Embed Size (px)
Citation preview

AK Steel Corporation
Bethlehem Steel Corporation
DaimlerChrysler Corporation
Dofasco Inc.
Ford Motor Company
General Motors Corporation
Ispat/Inland Inc.
LTV Steel Company
National Steel Corporation
Rouge Steel Company
Stelco Inc.
U.S. Steel Group, a Unit of USX Corporation
WCI Steel, Inc.
Weirton Steel Corporation
Auto/SteelPartnership
This publication was prepared by:
Body Systems Analysis Project TeamThe Auto/Steel Partnership Program
2000 Town Center, Suite 320Southfield, Michigan 48075-1123248.356.8511 faxhttp://www.a-sp.org
A/SP-9030-4 0100 2M PROGPrinted in U.S.A.
Automotive Body
Measurement System
Capability
Examining the impact of
the measurement system
on dimensional evaluation
processes.
Auto/Steel Partnership

Automotive Body Measurement System Capability
Auto/Steel Partnership ProgramBody Systems Analysis Project Team
2000 Town Center - Suite 320Southfield, MI 48075-1123
2000

Auto/Steel Partnership
AK Steel CorporationBethlehem Steel CorporationDaimlerChrysler Corporation
Dofasco Inc.Ford Motor Company
General Motors CorporationIspat Inland Inc.
LTV Steel CompanyNational Steel Corporation
Rouge Steel CompanyStelco Inc.
U. S. Steel Group, a Unit of USX CorporationWCI Steel, Inc.
Weirton Steel Corporation
This publication is for general information only. The material contained herein should not be used without first securing competent advice with respect to its suitability for any given application. This
publication is not intended as a representation or warranty on the part of The Auto/Steel Partnership – orany other person named herein – that the information is suitable for any general or particular use, or free from infringement of any patent or patents. Anyone making use of the information assumes
all liability arising from such use.
This publication is intended for use by Auto/Steel Partnership members only. For more information oradditional copies of this publication, please contact the Auto/Steel Partnership, 2000 Town Center, Suite
320, Southfield, MI 48075-1123 or phone: 248-945-7777, fax: 248-356-8511, web site: www.a-sp.org
Copyright 1999 Auto/Steel Partnership. All Rights Reserved.
ii

Table of Contents
Preface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vi
Executive Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.0 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.0 Body Measurement Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.1 Measurement System Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.2 Part Locating System (GD&T) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3.0 Gage Capability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73.1 Gage Capability for Checking Fixture Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73.2 Gage Capability for CMM Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
4.0 Measurement System Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114.1 Gage Error and Type of Part . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114.2 Gage Error and Dimensional Characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . 114.3 Effect of Dimensioning and Part Locating System (GD&T) on Accuracy . . . . . . 14
4.3.1 Case Study I: Effect of Clamping Sequence . . . . . . . . . . . . . . . . . . 154.3.2 Case Study II: Effect of Additional Clamping Locators . . . . . . . . . . . 17
4.4 Gage Variability and Part-to-Part Variation . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
5.0 The Effect of the Measurement System on Dimensional Evaluation Processes . . . 215.1 Gage Capability and Tolerances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 215.2 Constrained versus Over constrained Clamping Systems . . . . . . . . . . . . . . . . . 21
6.0 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
iii

iv
List of Figures
Figure 1. Measurement Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Figure 2. Body Coordinate System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Figure 3. The 3-2-1 Locating Scheme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Figure 4. Number of Locator Clamps at Company C versus Company E . . . . . . . . . . . . . . . .6
Figure 5. Histogram of Gage Standard Deviation for Checking Fixtures . . . . . . . . . . . . . . . . .7
Figure 6. Distribution of % Gage R&R (Goal < 30%) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Figure 7. Percent of Gage Variation Explained by Repeatability Error . . . . . . . . . . . . . . . . . . .8
Figure 8. Static versus Dynamic CMM Gage Repeatability Error . . . . . . . . . . . . . . . . . . . . . . .9
Figure 9. Distribution of Gage Error for Small Simple and Large Complex Parts . . . . . . . . . . .11
Figure 10. Correlation of Gage Error for Right and Left Coordinated Dimensions . . . . . . . . . . .12
Figure 11. Histogram of CMM Gage Variation for a One-Piece Body Side Outer Panel . . . . . . .12
Figure 12. High Gage Error vs. Datum Scheme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Figure 13. Gage Error by Part Area . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Figure 14. Dimensional Measurements for an Inner Quarter Panel . . . . . . . . . . . . . . . . . . . . . .15
Figure 15. Differences in Mean and Variation for Alternate Clamping Sequence . . . . . . . . . . . .16
Figure 16. Effect of Clamping Sequence on Dimension #4 . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
Figure 17. Body Side Conformance and Clamping Strategies . . . . . . . . . . . . . . . . . . . . . . . . . .17
Figure 18. Contribution of Gage Variation to Part-to-Part Variation . . . . . . . . . . . . . . . . . . . . . . .20

v
List of Tables
Table 1. Gage Variation by Manufacturer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Table 2. CMM vs. Checking Fixture Gage Repeatability for One-Piece Body Sides . . . . . . . .10
Table 3. Mean and Variation Conformance by Clamping Approach . . . . . . . . . . . . . . . . . . . .18
Table 4. Effect of Measurement Instrument on Mean Values: CMM vs. Feeler Gages . . . . . . .18
Table 5. Effect of Measurement Instrument on Variation: CMM vs. Feeler Gage Data . . . . . . .18
Table 6. Inherent Gage Error and Minimum Tolerance Requirements . . . . . . . . . . . . . . . . . . .21

Preface
This report is one of a series published by theAuto/Steel Partnership Body Systems AnalysisProject Team on stamping and assembly variation,body measurement systems and process valida-tion. These reports provide a summary of the proj-ect research and are not intended to be all inclu-sive of the research effort. Numerous seminarsand workshops have been given to individualautomotive manufacturers throughout the projectto aid in implementation and provide direct techni-cal support. Proprietary observations and imple-mentation details are omitted from the reports.
This automotive body development report,“Automotive Body Measurement SystemCapability,” updates ongoing research activitiesby the Body Systems Analysis Project Team andthe Manufacturing Systems staff at The Universityof Michigan’s Office for the Study of AutomotiveTransportation. The purpose of this report is toquantify the capability of various body measure-ment systems and to examine the impact of themeasurement system on dimensional evaluationprocesses.
A primary goal of this research is to develop newparadigms that will drive automotive body-in-whitedevelopment and manufacture towards a totaloptimized processing system. Previous reportsdescribed fundamental research investigatingsimultaneous development systems for designing,tooling and assembling bodies, and also flexiblebody assembly. Since the inception of thisresearch program, considerable emphasis hasbeen focused on dimensional validation of auto-motive body components. A major factor in thedimensional validation process is the role of themeasurement system.
The researchers are indebted to several globalautomotive manufacturers for their on-going dedication and participation in this research. Theyare DaimlerChrysler Corporation, Ford Motor
Company, General Motors Corporation, NissanNUMMI, Opel and Renault. Each conducted experiments under production conditions, involv-ing hundreds of hours of effort, often requiring thecommitment of numerous production workers andengineering personnel. Although it is impracticalto mention each one of these individuals, we dooffer our sincere appreciation.
The reports represent a culmination of severalyears of effort by the Body Systems AnalysisProject Team. Team membership, which hasevolved over the course of this project, includes:
J. Aube, General Motors CorporationH. Bell, General Motors CorporationC. Butche, General Motors CorporationG. Crisp, DaimlerChrysler CorporationT. Diewald, Auto/Steel PartnershipK. Goff, Jr., Ford Motor CompanyT. Gonzales, National Steel CorporationR. Haan, General Motors CorporationS. Johnson, DaimlerChrysler CorporationF. Keith, Ford Motor CompanyT. Mancewicz, General Motors CorporationJ. Naysmith, Ronart IndustriesJ. Noel, Auto/Steel PartnershipP. Peterson, USXR. Pierson, General Motors CorporationR. Rekolt, DaimlerChrysler CorporationM. Rumel, Auto/Steel PartnershipM. Schmidt, Atlas Tool and Die
The University of Michigan TransportationResearch Institute conducted much of theresearch and wrote the final reports. The principalresearch team from the Manufacturing SystemsGroup was:
Patrick Hammett, Ph.D. (734-936-1121/[email protected]) Jay Baron, Ph.D. (734-764-4704/[email protected])Donald Smith, Associate Director (734-764-5262)
vi

Executive Summary
The Auto/Steel Partnership (A/SP) is an innova-tive international association that includesDaimlerChrysler, Ford, General Motors and elevenNorth American sheet steel producers. ThePartnership was formed in 1987 to leverage theresources of the automotive and steel industries topursue research projects leading to excellence inthe application of sheet steels in the design andmanufacture of vehicles. The Partnership hasestablished project teams that examine issuesrelated to steel properties including strength, dentresistance, surface texture and coating weights,as well as manufacturing methods, includingstamping, welding and design improvements.
This automotive body development report updatesongoing research activities by the A/SP BodySystems Analysis Project Team and theManufacturing Systems staff at The University ofMichigan’s Office for the Study of AutomotiveTransportation. The purpose of the study is toquantify the capability of various body measure-ment systems and then to examine the impact ofthe measurement systems on dimensional evalua-tion processes.
In the automotive industry, the role of sheet metalmeasurement systems is critical and costly mistakes can result from poor gage designs andmisinterpretation of data. The two most commonsheet metal measurement technologies, hardgages and coordinate measuring machines, bothtactile (CMM) and optical (OCMM), are usedextensively for die buyoff, process validation andprocess control monitoring. The first step prior tousing the measurement system is to verify therepeatability and reproducibility (R&R) of the sys-tem and, to determine accuracy.
Achieving acceptable gage R&R for large, non-rigid sheet metal parts is problematic. Non-rigidpanels are typically large panels of thinner gaugesuch as body sides, fenders, quarter panels, etc.Overall, R&R variation is only slightly lower forCMM's than for hard fixtures, and this variation isprimarily due to the loading and unloading of partsinto the fixture. Reproducibility is the greatestsource of R&R variation for both hard fixtures and
CMM’s, accounting for about 85% and 90% of totalR&R variation respectively. The industry rule-of-thumb that gage R&R account for less than 30% ofthe tolerance is a major factor influencing part tolerances, check point locations and checkingfixture design, particularly for panels that are notrigid. In order to comply with the 30% R&R rule,check points on non-rigid parts often require mini-mum tolerances of +/- 0.75 mm, and +/- 0.5 mm onrigid parts. Because gage R&R accounts for asignificant portion of the tolerance, measurementfixtures, especially hard gages are more effectiveat detecting process mean shifts for process control than they are at identifying changes inprocess variation.
Since non-rigid panels deflect with clamping pres-sure and from their own weight, redundant loca-tors and clamps are often used to establish the ref-erence plane once the panel is loaded onto thechecking fixture. The use of multiple or redundantlocators provides both an opportunity and adilemma. The problem of over-constraining partsfor measurement is that the checking fixture dis-torts the part and introduces stresses. The prob-lem when measuring over-constrained parts is thatthey can be held as they would be during theassembly process, and therefore the measure-ment system can help anticipate build quality. Thedatum or clamping sequence can be altered inorder to shift variation to areas of the part that maynot be as critical as the interface between twomating flanges, for example. De-emphasizing theactual process variation and measurement accu-racy and focusing attention on how parts willassemble is consistent with a functional build phi-losophy.
The functional build philosophy for part measuringadvocates that the measurement fixture reflectsthe assembly of the part with respect to locatingand holding clamps. Areas of the part wheremeasurements are concentrated are criticalassembly areas such as mating flanges, cut linesand possible interference points. Since gage R&Rand accuracy are difficult to attain and verify accu-rately, die rework decisions are not based solelyon measurement data, except in obvious caseswhere deviations are extreme. In some cases, crit-ical areas can be “netted” first, or fixed to their
1

desired location, and variation transferred to othernon-critical areas of the part, both in the measure-ment fixture and in the assembly fixture. Althoughthe measurement locations focus on the ability toassemble parts, over-stressing of panels must beminimized. The ideal functional build fixture
minimizes the amount of over-constraining, yet hassufficient constraints so that part loading andunloading results in consistent assembly qualitywith minimal inherent stress.
2

1.0 Introduction
To evaluate automotive body quality, NorthAmerican manufacturers are incorporating moredata-based decisions to replace subjective opin-ions. Inherent in to this approach, however, is anunderstanding of the quality of the data collected,and hence the effectiveness of the measurementsystems used. This report assesses the strengthsand limitations of automotive body measurementsystems and considers their impact on dimension-al evaluation strategies.
An ideal measurement system produces resultsthat agree exactly with a master standard.Unfortunately, measurement systems with suchproperties are rare. These systems routinely pro-duce data with measurement biases and variation.Measurement biases are deviations betweenmeasured values and the true values obtained byusing more precise measuring equipment.Measurement variation relates to the inability toobtain the same value for repeated measurementsof the same part. Automotive manufacturers typi-cally evaluate the impact of measurement systemvariation using gage capability studies, gagerepeatability and reproducibility studies, and otheranalysis methods outlined in the “MeasurementSystems Analysis” reference manual(1) publishedby the Automotive Industry Action Group (AIAG).
The measurement system plays a critical role inany dimensional evaluation process. In the case ofthe automotive body, its role is particularly influen-tial. Body manufacturers measure most part features in absolute space using X, Y, and Z coordinates rather than as relative distancesbetween points. Absolute space measurementsare more complex, particularly for angled surfaces. They are also heavily dependent uponthe part locating system, or datum scheme, whichoften is difficult for parts lacking rigidity.Manufacturers frequently have to over-constrain apart in order to meet gage capability require-ments. Adding or moving a locator in a part hold-ing fixture, however, may significantly change thedimensional mean and variation for a particularpart feature. In some cases, these measurement
system effects limit the ability to identify realdimensional problems, as some mean deviationsare attributable to the part locating system ratherthan the stamping die.
The purpose of this report is to examine the capa-bility and limitations of the various body measure-ment systems, including hard checking fixturesand coordinate measuring machines. The sup-porting data are based primarily on studies at thenoted manufacturers
In this report, the various measurement systemsused in automotive body manufacturing aredescribed first. Section 3 provides typical levels ofgage capability for the most widely used checkingfixture and coordinate measurement systems.Section 4 examines sources of gage error andcompares gage variation and inherent part-partvariation. Section 5 considers the impact of themeasurement system on dimensional measurement strategies. The impact of the measurement system on the assignment of parttolerances is examined, along with the use of over-constrained fixtures to measure non-rigiddetail components.
This report will show that although body measure-ment systems typically have sufficiently low gageerror, they have limitations in terms of measure-ment biases. The lack of rigidity of stamped partsrequires manufacturers to violate standard partlocating principles. Although violating these principles by adding secondary locators reducesgage variation, it also creates measurement biases. In other words, the location of part featuresin measurement fixtures may not correlate to partpositioning in assembly tools. The effect of thesemeasurement biases is that manufacturers shouldnot simply evaluate a part characteristic relative toits gage readings, but also in relation to assemblyprocesses.
3
1“Measurement Systems Analysis: Reference Manual,” Second Edition, February 1995, Automotive Industry Action Group (AIAG).

2.0 Body Measurement Systems
2.1 Measurement System Applications
The most widely used systems to measure auto-motive bodies and their stamped components arechecking fixtures, often called hard gages, andcoordinate measuring machines, the CMMs.CMMs may either be mechanical or optical.Mechanical CMMs are usually stationary, that is,fixed plates, although portable CMM systems areseeing increased usage. Figure 1 below illustratesa checking fixture and a stationary coordinatemeasurement machine.
Figure 1. Measurement Systems
The use of a particular measurement systemdepends largely on application and measurementobjectives. Typically, manufacturers use coordi-nate measuring machines for larger, complexparts requiring numerous dimensional checks. Ofthe coordinate measuring machines, stationarysystems in environmentally controlled-rooms arethe most common, and are considered the mostaccurate and repeatable. Other benefits are theirflexibility, in terms of adding dimensional checks,and that they may be operated using automatedprograms, thereby reducing the need for meas-urement personnel to be present.
Portable CMMs are even more flexible than stationary CMMs because adding dimensionalchecks does not require programming, and theycan be moved to the process. This flexibility allowsmanufacturers to use these systems for problemsolving during stamping tryout. Some manufactur-ers also use them on the shop floor to measureassembly-tooling locators. The principal concernwith portable CMMs is their limitations in measur-ing the exact location of a part characteristicacross a large sample of parts. They also are moreoperator intensive. Thus, portable CMMs are usedprimarily to measure only one or two parts.
Another type of coordinate measuring machinecommon in body manufacturing is the optical version (OCMM). Typically, these machines areused for on-line measurement because theirreduced cycle time allows them to be used at production speeds. These on-line OCMMs makereal-time, 100% inspection of bodies and majorsub-assemblies possible. OCMMs also eliminatematerial handling problems that result from trans-porting large, complex-shaped assemblies to aspecial CMM inspection room. One concern withOCMMs, however, is their accuracy or measure-ment bias. Manufacturers often program mean off-sets to coordinate OCMM actual readings withCMM data. Accuracy issues often result fromproblems with camera alignment and controllingthe environment, including shadow effects, underproduction conditions. Another potential problem
4
Body Side - Check Fixture
Body Side - CMM

5
with OCMMs is part locating. Some OCMM usersalign parts mathematically by measuring locatorholes and surfaces. They then reference part char-acteristics to this datum scheme. Unfortunately,part measurements based on mathematical align-ment often differ from fixture measurements due toproblems created by locator hole distortions, partmovement during clamping in fixtures or theeffects of gravity.
Although coordinate measurement systems offertremendous flexibility and data collection efficien-cy, they often are not used for process control inpress shops. Generally, OCMMs are consideredtoo expensive and impractical for widespread usein stamping. CMMs often are considered impracti-cal for smaller stamped parts with few dimensionsbecause of their long processing times. CMM pro-cessing time includes transportation to a specialinspection room, wait time for a measuringmachine to become available, set up time, andmachine cycle time. Long CMM processing timesdelay feedback of measurement information whichimpairs process control effectiveness.
Most manufacturers rely on hard checking fixturesto measure stamped parts for process control. Theprincipal advantage of checking fixtures is thatmanufacturers can locate them near a press or asub-assembly line, thus providing quick feedbackon process performance. The principal concernsfor manufacturers using checking fixtures are costand measurement capability. Checking fixturesgenerally cost more than CMM holding fixturesbecause manufacturers have to mount checkingrails and data collection bushings at dimensionallocations. In terms of gage capability, checkingfixtures generally are considered less accurateand repeatable than coordinate measurement sys-tems. This capability generalization will be exam-ined further in the next section.
2.2 Part Locating System
One of the main components of a measurementsystem is the part reference or locating system.Regardless of the measurement technology, near-ly all part measurements are relative to a partdatum scheme described on GeometricDimensioning and Tolerancing (GD&T) drawings.These datum schemes provide a reference systemfor all part surfaces and features using body coor-dinates. Figure 2 below illustrates a typical bodycoordinate system. This system replaces the tradi-tional X, Y, and Z directional designations withfore/aft (X), in/out (Y), and up/down or high/low (Z).The 0,0,0 point of the car is the front, lower, centerposition.
Figure 2. Body Coordinate System
Holding fixtures used in measuring systems andassembly operations often follow a 3-2-1 locatingscheme to position parts. Under this scheme,three locators position a part in a primary plane ordirection. Two locators then position the part in a secondary direction leaving one locator for thetertiary direction. This approach fixes the part in 3-dimensional space and satisfies the six degreesof freedom constraint. For some product designs,manufacturers replace the three locators for thesecondary and tertiary directions by using two
Y AXIS RIGHTI/O - R (In/Out) Right
C/L (Centerline)C/C (CrossCar)
+ Positive on Right Side
Z AXISU/D (Up/Down)H/L (High/Low)
B-O (Bottom - O)
Y AXIS LEFTI/O - L (In/Out) Left
C/L (Centerline)C/C (CrossCar)
- Value entered asNegative on Left Side
X AXISF/A (Fore/Aft)
F/O (Front - O)
0,0,0

6
round pins, one fitting a circular hole and the othera slot. The pin locates the part in two directions,in/out and fore/aft. The slot then becomes the
other locator for the secondary direction. Figure 3below is a schematic representation of the 3-2-1principle using the hole/slot combination.
The lack of rigidity for many stamped componentsand assemblies often forces manufacturers to vio-late the 3-2-1 locating scheme and use additionallocators to position parts in a stable and repeat-able manner. As a result, the locating scheme forsheet metal is sometimes referred to as n-2-1. Then denotes the three or more locators needed toposition a part in a primary plane. The number of
additional constraints may vary greatly betweenmanufacturers. For example, Figure 4 belowshows a similar body side outer panel design attwo manufacturers. Company C has ten primarylocators in the in/out direction while company Ehas twenty. The effects of different part locatingschemes on gage error are examined in subse-quent sections.
Figure 3. The 3-2-1 Locating Scheme
Up / Down
In / Out
Fore / Aft
In / OutFore / Aft
Clamp
ClampUp / Down
Hole
ClampUp / Down
SlotIn / Out
Up / Down
Figure 4. Number of Locator Clamps at Company C versus Company E
Pin U/D &F/A
Pin U/D &F/A
Pin U/D
ClampsDetail Fix.
Company E - 22 Clamps / 2 PinsCompany C - 9 Clamps / 1 Pin

7
gage
% o
f D
imen
sio
ns
20%
15%
10%
5%
0%
0.01
0.03
0.05
0.07
0.09
0.11
> 0
.12
Median = 0.0395th Percentile = 0.09
Figure 5. Histogram of Gage Standard Deviation for Checking Fixtures
3.0 Gage Capability
3.1 Gage Capability for Check Fixture Data
Measurement systems are subject to variation andtherefore, dimensional analysis of a process first,requires an evaluation of gage capability. Mostmanufacturers evaluate capability using gageR&R studies. gage repeatability refers to the vari-ation in measurements obtained when one opera-tor uses the same gage for measuring identicalcharacteristics of the same parts. Gage repro-ducibility refers to the variation in the average ofmeasurements made by different operators usingthe same gage to measure identical characteris-tics of the same parts. The total gage variation,Equation 1, is based on repeatability and repro-ducibility. To compute the capability of a measur-ing device, manufacturers typically compare therange of gage variation, estimated by 5.15 x gage,
to the tolerances, Equation 2.
Equation 1Total Gage Variation: gage=√ 2 repetability+ 2 reproducibility
Equation 2% Gage Capability (Gage R&R) =
5.15 gage
*100%
To assess gage capability, the automotive industrytypically uses a 30% rule. This rule states that therange of gage variation must be less than 30% ofthe total tolerance for a part dimension, or gageR&R < 30%. For instance, if the tolerance for somepart characteristic is +/- 0.7 mm, the gage standard deviation must be less than 0.08 mm(30% x 1.4 / 5.15 < .08).
Table 1 and Figure 5 below summarize gage variation across several parts in three case studies. Overall, these studies suggest that manu-facturers achieve similar levels of gage variation.Note that although Case Study II had a higher 95thpercentile value, it exhibited a similar mediansigma gage. Since this case study considered significantly more parts, it likely provides the bestestimate of the distribution of gage error.
Tolerance
Table 1. Gage Variation by Manufacturer
Case # Parts / Median 95th PercentileStudy (# Dimensions) gage gage
I 4 (34) 0.04 0.06
II 61 (428) 0.03 0.11
III 12 (309) 0.03 0.07
All 77 (771) 0.03 0.09

8
Figure 6 below shows the distribution of gagecapability for the 700 part dimensions presentedin Figure 5. Over 90% of the dimensions exhibiteda gage R&R less than 30%. In addition, more than50% of the dimensions had a gage R&R less than
10%. Although the inherent gage variation is usu-ally acceptable, a small percentage of dimensionsstill have gage error concerns. The following section discusses why certain dimensions havelarger gage variation.
% o
f D
imen
sio
ns
% Gage R&R
10%
0%
< 10% 10-20% 20-30% 30-40% 40%
20%
30%
40%
50%
60%
Median = 0.0395th Percentile = 0.09
Figure 6. Distribution of % Gage R&R (Goal < 30%)
The next step is to determine which of the twocomponents of gage variation, repeatability orreproducibility, account for the greater proportionof the gage variance. The data in Figure 7 below,based on Case Study III, suggest that nearly 85% of the observed gage error may be attributedto repeatability. The principal cause of this gage
repeatability error relates to the loading/ unloadingof parts in the fixture and not the variability in themeasurement probe. Once a part is located in afixture, measurement probes are quite repeatable,with repeatability less than 0.01 mm without loading/unloading between measurement trials.
% o
f D
imen
sio
ns
% of Explained by Repeatability
0%
10%
20%
30%
40%
50%
60%
< 50% 50-60% 60-70% 70-80% 80-90% 90-100%
70%
gage
gage
= .03
= .01
2 2 = 85%
AVG
AVG
AVG repeatability
reproducibility
repeatability
Figure 7. Percent of Gage Variation Explained by Repeatability Error

9
% of CMM Explained by Setup (load/unload)
% o
f D
imen
sio
n
0%
20%
40%
60%
80%
100%
<60% 60-70% 70-80% 80-90% 90-100%
gage
repeatability
= .04
= .007
2 2 = 93%
AVG
AVG
AVG
static
setup-dynamic
dynamic
Figure 8. Static versus Dynamic CMM Gage Repeatability Error
3.2 Gage Capability for CMM Data
Evaluating the capability of a CMM differs slightlyfrom a check fixture. Since CMM measurementsare taken using automatic programs, manufactur-ers generally are not concerned with the operatoror reproducibility effect. In this instance, the gagevariability for a CMM consists primarily of repeata-bility. Some manufacturers, however, break CMMgage repeatability down to static repeatability anddynamic repeatability. Dynamic repeatability, orsetup error, represents the ability to measure iden-tical part characteristics using the same gage onthe same part with loading and unloading betweenmeasurement trials. In the case of static repeata-bility, the part is not unloaded or unclampedbetween trials. Thus, static repeatability repre-sents the pure error in the measurement instru-
ment. The breakdown of CMM gage repeatabilitymay be represented mathematically usingEquation 3.
Equation 3CMM gage error: repeatability=√ 2 static+ 2 setup-dyanamic
Figure 8 below separates CMM repeatability intostatic and dynamic repeatability. These data sug-gest that the dynamic repeatability, based on thesetup or loading/unloading of the part in the hold-ing fixture, is the main source of CMM gage error.Here, more than 90% of the repeatability error
repeat may be attributed to loading and unloadingof the part between measurement trials.

10
The next step is to compare the repeatability of aCMM to that of checking fixtures or hard gages.Unfortunately, data based on identical parts andholding fixtures are not available to make thesecomparisons. Thus, the following analysis repre-sents a general comparison of measurement sys-tems. Table 2 below summarizes the repeatabilityfor integrated or one-piece body side outer panelsat four manufacturers. These data indicate that forsimilar clamping strategies, gage repeatabilityerror appears only slightly better for a CMM. Thisresult is not surprising given that gage variationrelates primarily to the load/unload operation and
not the static repeatability of the measurementprobe. These data also suggest that using moreover-constrained holding fixtures tends to have a greater influence than the measurement technology in terms of reducing gage error. Forexample, although companies A and B have similar one-piece body side designs, with integrat-ed quarter panels, the CMM gage repeatabilityerror at company B is higher than at company A.One explanation is that company B uses significantly less clamps in their measurement fixture, 5 versus 11 cross-car clamps.
Table 2. CMM vs. Checking Fixture Gage Repeatability for One-Piece Body Sides
(Note: Body Side for company C in this table is different than in prior tables)
Measurement # Cross Car Median 95th PercentileCompany System Clamps repeatability repeatability
A CMM 11 0.04 0.06
B CMM 5 0.04 0.13
C Check Fixture 10 0.05 0.08
G CMM 17 0.01 0.03

4.0 Measurement System Analysis
A fundamental question in evaluating measure-ment systems is whether to separate the analysisof the gage from the part characteristics. Somemanufacturers maintain that evaluating gagecapability should be independent of the part fea-tures. Here, manufacturers use a subset of partcharacteristics to evaluate gage capability.Unfortunately, the distribution of gage error shownpreviously does not support this strategy. In thefollowing sub-sections, several issues are identi-fied that affect gage error and measurement bias-es.
4.1 Gage Error and Type of Part
Figure 9 below compares the distribution of gagevariability of large/complex and small/simpleparts. Large/complex parts tend to have a widerdistribution of gage variation than small/simpleparts. One reason for this difference is the effect ofthe measurement system clamps on individualdimensional characteristics. Small/simple partstypically may be constrained using the basic 3-2-1 approach. In this situation, the clamping effectdoes not appear to significantly affect gage error.For large/complex parts, however, the use of addi-tional clamps (n-2-1) can significantly reducegage error in certain localized areas within a part.For example, dimensions in stable areas, eitherdue to proximity to locator clamps or rigidity oflocalized part area, often have less gage variationthan non-stable areas. These issues are exploredin the next sub-section.
11
% o
f D
imen
sio
ns
0%
10%20%
30%40%
50%60%
70%
0.03 0.06 0.09 >0.09
-90% of Small/Simple-66% of Large/Complex
Small/Simple Large/Complex
< 0.06< 0.06
gage
gage
gage
Figure 9. Distribution of Gage Error for Small/Simple and Large/Complex Parts
4.2 Gage Error and DimensionalCharacteristics
Figure 10 on page 12 compares the gage variationfor respective dimensions on ten right and left mir-ror image components. If gage error is truly inde-pendent of the characteristics being measured,
then low correlation between right and left mirrordimensions might be expected. Figure 10, howev-er, shows a significant correlation of R=0.75, suggesting a relationship between gage error andindividual part characteristics.

12
Even within a single part, considerable variabilityin gage error may exist. Figure 11 below shows thegage error distribution for a relatively uncon-strained body side of company B. This histogram
suggests that gage error across a part is not inde-pendent of the part characteristic being meas-ured.
LH
0.00
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.02 0.04
Correlation, R = 0.75
0.06 0.08 0.10 0.12
gage
RH gage
Figure 10. Correlation of Gage Error for Right and Left Coordinated Dimensions
% o
f D
imen
sio
ns
0%
5%
10%
15%
20%
25%
0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.1 >.1
Gage Repeatability ( )repeatability
Median95th Percentile
= .04= .13
repeatability
repeatability
Figure 11. Histogram of CMM Gage Variation for a One-Piece Body Side Outer Panel
(Based on 105 dimensions)

13
To further explore this lack of independence,Figure 12 below illustrates high and low gage vari-ation areas for a body side outer in relation to partlocating clamps. Again, one predominant theory toexplain why certain dimensions have higher gagevariation is lack of part constraint in certain localregions and not the measurement technology. Forthis body side, those areas located close toclamps are well constrained and exhibit low sigma
gage measurements ranging from 0.01 to 0.04. Incontrast, areas of the part that are less-con-strained exhibit significantly larger sigma gagemeasurements, as high as 0.15. This lack of con-straint and the resulting gage variation can causecertain areas of the part that are not well con-strained to also exhibit higher part variation.
Figure 12. High Gage Error vs. Datum Scheme
(Clamps designated by )
Sigma Gage~0.10
Sigma Gage~0.02
Sigma Gage~0.10Sigma Gage~0.03
Sigma Gage~0.10 Sigma Gage~0.15
Sigma Gage~0.15
Sigma Gage~0.01
Sigma Gage~0.15
Sigma Gage~0.04
Figure 13 on page 14 illustrates gage error andlocalized part rigidity for another body side outerpanel. This figure also suggests that gage error isnot independent of the part characteristic beingmeasured. More stable dimensions in heavilyformed areas, such as the B-pillar, typically exhib-it less gage variation than less stable measure-
ment areas in the quarter panel and wheelhouse.Because of this greater gage variation, these lessrigid areas of large/complex parts typically havegreater part variation than those in more stablemeasurement areas.

14
Figure 13. Gage Error by Part Area
Sigma Gage~0.05 – 0.07
4.3 Effect of Dimensioning and Part LocatingSystem (GD&T) on Accuracy
In addition to repeatability and reproducibility,whether for a CMM or check fixture, manufacturersshould also evaluate dimensional measurementbiases. For instance, they should examine whetherthe observed measurement mean biases accu-rately reflect their true means. Manufacturers oftenuse additional clamps beyond the 3-2-1 locatingscheme to hold a panel in a stable position. Asmentioned previously, this approach can introducemeasurement biases for certain dimensions. Thisbias is the deviation of the observed mean from its true mean.
Traditionally, manufacturers assess the true meanof a part characteristic by using more precisemeasurement equipment. However, given theunique influence of the part locating system onstamping measurements, it is recommended thatbody manufacturers consider part positioning inthe assembly operations to identify the true mean.Manufacturers use GD&T in body manufacturingbecause the positioning of the parts or the locationof a mating part dimension is as critical as theactual part size. Thus, body measurement systems must strive to yield dimensions that accurately reflect the positioning of a part charac-
teristic, such as a mating flange, at time of assem-bly. Inconsistencies between assembly fixturesand detail measurement fixtures result in discrep-ancies between measurement data and part posi-tioning at time of assembly.
Many of these discrepancies are related to partdatum schemes. Part holding fixtures using addi-tional clamps beyond 3-2-1 often create measure-ment biases by temporarily bending a part duringclamping. This bending may shift a dimensioneither toward or away from its target or nominalspecification. Thus, the observed mean for adimension can reflect its actual position plus a fix-ture effect.
Similarly, the observed part variation may alsoinclude a fixture effect. Non-rigid sheet metal com-ponents typically conform to their holding fixturesbased on their clamping sequence, or the order inwhich locator pins and clamps are engaged tohold a part during measurement. Dimensions nearthose clamps engaged first may exhibit less variation than those engaged last. Theseobserved variations change for different clampingsequences.
Sigma Gage~0.05 – 0.07
Sigma Gage~0.05 – 0.07
Sigma Gage~0.02 – 0.03

15
When the locating system of a fixture affects boththe observed mean and variation of non-rigid partdimensions, it becomes an active part of themeasurement system. This contrasts with a pas-sive measurement system where dimensionalmeans are not dependent on the checking fixturelocating scheme or clamping sequence. Forinstance, if a manufacturer measures the relativedistance between two features, the actual locatingscheme may become less critical if the fixture isnot deforming the part.
Two case studies are presented, showing theeffects of the part locating system on measure-ment biases and variation.
4.3.1 Case Study I: Effect of ClampingSequence
In Case Study I, the effect of clamping sequenceon gage error for a quarter inner panel was con-sidered. This experiment studied the effect ofaltering the clamping sequence by changing theorder of the last three clamps (see Figure 14,
below). In the second sequence, the clamp neardimension #4 was engaged before the two clampslocated next to dimensions #1 and #3. The pur-pose of this second sequence was to determine ifvariation in dimension #4 might be reduced sinceit has the smallest assigned tolerance of dimen-sions #1, #3, and #4. The same ten panels weremeasured for each clamping sequence.
Figure 15 on page 16 summarizes the differencesin the mean and variability for various dimensionsusing the two clamping sequences. Both the meanand standard deviation for dimension #4 changedby altering the clamping sequence as seen inFigure 16, also on page 16. As a result of adecrease in the standard deviation, the Cp indexfor this point increased. The second sequence,however, did result in increased variation fordimensions 1 and 3, but these points have largertolerances than # 4. The mean and variation for thedimensions did not change for those located nearclamps 6 and 7, where the sequence was notaltered.
Figure 14. Dimensional Measurements for an Inner Quarter Panel
Clamp
Pt. 6
Pt. 4Pt. 3
Pt. 1
Clamp
Pt. 7

16
This study shows that by changing the clampingsequences, manufacturers can shift variation toless critical areas without actually changing thepart. It also confirms the widely held belief thatclamping sequence affects dimensional measure-ments. For non-rigid parts, manufacturers can pro-duce different estimates for dimensional meansand variation depending upon the clampingsequence. The ramifications of these findings aresignificant. Since clamping in assembly tooling
typically occurs simultaneously as opposed tomanually in measurement holding fixtures, manu-facturers must accept some potential measure-ment biases and variation inconsistencies in theirstamping data. They should exercise cautionbefore reworking or adjusting a process closer tonominal because of the potential lack of a relation-ship between measurement data and part posi-tioning at time of assembly.
Dev
iati
on
fro
mN
om
inal
(m
m)
Check Point
Original Alternate
1.251.000.750.500.250.00
1 3 4 6 7 8 Sta
nd
ard
Dev
iati
on
(m
m)
Check Point
Original st. dev. Alternate st. dev.
0.20
0.15
0.10
0.05
0.001 3 4 6 7 8
Figure 15. Differences in Mean and Variation for Alternate Clamping Sequence
6543210.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
Clamp last Clamp first
Observation
Dev
iatio
n fr
om N
omin
al (m
m)
87 10
.20 mm
.45 mm
9
Figure 16. Effects Of Clamping Sequence on Dimension #4

17
4.3.2 Case Study II: Effect of AdditionalClamping Locators
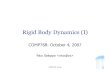
Case Study II compared constrained versus over-constrained clamping strategies. Figure 17 belowillustrates ten dimensions on a body side innerpanel and the location of two sets of clamps. The
constrained system uses 9 cross-car clamps, and the over-constrained system uses 17. In thisexperiment, ten body sides were measured usingboth a CMM and a feeler gage for the two clamp-ing systems.
Figure 17. Body Side Conformance and Clamping Strategies
P7
Over-Constrained (17 C/C Clamps
Constrained (9 C/C Clamps)
P6
P5 P4P3
P1P2
P8
P9
P10
Table 3 on page 18 indicates that the use of additional clamps may significantly shift meandimensions and reduce variation. In this study,three of the ten dimensions shifted more than 0.5 mm. Interestingly, these mean shifts were notalways toward nominal. One dimension, P10, shift-ed away from nominal using the more constrainedclamping system. The point of this case study wasnot simply to show dimensional changes due to
clamping, but to question the ability to accuratelyassess mean deviations.
This experiment also indicates significant variationreductions for several dimensions using the moreconstrained clamping system, particularly in thecenter pillar and wheelhouse area check pointsP1, P2, P6, and P9.

Table 4 below compares mean dimensional meas-urements between CMM data and feeler gagedata using both constrained and over-constrainedsystems. These data suggest that the CMM had asignificant effect on mean values. Four dimensionsshifted over 0.5 mm between the CMM data andthe feeler gage data. Furthermore, in all caseswhere dimensions shifted, the CMM mean dimen-sions had greater mean deviations than the feeler
gage data. Table 5 below examines the potentialimpact of the measurement gage on variation. Theresults of this analysis are mixed. Two dimensionsshow significant reductions using feeler gages,although the overall observed product variationdoes not differ significantly between measurementinstruments.
18
Table 3. Mean and Variation Conformance by Clamping Approach
Average Deviation from Nominal (mm) by Panel Dimension
MedianP1 P2 P3 P4 P5 P6 P7 P8 P9 P10 Difference
Constrain (9 clamps) -0.54 -0.96 -0.46 0.09 0.10 -0.29 0.70 -0.06 -0.74 0.56
Over-Constrain (17 clamps) -0.20 -0.45 0.15 0.38 0.43 -0.23 0.67 -0.09 -0.55 1.60
Mean Difference 0.34 0.51 0.61 0.29 0.33 0.06 0.03 0.03 0.19 1.04 0.31
Standard Deviation (mm) by Panel Dimension
AverageP1 P2 P3 P4 P5 P6 P7 P8 P9 P10 Sigma
Constrain (9 clamps) 0.23 0.21 0.19 0.18 0.21 0.16 0.31 0.09 0.15 0.22 0.20
Over-Constrain (17 clamps) 0.08 0.03 0.14 0.14 0.25 0.07 0.20 0.17 0.06 0.16 0.13
Statistical Difference?(based F-test, =.05) Dec Dec – – – Dec – – Dec –
Table 5. Effect of Measurement Instrument on Variation: CMM vs. Feeler Gage Data
Standard Deviation (mm) by Panel Dimension
AverageP1 P2 P3 P4 P5 P6 P7 P8 P9 P10 Sigma
CMM (17 clamps) 0.08 0.03 0.14 0.22 0.25 0.07 0.20 0.17 0.06 0.16 0.14
Feeler (17 clamps) 0.11 0.12 0.04 0.09 0.25 0.11 0.28 0.10 0.07 0.08 0.13
Statistical Difference?(based F-test, =.05) – Inc Dec Dec – – – – – –
Table 4. Effect of Measurement Instrument on Mean Values: CMM vs. Feeler Gages
Average Deviation from Nominal (mm) by Panel Dimension
MedianP1 P2 P3 P4 P5 P6 P7 P8 P9 P10 Difference
CMM (17 clamps) -0.36 -0.47 -0.76 0.07 -0.08 -0.19 0.61 0.17 -0.49 1.60
Feeler (17 clamps) -0.04 -0.13 0.18 0.20 0.00 -0.10 0.14 0.04 -0.34 -0.07
Mean Difference 0.32 0.60 0.58 0.13 0.08 0.09 0.47 0.13 0.15 1.67 0.24

19
In practice, manufacturers try to maintain consis-tent locating schemes and clamping sequencesbetween checking fixtures and assembly tooling.This consistency is needed to obtain measure-ments that are valid or representative of stampingquality. Maintaining this consistency, however, isnot always feasible. First, many assembly opera-tions use only a subset of the measurement sys-tem locators. Second, when automating assemblyoperations, manufacturers may have to changethe position of datum locators. The lack of consis-tency between locating schemes and clampingsequences may result in observed measurementsfor stamped parts that are not reflective of theirpositioning in assembly tooling. This has led somemanufacturers to wait until after an assembly eval-uation before altering stamped parts, or employ afunctional build approach.
Due to the limitations with measuring non-rigidparts, observed mean deviations may not indicatea problem with a set of dies or a press line.Therefore, manufacturers using a traditional build-to-nominal approach may rework dies unneces-sarily to correct deviations that result from meas-urement system problems. This research is notsuggesting that all deviations from nominal are aresult of measurement problems, but rather thatapproving a stamped part for production is morecomplex than simply comparing individual partmeasurements to design specifications. In manycases, manufacturers must wait until after a partbecomes more rigid in sub-assemblies beforedeciding on whether observed stamping dimensional measurements are reflective of body quality.
4.4 Gage Variability and Part-to-Part Variation
Most manufacturers conduct gage R&R studies toverify the capability of their measuring instru-ments. However, they should also consider theability of the measurement system to separateproduct variation and gage error. Equation 4 is a
common mathematical relationship assumedbetween the observed variation and gage varia-tion.
Equation 4 2 observed = product + gage
Observed variation is the variation across a sam-ple of parts, a sample standard deviation.Observed variation may be separated into themeasurement system and true product variability.Equation 5 estimates the contribution of gage vari-ability to the observed process variability.
Equation 5%Gage Contribution =
2gage2observed
x100%
As the gage error represents a larger percentageof the observed variation, the conclusion is that thegage is unable to separate product variation fromthat of the gage. The significance of a high contri-bution is that little value is gained by measure-ment. In other words, if the gage error is nearlyequal to short term part-to-part variation, then littleinformation is gained by actually measuring sever-al parts over a short run.
Figure 18 on page 20 compares the percent gagecontribution to the part-to-part standard deviation,
part-part, for over 450 part dimensions. Part-to-partstandard deviation is computed based on a sam-ple of at least 50 panels from a single stampingrun. This figure shows that when the variation issmall, or part-part < 0.15 mm, measurement errorcan explain a large portion of the observed vari-ability. Of the dimensions with a part-to-part stan-dard deviation less than 0.15 mm, one-third havea gage contribution over 50%. For these dimen-sions, the usefulness of checking fixtures at distin-guishing part-to-part variation from measurementerror is questionable. This figure also shows thatwhen part-to-part standard deviation is high,
part-part > 0.30 mm, the gage contribution is lessthan 20%. This indicates that checking fixtures arecapable of detecting large differences or meanshifts between panels.

Understanding the effects of gage error has impli-cations for determining the number of panels tosample for a tryout or production run. For moststamping dimensions, the short term part-to-partvariation is low, pp < 0.15 mm, and thus, measur-ing large samples of panels from a single run
typically yields minimal value due to the inability toseparate product and gage variation. This findingdoes not suggest, however, that measuringstamped parts is non-value added, but rather thatmeasuring large samples over short periods with-in a single run yields minimal value.
Figure 18. Contribution of Gage Variation to Part-to-Part Variation
0.00 0.10 0.20 0.30 0.40 0.50 0.60
Part-to-part standard deviation (mm)
100%
80%
60%
40%
20%
0%
Gage not separatingproduct variation fromgage variation
% (
Gag
e V
aria
nce
/P
art-
to-P
art V
aria
nce
)
20

5.0 The Effect of the MeasurementSystem on DimensionalEvaluation Processes
5.1 Gage Capability and Tolerances
One effect of the gage error distribution across a part relates to the assigning of dimensional tolerances. This research suggest that gage mayrange from 0.01 to 0.09 mm (median = 0.03)depending on the part characteristic. Table 6below derives minimum tolerance requirements,given this range of inherent gage variation, inorder to meet a 30% gage error/tolerance ratio.This analysis suggests minimum tolerances of +/-0.3 to +/- 0.75 are needed to meet these gageR&R requirements. Less stable measurementareas on a part would require the larger minimumtolerances of +/- 0.75 mm.
Table 6. Inherent Gage Error and Minimum ToleranceRequirements
5.2 Constrained versus Over-ConstrainedClamping Systems
A major difference among manufacturers is theiruse of secondary locator clamps for larger non-rigid parts. Some manufacturers use nearly twiceas many clamps as others for similarly designedbody side panels. This finding suggests two clear-ly different strategies. On the one hand, somemanufacturers try to minimize the number of sec-ondary locator clamps to reduce their potentialeffect on part movement. Although these manu-facturers strive for 3-2-1, in practice they typicallyadd some secondary locators for large non-rigidparts in order to meet gage capability require-ments. This approach is referred to as constrainedmeasurement because it violates 3-2-1 locatingprinciples. In contrast, other manufacturers areless concerned about adding secondary locators,
as long as similar clamping strategies are used inassembly tools and that part holding fixtures arenot over-stressing the part. This alternativeapproach is referred to as over-constrainingbecause some of the secondary locators areadded even though they are not necessary tomeet gage capability requirements. These sec-ondary clamps are used to control metal move-ment during assembly and subsequently areadded to component part holding fixtures to simu-late this movement and maintain coordinateddatum schemes. Note that manufacturers usingthese over-constrained systems typically examineparts in a free state, prior to engaging clamps, toinsure that no part areas are over-stressed.
One question raised by this analysis is whichapproach is better. The benefit of using an over-constrained system is typically lower observedpart and gage variation. In some cases, the addi-tional secondary locators will mask stamping vari-ation, allowing assignment of tighter part toler-ances. Not surprisingly, of the seven manufactur-ers in the body side experiment, the three manu-facturers with the tightest tolerances all use over-constrained measurement systems. One potentialdrawback of an over-constrained system is thatadditional locators may adversely deform metal inthe part holding fixture. Part dimensional meansmay significantly shift due to clamping forces.Historically, some of these shifts may be closer tonominal, but others may be further away depend-ing upon the relationship between clamping posi-tion and the area of the part being measured.
In contrast to the over-constraining approach, cer-tain manufacturers seek a minimum number ofsecondary locators. The principal benefit of thisapproach is that manufacturers reduce the poten-tial to over-stress parts during measurements.
Determining whether to constrain versus over-con-strain means recognizing certain basic practices.First, regardless of the clamping approach, manu-facturers must have consistent datum schemesbetween stamping measurement fixtures andassembly process tooling to insure measurementsreflect part positioning at time of assembly.Second, manufacturers must be cautious of over-stressing panels. Most manufacturers acknowl-edge the need to verify that parts fit the fixture
Gage Error Minimum Tolerancegage (Gage R&R > 30%)
0.03 +/- 0.3 mm
0.05 +/- 0.45 mm
0.07 +/- 0.6 mm
0.09 +/- 0.75 mm
21

before engaging clamps and taking measure-ments. Manufacturers should also recognize thatthe effective use of over-constraining only appliesto large, non-rigid panels such as body sides,quarter inners, quarter outers, hoods, roofs fenders, floor pans, rear compartment pans anddash panels. This assertion is important becausemanufacturers should not infer that adopting over-constraining systems will drastically reduce overallvariation as it would likely only impact a relativelysmall percentage of body parts that are heavilyinfluenced by clamping strategy. Nevertheless,these large, non-rigid parts typically are the mostdifficult to approve for production use.
One hypothesis is that over-constraining largenon-rigid parts may provide the best predictor ofmetal movement during assembly. The addition ofspot welds deforms non-stable part dimensionsduring assembly. The use of additional secondarylocators could help predict part positioning andmovement during assembly because they consti-tute additional control points. If the principalobjective of stamping measurements is to assessthe potential to build dimensionally correct sub-assemblies, then over-constraining may offer abetter approach. This Project Team intends toexplore more fully the ramifications of using over-constrained measurement systems in futureresearch.
6.0 Conclusions
In devising a dimensional evaluation strategy forthe automotive body, manufacturers must careful-ly consider the effects of the measurement system.This research found that checking fixtures andcoordinate measuring machines are capable ofmeasuring most stamping dimensions with a sixsigma gage spread of 0.24 mm (6 x 0.04). Sincemost stamping tolerances are at least +/- 0.5 mm,manufacturers can generally meet gage R&Rrequirements of less than 30%. For certain large,non-rigid parts, however, they typically have to vio-late 3-2-1 locating principles by adding secondarylocators to stabilize the part during measurement.
Although body measurement systems meet gagerequirements for the large majority of part dimen-sions, manufacturers cannot universally separate
measurement system analysis from individual datacollection points. Dimensions in unstable meas-urement areas may yield sigma gage errors of0.10 mm. For these high gage variation errors,manufacturers must either add secondary locatorsor assign larger tolerances (+/- 1 mm). Fortunately,dimensions in unstable measurement areas withhigh gage variation often conform to mating com-ponents during assembly, minimizing the need tocontrol them at tight tolerances of less than +/- 0.5mm.
Another finding of this study is that CMMs andchecking fixtures exhibit similar levels of gagevariation because the principal source of gageerror relates to the ability to consistently load/unload parts in fixtures. The static repeatability ofCMMs or check fixture probes are quite good, with
static-repeatability is less than 0.01 mm.
Although body measurement systems may havelow gage variation, they are not necessarily accu-rate or representative of part positioning in assem-bly tooling, particularly for larger, non-rigid parts.This research recommends greater emphasis onimproving the correlation between detail partmeasurements in holding fixtures, whether CMMor check fixture, and part positioning at time ofassembly. Some manufacturers are trying toachieve this by over-constraining large, non-rigidparts. This contrasts with the traditional approachof trying to develop datum schemes that meetgage capability requirements using only a mini-mum number of secondary locators beyond 3-2-1.
One concern with measurement biases of mean dimensions at the detail part level is theirimpact on dimensional evaluation processes.Manufacturers using a build-to-nominal approachmay unnecessarily rework mating part flangesbased on measurements that do not reflect partpositioning in assembly operations. This potentialimpact of measurement systems on mean dimen-sions further supports the implementation of afunctional build strategy, in which manufacturersevaluate part dimensions relative to their matingpart dimensions and not solely to the datumscheme used in stamping check fixtures.
22

AK Steel Corporation
Bethlehem Steel Corporation
DaimlerChrysler Corporation
Dofasco Inc.
Ford Motor Company
General Motors Corporation
Ispat/Inland Inc.
LTV Steel Company
National Steel Corporation
Rouge Steel Company
Stelco Inc.
U.S. Steel Group, a Unit of USX Corporation
WCI Steel, Inc.
Weirton Steel Corporation
Auto/SteelPartnership
This publication was prepared by:
Body Systems Analysis Project TeamThe Auto/Steel Partnership Program
2000 Town Center, Suite 320Southfield, Michigan 48075-1123248.356.8511 faxhttp://www.a-sp.org
A/SP-9030-4 0100 2M PROGPrinted in U.S.A.
Automotive Body
Measurement System
Capability
Examining the impact of
the measurement system
on dimensional evaluation
processes.
Auto/Steel Partnership