Embed Size (px)
Citation preview

1
Table of contents
1. Introduction to cotton & fibres 2A. Cotton 2B. Synthetics 3C Other fibres 4
2. Introduction to carding 5Lickerin 5Cylinder – Back Fixed Flats 5Cylinder – Tops 5Cylinder – Front Fixed Flats 5Cylinder – Doffer 5
3. Product and service offering 7
4. Mounting and maintenance of card clothing 84.1 Introduction on maintenance 8
A Blowroom 8B Card 8
Quality based 8Volume based 8Microscopic 9Maintenance schedules for Duratech wires 10Maintenance schedules for Ultra wires 11
4.2 Mounting metallic wire 12Bare Cylinder and Doffer Grinding 12Cylinder and Doffer Wire Mounting 12
4.3 Tops clipping and mounting 134.4 Maintenance re-sharpening 15
Super cylinder wire 15Duratech and Ultra cylinder wire 15Tops 15A Tops re-sharpening in the card 15B Tops re-sharpening off the card 16Doffer wire 16
5. Fixed flats and fixed flats systems 17XLSA under Lickerin 17XLR & Pretech rear fixed flat systems 17XLX, XLXV, XLXE, XLXEV front fixed flats systems 17
6. Settings and troubleshooting 18Gauge settings 20Speed settings 21Symptom/Cause/Remedy 22Card clothing specifications and maintenance 29Notes 39

2
1. Introduction to cotton & fibres
The two main fibre groups that are processed on shortstaple (or revolving flat) cards are as follows:
A. Cotton
B. Synthetics
A COTTON:Cotton is still by far the most important fibre carded onshort staple cards. Cotton is a natural fibre and exists ina range of varieties, differing in quality characteristics.The most commonly used fibre characteristics for cot-ton are as follows:
• Micronaire (a measure combining fibre finenessand maturity)
• Staple Length• Maturity
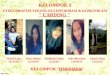
(indication of fibre wall thickness, see figure 1)• Strength• Grade • Trash Content
For carding, the above parameters are consideredtogether with card make and model and yarn producedwhen specifying card clothing.
Figure 1: Cross section of cotton fibres showing the inherentvariation in fibre maturity (fibre wall thickness)

3
Although it is possible to range cotton in different ways, a way of distinguishing cotton according to range of character-istics important for carding is:
• Range for the maturity ratio> 1.00 : very mature0.95 – 1.00 : above average0.85 – 0.95 : mature0.80 – 0.85 : below average0.70 – 0.80 : immature
• Ranges for fibre strength (bundle strength in cN/tex)Below 21 : very weak21 – 24 : weak24 – 27 : medium27 - 30 : strongOver 30 : very strong
Fine, immature and weak cottons have to be cardedcarefully; otherwise, there is a risk to break fibres result-ing in more nep generation. Immature fibres do not onlyform neps easily, but do not absorb dyestuffs easily andwill dye to a lower shade, making immature nepsextremely visible in finished fabrics.Gentle carding can be achieved by reducing productionrates, reducing lickerin and cylinder speeds and via theuse of appropriate card clothing.
It is recommended to use less aggressive card clothing(lower front angle and/or lower point density) and lessaggressive speed settings in the case of delicate andweak cottons.
B SYNTHETICS:
A range of man-made fibres can be carded on short sta-ple cards. The most widely used are as follows:
• Viscose, lyocell and modal (all regenerated cel-lulosic fibres)
• Polyester• Acrylic.
Within each group, fibres exist in different lengths andfinenesses. Fineness is mostly expressed in dtex ordenier, length in mm. Carding of synthetic fibres ismostly done at lower speeds and more open settingsthan cotton carding. Card clothing also has to be adapt-ed to the fibre and the application.
• Range for micronaireBelow 3.0 : very fine3.0 to 4.0 : fine4.0 to 5.0 : medium5.0 to 6.0 : coarseOver 6.0 : very coarse
• fibre length range (staple length or UHML)< 25 mm : short25 – 28 mm : medium28 – 32 mm : medium to long32 – 36 mm : long> 36 mm : very long

4
C OTHER FIBRES:Fibres such as linen, silk, wool, ramie and other special-ity fibres can also be processed, on their own, or inblends. For carding, the usual parameters are consid-ered together with card make and model and yarn pro-duced when specifying card clothing.

5
2. Introduction to carding
Carding is the process of gradual opening and cleaningof fibre tufts and parallelising of the fibres.Before carding takes place the fibres need to be openedand cleaned in the blowroom. Lack of blowroom effi-ciency will also result in negative yarn results, e.g. inincreased Classimat faults, in decreased card perform-ance and in reduced lifetime of the clothing of the card.
Lickerin: The fibre tufts are presented by the feed roller and takenby the lickerin. The lickerin opens the fibre tufts, trashwill be removed by opening the tufts and via centrifugalforces. Carding segments (or lickerin fixed flats) help to furtherreduce tuft size.
Cylinder - Back Fixed Flats:The opened tufts are transferred from the lickerin to thecylinder. The fibres will pass the rear fixed flats. The graduallyincreased density of the different fixed flats at the backwill improve the efficiency of opening the fibres and pro-tect the revolving flats. Mote knives (and suction ele-ments) at the back remove trash and dust.The back of the card is responsible for tuft opening and
removal of coarser trash. A higher number of Classimatfaults can be a consequence if the back of the card is notworking properly.
Cylinder – Tops:The fine carding (fibre individualisation, nep removal,fine trash removal) is the task of the tops (revolvingflats). The tops setting to the cylinder is gradual: widerat the back, and closer at the front of the card for pro-gressive and efficient carding.The tops are where the main carding process takes place(nep reduction and fine trash removal).
Cylinder - Front Fixed Flats:Front fixed flats have a combing function, to reduce trail-ing hooks and “finish” the parallelisation process priorto stripping the cylinder at the doffer. The result is a
reduced number of imperfections (IPI) in the spun yarn.Mote knives between the front fixed flats allow elimina-tion of dust and trash at the front of the card.
Cylinder – Doffer:The doffer will collect fibres (depending on the transferrate) from the cylinder and deliver these to the strippingrollers after which the sliver is formed.Problems at the front or at the doffer can result in ahigher yarn imperfection index (IPI). The doffer affectsthe regularity (CV) of the card sliver.

6
This information applies in general, as the process stepsfollowing the card will also affect yarn quality to a largeextent. Basic recommendations for good quality cardingare:
• The card clothing needs to be selected depend-ing on the specific card, on the fibres and on theend application (spinning process, qualityrequirements,…). Table 1 gives a basis for cardclothing selection.
• Settings of the cards. These are mostly recom-mended by the card manufacturer (OEM),together with the schedules for the verificationof the settings. The fibres, end application andproduction rate can affect the choice of card set-tings.
• Good maintenance schedules of the card cloth-ing are required: all card wire has to be sharpand in good condition. Proper maintenance ofthe blowroom is also required.
• Maintenance and cleaning of the card accordingto the guidelines of the card manufacturer
Cotton Man made fibres BlendsCotton/ Regenerated
OE yarn Carded combed < 1 dtex 1,5-3 dtex > 3 tex man made
Cylinder < 40kg/h C20-30-66 C20-30-86 C20-30-86 C25-20-63 C25-20-63 C25-20-63 C20-30-86 C25-25-72C20-35-86 C20-35-86 C20-35-86 C25-20-72 C25-20-72 C20-30-66
C20-30-95
> 40kg/h C20-35-86 C20-35-86 C20-30-86 C25-20-72 C25-20-63 C25-20-63 C20-30-86 C20-30-66C20-35-95 C20-35-95 C20-30-95 C25-30-72 C25-20-72 C25-35-86 C20-30-86C20-40-95 C20-40-95 C20-35-95 C25-30-86 C25-30-72
Doffer D40-30-30R2 D40-30-30R2 D40-30-30R2 D40-30-30R2 D40-30-30R2 D40-30-30R2 D40-30-30R2 D40-30-30R2D47-30-30R2 D47-30-30R2 D47-30-30R2 D47-30-30R2 D47-30-30R2 D47-30-30R2 D47-30-30R2 D47-30-30R2
Tops TL40 TL50 TL52 TL40 TL40 TL30 TL44 TL40TL44 TL52 TG52 TL44 TL44 TP27 TL50 TL44TG45 TG52 TG55 TG45 TG45 TG45 TG45
TG52
Stationary Flats Lickerin 57/65/88 57/65/88 57/65/88 57/65/88 57/65/88 57/65/88 57/65/88 57/65/88LT - DT - HT - ST XT - LTS2 - LTC2
Stationary Flats Rear 88/160/270 160/270/330 270/330/440 88/160/270 88/160/270 88/160 160/270 88/160CT - ST - XT
Stationary Flats Front 330/440/550 550/660 550/660 4440/550 330/440 270/330 440/550 440/550CT - ST - XT
Table 1: Specifications for card clothing for a range of applications

7
3. Product and service offering Bekaert Carding Solutions offers card clothing for blow-rooms and for cards of virtually all makes and modelsand for all applications. Metallic wires are available indifferent steel grades, differing in wear resistance andlifetime.
We offer our services in specifying card clothing for par-ticular applications, as well as in providing maintenanceschedules for optimum quality performance.
Our regional workshops located around the world willperform mounting and maintenance services of thehighest quality to enable spinners to get the best qualityresults.
We are happy to support and inform customers doingcard clothing servicing themselves about the best waysto service card clothing.

8
4. Mounting and maintenance of card clothing
4.1 Introduction on maintenance
A Blowroom:• Maintaining the blowroom in good condition will
result in better pre-opened cotton, with lowertrash content and less neps, fed into the card.
• The consequence is a better carding result(lower number of neps and less trash in the cardsliver) as well as a longer lifetime of the cardclothing.
• Therefore, it is recommended to replace blow-room wires every 2000 to 2500 tons.
• Lickerin wire and fixed flats cannot be re-sharp-ened and are recommended to be changed indue time for carding performance and to protectcylinder and tops from accelerated wear.
• Cylinder and tops have to be re-sharpened inorder to counter their normal wear.
The essential rule in maintaining card clothing is to takeaction in time.
It is advised to re-sharpen the tops and cylinder beforethe teeth become excessively worn. It is preferred to re-sharpen lightly and regularly, rather than to wait till wearis excessive, as a heavy grind would be required to cor-rect the worn teeth of the wire. If the wear is excessive,re-sharpening will not be able to rectify the worn teeth.
We encounter different ways of maintenance schedulesin spinning mills:
Quality based:Quality of sliver is measured (mostly neps viaAFIS testing) and corrective maintenance is per-formed when acceptable quality levels are nolonger obtained. Figure 2 shows the principle ofa neps based maintenance schedule.
Volume based: the maintenance periods are defined accordingto throughput volumes. Tables 2 and 3 showtypical maintenance schedules for cardsequipped with respectively Bekaert Duratechand Ultra card clothing.
B Card:• Draw frame blending of slivers from different
cards is the correct practice for good qualityspinning.
• Therefore, we strongly discourage the mainte-nance of card clothing of several cards at thesame time.
• When the maintenance intervals of the differentcards are spread out evenly throughout the life-time of the wire, the sliver blending at thedrawframe will ensure a constant yarn quality.
• The essential goal of the maintenance is tomaintain the quality of the lickerin, fixed flats,cylinder, doffer and tops: keeping the wiressharp.

9
Microscopic: Evaluation of card clothing with a portablemicroscope (minimum magnification 30) todetect the first signs of wear after which appro-priate light re-sharpening can be performed
In reality, a combination of any of the above three meth-ods can be used to determine when card clothingreplacement or re-sharpening is required.
A number of parameters will affect the wear rate and life-time of card clothing. Raw material has an importanteffect.
• Cotton blends containing a high level of trash(especially if sand is present) will wear the wirepoints more quickly than clean cottons.
• Dull or matt man-made fibres containing a highamount of delustrant (mostly titanium dioxide)will cause more rapid wear. - Some dyestuffs used in synthetic fibres are
very aggressive against card clothing.
Maintenance requirements also depend on the qualityacceptance requirements of the mill and on the propersettings and general maintenance of the card.Upon request, BEKAERT Carding Solutions can providespecific maintenance schedules according to card cloth-ing and application.
Quality (e.g. neps)
Acceptance limit
Processed volume
re-sharpening
1st 2nd 3rd
Figure 2: Example of maintenance schedulefor cylinder and topsbased on sliver quality.

Sche
dule
1
Sche
dule
2
Sche
dule
3
Sche
dule
4
Feed
Rol
ler
Card
ing
Segm
ents
Lick
erin
Back
Stat
iona
ry F
lats
Revo
lving
flats
Main
Cyli
nder
Flat
Clea
ning
rolle
r
Flat
Clea
ning
Stri
p
Fron
t Stat
iona
ry F
lats
Doffe
r
Doffe
r Clea
ning
Rol
ler
Doffe
r Stri
ppin
g Ro
ller
2000 T 2000 T 2000 T 2000 T
600 T 700 T 900 T 1000 T
515 T 600 T 780 T 860 T
410 T 480 T 615 T 680 T
290 T 340 T 435 T 485 T
160 T 185 T 236 T 260 T
Cylinder wire: Duratech Lickerin: Duratech = replacement = resharpeningMaterial Throughput
CARD CLOTHING - MAINTENANCE SCHEDULES FOR DURATECH WIRES
10
1) The selection of the maintenance schedule depends on:• raw material used (e.g. amount and type of trash)• yarns spun• quality requirements of the spinning mill
2) According to quality demands, the recommended guide values may deviate to high-er or lower levels.
3) According to raw materials, the recommended guide values may deviate to higher orlower levels.
4) The main cylinder intervals recommend the use of a traversing stone resharpeningmechanism.
5) Feed rollers if wired change every 2000 ton, otherwise when damaged.6) For cards with brush doffer stripping mechanism, change when damaged.7) An alternative method of controlling quality is by nep test data to resharpen and
replace wire in due time.
Table 2:Volume based maintenanceschedules for BekaertDuratech card clothing

Sche
dule
1
Sche
dule
2
Sche
dule
3
Sche
dule
4
Feed
Rol
ler
Card
ing
Segm
ents
Lick
erin
Flat
Clea
ning
Rol
ler
Flat
Clea
ning
Rol
ler
Back
Stat
iona
ry F
lats
Revo
lving
Flat
Main
Cyli
nder
Fron
t Stat
iona
ry F
lats
Doffe
r
Doffe
r Clea
ning
Rol
ler
Doffe
r Stri
ppin
g Ro
ller
2000 T 2000 T 2000 T 2000 T
700 T 800 T 1000 T 1200 T
600 T 690 T 860 T 1040 T
480 T 550 T 685 T 820 T
340 T 390 T 485 T 580 T
185 T 240 T 260 T 315 T
Cylinder wire: Ultra Li wire: Ultra = replacement = resharpening Material Throughput
11
CARD CLOTHING - MAINTENANCE SCHEDULES FOR ULTRA WIRES
1) The selection of the maintenance schedule depends on:• raw material used (e.g. amount and type of trash)• yarns spun• quality requirements of the spinning mill
2) According to quality demands, the recommended guide values may deviate to high-er or lower levels.
3) According to raw materials, the recommended guide values may deviate to higher orlower levels.
4) The main cylinder intervals recommend the use of a traversing stone resharpeningmechanism.
5) Feed rollers if wired change every 2000 ton, otherwise when damaged.6) For cards with brush doffer stripping mechanism, change when damaged.7) An alternative method of controlling quality is by nep test data to resharpen and
replace wire in due time.
Table 3: Volume based maintenanceschedules for Bekaert Ultracard clothing

12
4.2 Mounting metallic wire
Bare Cylinder and Doffer Grinding:• With old cards, it is required to verify the con-
centricity of the surfaces prior to mounting wire. • With more modern cards, this is only required in
case there has been a crash. • The maximum acceptable tolerance for level-
ness (concentricity and lateral straightness)over the entire surface of the bare cylinder anddoffer is 0.02 mm for modern high productioncards; and 0.04 mm for older cards.
• In case the concentricity is outside tolerance,the concentricity has to be restored via a suit-able bare cylinder grinder. In case it is requiredto grind the bare cylinder, new border wireneeds to be applied.
Cylinder and Doffer Wire Mounting:• The mounting method must be in accordance
with the instructions of the mounting equipmentsupplier.
• The most important aspect of mounting the wireis in applying the minimum tension, but suffi-cient to ensure that the wire sits firmly on thecylinder surface.
• Excessive tension increases the risk of crackingand breaking the wire during mounting.
• On older cards, the cylinder or doffer surfacecan yield slightly in case of excessive mountingtension, resulting in an uneven surface of thewired cylinder.
• Insufficient tension and lack of form (bending ofthe wire) results in the wire falling over andbeing incorrectly mounted.
• The general rule is to apply at maximum the ten-
sion in kg that corresponds to the rib thicknessin mm, multiplied by 10. For instance, with a 0.5mm rib wire, the maximum acceptable tension is5 kg. Best practice is to use 2 to 3 kg mountingtension for 0.5 mm rib cylinder wire.
• The surfaces must be kept free of dust and dirtduring wire mounting.
• Ensure that the cylinder and doffer wire areapplied as smoothly as possible in order toavoid high spots over the working surface.
• Today’s precise cylinders have very fine points.Thanks to the high quality and height uniformityof metallic wires of BEKAERT Carding Solutions,it is not required (nor advised) to re-sharpen thewires after installation before starting the card.
• However, to check for any errors caused inmounting the wire, first check the doffer tocylinder setting. If unacceptable high spots are
found on the doffer (although wire mountinghas been done carefully) these should beremoved using minimal pressure and the light-est possible cut with a well-maintained re-sharpener or hand stone. A too high pressurecould result in hooked doffer teeth, negative forthe performance of the doffing action.

13
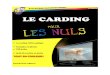
BEKAERT’s UNIMECH 2000 system of wire mountingequipment (see figure 3) includes a smooth variable DCdrive unit and a mounting arm and support system,designed specifically to achieve regular and smoothmounting of metallic wire. It has a tension gauge thatallows accurate setting and control of the winding ten-sion.
4.3 Tops clipping and mounting
• BEKAERT tops are manufactured to accurate tol-erances (for carding performance), sharp tips(for carding efficiency) and high hardness andhardness depth (for lifetime of the tops).
• When mounting the tops on the card, the heightuniformity and sharpness need still to be pres-ent.
• The process of preparing the flat bars, clippingthe tops and grinding (if required) has to bedone very carefully by skilled operators usingthe proper equipment.
• A good top can be ruined if the mounting and re-sharpening process has not been done properly.
The whole process of tops clipping and mounting con-tains several steps:
1. Stripping the worn tops from the flat bars2. Cleaning the flats to remove any dirt3. Verification of flat ends and flat end milling (if
required)The bare flats are checked to ensure that theyhave the correct and accurate bevel on the seat-ings. If the bevel is not correct, or if the seatingsare worn, the end seatings have to be milled ona flat end-milling machine. Flat end milling isperformed to make the seating of all the flat barsaccurate before clipping. End milling is not pos-sible on all types of flats.
4. Verification and correction of height uniformityHeight uniformity is measured on a flat test bedusing a dial gauge. Irregularities along the faceof the flat will be reproduced to the points of thetops after clipping. Therefore, it is recommendedto make the flats as level and as uniform in
Figure 3: Unimech 2000 wire mounting equipment

14
height as possible prior to clipping the tops. Theend milling process is improving height unifor-mity between flats. Height differences withineach flat can be corrected via manually manipu-lating the flats to straighten and level them. It ispossible to insert paper strips between the topsand the flats during the clipping process to cor-rect inaccuracies. Complete level plastificationof the face of the flat bars is an alternative.
5. Clipping the tops on the flats6. Height uniformity control on a flat test bed using
a dial gauge:Measurement of the height uniformity of thetops on the heel portion of the clipped tops only(step 6, see figure 4) is recommended. Each topwill be mounted on the card under an angle ofabout 1° (the exact angle depends on the card),which means that only the heel portion really
matters for setting the tops to the cylinder.7. Grinding
If there is height variation outside tolerance afterclipping, the tops can be ground on a flat grind-ing machine. Due to the tapered setting of eachindividual top on the card, it is sufficient to onlyheel grind over 3 mm of the surface of the flat(see figure 5). If proper care has been taken inthe preparation of the flat bars a slight heelgrinding (re-sharpening) will be sufficient toachieve the required height tolerance. Excessivegrinding would reduce the lifetime of the tops aswell as the carding performance.
8. BurnishingIf heel grinding has been done then burnishingis also required to polish the wire and to elimi-nate small hooks caused during the grinding.
It can be concluded that for good carding performanceand long lifetime of tops the requirements are:
• The tops need to have sharp points with highhardness for high nep removal efficiency andlong lifetime.
• The accuracy of the whole flat set must be to theabsolute minimum after clipping so that theycan be set as close to the cylinder as possible.
The skills of the operator in the tops clipping and mount-ing process are crucial to achieve these main factors.
Please contact BEKAERT for detailed information aboutclipping and mounting flat tops to achieve the best per-formance and lifetime.
Figure 4: Principle of heightmeasurement on the heel only
1° 1°
Height measurement on heelonly with fixed dial gauge
2 to 3 mm heel grinding
TOPS GRINDINGTOPS HEIGHT
MEASUREMENT
Figure 5: Tops grinding –heel grinding only

15
4.4 Maintenance re-sharpening
Super cylinder wire:Super cylinder wire can be re-sharpened using a rotaryconventional re-sharpening device only under strictlycontrolled procedures. The re-sharpener should be setto ensure the highest degree of parallelism with thecylinder. The re-sharpening should be as light as possi-ble with a minimum of spark. The danger is that if the re-sharpener is set to increase spark, the result is damageof the wire, reduced carding quality and dramaticallyreduced lifetime.
Duratech and Ultra cylinder wire:It is recommended to only use modern, well maintainedtraversing stone re-sharpening equipment, used as indi-cated in the guidelines of the equipment. A visual assessment under a microscope (minimum
New wire Maximum allowed wear priorto re-sharpening
Good re-sharpened wire Badly re-sharpened wire with burrs
Figure 6: Evaluation of re-sharpening of cylinder wire
magnification 30) is recommended to evaluate the re-sharpening (see figure 6).
Tops:A) Tops re-sharpening in the card:It is recommended to use a well maintained full-widthemery re-sharpener in the card. The tips of the topsshould be precisely reground over the whole surface.Care should be taken that the re-sharpening roll is setparallel with the tops for equal re-sharpening over thefull width. During re-sharpening, the spark should beeven over the full width of the card. If not, setting of there-sharpening roller to the tops needs to be adjusted. The required level of grinding is to create a sharp lead-ing edge. If the level of re-sharpening is not enough tocreate a sharp leading edge, initial nep results after re-sharpening will be good, but the amount of neps willraise very fast again. Excessive re-sharpening results inloss of lifetime of the tops as too much material is takenaway. Care should be taken not to create a leading burron the teeth of the tops. This could happen when pres-
Figure 7: Tips of tops and re-sharpening
New pointWorn pointAfter grinding
Point of new tooth Point that needs re-sharpened
After correct grinding
Incorrect grindingcausing burrs
sure is too high. Evaluation of the tops can be done witha portable microscope (minimum magnification 30), see figure 7.

16
B) Tops re-sharpening off the card:If a spinning mill has no access to a good quality fullwidth tops re-sharpener, the tops can be taken off andre-sharpened on a tops re-sharpening bed.
Doffer wire:The doffer should not be re-sharpened unless there is aproblem in controlling the web. Sometimes, particularlywith abrasive man-made fibres, the doffer wire canbecome polished to the extent that the fibres slip off. Theweb pre-doffs and goes out of control, with consequentreduction in carding efficiency. Re-sharpening the dofferwire will cure this problem. In any case, the doffershould be ground only slightly, otherwise the long deli-cate teeth needed for the doffing action will becomehooked and hence unable to release the web to the strip-ping system. It is recommended to use a striated dofferthat grips the fibre onto the wire.
For all re-sharpening operations, we recommend tocarefully follow the guidelines of the card manufacturerand of the re-sharpening equipment that is used.

17
5. Fixed flats and fixed flats systems
Post-cardingfixed flats
Extended pre-cardingfixed flats
Trash extraction system
Pre-carding fixed flats system
Under licker-in fixed flats system
Trash extractionsystem
Figure 8: Card with fixed flatsystems under the
lickerin, at therear and at the
front of the card
Most modern cards are equipped with fixed flatsbeneath the lickerin, at the back plate region and in placeof the front stripping door. Fixed flat upgrade systems(see figure 8) can be installed on older carding machinesto improve the performance. BEKAERT provides suitablestationary flats systems to upgrade a large range ofcards.
XLSA under Lickerin:It combines a minimum loss of good fibres in the lick-erin waste with intensive pre-opening and cleaning ofthe fibre tufts.
XLR & Pretech rear fixed flat systems:Give extra gentle opening and pre-carding of the fibretufts coming from the lickerin. A well opened fibre massis presented to the tops (revolving flats) for the finecarding action. The rear fixed flats act as trash barrier toprotect the revolving flats and increases the lifetime ofthe tops.
XLX, XLXV, XLXE, XLXEV front fixed flats systems:They reduce neps and yarn imperfections. Combinedwith a knife and extraction system (Ventech), trash andmicro-dust are removed prior to the doffer action.
The replacement fixed flats are available in differenttooth densities to suit the widest range of applications.The exchange of fixed flats is easy to carry out.

18
6. Settings and troubleshooting
The settings of the card will have an effect on the prop-erties of the card sliver and of the final yarn. In the firstplace, it is recommended to follow the setting instruc-tions provided by the manufacturer of the card. Table 4lists card settings guidelines for a modern high speedcard running at moderate production rates (indicatedsettings are in warm condition of the card). The settings of the card will have an effect on the prop-erties of the card sliver and of the final yarn. In the firstplace, it is recommended to follow the setting instruc-tions provided by the manufacturer of the card. Table 4can be used as a first guideline for settings for modernhigh speed cards running at moderate production rates.After mounting new tops the card is run with the revolv-ing flats in more open setting (0.35 mm or 14 thou) dur-ing 15 tonnes. This allows the tops “to set” on the card.The tops settings are then brought down.
Setting Cotton Synthetics
in mm in thou in mm in thou
Feed plate to lickerin 0,375 15 0,45 18
Knife to lickerin 0,5 20 0,5 20
Carding segment to lickerin 0,45 18 0,45 18
Lickerin to cylinder 0,25 10 0,25 10
Rear stationary flats to cylinder (tapered setting) 0,45 to 0,30 18 to 20 0,45 to 0,30 18 to 20
Mote knife rear to cylinder 0,3 12 0,3 12
Tops to cylinder - entrance 0,25 10 0,3 12
Tops to cylinder - exit 0,2 8 0,25 10
Front stationary flats (tapered setting) 0,25 to 0,20 10 to 8 0,25 to 0,20 10 to 8
Mote knife front to cylinder 0,3 12 0,3 12
Doffer to cylinder 0,15 6 0,15 6
Stripper to doffer 0,15 6 0,15 6
Table 4: Card settings guideline for a modern high speed card running at moderate production rates(Indicated settings are in warm condition of the card)

19
Gauge and speed settingsTable 5 (page 20)Table 5 gives an overview of the effects settings have onthe quality and properties of sliver and yarn. The tablecan offer help to optimise carding for particular purpos-es and in trouble shooting. Most of the settings have anoptimum value. The optimum can depend on the qualitylevel that is looked for. (Optimum) Settings will dependon the card model, as well as on the fibres processed,on the end application and on quality requirements.Table 5 gives insight in the effects of settings and is aguideline in troubleshooting and in optimising the cardperformance. The table contains information that is validfor a broad range of cards, older as well as newer cards.
Sometimes, problems can occur during carding. Thetechnician will have to analyse the problem, its causesand take the appropriate action. First source for informa-tion on troubleshooting is the card manual provided bythe manufacturer (OEM). Furthermore, the table includ-ed in this booklet that indicates the effect of card set-tings on carding can already be a help.
Troubleshooting table for cardingTable 6 (page 22)A further help is the SCRA table (Symptom – Cause –Remedy & Action). For a range of problems (symptoms)you find possible causes and how to correct on the card.The SCRA table is not card specific, it contains trou-bleshooting information for old as well as for morerecent cards.

20
Lap guide (lap feed cards)
Feed roller to plate
Feed plate to lickerin
Mote knife to lickerin
Lickerin to cylinder
Cylinder to lower back sheet
Positioning of the lap
Firm holding of fibre material
Opening
Amount of droppings
Fiber transfer
Moving fibres from lickerin onto cylinder
Web is widened when widened. When narrowed, both sides ofthe web become thicker.
If widened, fibre tufts are more loose, easy slipping out. If toonarrow setting, feed roller and plate can come into contact andget broken.
Too wide: insufficient opening and increase in fibre waste. Iftoo narrow, fibres get damaged and the transfer of the fibres tothe lickerin becomes difficult
Closer setting to lickerin: more droppings (fibre + waste); moreopen setting: less droppings removed.
If too wide, fibres can remain on the lickerin. It too narrow, fearof wire contact between lickerin and cylinder; and broken fibres
When widened, fibres are liable to remain on the lickerin, napfly increases and web unevenness can occur. If too narrow,fear of wire contacts.
Cylinder to upper back sheet
Cylinder to tops
Cylinder to upper front sheet
Cylinder to bottom sheet
Cylinder to doffer
Cylinder to cylinder casing (doffer side)
Cylinder to center of undercasing
Lifting of fibres off cylinder and adjustment of fibre fly
Carding
Adjustment of flat strip
Improvement of fiber separation from the cylinder and transferratio to the doffer
Transfer of fibres
Adjustment of air flow
Adjustment of falls (good fibres) under the cylinder
Widened setting: lifting of fibres from the cylinder is intensi-fied, possibly touching the top. If narrowed, lifting of fibres isreduced, possibly touching the cylinder.
Wider setting: reduced carding, neps increase and flat stripdecreases. Narrower setting: flat strips increase, fear of wirecontact, fibres are easily damaged. If the setting is not taperedback to front, high number of broken fibres and reduced lifeti-me of tops.
Wider setting: the amount of flat strip increases. Narrower set-ting: decrease of amount of flat strip
The transfer ratio decreases if set wider and cotton can blowout at doffer. Too narrow setting, the web can become unevenand risk of wire contact.
Too wide setting decreases the transfer ratio, neps are easilyformed. Too narrow setting: web becomes poor, fear of wirecontact (wire damage), and fly can increase.
The air flow is disturbed if the clearance is too wide or too nar-row, resulting in poor quality of web and sliver.
Wider setting: the amount of droppings decreases.
Adjust Action Effect
Gauge settingsTable 5: Effect of setting modifications on carding results

2121
Cylinder and undercasing, at lickerin side
Top card clothing and topscleaning system
Adjustment of falls (good fibres) under the cylinder
Separation of flat strip
If widened, the amount of droppings beneath the cylinder dec-reases, the amount of dropping beneath the lickerin increases
If widened excessively, flat strip cannot be separated and thetops load. If setting is too close, there is risk of wire contact.
Card production rate
Cylinder speed
Lickerin speed
Speed of revolving tops
Production in kg/h
Carding intensity
Fiber opening
Movement of tops over the cylinder
Is having a tremendous effect on nep removal efficiency. Thehigher the card output, the lower the nep removal efficiency.Effect on sliver CV and on yarn imperfections is less pronoun-ced. A too high production rate will have a negative effect onthese parameters as well. Longer and/or weaker fibres aremore vulnerable when increasing production rates.
Higher cylinder speeds result in lower trash in sliver, more flatstrip and better carding (higher NRE). Danger with too highcylinder speed is fibre breakage (SFC increases) and increasein yarn IPI.
Higher lickerin speeds protect the lifetime of cylinder and tops.Faster rotation of lickerin results in less neps, less trash andlower IPI. Excessive lickerin speeds are negative becausefibres get broken (higher yarn IPI, more neps). Immature andweak cottons are especially vulnerable at higher lickerinspeeds.
Increase of speed of the revolving tops increases NRE, flatstrip increases.
Adjust Action Effect
Speed settingsAdjust Action Effect
Gauge settings

22
Table 6: Troubleshooting table for carding
Excessive blow-out at cylinderends
Excessive blow-out at cylinderends
Excessive blow-out at cylinderends
Excessive blow-out at cylinderends
Broken or malformed selvedges
Broken or malformed selvedges
Card feed too wide
Incorrectly set underscreen
Card cylinder plates are incorrectly set, particularly the lowerfront plate
Dull cylinder wire
Leakage of oil or grease from bearings
Rough or broken underscreens
Ensure that the lap width is not too wide (see instructions cardmanufacturer)
See setting chart for correct settings and adjust
Verify and adjust settings according to the instructions of thecard manufacturer
Resharpen cylinder wire; or replace if damaged or if excessivewear
Perform proper maintenance of bearings
Repair or replace
Symptom Cause Remedy/Action
Fibre blow-out at web selvedges
Lickerin underscreen is remo-ving too many good fibres
Lickerin underscreen set too wide from the lickerin roller Adjust settings (lickerin underscreen, mote knife)
Fibres in lickerin trash
Lickerin underscreen is remo-ving too many good fibres
Lickerin underscreen is notremoving enough trash
Lickerin underscreen is notremoving enough trash
Accumulation of short fibresbetween the mote knife and thelickerin underscreen
Dull or incorrect type of lickerin wire
The lickerin underscreen is set too close to the lickerin roller
The feed plate is set too far from the lickerin roller
Incorrect mote knife setting
Replace wire
Correct settings
Correct settings
Verify and correct the settings of the mote knife according tothe setting instructions of the card manufacturer
Flat strips too heavy
Flat strips too heavy
Flat strips too heavy
Flat strips too heavy
Front plate top edge setting to cylinder is too wide
Cylinder back plate set too wide
Overloaded cylinder
Lickerin screen too close to lickerin
Adjust settings according to the recommendations of the cardmanufacturer
Adjust settings according to the recommendations of the cardmanufacturer
See at “Cylinder loading”
Make a wider setting
Flat strips

23
Flat strips too heavy
Flat strips too heavy
Flat strips too heavy
Flat strips too heavy
Flat waste thickness is not uni-form
Flat waste thickness is not uni-form
Flat waste thickness is not uni-form
Many long fibres in the flat strip
Many long fibres in the flat strip
Many long fibres in the flat strip
Many leaf wastes in the flat strip
Too narrow setting of the cylinder to the tops
Gauge of bottom sheet too narrow
Wear of cylinder wires
Damage of tops card clothing
Defective fitting of top sheet
Misalignment of gauge tops to cylinder
Defective fitting or misalignment of bottom sheet
Clearance between feed plate and lickerin is too wide
Tops to cylinder set too wide
Rotation of lickerin is too slow
Rotation of lickerin is too slow
Adjust settings cylinder to tops according to recommendationsof the card manufacturer
Adjust setting
Sharpen or replace cylinder wire
Sharpen or replace tops
Adjust fitting and correct settings
Adjust settings cylinder to tops according to recommendationscard manufacturer
Adjust fitting of the bottom sheet
Adjust setting between feed plate and lickerin
Adjust settings tops to cylinder, closer setting
Increase speed of lickerin
Increase speed of lickerin
Symptom Cause Remedy/Action
Many leaf wastes in the flat strip
Fluctuation in the amount of flatstrip
Fluctuation in the amount of flatstrip
Insufficient trash extraction in the lickerin area (in this case,damage of tops is also frequent)
Improper motion of the top card clothing (belt slipping, elon-gation of flat chain, difference in drive left and right)
Contact between tops and cylinder wire
Verify and adjust lickerin area: lickerin wire status, settings, lic-kerin speed, mote knife condition and settings
Verify and adjust/ repair the motion of the tops
Adjust settings, sharpen wire
Lickerin snatchesLickerin snatches
Lickerin snatches
Lickerin snatches
Lickerin snatches
Lickerin snatches
Lickerin snatches
Lickerin snatches
Worn feed roller bearings
Worn feed roller shafts
Bent side shaft (if applicable)
Inefficient weighting system on feed roller
Eccentricity in feed roll
Bowed feed plate
Feed roller to the feed plate setting is too wide
Replace bearings
Replace shafts
Replace side shaft
Analyse operation of the weighting system and repair/ replaceaccordingly
Correct / replace
Correct / replace
Adjust settings according to the recommendations of the cardmanufacturer
Flat strips

24
Symptom Cause Remedy/Action
Cylinder loading
Cylinder loading
Cylinder loading
Cylinder loading
Cylinder loading
Cylinder loading
Cylinder loading
Doffer set too far from the cylinder, consequence can be cylin-der loading and/or higher neps
Accumulations of trash and seed particles
Local damage of the cylinder wire, e.g. flattened, rubbed, bentor hooked wire will all interfere with the correct flow of the fibrethrough the card. Fibres may be retained and bands may formaround the damaged part of the cylinder
Flat settings too close, especially in case of cotton with a rela-tively high trash content and if the tops have a dense populati-on
Contaminated stock
Back plate too close to cylinder
Lap feed: double thickness fed at the selvedges resulting inbanding on the cylinder and neps in the web
Set doffer as close as possible to cylinder. See recommendati-ons of the card manufacturer
Clean the cylinder regularly, depending on the type of cotton.Adjust the raw material reducing the amount of waste. Checkthe blowroom for efficiency, replace the blowroom wire if dull.
Replace cylinder wire. For slow speed cards, local repair ofwire could be possible but should be done with the greatestcare only and is not free of risk.
Widen the settings of the tops
Check opening and stock laydown for contamination. Verifyblowroom effciency and replace blowroom wire if dull.
Adjust plate setting
Check the lap feed. The width of the lap should be narrowerthan the width of the card
Lickerin loading
Lickerin loading
Doffer loading
Doffer loading
Lickerin loading
Lickerin loading
Contaminated stock
Lickerin wire not suited for type of raw material being run
Damaged wire or wire with burrs
Take-off (stripping) improperly set
Damaged lickerin wire
Lickerin setting to cylinder too wide
Check opening and stock laydown for contamination. Verifyblowroom effciency and replace blowroom wire if dull.
Consult manufacturer
Grind, brush or recloth depending upon the degree of damage
Adjust take-off (stripper) settings
Replace lickerin
Adjust setting lickerin to cylinder
Loading on wired rollers
Nep count
High nep count
High nep count
High nep count
High nep count
Incorrect settings: doffer to cylinder, stationary flats, cylinderto flexible tops, or feed region, plates or screens
Dull cylinder or doffer wire
Dull or damaged flat tops
Dull or damaged lickerin wire
Verify all card settings
Clean, resharpen or burnish as required. The sharpness of thedoffer wire is as important as the sharpness of the cylinderwire
Resharpen or replace
Replace the lickerin wire

25
High nep count
High nep count
High nep count
High nep count
High nep count
High nep count
Fibres are retained in the form of bands (rings) on the lickerin.Such loadings will lead to strips of neps in the web.
Relative humidity is too high
Foreign matter, such as broken seeds are adhering to the wires
Dirty wire surface (especially the cylinder)
Loaded cylinder
Tops loading
Rewire lickerin
Relative humidity for cotton 45-55% (temperature 21-27 °C),for synthetics 55-65% relative humidity, temperature 25-30 °C
Brush the wires with a soft hand brush
Brush the wires with a soft hand brush
Clean the cylinder and check/correct all settings + see“Cylinder loading”
See “Tops loading” for Causes and Remedy/ Actions
Symptom Cause Remedy/Action
Disappearing web/ high numberof sliver breaks
Disappearing web/ high numberof sliver breaks
Underscreen set too far from cylinder
Dull or damaged doffer wire. If condition of the doffer wire isnot good, the transfer of fibres from the cylinder will not be
Set according to setting instruction of the card manufacturer
Clean, resharpen or replace wire
Sliver or web problems
Disappearing web/ high numberof sliver breaks
Losing fibre off the doffer to themain cylinder
Losing fibre off the doffer to themain cylinder
Cloudy web
Cloudy web
Cloudy web
Cloudy web
Cloudy web
Holes in the web
good, which can also result in an increased number of neps.
Too wide setting stripping roller to doffer
Nose of front screen set too close to cylinder
Dull doffer wire
Lickerin undercasing set too far from lickerin
Feed plate set too far from lickerin
Damaged or dull lickerin
Unequal distribution of flat strips. Incorrect settings or sharp-ness of flat tops
Bottom edge of cylinder back plate set too wide
Interference with lay of fibres on doffer due to flocking on dof-fer end screen
Correct setting of the stripping roller to the doffer
Adjust settings
Grind doffer or replace as needed
Correct settings according to recommendations of the cardmanufacturer
Correct settings according to recommendations of the cardmanufacturer
Replace lickerin wire
Verify/ correct setting of flat tops. Resharpen flat tops if no lon-ger sharp or replace flat tops
Correct settings according to recommendations of the cardmanufacturer
Verify and adjust doffer screen
Nep count

26
Holes in the web
Holes in the web
Web sticking to crushing rollers
Web sticking to crushing rollers
Web sticking to crushing rollers
Web sticking to crushing rollers
Web sticking to crushing rollers
Web sticking to crushing rollers
Web sticking to crushing rollers
Flocking on frame side between doffer and cylinder
Damage to doffer wire. Draft will magnify even small holes ordents of the web on the doffer
Worn or damaged scraper blades
Insufficient tension on scraper blade springs
Insufficient draft between crushing rollers and calender
Crushing roller (calendar roller) pressure is too high
Relative humidity is too high or too low
Too many cotton seed particles
Honeydew in the web
Verify and adjust doffer and/or cylinder screen settings
Replace doffer wire
Do maintenance as per guidelines of card manufacturer
Increase tension
Draft between crushing roller and the calendar rollers shouldbe the highest that material can accept
Lower the pressure accordingly
Relative humidity for cotton 45-55% (temperature 21-27 °C),for synthetics 55-65% relative humidity, temperature 25-30 °C
Clean the edge of scraper blades frequently with solvent.Reduce relative humidity. Take measures to reduce trash
Reduce temperature, clean the crushing rollers frequently.Change the bale laydown: reduce the number of contaminatedbales.
Symptom Cause Remedy/Action
Broken or malformed selvedges
Broken or malformed selvedges
Accumulation of fibre betweencard framing and underscreen;or accumulation of fibre aroundcylinder and doffer co-operationarea.
Accumulation of fibre betweencard framing and underscreen;or accumulation of fibre aroundcylinder and doffer co-operationarea.
Sliver variation
Sliver variation
Sliver variation
Sliver variation
Sliver variation
Lap too wide
Feed guides are incorrectly set
Framework of the card is greasy or dirty
Card underscreens (cylinder or doffer) are not correctly set tocontrol the amount of fibre being blown out at the periphery ofthe cylinder
Irregular feed
Eccentric feed roller
Incorrect meshing of gears
Tooth missing of one of the gears
Bottom edge of cylinder back plate set too wide
Check the lap feed. The width of the lap should be narrowerthan the width of the card
Verify and adjust the settings of the feed guides
Clean framework. Verify for the origin of the grease or dirt andcorrect
Verify and adjust card underscreen settings
Verify the feed and correct accordingly
Correct/replace
Correct gears
Replace defective gear
Correct settings according to recommendations of the cardmanufacturer
Sliver or web problems

27
Sliver variation
Sliver variation
Sliver variation
Sliver variation
Sliver variation
Sliver variation
Banding on redirecting (strip-ping) rolls
Banding on redirecting (strip-ping) rolls
Web falling off stripping roller
Eccentric doffer
Eccentric doffing rolls
Eccentric calender rolls
Loose components
Excessive draft between calender rolls and coiler head; orincorrect tension
Dirty stripping roller underscreen
Bent or damaged wire
Dirt or oil patch on the wires
Incorrect setting between stripping roller and doffer
Detect source of eccentricity and correct
Detect source of eccentricity and correct
Detect source of eccentricity and correct
Fix components
Reduce draft and/or adjust tension
Clean stripping roller underscreen
Replace the stripping wire
Clean the wire, if required with an appropriate solvent
Adjust setting according to guidelines of the card manufactu-rer
Symptom Cause Remedy/Action
Tops loading
Tops loading (= flat strip remai-ning in the tops)
Tops loading (= flat strip remai-ning in the tops)
Tops loading (= flat strip remai-ning in the tops)
Tops loading (= flat strip remai-ning in the tops)
Tops loading (= flat strip remai-ning in the tops)
amaged tops clothing
Tops set too close to the cylinder
Contamination, oil, grease, water or other foreign substance;rough top wire sides
Inaccurate brush settings (gauge)
Wear of the circular brush
Grind, brush or replace clothing as required
Adjust tops settings
Clean tops. Remove contamination from the raw material ifpresent
Adjust settings
Replace brush
TrashTrash in sliver
Trash in sliver
Trash in sliver
Trash in sliver
Low air suction
Choke under lickerin
Incorrect settings (gauges and speeds)
Insufficient trash extraction at the lickerin
Correct central air suction
Clean out choke. Make sure there are no chokes in the pipingand that the central air suction is correct before starting thecard.
Check all settings and adjust when necessary
Modify/ Adjust lickerin setting; increase lickerin speed; check/replace mote knives if required
Sliver or web problems

Yarn strength
28
Trash in sliver
Trash and/or neps in sliver
Trash and/or neps in sliver
Trash and/or neps in sliver
Trash and/or neps in sliver
Trash and/or neps in sliver
Trash and/or neps in sliver
Trash and/or neps in sliver
Trash and/or neps in sliver
Trash and/or neps in sliver
Trash and/or neps in sliver
Trash and/or neps in sliver
Dull or damaged lickerin wire
Wear of tops
Wear of the cylnder wire
Too small amount of flat strip
Uneven gauge between tops and cylinder
Tops set too wide from the cylinder
Uneven or incorrect fitting back or front sheet
Wear of underlickerin knife(s), or of knives in the fixed flat sys-tems
Underlickerin knife(s) are not correctly set
Setting of the wings (under the lickerin) are too narrow
Stationary flat knife(s) are not correctly set
Stationary flats are worn, dull wires
Replace lickerin
Sharpen tops or replace
Sharpen cylinder wire or replace
Adjust settings tops
Adjust settings tops
Reduce setting tops to cylinder
Adjust back and/or front sheet and settings
Change the worn knive(s)
Set the underlickerin knive(s)
Open the wings
Check the settings of the knives ( at lickerin, back and front sta-tionary flats) and adjust if necessary
Replace stationary flats
Symptom Cause Remedy/Action
Loss in yarn strength
Loss in yarn strength
Loss in yarn strength
Loss in yarn strength
Loss in yarn strength
Loss in yarn strength
Crush roller pressure is too high
Excessive lickerin speed
Incorrect type of lickerin wire
Insufficient flat strip
Insufficient trash and waste removed at lickerin
Feed plate to lickerin setting too close resulting in broken fibres
Reduce the pressure according to the guidelines of the cardmanufacturer
Reduce lickerin speed
Replace lickerin wire with appropriate type of wire dependingon fibre characteristics
Verify settings tops to cylinders, verify screen setting. Adjustsettings. Increase speed of revolving flats.
Verify all settings in the lickerin area and adjust to increasetrash removal
Increase the setting of the feed plate to the lickerin accordingto the fibre length and the recommendations of the card manu-facturer
Trash

29
Card clothing specifications and maintenance
Card make and model:
Production rate (kg/h):
Yarn count:
Fibres:
Sliver count:
1. Feed roller
Clothing specificationCard number: Maintenance information
2. Lickerin (single or triple lickerin cards)
3. Carding segments (lickerin)
4. Fixed flats rear
5. Cylinder
6. Revolving flats (tops)
7. Flat cleaning rollers
8. Flat cleaning rollers
9. Front stationary flats
10. Doffer
11. Cleaning roller
12. Stripping roller

30
Card clothing specifications and maintenance
Card make and model:
Production rate (kg/h):
Yarn count:
Fibres:
Sliver count:
1. Feed roller
Clothing specificationCard number: Maintenance information
2. Lickerin (single or triple lickerin cards)
3. Carding segments (lickerin)
4. Fixed flats rear
5. Cylinder
6. Revolving flats (tops)
7. Flat cleaning rollers
8. Flat cleaning rollers
9. Front stationary flats
10. Doffer
11. Cleaning roller
12. Stripping roller

31
Card clothing specifications and maintenance
Card make and model:
Production rate (kg/h):
Yarn count:
Fibres:
Sliver count:
1. Feed roller
Clothing specificationCard number: Maintenance information
2. Lickerin (single or triple lickerin cards)
3. Carding segments (lickerin)
4. Fixed flats rear
5. Cylinder
6. Revolving flats (tops)
7. Flat cleaning rollers
8. Flat cleaning rollers
9. Front stationary flats
10. Doffer
11. Cleaning roller
12. Stripping roller

32
Card clothing specifications and maintenance
Card make and model:
Production rate (kg/h):
Yarn count:
Fibres:
Sliver count:
1. Feed roller
Clothing specificationCard number: Maintenance information
2. Lickerin (single or triple lickerin cards)
3. Carding segments (lickerin)
4. Fixed flats rear
5. Cylinder
6. Revolving flats (tops)
7. Flat cleaning rollers
8. Flat cleaning rollers
9. Front stationary flats
10. Doffer
11. Cleaning roller
12. Stripping roller

33
Card clothing specifications and maintenance
Card make and model:
Production rate (kg/h):
Yarn count:
Fibres:
Sliver count:
1. Feed roller
Clothing specificationCard number: Maintenance information
2. Lickerin (single or triple lickerin cards)
3. Carding segments (lickerin)
4. Fixed flats rear
5. Cylinder
6. Revolving flats (tops)
7. Flat cleaning rollers
8. Flat cleaning rollers
9. Front stationary flats
10. Doffer
11. Cleaning roller
12. Stripping roller

34
Card clothing specifications and maintenance
Card make and model:
Production rate (kg/h):
Yarn count:
Fibres:
Sliver count:
1. Feed roller
Clothing specificationCard number: Maintenance information
2. Lickerin (single or triple lickerin cards)
3. Carding segments (lickerin)
4. Fixed flats rear
5. Cylinder
6. Revolving flats (tops)
7. Flat cleaning rollers
8. Flat cleaning rollers
9. Front stationary flats
10. Doffer
11. Cleaning roller
12. Stripping roller

35
Card clothing specifications and maintenance
Card make and model:
Production rate (kg/h):
Yarn count:
Fibres:
Sliver count:
1. Feed roller
Clothing specificationCard number: Maintenance information
2. Lickerin (single or triple lickerin cards)
3. Carding segments (lickerin)
4. Fixed flats rear
5. Cylinder
6. Revolving flats (tops)
7. Flat cleaning rollers
8. Flat cleaning rollers
9. Front stationary flats
10. Doffer
11. Cleaning roller
12. Stripping roller

36
Card clothing specifications and maintenance
Card make and model:
Production rate (kg/h):
Yarn count:
Fibres:
Sliver count:
1. Feed roller
Clothing specificationCard number: Maintenance information
2. Lickerin (single or triple lickerin cards)
3. Carding segments (lickerin)
4. Fixed flats rear
5. Cylinder
6. Revolving flats (tops)
7. Flat cleaning rollers
8. Flat cleaning rollers
9. Front stationary flats
10. Doffer
11. Cleaning roller
12. Stripping roller

37
Card clothing specifications and maintenance
Card make and model:
Production rate (kg/h):
Yarn count:
Fibres:
Sliver count:
1. Feed roller
Clothing specificationCard number: Maintenance information
2. Lickerin (single or triple lickerin cards)
3. Carding segments (lickerin)
4. Fixed flats rear
5. Cylinder
6. Revolving flats (tops)
7. Flat cleaning rollers
8. Flat cleaning rollers
9. Front stationary flats
10. Doffer
11. Cleaning roller
12. Stripping roller

38
Card clothing specifications and maintenance
Card make and model:
Production rate (kg/h):
Yarn count:
Fibres:
Sliver count:
1. Feed roller
Clothing specificationCard number: Maintenance information
2. Lickerin (single or triple lickerin cards)
3. Carding segments (lickerin)
4. Fixed flats rear
5. Cylinder
6. Revolving flats (tops)
7. Flat cleaning rollers
8. Flat cleaning rollers
9. Front stationary flats
10. Doffer
11. Cleaning roller
12. Stripping roller

39
Notes:

40
Notes:

41
Notes:

42
Notes:

43
Notes:

44
Notes:

45
Notes:

46
Notes: