Embed Size (px)
Citation preview

TREBAJO FIN DE MÁSTER
Máster en Ciencia e Ingeniería de Materiales
CARACTERIZACIÓN DE ACERO METAESTABLE CON MODIFICACIÓN SUPERFICIAL MEDIANTE PATRONES LÁSER
Memoria y Anexos
Autor: Guiomar Riu Perdrix
Director: Joan Josep Roa Rovira
Co-Director: Gemma Fargas Ribas
Convocatoria: Septiembre/Octubre2020

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
i
Resumen En este trabajo final de máster, se pretende modificar las propiedades tribológicas a nivel superficial en un acero metaestaeble TRIP (TRansformation Induced Plasticity). Para ello, se han realizado patrones láser con el objetivo último de poder realizar una modificación homogénea y controlada a lo largo de la superficie de interés del material.
A lo largo de este proyecto se han estudiado principalmente dos variables que afectan directamente a la calidad final del patrón láser, la intensidad del láser y el número de pulsos en cada, con el fin de ser capaces de realizar unos patrones homogéneos con una profundidad controlada a la escala micrométrica en los aceros metaestables de estudio.
Tanto la microestructura como las propiedades micromecánicas y tribológicas (en seco y utilizando líquido lubricante) en 3 direcciones diferentes de laminación (dirección longitudinal, transversal y a 45º de la dirección de laminación) han sido evaluadas mediante técnicas avanzadas de caracterización, tales como la difracción de rayos-X, espectroscopia de fotoelectrones de rayos X (XPS), microscopía electrónica de barrido, microscopía electrónica de barrido de emisión de campo, haz de iones focalizado, microscopio confocal cromático, microscopio de fuerzas atómicas, microscopio óptico, ensayos de macro-/micro- y nanoindentación, y ensayos tribológicos denanodesgaste y bruñido.
Los resultados preliminares después de realizar un Diseño de Experimentos, ponen de manifiesto que se obtienen unos huecos con una geometría tipo cono homogénea con unas dimensiones controladas (25µm de diámetro y una profundidad que oscila entre los 30 y 35µm). Así mismo, se observa a simple vista una modificación superficial tanto a nivel de patrones láser como a nivel composicional, ya que la capa más superficial presenta una tonalidad de color amarillento. Los resultados preliminares de XPS ponen de manifiesto que la capa generada mediante el proceso de modificación está constituida principalmente por zinc, silicio, carbono, oxígeno y nitrógeno. Así mismo, los valores de nanoindentación muestran que dicha capa presenta unos valores de dureza de unos 300-400MPa y una rigidez de 50-80GPa. Los ensayos tribológicos ponen de manifiesto que los patrones actúan como reservorios del líquido lubricante y que el patrón de desgaste es inferior en las muestras lubricadas en comparación con las muestras sin lubricar, en todas las direcciones de estudio.

Memoria
ii
Resum En aquest treball final de màster, es pretén modificar les propietats tribològiques a nivell superficial en acer metaestable (TRIP) (TRansformation Induced Plasticity). Per això s’han realitzat patrons làser amb l’objectiu últim de poder realitzar una modificació homogènia y controlada al llarg de la superfície d’interès del material.
Al llarg d’aquest projecte s’han estudiat principalment dos variables que afecten directament a la qualitat final del patró làser, la intensitat del làser y el número de polsos en cada un, amb la finalitat de ser capaços de realitzar patrons homogenis amb una profunditat controlada a la escala micromètrica en els acers metaestable d’estudi.
Tan la microestructura com les propietats micromecàniques com tribològiques (en sec i utilitzant líquid lubricant) en 3 direccions diferents de laminació (direcció longitudinal, transversal i a 45° de la direcció de laminació) han sigut avaluades mitjançant tècniques avançades de caracterització, tals com la difracció de raigs-X, espectroscopi de fotoelectrons de raigs-X (XPS), microscopi electrònic de rastreig, microscopi electrònic de rastreig per emissió de camp, feix de ions focalitzats, microscopi confocal cromàtic, microscopi de forces atòmiques, microscopi òptic, assajos de macro-/micro- y nanoindentació, y assajos tribològics de nanodesgast y brunyit.
Els resultats experimentals preliminars després de realitzar el Disseny de Experiments, posen de manifest que s’obté uns punt amb una geometria de tipus con homogeni amb unes dimensions controlades (25µm de diàmetre i una profunditat que oscil·la entre els 30 y 35µm). També s’observa a simple vista una modificació superficial tan a nivell de patrons làser com a nivell composicional, ja que la capa més superficial presenta una tonalitat de color groguenca. Els resultats preliminars de XPS posen de manifest que la capa generada mitjançant el procés de modificació superficial està constituït principalment per zenc, silici, carboni, oxigen y nitrogen. A més, els valors de nanoindentació mostren que aquesta capa presenta uns valors de duresa de entre 300-400MPa i una rigidesa de 50-80GPa. Els assajos tribològics posen de manifest que els patrons actuen com a reservoris del líquid lubricant i que el patró de desgast es inferior en les mostres lubricades que en comparació amb les mostres sense lubricar, en totes les direccions de estudi.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
iii
Abstract The aim of this final master thesis was to modify the tribological properties at surface level in a TRIP (Transformation-Induced Plasticity) metastable steel. To this end, laser patterns were used to perform a homogeneous and controlled modification along the surface of interest of the material.
Throughout this project, two main variables were studied that directly affect the final quality of the laser pattern, the laser intensity and the number of pulses, in order to be able to make homogeneous patterns with a controlled depth at the micrometric scale in the metastable steels under study.
Both the microstructure and the micromechanical and tribological properties (in dry conditions and using lubricating liquid) in three different directions of lamination (longitudinal, transversal and at 45º from the direction of lamination) were evaluated by advanced characterization techniques, such as X-ray diffraction, X-ray Photoelectron Spectroscopy (XPS), Scanning Electron Microscopy, Field Emission Scanning Electron Microscopy, Focused Ion Beam, Chromatic Confocal Microscope, Atomic Force Microscope, Optic Microscope, Macro-/Micro- and Nanoindentation Testing, and Tribological Nanowear and Honing Testing.
Preliminary results after a Design of Experiments show that homogeneous cone-shaped holes with controlled dimensions (25 mm diameter and a depth between 30 and 35 mm) are obtained. Likewise, a surface modification is observed with the naked eye, both at the level of laser patterns and at the compositional level, since the most superficial layer shows a yellowish color. The preliminary results of XPS show that the layer generated by the modification process is mainly made up of zinc, silicon, carbon, oxygen and nitrogen. Moreover, the nanoindentation values reveal that this layer shows hardness values of about 300-400 MPa and a rigidity of 50-80 GPa. Tribological trials show that the patterns act as reservoirs for the lubricating fluid and that the wear pattern is inferior in lubricated samples than in non-lubricated samples, in all tested directions.

Memoria
iv
Agradecimientos Primeramente, me gustaría agradecer a Joan Josep Roa la oportunidad y la confianza que ha depositado en mí, para ser el tutor de mi trabajo final de máster. Su entrega y dedicación por la investigación y su motivación para transmitir conocimientos, han ayudado a que este proyecto no solo sea de mayor calidad, sino que la investigación de materiales cobre valor e interés.
También me gustaría agradecer a mi Co-directora Gemma Fargas, su apoyo para realizar este trabajo en el Centro de integridad estructural y fiabilidad de materiales (CIEFMA).
Quiero dar las gracias a todas los compañeros de laboratorio, que me han ayudado siempre que lo he necesitado tanto en la EEBE como las tardes en la UB.
Finalmente, y no por esto menos importante, me gustaría agradecer a mi familia y amigos el soporte moral brindado en este largo proceso, que aunque no tuviesen idea de lo que estaba haciendo, me animaban a realizar mi mejor esfuerzo.
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
v
Glosario A: Amperios
AHSS: Aceros avanzados de alta Resistencia (en inglés, Advanced high strength Steel)
AsGa: Arseniuro de galio
Ar: Argón
BCC: Cúbico centrado en el cuerpo (en inglés, body centered cubic)
B: Boro
C: Carbono
Ce: Cerio
Co: Cobalto
CO2: Dióxido de carbono
CW: Continuos wave
Cu: Cobre
Cr: Cromo
DoE: Diseño experimental (en inglés, design of experiments)
Er: Erbio
Fe3C: Cementita
FCC: Cúbico centrado en las caras (en inglés, face centered cubic)
Fe: Hierro
FESEM: Microscopio electrónico de barrido de emisión de campo (en inglés, field emission scanning electron microscopy)
Fe-C: Hierro carbono
FIB: Haz de iones focalizados (en inglés, focused ion beam)
Ga+: Ión de Galio
He-Ne: Helio-Neón
Ho: Holmio
HCP: Empaquetamiento hexagonal compacto (en inglés, hexagonal close-packed)
Hz: Hercio
IR: Infrarrojo

Memoria
vi
Mo: Molibdeno
Mn: Manganeso
MET: Microscopía electrónica de transmisión (en inglés, transmisión electron microscopy)
MEB: Microscopia electrónica de barrido (en inglés, scanning electron microscopy)
Ni: Níquel
N: Nitrógeno
N2: Nitrógeno molecular o dinitrógeno
Nd: Neodimio
Nd3+: Ión de Neodimio trivalente
Nd:YAG: Cristal de itrio y alúmina dopado con neodimio
Nd:YLF: Cristal de fluoruro de litio y itrio dopado con neodimio
O: Oxígeno
P: Fósforo
Q-switch: Modulador del factor de calidad
Si: Silicio
Si3N4: Nitruro de silicio
SFE: Stacking fault energy
SP: Shot Peening
Tb: Terbio
Tm: Tulio
TRIP: Plasticidad inducida por deformación (en inglés, TRansformationInducedPlasticity)
TTT: Transformación-Temperatura-Tiempo
TT: Tratamiento térmico
TFM: Trabajo final de máster
TWIP: Plasticidad inducida por maclaje (en inglés, TWinning Induced Plasticity)
UNSM: Ultrasonic nanocrystals superficial modification
UV: Ultravioleta
YAG: Cristal de Itrio y Aluminio Y3Al5O12
Yd: Iterbio

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
vii
α: Ferrita
α’: Martensita con estructura cúbica centrada en el cuerpo
ε: Martensita con estructura hexagonal compacta
λ: Longitud de onda
γ: Austenita con estructura cúbica centrada en las caras

Memoria
viii
Índice
RESUMEN _________________________________________________________ I
RESUM ____________________________________________________________ II
ABSTRACT ________________________________________________________ III
AGRADECIMIENTOS ________________________________________________ IV
GLOSARIO _________________________________________________________ V
MOTIVACIÓN ______________________________________________________ 11
INTRODUCCIÓN ____________________________________________________ 13
1.1 Acero ................................................................................................................. 13
1.1.1. Acero Inoxidable .............................................................................................. 17
1.1.2. Acero inoxidable austenítico ........................................................................... 19
1.2 Modificación superficial ................................................................................... 25
1.2.1. Método mecánico ............................................................................................ 25
1.2.2. Método químico .............................................................................................. 29
1.2.3. Método electroquímico: Implantación iónica ................................................. 30
1.2.4. Método térmico ............................................................................................... 32
1.3 Estado del arte .................................................................................................. 40
OBJETIVOS ________________________________________________________ 43
PROCEDIMIENTO EXPERIMENTAL _____________________________________ 44
4.1 Material ............................................................................................................ 44
4.2 Preparación de muestras.................................................................................. 44
4.3 Modificaciones superficiales: Láser .................................................................. 47
4.3.1. Fundamentos teóricos ..................................................................................... 47
4.4 Técnicas de caracterización .............................................................................. 54
4.4.1. Caracterización microestructural .................................................................... 54
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
ix
4.4.2. Caracterización mecánica ............................................................................... 72
RESULTADOS Y DISCUSIÓN ___________________________________________ 80
5.1 Elección del patrón láser .................................................................................. 80
5.1.1. DoE 1 ............................................................................................................... 80
5.1.2. DoE 2 ............................................................................................................... 82
5.1.3. DoE 3 ............................................................................................................... 83
5.2 Caracterización superficial................................................................................ 85
5.2.1. Puntos láser ..................................................................................................... 94
5.2.2. Volumen de lubricante .................................................................................... 98
5.3 Ensayos tribológicos del compuesto: capa/TRIP .............................................. 99
5.4 Ensayos de bruñido ........................................................................................ 104
ANÁLISIS DEL IMPACTO AMBIENTAL __________________________________ 110
CONCLUSIONES ___________________________________________________ 111
TRABAJO FUTURO _________________________________________________ 112
BIBLIOGRAFÍA ____________________________________________________ 113
ANEXO A ________________________________________________________ 119
ANEXO B _________________________________________________________ 120


Caracterización de acero metaestable con modificación superficial mediante patrones láser.
11
Motivación Debido a las presiones regulatorias y las expectativas de los clientes, la industria de la automoción diseña sus componentes promoviendo la reducción del peso del vehículo, ya que se sabe que a su vez se reduce el consumo de combustible y también las emisiones de CO2, al tiempo que se centran en la mejora continua de la seguridad de los pasajeros.
Los fabricantes de acero han tendido a reducir el % en peso del carbono en sus diseños, y de esta manera poder reducir el peso en la estructura del vehículo, a pesar de que las propiedades mecánicas se ven ligeramente afectadas. Para superar este problema, se han desarrollado continuamente una variedad de métodos de endurecimiento mediante la modificación de la microestructura, tales como: reducción del tamaño de grano, fortalecimiento por solución sólida, endurecimiento por precipitación y optimización de la textura. De esta manera, se podrán conseguir los objetivos deseados e incluso mejorar las propiedades mecánicas con respecto a los aceros convencionales.
Los aceros avanzados de alta resistencia (AHSS) recientemente desarrollados, se han acercado al fortalecimiento de los aceros multifásicos durante el proceso de deformación del mismo, principalmente debido a un mecanismo de transformación de fase (plasticidad inducida por transformación; TRIP) y/o maclaje (plasticidad inducida por maclaje; TWIP). Estos AHSS presentan una relación óptima entre propiedades mecánicas y funcionales.
Los aceros inoxidables se utilizan cada vez más debido a su excelente resistencia a la corrosión. En este sentido, los aceros inoxidables austeníticos metaestables se distinguen por su susceptibilidad al efecto TRIP, donde la transformación de austenita (γ) a martensita (α’- y/oε−) se desencadena por acción mecánica.
Centrándose en aceros austeníticos metaestables, la rotura de estos materiales generalmente comienza a nivel superficial, debido principalmente a: la fatiga, desgaste y/o corrosión. En este contexto, los tratamientos superficiales permiten mejorar la vida en servicio de estos materiales en condiciones de operación debido a que dichos tratamientos modifican directamente la microestructura de los mismos. En este sentido, generando una modificación superficial como por ejemplo el refinamiento del grano a nivel superficial (también conocido como nanoestructuración), pueden mejorar efectivamente el comportamiento global y particularmente la vida útil de los materiales debido a la generación de una transformación local de fase, a las tensiones residuales compresivas inducidas durante el proceso de modificación superficial, etc.
En este sentido, se está utilizando y desarrollando continuamente una amplia variedad de técnicas de nanoestructuración superficial mediante modificación mecánica, química, térmica o incluso mixta.
En este trabajo final de máster (TFM), se ha estudiado la modificación superficial térmica en materiales metálicos metaestables. En este sentido, inicialmente se ha modificado la estructura del material mediante patrones laser (nanoestructuración ordenada) con el objetivo último de generar una rugosidad controlada en el material tanto a escala micro- como nanométrica y de esta manera mejorar las propiedades tribológicas del material en condiciones de servicio. Concretamente, este estudio se ha realizado sobre un acero AISI 301LN (según nomenclatura

Memoria
12
europea EN 1.1418), que presenta el efecto TRIP. Esto conlleva que pueda presentar cambio de fase cuando es sometido bajo un esfuerzo o deformación, pasando de una fase austenítica (γ−) a martensítica (α’- y/o ε-), y así influir en sus propiedades mecánicas a nivel superficial. Los esfuerzos residuales tanto de compresión como de tracción obtenidos mediante los patrones láseres, así como él % de fase martensítica inducida para cada caso se analizarán por medio de la difracción de rayos-X y finalmente, tanto las propiedades microestructurales como mecánicas a nivel superficial del material nanoestructurado resultante se evaluarán mediante la utilización de técnicas avanzadas de caracterización.
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
13
Introducción
1.1 Acero
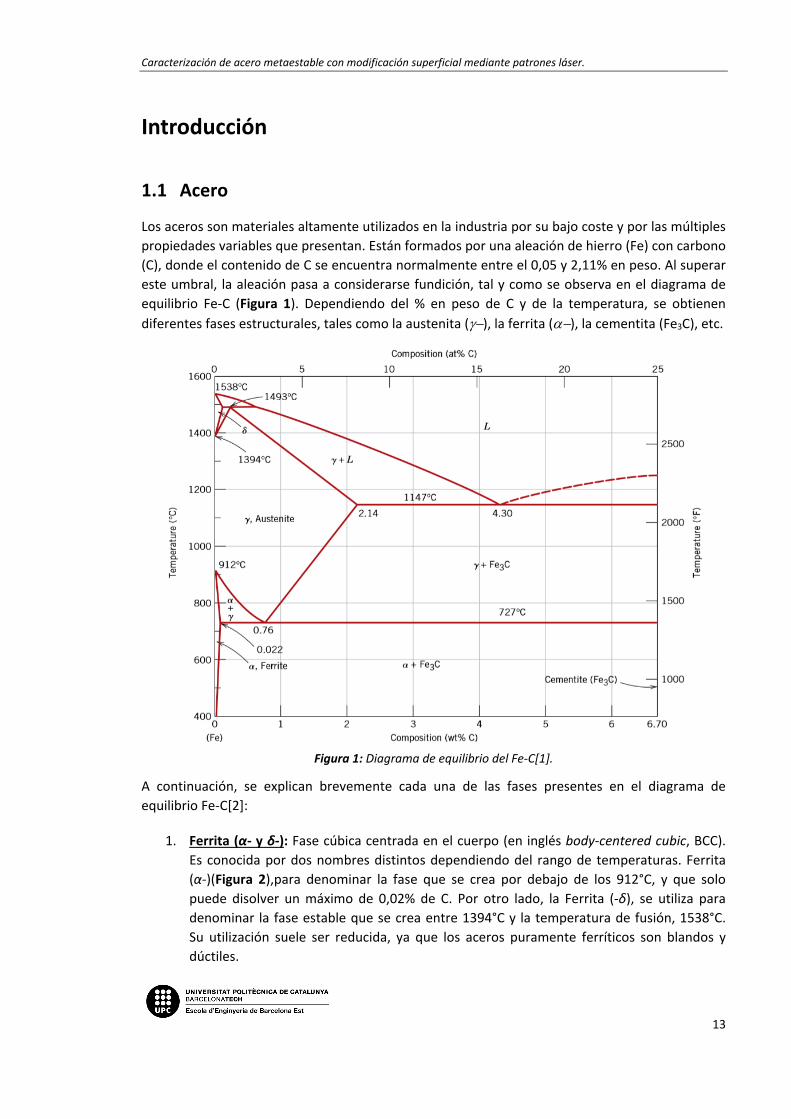
Los aceros son materiales altamente utilizados en la industria por su bajo coste y por las múltiples propiedades variables que presentan. Están formados por una aleación de hierro (Fe) con carbono (C), donde el contenido de C se encuentra normalmente entre el 0,05 y 2,11% en peso. Al superar este umbral, la aleación pasa a considerarse fundición, tal y como se observa en el diagrama de equilibrio Fe-C (Figura 1). Dependiendo del % en peso de C y de la temperatura, se obtienen diferentes fases estructurales, tales como la austenita (γ−), la ferrita (α−), la cementita (Fe3C), etc.
Figura 1: Diagrama de equilibrio del Fe-C[1].
A continuación, se explican brevemente cada una de las fases presentes en el diagrama de equilibrio Fe-C[2]:
1. Ferrita (α- y δ-): Fase cúbica centrada en el cuerpo (en inglés body-centered cubic, BCC). Es conocida por dos nombres distintos dependiendo del rango de temperaturas. Ferrita (α-)(Figura 2),para denominar la fase que se crea por debajo de los 912°C, y que solo puede disolver un máximo de 0,02% de C. Por otro lado, la Ferrita (-δ), se utiliza para denominar la fase estable que se crea entre 1394°C y la temperatura de fusión, 1538°C. Su utilización suele ser reducida, ya que los aceros puramente ferríticos son blandos y dúctiles.
Memoria
14
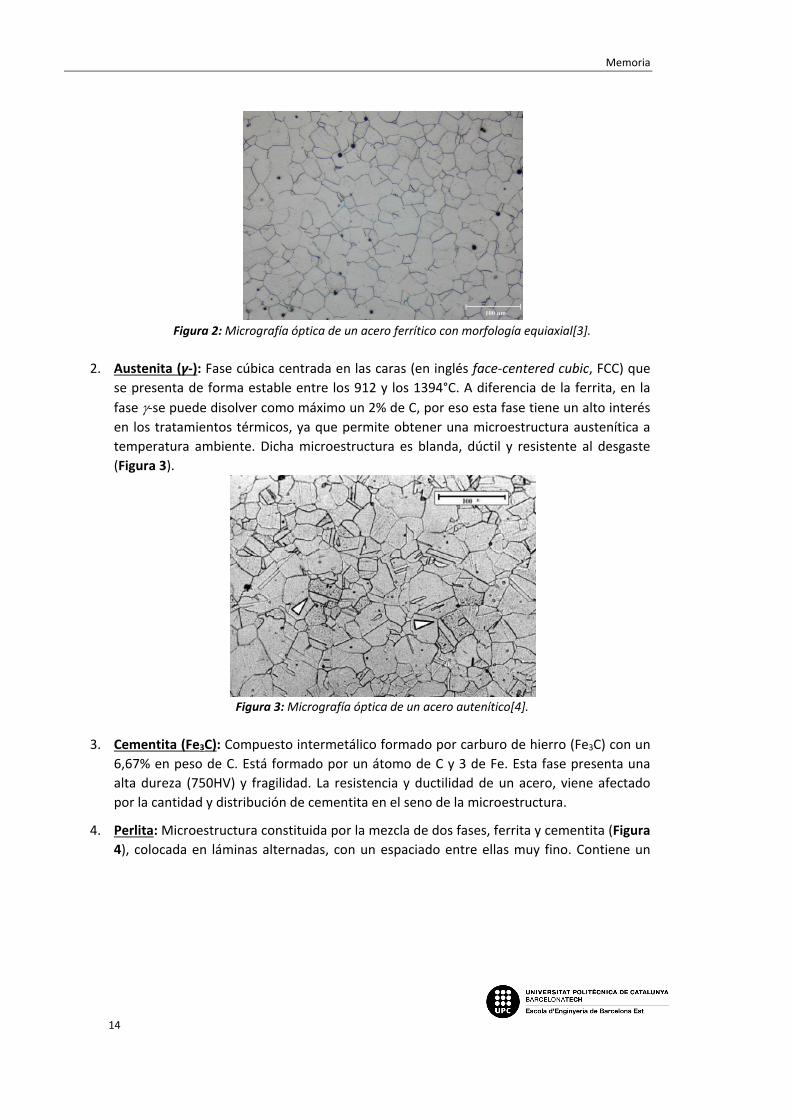
Figura 2: Micrografía óptica de un acero ferrítico con morfología equiaxial[3].
2. Austenita (γ-): Fase cúbica centrada en las caras (en inglés face-centered cubic, FCC) que
se presenta de forma estable entre los 912 y los 1394°C. A diferencia de la ferrita, en la fase γ-se puede disolver como máximo un 2% de C, por eso esta fase tiene un alto interés en los tratamientos térmicos, ya que permite obtener una microestructura austenítica a temperatura ambiente. Dicha microestructura es blanda, dúctil y resistente al desgaste (Figura 3).
Figura 3: Micrografía óptica de un acero autenítico[4].
3. Cementita (Fe3C): Compuesto intermetálico formado por carburo de hierro (Fe3C) con un
6,67% en peso de C. Está formado por un átomo de C y 3 de Fe. Esta fase presenta una alta dureza (750HV) y fragilidad. La resistencia y ductilidad de un acero, viene afectado por la cantidad y distribución de cementita en el seno de la microestructura.
4. Perlita: Microestructura constituida por la mezcla de dos fases, ferrita y cementita (Figura 4), colocada en láminas alternadas, con un espaciado entre ellas muy fino. Contiene un

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
15
0,83% en peso de C en aceros, y se forma al pasar por una transformación eutectoide1 de la austenita. La perlita no es tan dúctil como la ferrita o la austenita, suele ser dura (200HV) y resistente.
Figura 4: Micrografía óptica de un acero perlítico, donde se observa láminas de cementita en una matriz ferrítica[3]. Así mismo, el diagrama de fases Fe-C (Figura 1), presenta tres puntos invariantes característicos:
- Punto peritéctico (1495°C): Fase líquida (0,53%C) + Fe-δ (0,09%C)Fe-γ (0,17%C).
- Punto eutéctico (1148°C): Fase líquida (4,3%C) Fe-γ (0,77%C) + Fe3C (6,67%C).
- Punto eutectoide (727°C): Fe-γ (0,77%C) Ferrita (0,02%C) + Fe3C (6,67%C). En realidad, en la Figura 1, se puede dividir en dos diagramas binarios, siendo el primer diagrama metaestable (Fe-C) porque la cementitat es térmicamente inestable ya que por encima de los 450°C puede descomponerse individualmente en ferrita y grafito, aunque en la práctica es necesario grandes tiempos (años) y el segundo, el diagrama Fe-Grafito, totalmente estable[5].
Tal como se ha comentado anteriormente, en el diagrama de fases binario se pueden apreciar cuatro fases de equilibrio. Cabe mencionar, que cuando el enfriamiento se realiza fuera del equilibrio, podemos tener en cuenta la presencia de dos fases más, la bainita y la martensita; siendo ambas fases de no-equilibrio. Para poder predecir estas estructuras, se usan los diagramas TTT (Transformación-Temperatura-Tiempo) como herramienta de estudio para analizar el tiempo necesario para que se inicie y termine la transformación, manteniendo la temperatura.
En la Figura 5, se presenta el diagrama TTT para un acero eutectoide, donde se aprecia una curva en forma de “C” o también llamada de nariz. Esta representa la temperatura donde la
1Aceros austeníticos con una composición eutectoide 0,77% de C. Definiendo así los aceros hipereutectoides y hipoeutectoides con composición superior e inferior a la del eutectoide 0,77% de C, respectivamente.
Memoria
16
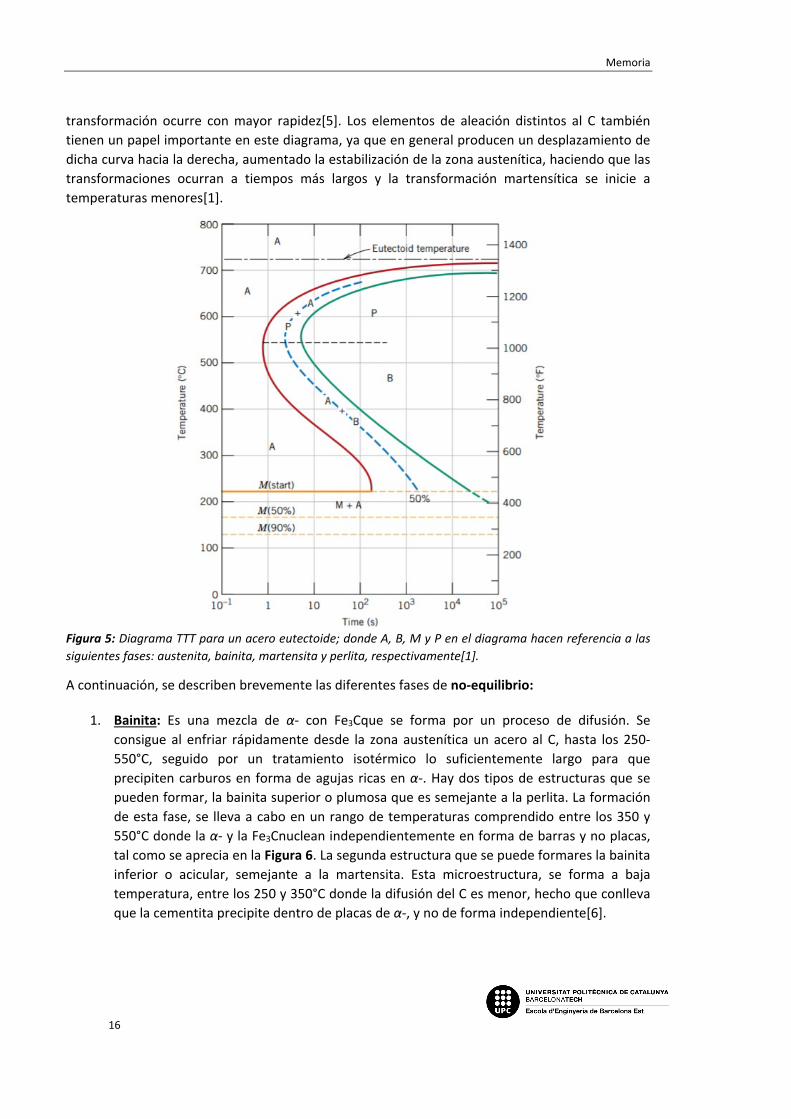
transformación ocurre con mayor rapidez[5]. Los elementos de aleación distintos al C también tienen un papel importante en este diagrama, ya que en general producen un desplazamiento de dicha curva hacia la derecha, aumentado la estabilización de la zona austenítica, haciendo que las transformaciones ocurran a tiempos más largos y la transformación martensítica se inicie a temperaturas menores[1].
Figura 5: Diagrama TTT para un acero eutectoide; donde A, B, M y P en el diagrama hacen referencia a las siguientes fases: austenita, bainita, martensita y perlita, respectivamente[1].
A continuación, se describen brevemente las diferentes fases de no-equilibrio:
1. Bainita: Es una mezcla de α- con Fe3Cque se forma por un proceso de difusión. Se consigue al enfriar rápidamente desde la zona austenítica un acero al C, hasta los 250-550°C, seguido por un tratamiento isotérmico lo suficientemente largo para que precipiten carburos en forma de agujas ricas en α-. Hay dos tipos de estructuras que se pueden formar, la bainita superior o plumosa que es semejante a la perlita. La formación de esta fase, se lleva a cabo en un rango de temperaturas comprendido entre los 350 y 550°C donde la α- y la Fe3Cnuclean independientemente en forma de barras y no placas, tal como se aprecia en la Figura 6. La segunda estructura que se puede formares la bainita inferior o acicular, semejante a la martensita. Esta microestructura, se forma a baja temperatura, entre los 250 y 350°C donde la difusión del C es menor, hecho que conlleva que la cementita precipite dentro de placas de α-, y no de forma independiente[6].

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
17
Figura 6: Micrografía de un acero al carbono templado con estructura bainítica superior o plumosa[4].
2. Martensita (α’-): Es una fase metaestable que se forma cuando se enfría rápidamente la fase γ-, y por tanto no se deja suficiente tiempo para que precipite el carburo de Fe, evitando la formación de estructuras perlítico-bainíticas. Esto conlleva una estructura cristalina BCC altamente distorsionada, que proporciona una elevada dureza (515-940HV), pero con una menor ductilidad y tenacidad. En este sentido, las propiedades mecánicas dependen de la cantidad de C que contenga el acero, a mayor cantidad más dureza, pero es posible mejorar la tenacidad de esta microestructura (Figura 7)con tratamientos de revenido entre 510 y 700°C [5]. Además, esta fase no solo se puede conseguir mediante el proceso de temple, sino que se puede conseguir por otros métodos, tales como someter el material bajo tensión o deformación[7].
Figura 7: Micrografía óptica de un acero martensítico[3].
1.1.1. Acero Inoxidable
Los aceros inoxidables son aleaciones conocidas por su resistencia a la corrosión, ya que contienen un porcentaje mínimo de cromo (Cr) alrededor del 11% en peso. Estos aceros, poseen otras propiedades ventajosas como una aceptable resistencia mecánica, buena conformabilidad y un alto endurecimiento por deformación, entre otras. Estas características, las propician principalmente los elementos de aleación distintos del Cr, como pueden ser el níquel (Ni), molibdeno (Mo), manganeso (Mn), silicio (Si), etc.

Memoria
18
Además, dependiendo del elemento de aleación, se puede estabilizar una microestructura u otra, pudiéndose clasificar en cinco categorías distintas: austeníticos, ferríticos, martensíticos, dúplex (austenítico-ferrítico) y endurecibles por precipitación[8].
Este efecto se puede observar en el diagrama de Shaeffler-Delong (ver Figura 8). Dentro de los elementos de aleación, destacan el Cr y él Ni, estabilizadores de la fase ferrítica y austenítica, respectivamente.
Figura 8: Diagrama de Schaeffler-Delong. Representación gráfica de la microestructura del acero inoxidable como función de la composición química[7].
A partir de este diagrama, es posible calcular el efecto estabilizante de estas dos fases mediante el % en peso de los elementos de aleación, principales presentes en un acero. Para su cálculo se utilizan los indicadores equivalentes en níquel, que contiene elementos alfágenos2, y el equivalente en cromo que está constituido por elementos gammágenos3,tal como se muestra en las siguientes ecuaciones[9]:
𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸 𝐸𝐸𝐸𝐸 𝑁𝑁í𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸 = % 𝐸𝐸𝐸𝐸 𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝 𝑁𝑁𝐸𝐸 + 30 · 𝐴𝐴 + 0,5 · 𝐵𝐵 (1)
donde A y B son calculados mediante las siguientes ecuaciones:
𝐴𝐴 = (% 𝐸𝐸𝐸𝐸𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝𝑒𝑒 + % 𝐸𝐸𝐸𝐸𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝𝑁𝑁) (2)
𝐵𝐵 = (% 𝐸𝐸𝐸𝐸𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝𝑒𝑒𝐸𝐸 + % 𝐸𝐸𝐸𝐸𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝𝑒𝑒𝐸𝐸 + % 𝐸𝐸𝐸𝐸𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝𝑒𝑒𝑝𝑝) (3)
𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸 𝐸𝐸𝐸𝐸 𝑒𝑒𝐶𝐶𝑝𝑝𝐶𝐶𝑝𝑝 = % 𝐸𝐸𝐸𝐸 𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝 𝑒𝑒𝐶𝐶 + 1,5 · % 𝐸𝐸𝐸𝐸 𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝 𝑆𝑆𝐸𝐸 + % 𝐸𝐸𝐸𝐸 𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝 𝑴𝑴𝑴𝑴 (4)
2Elementos que amplían el campo de estabilidad de la variedad alotrópica α- del Fe. Entre ellos cabe destacar el Cr, Si, P y Mo.
3 Elementos que amplían el campo de estabilidad de la variedad alotrópica γ- del Fe. Entre ellos cabe destacar el C, Ni, Mn, Co, Cu y N.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
19
Como se puede ver, mediante las Ecuaciones 1 y 4, es posible combinar el efecto de varios elementos de aleación.
Por otro lado, la transformación martensítica viene caracterizada por dos temperaturas. Tal y como se observa en la Figura 5, la primera temperatura es la denominada temperatura de inicio de transformación martensítica (Mstart) mientras que la segunda se conoce como la temperatura de fin de transformación (Mf). Ambas temperaturas, dependen principalmente de la composición química del acero, sobre todo de su contenido en C. Para obtener martensita, es necesario llevar el material a temperaturas superiores a las de austenización del acero (800-925°C), en cuyo estado, el material presenta una estructura FCC, permitiendo que el C se sitúe entre los átomos de Fe y en particular en los huecos intersticiales. Al templar el material, se produce una transformación cristalográfica a una estructura tetragonal, pero como dicha transformación se produce rápidamente el C no tiene tiempo suficiente para acomodarse en la nueva estructura generando una distorsión en la red cristalográfica debido a la transformación de fase, de austenita a martensita. Si se aumenta la cantidad de C, la temperatura necesaria para templar la fase austenítica y así obtener martensita, disminuye debido a un desplazamiento del diagrama TTT hacia la derecha y de esta manera se incrementa la templabilidad[7]. Esta temperatura se puede estimar usando la ecuación que desarrollaron Eichelman y Hull[10]:
𝑒𝑒𝑝𝑝 (℃) = 1302 − 42 · % 𝐸𝐸𝐸𝐸 𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝 𝑒𝑒𝐶𝐶 − 61 · % 𝐸𝐸𝐸𝐸 𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝 𝑁𝑁𝐸𝐸 − 33 · % 𝐸𝐸𝐸𝐸 𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝 𝑒𝑒𝐸𝐸 − 28 ·% 𝐸𝐸𝐸𝐸 𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝 𝑆𝑆𝐸𝐸 − 1667 · % 𝐸𝐸𝐸𝐸 𝑝𝑝𝐸𝐸𝑝𝑝𝑝𝑝 (𝑒𝑒 + 𝑁𝑁) (5)
1.1.2. Acero inoxidable austenítico
Los aceros inoxidables austeníticos son los más ampliamente utilizados dentro de la familia de los inoxidables, debido a su alta resistencia a la corrosión, buena formabilidad y alto endurecimiento[8].
Normalmente, son aleaciones que contienen una cantidad de Cr y Ni que oscilan entre el 16-18% y un 3,5–32% en peso, respectivamente. Además, suelen tener bajas cantidades de C (C<0,08%), porque aunque la presencia de elementos gammágenos en posiciones intersticiales; tales como el C y el nitrógeno (N) ayuda a mejorar las propiedades mecánicas debido a que estabilizan la fase austenítica y mejora sustancialmente la dureza de la misma. Así mismo, dentro de la microestructura se pueden formar carburos de cromo que ayudan a mejorarla corrosión en el límite de grano.
Cabe mencionar que los aceros inoxidables austeníticos de baja aleación, la fase FCC no está totalmente estabilizada y la microestructura puede sufrir transformación de fase bajo tensión (austenítica a martensítica, γ α’), produciendo el efecto TRIP. Este fenómeno también se conoce a partir de aceros multifásicos con diferentes composiciones químicas[11], mientras que en el caso del acero inoxidables austenítico, este fenómeno se denomina metaestabilidad[7].
1.1.2.1. Aceros inoxidables austeníticos metaestables
Los aceros inoxidables austeníticos metaestables y en particular los aceros TRIP, son aceros que poseen metaestabilidad, ya que por deformación plástica se puede inducir una transformación de fase, y pasar de austenita (FCC) a martensita (BCC)[12]. La facilidad de la austenita a transformarse, depende en gran medida de la cantidad de C que presenta el acero, ya que con

Memoria
20
porcentajes bajos la trasformación tendrá lugar con rapidez al aplicar pequeñas deformaciones. Por el contrario, a mayores cantidades de C, la austenita tiene mayor estabilidad y se tendrá que aplicar una mayor tensión para inducir el cambio de fase[13].Esta transformación, proporciona una expansión volumétrica de aproximadamente de un 3%[14]. A su vez, dicha transformación de fase implica la generación de un campo de tensiones interno que afecta a la respuesta mecánica del material.
En la Figura 9, se muestra el diagrama conocido como el diagrama “banana”, donde en el eje de las ordenadas se muestra el porcentaje de elongación mientras que en las abscisas se representa el límite elástico. Dicho diagrama, permite relacionar las propiedades mecánicas de distintos aceros, subdivididos en tres grandes grupos según la resistencia que presentan: baja, alta y aceros avanzados de alta resistencia (U/AHSS).Los aceros TRIP, quedan incluidos en este último grupo denominado U/AHSS, en inglés ultra/advanced high strength steels.
Figura 9: Clasificación de los aceros en función del porcentaje de la elongación y su límite elástico[7].
La trasformación de fase en estos materiales, depende principalmente en gran medida de dos factores: la energía de falla de apilamiento y la composición química del acero.
a) Energía de falla de apilamiento: Los mecanismos de deformación que presentan los aceros TRIP vienen controlados por la energía de falla de apilamiento (en inglés, Stacking Fault Energy, SFE).En la estructura austenítica se produce un apilamiento de planos densos del tipo {111},y cualquier tipo de variación se considera una falla de apilamiento. Cuando se aplica un esfuerzo cortante sobre el material, y este supera la tensión de fluencia, se inicia la deformación plástica y con él, el movimiento de dislocaciones. Durante este deslizamiento, se pueden producir una disociación de una dislocación perfecta en dislocaciones parciales (dislocaciones de Shockley) produciendo una falla de apilamiento. La longitud del defecto, dependerá de la fuerza de repulsión entre las dislocaciones parciales y la SFE que tiene como objetivo acercarlas.
Los aceros inoxidables son altamente aleados, y esto proporciona una influencia significativa con el valor de la SFE. Para poder estimar el valor de esta energía, se usa la Ecuación 6; la cual depende de la composición química del acero en peso.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
21
𝑆𝑆𝑆𝑆𝐸𝐸 �𝑚𝑚𝑚𝑚𝑚𝑚2� = 𝛾𝛾𝑆𝑆𝑆𝑆0 + 1,59𝑁𝑁𝐸𝐸 − 1,34𝑒𝑒𝐸𝐸 + 0,06𝑒𝑒𝐸𝐸2 − 1,75𝑒𝑒𝐶𝐶 + 0,01𝑒𝑒𝐶𝐶2 + 15,2𝑒𝑒𝑝𝑝 −
5,59𝑆𝑆𝐸𝐸 − 60,69(𝑒𝑒 + 1,2𝑁𝑁)0,5 + 26,27(𝑒𝑒 + 1,2𝑁𝑁) · (𝑒𝑒𝐶𝐶 + 𝑒𝑒𝐸𝐸 + 𝑒𝑒𝑝𝑝)0,5 + 0,61[𝑁𝑁𝐸𝐸 ·(𝑒𝑒𝐶𝐶 + 𝑒𝑒𝐸𝐸)]0,5 (6)
donde la 𝛄𝛄𝐒𝐒𝐒𝐒𝟎𝟎 es una constante e igual a 38mJ/m2para los aceros metaestables TRIP[15].
Dependiendo del valor de SFE, podemos encontrar los principales mecanismos de deformación, tal como se observa en la Figura 10. Cuando el SFE ≥70mJ/m2, la deformación plástica se va a ver favorecida por el movimiento de dislocaciones, que van a poder cambiar de plano de apilamiento durante el proceso de deformación plástica. Pero en cambio, si la SFE se encuentra entre 20-70mJ/m2 se va a favorecer las dislocaciones tipo Shockley, donde los procesos de maclaje se van a ver favorecidos, proporcionando al material una mayor resistencia a la deformación. Para los aceros TRIP la SFE es muy baja (≤20mJ/m2), hecho que dificulta la interacción de dislocaciones, y se favorece la transformación de fase γ α’[15,16].
Figura 10: Representación gráfica de los mecanismos de deformación plástica en función del SFE.
b) Transformación martensítica: Cuando se genera martensita en los aceros TRIP, no solo aparece la estructura BCC (α’-), sino que dependiendo de la composición química es posible que también aparezca en pequeñas cantidades otro tipo martensita con una estructura hexagonal compacta (HCP) denominada martensita ε-[16]. Esta, a diferencia de la expansión de volumen que genera la martensita α’-, genera una contracción en la microestructura. Otra diferencia que ha sido reportada con anterioridad[17], es que la martensita tipo α’- nuclea principalmente en intersecciones de bandas de deslizamiento, aunque posteriormente también se ha reportado que nuclean en bandas de corte, en bordes de grano o en zonas con una alta densidad de dislocaciones, mientras que la martensita ε- se genera en fallas de apilamiento tal como se aprecia en la Figura 11.
Memoria
22
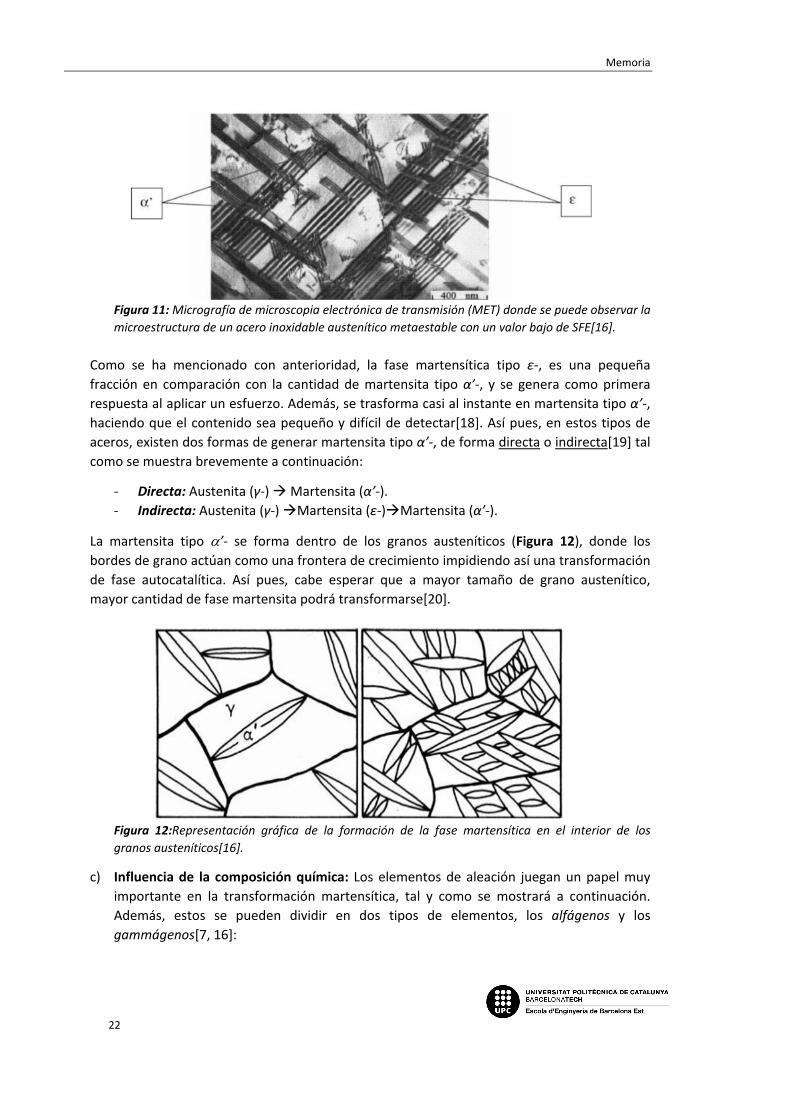
Figura 11: Micrografía de microscopia electrónica de transmisión (MET) donde se puede observar la microestructura de un acero inoxidable austenítico metaestable con un valor bajo de SFE[16].
Como se ha mencionado con anterioridad, la fase martensítica tipo ε-, es una pequeña fracción en comparación con la cantidad de martensita tipo α’-, y se genera como primera respuesta al aplicar un esfuerzo. Además, se trasforma casi al instante en martensita tipo α’-, haciendo que el contenido sea pequeño y difícil de detectar[18]. Así pues, en estos tipos de aceros, existen dos formas de generar martensita tipo α’-, de forma directa o indirecta[19] tal como se muestra brevemente a continuación:
- Directa: Austenita (γ-) Martensita (α’-). - Indirecta: Austenita (γ-) Martensita (ε-)Martensita (α’-).
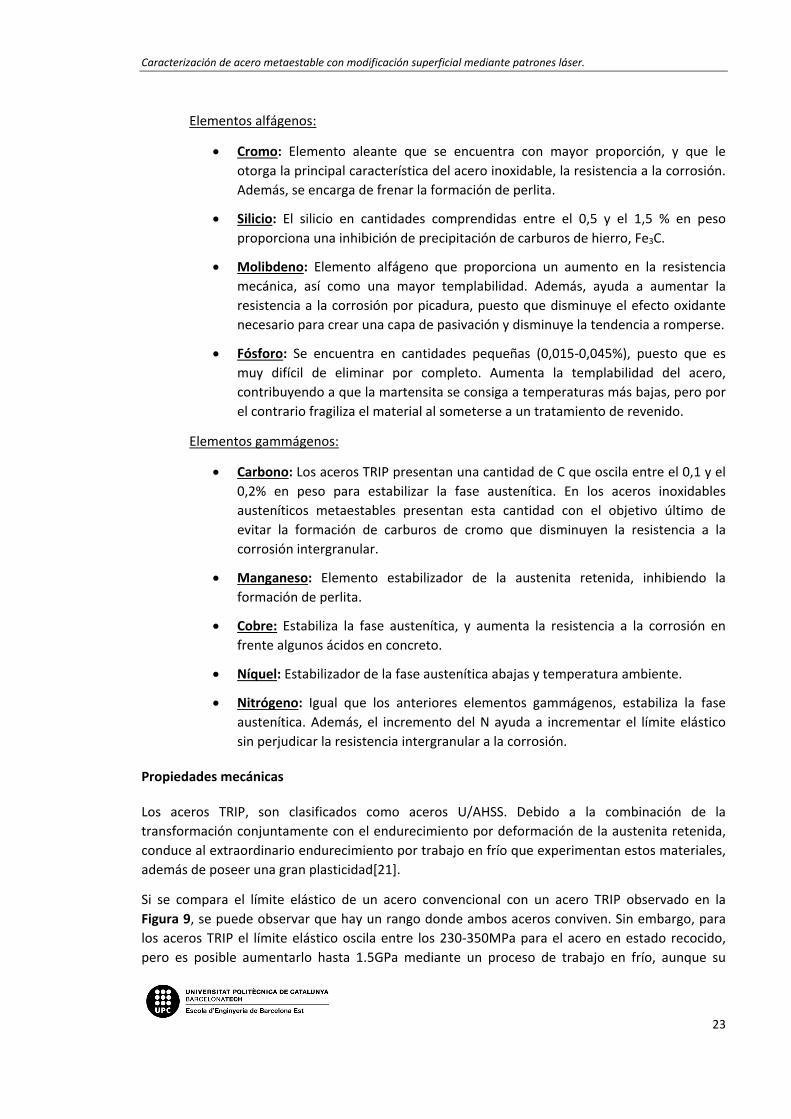
La martensita tipo α’- se forma dentro de los granos austeníticos (Figura 12), donde los bordes de grano actúan como una frontera de crecimiento impidiendo así una transformación de fase autocatalítica. Así pues, cabe esperar que a mayor tamaño de grano austenítico, mayor cantidad de fase martensita podrá transformarse[20].
Figura 12:Representación gráfica de la formación de la fase martensítica en el interior de los granos austeníticos[16].
c) Influencia de la composición química: Los elementos de aleación juegan un papel muy importante en la transformación martensítica, tal y como se mostrará a continuación. Además, estos se pueden dividir en dos tipos de elementos, los alfágenos y los gammágenos[7, 16]:
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
23
Elementos alfágenos:
• Cromo: Elemento aleante que se encuentra con mayor proporción, y que le otorga la principal característica del acero inoxidable, la resistencia a la corrosión. Además, se encarga de frenar la formación de perlita.
• Silicio: El silicio en cantidades comprendidas entre el 0,5 y el 1,5 % en peso proporciona una inhibición de precipitación de carburos de hierro, Fe3C.
• Molibdeno: Elemento alfágeno que proporciona un aumento en la resistencia mecánica, así como una mayor templabilidad. Además, ayuda a aumentar la resistencia a la corrosión por picadura, puesto que disminuye el efecto oxidante necesario para crear una capa de pasivación y disminuye la tendencia a romperse.
• Fósforo: Se encuentra en cantidades pequeñas (0,015-0,045%), puesto que es muy difícil de eliminar por completo. Aumenta la templabilidad del acero, contribuyendo a que la martensita se consiga a temperaturas más bajas, pero por el contrario fragiliza el material al someterse a un tratamiento de revenido.
Elementos gammágenos:
• Carbono: Los aceros TRIP presentan una cantidad de C que oscila entre el 0,1 y el 0,2% en peso para estabilizar la fase austenítica. En los aceros inoxidables austeníticos metaestables presentan esta cantidad con el objetivo último de evitar la formación de carburos de cromo que disminuyen la resistencia a la corrosión intergranular.
• Manganeso: Elemento estabilizador de la austenita retenida, inhibiendo la formación de perlita.
• Cobre: Estabiliza la fase austenítica, y aumenta la resistencia a la corrosión en frente algunos ácidos en concreto.
• Níquel: Estabilizador de la fase austenítica abajas y temperatura ambiente.
• Nitrógeno: Igual que los anteriores elementos gammágenos, estabiliza la fase austenítica. Además, el incremento del N ayuda a incrementar el límite elástico sin perjudicar la resistencia intergranular a la corrosión.
Propiedades mecánicas
Los aceros TRIP, son clasificados como aceros U/AHSS. Debido a la combinación de la transformación conjuntamente con el endurecimiento por deformación de la austenita retenida, conduce al extraordinario endurecimiento por trabajo en frío que experimentan estos materiales, además de poseer una gran plasticidad[21].
Si se compara el límite elástico de un acero convencional con un acero TRIP observado en la Figura 9, se puede observar que hay un rango donde ambos aceros conviven. Sin embargo, para los aceros TRIP el límite elástico oscila entre los 230-350MPa para el acero en estado recocido, pero es posible aumentarlo hasta 1.5GPa mediante un proceso de trabajo en frío, aunque su

Memoria
24
ductilidad se verá reducida[21]. Además, combinando la alta resistencia a la corrosión, las elevadas propiedades a fatiga, así como su comportamiento mecánico presentado en la Tabla 1, hace que el acero inoxidable austenítico metaestable se considerarse como un material de alto interés tecnológico para múltiples aplicaciones de ingeniería y principalmente en el sector automovilístico.
Tabla 1: Propiedades mecánicas del acero inoxidable austenítico metaestable AISI 301LN[22].
Propiedades Límite elástico (MPa)
Resistencia a tracción (MPa)
Dureza (HV)
AISI 301LN 230-1500 550-770 180-350
Aplicaciones industriales Estos tipos de aceros (U/AHSS), son materiales muy usados en la industria de la automoción, principalmente en las partes estructurales del chasis, tal como se observa en la Figura 13; este tipo de aceros se encuentra principalmente en: pilar B, rieles del techo, consola central y en los marcos de los asientos.
Esto no solo se debe a las propiedades mecánicas mencionadas anteriormente, sino que además, tienen una elevada capacidad para absorber la energía (principalmente durante la transformación de fase de γ α’), propiedad que propicia su uso en esta aplicación por el cumplimiento de la normativa de seguridad en caso de haber un choque[23].

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
25
Figura 13: Distribución de los diferentes tipos de acero que se usan en una carrocería de un vehículo. Donde el color rojo corresponde a los aceros U/AHSS[24].
1.2 Modificación superficial
La superficie de los materiales desarrolla un papel muy importante, ya que mediante su modificación a nivel superficial, produce un cambio en su microestructura y por ende en las propiedades finales del material; tales como: parámetros tribológicos como la adherencia, rugosidad, el coeficiente de fricción o la mojabilidad, pero además se varían propiedades mecánicas, como dureza, resistencia a fatiga, o resistencia a corrosión, entre otros.
En la actualidad existen muchos métodos que permiten modificar superficialmente los materiales, pudiéndose clasificar en cuatro grandes grupos: mecánico, químico, electroquímico y térmico. Cada uno de ellos consta de varias técnicas que pueden ser usadas para el acero inoxidable austenítico metaestable, y que van a ser brevemente descritas a continuación.
1.2.1. Método mecánico
El primero de ellos es el método mecánico, que se utiliza para endurecer la superficie mediante la generación de tensiones compresivas y como consecuencia un proceso de endurecimiento mediante la modificación microestructural del material en cuestión. Este proceso permite aumentar la vida útil del material bajo esfuerzos de fatiga. En este grupo, nos podemos encontrar diferentes técnicas que permiten modificar mecánicamente a los materiales, tales como:
1.2.1.1. Shotpeening
El shotpeening (SP) es una técnica mecánica donde se hacen impactar partículas esféricas duras con un diámetro variable a alta velocidad (65-110m/s). La modificación superficial inducida por esta técnica es altamente variable y depende de la velocidad, del tamaño y de la dureza (400-700HV) de las partículas abrasivas usadas, así como del ángulo de impacto en el material. Las partículas suelen ser de alúmina (Al2O3) o de acero, y se usan unas u otras dependiendo de la dureza del material a tratar. Normalmente, las de alúmina (Al2O3) son más pequeñas 0,2-1,5mm y ligeras comparadas con las de acero 0,3-0,8mm, y se utilizan para piezas con menor dureza, ya que se requiere evitar la contaminación superficial del material tratado (titanito o aluminio)[25].
Esta metodología, es un proceso de deformación en frío, donde el impacto de las partículas debe ser capaz de superar el límite elástico, para producir una deformación plástica permanente en la superficie del material. Este tratamiento genera un campo de tensiones compresivas, endureciendo la superficie del material, que contrarresta a las tensiones a las que se le pueda someter durante su vida útil, sobretodo aumentando su resistencia a la fatiga[26]. En este sentido, la velocidad de impacto de las partículas juega un papel importante, porque cuanto mayor sea, más tensiones de compresión se van a inducir, alcanzando profundidades de hasta 250µm de espesor.
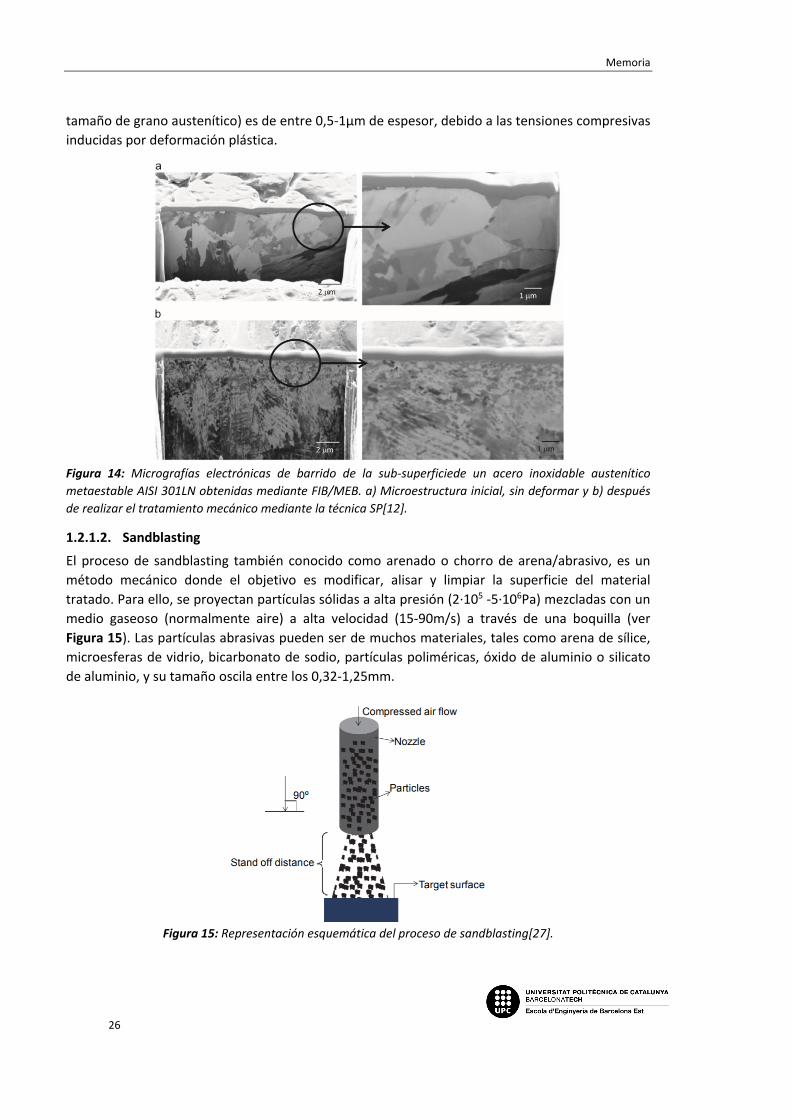
En la Figura 14, se muestra un corte transversal utilizando la técnica del haz de iones focalizado (en inglés Focused Ion Beam, FIB) de la microestructura de un acero inoxidable austenítico metaestable antes y después de un tratamiento con SP. En estas micrografías, se aprecia que debido al efecto del SP, el cambio microestructural inducido (principalmente, reducción del
Memoria
26
tamaño de grano austenítico) es de entre 0,5-1µm de espesor, debido a las tensiones compresivas inducidas por deformación plástica.
Figura 14: Micrografías electrónicas de barrido de la sub-superficiede un acero inoxidable austenítico metaestable AISI 301LN obtenidas mediante FIB/MEB. a) Microestructura inicial, sin deformar y b) después de realizar el tratamiento mecánico mediante la técnica SP[12].
1.2.1.2. Sandblasting
El proceso de sandblasting también conocido como arenado o chorro de arena/abrasivo, es un método mecánico donde el objetivo es modificar, alisar y limpiar la superficie del material tratado. Para ello, se proyectan partículas sólidas a alta presión (2·105 -5·106Pa) mezcladas con un medio gaseoso (normalmente aire) a alta velocidad (15-90m/s) a través de una boquilla (ver Figura 15). Las partículas abrasivas pueden ser de muchos materiales, tales como arena de sílice, microesferas de vidrio, bicarbonato de sodio, partículas poliméricas, óxido de aluminio o silicato de aluminio, y su tamaño oscila entre los 0,32-1,25mm.
Figura 15: Representación esquemática del proceso de sandblasting[27].

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
27
La principal consecuencia de este proceso es la erosión en la superficie del material tratado. Esta erosión depende de tres parámetros; el ángulo de impacto, la velocidad y el tamaño de las partículas. Como se observa en la Figura 16, el ángulo de impacto va a determinar el tipo de erosión resultante, pudiendo eliminar el material de forma frágil (15°≤θ≤20°) con la formación de grietas, o de forma dúctil (≈90°) debido al corte o roturación. La velocidad y el tamaño de partículas también influyen en la cantidad de erosión, ya que con velocidades altas y partículas grandes se consigue un aumento de la energía cinética que va a ocasionar una mayor erosión en superficie[27].
Figura 16: Esquematización del tipo de erosión generada (dúctil/frágil) en función del ángulo de impacto[27].
En este caso, las tensiones compresivas inducidas son un 52% inferior a las generadas mediante el tratamiento de SP, puesto que las partículas abrasivas que se usan son menos duras y cuesta más generar deformación plástica. Este hecho, también se evidencia con la profundidad de capa generada, porque mediante esta metodología solo se llega a afectar entre 1,5-3,5µm de espesor, que es un valor muy inferior al del SP mencionado anteriormente (250µm)[28]. Por eso las aplicaciones del sandblasting se destinan a fines de limpieza y preparación de muestras para posteriores tratamientos, mientras que el SP se usa para mejorar propiedades mecánicas.
1.2.1.3. Proceso de desbaste
El proceso de desbaste también denominado rectificado, consiste en aplicar un desbaste mediante una rueda giratoria con granos muy abrasivos en su superficie que entran en contacto con la superficie del material (ver, Figura 17). Estos granos actúan como herramientas de corte eliminando imperfecciones en la superficie de la pieza e induciendo tensiones compresivas.
La configuración del equipo (número de ruedas, cilindro interior/exterior, eje de la rueda perpendicular/plano) va a depender principalmente de la geometría de la pieza que se quiera mecanizar, pudiendo aplicar un rango de velocidades que oscilan entre los 15-33m/s.

Memoria
28
Figura 17: Representación esquemática del proceso de desbaste [29].
El tamaño del grano influye en el acabado superficial, ya que cuanto mayor sea (1,7-2,4mm) más desbaste y se obtiene un peor acabado superficial, en comparación con tamaños muy finos (25-100µm) donde tanto la precisión como el acabado superficial de la pieza son mejores. Por otro lado, dependiendo del tipo de desbaste que se quiere realizarse pueden escoger diferentes tipos de abrasivos tales como el cuarzo (SiO2), óxido de aluminio (Al2O3), diamante, nitruro de boro cúbico (CBN) o carburo de silicio (SiC).Otro parámetro importante a tener en cuenta es el número de pasadas con la rueda giratoria, ya que en cada una de ellas se puede llegar a una profundidad de entre 5 y 40µm de espesor dependiendo del tamaño del grano abrasivo.
Durante este proceso, se genera un campo de tensiones locales compresivas provocando una deformación plástica irreversible. En este sentido, el material es eliminado de la superficie de dos formas distintas, mediante fractura frágil o dúctil. El primer método es mediante la nucleación y propagación de grietas, mientras que el segundo se generan virutas por un mecanizado de cizalla elevado. Las piezas finales que se consiguen presentan: microgrietas en la superficie o en la sub-superficie, transformación de fase por las tensiones compresivas inducidas, o variaciones en la resistencia a la fractura, así como un incremento de dureza local[29].
1.2.1.4. Modificación superficial ultrasónica de nanocristales
La técnica de UNSM (en inglés ultrasonic nanocrystal surface modification, ver Figura 18) consiste en recorrer la superficie del material con una esfera de carburo de tungsteno que está unida a un dispositivo ultrasónico, que impacta en superficie a una frecuencia muy alta (20KHz) y de esta manera se induce deformación plástica en la pieza[30].
Este tratamiento permite refinar el tamaño de los granos de la superficie a nivel nanométrico. Mediante esta técnica, el espesor de la capa deformada y por ende endurecida superficialmente debido a la elevada cantidad de dislocaciones inducidas es de unas 200µm[31].

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
29
Figura 18: Esquema del proceso UNSM aplicado para la realización de patrones[30].
1.2.2. Método químico
El método químico permite una variedad de técnicas que otorgan diferentes funciones a nivel superficial, entre ellas destacan la limpieza o eliminación de óxidos, sin dañar el acabado del material, o mejorar la resistencia a la corrosión. En este contexto, el ataque químico permite de una manera sencilla y económica inducir rugosidades superficiales a nivel micro- y/o submicrométrico. Este proceso permite crear una nanotopografía en el material, que influye en las propiedades tribológicas superficiales.
Hay varios procesos que son recurrentemente usados, entre los cuales aparece el electropulido, el pasivado y el decapado. Estos procesos son descritos brevemente a continuación:
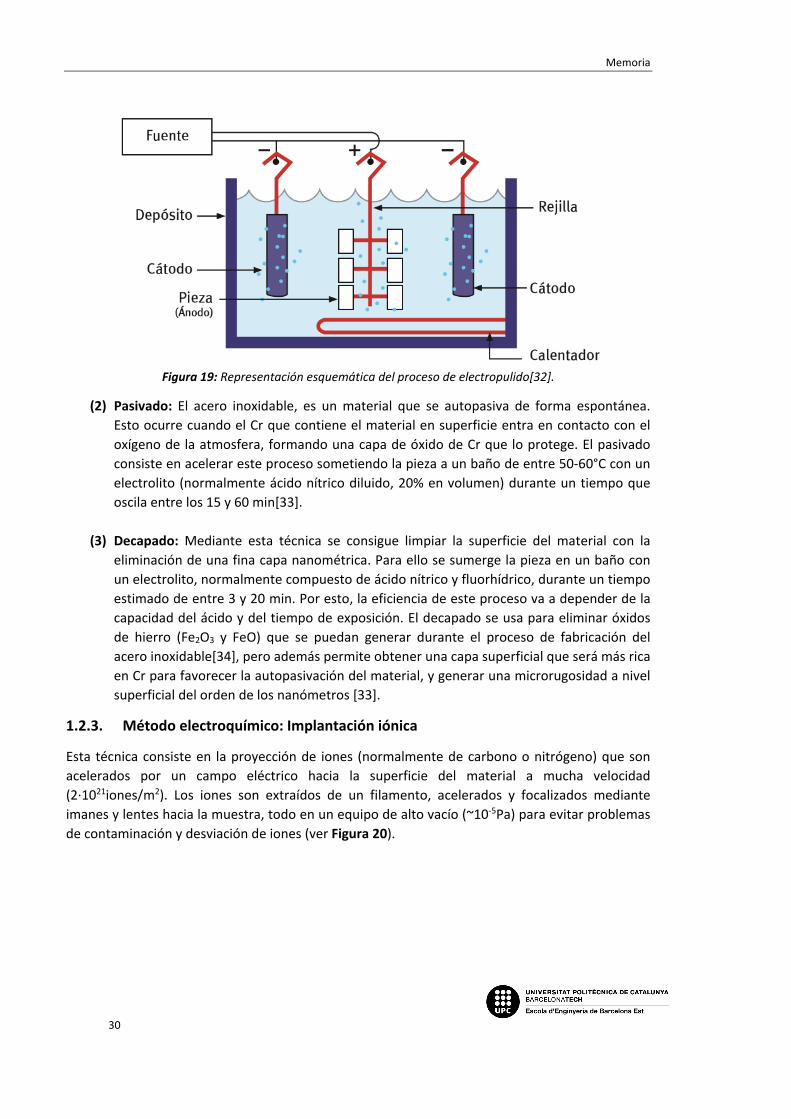
(1) Electropulido: Esta técnica consiste en eliminar material de la superficie de la pieza ión por ión, mediante la aplicación de una corriente eléctrica y la utilización de un electrolito para obtener superficies limpias de impurezas, y reducir de esta manera la rugosidad. En la Figura 19, se muestra un esquema representativo del proceso.
Tal como se parecía en la Figura 19, dentro de un depósito se colocan placas que serán usadas como cátodo, normalmente se usan metales tales como cobre (Cu) o plomo (Pb) y se conectan al polo negativo de la fuente de alimentación. En el polo positivo se coloca la pieza que será electropulida, usada como ánodo, y todo ello se sumerge en una cuba electrolítica donde contiene el electrolito (ácido sulfírico o ácido ortofosfórico) para cerrar el circuito eléctrico. Al conectar la fuente de alimentación de corriente continua (densidad de corriente puede oscilar entre 5 y 25A/dm2), los iones del ánodo (pieza) van a depositarse en el cátodo, eliminando así material de la pieza. En este sentido, la velocidad y eficiencia de este proceso depende de la corriente que se aplique, del tiempo emprado (de 2 a 20min) y del electrolito que se escoja. Además, este tratamiento, se puede realizar a temperatura (entre los 40 y 75°C) y de esta manera acelerar la reacción.
Para el caso del acero inoxidable, donde los componentes mayoritarios son el Fe, Cr y Ni, el electrolito no ataca a todos los elementos por igual, y favorece que el Cr quede en mayor proporción en superficie, y posteriormente favorecer la generación de una capa de óxido de Cr y que esta se pasive con mayor facilidad[32].
Memoria
30
Figura 19: Representación esquemática del proceso de electropulido[32].
(2) Pasivado: El acero inoxidable, es un material que se autopasiva de forma espontánea. Esto ocurre cuando el Cr que contiene el material en superficie entra en contacto con el oxígeno de la atmosfera, formando una capa de óxido de Cr que lo protege. El pasivado consiste en acelerar este proceso sometiendo la pieza a un baño de entre 50-60°C con un electrolito (normalmente ácido nítrico diluido, 20% en volumen) durante un tiempo que oscila entre los 15 y 60 min[33].
(3) Decapado: Mediante esta técnica se consigue limpiar la superficie del material con la eliminación de una fina capa nanométrica. Para ello se sumerge la pieza en un baño con un electrolito, normalmente compuesto de ácido nítrico y fluorhídrico, durante un tiempo estimado de entre 3 y 20 min. Por esto, la eficiencia de este proceso va a depender de la capacidad del ácido y del tiempo de exposición. El decapado se usa para eliminar óxidos de hierro (Fe2O3 y FeO) que se puedan generar durante el proceso de fabricación del acero inoxidable[34], pero además permite obtener una capa superficial que será más rica en Cr para favorecer la autopasivación del material, y generar una microrugosidad a nivel superficial del orden de los nanómetros [33].
1.2.3. Método electroquímico: Implantación iónica
Esta técnica consiste en la proyección de iones (normalmente de carbono o nitrógeno) que son acelerados por un campo eléctrico hacia la superficie del material a mucha velocidad (2·1021iones/m2). Los iones son extraídos de un filamento, acelerados y focalizados mediante imanes y lentes hacia la muestra, todo en un equipo de alto vacío (~10-5Pa) para evitar problemas de contaminación y desviación de iones (ver Figura 20).
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
31
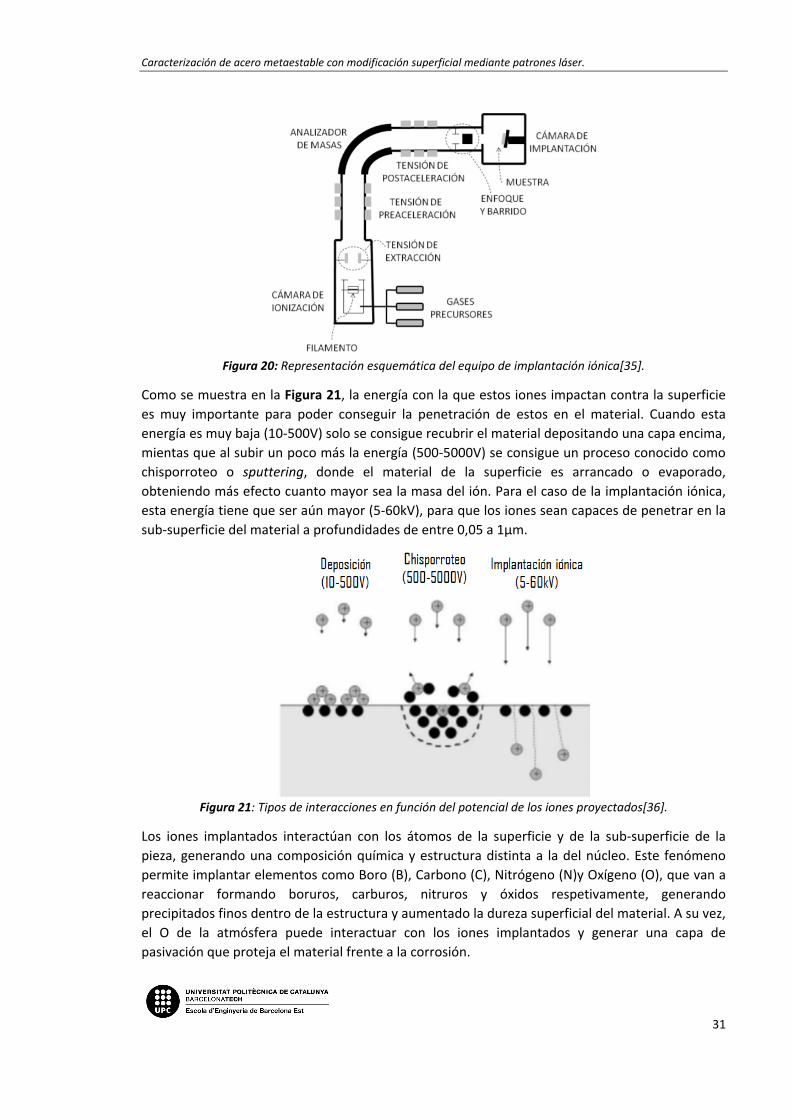
Figura 20: Representación esquemática del equipo de implantación iónica[35].
Como se muestra en la Figura 21, la energía con la que estos iones impactan contra la superficie es muy importante para poder conseguir la penetración de estos en el material. Cuando esta energía es muy baja (10-500V) solo se consigue recubrir el material depositando una capa encima, mientas que al subir un poco más la energía (500-5000V) se consigue un proceso conocido como chisporroteo o sputtering, donde el material de la superficie es arrancado o evaporado, obteniendo más efecto cuanto mayor sea la masa del ión. Para el caso de la implantación iónica, esta energía tiene que ser aún mayor (5-60kV), para que los iones sean capaces de penetrar en la sub-superficie del material a profundidades de entre 0,05 a 1µm.
Figura 21: Tipos de interacciones en función del potencial de los iones proyectados[36].
Los iones implantados interactúan con los átomos de la superficie y de la sub-superficie de la pieza, generando una composición química y estructura distinta a la del núcleo. Este fenómeno permite implantar elementos como Boro (B), Carbono (C), Nitrógeno (N)y Oxígeno (O), que van a reaccionar formando boruros, carburos, nitruros y óxidos respetivamente, generando precipitados finos dentro de la estructura y aumentado la dureza superficial del material. A su vez, el O de la atmósfera puede interactuar con los iones implantados y generar una capa de pasivación que proteja el material frente a la corrosión.

Memoria
32
Además, este tipo de técnica contribuye en el crecimiento y movimiento de dislocaciones, generando defectos en la red cristalina y formando capas sub-superficiales que proporcionan tensiones compresivas [36]. Estas tensiones pueden inducir cambio de fase, bloquear el avance de gritas y obstruir canales donde se propicia la corrosión. Por este motivo, este método electroquímico permite obtener buenas propiedades tribológicas y mecánicas a nivel superficial, mejorando sobretodo la resistencia al desgaste con la disminución del coeficiente de fricción y aumentando la resistencia a la corrosión y fatiga al bloquear el crecimiento de grietas en superficie[33,34].
1.2.4. Método térmico
1.2.4.1. Tratamientos térmicos
Los tratamientos térmicos (TT) superficiales, consisten en someter solo la superficie de la pieza a temperaturas elevadas, y realizar un posterior temple. Así se obtienen diferentes microestructuras, se produce un endurecimiento superficial, se inducen tensiones residuales y también se obtiene propiedades mecánicas distintas a las del núcleo de la pieza. Normalmente se realiza un endurecimiento superficial produciendo una transformación martensítica en la superficie del material, principalmente debido a un enfriamiento rápido del material sin dar tiempo al C a difundir. También es posible realizar un revenido, si se quieren aliviar tensiones, calentando la pieza hasta los 400-600°C y dejar enfriar a temperatura ambiente.
Las dos principales técnicas en uso son: el TT mediante inducción (Figura 22a), que consiste en someter la pieza a un campo magnético generado por una corriente alterna de alta frecuencia (200-5·105Hz) mediante un inductor. Este inductor suele ser una bobina de cobre, que va a inducir corrientes eléctricas (corriente de Foucault) en la pieza, y por efecto Joule van a calentar la zona por donde circulan. La segunda técnica es el TT a la llama (Figura 22b), donde la pieza es calentada por medio de una llama (normalmente de oxiacetileno u oxihidrógeno) a alta temperatura. En ambos procesos se logra calentar solo una parte específica de la pieza entre los 100-3000°C, localizando el calor y así producir cambios microestructurales una vez son templadas. Dependiendo del tiempo de aplicación de estos TT superficiales, se puede controlar la temperatura e influir en un mayor o menos espesor.
La finalidad de estos tratamientos, consiste en modificar la microestructura a nivel local y por ende sus propiedades mecánicas como la dureza (500-700HV), la resistencia a fatiga y desgaste de forma localizada, y todo esto sin cambiar la composición química o las dimensiones de la pieza, llegando a tratar un rango de entre 0,5 a 10mm de espesor. Las principales desventajas de estos procesos encontramos que no se pueden tratar todo tipo de aceros, ya que para conseguir un buen tratamiento es necesario que contenga C en proporciones del 0,35-0,5% en peso para conseguir un buen endurecimiento superficial. Además, es muy difícil controlar el espesor tratado, y se puede producir sobrecalentamiento[39].

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
33
Figura 22: a) Representación esquemática del TT por inducción [40]y b) del TT a la llama[41].
1.2.4.2. Nitruración por plasma
La nitruración por plasma, también conocida como nitruración de iones o de descarga luminosa, consiste en someter la pieza a una descarga de luz pulsada en combinación de un gas (normalmente se utiliza nitrógeno), generando una capa de nitruro que puede llegar al centenar de micras.
En la Figura 23, se muestra el equipo utilizado. Este consta de una cámara, normalmente un horno, que se encuentra en vacío (10-1000Pa), donde se introduce gas (nitrógeno más hidrógeno y argón en menor proporción). En este punto se aplica una diferencia de potencial (0,3-1kV) entre la pieza a tratar (cátodo) y el horno (ánodo) produciendo una descarga luminosa que ioniza el gas y generar un plasma. Mediante esta tecnología, se van a producir varias reacciones, entre ellas la pulverización catódica o reacción de reducción entre las partículas que se encuentran en la superficie del material (contaminación) en contacto con el gas. Esta contaminación superficial, será extraída mediante el sistema de vacío. De este modo, la superficie queda limpia de impurezas contaminantes, y de esta manera el plasma de N es bombardeado sobre el sustrato con el camino libre para penetrar de una manera más eficiente sobre la superficie del material.
Figura 23: Representación esquemática del equipo de nitruración por plasma[39].
Sí además se añade temperatura, el proceso de difusión de los iones se va a ver favorecido. Este efecto se evidencia en la Figura 24, donde se muestra el mismo acero tratado con nitruración por
Memoria
34
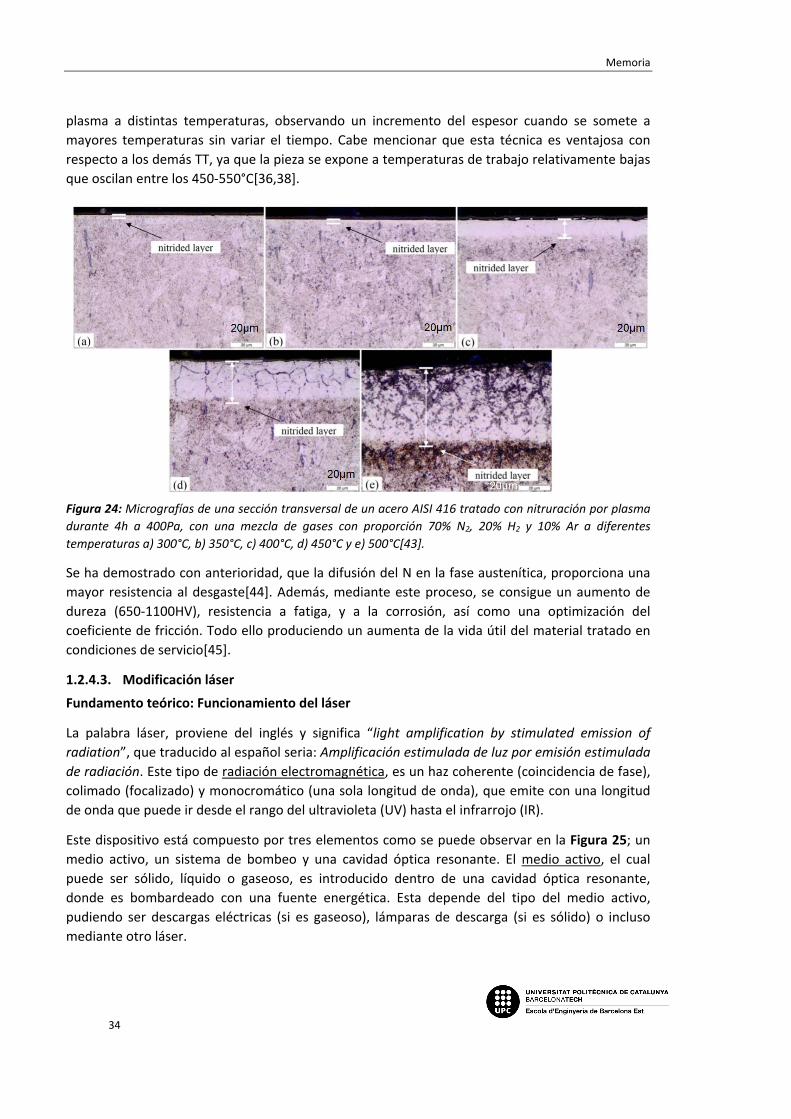
plasma a distintas temperaturas, observando un incremento del espesor cuando se somete a mayores temperaturas sin variar el tiempo. Cabe mencionar que esta técnica es ventajosa con respecto a los demás TT, ya que la pieza se expone a temperaturas de trabajo relativamente bajas que oscilan entre los 450-550°C[36,38].
Figura 24: Micrografías de una sección transversal de un acero AISI 416 tratado con nitruración por plasma durante 4h a 400Pa, con una mezcla de gases con proporción 70% N2, 20% H2 y 10% Ar a diferentes temperaturas a) 300°C, b) 350°C, c) 400°C, d) 450°C y e) 500°C[43].
Se ha demostrado con anterioridad, que la difusión del N en la fase austenítica, proporciona una mayor resistencia al desgaste[44]. Además, mediante este proceso, se consigue un aumento de dureza (650-1100HV), resistencia a fatiga, y a la corrosión, así como una optimización del coeficiente de fricción. Todo ello produciendo un aumenta de la vida útil del material tratado en condiciones de servicio[45].
1.2.4.3. Modificación láser
Fundamento teórico: Funcionamiento del láser
La palabra láser, proviene del inglés y significa “light amplification by stimulated emission of radiation”, que traducido al español seria: Amplificación estimulada de luz por emisión estimulada de radiación. Este tipo de radiación electromagnética, es un haz coherente (coincidencia de fase), colimado (focalizado) y monocromático (una sola longitud de onda), que emite con una longitud de onda que puede ir desde el rango del ultravioleta (UV) hasta el infrarrojo (IR).
Este dispositivo está compuesto por tres elementos como se puede observar en la Figura 25; un medio activo, un sistema de bombeo y una cavidad óptica resonante. El medio activo, el cual puede ser sólido, líquido o gaseoso, es introducido dentro de una cavidad óptica resonante, donde es bombardeado con una fuente energética. Esta depende del tipo del medio activo, pudiendo ser descargas eléctricas (si es gaseoso), lámparas de descarga (si es sólido) o incluso mediante otro láser.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
35
Figura 25: Representación esquemática del funcionamiento lineal de un láser[47].
El sistema de bombeo (Figura 26) aporta una excitación a los átomos del medio activo que son elevados desde el estado base (N1) a niveles más altos de energía (N3). Seguidamente los electrones van a caer a un nivel intermedio de energía (N2), eliminando este exceso de energía de forma no-radiante con la disipación de fonones (mediante vibración). Este nivel intermedio es metaestable, y los electrones van a caer a niveles inferiores por emisión espontánea, emitiendo en esta ocasión fotones de luz láser[47].
Figura 26: Representación esquemática de tres niveles de energía para producir luz láser[47].
Estos fotones van a interactuar a su vez con otros átomos que ya están excitados por el proceso anterior, emitiendo así otro fotón más el original. De este modo, se forma la denominada emisión estimulada (Figura 27), donde a partir de un fotón se generan dos con las mismas características que el principal (longitud de onda, fase y polarización) generando una amplificación. También puede suceder que este fotón original, interactúe con átomos que no están excitados, generando una inversión de población, es decir, que hay más átomos excitados que los que no lo están. Así pues, la clave para el funcionamiento de un láser es la combinación de ambas posibilidades, la emisión estimulada y la inversión de población[46]. En la Figura 26, la inversión de población se encuentra entre el nivel intermedio (N2) y el estado base (N1).
Memoria
36
Figura 27: Fenómeno de emisión estimulada[46].
La cavidad óptica resonante está constituida por dos espejos en los extremos, que reflejan los fotones generados, propiciando que viajen a través del medio activo y puedan excitar a losátomos y crear así más fotones. Uno de los espejos, tiene un pequeño agujero (parcialmente reflejante), por donde se escapan algunos fotones amplificados, formando un haz de luz láser monocromático y coherente[48].
Parámetros y características del láser
Hay cuatro parámetros característicos del láser que pueden ser controlados, el tiempo, la frecuencia, la potencia del pulso y la longitud de onda; los cuales serán explicados a lo largo de esta sección.
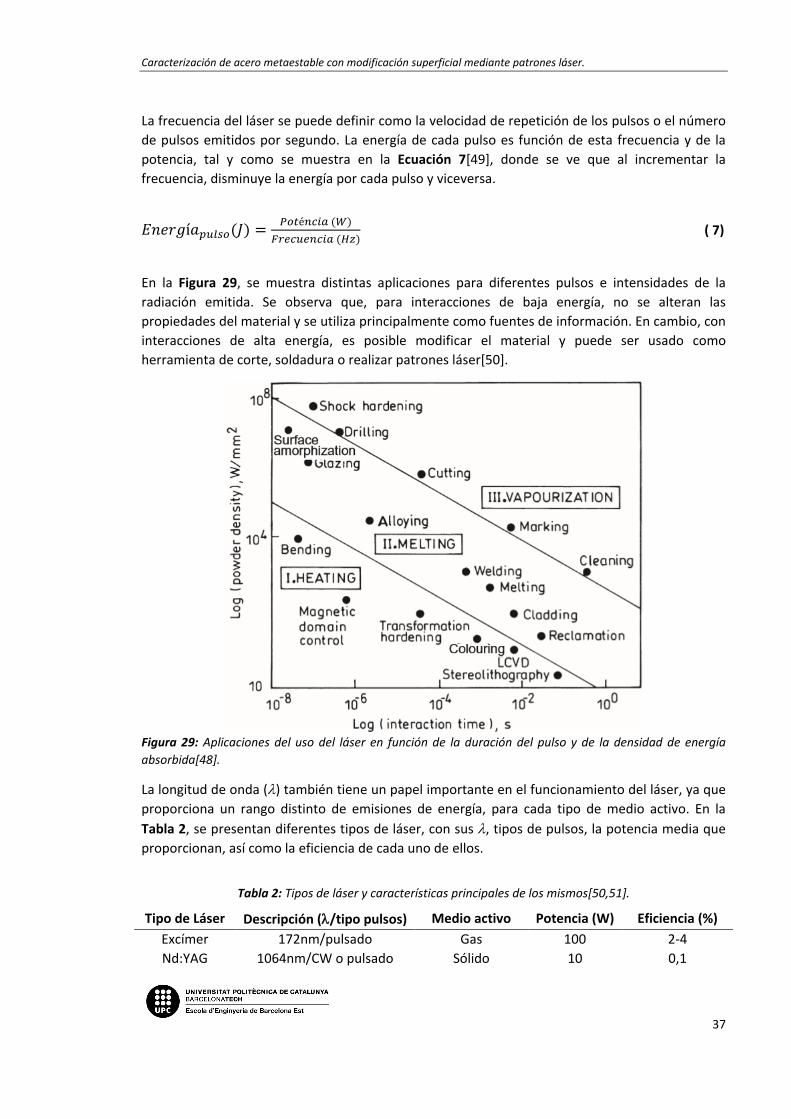
El láser puede operar en dos modos distintos, en continuo o por pulsos. El método continuo (en inglés, continuous wave, C.W) proporciona la misma potencia durante todo el tiempo de aplicación, y suele producir procesos de calentamiento o fundido. En cambio, el método por pulsos opera emitiendo valores de densidad de energía extremadamente alta, mediante una frecuencia concreta, permitiendo inducir procesos de ablación láser. En la Figura 28, se observa la relación del tiempo del pulso en función del efecto térmico que generan en la superficie del material, mostrando que mediante pulsos más cortos, y por tanto de mayor intensidad, se reduce la zona afectada térmicamente (también conocida como zona ZAT) en comparación con pulsos de mayor exposición. Normalmente dentro del rango de los milisegundos hasta los nanosegundos los procesos de fusión predominan, mientras que al reducir los tiempos hasta pico o femtosegundos, los procesos de ablación obtienen mayor presencia. Es importante controlar este parámetro, puesto que, dependiendo del material tratado, con pulsos demasiados cortos y de mayor energía pueden producir daños en el sustrato, por mucho que se consiga disminuir el calor transferido.
Figura 28: Diferentes efectos producidos en la superficie de un material metálico con un láser continuo (C.W), uno pulsado de nanosegundos (n.s) y otro pulsado en pico/femtosegundos (p.s/f.s), de izquierda a derecha respectivamente[49].
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
37
La frecuencia del láser se puede definir como la velocidad de repetición de los pulsos o el número de pulsos emitidos por segundo. La energía de cada pulso es función de esta frecuencia y de la potencia, tal y como se muestra en la Ecuación 7[49], donde se ve que al incrementar la frecuencia, disminuye la energía por cada pulso y viceversa.
𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸í𝑎𝑎𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝(𝐽𝐽) = 𝑃𝑃𝑝𝑝𝑃𝑃é𝑛𝑛𝑛𝑛𝑛𝑛𝑛𝑛 (𝑊𝑊)𝐹𝐹𝐹𝐹𝐹𝐹𝑛𝑛𝑝𝑝𝐹𝐹𝑛𝑛𝑛𝑛𝑛𝑛𝑛𝑛 (𝐻𝐻𝐻𝐻)
( 7)
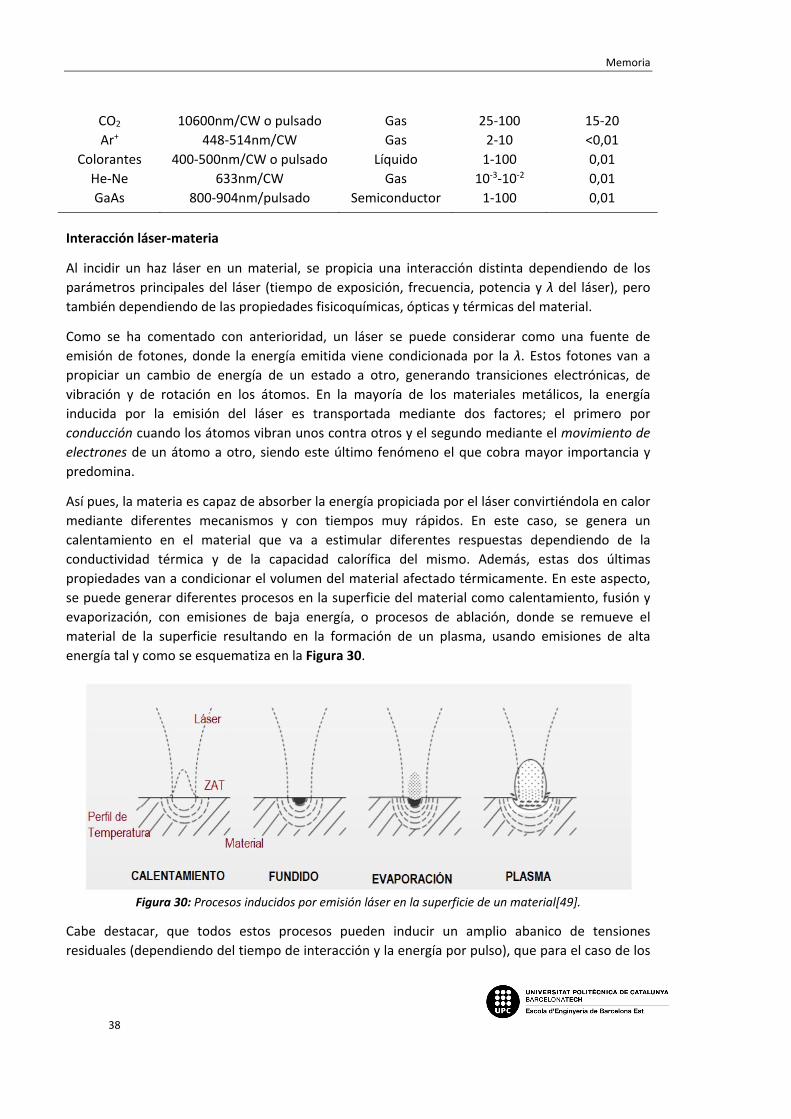
En la Figura 29, se muestra distintas aplicaciones para diferentes pulsos e intensidades de la radiación emitida. Se observa que, para interacciones de baja energía, no se alteran las propiedades del material y se utiliza principalmente como fuentes de información. En cambio, con interacciones de alta energía, es posible modificar el material y puede ser usado como herramienta de corte, soldadura o realizar patrones láser[50].
Figura 29: Aplicaciones del uso del láser en función de la duración del pulso y de la densidad de energía absorbida[48].
La longitud de onda (λ) también tiene un papel importante en el funcionamiento del láser, ya que proporciona un rango distinto de emisiones de energía, para cada tipo de medio activo. En la Tabla 2, se presentan diferentes tipos de láser, con sus λ, tipos de pulsos, la potencia media que proporcionan, así como la eficiencia de cada uno de ellos.
Tabla 2: Tipos de láser y características principales de los mismos[50,51].
Tipo de Láser Descripción (λ/tipo pulsos) Medio activo Potencia (W) Eficiencia (%) Excímer 172nm/pulsado Gas 100 2-4 Nd:YAG 1064nm/CW o pulsado Sólido 10 0,1
Memoria
38
CO2 10600nm/CW o pulsado Gas 25-100 15-20 Ar+ 448-514nm/CW Gas 2-10 <0,01
Colorantes 400-500nm/CW o pulsado Líquido 1-100 0,01 He-Ne 633nm/CW Gas 10-3-10-2 0,01 GaAs 800-904nm/pulsado Semiconductor 1-100 0,01
Interacción láser-materia
Al incidir un haz láser en un material, se propicia una interacción distinta dependiendo de los parámetros principales del láser (tiempo de exposición, frecuencia, potencia y λ del láser), pero también dependiendo de las propiedades fisicoquímicas, ópticas y térmicas del material.
Como se ha comentado con anterioridad, un láser se puede considerar como una fuente de emisión de fotones, donde la energía emitida viene condicionada por la λ. Estos fotones van a propiciar un cambio de energía de un estado a otro, generando transiciones electrónicas, de vibración y de rotación en los átomos. En la mayoría de los materiales metálicos, la energía inducida por la emisión del láser es transportada mediante dos factores; el primero por conducción cuando los átomos vibran unos contra otros y el segundo mediante el movimiento de electrones de un átomo a otro, siendo este último fenómeno el que cobra mayor importancia y predomina.
Así pues, la materia es capaz de absorber la energía propiciada por el láser convirtiéndola en calor mediante diferentes mecanismos y con tiempos muy rápidos. En este caso, se genera un calentamiento en el material que va a estimular diferentes respuestas dependiendo de la conductividad térmica y de la capacidad calorífica del mismo. Además, estas dos últimas propiedades van a condicionar el volumen del material afectado térmicamente. En este aspecto, se puede generar diferentes procesos en la superficie del material como calentamiento, fusión y evaporización, con emisiones de baja energía, o procesos de ablación, donde se remueve el material de la superficie resultando en la formación de un plasma, usando emisiones de alta energía tal y como se esquematiza en la Figura 30.
Figura 30: Procesos inducidos por emisión láser en la superficie de un material[49].
Cabe destacar, que todos estos procesos pueden inducir un amplio abanico de tensiones residuales (dependiendo del tiempo de interacción y la energía por pulso), que para el caso de los

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
39
aceros TRIP, no solo pueden producir grietas o desfragmentación, sino que pueden endurecer la superficie mediante transformación de fase de γ-α’-[52]. Tipos de láser
Existen cuatro tipos de láser que se clasifican según el medio activo que usan: gas, sólido, líquido y semiconductor. A continuación, se describe brevemente cada uno de ellos:
a) Láser gaseoso: Este tipo de láser, pueden usar como medio activo un gas, una mezcla de gases o incluso un vapor metálico, y sus electrones son excitados a niveles superiores mediante una corriente eléctrica de alto voltaje (1-10kV) usada como sistema de bombeo. Hay tres tipos de gases que se usan, los neutros o atómicos como el Helio-Neón (He-Ne), los ionizados como el Argón (Ar) y los moleculares como el dióxido de carbono (CO2). De todos ellos, el que se usa habitualmente es el láser de CO2, ya que tiene una eficiencia muy alta (15-20%) comparado con los demás (ver Tabla 2), y su uso suele ser para materiales no metálicos. Normalmente se compone por una mezcla CO2 (~5%), de Helio (He) (60-80%) y de N2(25%), para aumentar la eficiencia, ya que, durante la descarga eléctrica, las moléculas de N2 se excitan y pueden mantener este estado durante largos tiempos, donde van a transferir energía por colisión a las moléculas de CO2, favoreciendo la inversión de población en este gas.
b) Láser sólido: Estos láseres usan materiales sólidos cristalinos dopados con impurezas como medio activo. Normalmente se usan tierras raras como Neodimio (Nd), Cerio (Ce), Terbio (Tb), Iterbio (Yd), Holmio (Ho), Tulio (Tm) y Erbio (Er) como dopantes, y tienen una presencia de entre el 0,1 al 1% de la densidad iónica del cristal. Dentro de este grupo, el más usado en la actualidad es el láser de Nd:YAG. Este consiste en un cristal de YAG compuesto por itrio y aluminio (Y3Al5O12), que esta dopado con impurezas de Nd triplemente ionizado (Nd3+) que realiza la función de medio activo. Para el sistema de bombeo existen dos posibilidades en función del pulso pudiendo operar de forma C.W con lámparas de arco de tungsteno, o en forma de pulsos con lámparas de Xenón. Una de las principales ventajas que tiene este tipo de láser con un medio activo sólido en frente a los de gas, es que no es necesario ir reemplazándolo, puesto que no se desgasta. Dentro de estos láseres, los más usados son los pulsados en régimen del Q-switch. Este elemento no es más que un interruptor óptico que presenta dos estados; abierto y cerrado. Cuando está cerrado sirve como un almacenaje de energía, siendo capaz de obtener una mayor ganancia en el medio activo. De este modo, al abrir el interruptor, se consigue obtener un pulso láser corto de nano- a femtosegundos y de mucha energía, comparado con láseres que no tienen este sistema[46].
c) Láser líquido: Este tipo de láser usa tintes/colorantes líquidos inorgánicos u orgánicos tales como cumarina, fluoresina sódica o rodamina B como medio activo, y lámparas de flash o láser de Ar como sistema de bombeo. El colorante se excita absorbiendo la luz del flash o del láser, y produce fluorescencia emitiendo a su vez luz láser con una λ de entre 400-1000nm. Igual que en el caso de los láseres gaseosos, el medio activo se desgasta y es necesario recambiarlo, hecho que proporciona ventaja a los láseres sólidos que no necesitan recambio[53].
Memoria
40
d) Láser semiconductor: Este tipo de láser usan como medio activo la unión de capas de semiconductores. El material más típico es el AsGa (arseniuro de galio), donde se unen dos cristales del mismo semiconductor, uno tipo N que tiene un exceso de electrones en la banda de valencia y uno tipo P, que tiene un exceso de huecos. Cuando se aplica un sistema de bombeo como una corriente eléctrica, se dan muchas recombinaciones electrón-hueco, disipando energía en forma de fotones[54].
1.3 Estado del arte
Para la contextualización de este TFM, se ha realizado un estudio de los artículos publicados durante los últimos 10 años (2010-2019) sobre el término principal de investigación: modificación superficial en aceros metaestable. Para la realización de esta búsqueda se ha usado la plataforma online Scopus®, una base de datos bibliográficos, donde hay resúmenes, artículos, libros, actas de congresos, etc.
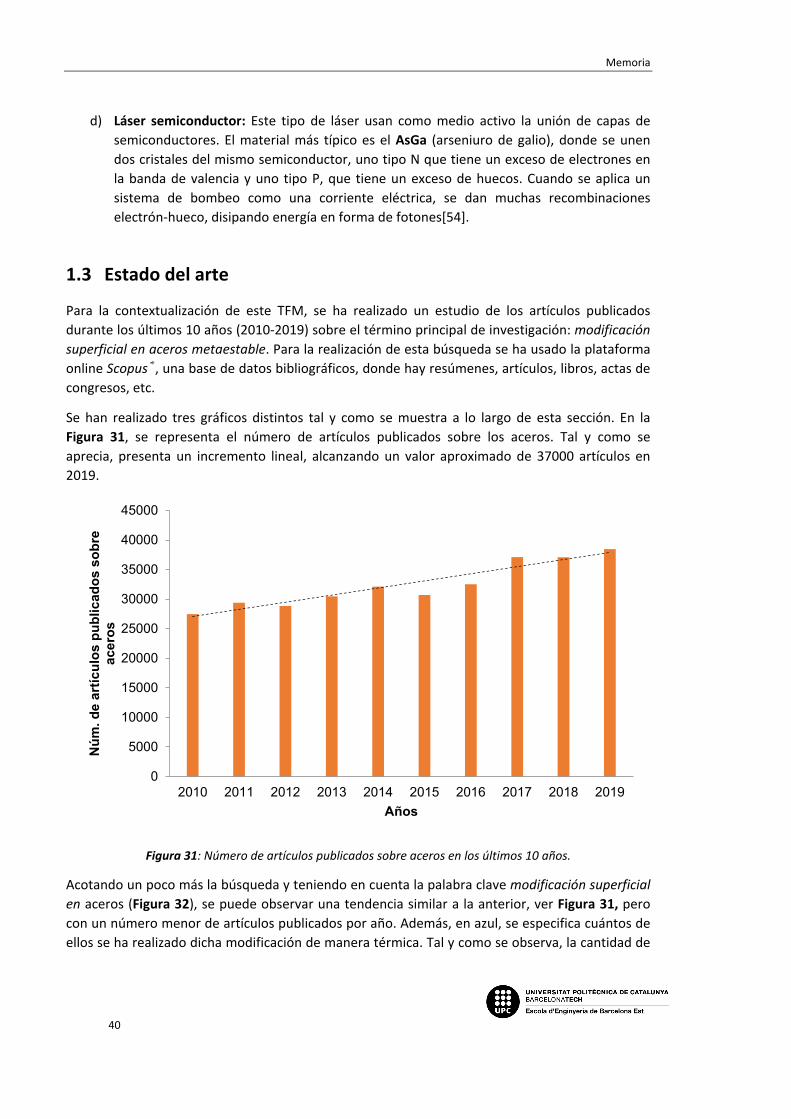
Se han realizado tres gráficos distintos tal y como se muestra a lo largo de esta sección. En la Figura 31, se representa el número de artículos publicados sobre los aceros. Tal y como se aprecia, presenta un incremento lineal, alcanzando un valor aproximado de 37000 artículos en 2019.
Figura 31: Número de artículos publicados sobre aceros en los últimos 10 años.
Acotando un poco más la búsqueda y teniendo en cuenta la palabra clave modificación superficial en aceros (Figura 32), se puede observar una tendencia similar a la anterior, ver Figura 31, pero con un número menor de artículos publicados por año. Además, en azul, se especifica cuántos de ellos se ha realizado dicha modificación de manera térmica. Tal y como se observa, la cantidad de
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
2010 2011 2012 2013 2014 2015 2016 2017 2018 2019
Núm
. de
artíc
ulos
pub
licad
os s
obre
ac
eros
Años

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
41
artículos disminuyen significativamente y prácticamente se mantiene constante en el período de estudio.
Figura 32: Número de artículos publicados en la última década sobre: aceros con modificación superficial. En azul, se aprecia el número de artículos los cuales han sido tratados térmicamente.
Finalmente, comparando los artículos publicados en los últimos 10 años con los mismos criterios de búsqueda presentados en la Figura 32, pero incluyendo el término aceros metaestables (ver Figura 33), se puede observar que el número de publicaciones en el periodo de estudio son escasos; en total 20 artículos, de los cuales 4 están íntimamente relacionados con tratamientos térmicos. Principalmente, estos 4 artículos han realizado modificaciones superficiales de aceros metaestables mediante; implantación iónica[55], nitruración por plasma[56], shotpeening[57] o electropulido[58]. En este sentido, dichos tratamientos han producido cambios microestructurales y por ende se han modificado superficialmente sus propiedades; principalmente la dureza y/o ductilidad, la mojabilidad o la resistencia a la corrosión. Por lo que respecta a la resistencia a la fatiga, tal como se ha observado en la Ref. [12],no se recomienda sobrepasar el 20-30% de fase martensítica α’-, ya que puede generar agrietamiento y tensiones que reduzcan su vida en condiciones de servicio.
Así mismo, cabe mencionar que ninguno de los artículos publicados hasta la actualidad ha utilizado los tratamientos láser para realizar modificaciones superficiales y de esta manera mejorar sus propiedades tribológicas. Sin embargo, esta técnica es ampliamente utilizada en herramientas de corte [59] por su buen acabado superficial, o para realizar soldaduras con pulsos cortos, alta penetración y una reducción de su zona ZAT en comparación con otras técnicas convencionales como TT a la llama o por inducción[60]. Además, se ha estudiado el endurecimiento que se produce por la transformación martensítica en aceros inoxidables al tratar
0
50
100
150
200
250
300
350
400
450
500
2010 2011 2012 2013 2014 2015 2016 2017 2018 2019
Núm
. de
artíc
ulos
pub
licad
os
Años
Acero con modificación superfical
Acero con modificación térmica superficial

Memoria
42
la superficie con láser, jugando entre diferentes energías, tiempos de pulsos y velocidad de avance[61].
Por todo lo comentado anteriormente, la modificación superficial mediante tratamientos láser en aceros metaestables, y en particular en aceros TRIP es novedosa; ya que hasta la fecha no se ha encontrado ninguna referencia bibliográfica publicada. Así mismo, mediante la utilización de esta técnica permitirá que el proceso de modificación superficial sea homogéneo en toda su superficie, reproducible y fácil de implementar comparado con otros métodos de modificación superficial, tales como las modificaciones mecánicas, ataques químicos, implantaciones iónicas o TT.
Figura 33: Número de artículos publicados durante la última década sobre: aceros metaestables con modificación superficial y en particular centrándose en modificaciones térmicas.
0
1
2
3
4
2010 2011 2012 2013 2014 2015 2016 2017 2018 2019
Núm
. de
artíc
ulos
pub
licad
os
Años
Acero metaestable con modificación superficial
Acero metaestable con modificación térmicasuperficial

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
43
Objetivos El objetivo a largo plazo que se plantea en este TFM consiste en la modificación superficial mediante patrones láser en la superficie de un acero inoxidable austenítico metaestable (TRIP) con el fin de modificar la rugosidad de forma controlada a escala micro- y nanométrica, y así influir en las propiedades tribológicas a nivel superficial.
Con el fin de conseguir este objetivo a largo plazo, los siguientes objetivos secundarios han sido planteados:
• Encontrar los parámetros idóneos de trabajo para el láser (intensidad de pulso, frecuencia, número de pulsos y espaciado entre patrones) para lograr un patrón uniforme y bien definido mediante un diseño de experimentos.
• Estudiar la diferencia del comportamiento de las propiedades tribológicas en la superficie del material en seco y en húmedo con la ayuda de un lubricante.
• Caracterización tanto microestructural como mecánica de los aceros metaestables TRIP superficialmente tratados.
• Estudio del estado composicional superficial generado mediante el tratamiento láser.
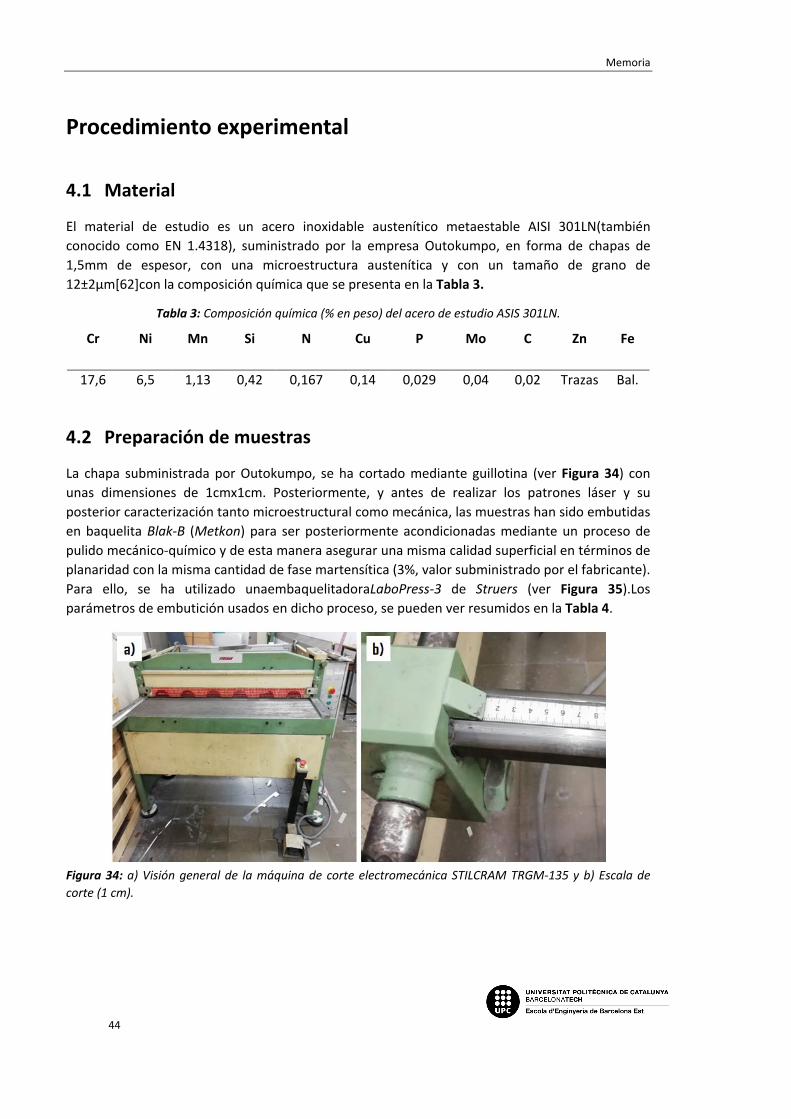
Memoria
44
Procedimiento experimental
4.1 Material
El material de estudio es un acero inoxidable austenítico metaestable AISI 301LN(también conocido como EN 1.4318), suministrado por la empresa Outokumpo, en forma de chapas de 1,5mm de espesor, con una microestructura austenítica y con un tamaño de grano de 12±2µm[62]con la composición química que se presenta en la Tabla 3.
Tabla 3: Composición química (% en peso) del acero de estudio ASIS 301LN.
Cr Ni Mn Si N Cu P Mo C Zn Fe
17,6 6,5 1,13 0,42 0,167 0,14 0,029 0,04 0,02 Trazas Bal.
4.2 Preparación de muestras
La chapa subministrada por Outokumpo, se ha cortado mediante guillotina (ver Figura 34) con unas dimensiones de 1cmx1cm. Posteriormente, y antes de realizar los patrones láser y su posterior caracterización tanto microestructural como mecánica, las muestras han sido embutidas en baquelita Blak-B (Metkon) para ser posteriormente acondicionadas mediante un proceso de pulido mecánico-químico y de esta manera asegurar una misma calidad superficial en términos de planaridad con la misma cantidad de fase martensítica (3%, valor subministrado por el fabricante). Para ello, se ha utilizado unaembaquelitadoraLaboPress-3 de Struers (ver Figura 35).Los parámetros de embutición usados en dicho proceso, se pueden ver resumidos en la Tabla 4.
Figura 34: a) Visión general de la máquina de corte electromecánica STILCRAM TRGM-135 y b) Escala de corte (1 cm).

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
45
Figura 35: Embaquelitadora modelo LaboPress-3 (Struers).
Tabla 4: Parámetros para el proceso de embutición.
Fuerza (kN) tcalentamiento(min) Tcalentamiento(°C) tenfriamiento (min) Tenfriamiento(°C) 20 6 180 3 Ambiente
Una vez embutidas, se procedió al proceso de desbaste/pulido de las muestras. Para ello se usó la pulidora automática Phoenix 4000 (Buehler, Figura 36a). Los paños, tipo de suspensión (Figura 36b) y tiempos que fueron empleados se encuentran resumidos en la Tabla 5. Durante todo el proceso, la velocidad y la carga aplicada se mantuvieron constantes e iguales a 150rpm y 20KN (aproximadamente 1Kg/cm2) de forma uniforme en todas las muestras.
Figura 36: a) Pulidora modelo Phoenix 4000 (Buehler) y b) suspensiones utilizadas para pulir de 3, 6 y 30µm (de izquierda a derecha respetivamente).
Tabla 5: Suspensión y tiempos utilizados para el protocolo de pulido.
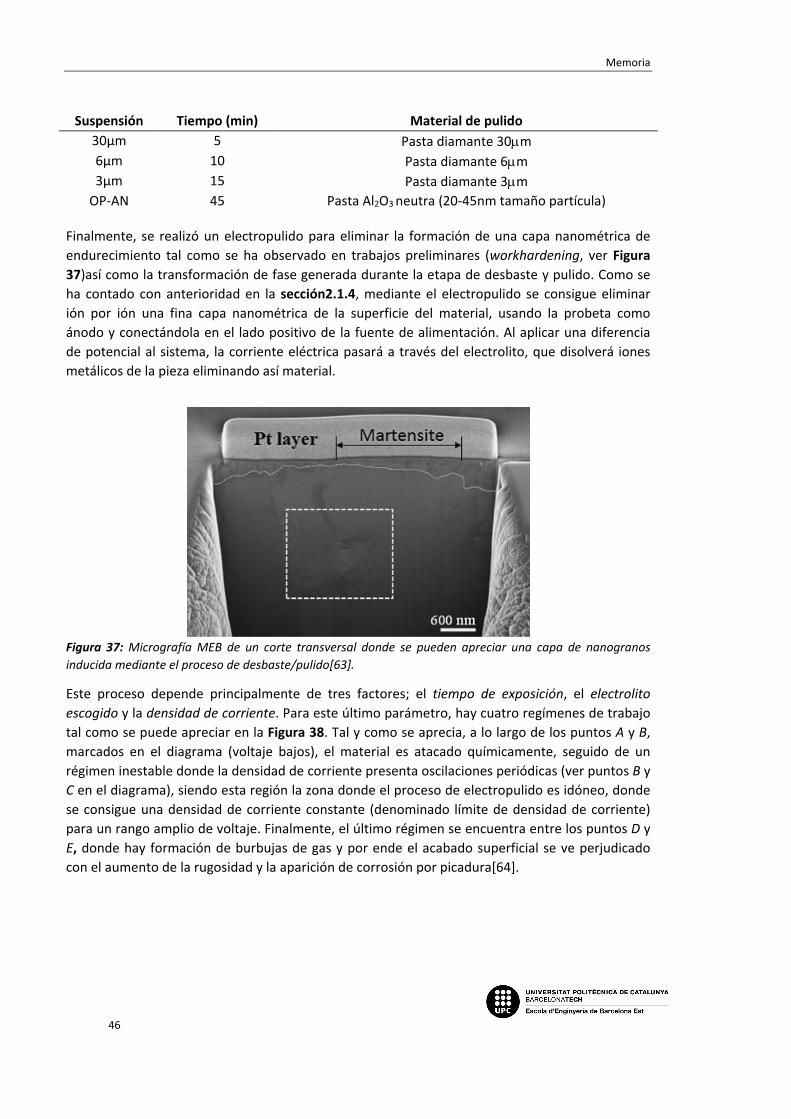
Memoria
46
Suspensión Tiempo (min) Material de pulido 30µm 5 Pasta diamante 30µm 6µm 10 Pasta diamante 6µm 3µm 15 Pasta diamante 3µm
OP-AN 45 Pasta Al2O3 neutra (20-45nm tamaño partícula)
Finalmente, se realizó un electropulido para eliminar la formación de una capa nanométrica de endurecimiento tal como se ha observado en trabajos preliminares (workhardening, ver Figura 37)así como la transformación de fase generada durante la etapa de desbaste y pulido. Como se ha contado con anterioridad en la sección2.1.4, mediante el electropulido se consigue eliminar ión por ión una fina capa nanométrica de la superficie del material, usando la probeta como ánodo y conectándola en el lado positivo de la fuente de alimentación. Al aplicar una diferencia de potencial al sistema, la corriente eléctrica pasará a través del electrolito, que disolverá iones metálicos de la pieza eliminando así material.
Figura 37: Micrografía MEB de un corte transversal donde se pueden apreciar una capa de nanogranos inducida mediante el proceso de desbaste/pulido[63].
Este proceso depende principalmente de tres factores; el tiempo de exposición, el electrolito escogido y la densidad de corriente. Para este último parámetro, hay cuatro regímenes de trabajo tal como se puede apreciar en la Figura 38. Tal y como se aprecia, a lo largo de los puntos A y B, marcados en el diagrama (voltaje bajos), el material es atacado químicamente, seguido de un régimen inestable donde la densidad de corriente presenta oscilaciones periódicas (ver puntos B y C en el diagrama), siendo esta región la zona donde el proceso de electropulido es idóneo, donde se consigue una densidad de corriente constante (denominado límite de densidad de corriente) para un rango amplio de voltaje. Finalmente, el último régimen se encuentra entre los puntos D y E, donde hay formación de burbujas de gas y por ende el acabado superficial se ve perjudicado con el aumento de la rugosidad y la aparición de corrosión por picadura[64].
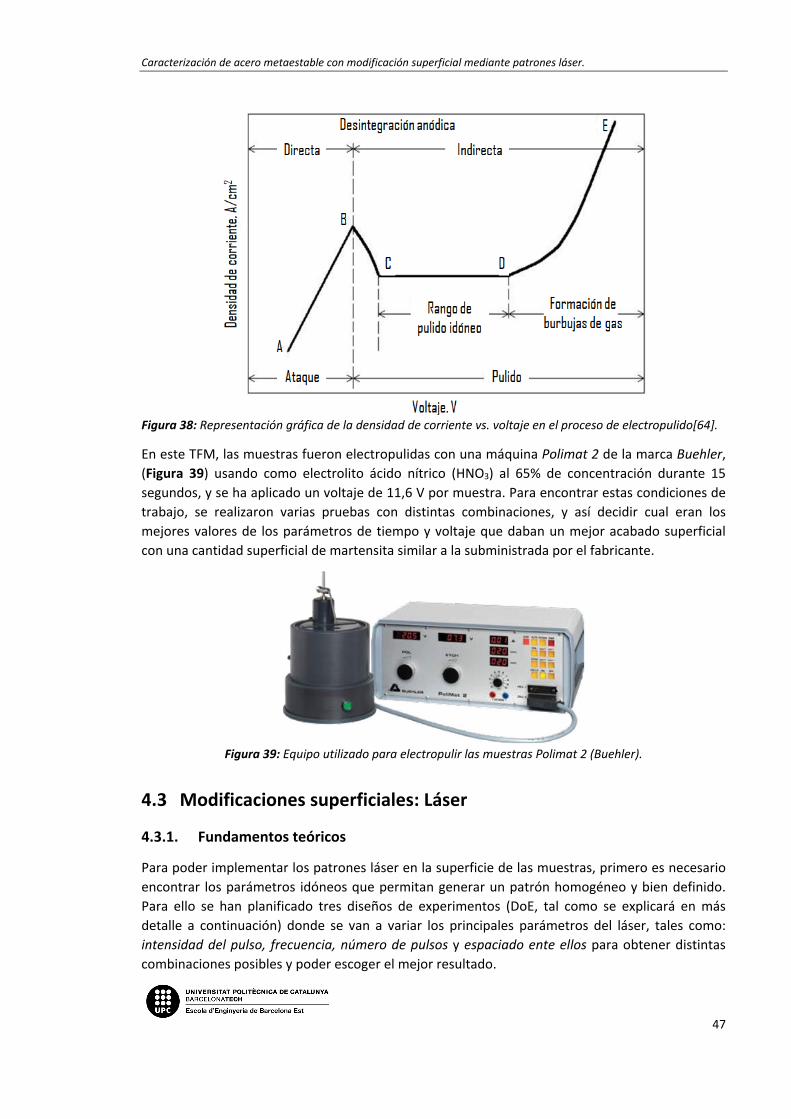
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
47
Figura 38: Representación gráfica de la densidad de corriente vs. voltaje en el proceso de electropulido[64].
En este TFM, las muestras fueron electropulidas con una máquina Polimat 2 de la marca Buehler, (Figura 39) usando como electrolito ácido nítrico (HNO3) al 65% de concentración durante 15 segundos, y se ha aplicado un voltaje de 11,6 V por muestra. Para encontrar estas condiciones de trabajo, se realizaron varias pruebas con distintas combinaciones, y así decidir cual eran los mejores valores de los parámetros de tiempo y voltaje que daban un mejor acabado superficial con una cantidad superficial de martensita similar a la subministrada por el fabricante.
Figura 39: Equipo utilizado para electropulir las muestras Polimat 2 (Buehler).
4.3 Modificaciones superficiales: Láser
4.3.1. Fundamentos teóricos
Para poder implementar los patrones láser en la superficie de las muestras, primero es necesario encontrar los parámetros idóneos que permitan generar un patrón homogéneo y bien definido. Para ello se han planificado tres diseños de experimentos (DoE, tal como se explicará en más detalle a continuación) donde se van a variar los principales parámetros del láser, tales como: intensidad del pulso, frecuencia, número de pulsos y espaciado ente ellos para obtener distintas combinaciones posibles y poder escoger el mejor resultado.

Memoria
48
Diseño de experimentos
El diseño de experimentos (DoE) es una metodología basada en la experimentación, que tiene como objetivo principal averiguar si al influir en unas determinadas variables de un proceso, este produce una respuesta en el sistema. Esta técnica a diferencia de las convencionales (método OVAR, Objetivos Variables de Acción y Responsables) permite estudiar varios factores a la vez, disminuyendo el número de experimentos a realizar y de esta manera acortar tanto los tiempos de experimentación, así como los costes. Además, se puede verificar los factores que intervienen y como interaccionan entre ellos, considerando una distribución entre las muestras y no de forma individual[65].
La metodología para conseguir un buen DoE, recae en diseñar los experimentos que recojan la información que se quiera obtener, para ello es necesario definir el objetivo principal del experimento. También se debe identificar las respuestas que se van a originar con el experimento, así como todas las variables del proceso que van a influir en la respuesta.
Hay diferentes modelos y aproximaciones que pueden ser usadas para definir un DoE, siendo las más representativas tanto el Diseño factorial completo así como el Diseño factorial fraccionado, donde su mayor diferencia recae en el número de variables a considerar. En ambos casos se trata el modelo experimental como una función geométrica, donde se obtienen coeficientes a partir de los resultados experimentales. Estos coeficientes permiten predecir los resultados en un dominio experimental, usando condiciones de variables no necesariamente probadas experimentalmente, y poder así averiguar dónde se encuentra la respuesta óptima con el menor número posible de experimentos. El dominio experimental es denominado superficie de respuesta, que a su vez se representa en un área denominada espacio factorial. En la Figura 40, se ejemplifica el espacio factorial resultante que se genera para el caso de un sistema con dos variables (X1 y X2)[65].
Figura 40: Representación de un dominio experimental con el espacio factorial (área rayada) generado cuando se consideran dos variables (X1 y X2)[65]. A continuación, se describen brevemente cada uno de los dos diseños citados anteriormente:
a) Diseño factorial completo: este tipo de diseño experimental se utilizada cuando se tiene un número reducido de variables, y se implementa un análisis estadístico para obtener resultados. Es conocido también como diseño tipo 2K, ya que el número de experimentos

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
49
necesarios (N) se determina mediante la siguiente expresión: N=2K, donde k es el número de variables. Su desarrollo consiste en realizar todas las combinaciones posibles entre las variables, con los valores máximos y mínimos de estas. En la siguiente Figura 41, se muestran dos ejemplos del dominio experimental, para el caso de tener una K=2 y K=3.
Figura 41: Representación del dominio experimental para un diseño factorial completo a) con K=2 y b) con k=3[65].
El principal inconveniente de este método es que el número de experimentos crece exponencialmente en función del número de variables, convirtiendo esta metodología en una opción inasequible y poco aplicada en la actualidad si se dispone de muchos parámetros a considerar.
b) Diseño factorial fraccional: este método permite reducir el número de experimentos sin perder veracidad de los resultados. Para ello, el número de experimentos N, viene definido por la siguiente ecuación 2K-n donde el valor n son los grados excluidos del diseño. Esta metodología se basa en que interacciones de alto orden no tienen un efecto importante en el resultado, y por eso no hay razón para realizar todas las iteraciones.
Diseño experimental del láser
En este TFM, se ha decidido implementar tres DoE’s distintos con la metodología de diseño factorial completo, puesto que se cuenta con pocas variables. El objetivo principal de los DoE’s, recae en encontrar los valores idóneos de los parámetros a implementar (en términos de intensidad, frecuencia y número de pulsos), con el fin de obtener un patrón uniforme con una profundidad que permita almacenar lubricante en su interior. El tipo de patrón a realizar en los tres DoE’s es en forma de puntos tal y como se observa en la Figura 42capaz de modificar superficialmente un material ya existente pero con unas propiedades tribológicas mejores que el original.

Memoria
50
Figura 42: Micrografía MEB de puntos realizados con láser a 4A de intensidad, 1000Hz de frecuencia, 20 número de pasadas y 20µm de distancia entre puntos.
El primero de ellos (DoE 1) consiste en utilizar la intensidad del láser (A), la frecuencia (Hz) y el número de pasadas, como variables de estudio. Por definición, la frecuencia es el número de pulsos emitidos por segundo, implicando que para la realización de patrones en forma de puntos esta variable no debería influir, puesto que cada punto se compone de un solo pulso de 32ms aproximadamente. Pero aún así, se quiere comprobar que realmente no hay variación en los resultados con distintos valores, y se ha añadido como variable de estudio para este primer DoE.
Los valores máximos y mínimos de todos los parámetros de estudio quedan definidos en la Tabla 6 para cada test realizado en el DoE 1, con un total de 18 experimentos, que están compuestos por 5 repeticiones para cada condición de estudio. Además, en la Figura 43, se muestra una representación esquemática de cómo quedan distribuidos los patrones en la muestra, y en el Anexo A, queden recogidas micrografía realizadas con microscopía óptica de los distintos patrones realizados.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
51
Tabla 6: Condiciones de trabajo para el DoE 1. DoE 1 Intensidad (A) Frecuencia (Hz) Número de pasadas
Test 1.1 I1.1 3 F1.1 1000 N1.1 1 Test 1.2 I1.2 3 F1.2 3000 N1.2 1 Test 1.3 I1.3 3 F1.3 1000 N1.3 2 Test 1.4 I1.4 3 F1.4 3000 N1.4 2 Test 1.5 I1.5 3 F1.5 1000 N1.5 3 Test 1.6 I1.6 3 F1.6 3000 N1.6 3 Test 1.7 I1.7 3,5 F1.7 1000 N1.7 1 Test 1.8 I1.8 3,5 F1.8 3000 N1.8 1 Test 1.9 I1.9 3,5 F1.9 1000 N1.9 2
Test 1.10 I1.10 3,5 F1.10 3000 N1.10 2 Test 1.11 I1.11 3,5 F1.11 1000 N1.11 3 Test 1.12 I1.12 3,5 F1.12 3000 N1.12 3 Test 1.13 I1.13 4 F1.13 1000 N1.13 1 Test 1.14 I1.14 4 F1.14 3000 N1.14 1 Test 1.15 I1.15 4 F1.15 1000 N1.15 2 Test 1.16 I1.16 4 F1.16 3000 N1.16 2 Test 1.17 I1.17 4 F1.17 1000 N1.17 3 Test 1.18 I1.18 4 F1.18 3000 N1.18 3
Figura 43: Representación esquemáticas de los patrones realizados en el DoE 1, donde se especifica el número del test para cada patrón resumido en la Tabla 6.
Para el DoE 2, se decide estudiar la influencia de aumentar el número de pasadas con las mismas intensidades anteriores, ya que con los valores experimentados anteriormente no se logra obtener las profundidades establecidas como condición de partida, así como ver la cantidad de apilamiento que se genera en la zona colindante al spot laser así como el acabado superficial generado. Para este diseño experimental, no se va a contemplar la frecuencia como variable, ya que no se ha observado que tenga una relevancia importante en los resultados del DoE 1. Tal como se ha comentado anteriormente y se explicará más en detalle en la sección 4.1, este valor se va a mantener constante e igual a 1000Hz.

Memoria
52
En la Tabla 7 quedan recogidos los valores de los parámetros de estudio para el DoE 2, y en esquema representado en la Figura 44 se aprecia cómo quedan distribuidos los patrones en la muestra. Tal como se ha mencionado para el DoE 1, para este segundo DoE también se han realizado un total de 15 experimentos, compuestos de 5 puntos por condición de estudio.
Tabla 7: Condiciones de trabajo para el DoE 2. DoE 2 Intensidad (A) Número de pasadas
Test 2.1 I2.1 3 N2.1 5 Test 2.2 I2.2 3 N2.2 10 Test 2.3 I2.3 3 N2.3 20 Test 2.4 I2.4 3 N2.4 50 Test 2.5 I2.5 3 N2.5 100 Test 2.6 I2.6 3,5 N2.6 5 Test 2.7 I2.7 3,5 N2.7 10 Test 2.8 I2.8 3,5 N2.8 20 Test 2.9 I2.9 3,5 N2.9 50
Test 2.10 I2.10 3,5 N2.10 100 Test 2.11 I2.11 4 N2.11 5 Test 2.12 I2.12 4 N2.12 10 Test 2.13 I2.13 4 N2.13 20 Test 2.14 I2.14 4 N2.14 50 Test 2.15 I2.15 4 N2.15 100
Figura 44: Representación esquemáticas de los patrones realizados para el DoE 2, donde se especifica el número de test para cada patrón resumido en la Tabla 7.
Con la realización del DoE 2, y analizando los resultados de las huellas para cada condición de trabajo, se determina que el patrón idóneo para este trabajo es el Test 2.13, donde se emplea una intensidad de 4A, frecuencia de 1000Hz y 20 números de pasadas. Así pues, se hace necesario realizar un tercer DoE, donde se van a realizar 4 test con los parámetros escogidos, pero utilizando diferentes distancias entre puntos (20, 50, 100 y 150 µm) tal como se observa en la Figura 45.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
53
Figura 45: Representación esquemáticas de los patrones realizados para el DoE 3, donde se especifica el número de test para cada patrón, y la distancia entre puntos para cada uno de ellos.
Set-up: equipo láser
El set-up del equipo láser utilizado para este TFM, se muestra en la Figura 46, donde el elemento principal, es un láser pulsado Explorer One 349-120 de la marca Spectra-Physics. Las características técnicas se encuentran resumidas en la Tabla 8. El haz láser se refleja primero en uno y luego en otro espejo reflectante, con la finalidad de proyectar el haz a una lente convergente, para que focalice el láser hacia la muestra. Además, el equipo consta de 3 micrómetros que permiten mover en las tres direcciones (x,y,z) y un soporte de sujeción y así posicionar la probeta en el lugar deseado.
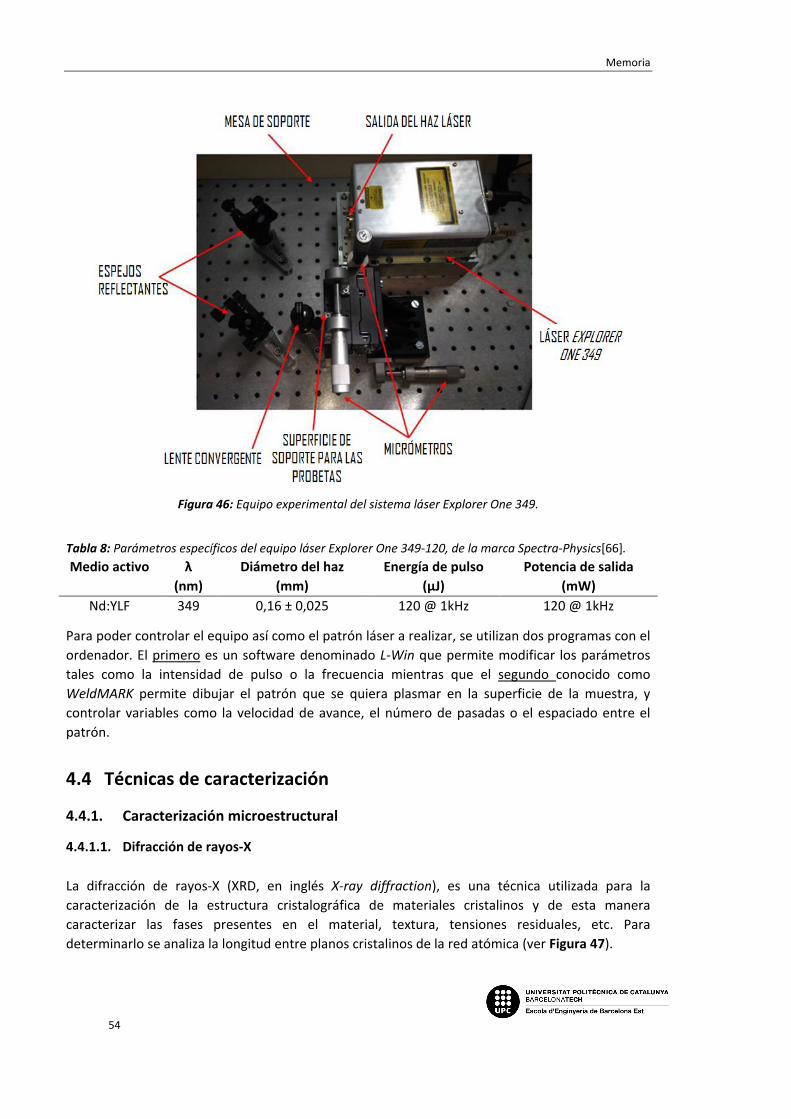
Memoria
54
Figura 46: Equipo experimental del sistema láser Explorer One 349.
Tabla 8: Parámetros específicos del equipo láser Explorer One 349-120, de la marca Spectra-Physics[66]. Medio activo λ
(nm) Diámetro del haz
(mm) Energía de pulso
(µJ) Potencia de salida
(mW) Nd:YLF 349 0,16 ± 0,025 120 @ 1kHz 120 @ 1kHz
Para poder controlar el equipo así como el patrón láser a realizar, se utilizan dos programas con el ordenador. El primero es un software denominado L-Win que permite modificar los parámetros tales como la intensidad de pulso o la frecuencia mientras que el segundo conocido como WeldMARK permite dibujar el patrón que se quiera plasmar en la superficie de la muestra, y controlar variables como la velocidad de avance, el número de pasadas o el espaciado entre el patrón.
4.4 Técnicas de caracterización
4.4.1. Caracterización microestructural
4.4.1.1. Difracción de rayos-X
La difracción de rayos-X (XRD, en inglés X-ray diffraction), es una técnica utilizada para la caracterización de la estructura cristalográfica de materiales cristalinos y de esta manera caracterizar las fases presentes en el material, textura, tensiones residuales, etc. Para determinarlo se analiza la longitud entre planos cristalinos de la red atómica (ver Figura 47).
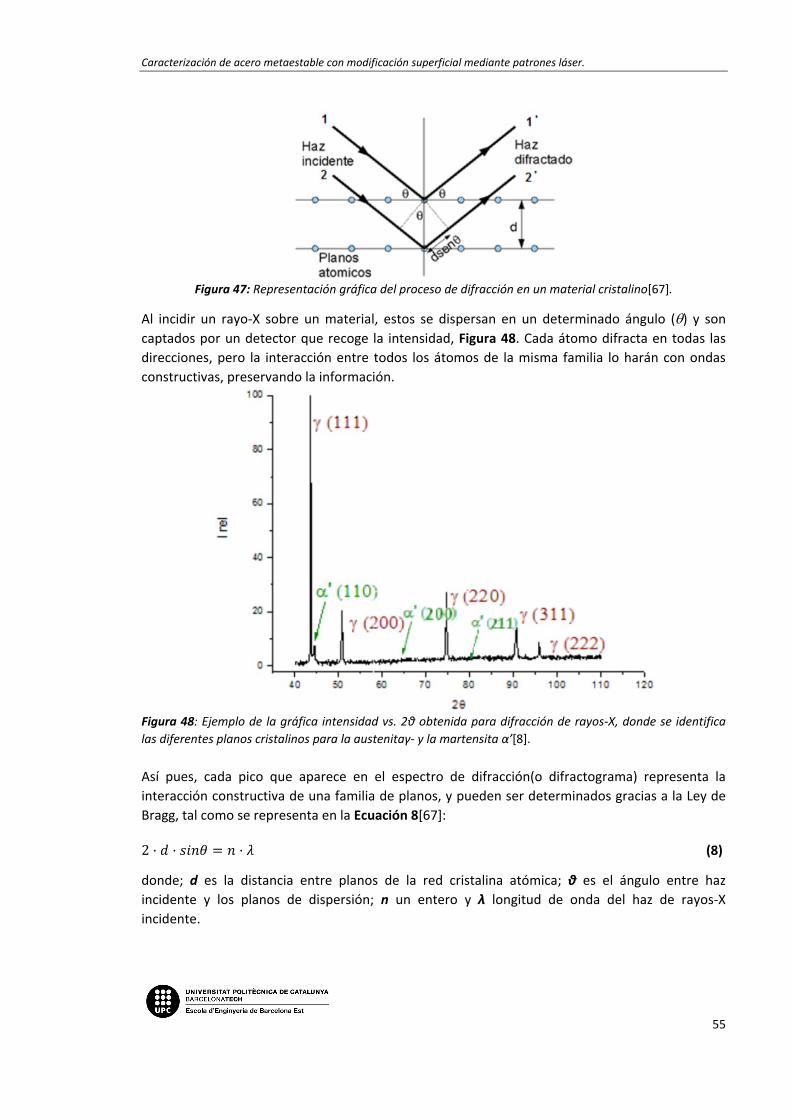
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
55
Figura 47: Representación gráfica del proceso de difracción en un material cristalino[67].
Al incidir un rayo-X sobre un material, estos se dispersan en un determinado ángulo (θ) y son captados por un detector que recoge la intensidad, Figura 48. Cada átomo difracta en todas las direcciones, pero la interacción entre todos los átomos de la misma familia lo harán con ondas constructivas, preservando la información.
Figura 48: Ejemplo de la gráfica intensidad vs. 2θ obtenida para difracción de rayos-X, donde se identifica las diferentes planos cristalinos para la austenitaγ- y la martensita α’[8]. Así pues, cada pico que aparece en el espectro de difracción(o difractograma) representa la interacción constructiva de una familia de planos, y pueden ser determinados gracias a la Ley de Bragg, tal como se representa en la Ecuación 8[67]:
2 · 𝑑𝑑 · 𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠 = 𝑠𝑠 · 𝜆𝜆 (8)
donde; d es la distancia entre planos de la red cristalina atómica; θ es el ángulo entre haz incidente y los planos de dispersión; n un entero y λ longitud de onda del haz de rayos-X incidente.
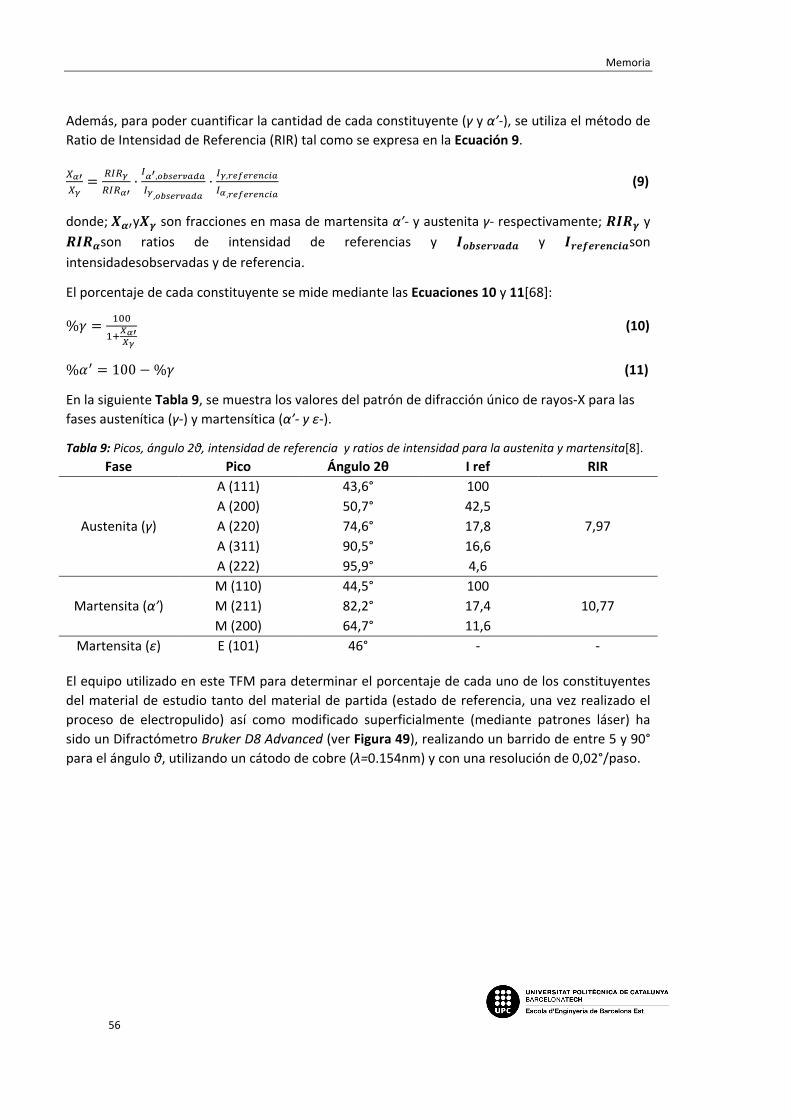
Memoria
56
Además, para poder cuantificar la cantidad de cada constituyente (γ y α’-), se utiliza el método de Ratio de Intensidad de Referencia (RIR) tal como se expresa en la Ecuación 9.
𝑋𝑋𝛼𝛼′𝑋𝑋𝛾𝛾
= 𝑅𝑅𝑅𝑅𝑅𝑅𝛾𝛾𝑅𝑅𝑅𝑅𝑅𝑅𝛼𝛼′
·𝑅𝑅𝛼𝛼′,𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑅𝑅𝛾𝛾,𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜
· 𝑅𝑅𝛾𝛾,𝑜𝑜𝑜𝑜𝑟𝑟𝑜𝑜𝑜𝑜𝑜𝑜𝑟𝑟𝑟𝑟𝑟𝑟𝑜𝑜
𝑅𝑅𝛼𝛼,𝑜𝑜𝑜𝑜𝑟𝑟𝑜𝑜𝑜𝑜𝑜𝑜𝑟𝑟𝑟𝑟𝑟𝑟𝑜𝑜 (9)
donde; 𝑿𝑿𝜶𝜶′y𝑿𝑿𝜸𝜸 son fracciones en masa de martensita α’- y austenita γ- respectivamente; 𝑹𝑹𝑹𝑹𝑹𝑹𝜸𝜸 y 𝑹𝑹𝑹𝑹𝑹𝑹𝜶𝜶son ratios de intensidad de referencias y 𝑹𝑹𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐𝒐 y 𝑹𝑹𝒐𝒐𝒐𝒐𝒓𝒓𝒐𝒐𝒐𝒐𝒐𝒐𝒓𝒓𝒓𝒓𝒓𝒓𝒐𝒐son intensidadesobservadas y de referencia.
El porcentaje de cada constituyente se mide mediante las Ecuaciones 10 y 11[68]:
%𝛾𝛾 = 100
1+𝑋𝑋𝛼𝛼′𝑋𝑋𝛾𝛾
(10)
%𝛼𝛼′ = 100 − %𝛾𝛾 (11)
En la siguiente Tabla 9, se muestra los valores del patrón de difracción único de rayos-X para las fases austenítica (γ-) y martensítica (α’- y ε-).
Tabla 9: Picos, ángulo 2θ, intensidad de referencia y ratios de intensidad para la austenita y martensita[8]. Fase Pico Ángulo 2θ I ref RIR
Austenita (γ)
A (111) 43,6° 100
7,97 A (200) 50,7° 42,5 A (220) 74,6° 17,8 A (311) 90,5° 16,6 A (222) 95,9° 4,6
Martensita (α’) M (110) 44,5° 100
10,77 M (211) 82,2° 17,4 M (200) 64,7° 11,6
Martensita (ε) Ε (101) 46° - -
El equipo utilizado en este TFM para determinar el porcentaje de cada uno de los constituyentes del material de estudio tanto del material de partida (estado de referencia, una vez realizado el proceso de electropulido) así como modificado superficialmente (mediante patrones láser) ha sido un Difractómetro Bruker D8 Advanced (ver Figura 49), realizando un barrido de entre 5 y 90° para el ángulo θ, utilizando un cátodo de cobre (λ=0.154nm) y con una resolución de 0,02°/paso.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
57
Figura 49: Difractómetro(Bruker D8 Advanced) utilizado para conocer los constituyentes del material de estudio.
4.4.1.2. Espectroscopía fotoelectrónica de rayos-X
La espectroscopía fotoelectrónica de rayos-X, también conocida como ESCA (espectroscopía electrónica para análisis químico) o XPS (en inglés, X-Ray Photoelectron Spectrometry), es una técnica muy utilizada para analizar químicamente la superficie de los materiales. Esta técnica permite un análisis cualitativo y cuantitativo de todos los elementos excepto el hidrógeno (H) y el helio (He), y es capaz de medir la composición química, la formula empírica, el estado químico y el estado electrónico de los elementos del material de estudio en los primeros 10nm de la superficie, todo ello con un equipo de ultra alto vacío (10-6-10-7Pa). Esta técnica puede ser aplicada tanto a materiales conductores (metálicos) como a materiales que no lo sean, tal como cerámicos, polímero u óxidos, y no se requiere una preparación previa de la superficie.
Cuando la muestra es irradiada con rayos-X, los átomos o moléculas de la superficie absorben esta energía, y hay electrones que son expulsados de sus orbitales internos, provocando por efecto fotoeléctrico, la emisión de fotoelectrones (Figura 50). La energía cinética de este electrón expulsado, depende de la energía del fotón incidido y de la energía que se requiere para expulsarlo del material, es decir, de la energía de enlace (BE, en inglés Binding Energy). Esta energía de enlace es específica de cada elemento, ya que cada uno va a generar un fotoelectrón distinto. Además, viene condicionada por el elemento del que es emitido, del orbital del que es expulsado el electrón y del entorno químico del átomo que emite el electrón. Este proceso conocido como fotoemisión viene controlado por la siguiente ecuación[69].
𝐸𝐸𝑐𝑐𝑐𝑐𝑐𝑐é𝑡𝑡𝑐𝑐𝑐𝑐𝑡𝑡 = ℎ𝜈𝜈 − 𝐸𝐸𝑒𝑒𝑐𝑐𝑒𝑒𝑡𝑡𝑐𝑐𝑒𝑒 − Փ (12)
donde; 𝑬𝑬𝒓𝒓𝒓𝒓𝒓𝒓é𝒕𝒕𝒓𝒓𝒓𝒓𝒐𝒐es la energía cinética del fotoelectrón emitido; 𝒉𝒉𝝂𝝂es la energía del fotón incidente; 𝑬𝑬𝒐𝒐𝒓𝒓𝒆𝒆𝒐𝒐𝒓𝒓𝒐𝒐es la energía de enlace de los electrones (BE) yՓes la función de trabajo del espectrómetro.

Memoria
58
Figura 50: Representación esquemática del principio del efecto fotoeléctrico[70].
Esta técnica se ha utilizado para caracterizar la superficie del material de referencia y también la superficie una vez se ha realizado la modificación con láser, ya que se observa una nueva capa generada entre puntos del patrón láser debido el proceso de ablación. Se han realizado un total de 4 ensayos, dos sobre las muestras originales, y los otros dos aplicando sobre ellas un ataque previo de argón con el objetivo de reducir la señal de C (residuo superficial) y poder magnificar la señal de los constituyentes. El equipo utilizado es el SPECS X-ray photoelectron spectroscopy (Figura 51).
Figura 51: Espectroscopio fotoeléctrico de rayos-X, SPECS, utilizado en este TFM.
4.4.1.3. Microscopio óptico
El microscopio óptico (MO) también denominado microscopio de luz, es una de las primeras técnicas que se usan para ver la calidad superficial del material en 2D (direcciones X e Y). Esta
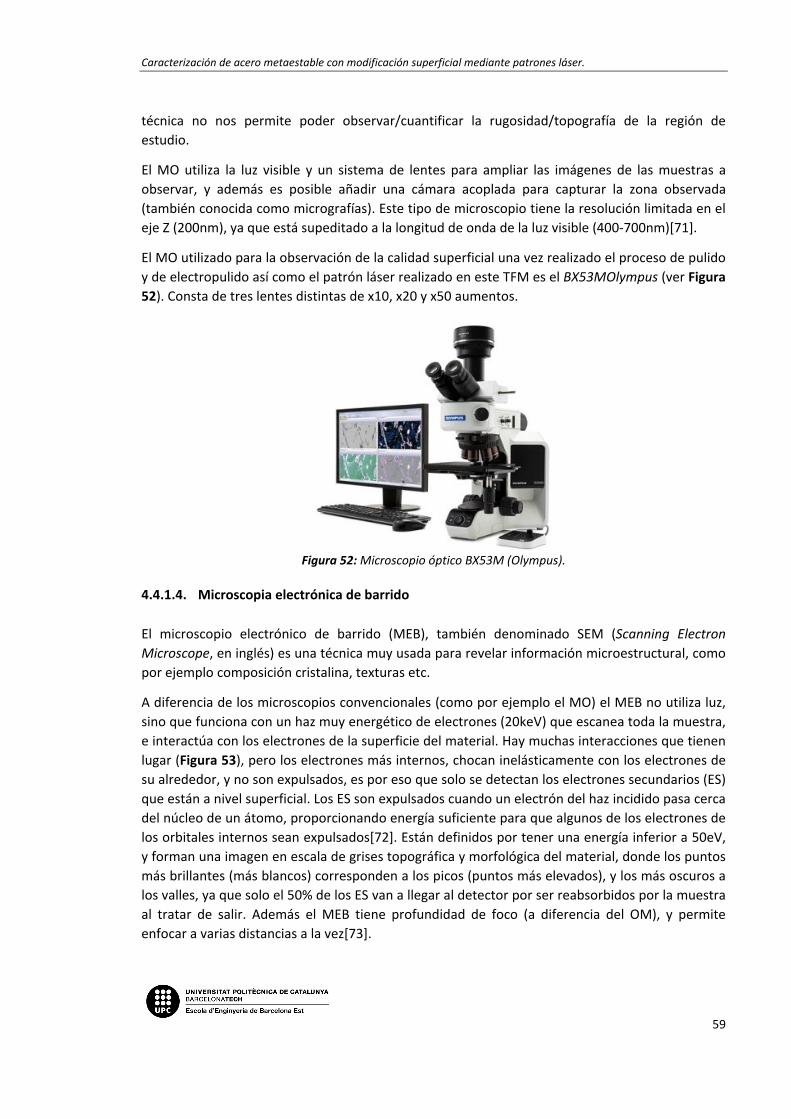
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
59
técnica no nos permite poder observar/cuantificar la rugosidad/topografía de la región de estudio.
El MO utiliza la luz visible y un sistema de lentes para ampliar las imágenes de las muestras a observar, y además es posible añadir una cámara acoplada para capturar la zona observada (también conocida como micrografías). Este tipo de microscopio tiene la resolución limitada en el eje Z (200nm), ya que está supeditado a la longitud de onda de la luz visible (400-700nm)[71].
El MO utilizado para la observación de la calidad superficial una vez realizado el proceso de pulido y de electropulido así como el patrón láser realizado en este TFM es el BX53MOlympus (ver Figura 52). Consta de tres lentes distintas de x10, x20 y x50 aumentos.
Figura 52: Microscopio óptico BX53M (Olympus).
4.4.1.4. Microscopia electrónica de barrido
El microscopio electrónico de barrido (MEB), también denominado SEM (Scanning Electron Microscope, en inglés) es una técnica muy usada para revelar información microestructural, como por ejemplo composición cristalina, texturas etc.
A diferencia de los microscopios convencionales (como por ejemplo el MO) el MEB no utiliza luz, sino que funciona con un haz muy energético de electrones (20keV) que escanea toda la muestra, e interactúa con los electrones de la superficie del material. Hay muchas interacciones que tienen lugar (Figura 53), pero los electrones más internos, chocan inelásticamente con los electrones de su alrededor, y no son expulsados, es por eso que solo se detectan los electrones secundarios (ES) que están a nivel superficial. Los ES son expulsados cuando un electrón del haz incidido pasa cerca del núcleo de un átomo, proporcionando energía suficiente para que algunos de los electrones de los orbitales internos sean expulsados[72]. Están definidos por tener una energía inferior a 50eV, y forman una imagen en escala de grises topográfica y morfológica del material, donde los puntos más brillantes (más blancos) corresponden a los picos (puntos más elevados), y los más oscuros a los valles, ya que solo el 50% de los ES van a llegar al detector por ser reabsorbidos por la muestra al tratar de salir. Además el MEB tiene profundidad de foco (a diferencia del OM), y permite enfocar a varias distancias a la vez[73].

Memoria
60
Figura 53: Esquema de las distintas interacciones de los electrones con la materia para la técnica MEB[73].
En laFigura 54, se esquematiza el funcionamiento del MEB (izquierda) así como una imagen del equipo emprado, Phenom XL Desktop SEM(derecha). El haz de electrones es generado por un efecto termo-iónico en un filamento, generalmente de tungsteno, que actúa como una “pistola de electrones” (electrongun en inglés), y a su vez, estos son focalizados a través de lentes aumentado así la resolución. Además, mediante bobinas de escaneo pueden deflactar el haz y así recorrer toda la superficie del material.
Figura 54: a) Representación esquemática del MEB [16]b) Equipo MEB utilizado para el estudio Phenom XL Desktop SEM (PhenomWorld).
La preparación de muestras es un punto importante a tener en cuenta, ya que es necesario que estén secas, limpias (condición de vacío), y que sean conductoras para evitar la acumulación de carga en la superficie. Si el material de estudio no es conductor, es necesario recubrirlas con carbono amorfo, oro o paladio y de esta manera convertirlas en conductoras. Para este TFM,no ha sido necesario recubrirlas ya que el acero TRIP de estudio es conductor, pero sí que se ha utilizado una solución de plata coloidal para unir el soporte del MEB con la probeta. Otro punto

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
61
importante es tener un vacío apropiado (10-6 hasta 10-8Pa), para que no haya desviaciones de los electrones emitidos con partículas en el ambiente y se pierda resolución.
Este equipo también incluye el Phenom 3D Roughness Reconstruction Software, un programa que proporciona una imagen en tres dimensiones (3D) de la rugosidad superficial a nivel sub-micrométrico, y así poder identificar con mayor facilidad la topografía de la muestra. Además, permite medir profundidades y distancias, graficando el perfil de la superficie, y de esta manera calcular los valores de rugosidad media (Ra) y la altura de la rugosidad (Rz) tal como se observa en la Figura 55.
Figura 55: Captura de pantalla del programa utilizado Phenom 3D Roughness Reconstruction Software, donde se muestra la reconstrucción 3D y perfil de un punto realizado con láser a intensidad 4A, 1000Hz de frecuencia y 20 número de pasadas.
4.4.1.5. Microscopía electrónica de barrido de emisión de campo
El microscopio electrónico de barrido de emisión de campo (en inglés, Field Emission Scanning Electron Microscopy, FESEM) es un equipo con un funcionamiento parecido al MEB, que barre la superficie de la muestra con un haz de electrones de alta energía muy focalizados. Se usa la terminología emisión de campo, porque los electrones emitidos hacia el material son generados mediante un fuerte campo eléctrico. Este microscopio permite recibir información topográfica de mucha magnificación (alcanzando 1-2nm de resolución en el eje Z), para ello, es necesario trabajar con altos vacíos (≈10-6Pa) y con potenciales de aceleración de los electrones relativamente bajos entre 0,5-30kV.
La principal diferencia entre el MEB y el FESEM reside en la resolución de la imagen obtenida, ya que con este último se consigue mayor nitidez gracias a que minimiza el efecto de carga en
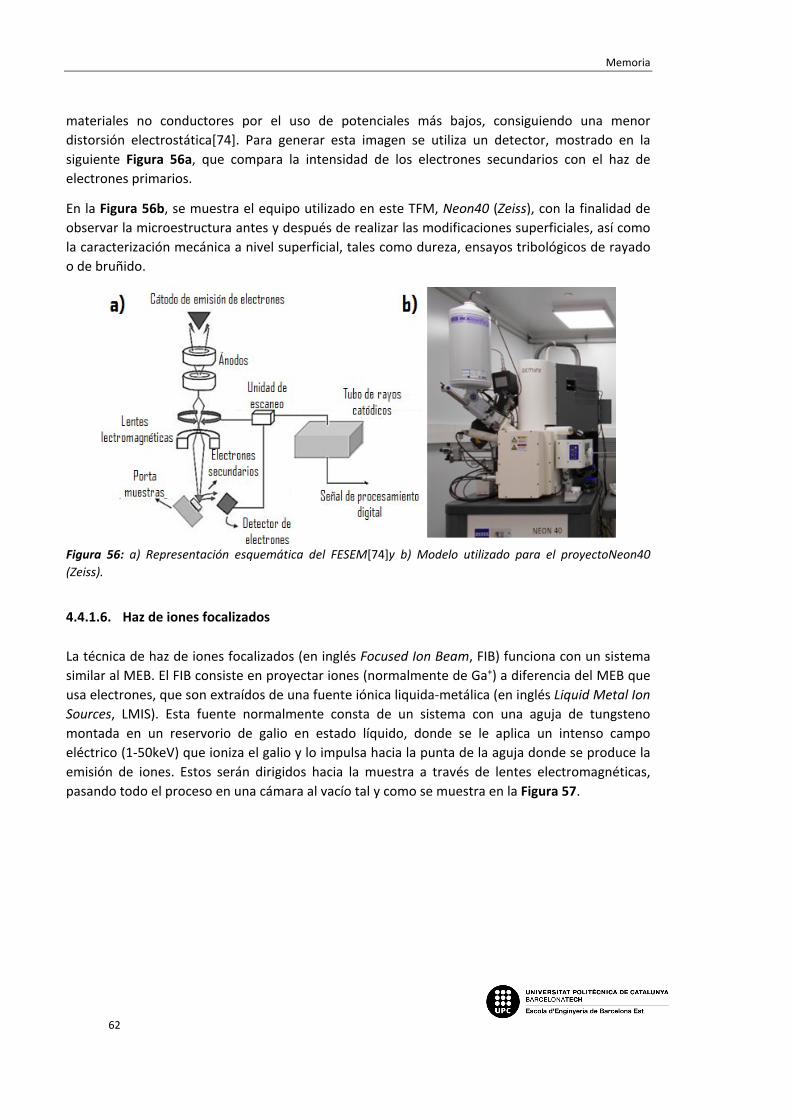
Memoria
62
materiales no conductores por el uso de potenciales más bajos, consiguiendo una menor distorsión electrostática[74]. Para generar esta imagen se utiliza un detector, mostrado en la siguiente Figura 56a, que compara la intensidad de los electrones secundarios con el haz de electrones primarios.
En la Figura 56b, se muestra el equipo utilizado en este TFM, Neon40 (Zeiss), con la finalidad de observar la microestructura antes y después de realizar las modificaciones superficiales, así como la caracterización mecánica a nivel superficial, tales como dureza, ensayos tribológicos de rayado o de bruñido.
Figura 56: a) Representación esquemática del FESEM[74]y b) Modelo utilizado para el proyectoNeon40 (Zeiss).
4.4.1.6. Haz de iones focalizados
La técnica de haz de iones focalizados (en inglés Focused Ion Beam, FIB) funciona con un sistema similar al MEB. El FIB consiste en proyectar iones (normalmente de Ga+) a diferencia del MEB que usa electrones, que son extraídos de una fuente iónica liquida-metálica (en inglés Liquid Metal Ion Sources, LMIS). Esta fuente normalmente consta de un sistema con una aguja de tungsteno montada en un reservorio de galio en estado líquido, donde se le aplica un intenso campo eléctrico (1-50keV) que ioniza el galio y lo impulsa hacia la punta de la aguja donde se produce la emisión de iones. Estos serán dirigidos hacia la muestra a través de lentes electromagnéticas, pasando todo el proceso en una cámara al vacío tal y como se muestra en la Figura 57.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
63
Figura 57: Representación esquemática de la técnica FIB[75].
En la Figura 58, se muestran las distintas interacciones que se producen al incidir el haz iónico con el material de estudio. Se genera la imagen mediante los iones y electrones expulsados que son captados por el detector, mientras que algunos iones son implantados en la superficie, con la posibilidad de dopar el material[76].
Figura 58: Interacción del haz iónico con el material para la técnica FIB[76].
Esta técnica no solo permite obtener una imagen magnificada, sino que al trabajar con iones de alta masa y producir altas corrientes en el generador, es posible eliminar y erosionar material de la superficie generado un fresado por pulverización catódica. Este hecho posibilita la opción de realizar y observar secciones transversales y de esta manera poder visualizar la microestructura justo debajo de la superficie[75]. Además, se puede depositar una capa de material, con la inyección de un gas que se absorbe en la superficie de la muestra, para ser posteriormente

Memoria
64
disociado con la interacción de los iones proyectados, removiendo la especie disociada, y dejando un átomo metálico (ver, Figura 59)[77].
Figura 59: Esquematización de la deposición de material mediante FIB[75].
Uno de los principales intereses de esta técnica es la combinación dual del FIB/FESEM, para conseguir una imagen de mucha calidad y resolución. El equipo utilizado para este TFM, es el mismo que se muestra en la Figura 56b, y se ha utilizado para realizar secciones transversales y así poder caracterizar la geometría (tanto en forma como en dimensiones) del patrón realizado mediante láser. Así mismo, también se ha realizado un corte en el material de referencia antes y después del ensayo tribológico de bruñido, para analizar las diferencias en la microestructura resultante.
4.4.1.7. Microscopio de fuerzas atómicas
El microscopio de fuerzas atómicas (en inglés Atomic Force Microscopy, AFM) es una técnica que permite determinar la topografía de superficies con una alta resolución nanométrica o incluso atómica.
La técnica consta de una punta piramidal aguda (ver Figura 60) normalmente de silicio (Si), diamante o de nitruro de silicio (Si3N4), del orden de los nanómetros (<10nm) que entra en contacto con la superficie de la muestra de estudio a una distancia muy corta de 0,2-10nm de separación.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
65
Figura 60: Micrografías MEB de distintas puntas de Si3N4, fabricadas mediante FIB, utilizadas para el equipo de AFM[75].
En la Figura 61, se muestra un esquema del funcionamiento del AFM, donde se puede observar que la punta está sujeta al final de un voladizo flexible (micropalanca) de 100-200µm de longitud. Cuando la punta entra en contacto suavemente con la muestra, aparece una interacción de pequeñas deflexiones en la micropalanca causadas por la rugosidad en superficie. Para poder registrar estas fuerzas, se utiliza un haz láser de un diodo semiconductor que se proyecta en la micropalanca, este al sufrir cualquier movimiento va a producir pequeños cambios en la dirección del haz reflejado, que va a impactar sobre un fotodetector, durante todo el proceso de escaneo de la muestra. Estas desviaciones medidas en el eje Y, van a permitir extraer un perfil en 3D de la superficie a nivel nanométrico[78].
Figura 61: Representación esquemática del funcionamiento del equipo AFM[79].
Las interacciones que predominan entre la punta aguda y la superficie de la muestra son las fuerzas de Van der Waals. Estas van a generar fuerzas de repulsión y atracción, definiendo tres

Memoria
66
modos de trabajo distintos para el AFM tal y como se muestra en la Figura 62. Cada uno de ellos, se encuentra brevemente descrito a continuación:
a) Contacto: modo de operación donde la punta está en contacto con la superficie a una distancia inferior a los 0,5nm. Se aplica una fuerza constante (10-7-10-9N) entre la muestra y la punta. Las fuerzas que predominan en este modo son de repulsión de Van der Waals.
b) No contacto: modo de operación donde la punta no toca con la superficie de la muestra, y se mantiene separada entre 0,1 a 10nm.La micropalanca se exista cerca de su frecuencia de resonancia de modo que vibra cerca de la superficie. Las fuerzas aplicadas son de entre 10-9 a 10-13N, y predominan las fuerzas de atracción de Van der Waals.
c) Contacto intermitente: este último modo de operación es conocido como tappingmode, ya que la punta está en intermitente contacto con la superficie de la muestra, y va oscilando entre 0,5 a 2nm de separación. Las fuerzas aplicadas son de entre 10-9-10-10.
Figura 62: Representación gráfica de los tres modos de trabajo para el AFM a) Contacto b) No contacto c) Contacto intermitente[78].
El equipo utilizado en este TFM es el Dimensions 3100(VEECO, ver Figura 63a). Se ha utilizado para obtener imágenes topográficas de los puntos láser y de las zonas circundantes (zona ZAT), con el objetivo de poder cuantificar si la zona de afectación térmica presenta un cambio significativo en la rugosidad Figura 63b.
Figura 63: a) Fotografía del set-up del equipo de AFM utilizado en este TFM (Dimension 3100, VEECO) y b) Micrografía MO donde se muestra el patrón láser y entre puntos la zona afectada térmicamente (ZAT) a caracterizar.
4.4.1.8. Interferometría óptica
La interferometría óptica es una técnica no destructiva, con un principio de funcionamiento parecido a un equipo de microscopía confocal de barrido, que proporciona información cualitativa

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
67
sobre la superficie, permitiendo obtener una caracterización de la rugosidad y perfiles en 3D de la muestra de estudio.
Esta técnica aplica el fenómeno de interferencia de las ondas de luz, tal y como se muestra en la siguiente Figura 64.Un emisor de luz (en este caso luz láser) se proyecta en un espejo, que va actuar como desdoblador del haz proporcionando dos trayectorias ópticas, una hacia un espejo de referencia y la otra hacia la superficie de la muestra a medir. Estos dos haces se reflejan de vuelta al desdoblador, y se vuelven a combinar de forma destructiva o constructiva generando un patrón de interferencias que va a captar el detector CCD (en inglés Charge-Coupled Device). A lo largo del ensayo, la muestra se mueve verticalmente (eje z) para la adquisición de imágenes en todo el plano focal en distintas secciones, y poder así obtener un mapa 3D de la topografía.
Figura 64: Representación esquemática del funcionamiento típico de un interferómetro óptico[80].
El equipo utilizado es el Plµ 2300 (SENSOFAR, ver Figura 65) que usa la interferometría óptica de luz láser, para medir perfiles en 3D y rugosidades superficiales hasta los 0,05µm. Se ha utilizado para analizar la topografía generada por la modificación superficial de los patrones láser, así como para cuantificar las profundidades alcanzadas por los puntos.
Figura 65: Equipo utilizado para interferometría óptica plµ 2300 (SENSOFAR).

Memoria
68
4.4.1.9. Microscopía confocal cromática
La microscopía confocal cromática, es una técnica usada para perfilometría óptica, que permite caracterizar la microtropografía, obteniendo la rugosidad superficial, midiendo perfiles y espesores. Además, permite generar un mapa en 3D para un área analizada.
El funcionamiento del equipo está basado en microscopía confocal, (en inglés, Laser Scanning Confocal Microscopy, LSCM) que utiliza la luz láser para iluminar la zona a observar a distintos planos focales (distintas alturas, ver Figura 66), obteniendo distintas secciones en el eje Z y de esta manera poder obtener una imagen en 3D. Uno de sus componentes más importantes, es la denominada apertura para confocalidad o pin-hole, que su función es filtrar la luz que proviene de planos que están fuera del foco (por encima o por debajo del plano focal), obteniendo una mayor resolución de imagen y control en la profundidad de campo al superponer distintas imágenes capturadas.
Figura 66: Diferentes secciones ópticas obtenidas para a) Microscopía confocal y b) Microscopía convencional.
Pero a diferencia del microscopio confocal convencional, el cromático no necesita moverse en el eje Z (mediante lentes) para obtener todas las secciones. En la Figura 67 se ejemplifica su funcionamiento. Una luz blanca se proyecta hacia la muestra, pero antes de llegar tiene que travesar primero una lenta cromática que va a dividirla en diferentes colores (longitudes de onda distintas) la luz, debido a una distorsión óptica que produce diferentes índices de refracción. Cada una de estas longitudes de onda, tiene su distancia focal característica, y solo cuando la superficie de la muestra está en foco con ella (punto M), es reflejada hacia el sensor (espectrómetro) que va a calcular la distancia que corresponde con la longitud de onda recibida. Mediante el pin-hole, se van a descartar las longitudes de onda que estén fuera de foco.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
69
Figura 67: Representación esquemática del funcionamiento de un microscopio confocal cromático[81].
El equipo utilizado para este ensayo es el Perfilómetro óptico 3D Micromesure 2 (STIL, ver Figura 68). Se ha usado para caracterizar la superficie del material una vez realizado el ensayo de bruñido, mediante la elaboración de mapas.
Figura 68: Equipo utilizado para los ensayos de perfilometría óptica 3D Micromesure 2 (STIL).
4.4.1.10. Perfilometría mecánica
Mediante el ensayo de perfilometría mecánica, se puede caracterizar la topografía de una superficie mediante el contacto de una punta muy fina (µm). Esta barre la superficie de la muestra y va registrando el movimiento vertical (eje Z) alcanzando resoluciones nanométricas. No solo permite hacer perfiles, sino que puedes barrer un área para obtener un mapa topográfico.
El equipo utilizado es el que se muestra en la Figura 69 (Dektak 150, Veeco). Los ensayos se han realizado sobre las superficies modificadas con láser a las que se les había aplicado un desgaste

Memoria
70
tribológico mediante bruñido, con la finalidad de obtener un perfil de la huella dejada y cuantificar el área desgastada. El ensayo se ha realizado con una punta esférica de radio 2,5µm, en una longitud de 1000µm, aplicando una fuerza de 3mg durante 100s y obteniendo una resolución de 0,033µm/medida.
Figura 69: Equipo usado para perfilometría mecánica (Dektak 150, Veeco).
4.4.1.11. Microanálisis de sonda de electrones
El microanálisis de sonda de electrones, también conocido como EPMA (Electron Probe Micro Analysis en inglés) es una técnica no destructiva con un funcionamiento parecido al MEB, pero que además permite analizar la composición química en la microescala de forma local a partir de las intensidades de los rayos-X emitidos por el material al ser bombardeado por un haz de electrones focalizados (5-30keV).
Los átomos de la muestra pueden ser ionizados al ser bombardeados por los electrones emitidos o por otros rayos-X, provocando que un electrón de un orbital interno (K) sea expulsado. El hueco que deja libre va a ser ocupado por un electrón de las capas más externas (L, M, N, O, P) que va a emitir una pérdida de energía de radiación electromagnética, la radiación X. Observando la siguiente Figura 70, se ve que hay muchos posibles saltos para ocupar está vacante, pero algunas de ellas son demasiado débiles y no es posible visualizarlas. Así pues, las más representativas son las denominadas radiación K.
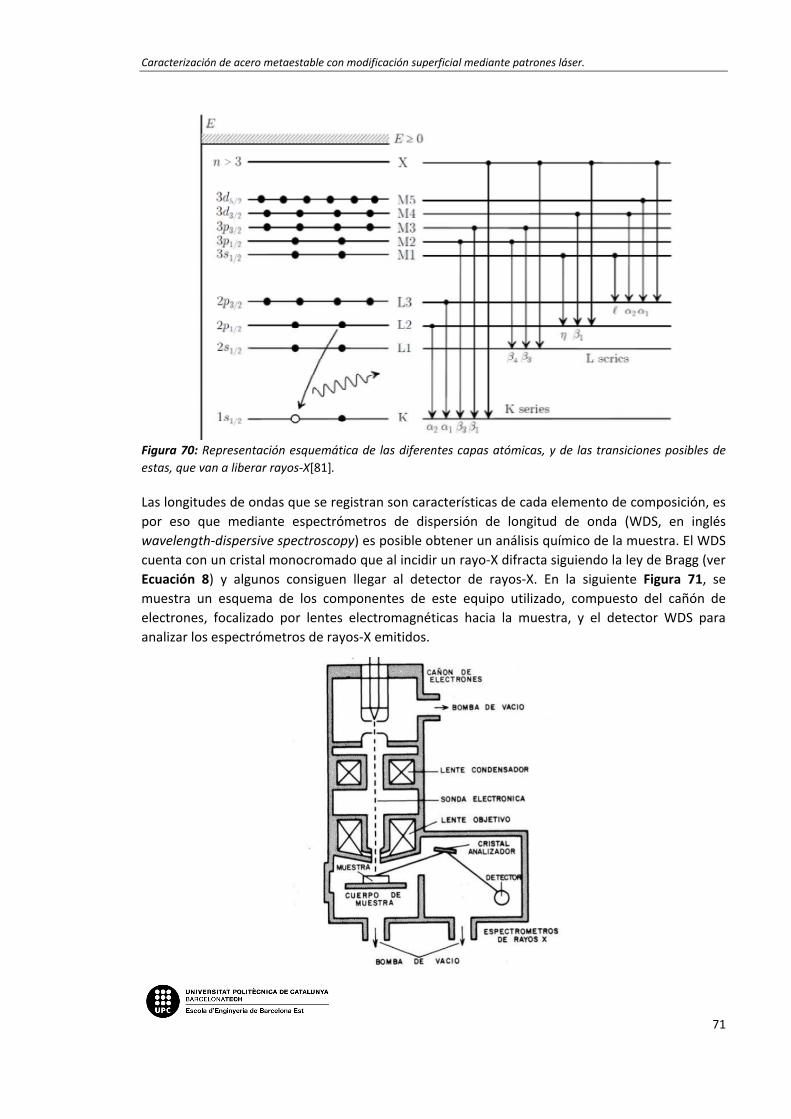
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
71
Figura 70: Representación esquemática de las diferentes capas atómicas, y de las transiciones posibles de estas, que van a liberar rayos-X[81].
Las longitudes de ondas que se registran son características de cada elemento de composición, es por eso que mediante espectrómetros de dispersión de longitud de onda (WDS, en inglés wavelength-dispersive spectroscopy) es posible obtener un análisis químico de la muestra. El WDS cuenta con un cristal monocromado que al incidir un rayo-X difracta siguiendo la ley de Bragg (ver Ecuación 8) y algunos consiguen llegar al detector de rayos-X. En la siguiente Figura 71, se muestra un esquema de los componentes de este equipo utilizado, compuesto del cañón de electrones, focalizado por lentes electromagnéticas hacia la muestra, y el detector WDS para analizar los espectrómetros de rayos-X emitidos.

Memoria
72
Figura 71: Esquema del equipo de microanálisis de sonda de electrones[82].
El equipo experimenta que se ha usado es el SXFive (Cameca), que se muestra en la siguiente Figura 72.
Figura 72: Equipo de microanálisis de sonda de electones SXFive (Cameca).
4.4.2. Caracterización mecánica
4.4.2.1. Ensayos de dureza
La dureza (H) se define como la resistencia que ofrece un material a ser deformado plásticamente, o la resistencia que ofrece a ser penetrado o rallado. En este TFM se han realizado indentaciones en la escalas nanométrica con el objetivo último de obtener las propiedades del material compuesto (dureza del compuesto) y el módulo de elasticidad, así como la dureza en la zona de afectación térmica (ZAT), respectivamente.
La nanoindentación es un ensayo micromecánico muy utilizado, pues te permite obtener resultados de forma simple y automatizada sin necesidad de observar la huella residual. Además, al tratarse de una indentación a escala nanométrica se pueden determinar las propiedades mecánicas a nivel local y de esta manera poder obtener la respuesta mecánica en términos de dureza y módulo de elasticidad de un solo grano o fase tal y como se aprecia en la Figura 73.
Figura 73: Mapa de contraste con EBDS para un acero metaestable austenítico 301LN, donde se pueden observar nanoindentaciones dentro de los granos numerados[83].

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
73
Este ensayo consiste en aplicar ciclos de carga y descarga (P) y medir el desplazamiento (h) continuamente, en el rango de los nN y nm respectivamente. Con estos valores, se grafica la curva carga (P) - desplazamiento (h) tal y como se observa en la Figura 74a. La curva de carga corresponde a la deformación elasto-plástica y la de descarga representa el comportamiento elástico puro del material. El análisis de esta última curva (curva de descarga), permite determinar la profundidad real o de contacto (hc) y de esta manera determinar el área de contacto proyectada entre el material y el indentador (Figura 74b). Así pues, mediante el comportamiento de esta curva y los parámetros resultantes (carga máxima aplicada, Pmax; penetración máxima de contacto, hmax y rigidez, S =dP/dh) y el método de Oliver y Pharr[84]es posible estimar los valores de H y E del material.
Figura 74:a) Representación de la curva de carga (P) – desplazamiento (h) de un test de nanoidentación[85] b) Ilustración del ciclo de carga-descarga con los parámetros que definen la geometría para un indentador Berkovich[86]. Hay diferentes tipos de nanoindentadores, los más comunes quedan recogidos en la Tabla 10. El más usado es el indentador Berkovich, que tiene una forma piramidal de tres lados donde entre cara y cara hay un ángulo de 63,3° y este permite determinar tanto la dureza como el módulo de elasticidad.
Tabla 10: Diferentes tipos de nanoindentadores, donde se especifica el tipo, la forma y los parámetros que se pueden obtener[87].
Tipo de indentador Forma Parámetros obtenidos
Esférico
Dureza Brinell (HB) Módulo elástico (E)
Tensión (σ) - deformación (ε)

Memoria
74
Piramidal (Berkovich)
Dureza (H)
Modulo elástico (E)
Métodos de contacto:
Contacto elástico
Este método de contacto, utiliza la teoría de Hertz como modelo más sencillo para obtener las propiedades micromecánicas del material con un indentador esférico. El régimen elástico, se puede definir como:
𝑃𝑃 = 34� 𝐸𝐸𝑒𝑒𝑒𝑒𝑒𝑒√𝑅𝑅ℎ
32� (13)
donde, P es la fuerza aplicada; R es el radio del indentador; h es la profundidad máxima alcanzada dentro de la superficie. Eeff es el módulo elástico efectivo entre la muestra y el indentador, que se define a continuación:
1𝐸𝐸𝑜𝑜𝑟𝑟𝑟𝑟
= 1−𝑣𝑣2
𝐸𝐸+ 1−𝑣𝑣𝑟𝑟
2
𝐸𝐸𝑟𝑟 , (14)
El subíndice i indica los valores del material del indentador (Ei= 1141GPa y vi = 0,17 para fused silica). Se calcula la presión media (pm) entre el indentador y el material como:
𝑝𝑝𝑚𝑚 = 𝑃𝑃𝜋𝜋𝑡𝑡2
= 4𝐸𝐸𝑜𝑜𝑟𝑟𝑟𝑟3𝜋𝜋
�𝑎𝑎 𝑅𝑅� � (15)
donde, a es el punto de contacto y es determinado con la siguiente ecuación[88]: 𝑎𝑎 =�2𝑅𝑅ℎ𝑐𝑐 − ℎ𝑐𝑐2 ~ �2𝑅𝑅ℎ𝑐𝑐. En este sentido, la profundidad de contacto (hc) se puede obtener de la
siguiente manera ℎ𝑐𝑐 = ℎ𝑚𝑚𝑡𝑡𝑎𝑎 − 0,75 �𝑃𝑃𝑚𝑚𝑡𝑡𝑎𝑎𝑆𝑆� �, donde hmax, Pmax y S hacen referencia a la máxima
penetración del indentador, a la carga aplicada y a la constante de rigidez �𝑆𝑆 =𝑑𝑑𝑃𝑃
𝑑𝑑ℎ� �respectivament tal como se observa en la Figura 74a. Para este tipo de indentadores
esféricos es posible representar la relación de contacto tensión-deformación del indentador graficando la 𝑝𝑝𝑚𝑚como función de a/R.
Contacto elasto-plástico
Por otro lado, cuando la carga aplicada es mayor que la tensión requerida para alcanzar el límite elástico de los materiales, los valores experimentales en la curva de carga no se pueden ajustar con las ecuaciones de Hertz. En este caso el modelo más utilizado para determinar las dos propiedades mecánicas (H y E) es el de Oliver y Pharr[84], ya que su enfoque elástico-plástico para analizar la curva de descarga y así calcular el área de contacto, es el más sencillo. Con la ecuación de profundidad de contacto anterior (hc), la área de contacto A(hc), se puede determinar mediante la siguiente ecuación:

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
75
𝐴𝐴(ℎ𝑐𝑐) = 24.56 · ℎ𝑐𝑐2 (16)
A partir del A(hc) y de los principales parámetros que se pueden extraer en la curva P-h, se puede determinar tanto la H como el módulo de Young efectivo (Eeff) mediante las siguientes expresiones:
𝐻𝐻 = 𝑃𝑃𝑚𝑚𝑜𝑜𝑚𝑚𝐴𝐴(ℎ𝑟𝑟)
(17)
𝐸𝐸𝑒𝑒𝑒𝑒𝑒𝑒 = √𝜋𝜋2
· 𝑆𝑆√𝐴𝐴
(18)
Teniendo en cuenta el cálculo de Eeff con la Ecuación 18 y los parámetros elásticos del indentador (Ei= 1141GPa y vi = 0,17 para el diamante), se puede determinar el módulo de elasticidad del material mediante la Ecuación 14.
El equipo experimental utilizado en este TFM es un Nanoindenter XP (MTS) que se muestra en la Figura 75. Es muy sensible y de alta precisión, por ello es importante mantenerlo aislado de vibraciones, así como aislarlo térmica y acústicamente. Los ensayos de nanoindentación se han realizado en modo penetración controlada, para ello se ha realizado una matriz de 25 indentaciones de 5x5, aplicando una penetración constante e igual a los 200nm. Así mismo, la deformación se ha mantenido constante durante todo el ensayo e igual a 0,05s-1. El espaciado entre las indentaciones se ha mantenido constante e igual a las 10µm con el objetivo último de evitar que el campo de deformación plástico interaccione con la huella colindante.
Se ha utilizado un indentador de tipo Berkovick y los datos resultantes son analizados mediante el método de Oliver y Pharr[84]. La calibración de la punta se realiza mediante una muestra estándar de fused silica, ya que los valores del módulo de Young(72 GPa) y el coeficientede Poisson (0,17) son conocidos[86].
Figura 75: Equipo utilizado para realizar las nanoindentaciones, Nanoindenter XP (MTS).
4.4.2.2. Ensayos de nanodesgaste
El ensayo de nanodesgaste o también denominado nanowear test es inglés, es un método que permite determinar el comportamiento tribológico del material. Los ensayos de tribología se
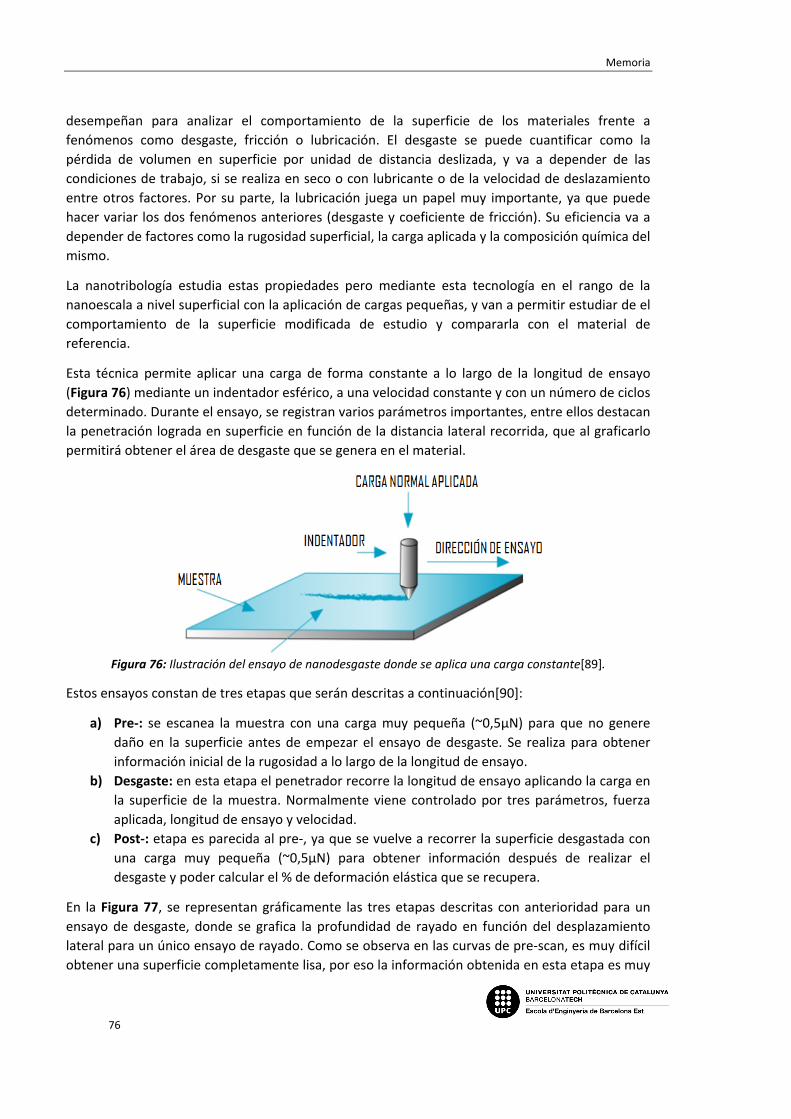
Memoria
76
desempeñan para analizar el comportamiento de la superficie de los materiales frente a fenómenos como desgaste, fricción o lubricación. El desgaste se puede cuantificar como la pérdida de volumen en superficie por unidad de distancia deslizada, y va a depender de las condiciones de trabajo, si se realiza en seco o con lubricante o de la velocidad de deslazamiento entre otros factores. Por su parte, la lubricación juega un papel muy importante, ya que puede hacer variar los dos fenómenos anteriores (desgaste y coeficiente de fricción). Su eficiencia va a depender de factores como la rugosidad superficial, la carga aplicada y la composición química del mismo.
La nanotribología estudia estas propiedades pero mediante esta tecnología en el rango de la nanoescala a nivel superficial con la aplicación de cargas pequeñas, y van a permitir estudiar de el comportamiento de la superficie modificada de estudio y compararla con el material de referencia.
Esta técnica permite aplicar una carga de forma constante a lo largo de la longitud de ensayo (Figura 76) mediante un indentador esférico, a una velocidad constante y con un número de ciclos determinado. Durante el ensayo, se registran varios parámetros importantes, entre ellos destacan la penetración lograda en superficie en función de la distancia lateral recorrida, que al graficarlo permitirá obtener el área de desgaste que se genera en el material.
Figura 76: Ilustración del ensayo de nanodesgaste donde se aplica una carga constante[89].
Estos ensayos constan de tres etapas que serán descritas a continuación[90]:
a) Pre-: se escanea la muestra con una carga muy pequeña (~0,5µN) para que no genere daño en la superficie antes de empezar el ensayo de desgaste. Se realiza para obtener información inicial de la rugosidad a lo largo de la longitud de ensayo.
b) Desgaste: en esta etapa el penetrador recorre la longitud de ensayo aplicando la carga en la superficie de la muestra. Normalmente viene controlado por tres parámetros, fuerza aplicada, longitud de ensayo y velocidad.
c) Post-: etapa es parecida al pre-, ya que se vuelve a recorrer la superficie desgastada con una carga muy pequeña (~0,5µN) para obtener información después de realizar el desgaste y poder calcular el % de deformación elástica que se recupera.
En la Figura 77, se representan gráficamente las tres etapas descritas con anterioridad para un ensayo de desgaste, donde se grafica la profundidad de rayado en función del desplazamiento lateral para un único ensayo de rayado. Como se observa en las curvas de pre-scan, es muy difícil obtener una superficie completamente lisa, por eso la información obtenida en esta etapa es muy

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
77
importante, porque se pueden corregir las irregularidades superficiales, comparando las curvas resultantes entre el pre- y el desgaste. También es importante analizar los resultados del post-, ya que se puede ver como la profundidad de la huella disminuye al volver a recorrer la superficie de ensayo después de realizar el ensayo de desgaste. Al comparar estas dos últimas curvas, se puede sacar el grado de recuperación elástica del material.
Figura 77: Resultados de un test de nanodesgaste en una superficie de cobre, donde se representa gráficamente la profundidad del desgaste(nm) en función de la longitud de desplazamiento (µm)[90].
Para este estudio se ha utilizado un equipo Nanoindenter XP (MTS, ver Figura 75), utilizando un indentador esférico. El ensayo se ha realizado aplicando una carga constante (500mN) a lo largo de 500µm, con una carga de 0,1mNtanto para el pre- y post- y una velocidad de avance de 10µm/s.
Se ha realizado un total de 3 ensayos en el sentido longitudinal de laminación (LD), y 3 ensayos en el sentido contrario (TD) cada uno repetido a 1 ciclo y a 10, en cada una de las 5 superficies distintas. La primera sobre la superficie del material pulido (referencia), la segunda y tercera sobre las modificaciones superficiales con un espaciado entre puntos de 20µm y 100µm entre ellos. Y las dos últimas se han realizado el mismo ensayo en medio viscoso, mediante la utilización de un lubricante. Estas 20 pruebas, nos permiten evaluar las propiedades tribológicas del material (desgaste, fricción y lubricante) pudiendo comparar los resultados al tener o no tener modificación superficial, así como el efecto de laminación en la microestructura.
4.4.2.3. Ensayo de bruñido
El proceso de bruñido es un método mecánico de modificación superficial que permite obtener un buen acabado superficial mediante la aplicación de deformación plástica inducida por una bola de bruñido. Esta técnica permite modificar las irregularidades superficiales del material tal y como se observar en la Figura 78, proporcionando un aumento de la vida útil del material en condiciones de desgaste y fatiga[91].Además es un ensayo tribológico, que permite obtener resultados de desgaste, fricción y lubricación a escala macroscópica.

Memoria
78
Figura 78: Esquema del proceso de bruñido sobre una superficie antes y después de realizar la técnica[91].
En la siguiente Figura 79, se representa un esquema del funcionamiento del equipo de bruñido, donde mediante un cabezal hidráulico se aplica presión a la bola del equipo que entre en contacto con la muestra. Esta, transmite la fuerza aplicada sobre la superficie del material, realizando un trabajo en frío (acritud) sobre la muestra que genera cambios en la microestructura y rugosidad superficial, además de un endurecimiento que puede llegar hasta el 60% del valor inicial[92] induciendo tensiones residuales y deformación plástica[93].
Figura 79: Representación esquemática del proceso de bruñido con bola[93].
El equipo utilizado es el MC 600 (Lagun Grupo Goratu). Los parámetros óptimos para la realización de este proceso fueron usando una bola de carburo de tungsteno de 10mm de diámetro, aplicando un fuerza de 100N con una penetración de 3mN, y una velocidad de avance de 500mm/min. Se han realizado 6 tipos de ensayo en cada una de las muestras a 0° (Horizontal), 90° (Vertical) y 45° (Diagonal) en las dos direcciones, una de ida y la otra de vuelta (Figura 80).
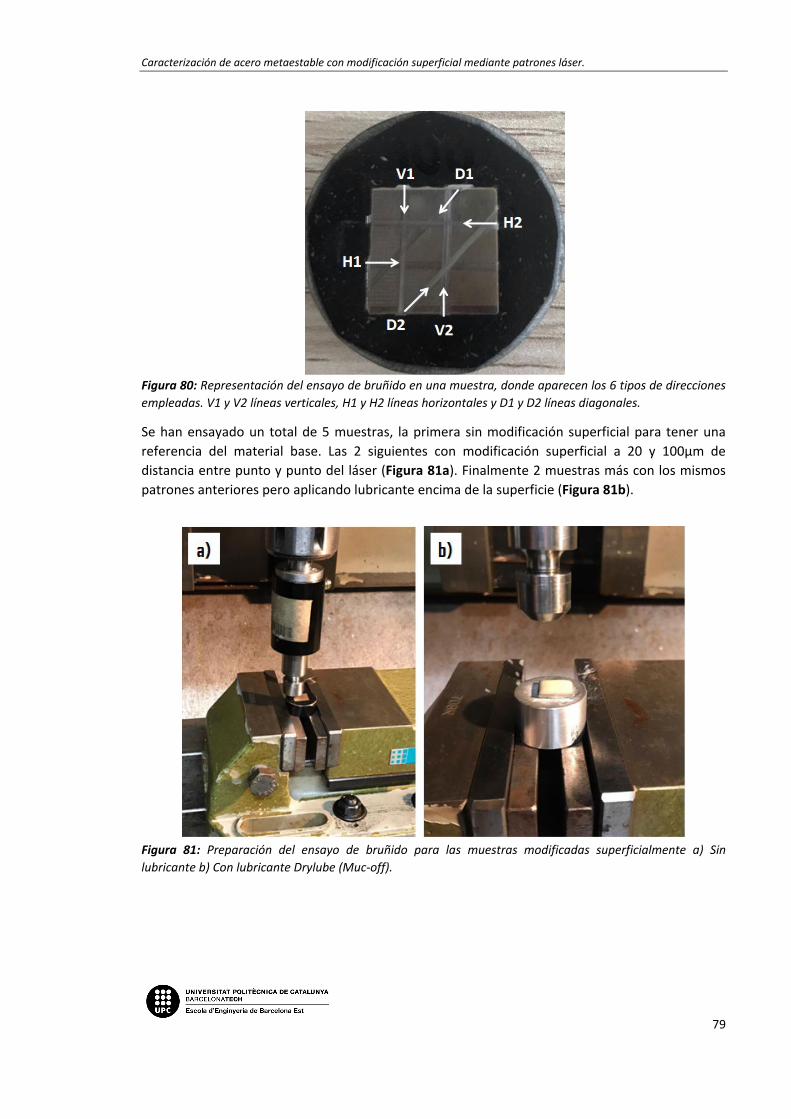
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
79
Figura 80: Representación del ensayo de bruñido en una muestra, donde aparecen los 6 tipos de direcciones empleadas. V1 y V2 líneas verticales, H1 y H2 líneas horizontales y D1 y D2 líneas diagonales.
Se han ensayado un total de 5 muestras, la primera sin modificación superficial para tener una referencia del material base. Las 2 siguientes con modificación superficial a 20 y 100µm de distancia entre punto y punto del láser (Figura 81a). Finalmente 2 muestras más con los mismos patrones anteriores pero aplicando lubricante encima de la superficie (Figura 81b).
Figura 81: Preparación del ensayo de bruñido para las muestras modificadas superficialmente a) Sin lubricante b) Con lubricante Drylube (Muc-off).

Memoria
80
Resultados y discusión
5.1 Elección del patrón láser
5.1.1. DoE 1
A continuación se representan los resultados del DoE 1, donde se evalúa la influencia de la intensidad, frecuencia y número de pulsos, sobre la profundidad y diámetro del patrón láser obtenido. En la siguiente Figura 82, hay los 8 patrones laser que forman parte del dominio experimental completo, donde se evalúan todas las combinaciones posibles entre las variables comentadas anteriormente. Para ello únicamente se tienen en cuanta los valores máximos y mínimos para cada uno de los parámetros a considerar (intensidad, frecuencia y número de pulsos).
Figura 82: Dominio experimental para el DoE 1, donde se muestran los puntos obtenidos con la aplicación de distintos valores para frecuencia (1000 y 3000Hz), Intensidad (3 y 4A) y número de pulsos (1 y 3). Imágenes obtenidas con el equipo de MEB Phenom 3D Roughness Reconstruction Software.
Mediante el software de reconstrucción 3D de rugosidad superficial utilizado en el equipo MEB, se han podido graficar todos los perfiles para cada patrón del DoE 1. Con ellos, es posible calcular la
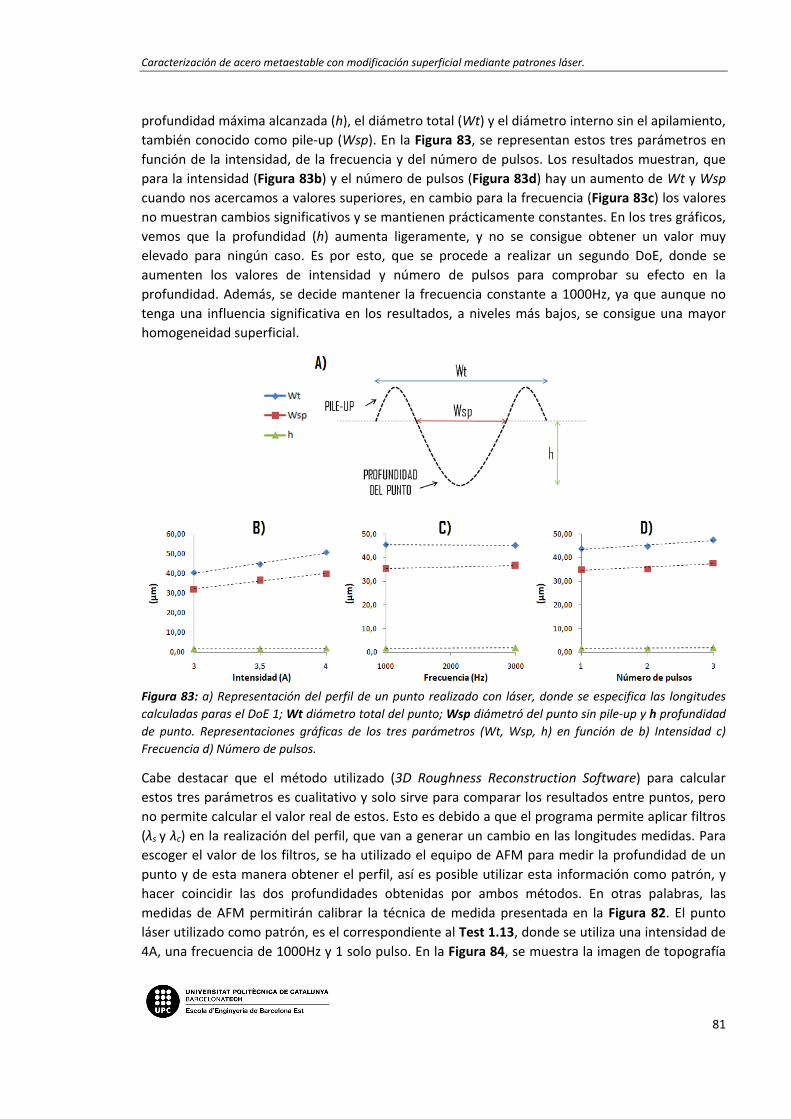
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
81
profundidad máxima alcanzada (h), el diámetro total (Wt) y el diámetro interno sin el apilamiento, también conocido como pile-up (Wsp). En la Figura 83, se representan estos tres parámetros en función de la intensidad, de la frecuencia y del número de pulsos. Los resultados muestran, que para la intensidad (Figura 83b) y el número de pulsos (Figura 83d) hay un aumento de Wt y Wsp cuando nos acercamos a valores superiores, en cambio para la frecuencia (Figura 83c) los valores no muestran cambios significativos y se mantienen prácticamente constantes. En los tres gráficos, vemos que la profundidad (h) aumenta ligeramente, y no se consigue obtener un valor muy elevado para ningún caso. Es por esto, que se procede a realizar un segundo DoE, donde se aumenten los valores de intensidad y número de pulsos para comprobar su efecto en la profundidad. Además, se decide mantener la frecuencia constante a 1000Hz, ya que aunque no tenga una influencia significativa en los resultados, a niveles más bajos, se consigue una mayor homogeneidad superficial.
Figura 83: a) Representación del perfil de un punto realizado con láser, donde se especifica las longitudes calculadas paras el DoE 1; Wt diámetro total del punto; Wsp diámetró del punto sin pile-up y h profundidad de punto. Representaciones gráficas de los tres parámetros (Wt, Wsp, h) en función de b) Intensidad c) Frecuencia d) Número de pulsos.
Cabe destacar que el método utilizado (3D Roughness Reconstruction Software) para calcular estos tres parámetros es cualitativo y solo sirve para comparar los resultados entre puntos, pero no permite calcular el valor real de estos. Esto es debido a que el programa permite aplicar filtros (λs y λc) en la realización del perfil, que van a generar un cambio en las longitudes medidas. Para escoger el valor de los filtros, se ha utilizado el equipo de AFM para medir la profundidad de un punto y de esta manera obtener el perfil, así es posible utilizar esta información como patrón, y hacer coincidir las dos profundidades obtenidas por ambos métodos. En otras palabras, las medidas de AFM permitirán calibrar la técnica de medida presentada en la Figura 82. El punto láser utilizado como patrón, es el correspondiente al Test 1.13, donde se utiliza una intensidad de 4A, una frecuencia de 1000Hz y 1 solo pulso. En la Figura 84, se muestra la imagen de topografía

Memoria
82
representada en 3D obtenida mediante AFM (zona de escaneo: 75x75µm) así como los dos perfiles en las direcciones marcadas en la Figura 84a. La Figura 84b, tiene más ruido en el perfil que la Figura 84c, debido a que el perfil se ha realizado en la dirección de escaneo tal y como se observa en la Figura 84a (ver puntos 3-4). Por otro lado, la profundidad máxima alcanzada para estas condiciones de ensayo, se encuentra alrededor de los 750nm. Los valores de los filtros para el MEB 3D que equivalen a obtener esta profundidad en el punto son de 5,04µm y 27,62µm para λs y λc respectivamente .Lo cual no permite calibrar tal y como se pretendía la técnica de medida mediante MEB. Sin embargo, realizando todas las medidas con el mismo filtro permite estimar la geometría del patrón en términos de diámetro, profundidad y apilamiento.
Figura 84: a) Representación topográfica (vista en 3D) de un patrón láser observado mediante AFM. En ella, se aprecian las direcciones en las cuales se han realizado los perfiles, b) gráfica del perfil 1-2 y c) gráfica del perfil 3-4.
5.1.2. DoE 2
Con la realización de este segundo DoE, se pretende encontrar el patrón idóneo que permita alcanzar un equilibrio entre el tiempo de láser para realizar los patrones en la muestra y la obtención de una profundidad de patrón lo suficientemente homogéneo y grande con una mínima zona de afectación térmica (ZAT) como para poder almacenar lubricante en su interior. En la Figura 85, se representan los puntos láser realizados para el DoE 2, en función de la intensidad y el número de pulsos, todos con la misma frecuencia aplicada de 1000Hz. A simple vista, se observa que el parámetro más influyente es el número de pulsos, logrando alcanzar cada vez profundidades mayores.
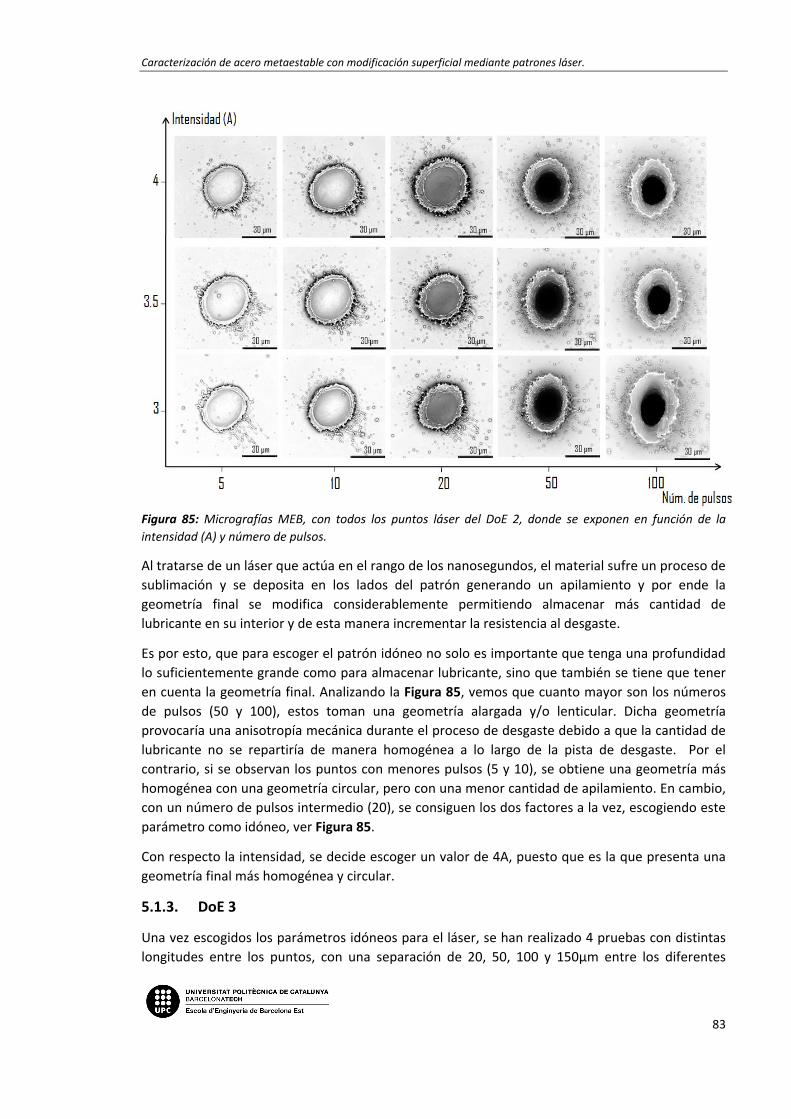
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
83
Figura 85: Micrografías MEB, con todos los puntos láser del DoE 2, donde se exponen en función de la intensidad (A) y número de pulsos.
Al tratarse de un láser que actúa en el rango de los nanosegundos, el material sufre un proceso de sublimación y se deposita en los lados del patrón generando un apilamiento y por ende la geometría final se modifica considerablemente permitiendo almacenar más cantidad de lubricante en su interior y de esta manera incrementar la resistencia al desgaste.
Es por esto, que para escoger el patrón idóneo no solo es importante que tenga una profundidad lo suficientemente grande como para almacenar lubricante, sino que también se tiene que tener en cuenta la geometría final. Analizando la Figura 85, vemos que cuanto mayor son los números de pulsos (50 y 100), estos toman una geometría alargada y/o lenticular. Dicha geometría provocaría una anisotropía mecánica durante el proceso de desgaste debido a que la cantidad de lubricante no se repartiría de manera homogénea a lo largo de la pista de desgaste. Por el contrario, si se observan los puntos con menores pulsos (5 y 10), se obtiene una geometría más homogénea con una geometría circular, pero con una menor cantidad de apilamiento. En cambio, con un número de pulsos intermedio (20), se consiguen los dos factores a la vez, escogiendo este parámetro como idóneo, ver Figura 85.
Con respecto la intensidad, se decide escoger un valor de 4A, puesto que es la que presenta una geometría final más homogénea y circular.
5.1.3. DoE 3
Una vez escogidos los parámetros idóneos para el láser, se han realizado 4 pruebas con distintas longitudes entre los puntos, con una separación de 20, 50, 100 y 150µm entre los diferentes
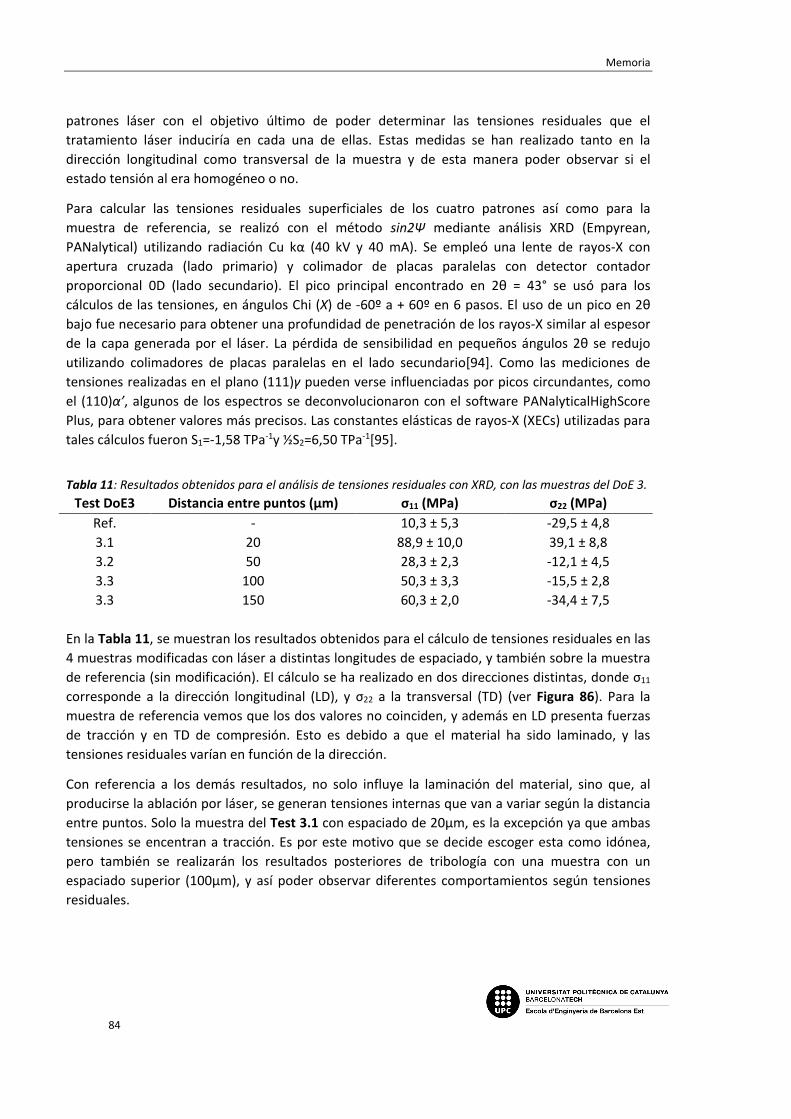
Memoria
84
patrones láser con el objetivo último de poder determinar las tensiones residuales que el tratamiento láser induciría en cada una de ellas. Estas medidas se han realizado tanto en la dirección longitudinal como transversal de la muestra y de esta manera poder observar si el estado tensión al era homogéneo o no.
Para calcular las tensiones residuales superficiales de los cuatro patrones así como para la muestra de referencia, se realizó con el método sin2Ψ mediante análisis XRD (Empyrean, PANalytical) utilizando radiación Cu kα (40 kV y 40 mA). Se empleó una lente de rayos-X con apertura cruzada (lado primario) y colimador de placas paralelas con detector contador proporcional 0D (lado secundario). El pico principal encontrado en 2θ = 43° se usó para los cálculos de las tensiones, en ángulos Chi (Χ) de -60º a + 60º en 6 pasos. El uso de un pico en 2θ bajo fue necesario para obtener una profundidad de penetración de los rayos-X similar al espesor de la capa generada por el láser. La pérdida de sensibilidad en pequeños ángulos 2θ se redujo utilizando colimadores de placas paralelas en el lado secundario[94]. Como las mediciones de tensiones realizadas en el plano (111)γ pueden verse influenciadas por picos circundantes, como el (110)α’, algunos de los espectros se deconvolucionaron con el software PANalyticalHighScore Plus, para obtener valores más precisos. Las constantes elásticas de rayos-X (XECs) utilizadas para tales cálculos fueron S1=-1,58 TPa-1y ½S2=6,50 TPa-1[95].
Tabla 11: Resultados obtenidos para el análisis de tensiones residuales con XRD, con las muestras del DoE 3. Test DoE3 Distancia entre puntos (µm) σ11 (MPa) σ22 (MPa)
Ref. - 10,3 ± 5,3 -29,5 ± 4,8 3.1 20 88,9 ± 10,0 39,1 ± 8,8 3.2 50 28,3 ± 2,3 -12,1 ± 4,5 3.3 100 50,3 ± 3,3 -15,5 ± 2,8 3.3 150 60,3 ± 2,0 -34,4 ± 7,5
En la Tabla 11, se muestran los resultados obtenidos para el cálculo de tensiones residuales en las 4 muestras modificadas con láser a distintas longitudes de espaciado, y también sobre la muestra de referencia (sin modificación). El cálculo se ha realizado en dos direcciones distintas, donde σ11 corresponde a la dirección longitudinal (LD), y σ22 a la transversal (TD) (ver Figura 86). Para la muestra de referencia vemos que los dos valores no coinciden, y además en LD presenta fuerzas de tracción y en TD de compresión. Esto es debido a que el material ha sido laminado, y las tensiones residuales varían en función de la dirección.
Con referencia a los demás resultados, no solo influye la laminación del material, sino que, al producirse la ablación por láser, se generan tensiones internas que van a variar según la distancia entre puntos. Solo la muestra del Test 3.1 con espaciado de 20µm, es la excepción ya que ambas tensiones se encentran a tracción. Es por este motivo que se decide escoger esta como idónea, pero también se realizarán los resultados posteriores de tribología con una muestra con un espaciado superior (100µm), y así poder observar diferentes comportamientos según tensiones residuales.
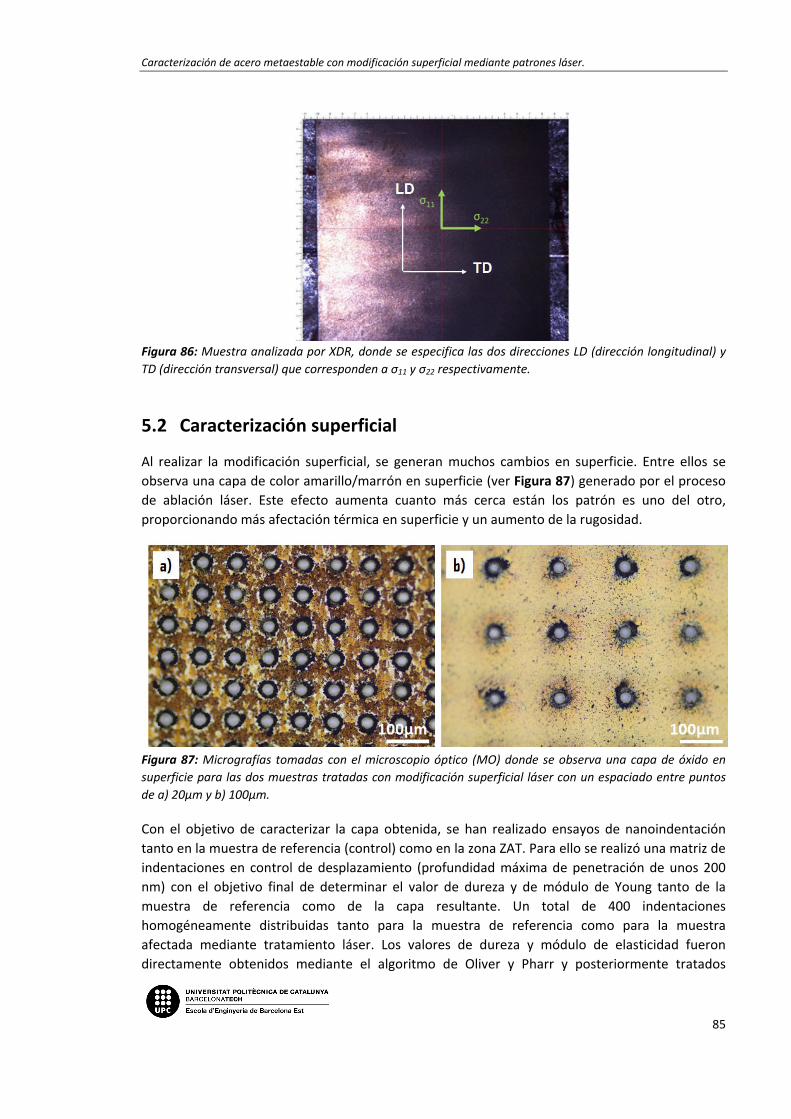
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
85
Figura 86: Muestra analizada por XDR, donde se especifica las dos direcciones LD (dirección longitudinal) y TD (dirección transversal) que corresponden a σ11 y σ22 respectivamente.
5.2 Caracterización superficial
Al realizar la modificación superficial, se generan muchos cambios en superficie. Entre ellos se observa una capa de color amarillo/marrón en superficie (ver Figura 87) generado por el proceso de ablación láser. Este efecto aumenta cuanto más cerca están los patrón es uno del otro, proporcionando más afectación térmica en superficie y un aumento de la rugosidad.
Figura 87: Micrografías tomadas con el microscopio óptico (MO) donde se observa una capa de óxido en superficie para las dos muestras tratadas con modificación superficial láser con un espaciado entre puntos de a) 20µm y b) 100µm.
Con el objetivo de caracterizar la capa obtenida, se han realizado ensayos de nanoindentación tanto en la muestra de referencia (control) como en la zona ZAT. Para ello se realizó una matriz de indentaciones en control de desplazamiento (profundidad máxima de penetración de unos 200 nm) con el objetivo final de determinar el valor de dureza y de módulo de Young tanto de la muestra de referencia como de la capa resultante. Un total de 400 indentaciones homogéneamente distribuidas tanto para la muestra de referencia como para la muestra afectada mediante tratamiento láser. Los valores de dureza y módulo de elasticidad fueron directamente obtenidos mediante el algoritmo de Oliver y Pharr y posteriormente tratados

Memoria
86
mediante el método de Ulm y Constantínides; el cual se describe paso por paso a continuación para el material de referencia. El primer paso para obtener resultados en esta técnica es decidir el tamaño del binsize, es por eso que en la Figura 88, se ejemplifica como escogerlo. Se destaca que es importante disminuir el tamaño del bin con el objetivo de poder ver tantos picos en el histograma como constituyentes presenta el material. Tal y como se aprecia para un bin de 1GPa, parece que solo se tenga una distribución monomodal, pero si se disminuye el binsize a valores de 0,5 o de 0,25 entonces se obtiene una distribución bimodal.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
87
Figura 88: Resultados de los ensayos de nanoindentación donde se grafica la frecuencia en función de la dureza (H) para tres tamaños de bin size diferentes (1, 0,5 y 0,25GPa) para la muestra de referencia. Una vez escogido el tamaño del binsize óptimo (0,25GPa) que proporciona una información más amplia, se tienen que ordenar las durezas obtenidas de menor a mayor valor. Para ello, se grafica la dureza en función de la frecuencia acumulada (Figura 89), donde esta se calcula a partir de la
siguiente expresión: 𝑓𝑓𝑖𝑖 = 𝑖𝑖𝑛𝑛
; donde i y n hacen referencia al test en cuestión y al número total de ensayos, respectivamente.
Figura 89: Gráfica de la frecuencia acumulada vs. dureza para el ensayo de nanoindentación de la muestra de referencia.
Una vez representada la frecuencia acumulada en función de la dureza (esta ordenada de valores menores a mayores), se procede a aplicar la estadística de Ulm y Constantínides; la cual permite representar la dureza para cada constituyente en forma de una tendencia gaussiana. Para el caso de estudio, se han tenido en cuenta tres constituyentes (γ−,α’- y la interfase) tal y como se representa a continuación[96]:
𝐶𝐶𝐶𝐶𝐶𝐶 = 12𝑓𝑓𝛾𝛾𝑒𝑒𝑒𝑒𝑓𝑓 �
𝐻𝐻−𝐻𝐻𝛾𝛾√2𝜎𝜎𝛾𝛾
� + 12𝑓𝑓𝛾𝛾/𝛼𝛼′𝑒𝑒𝑒𝑒𝑓𝑓 �
𝐻𝐻−𝐻𝐻𝛾𝛾/𝛼𝛼′
√2𝜎𝜎𝛾𝛾/𝛼𝛼′� + 1
2𝑓𝑓𝛼𝛼′𝑒𝑒𝑒𝑒𝑓𝑓 �
𝐻𝐻−𝐻𝐻𝛼𝛼′√2𝜎𝜎𝛼𝛼′
� (19)
Los parámetros obtenidos después de realizar el ajuste para cada fase quedan recogidos en la Tabla 12, y simulados encima de los puntos experimentales obtenidos mediante nanoindentación, ver Figura 90.
Tabla 12: Resultados obtenidos con la función distribución acumulada para las dos fases (austenita y martensita) y la interfase. Parámetro Austenita γ Interfase γ/α’ Martensita α’ Dureza, H 5,74 ± 0,74 6,27 ± 0,87 7,67 ± 0,75
fi 0,36 0,36 0,27

Memoria
88
R2 0,99994 0,99994 0,99994
Figura 90: Histograma de durezas con un mismo tamaño de bin de 0,25GPa.
Para la caracterización de la muestra modificada mediante patrones láser se ha utilizado la misma metodología que para la muestra de referencia (no mostrado en esta sección). En este caso, la capa presenta unos valores de dureza que se encuentran entre los300 y los 400MPa. Al compararlo con la muestra de referencia (Tabla 12), se ve como esta disminuye de forma considerable. Este hecho pone de manifiesto que la capa superficial no es ningún óxido y por tanto es necesario caracterizarla químicamente. Para ello, se ha realizado un ensayo de microanálisis de sonda de electrones tanto en la muestra de referencia como en la modificada con láser. La composición química resultante es la media de 5 puntos analizados superficialmente en las muestras, y se encuentra resumida en la Tabla 13.
Tabla 13: Resultados obtenidos para el análisis químico (% en peso) mediante microanálisis de sonda de electrones para dos tipos de muestras, una de referencia y otra modificada con láser (MS) con 20µm de distancia entre puntos. Muestra O Cr Fe Ni Mn
Referencia 0,09 ± 0,01 17,82 ± 0,12 73,72 ± 0,28 6,54 ± 0,11 1,20 ± 0,02 MS 20µm 0,08 ± 0,01 17,82 ± 0,06 73,73 ± 0,14 6,38 ± 0,08 1,17 ± 0,01 Así mismo, se han realizado mapas composicionales con los distintos elementos principales del material (ver Figura 91). En la Figura 91a, se puede apreciar la región de estudio mediante esta técnica. Los mapas de Cr (Figura 91b), Fe (Figura 91c) y Ni (Figura f) ponen de manifiesto que las zonas más claras (zona 1 en Figura 91a) corresponden al material base. Este dato pone de manifiesto que la capa generada por medio de la ablación térmica es altamente heterogénea con
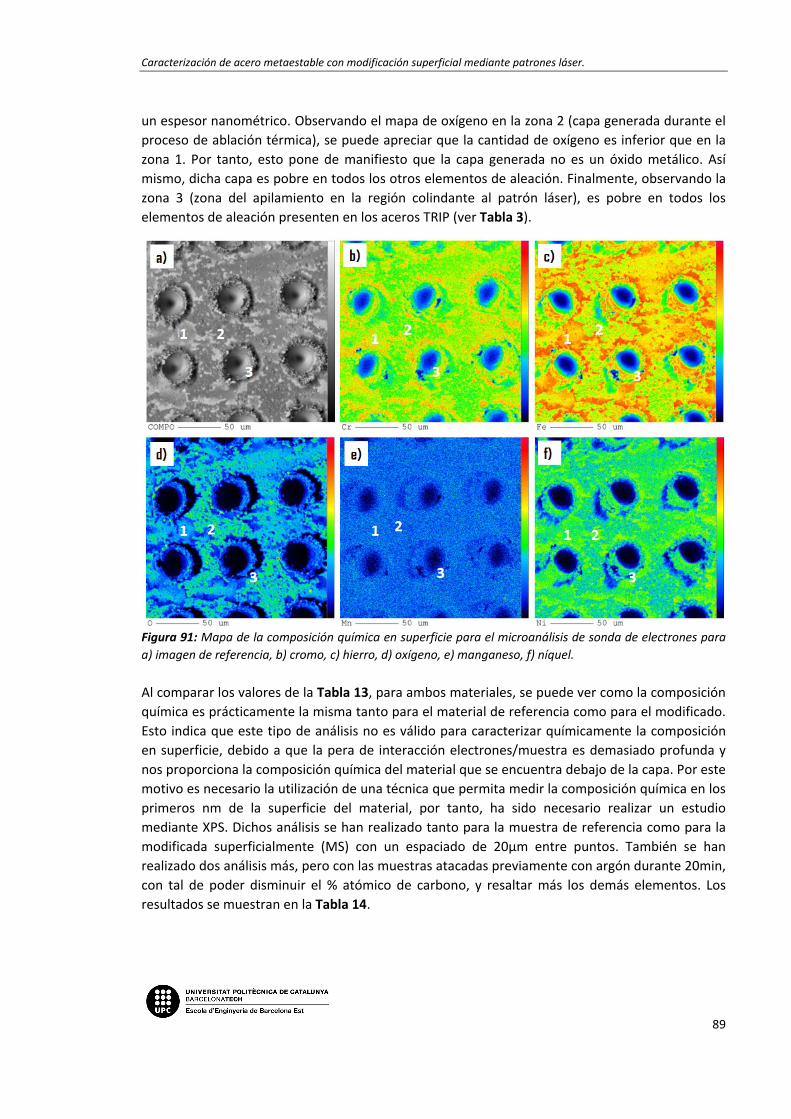
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
89
un espesor nanométrico. Observando el mapa de oxígeno en la zona 2 (capa generada durante el proceso de ablación térmica), se puede apreciar que la cantidad de oxígeno es inferior que en la zona 1. Por tanto, esto pone de manifiesto que la capa generada no es un óxido metálico. Así mismo, dicha capa es pobre en todos los otros elementos de aleación. Finalmente, observando la zona 3 (zona del apilamiento en la región colindante al patrón láser), es pobre en todos los elementos de aleación presenten en los aceros TRIP (ver Tabla 3).
Figura 91: Mapa de la composición química en superficie para el microanálisis de sonda de electrones para a) imagen de referencia, b) cromo, c) hierro, d) oxígeno, e) manganeso, f) níquel. Al comparar los valores de la Tabla 13, para ambos materiales, se puede ver como la composición química es prácticamente la misma tanto para el material de referencia como para el modificado. Esto indica que este tipo de análisis no es válido para caracterizar químicamente la composición en superficie, debido a que la pera de interacción electrones/muestra es demasiado profunda y nos proporciona la composición química del material que se encuentra debajo de la capa. Por este motivo es necesario la utilización de una técnica que permita medir la composición química en los primeros nm de la superficie del material, por tanto, ha sido necesario realizar un estudio mediante XPS. Dichos análisis se han realizado tanto para la muestra de referencia como para la modificada superficialmente (MS) con un espaciado de 20µm entre puntos. También se han realizado dos análisis más, pero con las muestras atacadas previamente con argón durante 20min, con tal de poder disminuir el % atómico de carbono, y resaltar más los demás elementos. Los resultados se muestran en la Tabla 14.
Memoria
90
Tabla 14: Composición química (% atómico) de la superficie para dos muestras de referencia y dos muestras modificada (MS) con láser con un espaciado entre puntos de 20µm, donde una de cada ha sido atacada previamente con argón durante 20min.
Muestra C O Fe Cr Si N Ni Referencia 74,807 20,815 1,202 0,785 2,057 0,333 - Referencia atacada 40,915 46,254 6,339 3,387 2,193 0,911 - MS 20µm 63,751 28,576 3,476 1,313 2,053 0,832 - MS 20µm atacada 34,84 47,553 9,287 3,278 2,628 2,096 0,318 La principal diferencia que se puede observar en los resultados de la Tabla 14, es que para las muestras atacadas con argón la proporción de C en % atómico disminuye al compararlo con las muestras sin tratamiento, haciendo que los demás elementos aumenten y se identifiquen con mayor claridad, convirtiendo estas dos muestras en las adecuadas para analizar más en detalle los resultados obtenidos.
En las Figuras 92a y 92b, se grafican los resultados obtenidos, representando los CPS (cuentas por segundo) en función de la energía de enlace (Binding Energy) para una muestra de referencia (izquierda) y otra modificada con láser (derecha) con el ataque de argón previo al ensayo. Para cada elemento mayoritario encontrado, se ha graficado con más detalle para poder visualizar mayor diferencia entre ellas. Para el caso del silicio, es donde encontramos una mayor diferencia entre picos, ya que en la Figura 92i aparece un solo pico, mientras que en la Figura 92j hay dos. Esto puede ser debido a que el silicio presenta una transformación alotrópica (cuarzo, cristobalita y tridimita) y cada uno de ellos presenta una fase de bajo y alto orden atómico (α y β, respectivamente), pudiendo aparecer dos de ellos al producirse la ablación láser, y formar así el doble pico.
Otro punto importante a considerar es la aparición de un pico de zinc (Zn) presente en la Figura 92b, que no se encuentra en la Figura 92a. Este elemento está en pequeñas cantidades en forma de trazas en el material de referencia, y es posible que al inducir ablación láser, este se volatilice y se vuelva a redepositar en la superficie, generando un nuevo compuesto con los demás elementos, y de esta manera obtener una capa con unos valores de dureza tan bajos como los reportados anteriormente. Estos resultados, no son concluyentes y por tanto es necesario realizar en un futuro cercano más ensayos con una mayor precisión.
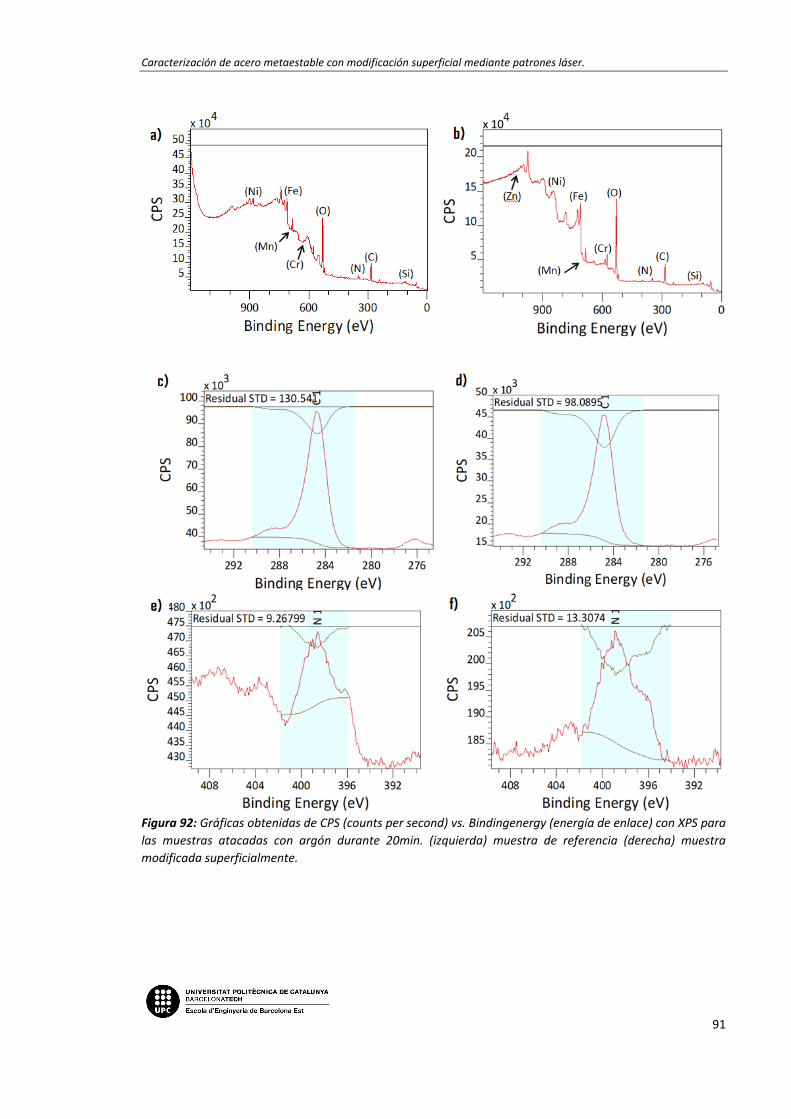
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
91
Figura 92: Gráficas obtenidas de CPS (counts per second) vs. Bindingenergy (energía de enlace) con XPS para las muestras atacadas con argón durante 20min. (izquierda) muestra de referencia (derecha) muestra modificada superficialmente.

Memoria
92
Figura 92: Gráficas obtenidas de CPS (counts per second) vs. Bindingenergy (energía de enlace) con XPS para las muestras atacadas con argón durante 20min. (izquierda) muestra de referencia (derecha) muestra modificada superficialmente. (Continuación).
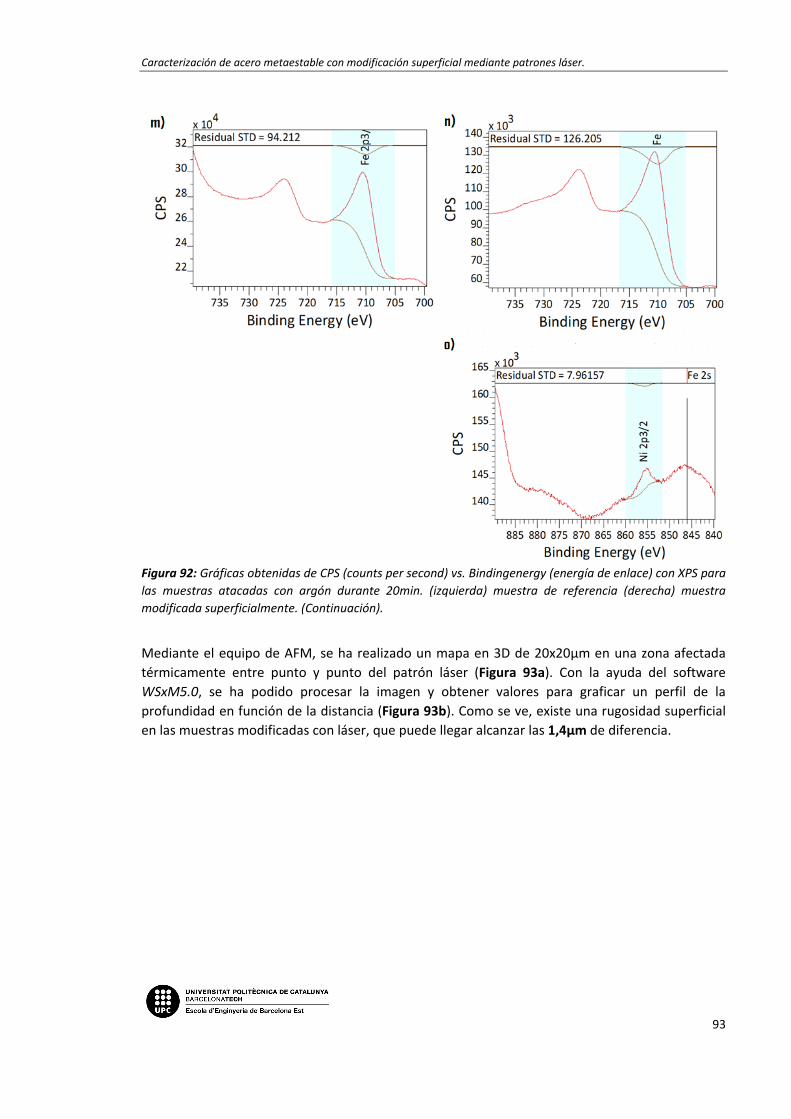
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
93
Figura 92: Gráficas obtenidas de CPS (counts per second) vs. Bindingenergy (energía de enlace) con XPS para las muestras atacadas con argón durante 20min. (izquierda) muestra de referencia (derecha) muestra modificada superficialmente. (Continuación).
Mediante el equipo de AFM, se ha realizado un mapa en 3D de 20x20µm en una zona afectada térmicamente entre punto y punto del patrón láser (Figura 93a). Con la ayuda del software WSxM5.0, se ha podido procesar la imagen y obtener valores para graficar un perfil de la profundidad en función de la distancia (Figura 93b). Como se ve, existe una rugosidad superficial en las muestras modificadas con láser, que puede llegar alcanzar las 1,4µm de diferencia.
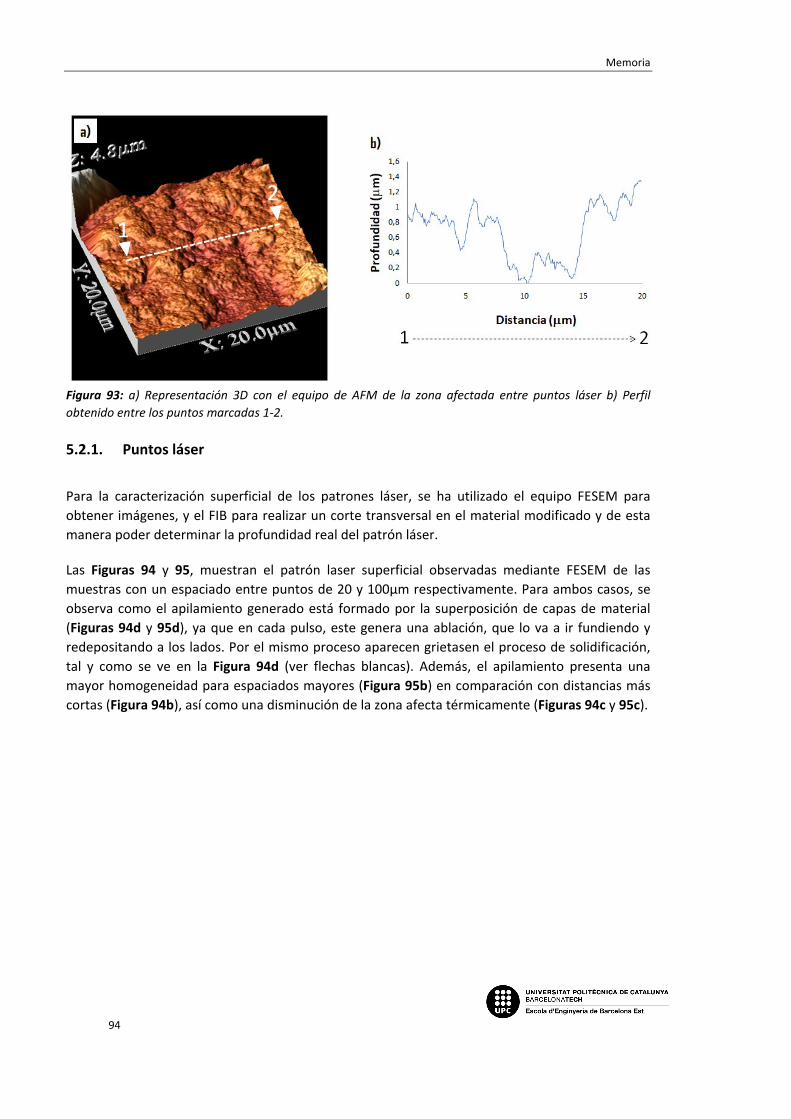
Memoria
94
Figura 93: a) Representación 3D con el equipo de AFM de la zona afectada entre puntos láser b) Perfil obtenido entre los puntos marcadas 1-2. 5.2.1. Puntos láser
Para la caracterización superficial de los patrones láser, se ha utilizado el equipo FESEM para obtener imágenes, y el FIB para realizar un corte transversal en el material modificado y de esta manera poder determinar la profundidad real del patrón láser.
Las Figuras 94 y 95, muestran el patrón laser superficial observadas mediante FESEM de las muestras con un espaciado entre puntos de 20 y 100µm respectivamente. Para ambos casos, se observa como el apilamiento generado está formado por la superposición de capas de material (Figuras 94d y 95d), ya que en cada pulso, este genera una ablación, que lo va a ir fundiendo y redepositando a los lados. Por el mismo proceso aparecen grietasen el proceso de solidificación, tal y como se ve en la Figura 94d (ver flechas blancas). Además, el apilamiento presenta una mayor homogeneidad para espaciados mayores (Figura 95b) en comparación con distancias más cortas (Figura 94b), así como una disminución de la zona afecta térmicamente (Figuras 94c y 95c).
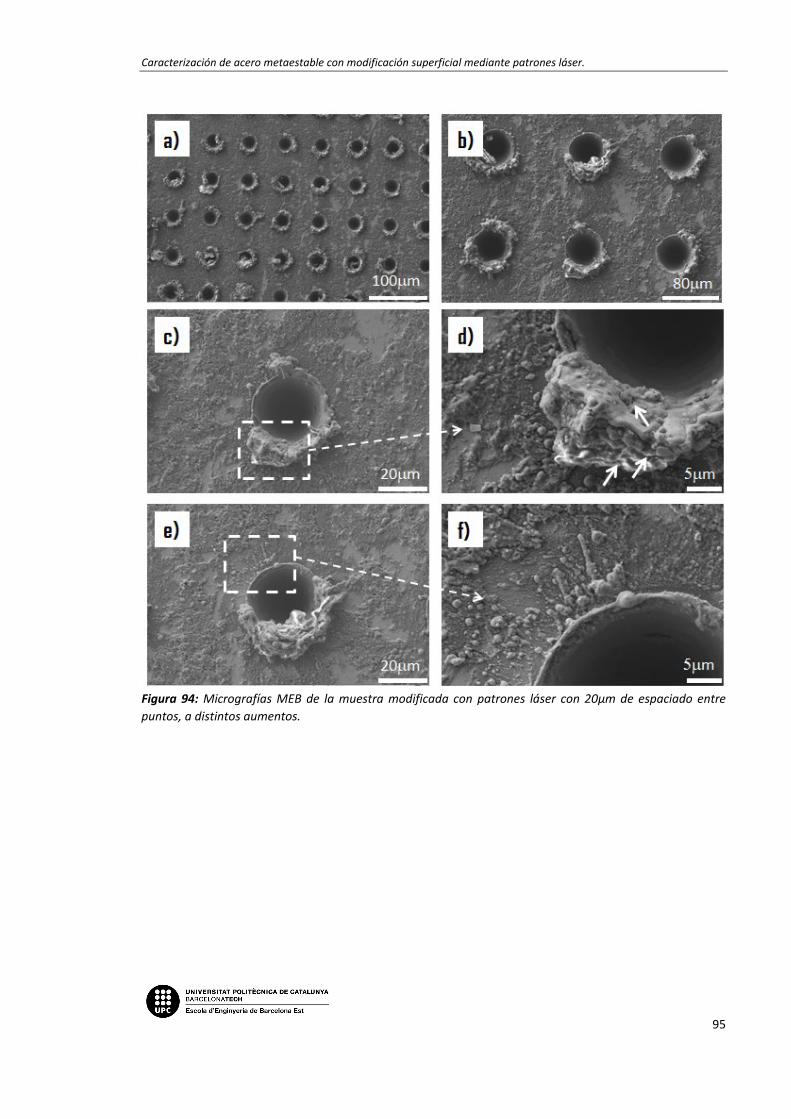
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
95
Figura 94: Micrografías MEB de la muestra modificada con patrones láser con 20µm de espaciado entre puntos, a distintos aumentos.

Memoria
96
Figura 95: Micrografías MEB de la muestra modificada con patrones láser con 100µm de espaciado entre puntos, a distintos aumentos.
Para poder caracterizar la profundidad de los puntos, se ha utilizado el equipo de interferometría óptica. Como resultado, se obtiene una representación 3D de una zona (650x450µm) del material tratado con láser (ver Figura 96c). Mediante el programa ProfilmOnline se pueden tratar los datos obtenidos, permitiendo realizar perfiles transversales escogiendo la longitud donde se quiera realizar (Figura 96b). En la Figura 96a, se muestra una representación gráfica de la profundidad en función de la distancia lateral obtenida, dando un valor promedio de 32,2 ± 4,8µm de profundidad.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
97
Figura 96: Datos obtenidos con el equipo de interferometría óptica y procesados son el software ProfilmOnline, donde se realiza un perfil transversal de la profundidad de los puntos en función de la longitud a) Gráfica de la profundidad en función de la distancia lateral b) Representación 2D de la superficie, donde se indica el inicio y final de la longitud y los puntos medidos c) Representación 3D de la superficie.
Si comparamos estos resultados, con los obtenidos mediante un corte transversal con FIB (Figura 97), se obtiene una profundidad media de 25,21 ± 0,26µm, un poco inferior a la calculada por interferometría óptica. Esta diferencia se debe a que no se ha conseguido llegar hasta la profundidad máxima para el caso del FIB, y que ambas medidas arrastran un error experimental.
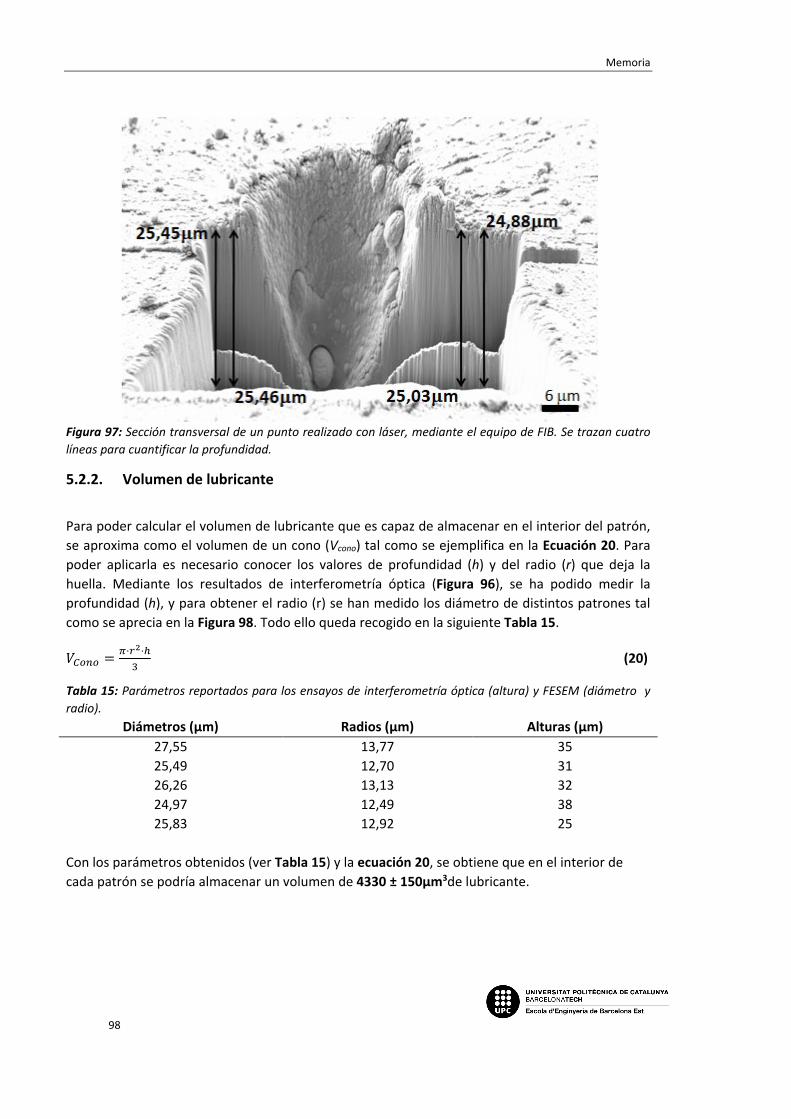
Memoria
98
Figura 97: Sección transversal de un punto realizado con láser, mediante el equipo de FIB. Se trazan cuatro líneas para cuantificar la profundidad.
5.2.2. Volumen de lubricante
Para poder calcular el volumen de lubricante que es capaz de almacenar en el interior del patrón, se aproxima como el volumen de un cono (Vcono) tal como se ejemplifica en la Ecuación 20. Para poder aplicarla es necesario conocer los valores de profundidad (h) y del radio (r) que deja la huella. Mediante los resultados de interferometría óptica (Figura 96), se ha podido medir la profundidad (h), y para obtener el radio (r) se han medido los diámetro de distintos patrones tal como se aprecia en la Figura 98. Todo ello queda recogido en la siguiente Tabla 15.
𝑉𝑉𝐶𝐶𝐶𝐶𝑛𝑛𝐶𝐶 = 𝜋𝜋·𝑟𝑟2·ℎ3
(20)
Tabla 15: Parámetros reportados para los ensayos de interferometría óptica (altura) y FESEM (diámetro y radio).
Diámetros (µm) Radios (µm) Alturas (µm) 27,55 13,77 35 25,49 12,70 31 26,26 13,13 32 24,97 12,49 38 25,83 12,92 25
Con los parámetros obtenidos (ver Tabla 15) y la ecuación 20, se obtiene que en el interior de cada patrón se podría almacenar un volumen de 4330 ± 150µm3de lubricante.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
99
Figura 98: Micrografía MEB de una muestra con modificación superficial láser con un espaciado de 20µm entre puntos, donde se señalizan distintos diámetros en cada uno.
5.3 Ensayos tribológicos del compuesto: capa/TRIP
El primer paso para poder analizar las propiedades nanotribológicas del acero metaestable TRIP, es la elección de la carga aplicada (mN) que permita alcanzar una profundidad en superficie suficiente para hacer saltar la capa de óxido generada por la modificación mediante láser. En la siguiente Figura 99, se muestran los resultados obtenidos en el material base para distintas cargas aplicadas constantes (20, 50, 100, 250 y 500mN), con la profundidad obtenida en cada caso. En la Figura 99a, se grafica un resumen de todas las cargas con el área de desgaste que se obtiene, siendo la de 500mN la que alcanza un valor superior, y por esto la escogida para realizar los ensayos.

Memoria
100
Figura 99: a) Grafica del área de desgaste vs. distintas fuerzas aplicadas para el ensayo de nanodesgaste. Graficas de la profundidad alcanzada vs. distancia recorrida para ensayos de nanodesgaste donde el azul, rojo y verde corresponden al pre-, desgaste y post-, donde se aplican fuerzas constante de b) 20mN c) 50mN d) 100mN e) 250mN y f) 500mN.
Una vez escogido el valor de 500mN para realizar el ensayo, se han graficado los resultados obtenidos en las muestras de referencia y en las modificadas superficialmente con espaciado de 20 y 100µm entre puntos, con (L) y sin lubricante (SL), en direcciones longitudinales (LD) y transversales (TD), para 1 ciclo (Figura 100) y 10 ciclos (Figura 101). Para poder cuantificar el desgaste en superficie, es necesario calcular el área de profundidad generada por la longitud ensayada. Las Figuras 100a y 101a, son calculadas a partir del sumatorio de las áreas para cada ciclo realizado.
Si se analizan estas dos figuras, se observa que para ambos casos en LD se consigue un mayor desgaste que en TD. Este hecho viene condicionado por el proceso de laminación que ha sufrido el material en su fabricación inicial, siendo este en sentido LD.
Para las muestras ensayadas de la Figura 100, hay una clara tendencia del daño generado a disminuir cuando se aplica lubricante en superficie, a excepción de la Figura 100h. También cabe destacar que los valores obtenidos para las muestras de referencia tienen valores muy bajos de desgaste, pero al tratarse de un ensayo nanotribológico, solo estamos evaluando las primeras 0,5-2µm de profundidad, y la capa generada por la ablación influye en los resultados.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
101
Figura 100: a) Área de desgaste para el ensayo de nanodesgaste a 1 ciclo en función del material. Gráficas donde se representa la profundidad alcanzada vs. distancia recorrida para los ensayos de nanodesgaste a 1 ciclo en dirección longitudinal (LD) y dirección transversales (TD), con lubricante (L) y sin lubricante (SL) para b) muestra de referencia LD c) muestra de referencia TD d) 20µm SL en LD e) 20µm SL en TD f) 20µm L en LD g) 20µm L en TD h) 100µm SL en LD i) 100µm SL en TD f) 100µm L en LD g) 100µm L en TD.

Memoria
102
Figura 100: a) Área de desgaste para el ensayo de nanodesgaste a 1 ciclo en función del material. Gráficas donde se representa la profundidad alcanzada vs. distancia recorrida para los ensayos de nanodesgaste a 1 ciclo en dirección longitudinal (LD) y dirección transversales (TD), con lubricante (L) y sin lubricante (SL) para b) muestra de referencia LD c) muestra de referencia TD d) 20µm SL en LD e) 20µm SL en TD f) 20µm L en LD g) 20µm L en TD h) 100µm SL en LD i) 100µm SL en TD f) 100µm L en LD g) 100µm L en TD. (Continuación).
Si se analiza la Figura 101, vemos que en referencia a los ensayos en las dos direcciones, vuelve haber una clara preferencia por un mayor desgaste en el sentido de laminación LD. Pero por el contrario, no se visualiza una clara tendencia a hacia una disminución del desgaste generado cuando se hacen los experimentos en un medio lubricado. Pero igual que en el caso anterior, estamos analizando unas profundidades de 0,5-3µm, y la afectación térmica en superficie va a condiciones estos resultados.
Por todo esto, es necesario realizar un ensayo a escala macroscópica y de esta manera poder observar la reacomodación de la deformación inducida por el penetrador con la superficie tanto del material de referencia como el modificado.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
103
Figura 101: a) Área de desgaste para el ensayo de nanodesgaste a 10 ciclos en función del material. Gráficas donde se representa la profundidad alcanzada vs. distancia recorrida para los ensayos de nanodesgaste a 10 ciclos en dirección longitudinal (LD) y dirección transversales (TD), con lubricante (L) y sin lubricante (SL) para b) muestra de referencia LD c) muestra de referencia TD d) 20µm SL en LD e) 20µm SL en TD f) 20µm L en LD g) 20µm L en TD h) 100µm SL en LD i) 100µm SL en TD f) 100µm L en LD g) 100µm L en TD.

Memoria
104
Figura 101: a) Área de desgaste para el ensayo de nanodesgaste a 10 ciclos en función del material. Gráficas donde se representa la profundidad alcanzada vs. distancia recorrida para los ensayos de nanodesgaste a 10 ciclos en dirección longitudinal (LD) y dirección transversales (TD), con lubricante (L) y sin lubricante (SL) para b) muestra de referencia LD c) muestra de referencia TD d) 20µm SL en LD e) 20µm SL en TD f) 20µm L en LD g) 20µm L en TD h) 100µm SL en LD i) 100µm SL en TD f) 100µm L en LD g) 100µm L en TD. (Continuación).
5.4 Ensayos de bruñido
Se han realizado ensayos de bruñido con tal de conseguir resultados tribológicos en el rango macroscópico. Para ello, el primer paso es caracterizar el cambio microestructural que se genera en este proceso, usando el material de referencia. En la siguiente Figura 102, se han realizado dos cortes transversales con FIB. La Figura 102a que corresponde al material de referencia sin bruñido, donde se pueden apreciar granos grandes. En cambio, al realizar el bruñido (Figura 102b) se genera una capa de nanogranos con un espesor de aproximadamente 2,23 ± 0,17µm. Además, los granos inferiores a esta capa presentan una ligera rotación en la dirección del bruñido.
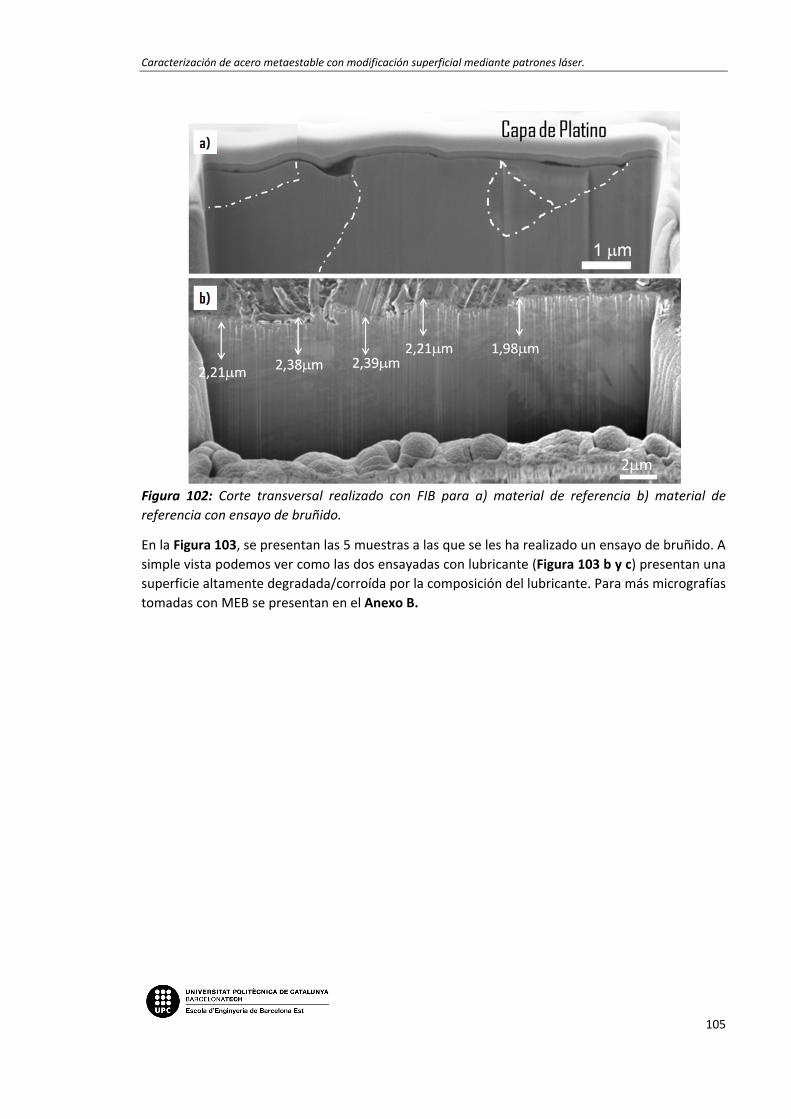
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
105
Figura 102: Corte transversal realizado con FIB para a) material de referencia b) material de referencia con ensayo de bruñido.
En la Figura 103, se presentan las 5 muestras a las que se les ha realizado un ensayo de bruñido. A simple vista podemos ver como las dos ensayadas con lubricante (Figura 103 b y c) presentan una superficie altamente degradada/corroída por la composición del lubricante. Para más micrografías tomadas con MEB se presentan en el Anexo B.

Memoria
106
Figura 103: Imágenes tomadas con FESEM de las zonas donde sea realizado ensayos de bruñido a) muestra con 20µm entre puntos SL b) muestra con 20µm entre puntos L c) muestra con 100µm entre puntos SL d) muestra con 100µm entre puntos SL e) muestra de referencia.
Para poder cuantificar el desgaste generado por este proceso, se han realizado mediciones por perfilometría óptica mediante técnica de microscopia confocal cromática para la elaboración de mapas 2D de profundidad, y perfilometría mecánica para obtener un perfil transversal de la zona desgastada. En la siguiente Figura 104, se ejemplifica un ejemplo de los datos obtenido para una muestra de 100µm sin lubricante y 20µm con lubricante. A simple vista vemos como con la muestra lubricada (Figura 104c) se alcanzan profundidades menores que para el caso de la muestra sin lubricar (Figura 104a). En la siguiente Figura 105, se grafican las profundidades obtenidas para los 5 materiales ensayados, en les tres direcciones (0, 90 y 45°).

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
107
Figura 104: a) Mapa 2D obtenido mediante perfilometría óptica para la muestra modificada superficialmente con 100µm entre puntos, sin lubricante, b) Perfil obtenido mediante perfilometría mecánica del bruñido en dirección vertical para la muestra de 100µm, c) mapa 2D obtenido mediante perfilometría óptica para la muestra modificada superficialmente con 20µm entre puntos, con lubricante, b) Perfil obtenido mediante perfilometría mecánica del bruñido en dirección diagonal (45°) para la muestra de 20µm.

Memoria
108
Figura 104: a) Mapa 2D obtenido mediante perfilometría óptica para la muestra modificada superficialmente con 100µm entre puntos, sin lubricante, b) Perfil obtenido mediante perfilometría mecánica del bruñido en dirección vertical para la muestra de 100µm, c) mapa 2D obtenido mediante perfilometría óptica para la muestra modificada superficialmente con 20µm entre puntos, con lubricante, b) Perfil obtenido mediante perfilometría mecánica del bruñido en dirección diagonal (45°) para la muestra de 20µm.(Continuación).

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
109
Figura 105: Histograma donde se representa la profundidad obtenida para cada huella del ensayo de bruñido, en las direcciones a 0, 90 y 45°, para muestras de referencia y modificadas con láser a 20 y 100µm de espaciado entre puntos, ensatadas con (L) y sin (SL) lubricante.
Memoria
110
Análisis del impacto ambiental En este apartado se pretende evaluar el impacto ambiental generado por la realización de este TFM. Este consiste en la generación de residuos líquidos y sólidos, y en el gasto energético de los equipos emprados, que serán todos explicados con más detalle a continuación.
En relación al material de estudio, este ya había sido fabricado y laminado previamente, es por esto que no se tiene en consideración el impacto ambiental para este punto. Respecto la cantidad de material utilizado, este ha sido mínimo, ya que para cada ensayo del láser se ha utilizado una probeta de 1,5 x 1,5mm.
La mayor cantidad de residuos generados, proviene del proceso de pulido, ya que se ha utilizado una gran cantidad de agua y 4 lubricantes distintos. Además, ha sido necesario utilizar baquelita como soporte de la muestra para el proceso, así como guantes de látex y papel de grano fino. Todos han sido reciclados correctamente, y utilizados de forma responsable y consiente.
Respecto a los equipos utilizados (pulidora, láser, microscopios, FIB, nanoindentación…) todos ellos generan un consumo energético en forma de energía eléctrica, que propicia la producción de CO2. Pero ninguno de ellos genera un residuo sólido o líquido.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
111
Conclusiones Las conclusiones para este trabajo final de máster son descritas a continuación:
‐ Se consigue encontrar los parámetros óptimos del láser (Intensidad 4A, frecuencia 100Hz, con 20 números de pulsos), que permiten realizar un patrón homogéneo en forma de cono, con un diámetro de 25µm y una profundidad que oscila entre los 30 y 35µm.
‐ Al realizar diferentes espaciados entre los puntos láser, se observa que cuanto más juntos están aparece más zona afectada térmicamente. Esta capa superficial generada por la ablación láser, se ha intentado caracterizar químicamente por microanálisis de sonda de electrones, pero el resultado no es válido debido a que la pera de interacción electrones/muestra es demasiado profunda y no proporciona la composición química del material que se encuentra debajo de la capa. Pero si que ha concluido que no se trata de un óxido, hecho que coincide con los ensayos de nanoindentación. Por este motivo se ha realizado un ensayo de XPS que permite obtener la composición química en los primeros nm de la superficie del material, poniendo de manifiesto que la capa es rica en silicio y zinc.
‐ En relación a los ensayos de desgaste, se observa principalmente que en la dirección longitudinal (LD) hay menos desgaste que en la transversal (TD) debido al efecto de laminación. Pero el análisis de los resultados manifiesta que solo se ensayan las primeras micras de la superficie, obteniendo valores de resistencia de desgaste bajos a causa de la influencia de la capa generada en superficie por la ablación láser. Por ello, sería conveniente realizar ensayos tribologicos a escala microscópica con tal de ser capaces de de interaccionar en las primeras 25mµm.
Memoria
112
Trabajo futuro Como trabajos futuros se plantean las siguientes ideas:
‐ Caracterizar con más detalle la capa generada por el proceso de ablación láser mediante la técnica de XPS y APT (en inglés, Atom Probe Tomography).
‐ Realizar un ensayo con el microscopio electrónico de transición de una lamela de la capa superficial, y realizar un análisis químico de la capa generada.
‐ Realizar una tomografía en 3D mediante FIB de un patrón láser, para capturar el Qam
Karner y analizar el gradiente de tensiones de plasticidad que se generan en la zona colindante del patrón láser.
‐ Realizar los patrones láser encima de la superficie de probetas de tracción y fatiga para comprobar y comparar su comportamiento cuando es ensayado bajo estos ensayos.
‐ Realizar ensayos de desgaste en la escala micrométrica, para ver la interacción plástica en
las primeras 25‐30µm que corresponde a la profundidad de los patrones realizados.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
113
Bibliografía [1] J. William D. Callister and D. G. Rethwisch, “Materials Science and Engineering,” Mater. Sci.
Eng., p. 536, 2013.
[2] I. J. L. M. Flores, “Aceros y sus Aplicaciones,” p. 142, 1996.
[3] F. Á. Ternero et al., “Derematerialia.” [Online]. Available: http://www.derematerialia.com/.
[4] University of Cambridge, “DoItPoMS Micrograph library.” [Online]. Available: https://www.doitpoms.ac.uk/miclib/index.php.
[5] F. J. Belzunce, “Aceros Y Fundiciones,” 2001.
[6] V. Capote, “Metalografía,” Temas para la Educ., vol. 17, pp. 1–14, 2011.
[7] J. Madías, “Aceros planos avanzados de alta resistencia,” Acero Latinoam., no. FEBRUARY 2014, pp. 36–47, 2001.
[8] L. Hevin, “Estudio del fenómeno de Strain Ageing en el acero inoxidable metaestable 301 LN,” Upcommons.Upc.Edu, 2014.
[9] P. Guiraldenq and O. Hardouin Duparc, “The genesis of the Schaeffler diagram in the history of stainless steel,” Metall. Res. Technol., vol. 114, no. 6, pp. 1–9, 2017, doi: 10.1051/metal/2017059.
[10] H. F. Eichelman GJ, The effect of composition on the temperature of spontaneous transformation of austenite to martensite in 18-8 type stainless steel. .
[11] H. Petrov R, Kestens L, Wasilkowaska A, Microstructure and texture of a lightly deformed TRIP-assisted steel characterized by means of the EBSD technique. 2007.
[12] G. Fargas, J. J. Roa, and A. Mateo, “Effect of shot peening on metastable austenitic stainless steels,” Mater. Sci. Eng. A, vol. 641, pp. 290–296, 2015, doi: 10.1016/j.msea.2015.05.079.
[13] R. Ferrando and S. Caballero, “Nuevos aceros TWIP/TRIP en los automóviles del futuro,” 3C Tecnol., pp. 2–5, 2012.
[14] M. J. Santofimia, L. Zhao, and J. Sietsma, “Volume change associated to carbon partitioning from martensite to austenite,” Mater. Sci. Forum, vol. 706–709, pp. 2290–2295, 2012, doi: 10.4028/www.scientific.net/MSF.706‐709.2290.
[15] Q. X. Dai, A. D. Wang, and X. N. Cheng, “Stacking fault energy of cryogenic austenitic steel,” J. Iron Steel Res., vol. 14, no. 4, pp. 34–37, 2002.
[16] E. Legat, “Análisis microestructural de un acero inoxidable TRIP tratado térmicamente,” pp. 1–62, 2015.
[17] P. Hedström, “Deformation induced martensitic transformation of metastable stainless steel AISI 301,” Luleå Tek. Univ., vol. 163, no. 1, pp. R7–R8, 2005.
[18] M. Sanmartí, A. Malet, and G. Fargas, “Influencia del granallado en los aceros Inoxidables austeníticos metaestables,” pp. 101–106, 2013.
Anexos
114
[19] J. W. Brooks, M. H. Loretto, and R. E. Smallman, “In situ observations of the formation of martensite in stainless steel,” Acta Metall., vol. 27, no. 12, pp. 1829–1838, 1979, doi: 10.1016/0001‐6160(79)90073‐7.
[20] P. Hedström, “Deformation and Martensitic Phase Transformation in Stainless Steels,” Dr. thesis, no. December 2007, 2007.
[21] B. Zackay V, Parker ER, Fahr D, “The enhancement of ductility in high‐strenght steels,” 1969.
[22] Outokumpo high performance stainless steel, “Datasheet 301LN/4318,” pp. 1–8, 2020.
[23] Ö. N. Cora and M. Koç, “Promises and Problems of Ultra / Advanced High Strength Steel ( U / AHSS ) Utilization in Auto Industry,” Solmaz E, Kaya N Oztu rk F 7th Otomotiv Teknol. Kongresi, Bursa, Turkey, no. May, pp. 26–27, 2014, doi: 10.13140/2.1.4725.0883.
[24] Revista técnica de centro zaragoza, “La evolución del acero en la fabricación de carrocerías,” 2018. [Online]. Available: https://revistacentrozaragoza.com/la‐evolucion‐del‐acero‐en‐la‐fabricacion‐de‐carrocerias/.
[25] I. Buruchaga Lahera, “Efecto de la rugosidad sobre las propiedades del acero inoxidable 316L sometido a distintos tratamientos de shot peening,” Universidad de Oviedo, 2013.
[26] P. Sanjujo, C. Rodriguez, F. J. Belzunec, I. Pariente, and R. Montero, “Influencia del proceso de Shot Peening en el comportamiento a fatiga de un acero inoxidable dúplex,” p. 8, 2012.
[27] R. Kiran Chintapalli, “Influence of sandblasting on zirconia in restorative dentistry,” Universitat politécnica de Catalunya, 2012.
[28] S. R. Torres Jaramillo, “Diseño y construccion de un prototipo de una estacion de limpieza mecanica mediante el proceso de Sansblasting utilizando granalla mineral en ciclo continuo para una unidad de mantenimiento y transporte,” Universidad de las fuerzas armadas de ecuador, 2013.
[29] J. Yang, “Grinding effects on surface integrity, flexural strength and contact damage resistance of coated hardmetals,” Universitat Politècnica de Catalunya, 2016.
[30] X. Hou et al., “Hierarchical structures on nickel‐titanium fabricated by ultrasonic nanocrystal surface modification,” Mater. Sci. Eng. C, no. June, 2018, doi: 10.1016/j.msec.2018.07.032.
[31] W. Zhao et al., “The effect of ultrasonic nanocrystal surface modification on low temperature nitriding of ultra‐high strength steel,” Surf. Coatings Technol., vol. 375, no. February, pp. 205–214, 2019, doi: 10.1016/j.surfcoat.2019.07.006.
[32] Euroinox The European Stainless Steel Development Association, Electropulido de Aceros Inoxidables, vol. 11. 2010.
[33] Euroinox The European Stainless Steel Development Association, Decapado y Pasivado del acero inoxidable. 2004.
[34] L. Narváez, J. M. Miranda, and A. Ronquillo, “Decapado de un acero inoxidable austenítico mediante mezclas ecológicas basadas en H2O2 ‐ H2SO 4 ‐ iones F‐,” Rev. Metal., 2013, doi: 10.3989/revmetalm.1244.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
115
[35] J. Olea Ariza, “Proceso de implantación iónica para semiconductres de banda intermedia,” Universidad Computense de Madrid, 2010.
[36] H. J. Dulcé Moreno, V. D. Dougar‐Jabón, and P. A. Tsygankofv, “Implantación iónica,” Univ. Fr. Paula Santader, Colomb., 2002.
[37] D. Peña, P. Fontalvo, H. Estupiñan, D. Niño, and W. Vesga, “Evaluación experimental de la resistencia a la corrosión de un acero AISI‐SAE 4140 implantado con iones de nitrógeno,” 2008.
[38] J. García Molleja, “Caracterización de austenita expandida generada por cementeación iónica de aceros inoxidables. Estudio de la estabilidad frente a la irradiación con haces de iones ligeros energéticos,” 2012.
[39] K. Gupta, N. K. Jain, and R. Laubscher, “Surface Property Enhancement of Gears,” in Advanced Gear Manufacturing and Finishing, 2017, pp. 167–196.
[40] Ambrell Induction Heating Solutions, “Acerca de Inducción Calentamiento.” 2018.
[41] N. Asnafi, T. Johansson, M. Miralles, and A. Ullman, “Laser surface‐hardening of dies for cutting, blanking or trimming of uncoated DP600,” 2004.
[42] A. Bernal, “Investigation on Nitriding with Enphasis in Plasma Nitriding Process, Current, Technology and Equipment,” Royal institute of technology ‐ KTH Stockholm, 2006.
[43] L. M. Ferreira, S. F. Brunatto, and R. P. Cardoso, “Martensitic stainless steels low‐temperature nitriding: Dependence of substrate composition,” Mater. Res., 2015, doi: 10.1590/1516‐1439.015215.
[44] J. Feugeas et al., “Austenite modification of AISI 316L SS by pulsed nitrogen ion beams generated in dense plasma focus discharges,” 2010, doi: 10.1016/j.surfcoat.2009.10.034.
[45] Dörrenberg Edelstahl, “Nitruración por plasma; tratamientos térmicos,” 2019.
[46] L. Moreira, L. Ponde, and E. De posada, “Descubriendo la materia mediante luz láser . La espectroscopía de plasma inducido por láser ( LIBS ) como método para determinar la composición elemental de la materia,” no. January, 2012.
[47] H. E. Ibarra Villalón, O. Pottiez, and A. Gómez Vieyra, “El camino hacia la luz láser,” Rev. Mex. Fis., 2018, doi: 10.31349/revmexfise.64.100.
[48] J. Dutta Majumdar and I. Manna, “Laser Processing of Materials,” Mater. Process. Rep., vol. 28, pp. 495–562, 2003, doi: 10.1080/08871949.1989.11752314.
[49] Z. Biniti Haron, “Analysis of laser‐material interaction in metallic materials,” Zaguan.Unizar.Es, 2018.
[50] E. Roitero, “Laser micro‐patterning of dental zirconia: effects on microstructure and reliability,” 2018.
[51] Q. Peng et al., “Lasers in medicine,” Reports Prog. Phys., 2008, doi: 10.1088/0034‐4885/71/5/056701.
[52] H. Santos Barahona, “Modificación superficial por láser de recubrimientos protectores de Al sobre Acero,” 2018.

Anexos
116
[53] D. V. Alba and J. C. Rodríguez, “Fundamentos del láser y su aplicación en urología,” Arch. Esp. Urol., 2008, doi: 10.4321/s0004‐06142008000900004.
[54] M. Martínez Morillo and F. Sendra Portero, “Laser,” in Manual de Medicina Física, vol. 11, 1998, pp. 254–258.
[55] Y. Fu, J. Hu, X. Zhang, W. Huo, X. Cao, and W. Zhao, “Surface modification of AISI 1045 steel by pseudospark based pulsed electron beam,” 2018, doi: 10.1016/j.nimb.2018.08.023.
[56] O. Sobol, A. Andreev, V. Stolbovoy, S. Knyazev, A. Barmin, and N. Krivobok, “Study of the effect of ion nitriding regimes on the structure and hardness of steel,” 2016, doi: 10.15587/1729‐4061.2016.63659.
[57] M. Novelli, J. J. Fundenberger, P. Bocher, and T. Grosdidier, “On the effectiveness of surface severe plastic deformation by shot peening at cryogenic temperature,” 2016, doi: 10.1016/j.apsusc.2016.08.009.
[58] M. Momeni, M. Esfandiari, and M. H. Moayed, “Improving pitting corrosion of 304 corrosion steel by electropolishing technique,” 2012.
[59] A. Ramírez, J. Pascuap, J. Laserna, M. . Moya, J. Zapatero, and T. Fernández, “Efecto de las condiciones de corte de un láser de Nd:YAG sobre la estructura y microcomposición de la superficie de aceros inoxidables,” 2019.
[60] A. Fayazi Khanigi, A. Farnia, M. Ardestani, and M. J. Torkamany, “Microstructure and mechanical properties of low power pulsed Nd:YAG laser welded S700MC steel,” 2020, doi: 10.1007/s12046‐020‐1279‐6.
[61] B. Mahmoudi, A. R. S. Aghdam, and M. J. Torkamany, “Controlled laser transformation hardening of martensitic stainless steel by pulsed Nd:YAG laser,” 2010, doi: 10.3969/j.issn.1674‐862X.2010.01.019.
[62] A. Mateo, I. Sapezanskaia, J. J. Roa, G. Fargas, and A. Redjaïmia, “Transmission of plasticity through grain boundaries in a metastable austenitic stainless steel,” Metals (Basel)., vol. 9, no. 2, pp. 1–9, 2019, doi: 10.3390/met9020234.
[63] J. J. Roa, G. Fargas, E. Jiménez‐Piqué, and A. Mateo, “Deformation mechanisms induced under high cycle fatigue tests in a metastable austenitic stainless steel,” Mater. Sci. Eng. A, vol. 597, pp. 232–236, 2014, doi: 10.1016/j.msea.2013.12.044.
[64] O. E. Ayala Sánchez, J. C. Flores Escalante, and W. E. Mendoza Machado, “Diseño y construcción de una celda para pulido y ataque electrolítico en muestras metalográficas,” Universidad de el salvador facultad de ingeniería y arquitectura escuela de ingeniería mecánica, 2004.
[65] J. Calvo de la Rosa, “Mechanical and functional properties in magnetic materials,” 2019.
[66] Spectra‐Physics, “Explorer One Datasheet: Compact and Lightweight UV and Green ns Lasers.” 2020.
[67] A. El Ouali, “Influencia del contenido de martensita en la vida a fatiga de aceros inoxidables austeníticos metaestables,” Escola Tècnica Superior D’Enginyeria Industrial de Barcelona, 2013.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
117
[68] T. Supervisor, “Quantification of Phase Transformation in Stainless Steel 301LN,” Transformation, 2008.
[69] V. Rheinheimer, “A nanoscale study of dissolution and growth processes in cement hydrates,” Universitat Politécnica de Catalunya, 2012.
[70] W. De la Cruz H, “Espectroscopía de electrones fotoemitidos (X‐ray Photoelectron Spectroscopy),” 2017.
[71] A. Di Gianfrancesco, Technologies for chemical analyses, microstructural and inspection investigations. Elsevier Ltd, 2017.
[72] G. Barrientos, P. L. Sarmiento, and P. E. Galligani, “EVALUACIÓN DE LA DIAGÉNESIS ÓSEA MEDIANTE EL USO DE MICROSCOPÍA ELECTRÓNICA DE BARRIDO ( MEB ): APROXIMACIONES ANALÍTICAS APLICABLES A MUESTRAS ARQUEOLÓGICAS,” pp. 1–13, 2016, doi: 10.17139/raab.2016.0018.02.03.
[73] W. Zhou, R. Apkarian, Z. L. Wang, and D. Joy, “Fundamentals of scanning electron microscopy (SEM),” Scanning Microsc. Nanotechnol. Tech. Appl., 2007, doi: 10.1007/978‐0‐387‐39620‐0_1.
[74] H. Besharatloo, “Thermal treatment effects on high‐Mn TWIP steels,” Universitat Politècnica de Catalunya, 2014.
[75] A. F. Sandoval C and M. F. Hurtado M, “El sistema de haz de iones enfocados (FIB): la revolución electrónica,” 2017.
[76] J. Martínez‐Fernández, “Tomografía mediante FIB de la integridad superficial resultante del mecanizado por electroerosión del metal duro,” 2015.
[77] R. R. Cristina Marie, “Focused ion beam tomography of the damage produced in zirconia toughened alumina,” 2014.
[78] R. A. Wilson and H. A. Bullen, “Introduction to scanning probe microscopy (SPM),” 2010.
[79] WITec focus innovation, “AFM,” 2020. [Online]. Available: https://www.witec.de/es/techniques/afm/.
[80] P. Pavliček and E. Mikeska, “White‐light interferometer without mechanical scanning,” Opt. Lasers Eng., 2019, doi: 10.1016/j.optlaseng.2019.105800.
[81] D. Cioboata, F. Traistaru, A. Abalaru, D. Stanciu, D. Palade, and C. Logofatu, “Equipments for high precision measurement of free form surfaces micro and macro geometry,” Rom. Rev. Precis. Mech. Opt. Mechatronics, no. 40, pp. 257–261, 2011.
[82] “Ensayo de dureza Vickers.” [Online]. Available: http://matensayos.webcindario.com/ensayos/vickers.htm. [Accessed: 30‐Apr‐2020].
[83] J. J. Roa, G. Fargas, A. Mateo, and E. Jiménez‐Piqué, “Dependence of nanoindentation hardness with crystallographic orientation of austenite grains in metastable stainless steels,” Mater. Sci. Eng. A, vol. 645, pp. 188–195, 2015, doi: 10.1016/j.msea.2015.07.096.
[84] W. C. Oliver and G. M. Pharr, “An improved technique for determining hardness and elastic modulus load and displacement sensing indentation experiments,” Mater. Res. Soc., 1992,
Anexos
118
doi: 10.1177/003591571901200704.
[85] D. F. Arias, D. Pérez, and J. M. González, “Una revisión del estado del arte de la medida de la nanodureza usando el Microscopio de Fuerza Atómica,” Entre Cienc. e Ing., 2015.
[86] J. J. Roa, X. G. Capdevila, M. Martínez, F. Espiell, and M. Segarra, “Nanohardness and Young’s modulus of YBCO samples textured by the Bridgman technique,” Nanotechnology, vol. 18, no. 38, 2007, doi: 10.1088/0957‐4484/18/38/385701.
[87] S. Sagadevan and P. Murugasen, “Novel Analysis on the Influence of Tip Radius and Shape of the Nanoindenter on the Hardness of Materials,” Procedia Mater. Sci., 2014, doi: 10.1016/j.mspro.2014.07.218.
[88] S. Basu, A. Moseson, and M. W. Barsoum, “On the determination of spherical nanoindentation stress‐strain curves,” J. Mater. Res., vol. 21, no. 10, pp. 2628–2637, 2006, doi: 10.1557/jmr.2006.0324.
[89] P. Leroux, D. Li, and A. Herrmann, “Industrial coating scratch and wear evaluation,” no. January, 2014, doi: 10.13140/RG.2.1.3283.8562.
[90] X. Wang et al., “A review on the mechanical properties for thin film and block structure characterised by using nanoscratch test,” Nanotechnol. Rev., 2019, doi: 10.1515/ntrev‐2019‐0055.
[91] J. A. Travieso Rodríguez, “Estudio para la mejora del acabado superficial de superficies complejas , aplicando un proceso de deformación plástica (Bruñido con Bola),” Universitat Politécnica de Catalunya, 2010.
[92] D. S. Rao, H. S. Hebbar, M. Komaraiah, and U. N. Kempaiah, “Studies on the effect of ball burnishing parameters on surface hardness of hsla dual‐phase steels using factorial design,” Trans. Indian Inst. Met., vol. 61, no. 2, pp. 187–191, 2008, doi: 10.1007/s12666‐008‐0014‐5.
[93] J. A. Travieso‐Rodríguez, G. Dessein, and H. A. González‐Rojas, “Improving the surface finish of concave and convex surfaces usin a ball burnishing process,” Mater. Manuf. Process., 2011, doi: 10.1080/10426914.2010.544819.
[94] A. C. Vermeulen, “Considerations for collecting reliable XRD residual stress data across the full2Theta range ‐ International Cent. Diffr. Data.” pp. 133–142, 2006.
[95] B. Eigenmann, B. Scholtes, and E. Macherauch, “Gundlagen und Anwendung der röntgenographischen Spannungsermittlung an Keramiken und Metall‐Keramik.Verbundwekstoffen.” pp. 314–325, 1989.
[96] F. J. Ulm, M. Vandamme, C. Bobko, J. Alberto Ortega, K. Tai, and C. Ortiz, “Statistical indentation techniques for hydrated nanocomposites: Concrete, bone, and shale,” J. Am. Ceram. Soc., vol. 90, no. 9, pp. 2677–2692, 2007, doi: 10.1111/j.1551‐2916.2007.02012.x.
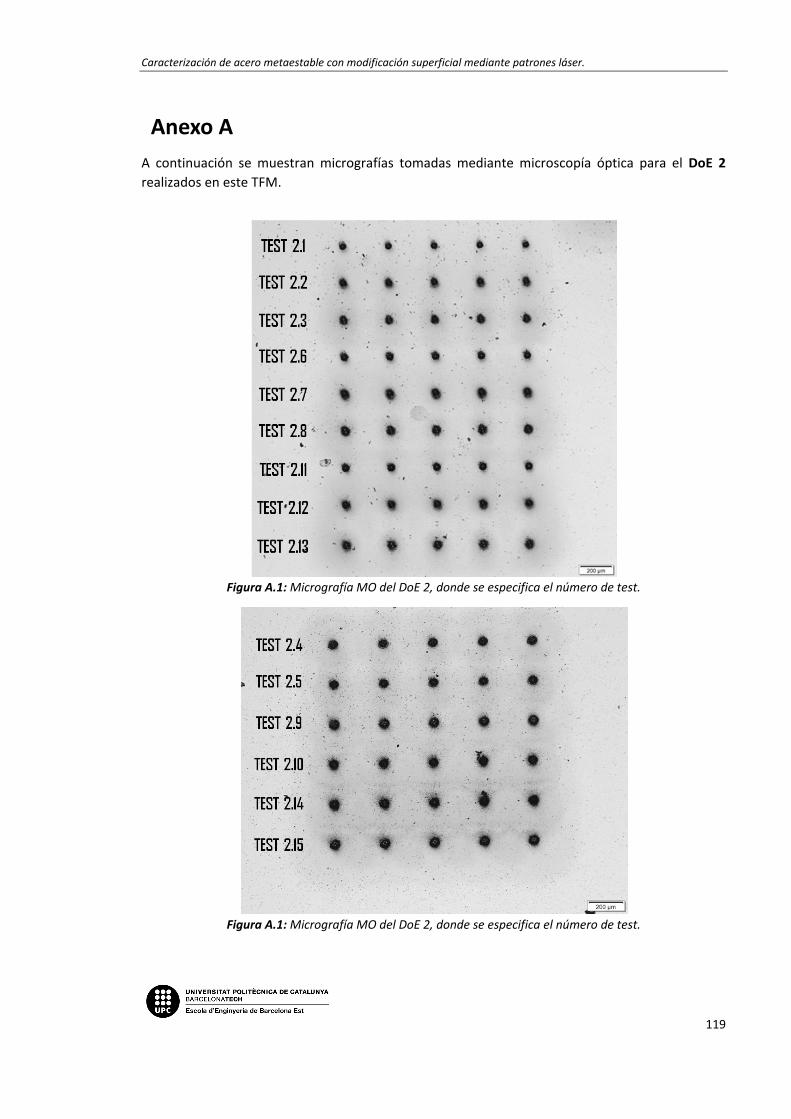
Caracterización de acero metaestable con modificación superficial mediante patrones láser.
119
Anexo A A continuación se muestran micrografías tomadas mediante microscopía óptica para el DoE 2 realizados en este TFM.
Figura A.1: Micrografía MO del DoE 2, donde se especifica el número de test.
Figura A.1: Micrografía MO del DoE 2, donde se especifica el número de test.

Anexos
120
Anexo B A continuación se presentan todas las micrografías MEB para el ensayo de bruñido.
Figura B.1: Micrografías MEB para el material de referencia en las zonas donde sea realizado ensayos de bruñido a) y b) dirección vertical, c) y d) dirección diagonal (45°), e) y f) dirección horizontal.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
121
Figura B.2: Micrografías MEB para el ensayo de bruñido para la muestra de 20µm de distancia entre puntos, sin lubricante, en dirección horizontal.
Figura B.3: Micrografías MEB para el ensayo de bruñido para la muestra de 20µm de distancia entre puntos, sin lubricante, en dirección diagonal.

Anexos
122
Figura B.4: Micrografías MEB para el ensayo de bruñido para la muestra de 20µm de distancia entre puntos, sin lubricante, en dirección vertical.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
123
Figura B.5: Micrografías MEB para el ensayo de bruñido para la muestra de 100µm de distancia entre puntos, sin lubricante, en dirección vertical.
Figura B.6: Micrografías MEB para el ensayo de bruñido para la muestra de 100µm de distancia entre puntos, sin lubricante, en dirección diagonal (45°).

Anexos
124
Figura B.7: Micrografías MEB para el ensayo de bruñido para la muestra de 100µm de distancia entre puntos, sin lubricante, en dirección horitzontal.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
125
Figura B.8: Micrografías MEB para el ensayo de bruñido para la muestra de 20µm de distancia entre puntos, con lubricante, en dirección vertical.
Figura B.9: Micrografías MEB para el ensayo de bruñido para la muestra de 20µm de distancia entre puntos, con lubricante, en dirección diagonal (45°).

Anexos
126
Figura B.10: Micrografías MEB para el ensayo de bruñido para la muestra de 20µm de distancia entre puntos, con lubricante, en dirección horizontal.
Figura B.11: Micrografías MEB para el ensayo de bruñido para la muestra de 100µm de distancia entre puntos, con lubricante, en dirección vertical.

Caracterización de acero metaestable con modificación superficial mediante patrones láser.
127
Figura B.12: Micrografías MEB para el ensayo de bruñido para la muestra de 100µm de distancia entre puntos, con lubricante, en dirección diagonal (45°).
Figura B.13: Micrografías MEB para el ensayo de bruñido para la muestra de 100µm de distancia entre puntos, con lubricante, en dirección horizontal.





























