-
8/14/2019 Cavitation Testing Methods and Previous Research
1/120
Cavitation Testing Methods and Previous Research
LaboratoryTechniques
There are three principal laboratory testing techniques to
determinecavitation rates:
ultrasonic cavitation testingcavitating jet testingventuri
cavitation testing.
The cavitation rate is usually given in terms of weight loss per
time period.However, the rate can also be reported in terms of a
change in thickness pertime period or a volume loss per time
period.
Ultrasonic Method
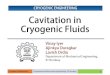
The ultrasonic (vibratory method of cavitation testing uses
amagnetostrictive or pie!oelectric device to produce a
high"frequency(generally #$ kH! vibration in a test specimen
immersed in a liquid (%igure&. 'uring one half of each
vibration cycle, a low pressure is created at thetest specimen
surface, producing cavitation bubbles. 'uring the other half ofthe
cycle, bubbles collapse at the specimen surface. t is a simple,
relativelyfast, and ine)pensive technique and has been the most
widely usedtechnique for cavitation testing (*arch and Hubble +-.
standard test
procedure for ultrasonic cavitation testing has been approved by
themerican /ociety for Testing and *aterials (/T* as /tandard 0 1#
(/T*+#. The technique has been modified by placing the test
specimen asmall distance below the tip of the ultrasonic probe
(/chwet!ke and 2reye+-.
-
8/14/2019 Cavitation Testing Methods and Previous Research
2/120
Figure4. Ultrasoniccavitationtesting: (A) ASTMG 32 (B)
Modifiedmethod(Schwetzkeand Kreye
1996).
3esults of ultrasonic vibratory cavitation testing for polymer
coatings onconcrete were reported to not correlate well to the
field cavitatingconditions. The ultrasonic test apparatus was not
able to reproduce in thelaboratory the same type adhesion failures
that frequently occurred forpolymer coatings under field conditions
(4heng, 5ebster, and 6oung +78.
Cavitating Jet Method
The cavitating 9et method for cavitation testing uses a
submerged cavitating9et to erode a test specimen placed in the 9ets
path (%igure ;. Thistechnique is relatively compact and provides a
higher range of cavitation
intensities than do the ultrasonic probe method or the venturi
method.
The cavitating 9et test methodology was found to provide
consistent,reproducible results for a given operating condition.
The relative cavitationrate, referenced to a standard material,
provides a good method forcomparing materials that have a wide
range of properties (*arch and Hubble+-.
http://www.cecer.army.mil/techreports/boycavit/boycavit.jef-07.htm#P876_34797http://www.cecer.army.mil/techreports/boycavit/boycavit.jef-07.htm#P876_34797
-
8/14/2019 Cavitation Testing Methods and Previous Research
3/120
The T
-
8/14/2019 Cavitation Testing Methods and Previous Research
4/120
4avitation barrier coatings were applied in ?une +7 to the
backside of oneblade of a 2aplan Turbine @nit at 3ocky 3each 'am,
@nit A+1, 4helan4ounty Bublic @tility 'istrict (B@', 5ashington.
ppro)imately &; sq ft alongthe outer edge of the blade was
coated with TribaloyC T"&$$ and anurethane top coat.
4helan 4ounty Bublic @tility 'istrict (B@' personnel repaired
all the previouscavitation damage, restoring the blades shape and
contour. 4helan 4ountyB@' personnel, assisted by a contractor, grit
blasted the surface to becoated. The contractor set up the
cavitation barrier equipment and appliedTribaloyC T"
&$$ coating using Hased on further e)perience in the field,
these problems can be overcome byimplementing a number of changes
to the procedure:
+. The proper attention to preparation of the surface is
required.n the case of turbine blades, grit blast the area to be
coated oneday before the application of the coating, followed by
the use of
-
8/14/2019 Cavitation Testing Methods and Previous Research
5/120
heat blankets on the top of the blades for appro)imately +#hours
to remove moisture from the surface and preventcondensation. 0rit
blast the surface to be coated to white metalfinish 9ust before
spraying. fter application of the Tribaloycoating, the urethane
coating would be sprayed (rather than
brush"applied to improve thickness and finish.
#. %uel bottle heaters are now available to help maintain
fueltemperature in a cool environment. nsulating the fuel lines
willalso help maintain the fuel gasses.
1. The *etco 'iamond ?et Haker +&.
Two sets of cavitation results are presented in Table &. The
first setcontained a mild steel control sample and two coated
samples: Banel ++,metalli!ed coating (/tellite TribaloyC T"&$$
and an organic topcoat (total ;$milsG Banel +#, #& mils
/tellite TribaloyC T"&$$ and +$ mils organic topcoat
-
8/14/2019 Cavitation Testing Methods and Previous Research
6/120
of a reinforced epo)y (>el!ona /uperglideC-. >el!ona
/uperglideC is a two"component nonmachinable"grade material
consisting of a silicon steel alloyblended within high molecular
weight reactive polymers and oligomers.
The second set of results consisted of three sets of samples:
Banel #+,
stainless steelG Banel ##, stainless steel plus +$ mil /tellite
TribaloyC T"&$$applied by wire feed thermal sprayG and Banel
#1, stainless steel plus +$ mil/tellite TribaloyC T"&$$ #$ mil
organic topcoat of a reinforced epo)y(>el!ona /uperglideC.
The metalli!ed coatings were ranked according to time to first
damage. Thebest performer, with a time to first damage of ;-; h,
was Banel +#: #& milsTribaloyC T"&$$ +$ mils of a
reinforced epo)y (>el!ona /uperglideC./econd best, with a time
to first damage of 17- h, was Banel #1: +$ milsTribaloyC T"&$$
and #$ mils of a reinforced epo)y (>el!ona /uperglideC.Third
best, with a time to first damage of #+7 h, was Banel ++:
metalli!ed
coating (TribaloyC T"&$$ and organic topcoat (total ;$ mils.
The fourthbest, with a time to first damage of +7- h, was Banel ##:
+$ mils TribaloyCT"&$$. The organic topcoat, a reinforced epo)y
(>el!ona /uperglideC, wasfound to e)tend the life of the
metalli!ed coating (TribaloyC T"&$$.lthough the topcoat was
found to fail early, it did provide added protectionwhen present.
The reinforced epo)y (>el!ona /uperglideC topcoats werefound to
be superior to polyurethane topcoats (>aker +&.
The results of >aker showed that the time to failure of
stainless steel was#$8; hours, the time to failure of mild steel
was +$17 hours, and the time tofailure of the metalli!ed TribaloyC
T"&$$ was ;&; hours. The time to failure
during cavitation testing of the metalli!ed TribaloyC T"&$$
coating wasfound to be less than either the carbon steel or the
stainless steel.
Broblems encountered during the testing included:
+. 5ater flow across the panels was not uniform.
#. The depth of the testing surface in the cavitating water
stream wasinconsistent. /amples of mild steel showed that panels
placed deeper in thewater stream sustained more severe cavitation
damage than the controlpanel.
1. Eong e)posure times were required to complete the test"as
long as #$87hours, limiting the number of samples that may be
tested in a reasonableperiod.
The results obtained using the
-
8/14/2019 Cavitation Testing Methods and Previous Research
7/120
Table4. Cavitationresistantpropertiesof coatingsystemstestedon a
venturi-type cavitationtestingmachine(Baker
1994).
Sample Coating
System
Total
Coating
Thickness
over
Stainless
Steel(mils)
Time
Until First
Damage
(hours)
Time Until
First
Damage
(hours)
Time Until
First
Damage
(hours)
Time
Until
Failure
(hours)
Total
Loss of
Materials
(grams)
Total loss of
Material as
Determined
from% Bare
Area
Total
Average
loss of
Thickness(mils)
Percent
Loss of
Coating
Thickness
Comments
Organic
Coating
Metallized
Coating
Uncoated
Panel
11Interim
Report
Organic
Topcoat -
Polyurethane
(10 mils)20% Cr, 35%
Ni & 45% Fe
(38 mils)
11 142 -------- 218 38 30-35% 19 38%
12
InterimReport
Organic
Topcoat -Polyurethane
(10 mils)29.5% Mo,
8.5% Cr &
57% Co
(Tribaloy T-
400) (24 mils)
34 9 538 ------ 565 11 10-15% 13 38% Baker's
Conclusion:"Bestperformance of
metallized
coatings.
Organic
topcoat began
to fail very
early in the
test."
Uncoated
Steel
Interim
Report
UncoatedMild Steel
------ ------ 200 1,115 4 UncoatedMild Steel
3 UncoatedMild Steel
Uncoated
SteelFinalReport
(0.30 mils
thicker
samples.Introduced
sample height
as test
variable)
UncoatedMild Steel
------ ------ 752 1,038 16 UncoatedMild Steel
7 UncoatedMild Steel
Baker's
Conclusions:"Depth oftesting surface
effected the
severity of the
test. Data
showed an
appreciable
increase in
damage when
testing surface
was immersed
deeper in the
cavitating
water stream."
21Final
Report
308 S. Steel
Topcoat
(1/8 in)309 S. Steel
Welded
(1/8 in.)mild steel base
UncoatedStainlessSteel
------ ------ 347 2,075 8Apparent
UncoatedStainlessSteel
5 UncoatedStainlessSteel
Apparent
weight loss
reported:Sample was
damaged
during testing
due to
loosening in
test rig. Actual
weight loss
from pure
cavitation was
less.
-
8/14/2019 Cavitation Testing Methods and Previous Research
8/120
22Final
Report
Tribaloy T-400
(10 mils)308 S. Steel
Topcoat
(1/8 in.)309 S. Steel
Welded(1/8 in.)mild steel base
10 ------- 154 ------ 186 5 15-20% 4 40% Baker's
Conclusion:"Metallized
(ceramic)
coatings show
more promise
as cavitation
resistant
materials thanorganic
coatings
systems."
23Final
Report
Belzona
Superglide
2 coats
(20 mil = 0.508
mm total)Tribaloy T-
400(10 mils)308 S. Steel
Topcoat
(1/8 in)309 S. Steel
Welded
(1/8 in)mild steel base
30 9 361 ------ 386 16 10-15% 14 46% Baker's
Conclusion:"Distinct
evidence that
some organic
topcoats
applied over
metallized
coatings
extend the life
of the total
system."
Resultsof Soares, Souza, Dalledon,Baurque,and Amado1994
Tests were performed on thermal spray coatings with both
liquidimpingement and vibratory cavitation devices. /ome of the
best coatingswere tested further in a - meter %rancis hydroelectric
turbine with a previoushistory of severe cavitation. The materials
investigated and the erosion andcavitation resistance results are
shown in Table ;. The cavitation rate was
given as a change in thickness of the coating (Im=h.
Table5. Resultsof erosionand cavitationresistancetests (Soareset
al. 1994).
No. Designation Description Hardness Methodof
Application
Thickness
(mm)
Relative
ErosionRateASTMG 73
CavitationRateASTM
G 32 (_m/h)
FieldTest
SAE 1020 Fe, 0.2C, 0.5 Mn, 0.2 Si Rb 80 Substrate 1.0 X 7.5
AWS 309 Fe 23 Cr, 13 Ni, 2.7 Mo Rb 92 Weld 3.9
1 Diamalloy
1003
Stainless steel, aust.,
Fe-Cr-Ni
Rb 89 HVOF 1.2-1.7 1.3 X Field Tested
2 Diamalloy
1005
Ni-Cr-Mo Rc 30-34 HVOF 1.0-1.7 0.8 X Field Tested
3 Diamalloy
2001
Ni + Cr alloy, fusible Rc 53-58 HVOF 1.2-1.7 1.7 X
4 Diamalloy
2003
WC + 12 Co Rc 64-65 HVOF 0.15-0.25 Failed
5 Diamalloy
3001
Co + Cr, Mo Alloy Rc 50-55 HVOF 0.4-0.6 Failed
-
8/14/2019 Cavitation Testing Methods and Previous Research
9/120
6 Diamalloy
4006
Ni Alloy Rc 38 HVOF Field Tested
7 Metco 72 NS WC + 12 Co Rc 50-55 Plasma 0.5-0.8 Failed
8 Metco 101
NS
94 Al2O3, 2.5 TiO2, 2
SiO2
Rc 55 Plasma 0.7 Failed
9 Metco 443 Ni-Cr/Al Rb 90 Plasma 0.5 2.0 X 11
10 Metco 601
NS
60 Al, Si + polyester R 15y 73 Plasma 1.4 Failed
11 Metco 505 Mo alloy Rc 40-45 Plasma 0.5 65
12 Metco 81 NS 75 Cr2O3+ 20 NiCr Rc 37-39 Plasma 0.4 100
13 Chersteron
Abrasion
Putty
Epoxy + particles of
ceramic and Al silicate
Shore
D 88
Spatula 2.0 630
14 Devcon Carb.
A
Epoxy + SiC (Coarse) Shore
D 85
Spatula 3.0 Field Tested
15 Devcon
Paste
Epoxy + SiC (Fine) ShoreD 85
Spatula 2.0 Field Tested
4oatings number + " ; and 8 " +$ were tested in a liquid
impingementerosion test apparatus in accordance with /T* /tandard 0
81. The erosionresistance of samples +, #, 1, and were of a similar
order of magnitude asthe /F +$#$ steel reference material. /amples
&, ;, 8, and 7 failed the testas the coating came off the
substrate. The cavitation resistance of coatedsamples, measured
using a vibratory testing apparatus in accordance withmodified /T*
/tandard 0 1#, was generally lower than the carbon steelreference
material. The cavitation resistance of the ceramic"loaded
polymer,sample +1, was significantly lower than for the thermal
sprayed metal orceramic coatings.
Thermal spray and polymeric coatings were applied in a turbine
at the 0ov.>ento *unho! hydroelectric pro9ect of 4DBE (4ompanhia
Baranaense deFnergia, or Fnergy 4ompany of Barana J>ra!ilK.
4oatings number +, #, and -were applied over stainless steel weld
layers in areas of medium cavitation.Bolymer coatings number +&
and +; were applied in areas of low to mediumcavitation in the same
turbine. fter +;$$ hours of operations it wasobserved that coatings
+, #, and - were gone to various degrees, with therebeing more area
of coating - and less area of coating + gone. The polymericcoatings
+& and +; were completely gone in areas where the substrate
wasstainless steel, but in the area of carbon steel the coatings
were relatively
well retained. n these protected areas the intensities of
cavitation werelower. 'uring the same time of operation, the carbon
steel regions withoutcoatings, sub9ected to low or medium
cavitation, did not show any indicationof cavitation.
/oares et al. (+& concluded that despite their elevated
hardness and=orabrasion resistance, the best thermal sprayed
coatings were at best onlysimilar to carbon steel (/F +$#$ or 5/ 1$
stainless steel based on the
-
8/14/2019 Cavitation Testing Methods and Previous Research
10/120
cavitation resistance as evaluated in the laboratory tests.
dditionally, sincethese coatings can be applied only to a very
small thickness (i.e., $.; mm,they found little or no advantage
compared to conventional welded layers forturbine blades. n
additional problem of poor adhesion was observed duringthe field
tests in the hydroelectric turbine: the sprayed layers simply
peeled
off after a few months of operation (/oares et al. +&.
>ased on laboratoryand field data the researchers concluded that
thermal spray coatings werenot suitable in severe cavitation
applications.
Resultsof Marchand Hubble, 1996
4avitation testing of mostly weld materials and some other
coating materialswas conducted at the Tennessee
-
8/14/2019 Cavitation Testing Methods and Previous Research
11/120
Stoody 2110 weld 3.2 0.3 8
Hardco 110 Weld (Cr-Mn
steel)
3.7 0.4 9
304 Stainless Steel 7.0 0.7 10
Eutectic 646XHD 7.1 0.7 11
316 Stainless Steel 7.6 0.8 12
309 Stainless Steel Weld 9.1 0.9 13
308 Stainless Steel Weld 9.8 1.0 14
Eutectic Eutectrod 40 10.2 1.0 15
316 Stainless Steel Weld 13.4 1.4 16
347 Stainless Steel Weld 13.7 1.4 17
Carbon Steel 15.9 1.6 18
E7018 weld 16.5 1.7 20
Al - Bronze Weld 36.0 3.7 19Plasmadyne Plasma Spray
Stellite 21
105.6 10.8 21
Metco PFX-5000 114.00 11.6 22
Devcon pump repair epoxy 190.0 19.4 23
BelzonaCeramic EC overCeramic R
274.0 28.0 24
Hardco flame spray 110 660.0 67.3 25
Devcon WR2 792.0 80.08 26
Wear Cont. Tech Nylon II Surface delamination ---- 27
Hardco Spray Stellite 21 Surface delamination --- 28
S.S. Urethane Techthane 80
SS
Surface puncture --- 2829
Source: March and Hubble 1996.
>ased on the results of *arch and Hubble (+-, advanced weld
alloys suchas reca alloys (marketed as HydroloyC +1 provided
superior cavitationresistance and were recommended for use in areas
of severe cavitation. T
-
8/14/2019 Cavitation Testing Methods and Previous Research
12/120
4avitation e)periments were performed using a vibratory
apparatusaccording to /T* 0 1#, modified to place the test specimen
$.; mm belowthe vibrating steel disc of the ultrasonic horn. Tests
were conducted for up to; hours. The steady"state cavitation rates
of the coatings tested are given inTable 8. %or the cermet (metal
ceramic alloy and o)ide coatings tested, the
mass loss versus e)posure time revealed an almost constant
erosion ratebetween + and ; hours of testing.
4oatings investigated included stainless steel (1+-E,
self"flu)ing nickel"based alloys (Li4r%e>/i, type -$, tungsten
carbide"cobalt (54"+8 4o,chromium carbide"nichrome (4r14#"#; Li4r,
and chromium o)ide (4r#D1.The results demonstrated that H
-
8/14/2019 Cavitation Testing Methods and Previous Research
13/120
HVOF DJ 2700 Ethylene WC-Co 83-17 1399 7.2
HVOF JP-5000 Kerosene WC-Co 83-17 1420 6.3
Plasma A-3000 S Ar / H2 Cr3C2-NiCr 75-25 722 59.5
HVOF Top Gun Propane Cr3C2-NiCr 75-25 1021 17.6
HVOF Jet Kote Propane Cr3C2-NiCr 75-25 978 13.9HVOF DJ 2700
Ethylene Cr3C2-NiCr 75-25 1134 5.5
HVOF JP-5000 Kerosene Cr3C2-NiCr 75-25 1220 3.8
Plasma A-3000 S Ar / H2 Al2O3-TiO297-3 772 52.8
HVOF Top Gun Acetylene Al2O3-TiO287-13 972 24.7
Plasma A-3000 S Ar / H2 Cr2O3 1322 6.6
HVOF Top Gun Acetylene Cr2O3 1210 2.9
Bulk material: Stainless Steel X6 CrNiTi 18 10 (type 321) 226
5.5
Bulk material: Stainless Steel X2 CrNiMo 17 13 2 (type 316
L)
165 6.0
Source: Schwetzke and Kreye 1996.
Resultsof Musil, Dolhof, and Dvoracek1996
The wire arc spray (5/ process of functional and multilayered
coatingswas successfully used for the repair of vanes on reversible
%rancis turbines(*usil, 'olhof, and 'voracek +-. The two"wire arc
spray process employsthe spraying of two different wire materials
to create a mi)ed or gradedcoating structure. Lil and 4r stainless
steel were used for the two"wire arc
spraying. Lil (;M Li " ;M l is widely used in the power
industry. 5iresprayed Lil coatings have shown higher bond strengths
than plasmasprayed coatings and also maintain their high bond
strength at greaterthicknesses (@nger and 0rossklaus +#.
High"chromium stainless steel wasselected as the spray material for
the functional top"coat. 'ue to the severecavitation damage, with
some pit depths greater than #; mm, the depositionof very thick
coatings was required. 'amaged materials were removed andthe
surface cleaned and grit blasted before application of the repair
coating.
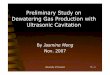
Thick multilayered coatings deposited by 5/ were evaluated for
therepair of vanes on a %rancis turbine. Three types of functional
graded
coating were evaluated: ( a duple) of high 4r stainless steel
with Lilbond coat, (> bond coat, graded Lil "4r stainless steel
coatings witha 4r stainless steel top coat, and (4 multilayered
graded Lil"4rstainless steel coatings with a 4r stainless steel
topcoat (%igure 8. Thealternating layers in the Lil"4r stainless
steel multicomponent gradedcoating were appro)imately +.; mm thick.
Eaboratory analysis showedthat the multilayered graded Lil"4r
stainless steel coatings (%igure84 yielded the best results with
the lowest residual stress.
-
8/14/2019 Cavitation Testing Methods and Previous Research
14/120
Figure7. WAScoatings(A) Duplexof highCr stainlesssteel with NiAl
bondcoat, (B) Bondcoat, gradedNiAl -Cr
stainlesssteel coatings,and Cr Stainlesssteel, (C)
Multilayeredbondand gradedNiAl-Cr stainlesssteel coatingsand
Cr stainlesssteel topcoat. Source:Musil, Dolhof, and
Dvoracek1996.
3epair was performed on large eroded areas (+"1 m# of the vanes
on a%rancis turbine. Eocali!ed cavitation damage with pit depth of
1$"1; mmma)imum was repaired by sprayed materials. *ultilayered
graded Lil"4rstainless steel coatings (%igure 84 were applied by
the 5/ process tostationary wicket gate supports in four
hydroelectric power stations locatedin the 4!ech 3epublic. The main
steps in the repair process were:
examinationalumina blastinghand working with power tools and
chemical cleaning
alumina blastinglocal WAS application of extremely damaged
partshand working with power tools and blastingWAS application of
functional multilayered graded coatingsapplication of special
sealshand working with power tools and special seal
application.
The seal material was not specified. fter 1$"1- months of
continuousoperation, the coatings applied by 5/ showed better
performance incomparison to the original carbon steel (*usil,
'olhof, and 'voracek +-.This demonstrated the successful use of
thermal spray coatings for the
repair of hydroelectric components and provides additional
support for theiruse. However, for severe cavitation damage, the
authors of the current studyrecommend weld repair. s will be shown,
advanced iron"based weld alloyssuch as '"4
-
8/14/2019 Cavitation Testing Methods and Previous Research
15/120
10 Conclusions, Recommendations, and Commercialization
Conclusions
The thermal spray coatings deposited by the high velocity
o)yfuel (H
-
8/14/2019 Cavitation Testing Methods and Previous Research
16/120
The cost of applying /telliteC - coatings to a hydroelectric
turbine in thefield, after the damaged surface was weld repaired,
was determined to beN+78 per sq ft. 5eld repair, by contrast, costs
three times as much.
The cost of applying /telliteC - using the H
-
8/14/2019 Cavitation Testing Methods and Previous Research
17/120
The use of thermal spray coatings, such as /telliteC - applied
by the H
-
8/14/2019 Cavitation Testing Methods and Previous Research
18/120
e)pressed interest in replacing currently used spray and fuse
coatings withH
-
8/14/2019 Cavitation Testing Methods and Previous Research
19/120
Appendix D: Proposed Draft CWGS for Thermal Spray Coating of
Hydroelectric Turbine Components
Prepared by
U.S. Army Corps of Engineers,
Portland District
Oregon
PROPOSED DRAFT GUIDE SPECIFICATION:
Thermal Spray Coating of Hyroele!tri! T"r#ine Component$
1. A!"#$%&'() !avitation and erosion damage to hydroelectric
turbines is a significantgeneration loss. *roded blade and throat
ring surfaces reduces turbine efficiency+ it also increasewaters
turbulence, which increases mortality of young fish passing through
the unit.
-. %*!/0*) /he objective is to coat affected turbine surfaces
with a non2fusion, thermal2sprayed erosion and
cavitation2erosion2resistant coating. /he coating will be applied
with the3igh elocity %xyfuel 43%5 spray process.
7. #*'*$A8
7.1 $*5*$*'!*S/he publications listed below form a part of this
specification to the extent referenced. /hepublications are
referred to in the text by basic designation only. 0n all listed
references, the mostcurrent version applies.
7.1.1 A9*$0!A' !%'5*$*'!* %5 #%*$'9*'/A8
0'(&S/$0A83:#0*'0S/S 4A!#03
A!#032;- /hreshold 8imit alues for iological Agents and
iological *xposure 0ndices
7.1. - A9*$0!A' 'A/0%'A8 S/A'(A$(S 0'S/0/&/* 4A'S0
A'S0 .1 Safety in Welding and !utting
A'S0
-
8/14/2019 Cavitation Testing Methods and Previous Research
20/120
A'S0
-
8/14/2019 Cavitation Testing Methods and Previous Research
21/120
SS! S 6 White 9etal last !leaning
7.- '%9*'!8A/&$*S
7.- 9etalliEing) /he term FmetalliEingF as used herein refers to
any of several application
methods for depositing thermal spray metal coatings.
7.-.- !onfined Space) A confined space is any space having
limited openings for entry and exit,not intended for continuous
occupancy and with unfavorable natural ventilation, which
couldcontain or have produced dangerous concentrations of airborne
contaminants or asphyxiants.!onfined spaces may include, but are
not limited to, storage tanks, holds of vessels, manholes,process
vessels, bins, boilers, ventilation or exhaust ducts, sewers,
underground utility vaults,tunnels, pipelines, trenches, vats, and
open2top spaces more than = feet in depth such as pits,tubs,
vaults, and vessels, or any place with limited ventilation.
7.-.7 %xygen (eficient) When cited within this document, the
term Foxygen deficientF shall
apply to any atmosphere with an oxygen concentration of 1>.D
percent or less.
7.-.= 0mmediately (angerous to 8ife or 3ealth 40(83) /hat
concentration of oxygen, carbondioxide, or other contaminant that
will cause incapacitating illness or death within a short periodof
time.
7.7 S&90//A8S
#overnment approval is reBuired for submittals with F#AF
designation+ submittals having F50%Fdesignation are for information
only.
7.7.1 S(2;6 0nstructions
7.7.1.1 Accident revention lan+ #A.
A written accident prevention plan that complies with
reBuirements of *97?D2121 Section 1,Frogram 9anagement,F and
Appendix A, F9inimum asic %utline for Accident reventionlanF. /he
Accident revention lan shall be prepared by a Bualified
occupational safety andhealth professional who has a minimum of 7
years experience in safety and industrial hygiene./he Accident
revention lan shall address the following reBuirements as a
minimum)
41 0dentification of !ontractor personnel responsible for
accident prevention.
4- 9ethods !ontractor proposes to coordinate the work of its
subcontractors.
47 8ayout plans for temporary buildings, construction of
buildings, use of heavy eBuipment, andother facilities.
4= lans for initial and continued safety training for each of
the !ontractorGs employees andsubcontractorGs employees.
-
8/14/2019 Cavitation Testing Methods and Previous Research
22/120
4D lans for traffic control and the marking of haEards to cover
waterways, highways and roads,railroads, utilities, and other
restricted areas.
(6) lans for maintaining good housekeeping and safe access and
egress at the jobsite.
(7) lans for fire protection and other emergencies.
4? lans for onsite inspections by Bualified safety and health
personnel. lans shall includesafety inspections, industrial hygiene
monitoring if reBuired, records to be kept, and correctiveactions
to be taken.
4> lans for performing Activity 3aEard Analysis for each
major phase of work. /he Activity3aEard Analysis shall include the
seBuence of work, specific haEards that may be encountered,and
control measures to eliminate each haEard.
41; rocedures for notifying the dam control room in the event of
an emergency reBuiring an
ambulance.
411 *vacuation procedures for the entire crew and for injured
individual
7.7.1.- !onfined Space rocedures+ #A.
A written confined2space procedure in compliance with *9
7?D2121, Section 6, F3aEardousSubstances, Agents and *nvironments,F
Subsection ;6.0, F!onfined Space,F on !onfined Spaces,as well as
any applicable 5ederal and local laws.
7.7.1.7 $espiratory rotection rogram+ #A.
A written respiratory protection program as specified in
->!5$ art 1>1;, Section 17=4b.
7.7.1.D Air Sampling+ #A.
lans for conducting air sampling by Bualified individuals for
toxic contaminants if the!ontractor uses wire or fluxes containing
beryllium, cadmium, fluorine compounds, lead,mercury, Einc or other
metals, and solvents or other chemicals regulated by the
%ccupationalSafety and 3ealth Act 4%S3A.
7.7.1.6 entilation Assessment+ #A.
A written plan for ventilation assessments to be performed by a
Bualified person for all confined2space work, solvent cleaning,
abrasive blasting, and metalliEing operations.
7.7.1.@ Worker 3aEard !ommunication rogram+ #A.
A written 3aEard !ommunication rogram as reBuired by ->!5$
art 1>1;, Section 1-;. /hewritten program shall describe how the
haEard communication program is to be implemented,
-
8/14/2019 Cavitation Testing Methods and Previous Research
23/120
labels and other forms of warning, material safety data sheets,
a chemical inventory, employeeinformation and training, methods the
employer will use to inform employees of haEardsassociated with
nonroutine tasks and unlabeled pipelines, and the methods the
employer will useto inform #overnment employees and subcontractors
of chemical haEards.
7.7.- S(2;? Statements
7.7.-.1 9edical Surveillance+ 50%.
A written record of physical examinations provided to all
employees who may be reBuired towear a respirator, who may be
exposed to excessive noise levels, or who may be exposed to
toxiccontaminants. (ocumentation shall include statements signed by
the examining physician foreach employee that the exam included the
minim reBuirements as described in the paragraph9edical
Surveillance
7.7.-.- Hualifications and *xperience+ #A.
A written Hualification and *xperience statement signed and
dated by the !ontractor and theHualified and !ompetent erson that
the !ontractor has selected to develop the reBuired safetyand
health submittal items and who will act as the !ontractorGs onsite
safety and healthrepresentative during the contract period, prior
to submission of other reBuired safety and healthsubmittal
items.
7.7.-.7. Safety 0ndoctrination lan+ #A.
(ocumentation of the safety indoctrination plan as described in
*9 7?D2121.
7.7.7 %perating rocedures
7.7.7.1 (escription of the Surface reparation rocedure+ #A
/he !ontracting %fficer shall supply the !ontractor with written
surface preparationreBuirements. /he !ontractor shall use these
surface preparation reBuirements and developwritten procedures for
the grit blast operation. /he operation procedure shall describe
the use ofnon2recycled grit to prevent contamination. 0t should
describe procedures to ensure that the gritblasted surface will be
free of moisture, oil and debris contamination including dust or
gritparticles settled on the surface. 0t should describe how the
resulting surface finish will have anangular grit blasted surface
with a minimum of 7;; microinches $a over a ;.1;; inch travel
with
a waviness cut off of ;.;7; inches. 0t should further describe
how the grit blast media will beremoved from the platform on a
continual basis for weight reasons. 0t should also summariEehow the
weight of the grit, eBuipment and personnel on the platform at any
time will not exceedthe load rating of the platform. /he procedure
shall be submitted and approved by the!ontracting%fficer.
7.7.7.- (escription of the /hermal Spray rocedure, #A
-
8/14/2019 Cavitation Testing Methods and Previous Research
24/120
/he !ontracting %fficer shall supply the !ontractor with a
written description of sprayparameters. /he !ontractor shall use
the spray parameters to develop written procedures for thespray
operation. /hese shall include at minimum the spray procedure and
allowable temperaturesof the surface prior to, during and after
thermal spray coating application. /he written thermalspray
procedure shall be submitted and approved by the !ontracting
%fficer.
7.7.7.7 Written 0nspection rocedures+ #A
/he !ontractor shall develop written inspection procedures. /he
inspection procedure shallinclude thickness and hardness
measurements. /he !ontractor shall describe the number andtype of
test panels that will be sprayed and tested during the spray
application. /he tests willinclude but are not limited to hardness
and thickness testing. /he !ontractor shall delineatewhere the
hardness test will be performed on2site such as in the !ontractors
vehicle or at thestaging area. /he hardness tester will be
calibrated against a calibrated traceable source testblock with
three indentations prior to testing samples. /he !ontractor will
describe the methodand source of calibration for the micrometers
and other thickness monitoring devices. /he
!ontractor shall describe in full the procedure to prepare the
test samples. /he written inspectionprocedures shall be submitted
and approved by the !ontracting %fficer.
7.7.=. S(2;> $eports
7.7.=.1. /hermal spray powder+ #A.A certified test report
showing the results of the reBuired tests made on the thermal spray
powderand a statement that it meets all of the specification
reBuirements.
7.7.D S(21= Samples
7.7.D.1 Sprayed !oating+ #A.
rior to the on2site efforts, the !ontractor shall supply
coatings applied to a minimum of = panelsof 7 inches x 7 inches I
;.-D inch [email protected] I @.6 cm I .6= cm steel plate. /he steel plate
shallhave the same chemical composition as the work surface to be
coated. /he samples shall beblasted and sprayed using the approved
written procedures, in the same approximate orientationas the work
surfaces. At no cost to the !ontractor, these panels will be tested
by the governmentfor hardness, as well as sectioned and
metallographically examined.
7.= 9A/*$0A8 SA5*/: (A/A S3**/S
/he !ontractor shall have at the work site 9aterial Safety (ata
Sheets 49S(S for all solvents,chemical mixtures, welding wire,
fluxes, powders, or any other product reBuired to have an9S(S as
specified in ->!5$ art 1>1;, Section 1-;. !ontractor shall
make reBuired 9S(Ssavailable to #overnment personnel who may be
exposed to those chemicals.
7.D SA5*/: A'( 3*A8/3 $%0S0%'S
7.D.1 #eneral
-
8/14/2019 Cavitation Testing Methods and Previous Research
25/120
7.D.1.1 All work performed under this contract shall comply with
the applicable provisions of the!orps FSafety and 3ealth
$eBuirements 9anual,F *9 7?D2121, and clauses below.
7.D.1.- /hermal Spray %perations) Airborne metal dusts, finely
divided solids, or otherparticulate accumulations shall be treated
as explosive materials. roper ventilation, good
housekeeping, and safe work practices shall be maintained to
prevent the possibility of fire andexplosion. /hermal spray
eBuipment shall not be pointed at a person or flammable
material./hermal spraying shall not be done in areas where paper,
wood, oily rags, or cleaning solventsare present. !onductive safety
shoes shall be worn in any work area where explosion is aconcern.
(uring metalliEing operations, including the preparation and
finishing processes,employees shall wear protective coveralls or
aprons, hand protection, eye protection, earprotection, and
respiratory protection.
7.D.- Safe Surface reparation rocedures
7.D.-.1 3oses, noEEles and controls shall be designed, operated
and maintained in accordance
with *9 7?D2121, Sections 6 and -;.
7.D.-.- Abrasive lasting $espirator
Abrasive blasting operators shall wear an Abrasive lasting
$espirator 4A$, which consists ofa continuous2flow air line
respirator constructed so that it will cover the workerGs head,
neck, andshoulders from rebounding abrasive. $espiratory eBuipment
shall be approved by the 'ational0nstitute for %ccupational Safety
and 3ealth andCor 9ine Safety and 3ealth Administration4'0%S3C9S3A.
!ompressed air shall meet at least the reBuirements of the
specification for/ype 1 #rade ( breathing air as described in !#A
#[email protected].
7.D.-.7 ersonal rotective *Buipment
lasting operators shall wear heavy canvas or leather gloves and
apron or coveralls. Safety shoesshall be worn to protect against
foot injury. 3earing protection shall be used during all
blastingoperations.
7.D.7 !leaning With !ompressed Air
!leaning with compressed air is restricted to systems where the
air pressure has been reduced to7; psi or less. !leaning operators
shall wear safety goggles or face shield, hearing protection,and
appropriate body covering. 0ndividuals shall not use compressed air
or pressuriEed gas to
clean clothes, hands, hair, or other areas on or near their
person. 0ndividuals shall not point acompressed air hose at any
part of their bodies or at any other person.
7.D.= !leaning With Solvents
9S(Ss shall be consulted for specific solvent information and
procedures in addition to thoselisted here. 5lammable liBuid with a
closed2cup test flash point below 1;; degrees 5 shall not beused
for cleaning purposes. Sources of ignition shall not be permitted
in the vicinity of solvent
-
8/14/2019 Cavitation Testing Methods and Previous Research
26/120
cleaning if there is any indication of combustible gas or vapor
present. Special precautions shallbe taken when metalliEing
materials that have been cleaned with hydrocarbon solvents.
Specificmeasurements shall be made to ensure that such solvent
vapors are not present during metalliEingoperations, especially in
confined spaces. $epresentative air samples shall be collected from
thebreathing Eone of workers involved in the cleaning process to
determine the specific solvent
vapor concentrations. Worker exposures shall be controlled to
levels below the %S3Aermissible *xposure 8imit as indicated in
-> !5$ art 1>1;, Section 1;;;, whichever is
morestringent.
7.D.D *lectrical Shock revention
7.D.D.1 *lectrical shock haEards shall be addressed by strict
observance of paragraphs .-6> and .1=@ of -> !5$ 1>1;.
!ontractor shall pay particular attention to the following)
41 #round protection for eBuipment and cords shall be present
and in good condition.
4- *lectrical outlets in use shall have #round 5ault !ircuit
0nterrupters 4#5!0 in addition toappropriate overcurrent
protection.
47 *lectrical circuit grounds and #5!0 shall be tested before
actual work begins.
4= Switches and receptacles shall have proper covers.
4D (amaged cords and eBuipment shall be immediately repaired or
replaced.
6 !ircuit breaker boxes shall be closed.
4@ !ords shall be approved for wet or damp locations. /he cords
shall be hard usage or extrahard usage as specified in '5A @;.
!ords shall not be spliced.
7.D.6 $espiratory rotection rogram. /he !ontracting %fficer or
his representative willdetermine if *ngineering controls are not
feasible, or during the time they are being installed,
the!ontracting %fficerGs representative may permit use of
appropriate certified respiratoryeBuipment to protect the health of
each employee who may be exposed to air contaminants.$espirators
shall be provided by the employer when such eBuipment is necessary
to protect thehealth of the employee. /he employer shall provide
the respirators which are applicable andsuitable for the purpose
intended. /he employer shall be responsible for the establishment
andmaintenance of a respiratory protective program. /he employer
shall use the provided respiratory
protection in accordance with instructions and training
received.
7.D.6.1 $eBuirements for 9inimal Acceptable rogram
1 Written standard operating procedures governing the selection
and use of respirators shall beestablished.- $espirators shall be
selected on the basis of the haEards to which the worker is
exposed.7 /he user shall be instructed and trained in the proper
use of respirators and their limitations.
-
8/14/2019 Cavitation Testing Methods and Previous Research
27/120
= $espirators shall be assigned to individuals for their
exclusive use.D $espirators shall be regularly cleaned and
disinfected after each use.6 $espirators shall be stored in a
convenient, clean, and sanitary location.@ Appropriate surveillance
of work area conditions and degree of employee exposure or
stressshall be maintained.
? /here shall be regular inspection and evaluation to determine
the continued effectiveness ofthe program.> ersons should not be
assigned to tasks reBuiring use of respirators unless it has
beendetermined that they are physically able to perform the work
and use the eBuipment. /he localphysician shall determine what
health and physical conditions are pertinent.1; Approved or
accepted respirators shall be used when they are available. /he
respiratorfurnished shall provide adeBuate respiratory protection
against the particular haEard for which itis designed in accordance
with established roject standards and by competent
authorities.11Air line couplings shall be incompatible with outlets
for other gas systems to preventinadvertent servicing of air line
respirators with nonrespirable gases or oxygen.1-reathing gas
containers shall be marked in accordance with American 'ational
Standard
9ethod of 9arking ortable !ompressed #as !ontainers.
7.D.6.- Written rogram) /he !ontractor shall establish and
implement a written respiratoryprotection program that shall
include instruction and training about respiratory haEards,
haEardassessment, selection of proper respiratory eBuipment,
instruction and training in proper use ofeBuipment, inspection and
maintenance of eBuipment, and medical surveillance. /he
writtenrespiratory program shall take into account current and
anticipated work conditions for eachwork area and shall be specific
for each work area. See sample written program, at
para.7.D.6.1;.
7.D.6.7 Administration) /he !ontractor shall designate a person
Bualified by appropriate training
andCor experience to be responsible for the respiratory
protection program and for conducting thereBuired periodic
evaluation of its effectiveness. Hualifications of the competent
person and theprogram content shall be reviewed and approved by the
!ontracting %fficer.
7.D.6.= 9edical Acceptability) efore a worker is permitted to
wear or be fitted for a respirator,the !ontractor shall obtain a
written statement from a licensed physician that the use of
arespirator in the course of employment will not be deleterious to
the workerGs health. /heemployeeGs physical status shall be
reviewed and reported in writing by the physician annually orat any
time the employee experiences difficulty while wearing a
respirator. /o ensure that thephysician is adeBuately informed of
the specific reBuirements of the examination, the !ontractorshall
provide the physician with information about conditions in each
work area such as, but notlimited to)41 /he type of respirator to
be used.
4- !ontaminants from which protection is sought.
47 ob description of the respirator user, including how often
and how long the respirator will beworn each day.
-
8/14/2019 Cavitation Testing Methods and Previous Research
28/120
4= *nvironmental stress that may be encountered, such as, but
not limited to, work to be donefrom an elevated platform,
confined2space work, excessive heat, and additional clothing that
willbe worn.
7.D.6.D 5it /esting) /he !ontractor shall provide respirators,
at no charge to the employee, that
are effective in reducing the maximum exposure to below the
permissible exposure limit. Atleast 7 facepiece siEes shall be
available from which to choose. After selecting the respirator,
theemployee shall wear it for a familiariEation period of 1;
minutes or more before fit testing. 5ittesting shall be
accomplished with irritant smoke or isoamyl acetate according to
procedures setforth in A'S0
-
8/14/2019 Cavitation Testing Methods and Previous Research
29/120
4= !ompressed air from cylinders shall meet the reBuirements of
#rade ( breathing air asdescribed in !#A #[email protected].
4D /he air intake for air compressors shall be located and
constructed so that contaminated air isnot drawn into the
compressor. 0n2line sorbent and high2efficiency filters shall be in
place to
improve the Buality of compressed breathing air. 5or
oil2lubricated compressors, an in2linecarbon monoxide detector
shall continuously monitor the breathing air. A warning and alarm
4-;ppm warning, 7; ppm alarm shall be conveyed to the user.
3igh2temperature warning andshutoff controls shall be installed on
compressors that are used for supplying breathing air.
7.D.6.>. Self2!ontained reathing Apparatus 4S!A) *mployees
who are reBuired to enter areasthat are oxygen2deficient or where
the toxic concentration is greater than 1;;; times the *8 or/8
andCor is 0(83, or in which the concentration is unknown, shall
wear a self2containedbreathing apparatus. 5or rescue, fire
fighting, and other unplanned events, the S!A shall havean air
supply of at least 7; minutes rated duration. 5or routine work in
areas that reBuire S!Alevel protection, a combination, full
facepiece, pressure2demand, air line respirator with an
auxiliary self2contained air supply of at least 1; minutes rated
duration may be used. *mployeeswho enter 0(83 areas wearing a
combination air lineCS!A shall use the air line respiratormode of
the apparatus as they work and move about in the 0(83 area. /he
auxiliary cylinder ofair is for emergency egress only. %nce used,
the cylinder shall be refilled. *mployees who maybe involved in
emergency use of S!A, as in rescue, shall have additional medical
tests tomeasure their reactions under stress and extreme physical
exertion.
7.D.6.1; Sample $espirator rogram)
Re$pirator Program
1. &$%S*)
/o establish a respiratory protection program. /his document is
designedspecifically as an implementation plan to insure eBuipment,
testing, training andpersonnel comply with &SA!* 4*$
7?D212>;, %S3A 41>1;.17=, and A'S04
-
8/14/2019 Cavitation Testing Methods and Previous Research
30/120
-. Assignment of $esponsibilities. /his paragraph provides a
checklist of the responsibilities forthe roject 9anager as well as
individual Supervisors.
A. /he roject, is responsible to)
JJJJJ1. (evelop a written S% for care and use of respirators.
4rovided in Section 0
JJJJJ-. ersonally supervise or appoint a Bualified individual to
coordinate all aspects of therespirator program. 4$efer to Section
0
JJJJJ7. $eview and revise this implementation plan on an
A''&A8 basis.
. /he Supervisor as manager of personnel assigned to a crew, is
responsible to)
JJJJJ1. $eview job duties and notify personnel and Safety
%ffices in writing of positions andspecific duties which reBuire
employees to use respiratory protection.
JJJJJ-. Assure the use of safety eBuipment as a provision of the
employeeGs job performancestandards.
!. /he employee is responsible for)
JJJJJ1. Wearing a respirator when reBuired, as well a
maintaining it properly.
JJJJJ-. 0mmediately leaving contaminated areas in the event of
respirator malfunction andnotifying supervisor.
JJJJJ7. /aking appropriate medical exams to retain Bualification
to wear respirators.
7. $espirator selection criteria. /his paragraph provides a
checklist of criteria necessary fordetermining proper respirator
selection through air monitoring and knowledge of site history.
JJJJJA. 9onitor area of respiratory haEard. /he use of a
continuously operating air monitorwith alarms 4such as a .
JJJJJ. &se tables taken from *$ 7?D212>; and !5$
1>1;.17= 4%S3A to determine properselection of respirator and
filters. 3ave these tables at the individual shop areas.
=. 9edical Surveillance of ersonnel. /his paragraph provides a
checklist to ensure thatpersonnel establish and maintain medical
clearance to use respirators.
JJJJJA. All personnel have been medically cleared to use
respirators.
____J. %n site documentation of medical clearances is
available.
JJJJJ!. System is set up for personnel to be re2checked on
medical clearance A''&A88:.
-
8/14/2019 Cavitation Testing Methods and Previous Research
31/120
D. $espirator 5itting, /esting, and roper &se. /his
paragraph provides a checklist to ensure thatproper fitting,
testing and maintenance are carried out on schedule.
JJJJJA. All personnel shall be fitted with personal respirators
4half2mask, full2mask assignedspecifically to that individual.
ositive and negative fit checking is reBuired A''&A88: by
trained tester. (ocument test results.
JJJJJ. All personnel have been fit tested using personal
respirators. Hualitative testing isacceptable 4irritant smoke,
isoamyl acetate, or saccharine mist. Hualitative testing needs
tooccur A''&A88: by trained tester. Huantitative testing needs
to occur S*902A''&A88: bytrained tester. (ocument test
results.
JJJJJ!. ersonnel using corrective lenses must be specially
fitted for lens inserts. 0nserts are tobe provided by employer.
JJJJJ(. System is set up for respirators to be fit checked and
fit tested. 4rovided in Appendix
!
JJJJJ*. $espirators are cleaned and inspected prior to each use
by following proper cleaningprocedure. 4$efer to Appendix (
JJJJJ5. 5or each action or project, a Bualified individual is
placed in charge of the respiratorprogram and specifically
supervises respirator use on site. /his individual is responsible
for)
1. &sing monitoring eBuipment and data, proper respirator
system is identified and reBuired forall personnel.
-. All communication systems for use during respirator use are
reviewed prior to enteringcontaminated area.
7. All operational, safety, and rescue procedures are outlined
in writing and reviewed withpersonnel prior to entering
contaminated area.
=. $eviewing and maintaining a working knowledge of all the
regulations and reBuirements forthe respirator program.
D. 9aintaining reBuired documentation of personnel training
4respirator training, medicalclearance, respirator fitting and
testing schedules, and appropriate reference documents.
$%/*!/0%' 5A!/%$S 5%$ A$/0!&8A/* 508/*$ $*S0$A/%$S
!oncentrations inmultiples of the 5acepiece ermissible*8 or /8
ressure $espirators
-
8/14/2019 Cavitation Testing Methods and Previous Research
32/120
Dx Single use dust
1;x 2 3alf2mask dust
2 3alf2 or Buarter mask fume
2 3alf2 or Buarter mask, high
efficiency
2 3alf2mask supplied air
D;x 2 5ull facepiece, high2
efficiency
2 5ull facepiece, supplied air
2 S!A
1;;;x 2 owered, high efficiency, all
enclosures
2 3alf2mask, supplied air, /ype !
positive pressure, demand mode.
-;;;x 2 Supplied2air with full
facepiece, hood, helmet orsuit, /ype ! positivepressure, demand
mode
1;;;;x 2 5ull facepiece, S!A
2 5ull facepiece supplied air with
auxiliary self2contained air supply
*mergency entry into 2 5ull facepiece S!Aunknown
concentrations
*scape only 1C 2 Any full facepiece S!A
2 Any self2rescuer
1C 0n an atmosphere which is immediately dangerous to life or
health.
-
8/14/2019 Cavitation Testing Methods and Previous Research
33/120
'%/*S)1 3alf2mask and Buarter2mask respirators should not be
used if the particulate matter causes eyeirritation at the use
concentrations.
- 5ull facepiece supplied2air respirators should not be used in
any atmosphere which is
immediately dangerous to life or health unless it is eBuipped
with an auxiliary air supply whichcan be operated in the positive
pressure mode.
$%/*!/0%' 5A!/%$S 5%$ #AS %$ A%$ $*S0$A/%$S!oncentrations
inmultiples of the 5acepiece ermissible*8 or /8 ressure
$espirators
1;x 2 3alf2mask chemical cartridge
respirator with F'ameF
cartridges, or canister half2mask, supplied2air
D;x 2 5ull facepiece gas mask or
chemical cartridge with F'ameFcartridges
or canister.
2 5ull facepiece S!A
5ull facepiece supplied2air
1;;;x 2 3alf2mask supplied2air
-;;;x 2 Supplied2air with full
facepiece, hood,helmetor suit
1;;;;x 2 5ull facepiece, S!A
2 5ull facepiece supplied air
with auxiliary self2containedair supply
-
8/14/2019 Cavitation Testing Methods and Previous Research
34/120
-
8/14/2019 Cavitation Testing Methods and Previous Research
35/120
testing program, provision of hearing protectors, employee
training programs, and a recordkeeping program.7.D.> rotective
!lothing
7.D.>.1 Appropriate protective clothing shall be reBuired for
spray or blast operations.
7.D.1; 3aEard !ommunication
/he !ontractor shall institute a worker haEard communication
program for employees inaccordance with !5$ -> art 1>1;,
Section 1-;;, and state and local worker Fright2to2knowFrules and
regulations. /here shall be a written program that describes how
the employer willcomply with the standard, how chemicals will be
labeled or provided with other forms ofwarning, how 9S(Ss will be
obtained and made available to employees, %S3A and
'0%S3representatives, and how information and training will be
provided to employees. /he programshall include the development of
an inventory of toxic chemicals present in the workplace,
cross2referenced to the 9S(S file. /he written program shall also
describe how any subcontractor
employees and the !ontracting %fficer will be informed of
identified haEards. Specific elementsof the program shall
include)
7.D.1;.1. A file of 9S(Ss for each haEardous chemical on the
chemical inventory, kept in alocation readily accessible during
each work shift to employees when they are in their work area.
7.D.1;.- !ontainers of haEardous chemicals in the workplace
shall have appropriate labels thatidentify the haEardous material
in the product, have appropriate health and safety warnings,
andinclude the name and address of the manufacturer or responsible
party.
7.D.1;.7 /raining on)
41 rovisions of the haEard communication standard.
4- /he types of operations in the work areas where haEardous
chemicals are present.
47 /he location and availability of the writtenprogram and
9S(Ss.
4= (etecting the presence or release of toxicchemicals in the
workplace.
4D /he visual appearance, odor, or other warning oralarm
systems.
46 /he physical and health haEards associated withchemicals in
the workplace.
-
8/14/2019 Cavitation Testing Methods and Previous Research
36/120
4@ Specific measures to protect from the haEards inthe work
areas such as engineering controls, safe work practices, emergency
procedures, andprotective eBuipment.
7.D.11 9edical Surveillance
*mployees reBuired to work with or around solvents, blasting,
flame2 or arc2spray operations,respiratory eBuipment, those exposed
to noise above ?D dA continuous or 1=; dA impact, orthose who are
reBuired to use respiratory protective devices shall be evaluated
medically. /he!ontractor shall provide a written record of the
physical examination to all employees that maybe reBuired to wear a
respirator, those who may be exposed to high noise, or who may
beexposed to toxic contaminants. /he documentation shall include a
statement signed by theexamining physician that the employeesG
exams included the following as a minimum)
41 Audiometric testing and evaluation.
4- 9edical history with emphasis on the liver, kidney, and
pulmonary system.
47 /esting for an unusual sensitivity to chemicals.
4= Alcohol and drug use history.
4D #eneral physical exam with emphasis on liver, kidney, and
pulmonary system.
46 (etermination of the employeeGs physical and psychological
ability to wear protectiveeBuipment, including respirators, and to
perform job2related tasks.
4@ (etermination of baseline values of biological indices to
include)
[email protected] 8iver function tests such as S#%/, S#/, #!/, alkaline
phosphatase, and [email protected] !omplete [email protected] *"#.4@.=
lood urea nitrogen 4&'[email protected] Serum [email protected] ulmonary
function tests, 5!, and 5*.4@.@ !hest x2ray 4if medically
indicated.4@.? lood lead 4for those individuals who may be exposed
to lead.4@.> Any other criteria deemed necessary by the
!ontractor physician and approved by the
!ontracting %fficer.
7.6 !%'50'*( SA!* $%!*(&$*S
oint of *ntry 2 !larification 2 0n 'ovember 1>>=, %3SA
published a technical clarification forpoint of entry or exit to
the permit2reBuired confined space standard. /he rule defines entry
as+the action by which a person passes through an opening into a
permit2reBuired confined space.
-
8/14/2019 Cavitation Testing Methods and Previous Research
37/120
*ntry includes ensuing activities in that space and is
considered to have occurred as soon as anypart of the entrantGs
body breaks the plane of an opening into a space.
7.6.1. /he following standards take precedence over the
ermit2$eBuired !onfined Space *ntrystandard for the haEards they
address)
-> !5$ 1>1;.1-;4b4=4ii0 /he 3aEardous Waste Site Specific
Safety K 3ealth plan mustaddress confined space entry
procedures.-> !5$ 1>1;.-D-4a4=4i $emoval of arc welding
electrodes during suspension of work inconfined spaces.-> !5$
1>1;.-D-4b4=4i to 4vii rotection of personnel welding in
confined spaces+4ventilation, securing welding eBuipment,
lifelines, electrode removal, gas cylinder shut2off,warnings.->
!5$ 1>1;.-D-4c4= 3ealth protection and ventilation during
welding operations in confinedspaces.-> !5$ 1>1;.-D-4c4>
Specifies ventilation K respiratory protection reBuirements for
welding
in confined spaces using cadmium2bearing filler material.->
!5$ 1>1;.-D-4c41; Specifies local exhaust ventilation or
respiratory protection for weldingK cutting mercury2coated or
mercury2bearing materials, including paint, in confined
spaces.-> !5$ 1>[email protected] $eBuires that work not be performed
in confined space until is determinedthrough atmospheric testing,
that the space is not haEardous.-> !5$ 1>[email protected] $eBuires
ventilation K respiratory protection, with standby person, whenhot
work is done in confined spaces.-> !5$ 1>[email protected] Specific
reBuirements for welding, cutting, or heating of toxic metals
inconfined spaces.-> !5$ 1>1?.>7 Addresses entry into
storage spaces or tanks where potential haEardousatmospheres
exist.
7.6.-. 3aEards of !onfined Space) *ach employee and their
supervisor is responsible forimplementing policies to properly
handle work in permit reBuired confined spaces. 0n the area ofermit
$eBuired !onfined Spaces, where one mistake can easily lead to
permanent injury ordeath, it is very important that you o not
e&iate in any 'ay from appro&e an$tanari(e $afe operating
pro!e"re$%
7.6.7. /esting the Atmosphere) Atmospheric testing is an
important part of verifying that permitspaces are safe to enter.
&se only approved eBuipment and maintain and calibrate all
testersaccording to the manufacturers specifications. Safety
experts recommend that the first set of testsbe performed by remote
probe before anyone enters the permit space. /est all areas and
levels ofthe space since heavier haEardous vapors will collect at
the bottom while lighter ones will collectat the top.
7.6.7.1.%xygen /esting0n any permit confined space, test to make
sure there is enough oxygen to support life. 0f theatmospheric
concentration is less than 1>.DL, %S3A considers the air o)ygen
efi!ient%0f theconcentration is greater than -7.DL %S3A considers
the air o)ygen enri!he%Air that containstoo much oxygen increases
the danger of fire.
-
8/14/2019 Cavitation Testing Methods and Previous Research
38/120
7.6.7.-. 5lammability /esting
After the oxygen test, check the atmospheresG flammability. /his
is measured in terms of 8ower5lammable 8imit, or 858. /he 858 is
the lowest concentration of a vapor that will explode orburn if it
comes in contact with a source of ignition. %S3A considers the
atmosphere in a
confined space to be haEardous if it contains a vapor
concentration more than 1;L of the 858.
7.6.7.7. /oxicity /esting
/he third test is for toxicity. 0f you know of any haEardous
substance that have been stored in thespace, or could be present in
the space, use the appropriate detector to check for those
materials.5or most materials toxicity is measured in terms of the
ermissible *xposure 8imit or *8. /hisis the concentration of the
toxin in the air that most people could safely be exposed to over
aneight hour workday and is measured as a /ime Weighted Average
4/WA. 0n a confined spaceany concentration of a toxin greater than
its *8, or other published safety limits, is haEardous.
Ga$ Phy$i!al
Chara!teri$ti!$
*E* + ,ol"me To)i!ity -PE*.
!arbon 9onoxide colorless C odorless 1-.DL 7D ppm 4;.;;7DL
3ydrogen Sulfide colorless C rottenegg odor
=L 1; ppm 4;.;;1L
9ethane colorless C odorless DL 'on2toxic 4replaces
%-
#asoline apors colorless C sweetodor
1L 7;; ppm 4;.;7L
7.6.=. entilation
When the atmosphere of a permit space is haEardous according to
any of these tests, the haEardatmosphere must be controlled before
entry is allowed.&sually this is done with ventilation.
0fventilation is used, retest the air with the system on. /he
procedures for managing work in
confined spaces shall include those reBuirements listed in *9
7?D2121, Section 6, F3aEardousSubstances, Agents, and
*nvironmentsF, Subsection ;6.0 F!onfined Space+F and
->!5$1>1;.1=6. efore entry into a confined space, a written
procedure shall be prepared, and shall beapproved by the
#overnment. /he procedure shall include, but not be limited to, the
followingreBuirements)
4a A description of the methods, eBuipment, and procedures to
test for oxygen content andcombustible and toxic atmospheres in
confined spaces prior to entry and during work.
-
8/14/2019 Cavitation Testing Methods and Previous Research
39/120
4b *mergency procedures for each type of confined space work,
including methods ofcommunication, escape, and rescue.
4c Air monitoring by Bualified individuals, and a certificate of
calibration for all air monitoringeBuipment.
4d /raining in confined2space procedures for all affected
personnel. /raining shall include)confined2space haEards,
evaluation of confined2space atmospheres, combustible2gas
indicatoroperation, entry procedures, attendant reBuirements,
isolation and lockout, preparation ofconfined areas, respiratory
protection, communication, safety eBuipment, no smoking policy,
useof entry permits, and appropriate escape and rescue
procedures.
4e *mergency drills prior to confined2space work to ensure the
adeBuacy of the procedures. Arescue test shall be performed to
ensure that rescue eBuipment will fit through the
confined2spaceentrance and to test and practice other
confined2space procedures such as communication.
4f A stand2by person to be present outside the confined space
while workers are inside. /heattendant shall be trained in the
duties of a stand2by person including appropriate rescueprocedures.
/he stand2by person will have no other duty except to attend the
entrance of theconfined space, be in constant communication with
the confined2space workers, and to perform arescue, if needed, with
a self2contained breathing apparatus 4minimum air supply of 7;
minutes.
4g 0nspection of personal protective eBuipment prior to
entry.
4h entilation of the confined space.
40 $eal2time monitoring of the concentrations of combustible
gases or solvent vapors during
occupancy.
7.@ SA5*/: 0'(%!/$0'A/0%' 8A'
/he documentation shall include training records for all
personnel employed by the !ontractor inthe following minimum
reBuirements)[email protected] /he !ontractorGs general safety policy and
[email protected] $eBuirements of the employer and contents of *9
7?D2121 section on project [email protected] *mployerGs responsibilities
for safety.7.@.= *mployeeGs responsibilities for [email protected]
9edical facilities and reBuired treatment for all accidents.
[email protected] rocedures for reporting or correcting unsafe
conditions.7.@.@ rocedures for cleaning and surface preparation in
a safe manner.7.@.? 5ire fighting and other emergency
training.7.@.> ob haEard and activity analysis reBuired for the
Accident revention [email protected]; AlcoholCdrug abuse policy.
7.? (*80*$:, S/%$A#*, A'( 3A'(80'#
-
8/14/2019 Cavitation Testing Methods and Previous Research
40/120
7.?.1 /hermal Spray owder
/hermal spray powder shall be packaged, shipped, and stored in
conformance with AS/9 (7>D1. !ommercial packaging shall protect
items against physical and environmental damageduring shipment,
handling, and storage. /hermal spray powder shall be protected
against
corrosion, deterioration, and damage during shipment. rotection
shall be that used fordistribution directly to a using customer or
subseBuent redistribution as reBuired. 0ndividualpowder containers
and shipping containers shall be clearly and durably labeled to
indicatecontract numbers, specification number, material type, lot
number, net weight, date ofmanufacture 4month and year, and
manufacturerGs or distributorGs name. /hermal spray powdershall be
stored under cover and protected from the elements.
7.?.- Solvents
Solvents and other flammable materials shall be stored in
approved, labeled containers. 8ocalexhaust ventilation shall be
provided, where practical, to remove such gases or vapors at
the
source. *xhaust ducts shall discharge clear of working areas and
away from sources of ignition.*lectric motors for exhaust fans
shall not be placed in areas where flammable materials are
beingused. 5ans shall have nonferrous blades. ortable air ducts
shall be constructed of nonferrousmaterials. 9otors and associated
control eBuipment shall be properly maintained and
grounded.(ilution ventilation may be used to reduce the
concentration of vapors to below the lowerexplosive limit 48*8.
(ilution ventilation rates to control explosive haEards shall not
be appliedin those situations where workers are exposed to the
vapor. 0n those cases, the more stringentthreshold limit value 4/8
or permissible exposure limit 4*8 shall be used for health
haEardcontrol. Sources of ignition shall not be permitted in areas
where flammable liBuids are stored,handled, and processed. Suitable
'% S9%"0'# %$ %*' 58A9* signs shall be posted in allsuch areas.
Suitable fire extinguishing eBuipment shall be immediately
available in the work area
and shall be maintained in a state of readiness for instant use
by appropriately trained workers.
7.?.7 ressure Systems
7.?.7.1 !ompressed gas cylinders shall be handled in accordance
with A'S0 .1 and with!#A 21. %nly special oxidation2resistant
lubricants may be used with oxygen eBuipment+grease or oil shall
not be used.
7.?.7.- 9anifolding and pressure reducing regulators, flow
meters, hoses, and hose connectionsshall be installed in accordance
with A'S0 .1. A protective shield shall be placed between aglass
tube flow meter and the spray gun. ressure connecting nuts shall be
drawn up tight, but
not overtightened. 0f a fitting cannot be sealed without
excessive force, it shall be replaced.!ompressed air for thermal
spraying or blasting operations shall be used only at
pressuresrecommended by the eBuipment manufacturers. /he air line
should be free of oil and moisture.!ompressed air, oxygen, or fuel
gas shall not be used to clean clothing.
7.?.= /hermal Spray *Buipment
-
8/14/2019 Cavitation Testing Methods and Previous Research
41/120
7.?.=.1 /hermal spray eBuipment shall be maintained and operated
according to themanufacturerGs instructions. /hermal spray
operators shall be fully trained in and familiar withspecific
eBuipment before starting an operation. alves shall be properly
sealed and lubricated.5riction lighters, pilot light, or arc
ignition methods of lighting thermal spray guns shall be used.0f a
gun backfires, it shall be extinguished as soon as possible.
$e2ignition of a gun that has
backfired or blown out shall not be attempted until the cause of
the trouble has been determined./hermal spray guns or hoses shall
not be hung on regulators or cylinder valves. #as pressureshall be
released from the hoses after eBuipment is shut down or left
unattended.
7.?.=.- %il shall not be allowed to enter the gas mixing
chambers when cleaning flame2sprayguns. %nly special
oxidation2resistant lubricants shall be used on valves or other
parts of flame2spray guns that are in contact with oxygen or fuel
gases.
7.?.D entilation8ocal exhaust or general ventilation systems
shall be provided to control toxic fumes, gases, ordusts in any
operations not performed in the open. When toxic particulates are
removed from a
work area, a dust collector shall be used to trap the dust and
prevent contamination of thesurrounding areas and the general
environment.
7.?.6 /oxic 9aterials
9etalliEing shall be done only with appropriate respiratory
protection and adeBuate ventilation.Spraying such metals as cobalt,
nickel and tungsten in an enclosed space shall be performed
withgeneral mechanical ventilation, air line respirators, or local
exhaust ventilation sufficient toreduce the fumes to safe limits
specified by A!#032;-. *mployee exposures shall be controlledto the
safe levels recommended by A!#032;- or prescribed by !5$ -> art
1>1;, whichever ismore stringent.
7.> A0$ SA980'#
Air sampling shall be performed before entry to any confined
space, during confined2space entrythat involves
contaminant2generating operations such as flame2spray operations,
and in areaswhere ventilation is inadeBuate to ensure that air
contaminants will not accumulate.
= $%(&!/S
=.1 SA980'# A'( /*S/0'#
=.1.1 #eneral
atches or lots of thermal spray powder shall be stored at the
project site or segregated at thesource of supply sufficiently in
advance of need to allow 1= days for sampling and testing.
/he!ontractor shall notify the !ontracting %fficer when the thermal
spray powder is available forsampling. All sampling shall be
performed in accordance with 9082S/( 1;D. 5or samplingpurposes, the
unit of product shall be a container of powder. Sampling of each
lot will bewitnessed by a representative of the !ontracting %fficer
unless otherwise specified or directed.
-
8/14/2019 Cavitation Testing Methods and Previous Research
42/120
Samples of thermal spray powder submitted for approval shall be
clearly labeled to indicate typeof coating material, lot number,
date, and name of manufacturer, total weight represented by
lots,and contract number.
=.1.- Sprayed !oating
0f any of the thermal sprayed coating 1C- inch sBuare 416; sB.
mm or larger can be lifted fromthe substrate with a knife or
chisel, without actually cutting the metal away, the adhesion will
bedeemed deficient. At the !ontracting %fficerGs discretion,
thermal sprayed coating systems mayalso be tested for adhesive
strength in accordance with AS/9 ! 677. 0f so tested, the
adhesionshall be D;;; psi 4--,-=; ascal. /hermal2sprayed surfaces
which have been rejected for pooradhesion shall be blast cleaned
and recoated. /he test plate will also be used as a workingstandard
to determine the acceptability of work in progress and the
completed job. 0n the eventthat the !ontractorGs metallic coating
is inferior to the accepted sample, the !ontractor shall bereBuired
to correct the coating by an approved repair method.
D. 9A%$ $*H&0$*9*'/S)
&sing 3igh elocity %xygen 5uel type spray process, the
!ontractor shall apply MStelliteN 6O inaccordance with this
specification. 0n order to accomplish this work, it shall be
necessary for the!ontractor to perform the following tasks)
D.1 !%%$(0'A/0%' 9**/0'#
/he !ontractor shall attend a coordination meeting with the
!ontracting %fficer, worksitepersonnel, and &SA!*$8 personnel
or their designates before start of work. 9eeting date andtime will
be mutually agreed upon by the participants. /he purpose is to
review the work
procedures and areas to be coated, any other technical issues,
and safety and operationalconcerns.
D.- S0/* $*A$A/0%'
D.-.1 *levator and crane service to the staging area MwillCwill
notO be available to the contractor.MAt the !ontractorGs option,
the !ontractor may supply an electric crane, up to - ton capacity,
toassist in moving eBuipment to the staging area. /he crane will be
tested in accordance with *97?D2121.O
D.-.- /he area at the turbine MwillCshallO be prepared by
MresidentCcontractorO personnel by
supplying a platform suspended below the turbine blades. /his
platform shall have a load ratingthat will provide safe support to
personnel and eBuipment.
MD.-.7 /he !ontractor shall supply lighting for the general area
and task lighting for the surfacepreparation, coating application
and inspections.O
D.7 S&$5A!* $*A$A/0%'
-
8/14/2019 Cavitation Testing Methods and Previous Research
43/120
D.7.1 M/he turbine will be dewatered by dam personnel. /he
surface of the blades and throat ringwill have residual water and
potentially residual river debris such as silt particles which
areunacceptable for thermal spray coating application.O Any
moisture and debris shall be removedprior to thermal spray coating
application. /he !ontractor shall use the submitted and
approvedsurface preparation procedure. 0t should describe how the
resulting surface finish will have an
angular grit blasted surface with a minimum of 7;; microinches
$a over a ;.1;; inch travel witha waviness cut off of ;.;7;
inches.
D.7.- Surfaces to be metalliEed shall be clean before
application of metallic coatings. /heremoval of oil and grease
shall be accomplished with mineral spirits or other low
toxicitysolvents having a flash2point above 1;; degrees 5 before
abrasive cleaning is started. Solventcleaning shall be done with
clean cloths and clean fluids to avoid leaving a thin film of
greasyresidue on the surfaces being cleaned. !leaning, and
metalliEing shall be so programmed thatdust, dry spray, or other
contaminants from the cleaning and painting operations do
notcontaminate surfaces ready for metalliEation or painting.
Surfaces not intended to be metalliEedshall be suitably protected
from the effects of cleaning and metalliEing operations.
9achinery
shall be protected against entry of blast abrasive and dust into
working parts.
D.7.7 /he !ontractor shall supply all necessary and appropriate
grit blast eBuipment includinggrit hoppers, grit blast guns
including all consumable parts, hoses, electrical lines and cables
andnecessary safety eBuipment.
D.7.= /he !ontractor shall grit blast the areas to be coated.
/he grit blast operation will use non2recycled grit to prevent
contamination. #rit blast media will be removed from the platform
on acontinual basis. /he weight of the grit, eBuipment and
personnel on the platform at any time shallnot exceed the load
rating of the platform.
D.7.D /he #overnment may inspect the grit blasted surface prior
to the application of coating./he contractor shall notify the
!ontracting %fficer for #overnment approval prior to
coatingapplication. /he surface will be compared to previously
prepared grit blasted standard for surfacetexture. /he grit blasted
surface will be free of moisture, oil and debris contamination
includingdust or grit particles settled on the surface. /he
!ontractor shall use the procedure submitted andapproved under
section 7.7.7.1.
D.7.6 5errous surfaces to be metalliEed shall be dry blast
cleaned to a white metal grade inaccordance with SS! S 6. All
surfaces to be metalliEed shall be blast cleaned to the
specifiedsurface profile as measured by AS/9 ( ==1@, 9ethod !. Weld
spatter not dislodged by blastingshall be removed with impact or
grinding. Surfaces shall be dry at the time of blasting. Within
=hours of blasting, and prior to the deposition of any detectable
moisture, contaminants, orappearance of corrosion, all ferrous
surfaces that have been blast cleaned to the white metalgrade shall
be cleaned of dust and abrasive particles by brushing, vacuum
cleaning, andCorblowdown with clean, dry compressed air, and given
the first spray of metallic coating.
D.= /3*$9A8 S$A: A80!A/0%'
D.=.1 #eneral
-
8/14/2019 Cavitation Testing Methods and Previous Research
44/120
/he thermal spray coating shall have a uniform appearance. /he
coating shall not contain any ofthe following) blisters, cracks,
chips or loosely adhering particles, oils or other
internalcontaminants, pits exposing the substrate, or nodules. All
metalliEing coats shall be applied insuch a manner as to produce an
even, continuous film of uniform thickness tapering down within=
inches of the edge of the coating. /hermal spray eBuipment shall be
operated using Bualified
personnel in accordance with the manufacturerGs recommendations.
9etalliEing and welding inthe vicinity of previously painted
metalliEed surfaces shall be conducted in a manner thatprevents
molten metal from striking the paint and otherwise minimiEes paint
damage. aintdamaged by welding or metalliEing operations shall be
restored to original condition. 9etalliEingshall not extend closer
than 7C= inch 4-; mm to surfaces that are to be welded.
D.=.1.1 /he coating MStelliteN 6O shall be applied to an average
thickness of -;.; mils for thecompleted system. /he thickness at
any one point shall not be less than 1D.; mils with theexception of
edge feathering as stated in Section D.D.-.1. Alternate spray
passes shall be appliedat right angles until the specified coating
thickness is achieved.
D.=.1.- Atmospheric and Surface !onditions
9etallic coating shall be applied only to surfaces that are a
minimum of D P5 above the dew pointand that are completely free of
moisture as determined by sight and touch. 9etallic coating
shallnot be applied to surfaces upon which there is detectable
frost or ice.
D.=.1.7 /ime etween Surface reparation and 9etalliEing
Surfaces that have been prepared for metalliEing shall receive
the first coat of metallic coating assoon as practicable after
surface preparation has been completed. /he first coat shall be
appliedprior to the appearance of flash rust or within = hours of
abrasive blasting, whichever is sooner.
D.=.- Application of /hermally Sprayed !oating
D.=.-.1 /he specific area to be coated will be defined by
!ontracting %fficer in the coordinationmeeting. /he location of the
edges of the coated area adjacent to the uncoated areas are
definedto within 7 inches. 9asking shall only be used in an area of
at least 1 foot extending from theblade roots. %n the other edges
of the coating, the transition from coating to no coating will
befeathered over an area of 1 to = inches. /his will allow the
coating to transition from theprojected .;-; inch thickness to Eero
coating thickness.
D.=.-.- /he !ontractor shall apply the coating system in
accordance with the application
parameters submitted and approved by the !ontracting %fficer.
/hese application parametersshall be within the normal operating
range for the 3%5 application eBuipment.
D.=.-.7 !overage and 9etalliEed !oating /hickness
!oating thickness shall be measured in accordance with SS! A -,
and shall be measured withone of the gauges listed below. #auges
shall be calibrated on metal substantially the same incomposition
and surface preparation to that being coated and of similar
thickness, or have a
-
8/14/2019 Cavitation Testing Methods and Previous Research
45/120
minimum thickness of ;.-D inch 4;.6= cm. !alibration thickness
standards 4shims shall be of ametallic composition similar to that
of the material being sprayed. Where only one thickness isspecified
4i.e., either a minimum or an average, the calibration shimGs
thickness shall closelyapproximate the specified thickness. Where
two thicknesses are specified, the shimGs thicknessshall closely
approximate an average of the two. !alibration instructions,
thickness standards,
and in the case of the 9ikrotest gauge, a calibration tool shall
be obtained from the manufactureror supplier of the gauge.
AuthoriEed thickness gauges are)
41 #eneral *lectric, /ype , #eneral *lectric !ompany.
4- 9ikrotest, *lectrophysik2"oln.
47 *lcometer, *lcometer 0nstruments, 8td.
4= 0nspecter #auge, *lcometer 0nstruments, 8td.
4D 9initector, *lcometer 0nstruments, 8td.
46 ositector -;;;, (e5elsko !orporation.
D.=.7 /hermal Spray Huality !ontrol
D.=.7.1. 0n addition to the Huality !ontrol lan, (ocumentation,
Section 1=.1.>, the !ontractorshall submit copies of the
following certifications forms)
41 owder physical characteristics, including chemistry, powder
particle siEe, powder type,manufacturer or supplier, manufacturerGs
reference or stock numbers and lot numbers.
4- 5or each of the lots of grit including chemistry or type,
grit particle siEe, manufacturer orsupplier, manufacturerGs
reference or stock numbers and lot numbers.
47 5or each of the lots of gas used in the performance of the
contract including chemistry,manufacturer or supplier,
manufacturerGs reference or stock numbers and lot numbers.
D.=.7.- Samples of owder and #rit
/he !ontractor shall supply a sample of not less than -D; grams
of each of the lots of thepowders and grit actually used on the
job. /hese samples will be used only for laboratory
analysis purposes by the government and not for acceptance
criteria.
D.=.7.7 Samples for Acceptance !riteria.
/he !ontractor shall use the submitted and approved surface
preparation and the thermal sprayprocedures to prepare samples for
Buality acceptance. /he !ontractor shall use the submitted
andapproved inspection plan to evaluate these samples. 5inal
acceptance shall be made by the
-
8/14/2019 Cavitation Testing Methods and Previous Research
46/120
!ontracting %fficer..
6 S/A$/ (A/*
/he period of performance will be between M JJJJJJJJJJ and
JJJJJJJJJJJ O. /he !ontractormay begin to mobiliEe on2site before
the start date. /he !ontractor shall completely vacate
the#overnment premises by M JJJJJJJJJJ O.
@ W%$" %' A #%*$'9*'/ 0'S/A88A/0%'
@.1 0'S&$A'!*
@.1.1 /he !ontractor shall, at its own expense, provide and
maintain during the entireperformance of this contract at least the
following kinds and minimum amounts of insurance.
@.1.1.1 WorkmenGs !ompensation and *mployerGs 8iability
0nsurance in the minimum amount ofQ7;;,;;;.
@.1.1.- !omprehensive bodily injury and property damage
liability+ minimum limits ofQ1,;;;,;;; for injury to or death of
any person and Q-,;;;,;;; for each accident or occurrencefor bodily
injury liability+ and Q7;;,;;; for each accident or occurrence for
property damageliability.
@.1.1.7 Automobile bodily injury and property damage liability+
minimum limits of Q1,;;;,;;;for injury to or death of any one
person and Q-,;;;,;;; for each accident or occurrence forbodily
injury+ and Q1;;,;;; for each accident or occurrence for property
damage liability.
@.- 0'S&$A'!* !*$/050!A/0%'
efore commencing work under this contract, the !ontractor shall
certify to the !ontracting%fficer in writing that the reBuired
insurance has been obtained. /he policies evidencing
reBuiredinsurance shall contain an endorsement to the effect that
any cancellation or any material changeadversely affecting the
#overnmentGs interest shall not be effective 41 for such period as
thelaws of the State which this contract is to be performed,
prescribed, or 4- until 7; days after theinsurer or the !ontractor
gives written notice to the !ontracting %fficer, whichever period
islonger.
@.7 0'S*$/0%' %5 !8A&S*S
/he !ontractor shall insert the substance of this clause,
including this paragraph, in subcontractsunder this contract that
reBuire work on a #overnment installation and shall
reBuiresubcontractors to provide and maintain the insurance
reBuired in the Schedule or elsewhere in thecontract. /he
!ontractor shall maintain a copy of all subcontractorsG proofs of
reBuired insurance,and shall make copies available to the
!ontracting %ffice upon reBuest. 45A$ D-.--?2D.
-
8/14/2019 Cavitation Testing Methods and Previous Research
47/120
?. $*2*$5%$9A'!* !%'5*$*'!*. Within 7 working days after the
date of receipt ofsigned contract, call the !ontracting %fficer,
and make arrangements for a pre2performanceconference to be held M
JJJJJJJJJJJJJJ O. /he purpose of the conference is to verify
submittalreBuirements, discuss construction and testing procedures,
shop drawings, administration of the
system, interrelationship of !ontractor Huality !ontrol and
#overnment Huality Assurance, andto develop mutual understanding
relative to details of the !H! system, including the forms to
beused for recording the !H! operations.
> %0'/ %5 !%'/A!/) /he technical point of contact is the
#overnment Huality Assurance$epresentative 4#HA$. 'o government
personnel other than the !ontracting %fficer will havethe authority
to modify any terms of the contract, or to do other than clarify
technical points orsupply relevant information. Specifically, no
reBuirement in this statement of work may bealtered as a sole
result of verbal clarifications.
1; *$0%( %5 S*$0!*) /he contractor may begin delivering and
storing eBuipment at
M JJJJJJJJJJ O owerhouse after M JJJJJJJJJJJJ O. /he #overnment
will provide access to theworksite after M JJJJJJJJJJJO. All work
to be performed under this contract shall be completedby M
JJJJJJJJJJ O.
11 !%'/$A!/%$GS %*$A/0%'S
11.1 #*'*$A8. /his section covers the general reBuirements
applicable to specific !ontractorGsoperations or eBuipment for work
performed at the M JJJJJJJJ O.
11.- W%$" A$*A A'( A!!*SS
11.-.1 Access $oads. Access to M 4worksite O by the !ontractorGs
personnel shall be fromM JJJJJJJJJJJJJJ O. !hecking on possible
transportation restrictions is the !ontractorGsresponsibility. /he
existing access roadways shall not be closed as a result of
activitiesassociated with this contract. /raffic delays will only
be permitted in accordance with theprovisions of this section. 0n
the event that existing roadways used for access purposes
aredamaged, the damages shall be repaired and the surfaces shall be
restored to their original gradeand condition. All access roads
shall be available for use by #overnment personnel. 0n additionto
S*!/0%' 0, !ontract !lause, A!!0(*'/ $**'/0%' 4Alternate 1, when
necessary foreBuipment to operate on or to cross access roads,
arterial roads, or highways+ 411.-.1. contGdflaggers, signs, lights
andCor other necessary safeguards shall be furnished to safely
control anddirect the flow of traffic. All work shall be conducted
so as to minimiEe obstruction of traffic.Should the !ontractor
reBuire the additional working space or lands on the project for
materialyards, offices, or other purposes, they shall be obtained
through mutual agreement between the!ontractor and the #overnment.
/he buildings and grounds shall be kept in orderly and
sanitarycondition.
11.-.- Access y #overnment ersonnel. !lear access shall be
maintained for #overnmentpersonnel and eBuipment through the work
areas. assage shall not be blocked by !ontractorGseBuipment or
operations for more than 1; minutes without prior approval.
-
8/14/2019 Cavitation Testing Methods and Previous Research
48/120
11.-.7 *mployee Access. Worksite areas off2limits to
!ontractorGs personnel will be designatedat the pre2performance
conference.
11.-.= Worksite Access. /he !ontractor may work any hours
preferred, but shall makearrangements with the #HA$ for hours other
than usual worksite hours. /he #HA$ shall









![Visualization of Unsteady Behavior of Cavitation in ... · cavitation state, transition-cavitation state, and super-cavitation state in the orifice throat [5]. Under relative high](https://img.pdfslide.net/doc/110x75/5b4f673e7f8b9a166e8c4c74/visualization-of-unsteady-behavior-of-cavitation-in-cavitation-state-transition-cavitation.jpg)