Embed Size (px)
Citation preview

Casting Defects

Evaluation of the casting
• The casting is never fitted on the die until the inner surface has been carefully evaluated under magnification
• Even tiny imperfections can cause damage to the stone die
• A die may be rendered useless if a casting is fitted prematurely.

Accuracy of the lost wax technique
• A casting should be as accurate as possible • A tolerance of +-0.05% for an inlay casting is acceptable• The tolerance limit are approximately 1/10 of the
thickness of human hair (40µm)• To obtain this rigid requirements must be placed on
– The investment material– Impression material– Waxes– Die materials– Technical procedures – Proper handling of materials

Defects in the casting
• An unsuccessful casting results in considerable trouble & loss of time. In almost all instances, defects an casting can be avoided by strict observance of procedures governed by certain fundamental rules and principles
• Defects in casting can be classified under four headings.
(1) Distortion
(2) Surface roughness and irregularities (3) Porosity
(4) Incomplete or missing detail

Distortion or Dimensional errors
CAUSES RESULT REMEDY
1. Distorted wax pattern
Delay in investing the wax pattern
Careless handling of the pattern
Improper fit Proper manipulation & handling of
pattern
- Invest wax pattern immediately
2. PowderlWater ratio too much results in increase in
setting expansion, hydroscopic expansion and
thermal expansion
Mold expansion too much &
casting too large
Correct proportion of powder /liquid
Correct technique
3. Powder / water ratio too less
Setting expansion, hydroscopic expansion & thermal expansion
decreased
Mold expansion is less & casting
is small
Correct proportion of powder / liquid, Correct
technique

• Other factors :
– Nonuniform expansion of the walls of the pattern
• Variable that influence amount of distortion:
– The configuration of the pattern
– Type of wax
– Thickness
• Distortion increases as the thickness of the pattern
decreases

Surface roughness and irregularitiesSurface roughness - Finely spaced surface imperfection whose height,
width & direction establish the predominant surface pattern.Surface irregularities - Isolated imperfections such as nodules that are
not characteristic of the entire surface area.
CAUSES RESULT PREVENTION
1. Air bubbles that attach to
the pattern during or subsequent to investing procedure
Surface projections or blebs/ small nodules
Vacuum investing technique
- preferred
Manual method
- Use mechanical mixer with vibration-Apply thin layer of investment over the wax pattern -Vibrate the investment ring to clear all air bubbles
- Application and air drying of wetting agent on the surface of wax pattern.

CAUSES RESULT PREVENTION
2. Water films
– if investment
becomes
separated from
the wax pattern
-Increased
water/powder
ratio
-Movement of
wax pattern after
investing
Seen as ridges/veins Wetting agent
helps prevent this

3. Rapid heating rates:
outside layer of
investment expands
more than centre,
resulting in
compressive stress in
outside layer & tensile
stress in middle
causing radial cracks
from interior outwardly.
- water or steam pours
into the mould – flaking
of investment &
carrying salts into mold
Fins/spines on the casting
Mold should be heated
gradually. At least 60min
should elapse during the
heating of the investment-
filled ring from room
temperature to 700°C.
Greater the bulk of the
investment, more slowly it
should be heated
CAUSES RESULT PREVENTION

4. Underheating/ insufficient air available in furnace-Incomplete wax elimination-Carbonized wax on the surface
Voids / porosity
Black casting
Maintain proper temperature
5. Prolonged heating
- disintegration of investment, walls of mold roughened
- deposition of contaminants (sulfur compounds)
- Rough surface
-Black casting
Maintain proper temperature
CAUSES RESULT PREVENTION

CAUSES RESULT PREVENTION
6.Increased temperature of the alloy
- Attacks investment surface
Surface roughness Avoid over heating the alloy
Color of the molten gold alloy should be no lighter than light orange
7. Water / powder ratio
Higher/lower
Rough casting Accurate measurement
8. High casting pressure
Rough surface Gauge pressure to
0.10 to 0.14 Mpa in air pressure casting machine
3-4 turns of spring in centrifugal casting machine

CAUSES RESULT PREVENTION
9. Composition of investment-Ratio of binder to quartz-Coarse silica
Surface roughness Investment should satisfy ANSI/ADA no.2
10. Foreign bodiesRough crucible former / carelessness on removal of sprue former- - Pieces of investment carried into the mold with the metal
-Bits of carbon from flux
-Sulfur contamination : investment breakdown at high temperature / high sulfur content of the torch flame
Sharp well defined deficiencies or surface voids
-Bright appearing concavities
-Surface discoloration & roughness-Produces black/gray area on the surface of gold alloy that is brittle & does not clear readily during pickling

11. Impact of molten alloy-
may fracture / abrade the mold surface
Surface roughness or irregularity
12. Pattern position –
- several patterns are invested in the same ring placed close together in the same plane.
- If the expansion of wax is much greater than that of the investment causing breakdown or cracking of the investment.
Spacing between patterns should be less than 3mm and should be placed in different planes.
CAUSES RESULT PREVENTION
Proper spruing.- Avoid direct impact of the molten alloy at an angle of 90 to investment surface.- A glancing impact is preferred as it is less damaging & avoids undesirable turbulence.

13. Carbon inclusions
Carbon from crucible
2) Improperly adjusted torch
3)Carbon containing investment
Absorbed by the alloy during casting
Results in the formation of carbides or visible carbon inclusions
Other causes
1) Mixture of different casting alloys used together
2) Contamination of Gold alloy with Mercury
-Resulting mixture would not possess the proper physical properties & corrosion resistance may be low
-loss in ductility & greater susceptibility to corrosion
Never melt mixture of different casting alloys together
CAUSES RESULT PREVENTION

Porosity
- Presence of voids or pores within a structures
Porosities may be classified (According to the cause) :I. Solidification defects - A. Localized shrinkage porosity B. Microporosity
II. Trapped gases - A. Pinhole porosity B. Gas inclusions C. Subsurface porosity.
III. Residual air.

I. Porosity caused by solidification shrinkage 1. Localized shrinkage porosity
Cause Appearance Remedy
- Premature
termination of flow of
molten metal during
solidification
- If the sprue freezes
in its cross section
before this feeding is
completed to the
casting proper,
A localized shrinkage void will occur in the last portion of the casting that solidifies.
Usually occurs at sprue-casting junction
Occurs externally
Attaching one or more
small gauge sprues (18
inch) at a surface more
distant from the main
sprue, extending
laterally. These chill-set
sprues ensure that
solidification begins
within the sprues, and
they act as cooling pins
to carry heat away from
the pontic.Pontic area

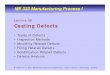
Suck-back porosity/ shrink spot porosity/ pitted casting/ largest sized porosity
Cause Appearance Remedy
Hot metal impinging from the sprue channel on a point of the mold wall. Hot spot causes the local region to freeze last results in suck-back porosity
Usually on interior of crown, near area of sprue
Occurs at an occluso- axial line angle or inciso axial line angle that is not well rounded
- Flaring the point of sprue attachment
- Reducing the mold-metal temperature differential ie lowering casting temperature by 30°C.

Porosity caused by solidification shrinkage 2. Microporosity
Cause Appearance Remedy
Occurs when
solidification is too
rapid for the micro
voids to segregate to
liquid pool
Rapid solidification if
the mold / casting
temperature is tool low
Appears in the form of small,
irregular voids
Usually this defect is not
detectable unless the casting
is sectioned.
Not a serious defect

II. Porosity caused by Trapped gases1. Pinhole & 2. Gas inclusion porosity Entrapment of gas during solidification
Pinhole porosity
Metals dissolve/occlude gases when molten
On solidification, the absorbed gases are expelled, resulting in pin hole porosity
When severely contaminated, appears black in color
Spherical contour
-Smaller
-Black
Do not overheat the metal beyond the melting point
Gas inclusion porosity
Gas that is trapped mechanically by molten metal in the mold / Gas incorporated during casting procedure
-Poorly adjusted torch flame
-Use of oxidizing zone of the flame
Spherical contour
- Larger
Pre-heating the gold alloy on a graphite crucible (used alloy)
Correctly adjusting & positioning torch flame during melting
CAUSES RESULT PREVENTION

II. Porosity caused by Trapped gases
3. Subsurface porosity
Not completely
established
May be caused by the
simultaneous nucleation of
solid grains & gas bubbles
at the first moment that
the alloy freezes at the
mold walls.
Can be diminished by
controlling the rate at
which the molten
metal enters the mold.
CAUSES RESULT PREVENTION

III. Residual air.Entrapped Air Porosity / Back-pressure porosity
Inability of air in the mold to
escape through the pores in
the investment
Pressure gradient that
displaces air pocket towards
end of the investment
When casting / mold
temperature is so low that
solidification occurs before
entrapped air can escape
On inner surface of casting ; Large concave depressions
Found in a “pocket” at the cavity surface of a crown or mesio-occluso-distal casting
Found on outer surface
- Proper burnout
- Adequate mold
& casting
temperature
- Sufficient high
casting pressure-Proper L/P ratio
-Thickness of
investment
between the tip
of the pattern &
end of the ring
not greater than
6mm
CAUSES RESULT PREVENTION

Incomplete casting
1. Insufficient venting
& insufficient
casting pressure
2. Incomplete
elimination of wax
residues
3. Low L/P ratio
4. Viscosity of molten
metal & due to
insufficient heating
Rounded incomplete margins
Rounded margins & shiny appearance
Casting pressure atleast 4sec
Temperature of alloy should be raised higher than its liquidus temperature
CAUSES RESULT PREVENTION

Summary & Conclusion
• Investing and casting, a series of highly technique-sensitive steps, converts the wax pattern into a metal casting
• Accurate and smooth restorations can be obtained if the operator pays special attention to each step in the technique.
• When initial attempts at casting produce errors or defects, appropriate corrective measures must be taken so they do not recur.

Thank you

References
• TEXTBOOK OF OPERATIVE DENTISTRY -2ND EDITION-BAUM ,PHILLIPS, ZUND