area=1.
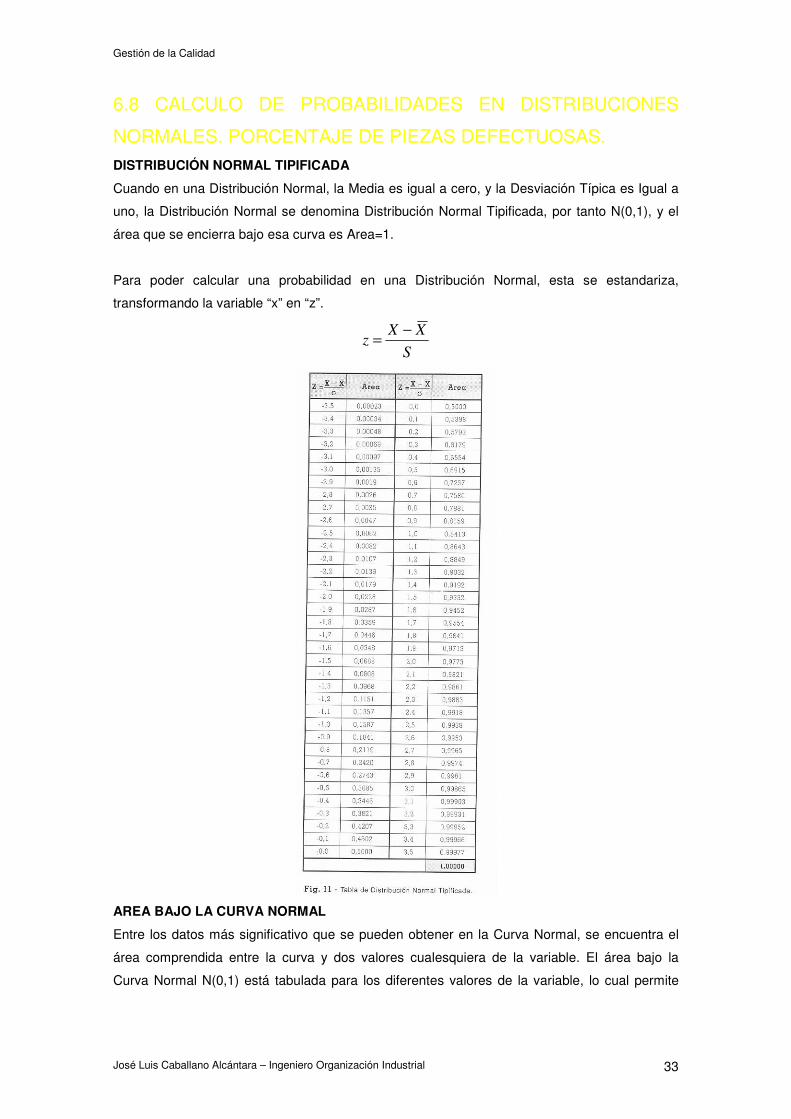
Para poder calcular una probabilidad en una Distribución Normal, esta se estandariza,
transformando la variable “x” en “z”.
SXX
z−=
AREA BAJO LA CURVA NORMAL
Entre los datos más significativo que se pueden obtener en la Curva Normal, se encuentra el
área comprendida entre la curva y dos valores cualesquiera de la variable. El área bajo la
Curva Normal N(0,1) está tabulada para los diferentes valores de la variable, lo cual permite
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 34
conocer el área o tanto por ciento de la población que se encuentra entre dos valores
determinados de la Distribución Normal Tipificada. El proceso para su calculo es:
1º Plantear el problema.
En una distribución normal definida por una Media=14 y un desviación típica o estandar de 2,
se desea conocer el valor del área bajo la curva comprendida entre los puntos ( σ−X ) y
( σ+X ), y el porcentaje de valores de piezas (datos) correspondientes.
2º Calcular los valores de “z”.
1)(
)( −=−−=−=− σσ
σσXXXX
z
1)(
)( =−+=−=σσ
σσXXXX
z
3º Determinar las áreas respectivas.
Partiendo de los valores de “z” calculados, a la vista de la tabla de Distribución Normal
Tipificada, tenemos:
Z=1 área=0,1587
Z=-1 área=0,8413
Por lo tanto el área comprendida entre ambas será la diferencia, esto es 0,6826.
4º Calculo del porcentaje del valor bajo la curva.
Teniendo en cuenta que este valor esta dado en tanto por ciento, tenemos 68,26%.
PROBABILIDAD DE ENCONTRAR MATERIAL DEFECTUOSO EN UN LOTE O POBLACIÓN
DE PIEZAS
Una de las aplicaciones del punto anterior más empleada en calidad, consiste en conocer la
probabilidad de encontrar piezas defectuosas perteneciente a un lote o población para poder
calcular el porcentaje y número total de dichas piezas, conocidas sus especificaciones, medida
nominal, así como el resultado de las muestras medidas.
1º Conocer los datos de partida del problema.
Sea un lote de 5.000 piezas, cuya medida nominal es 10, y los valores de la tolerancia
Ts=10,08 y Ti=9,96. Se ha medida una muestra de 100 piezas proporcionando una serie de
datos, cuya distribución de frecuencias corresponde con una Distribución Normal, y después de
realizar los correspondientes cálculos, según los métodos explicados con anterioridad:
Media= 9,98
Desviación= 0,02

Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 35
2º Calculo de los valores de “z”.
Para la tolerancia superior XTs= 10,08
Para la tolerancia inferior XTi= 9,96
Utilizando la tabla de Distribución Normal Tipificada, tenemos:
502,0
98,908,10)( =−=−=
σXX
z Ts
Por lo que el área es de 0,99977
102,0
98,996,9)( −=−=−=
σXX
z Ts
Por lo que el área es de 0,1587
3º Determinar los porcentajes de piezas fuera de tolerancia.
Conociendo los valores de Z y sus areas podemos calcular los porcentajes.
Limite superior: 1-0,99977= 0,00023 0,023%
Limite inferior: 0,01587 15,87%
El total de piezas fuera de tolerancia será:
0,023%+15,87%=15,893%
4º Calcular el número de piezas fuera de tolerancia.
Como conocemos que el lote es de 5.000 piezas, y los porcentajes, es muy sencillo calcular
que por la tolerancia superior encontramos 1 pieza (redondeando) y por el inferior 794 piezas.
6.9 RECTA DE HENRY O RECTA DE PROBABILIDAD. En el punto anterior se ha estudiado los fundamentos para determinar el porcentaje de
población perteneciente a una Distribución Normal dentro d unos márgenes determinados. En
este punto se expone un método gráfico práctico, basado en un gráfico que dispone de una
escala logarítmica que permite convertir la Curva Normal en una Recta de Henry o Recta de
Probabilidad.
El método facilita la realización de predicciones muy ajustadas, sobre todo si se emplean
equipos informático, sobre los probables % de piezas defectuosas correspondientes a un lote o
población de Medida Nominal determinada, que debe encontrarse entre unos limintes
(tolerancia superior y tolerancia inferior).
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 36
La recta de Henry se traza sobre un gráfico estandarizado. Consta de dos partes, una donde se
representa el histograma y la curva de distribución de frecuencias, y otra, donde va colocada la
escala logarítmica sobre la que se traza la recta. El procedimiento a seguir es:
1º Conocer los datos de partida como son la medida nominal y la tolerancia superior e inferior.
Por otro lado las medidas efectuadas sobre las piezas de muestra.
2º Trazar el histograma en la parte correspondiente, marcando con unos palotes, las
frecuencias de los datos.
3º Señalar con unas líneas horizontales los valores de las tolerancias máximas y mínimas.
4º Se calculan la frecuencias absolutas de cada marca de clase, y se anota su valor en las
columna de frecuencias (f).
5º Construir la columna de las frecuencias absolutas acumuladas (�f), comenzando desde
abajo hacia arriba.
6º Convertir estas frecuencias acumuladas en porcentajes del tamaño general de la muestra
(�f%).
7º Llevar estos valores acumulados de la culumna (�f%), a través de las flechas y por el lado
superior al lado derecho del gráfico, marcando una serie de puntos en la intersección de estas
líneas con las que suben de la escala logarítmica inferior, partiendo de los mismos valoresde
las frecuencias acumulativas porcentuales.
8º Trazar la recta de Henry, ajustándola lo más posible a los puntos señalados.
9º Analizar los resultados.
6.10 ESTUDIOS DE CAPACIDAD. De todos es sabido la imposibilidad técnica de fabricar dos piezas exactamente iguales. Sin
embargo, estas diferencias suelen ser muy pequeñas, que a veces resulta muy difícil su
detección, pero teniendo en cuenta que existen, deben establecerse unos márgenes de
aceptación de estas variaciones, tolerancias, para que los productos puedan ser considerados
válidos.
Los indicadores de capacidad son unos indicadores fundamentales del control estadístico de
los procesos y de la máquina, sobre todo como:
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 37
• Prueba de al aptitud del proceso o de la máquina, para cumplir con las
especificaciones.
• Indice de evaluación de la mejora del proceso / máquina, como consecuencia de las
acciones correctoras aplicadas.
La diferencia entre capacidad de la máquina y la capacidad del proceso estriba en que la
primera analiza la variabilidad de la propia máquina, y la segunda la capacidad global del
proceso, incluyendo las variables del mismo: personal, materia, métodos, etc. Los indices de
capacidad que normalmente se aplican son:
• Cm: Indice de Capacidad potencial continua de máquina. Cm�1,66.
• Cp: Indice de Capacidad potencial continua del proceso. Cm�1,66.
• Cmk: Indice de Capacidad real continua de máquina. Cm�1,66.
• Cpk: Indice de Capacidad real continua del proceso. Cm�1,66.
ESTUDIOS DE CAPACIDAD DE LAS MÁQUINAS
Para ello ha que determinar los índices de capacidad preliminar, tanto de las maquinas como
de los procesos. Para ello antes hay que cumplir con unos requisitos:
1º El tamaño de la muestra ha de ser amplio, de al menos 50 piezas producidas sin manipular
la máquina.
2º Los materias utilizados han de se comprobados con anterioridad.
3º Los aditivos utilizados han de ser estables, y han de encontrarse en perfectas condiciones.
4º Los aparatos de medida han de estar calibrados, y con una precisión mínima de 1/10.
Estos estudios de capacidad de máquinas han de realizarse a máquinas nuevas en el domicilio
del fabricante, máquinas nuevas en el domicilio del cliente, máquinas reparadas, máquinas
trasladadas, y en general toda máquina que ofrezca desconfianza.
ESTUDIOS DE CAPACIDAD DE LOS PROCESOS
La capacidad del proceso expresa la posibilidad que dicho proceso tiene, de producir piezas /
operaciones, dentro de los valores de tolerancia especificados, y viene definida por los índices
de capacidad respectivos.
La capacidad de un proceso depende de dos factores:
• De valor de su Media.
• Del valor de su variabilidad, es decir, de su Desviación Típica.

Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 38
Como puede observarse en las figuras, estos factores determinan la posición y forma de la
Curva Normal, correspondiendo las campanas de Gauss de la izquierda a procesos capaces.
Los estudios preliminares de capacidades de un proceso son estudiados a corto plazo, para
obtener información de un proceso nuevo o revisado, conforme a los requerimientos del cliente.
1º CAPACIDAD POTENCIAL PRELIMINAR DE PROCESO (MÁQUINA) PP.
Indica la capacidad potencial a corto plazo del proceso, para poder conseguir todas las piezas
dentro de las especificaciones.
Su valor viene determinado por el Índice de Capacidad Potencial Preliminar de Proceso PP o de
la máquina Cm, que se calcula del modo siguiente:
66,16
66,1 ≥−=�≥σ
ispp
TTPP
mpps ..156
1066,1 �±�=
σσ
Lo cual no significa necesariamente, que todas las piezas se encontrarán dentro de la
tolerancia, puesto que el proceso puede encontrarse descentrado, motivo por el que debe
calcularse la capacidad real preliminar del proceso.
2º CAPACIDAD REAL PRELIMINAR DEL PROCESO (MÁQUINA) PPK.

Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 39
Mide el centraje del proceso o máquinas a corto plazo, respecto a cada una de las tolerancias,
es decir, la tolerancia superior, y la tolerancia inferior. Se mide a través del Índice de Capacidad
Real Preliminar del Proceso PPK, o de la máquina PMK. Se toma el valor mínimo de Z.
sTX
ZósXT
Z
P
ii
st
pk
3__
3
66,1
−=−=
≥
3º CAPACIDAD POTENCIAL COTINUA DEL PROCESO CP.
Los estudios continuos de capacidad del proceso son una medida a largo plazo del
comportamiento del mismo con respecto a las especificaciones. La desviación típica o estándar
“s” se obtiene mediante mediciones realizadas en proceso de fabricación.
La capacidad potencial continua del proceso mide la capacidad potencial a largo plazo del
proceso para poder conseguir todas las piezas / operaciones dentro de las especificaciones,
puesto que comparara la Tolerancia= Ts – Ti, con la amplitud de las 6 desviaciones (6s).
Se determina por medio del Índice de Capacidad Potencial Continua del Proceso CP, lo cual no
significa que todas las piezas / operaciones se encantarán dentro de la tolerancia, puesto que
el proceso puede encontrarse descentrado, motivo por el que debe calcularse la capacidad real
continua del proceso.
33,16
33,1 ≥−=�≥sTT
CC ispp
mppsss
..60468
33,1 =±�=
4º CAPACIDAD REAL CONTINUA DEL PROCESO CPK.
Mide el centraje del proceso a largo plazo, respecto a cada una de las tolerancias, es decir
respecto de la Tolerancia Superior y de la Tolerancia Inferior, razón por la que se toma el valor
menor de cualquiera de ellos.
Se mide por el valor del Índice de capacidad real continuo del proceso CPK, que se calcula del
modo siguiente:
sTX
ZósXT
Z
C
ii
ss
pk
3__
3
33,1
−=−=
≥
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 40
Si se cumple que CPK es mayor o igual a 1,33 significa que se obtendrá el 99,73% de piezas
dentro de las tolerancias especificadas.
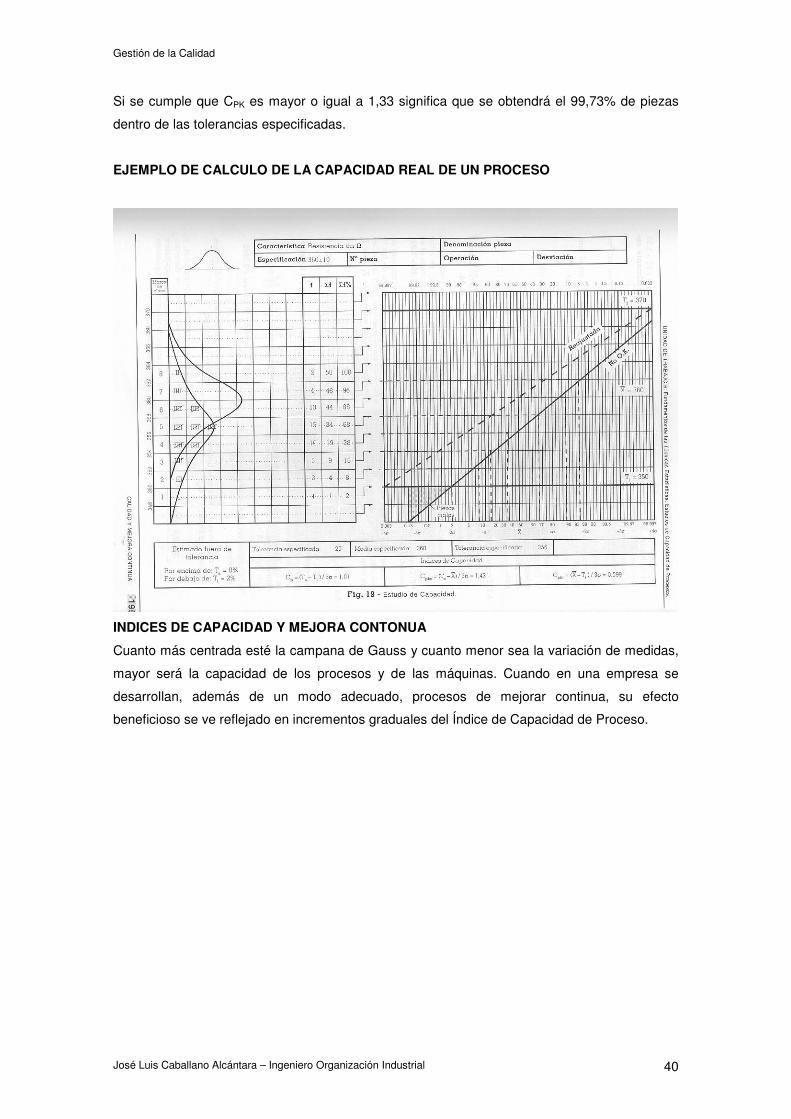
EJEMPLO DE CALCULO DE LA CAPACIDAD REAL DE UN PROCESO
INDICES DE CAPACIDAD Y MEJORA CONTONUA
Cuanto más centrada esté la campana de Gauss y cuanto menor sea la variación de medidas,
mayor será la capacidad de los procesos y de las máquinas. Cuando en una empresa se
desarrollan, además de un modo adecuado, procesos de mejorar continua, su efecto
beneficioso se ve reflejado en incrementos graduales del Índice de Capacidad de Proceso.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 41
TEMA 7. GRAFICOS DE CONTROL.
7.1 INTRODUCCIÓN. El control estadístico de procesos SPC es un importante instrumento de gestión de la calidad,
dentro de un planteamiento preventivo, en el que, teniendo en cuenta la existencia de
variaciones e inestabilidades a lo largo de los procesos, recomienda las mejoras necesarias,
para:
• Lograr procesos estables.
• Procesos potencialmente capaces de producir de un modo constante. CP � 1,33.
• Colocar al esfuerzo dentro de las especificaciones para que CPK � 1,33.
• Implantar el procedimiento para que aumente progresivamente el Índice de
Capacidad Potencial continuo de procesos CPK.
El Control Estadístico de Procesos SPC se realiza aplicando diversas técnicas, dentro de las
cuales conviene destacar la que utiliza los Gráficos de Control, puesto que es la de mayor
aceptación y uso.
7.2 DEFINICIÓN. Los gráficos de control son representaciones gráficas lineales que tiene como finalidad
estudiar, gestionar y evaluar la estabilidad de un proceso a lo largo del tiempo, en función de la
evolución del valor de una o varias variables determinadas que rigen dicho proceso.
Un proceso se dice que se encuentra “bajo control”, cuando tras ir eliminando una a una todas
las causas especiales de variabilidad, se encuentra libre de causas especiales, y preparado
para evaluar el índice de capacidad real continuo CPK, con la finalidad de poder mejorar el
proceso.
7.3 PARA QUÉ SE EMPLEAN. Se emplean para determinar, desde el punto de vista estadístico, si un proceso está “bajo
control”, o no, indicando si funciona bien o no el proceso. Mediante los Gráficos de Control se
detectan las causas especiales que producen la variabilidad de los procesos, lo que posibilita
su eliminación y la vuelta a una situación controlada, es decir, estable.
Cuando un proceso esta bajo control es posible predecir su comportamiento y evaluar su
capacidad de satisfacer las necesidades y/o expectativas de los cliente.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 42
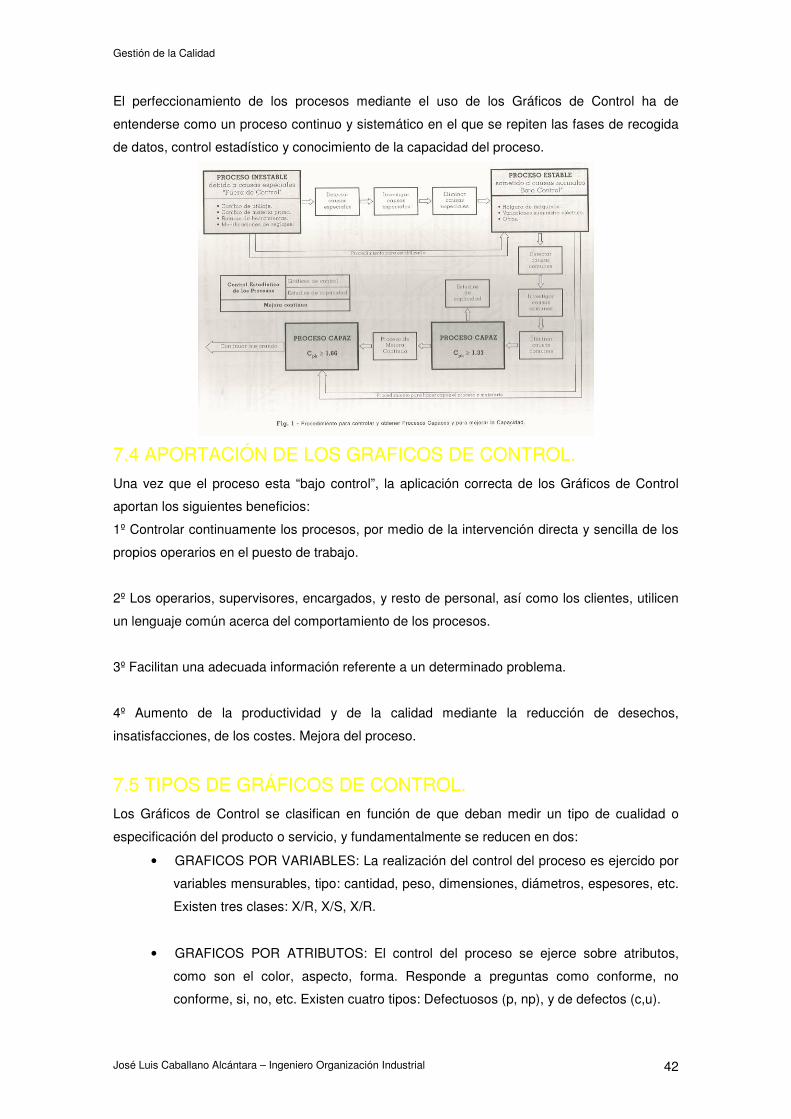
El perfeccionamiento de los procesos mediante el uso de los Gráficos de Control ha de
entenderse como un proceso continuo y sistemático en el que se repiten las fases de recogida
de datos, control estadístico y conocimiento de la capacidad del proceso.
7.4 APORTACIÓN DE LOS GRAFICOS DE CONTROL. Una vez que el proceso esta “bajo control”, la aplicación correcta de los Gráficos de Control
aportan los siguientes beneficios:
1º Controlar continuamente los procesos, por medio de la intervención directa y sencilla de los
propios operarios en el puesto de trabajo.
2º Los operarios, supervisores, encargados, y resto de personal, así como los clientes, utilicen
un lenguaje común acerca del comportamiento de los procesos.
3º Facilitan una adecuada información referente a un determinado problema.
4º Aumento de la productividad y de la calidad mediante la reducción de desechos,
insatisfacciones, de los costes. Mejora del proceso.
7.5 TIPOS DE GRÁFICOS DE CONTROL. Los Gráficos de Control se clasifican en función de que deban medir un tipo de cualidad o
especificación del producto o servicio, y fundamentalmente se reducen en dos:
• GRAFICOS POR VARIABLES: La realización del control del proceso es ejercido por
variables mensurables, tipo: cantidad, peso, dimensiones, diámetros, espesores, etc.
Existen tres clases: X/R, X/S, X/R.
• GRAFICOS POR ATRIBUTOS: El control del proceso se ejerce sobre atributos,
como son el color, aspecto, forma. Responde a preguntas como conforme, no
conforme, si, no, etc. Existen cuatro tipos: Defectuosos (p, np), y de defectos (c,u).
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 43
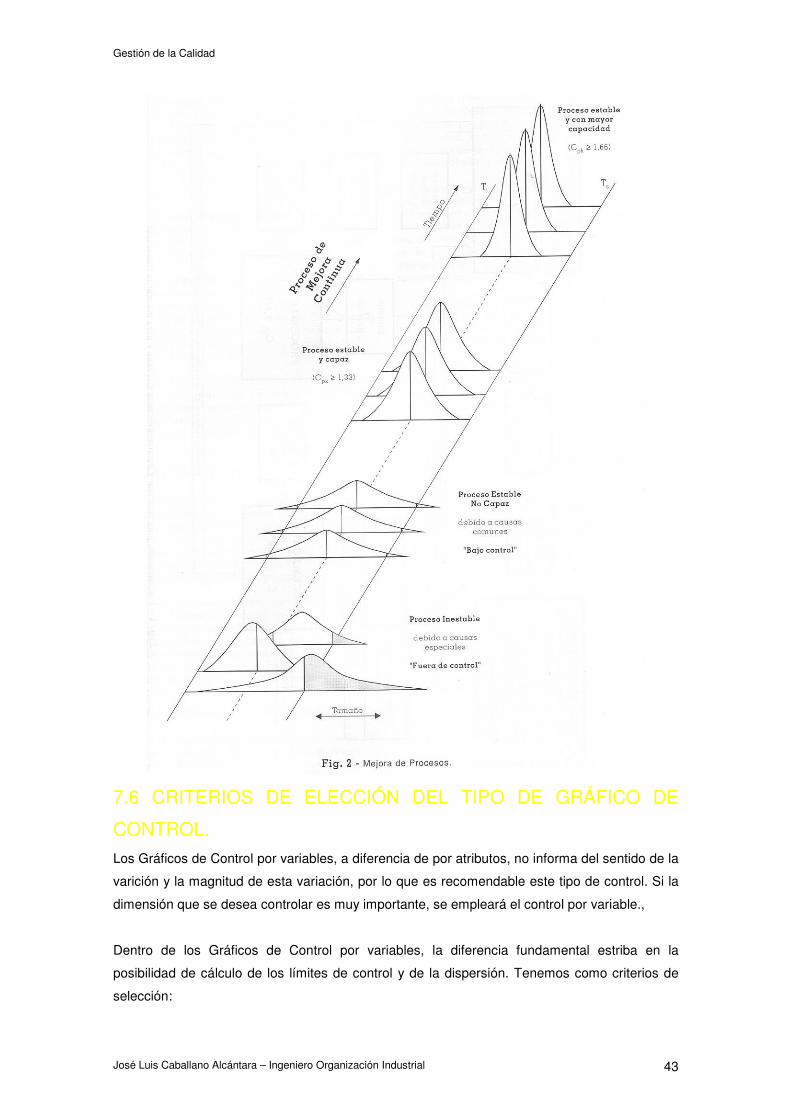
7.6 CRITERIOS DE ELECCIÓN DEL TIPO DE GRÁFICO DE
CONTROL. Los Gráficos de Control por variables, a diferencia de por atributos, no informa del sentido de la
varición y la magnitud de esta variación, por lo que es recomendable este tipo de control. Si la
dimensión que se desea controlar es muy importante, se empleará el control por variable.,
Dentro de los Gráficos de Control por variables, la diferencia fundamental estriba en la
posibilidad de cálculo de los límites de control y de la dispersión. Tenemos como criterios de
selección:
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 44
• Gráficos por variables X/S, X/R: Cuando las características de determinados
productos exijan una gran precisión o requieran una gran responsabilidad.
• Gráficos por atributos: En productos cuyo número de unidades defectuosas es
reducido, se recomienda el uso de gráficos p y np, mientras que para productos con
alta probabilidad de aparición de defectos se recomienda el gráfico u. Los gráficos c,
se utilizan cuando los productos son bastante complejos y además poseen un
número alto de defectos por cada unidad.
7.7 GRAFICOS DE CONTROL POR VARIABLES X´/R. Por medio de la representación gráfica de la evolución de los valores de la media X´, y de la
dispersión R a través del tiempo mediante el análisis de pequeñas muestras extraídas
periódicamente, se puede estudiar el comportamiento de dichos parámetros estadísticos, con el
fin de regular, controlar y mejorar los procesos; esas representaciones reciben el nombre de
Gráficos de Control por variables X´/R.
Los gráficos X´/R se confeccionan a partir de los datos aportados por la mediciones realizadas
sobre una de las características de la producción del proceso que se analiza. A tal fin, se ha de
establecer un plan de recogida de datos, de los que formará parte el tamaño de la muestra, la
frecuencia que se toman las muestras, y el número total de las mismas, con el objetivo de
garantizar la eficacia y eficiencia de los estudios estadísticos.
• Tamaño de la muestra: El número de unidades de cada muestra se elegirá
teniendo en cuenta que las posibilidades de variación entre las unidades han de ser
mínimas. Normalmente se toman 5 unidades consecutivas.
• Frecuencia de la muestra: Teniendo en cuenta que el objetivo fundamental de los
Gráficos de Control consiste en detectar lo cambios que se producen en el proceso a
lo largo del tiempo, la frecuencia ha de facilitar esta detección. Si se prevén una
variabilidad elevada, se tomarán muestras en intervalos muy cortos.
• Número de muestras: Lo determinan las necesidades de detectar variaciones y las
necesidades estadísticas. Como mínimo 25 o más muestras.
Los límites de los Gráficos de Control son unos valores referenciales que indican, cuando se
sobrepasan, que algo está ocurriendo en el proceso. Existen dos tipos de límites:
• Límites de Control: Divididos a su vez en Límite Superior y Límite Inferior. Cuando
se sobrepasan, significa que el proceso se encuentra fuera de control.
• Límites de Rechazo: También divididos en Límite Superior y Límite Inferior.
Solamente se utiliza en el Grafico X´, y señalan, cuando se sobrepasa, que en ese
momento se están fabricando piezas defectuosas.

Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 45
Los límites de Control X´ se calculan mediante las formulas siguientes:
RAdRTLRI
RAdRTLRS
RAXLCI
RAXLCS
iX
SX
X
X
22
22
2
2
)/3(
)/3(
−+=
+−=
−=
+=
Los límites del Gráfico R´:
RDLCI
RDLCS
R
R
3
4
=
=
Donde:
nXXX
X
muestraladeesindividualvaloreslosdeMediaX
kXXX
X
muestraslasdemediaslasdeMedidaX
kRRR
R
muestraslasderecorridoslosdeMediaR
nmuestratamañodeldependevalorcuyoesCoeficientDDRA
n
k
k
+++=
+++=
+++=
...
._______:
....______:
....______:
"._"______:,,,
21
21
21
4322
Cuando se inicia por primera vez el Gráfico de Control se desconocen los valores de X´´ y de
R´, por lo que es necesario su calculo:
No basta con conocer el procedimiento de elaboración de estos Gráficos, ya que lo
verdaderamente interesante desde el punto de vista del control y mejora es la interpretación.
Como principios básicos tenemos:
6)(
2
2 is
is
TTdR
TTX
−=
+=
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 46
• Hay que considerar los puntos no individualmente de forma que si caen dentro de los
límites, se pueden considerar que el proceso se encuentra controlado.
• Cuando la variación es natural, la mayoría de los puntos se encuentran cerca de la
línea central, son pocos los puntos que están cerca o tocan los límites de control. No
existen ningún punto fuera de los límites.
• Cuando la variación no es natural, ocurre todo lo contrario.
• Para analizar la variabilidad de la muestra analizamos el gráfico R´.
ANÁLISIS DE LOS DATOS EN EL GRAFICO R.
• Un punto fuera del límite de control superior normalmente indica que al variabilidad
pieza a pieza (dispersión) ha aumentado, o que la medida ha sufrido una
modificación por variación del operario o del equipo de medida.
• La aparición de 7 puntos sucesivos a una lado u otro de la línea media R sin salirse
de los límites señala un sesgo. Si forman una línea creciente o decreciente significa
que hay una tendencia. Si esta por encima de la línea significa que aumenta la
variabilidad, por desgaste de la máquina, cambio de los materiales, o un cambio en
el sistema de medición. Cuando esta por debajo, significa que esta mejorando el
proceso, o se ha producido un cambio en el sistema de medición.
• Si más de 2/3 de los puntos se encuentra cerca de la línea media, al igual que si 1/3
se encuentran cerca de los límites, significa que los límites de control han sido mal
calculados, los puntos han sido incorrectamente marcados (corregidos cuando se
aproximan al centro, o el muestreo se ha realizado de procesos distintos de la
máquina.
ANÁLISIS DE LOS DATOS EN EL GRAFICO X´.
• Uno o varios puntos fuera de los límites de control, indican presencia de causas
especiales en ese puntos, como pueden ser: límites o puntos marcados
incorrectamente, proceso modificado por accidente aislado, el sistema de medición
sufrió algún cambio.
• Tramos de 7 puntos sobre el mismo lado de la línea indican: la media del proceso ha
cambiado, o se ha modificado el proceso de medición.
• Tramos de 7 puntos crecientes o decrecientes indican: Desgaste de la herramientas,
mantenimiento incorrecto, fatiga de operarios, refrigerantes de mala calidad,
acumulación de residuos.
• Si más de 2/3 de los puntos se encuentra cerca de la línea media, al igual que si 1/3
se encuentran cerca de los límites, significa que los límites de control han sido mal
calculados, los puntos han sido incorrectamente marcados (corregidos cuando se
aproximan al centro, o el muestreo se ha realizado de procesos distintos de la
máquina.
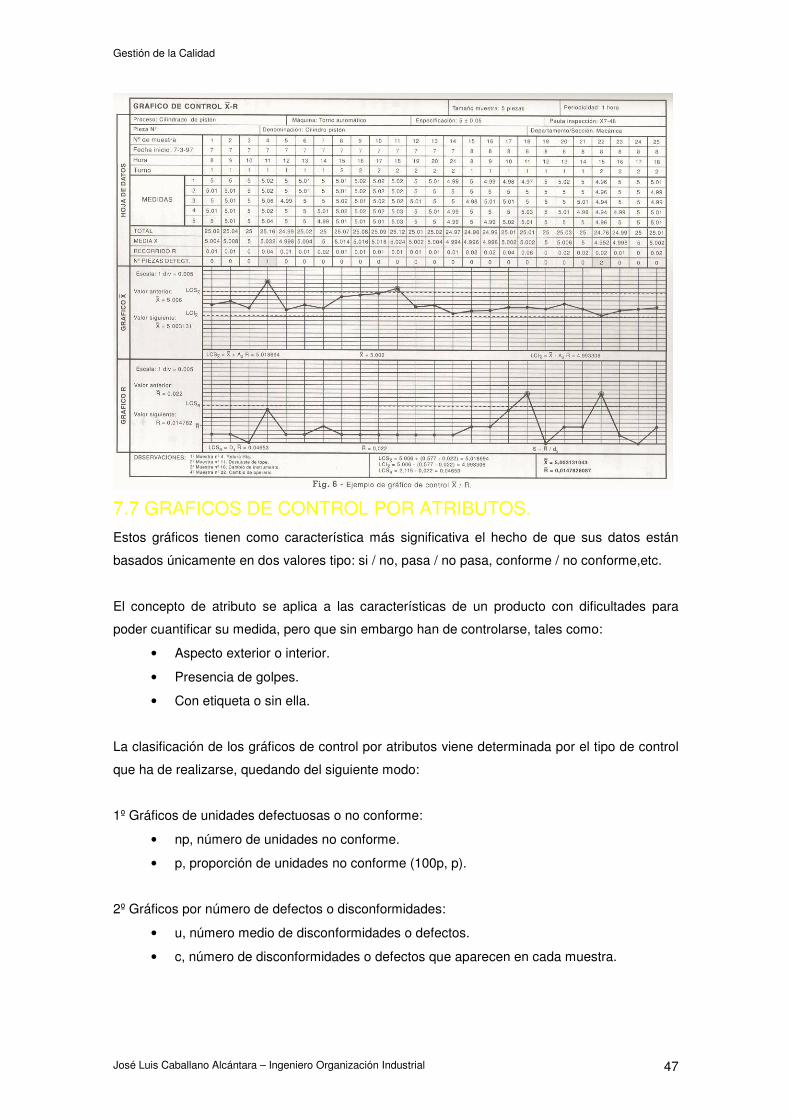
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 47
7.7 GRAFICOS DE CONTROL POR ATRIBUTOS. Estos gráficos tienen como característica más significativa el hecho de que sus datos están
basados únicamente en dos valores tipo: si / no, pasa / no pasa, conforme / no conforme,etc.
El concepto de atributo se aplica a las características de un producto con dificultades para
poder cuantificar su medida, pero que sin embargo han de controlarse, tales como:
• Aspecto exterior o interior.
• Presencia de golpes.
• Con etiqueta o sin ella.
La clasificación de los gráficos de control por atributos viene determinada por el tipo de control
que ha de realizarse, quedando del siguiente modo:
1º Gráficos de unidades defectuosas o no conforme:
• np, número de unidades no conforme.
• p, proporción de unidades no conforme (100p, p).
2º Gráficos por número de defectos o disconformidades:
• u, número medio de disconformidades o defectos.
• c, número de disconformidades o defectos que aparecen en cada muestra.

Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 48
El empleo de atributos surge cuando no resulta práctico realizar medidas, pero su uso es obliga
a establecer unos criterios de conformidad perfectamente definidos y conocidos por todos.
Aclaremos la diferencia entre p y 100p: si tenemos 10 unidades defectuosas de 100 unidades
verificadas, la fracción de unidades defectuosas viene dado por p=10/100=0,10 y el porcentaje
de unidades defectuosas es de 100p=10%.
GRAFICO “p”
Para se realización tenemos el procedimiento:
1º Recogida de datos
• Tamaño de muestra (n): suele ser grande, de entre 50 y 200.
• Frecuencia de muestreo: en términos de periodos de producción.
• Número de muestras (k): Mayor a 20.
2º Determinación del valor de la fracción de unidades no conformes para cada muestra, p.
muestraporunidadesnn
sdefectuosaunidadesdennp
donden
npp
___º:___º:
:
=
3º Calcular la fracción de unidades defectuosas media, p´.
��=
i
i
n
npp
4º Calcular los límites de control.
npp
pLCS p
)1(3
−+=
npp
pLCI p
)1(3
−−=
5º Establecer las escalas del gráfico y dibujar sus límites.
6º Marcar el valor p para cada muestra.
7º Interpretar los resultados de forma similar al gráfico X´/R.
GRAFICO “100p”
En este tipo de gráfico simplemente se sustituye el valor de “p” por el de “100p”, en las fórmulas
desarrolladas, de forma:
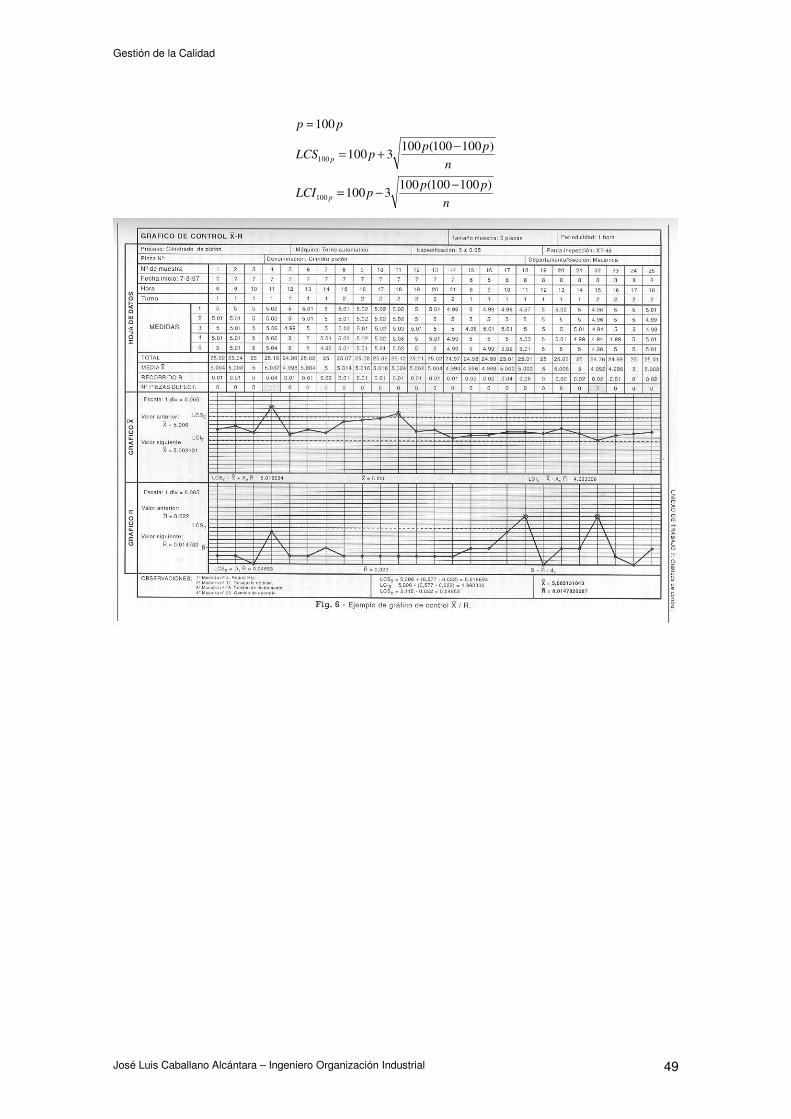
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 49
npp
pLCI
npp
pLCS
pp
p
p
)100100(1003100
)100100(1003100
100
100
100
−−=
−+=
=
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 50
TEMA 8. PLANES DE MUESTREO.
8.1 INTRODUCCIÓN
El principio básico de la calidad pasa por el diseño de productos, y procesos sin necesidad de
fallos, y a través de la inspección puesto que esta nunca será capaza de fabricar productos
fiables, sino que a lo sumo detectará productos defectuosos.
Solamente se podrá garantizar productos perfectos con inspección al 100%, o con procesos
perfectamente controlados cuyo índice capacidad real Cpk>1,66.
INSPECCIÓN AL 100%
En el muestreo al 100% se inspecciona todas las unidades producidas con la finalidad de
separar los artículos defectuosos. Como pueden cometerse errores, el propio proceso ha de
inspeccionarse y regularse. Su utilización se justifica con productos muy costosos. Sólo se
recomienda:
• En aquellos casos en los que resulta facil, económico y fiables.
• Si el lote es muy pequeño.
INSPECCIÓN POR MUESTREO
Mediante esta inspección se pretende aceptar o rechazar un lote, en función de los resultados
obtenidos por medios estadísticos de una muestra del lote. Como desventaja encontramos la
imposibilidad de conocer la calidad total, debido a los errores de tipo estadístico.
La inspección mediante planes de muestro es necesaria por:
• Cuando el tiempo para fabricar una unidad es menor al tiempo necesario para
inspeccionarla.
• Si la inspección implica un ensayo destructivo de la misma.
• La inspección al 100% resulta cara.
Es muy conveniente la inspección por muestreo en la recepción de materiales.
INSPECCIÓN CERO
Hay empresa con una gran experiencia que pueden prescindir de realizar inspecciones
8.2 ALGUNAS VENTAJAS DE LA INSPECCIÓN POR MUESTREO Las ventajas más significativas son:
1º Mediante muestreo estadístico se realiza la inspección para garantizar un nivel de calidad a
un menor coste.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 51
2º Facilita la elección de los planes de muestreo en función de la necesidades.
3º Forma parte del camino para realizar la calidad concentrada.
4º Es menos monótona y fatigosa que la inspección al 100%.
8.3 CONCEPTOS BÁSICOS LOTE (N): Es una serie homogénea de unidades de producción obtenidas en un determinado
proceso.
MUESTRA (n): Parte del lote sobre la que se realiza la inspección, con el objeto de evaluar la
calidad total del lote, en función de la cual se decide se acepta o no el lote. Conviene que la
muestra sea homogénea y aleatoria.
UNIDAD DE PRODUCTO: Es el elemento que se inspecciona para determinar si se le
considera defectuosos o válido.
DEFECTO: Es cualquier no conformidad de la unidad de producto respecto a las
especificaciones definidas.
Nº DE ACEPTACIÓN (A): Consiste en determinar el nº máximo de unidades defectuosas que
pueden existir en una muestra para el lote del cual ha sido extraída para que sea aceptada
como validad.
Nº DE RECHAZO (R): Consiste en determinar el nº mínimo de unidades defectuosas
existentes en una muestra para el lote del cual ha sido escogida para que sea rechazado.
CALIDAD EN UN LOTE: Es el % de unidad defectuosa que hay en un lote.
8.4 PLANES DE MUESTREO Y LA NORMA UNE 66-020 Los planes de muestreo señalan el número de unidades de la muestra que hay que
inspeccionar en cada lote, e indica el criterio para ver si se acepta o no el lote mediante los
valores de A y R.
La norma UNE-66.020 regula el establecimiento de los planes de muestreo y los
procedimientos de inspección, presentando las tablas especiales que han de utilizarse.
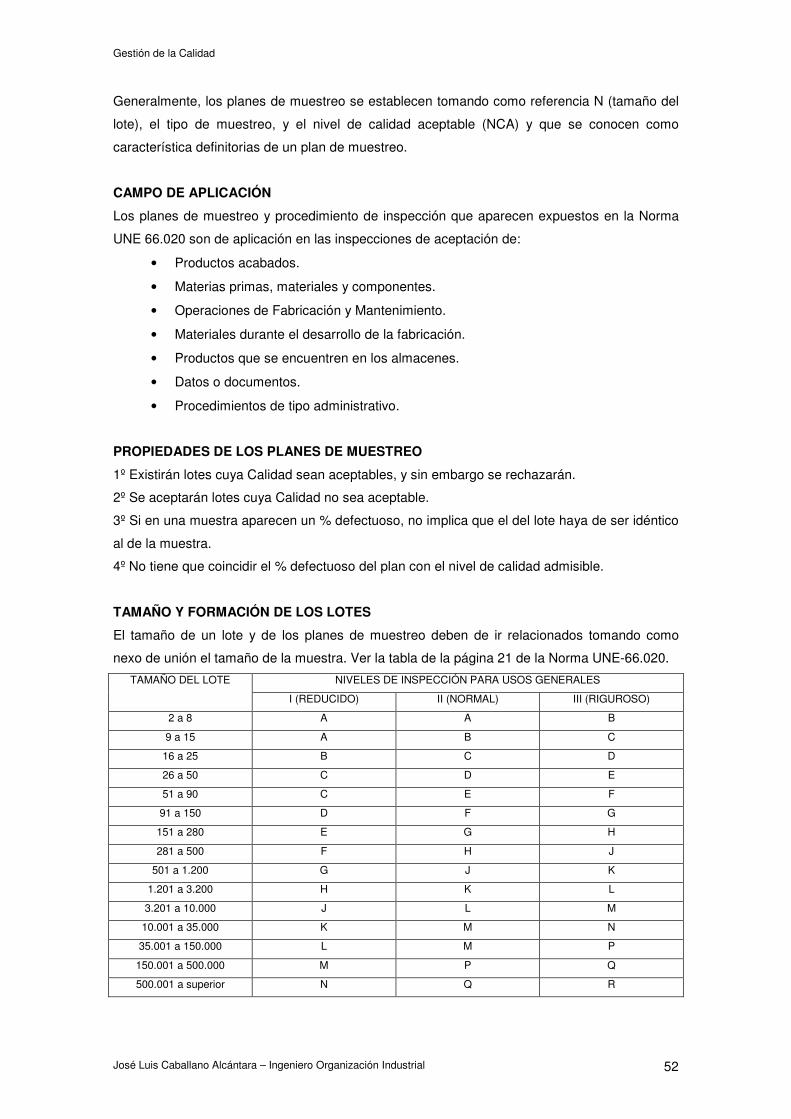
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 52
Generalmente, los planes de muestreo se establecen tomando como referencia N (tamaño del
lote), el tipo de muestreo, y el nivel de calidad aceptable (NCA) y que se conocen como
característica definitorias de un plan de muestreo.
CAMPO DE APLICACIÓN
Los planes de muestreo y procedimiento de inspección que aparecen expuestos en la Norma
UNE 66.020 son de aplicación en las inspecciones de aceptación de:
• Productos acabados.
• Materias primas, materiales y componentes.
• Operaciones de Fabricación y Mantenimiento.
• Materiales durante el desarrollo de la fabricación.
• Productos que se encuentren en los almacenes.
• Datos o documentos.
• Procedimientos de tipo administrativo.
PROPIEDADES DE LOS PLANES DE MUESTREO
1º Existirán lotes cuya Calidad sean aceptables, y sin embargo se rechazarán.
2º Se aceptarán lotes cuya Calidad no sea aceptable.
3º Si en una muestra aparecen un % defectuoso, no implica que el del lote haya de ser idéntico
al de la muestra.
4º No tiene que coincidir el % defectuoso del plan con el nivel de calidad admisible.
TAMAÑO Y FORMACIÓN DE LOS LOTES
El tamaño de un lote y de los planes de muestreo deben de ir relacionados tomando como
nexo de unión el tamaño de la muestra. Ver la tabla de la página 21 de la Norma UNE-66.020.
NIVELES DE INSPECCIÓN PARA USOS GENERALES TAMAÑO DEL LOTE
I (REDUCIDO) II (NORMAL) III (RIGUROSO)
2 a 8 A A B
9 a 15 A B C
16 a 25 B C D
26 a 50 C D E
51 a 90 C E F
91 a 150 D F G
151 a 280 E G H
281 a 500 F H J
501 a 1.200 G J K
1.201 a 3.200 H K L
3.201 a 10.000 J L M
10.001 a 35.000 K M N
35.001 a 150.000 L M P
150.001 a 500.000 M P Q
500.001 a superior N Q R
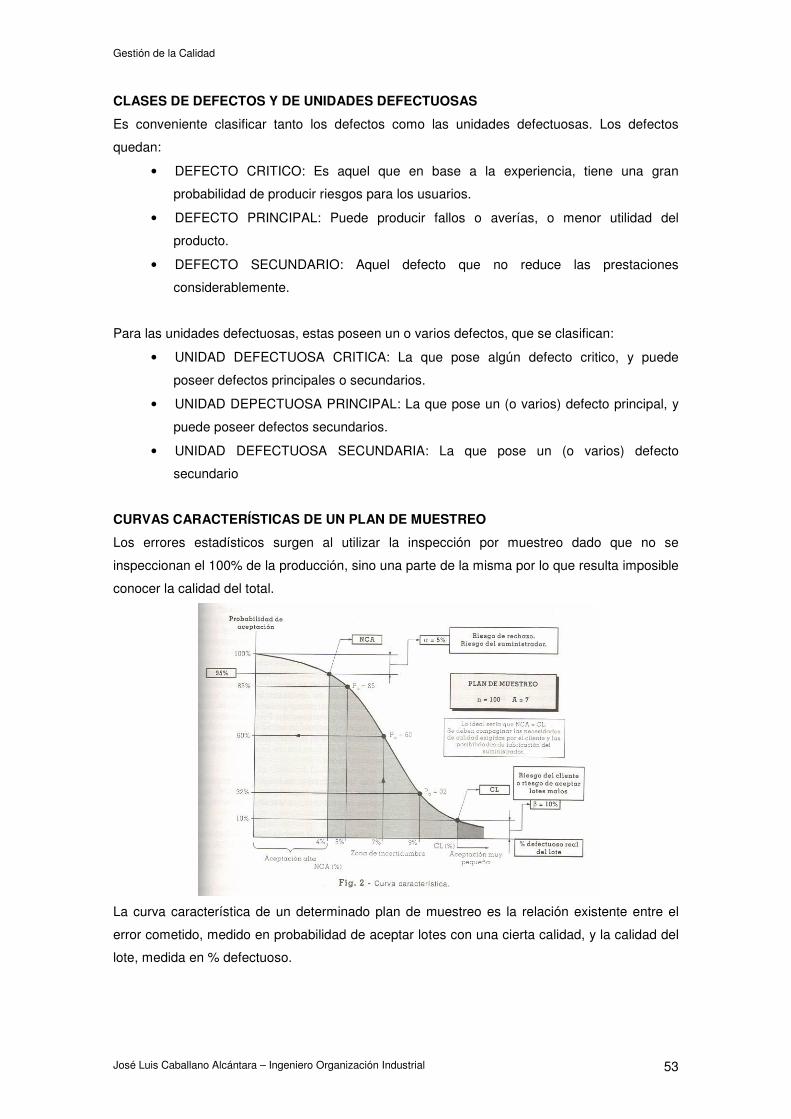
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 53
CLASES DE DEFECTOS Y DE UNIDADES DEFECTUOSAS
Es conveniente clasificar tanto los defectos como las unidades defectuosas. Los defectos
quedan:
• DEFECTO CRITICO: Es aquel que en base a la experiencia, tiene una gran
probabilidad de producir riesgos para los usuarios.
• DEFECTO PRINCIPAL: Puede producir fallos o averías, o menor utilidad del
producto.
• DEFECTO SECUNDARIO: Aquel defecto que no reduce las prestaciones
considerablemente.
Para las unidades defectuosas, estas poseen un o varios defectos, que se clasifican:
• UNIDAD DEFECTUOSA CRITICA: La que pose algún defecto critico, y puede
poseer defectos principales o secundarios.
• UNIDAD DEPECTUOSA PRINCIPAL: La que pose un (o varios) defecto principal, y
puede poseer defectos secundarios.
• UNIDAD DEFECTUOSA SECUNDARIA: La que pose un (o varios) defecto
secundario
CURVAS CARACTERÍSTICAS DE UN PLAN DE MUESTREO
Los errores estadísticos surgen al utilizar la inspección por muestreo dado que no se
inspeccionan el 100% de la producción, sino una parte de la misma por lo que resulta imposible
conocer la calidad del total.
La curva característica de un determinado plan de muestreo es la relación existente entre el
error cometido, medido en probabilidad de aceptar lotes con una cierta calidad, y la calidad del
lote, medida en % defectuoso.
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 54
El plan de muestreo se define a partir de (n, A), es decir, del tamaño de la muestra, y del
número de aceptación de la muestra. En la curva podemos ver la probabilidad de aceptar Pa
con una cierta calidad (% defectuoso en el lote).
NIVEL DE CALIDAD ACEPTABLE
Se puede definir el Nivel de Calidad Aceptable NCA, como el valor promedio máximo de
unidades defectuosas que el cliente-usuario está dispuesto a aceptar. Es decir, que puede que
acepte lotes con un % superior de defectos, siempre que se mantenga la media por como
máximo igual al NCA. El Nivel de Calidad Aceptable NCA, suele tener valores entre un 90% y
un 100%, siendo el más común el de 95%. El NCA se utiliza, con la “letra de código” del
tamaño de la muestra, para identificar los Planes de Muestreo.
CALIDAD LÍMITE
La Calidad Límite representa el máximo % defectos que se puede admitir en un lote individual.
Hemos dicho que el cliente puede aceptar lotes con peor calidad que la indicada en el NCA,
siempre que con los otros lotes se compensen y se guarde la media del NCA, pero para
protegerse el cliente de lotes con una calidad muy mala se define esta Calidad Límite. Suele
estar en un 10% de defectos.
RIESGOS DE LAS INSPECCIÓN POR MUESTREO
En las inspecciones por muestreo se ha de tomar las decisión de aceptar o no los lotes en
función de la calidad de las muestras inspeccionadas, lo que nos lleva a un doble riesgo:
1º RIESGO DEL PRODUCTOR (alfa): Consiste en la probabilidad o riesgo de rechazar por
error un lote de calidad aceptable, es decir, que analizada la muestra, se concluye que es
defectuoso por no cumplir el NCA, pero el lote en si, en su totalidad, si lo cumple. Es el error
que comete el productor o suministrador. El valor de alfa es de un 5%.
2º RIESGO DEL CONSUMIDOR (beta): La probabilidad o riesgo de aceptar por error un lote de
calidad no aceptable, cuando la muestra si nos da un valor aceptable, es decir dentro de la
Calidad Límite. El valor de beta es de un 10%.
RIGUROSIDAD EN LAS INSPECCIÓN POR MUESTREO
La norma UNE-66.020, prevé métodos conducentes a lograr ahorros económicos en las
inspección. La propia norma dispone de tablas para cada una de las inspecciones:
• NORMAL: Es la más empleada. Casi todas comienzan por esta.
• RIGUROSA: Es la inspección recomendada en los casos en los que la calidad no es
buena. Utiliza el mismo tamaño, pero introduce criterios de aceptación más severos.
• REDUCIDA: Es la utilizada cada vez que una serie de inspecciones normales han
dado una calidad muy buena, y además estable.
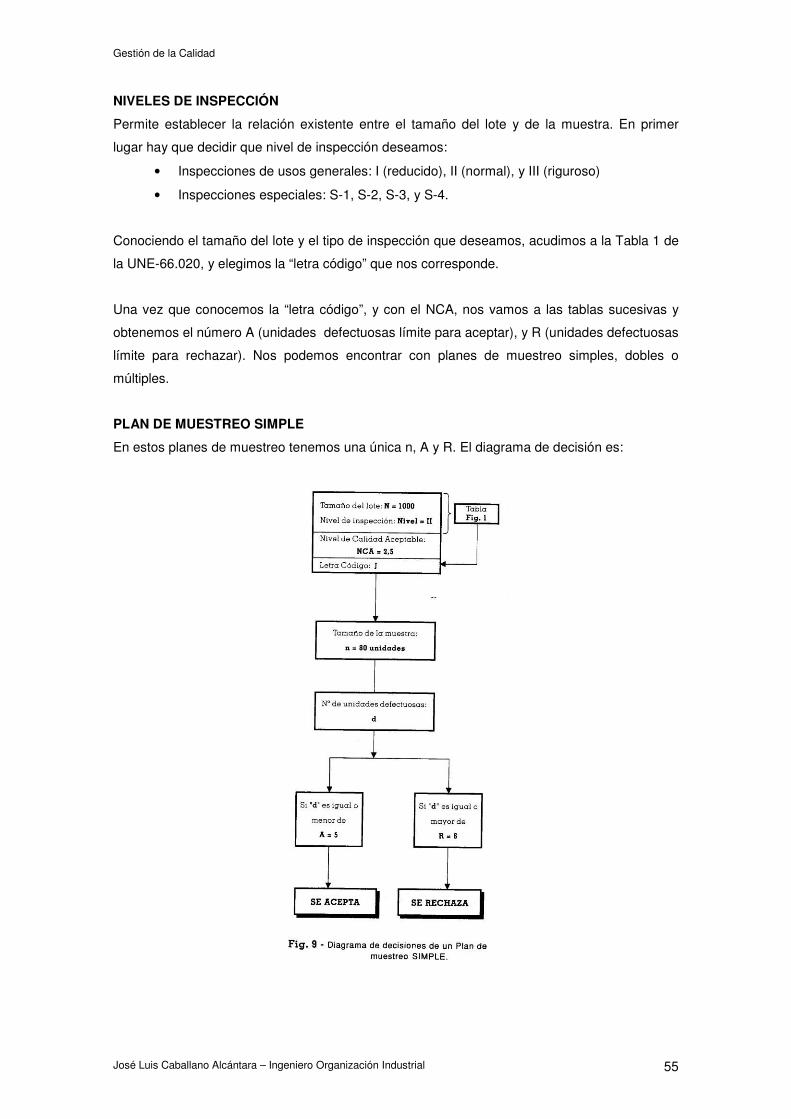
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 55
NIVELES DE INSPECCIÓN
Permite establecer la relación existente entre el tamaño del lote y de la muestra. En primer
lugar hay que decidir que nivel de inspección deseamos:
• Inspecciones de usos generales: I (reducido), II (normal), y III (riguroso)
• Inspecciones especiales: S-1, S-2, S-3, y S-4.
Conociendo el tamaño del lote y el tipo de inspección que deseamos, acudimos a la Tabla 1 de
la UNE-66.020, y elegimos la “letra código” que nos corresponde.
Una vez que conocemos la “letra código”, y con el NCA, nos vamos a las tablas sucesivas y
obtenemos el número A (unidades defectuosas límite para aceptar), y R (unidades defectuosas
límite para rechazar). Nos podemos encontrar con planes de muestreo simples, dobles o
múltiples.
PLAN DE MUESTREO SIMPLE
En estos planes de muestreo tenemos una única n, A y R. El diagrama de decisión es:
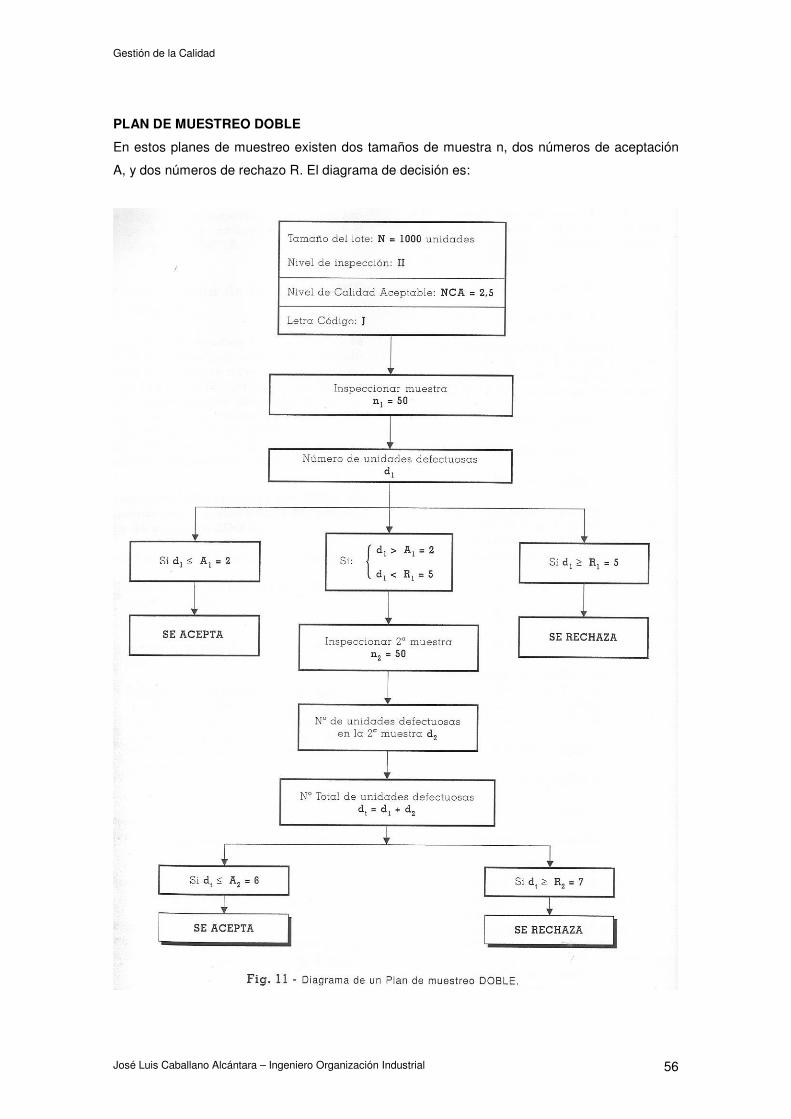
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 56
PLAN DE MUESTREO DOBLE
En estos planes de muestreo existen dos tamaños de muestra n, dos números de aceptación
A, y dos números de rechazo R. El diagrama de decisión es:
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 57
PLAN DE MUESTREO MÚLTIPLE
En el plan de muestreo múltiple, existen hasta 5 n, A y R. Es igual que la doble, pero cuando
llegamos al segundo nivel, si el número total de defectuosas es mayor que A2 y menor que R2,
tomamos la tercera pareja de A y R, y el tercer tamaño de muestra.
8.4 APLICACIÓN DE LA NORMA UNE-66.020 Se realiza las inspecciones según lo indicado anteriormente, comenzando con una inspección
normal. En el transcurso de las inspecciones, si es necesarios se pasará de una a otras
(rigurosas o reducidas). Para facilitar el trabajo se utiliza la tabla de anotaciones.
Los criterios para pasar de unas a otras son:
• NORMAL-RIGUROSA: Cuando 2 de 5 lotes consecutivos han sido rechazados.
• RIGUROSA-NORMAL: Cuando 5 lotes consecutivos han sido aceptados.
• NORMAL-REDUCIDA: Cuando 10 lotes consecutivos no han tenido incidencia.
• REDUCIDA-NORMAL: Cuando 1 lote es rechazado.
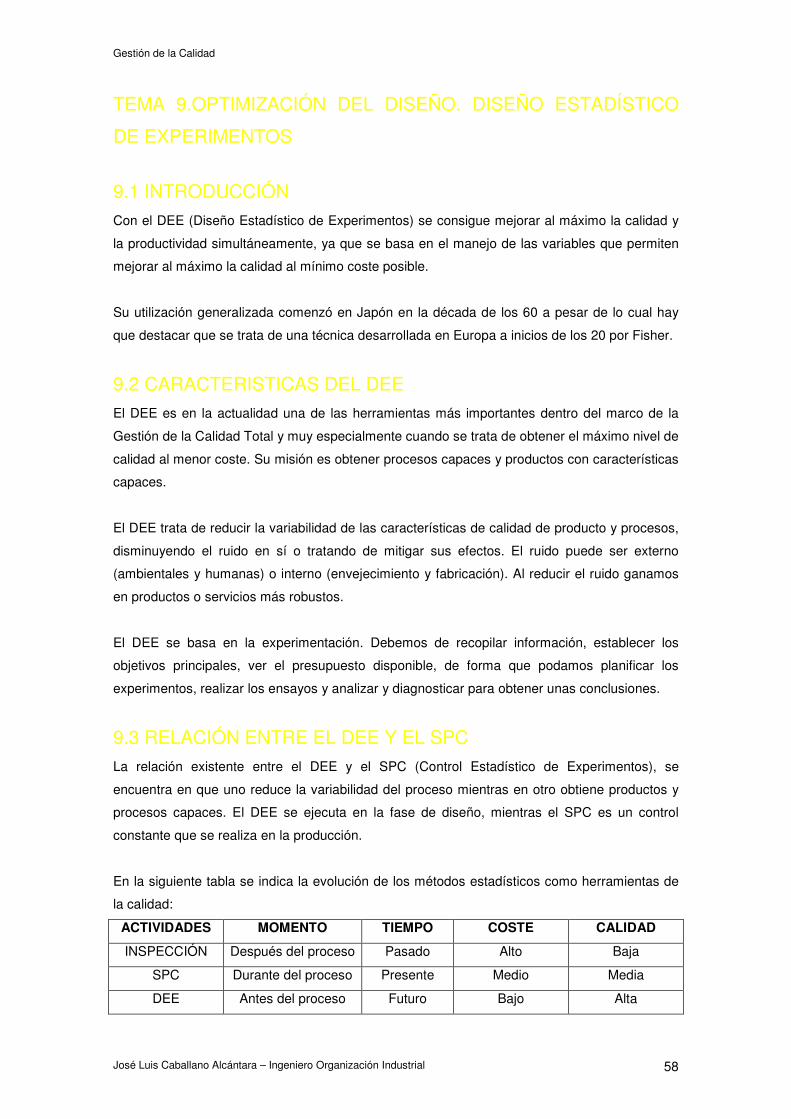
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 58
TEMA 9.OPTIMIZACIÓN DEL DISEÑO. DISEÑO ESTADÍSTICO
DE EXPERIMENTOS
9.1 INTRODUCCIÓN
Con el DEE (Diseño Estadístico de Experimentos) se consigue mejorar al máximo la calidad y
la productividad simultáneamente, ya que se basa en el manejo de las variables que permiten
mejorar al máximo la calidad al mínimo coste posible.
Su utilización generalizada comenzó en Japón en la década de los 60 a pesar de lo cual hay
que destacar que se trata de una técnica desarrollada en Europa a inicios de los 20 por Fisher.
9.2 CARACTERISTICAS DEL DEE El DEE es en la actualidad una de las herramientas más importantes dentro del marco de la
Gestión de la Calidad Total y muy especialmente cuando se trata de obtener el máximo nivel de
calidad al menor coste. Su misión es obtener procesos capaces y productos con características
capaces.
El DEE trata de reducir la variabilidad de las características de calidad de producto y procesos,
disminuyendo el ruido en sí o tratando de mitigar sus efectos. El ruido puede ser externo
(ambientales y humanas) o interno (envejecimiento y fabricación). Al reducir el ruido ganamos
en productos o servicios más robustos.
El DEE se basa en la experimentación. Debemos de recopilar información, establecer los
objetivos principales, ver el presupuesto disponible, de forma que podamos planificar los
experimentos, realizar los ensayos y analizar y diagnosticar para obtener unas conclusiones.
9.3 RELACIÓN ENTRE EL DEE Y EL SPC La relación existente entre el DEE y el SPC (Control Estadístico de Experimentos), se
encuentra en que uno reduce la variabilidad del proceso mientras en otro obtiene productos y
procesos capaces. El DEE se ejecuta en la fase de diseño, mientras el SPC es un control
constante que se realiza en la producción.
En la siguiente tabla se indica la evolución de los métodos estadísticos como herramientas de
la calidad:
ACTIVIDADES MOMENTO TIEMPO COSTE CALIDAD
INSPECCIÓN Después del proceso Pasado Alto Baja
SPC Durante del proceso Presente Medio Media
DEE Antes del proceso Futuro Bajo Alta
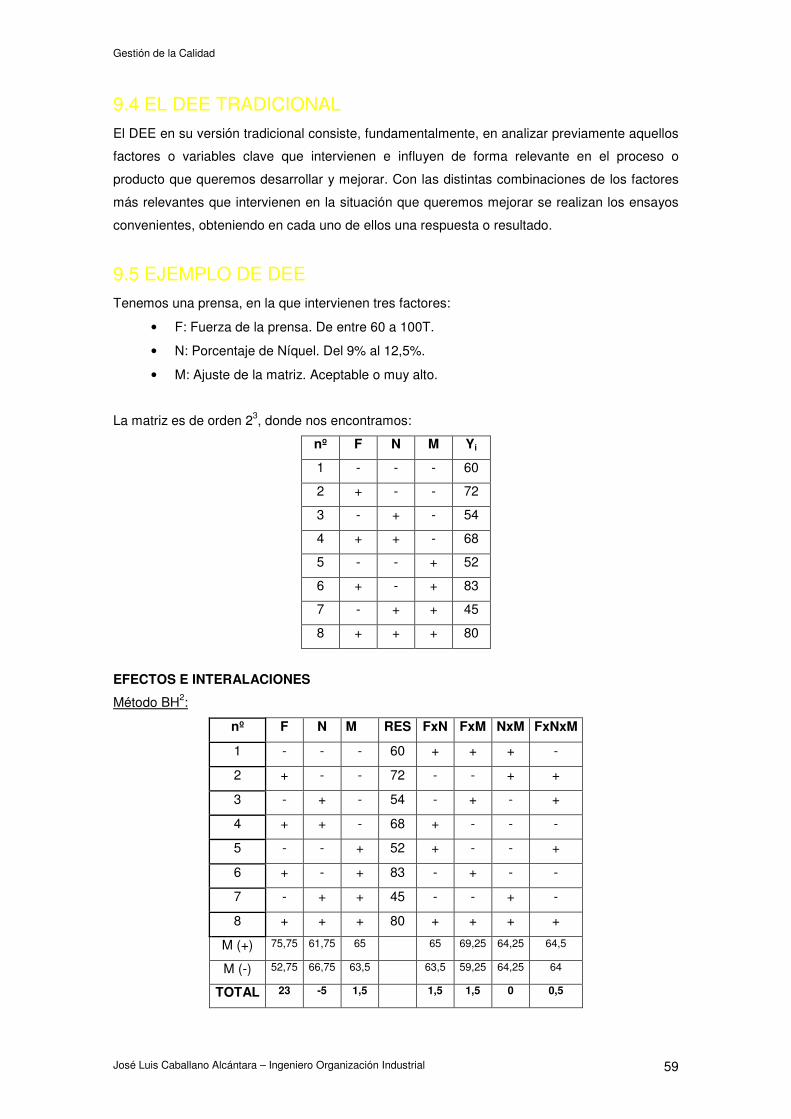
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 59
9.4 EL DEE TRADICIONAL El DEE en su versión tradicional consiste, fundamentalmente, en analizar previamente aquellos
factores o variables clave que intervienen e influyen de forma relevante en el proceso o
producto que queremos desarrollar y mejorar. Con las distintas combinaciones de los factores
más relevantes que intervienen en la situación que queremos mejorar se realizan los ensayos
convenientes, obteniendo en cada uno de ellos una respuesta o resultado.
9.5 EJEMPLO DE DEE Tenemos una prensa, en la que intervienen tres factores:
• F: Fuerza de la prensa. De entre 60 a 100T.
• N: Porcentaje de Níquel. Del 9% al 12,5%.
• M: Ajuste de la matriz. Aceptable o muy alto.
La matriz es de orden 23, donde nos encontramos:
nº F N M Yi
1 - - - 60
2 + - - 72
3 - + - 54
4 + + - 68
5 - - + 52
6 + - + 83
7 - + + 45
8 + + + 80
EFECTOS E INTERALACIONES
Método BH2:
nº F N M RES FxN FxM NxM FxNxM
1 - - - 60 + + + -
2 + - - 72 - - + +
3 - + - 54 - + - +
4 + + - 68 + - - -
5 - - + 52 + - - +
6 + - + 83 - + - -
7 - + + 45 - - + -
8 + + + 80 + + + +
M (+) 75,75 61,75 65 65 69,25 64,25 64,5
M (-) 52,75 66,75 63,5 63,5 59,25 64,25 64
TOTAL 23 -5 1,5 1,5 1,5 0 0,5
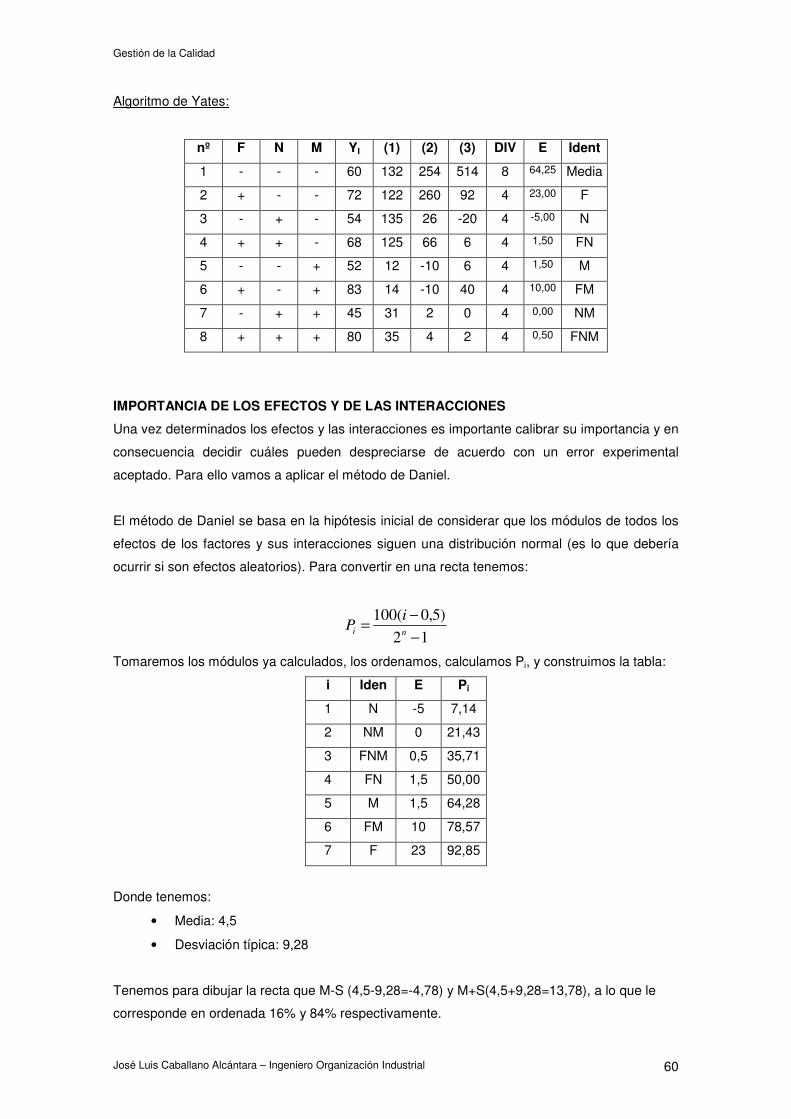
Gestión de la Calidad
José Luis Caballano Alcántara – Ingeniero Organización Industrial 60
Algoritmo de Yates:
nº F N M YI (1) (2) (3) DIV E Ident
1 - - - 60 132 254 514 8 64,25 Media
2 + - - 72 122 260 92 4 23,00 F
3 - + - 54 135 26 -20 4 -5,00 N
4 + + - 68 125 66 6 4 1,50 FN
5 - - + 52 12 -10 6 4 1,50 M
6 + - + 83 14 -10 40 4 10,00 FM
7 - + + 45 31 2 0 4 0,00 NM
8 + + + 80 35 4 2 4 0,50 FNM
IMPORTANCIA DE LOS EFECTOS Y DE LAS INTERACCIONES
Una vez determinados los efectos y las interacciones es importante calibrar su importancia y en
consecuencia decidir cuáles pueden despreciarse de acuerdo con un error experimental
aceptado. Para ello vamos a aplicar el método de Daniel.
El método de Daniel se basa en la hipótesis inicial de considerar que los módulos de todos los
efectos de los factores y sus interacciones siguen una distribución normal (es lo que debería
ocurrir si son efectos aleatorios). Para convertir en una recta tenemos:
12)5,0(100
−−= ni
iP
Tomaremos los módulos ya calculados, los ordenamos, calculamos Pi, y construimos la tabla:
i Iden E Pi
1 N -5 7,14
2 NM 0 21,43
3 FNM 0,5 35,71
4 FN 1,5 50,00
5 M 1,5 64,28
6 FM 10 78,57
7 F 23 92,85
Donde tenemos:
• Media: 4,5
• Desviación típica: 9,28
Tenemos para dibujar la recta que M-S (4,5-9,28=-4,78) y M+S(4,5+9,28=13,78), a lo que le
corresponde en ordenada 16% y 84% respectivamente.