-
第六章 軸 受
参考文献: 1. NTN㈱ 製品カタログ
2. NSK㈱ 製品カタログ
-
転
が
り
軸
受
深溝玉軸受
円筒ころ軸受
針状ころ軸受
スラスト軸受
自動調心軸受
円錐ころ軸受
アンギュラ玉軸受(angular)
軸中心線荷重方向
1.軸受の種類
-
① 外輪レース面の円弧半径=ボール直径×(51%~54%)② 内輪レース面の円弧半径=ボール直径×(51%~54%)③
内・外輪レース面を研磨し、レース面の面粗さはRa0.2~0.4にする必要④
外輪・内輪・転胴体の材料=SUJ2(軸受鋼)(熱処理:高周波焼入れ)
ベアリングの構成:(1)内輪(2)外輪(3)転動体(4)保持器
Inch 1/32 3/64 1/16 5/64 3/32 7/64 1/8 9/64 5/32
mm 0.7938 1.1906 1.5875 1.9844 2.3812 2.7781 3.175 3.5719
3.9688
Inch 11/64 3/16 7/32 15/64 1/4 17/64 9/32 5/16 11/32
mm 4.3656 4.7625 5.5562 5.9338 6.3500 6.7469 7.1438 7.9375
8.7312
ボール直径: http://www.satotekkou.co.jp/technical/steel_size.php
2.深溝玉軸受の構造と設計
http://www.satotekkou.co.jp/technical/steel_size.php
-
SUJの材料成分と組織写真(SUJ2:高炭素クロム軸受鋼鋼材)
特徴:(1)耐摩耗性に優れている;(2)低コストで入手できる
種類の記号
C Si Mn P S Cr Mo
SUJ20.95
~1.100.15
~0.350.50以下
0.025以下
0.025以下
1.30~1.60
-
球状化焼なまし硬度:HRB:94以下
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75 2.00 2.25200
300
400
500
600
700
800
Bush hole surface in cycloidal gear
Har
dnes
s M
HV
Depth from bush hole surface mmDepth from the race surfaceH
ard
ness M
HV
高周波焼き入れ処理後の硬さ
-
3.軸受の弾性流体潤滑理論
弾性流体潤滑(Elastohydrodynamic Lubrication;
EHL)は玉軸受の潤滑状態が旧来の潤滑理論では説明がつかない事から見出された理論である。
ラジアル軸受の潤滑では、軸の回転によりオイルが軸受隙間に引き込まれて,そして軸受のラジアル荷重により、オイルが弾性的に圧縮されたことにとって、オイルに圧力が発生し(油膜圧力)、この圧縮された弾性油膜により、転動体と内・外輪レース面との金属同士の接触を避けて、軸受の磨耗を大幅に減少させることができる。
油膜圧力が大きくなると、硬い軸受け鋼の表面も弾性変形して窪みをつくって油膜を保持しやすくなり、油膜面積が広がって面圧を下げることにより良好な潤滑状態を保つというものである。この効果を生み出す運動としては、相対運動をする面が傾いていることによる「くさび膜効果」、面同士が急激に近づくことによる「絞り膜効果」が知られている。
-
4.軸受の弾性流体潤滑理論(EHL)EHL=Elastohydrodynamic Lubrication
図1 軸受の油膜と圧力分布
レイノルズ(Reynolds)方程式:
𝜕
𝜕𝑥
𝜌ℎ3
12𝜂
𝜕𝑝
𝜕𝑥+
𝜕
𝜕𝑦
𝜌ℎ3
12𝜂
𝜕𝑝
𝜕𝑦
=𝑈1 + 𝑈2
2
𝜕(𝜌ℎ)
𝜕𝑥+𝜕(𝜌ℎ)
𝜕𝑡
油膜厚さと圧力分布の関係式:
𝜌:密度; 𝜂:粘度; 𝑝:圧力;𝑈1, 𝑈2:入・出口の油速度; ℎ:油膜厚さ
油膜層
1.
転動体と軌道との間の接触応力は、最大で3~4GPaで、このように大きな応力では、普通に使われる潤滑油の油膜は静的に破断。
2.
転動体と軌道との間の接触面が接触応力によって弾性変形すること、潤滑油は大きな圧力を受けると粘度が指数曲線的に増加(高圧粘度)。
3. EHL理論により接触面の間に数μm程度のEHL油膜が形成。
最小油膜層
軸受玉
軌道面との接触
油膜圧力中心線とヘルツ面圧分布中心線はややオフセットする
圧力スパイク
油膜厚さ分布 ヘルツ面圧分布
-
5.潤滑油粘度と圧力の関係
EHL理論は、流体潤滑に加えて、接触面の弾性変形と高圧による潤滑油の粘度の増加を取り入れたものである。すなわち、Reynoldsの流体潤滑の基礎方程式にHertzの弾性変形理論、そして圧力と粘度の関係を連立させて解を求める。
方程式が複雑になるために、解析解を求められなく、数値計算で圧力や油膜厚み分布が計算される。
圧力 kgf/cm2
粘度
Cp
103 Cp=1 Pa・S
-
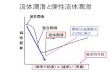
6.「流体潤滑」、「境界潤滑」と「混合潤滑」について
「流体潤滑」とは、二つの面が厚い油膜で分けられている潤滑状態である。
「境界潤滑」とは、油膜が薄くなり、二つの面が接触しそうになっている潤滑状態である。境界潤滑では、流体潤滑のような潤沢な油膜ができない状態では、分子オーダーの膜で二面間を潤滑します。そこは表面の化学的性質がものをいう境界潤滑の世界で、表面に吸着したわずかな分子膜や、添加剤による表面の改質層が摩擦力を減らす。
「混合潤滑」とは、「流体潤滑」と「境界潤滑」の両者が入り混じっている潤滑状態である。
-
7.転がり軸受の損傷
内部起点による正常破損(フレーキング ):
①
軸受は正常な条件でも,内輪・外輪の軌道面や転動体の転がり面は繰返し圧縮応力を受けて,材料の疲れによるフレーキングが発生し使用に耐えなくなる
② 軸受の寿命とはフレーキングが内輪・外輪の軌道面又は転動体の転動面に発生するまでの総回転数として定義される
焼付き,摩耗,割れ,欠け,かじり,さびなどによっても軸受は使用できなくなるが,これらは軸受の故障と称すべきもので寿命とは区別され,軸受選定の誤り,取付不良,不適切な潤滑及び不完全な密封などがその原因である。これらの原因を取り除くと軸受の故障を避けられる.
表面起点による不正常破損:
-
合成粗さ:
最小油膜厚さ:
油膜比Λ:
早期損傷の原因:(1) 取扱いミス、組付ミス(2) 潤滑不良(3) 異物の侵入(4) 周辺部品の不具合(加工精度)(5)
振動の問題(6) 不十分な検討(予圧、荷重、潤滑)(7) 装置の運転環境
𝜎1, 𝜎2:各表面の自乗平均平方根粗さ
ℎ𝑚𝑖𝑛 「EHL理論より算出」
「油膜形成が十分で、内部起点破損」
「油膜形成が不十分で、表面起点破損」
全周に渡り微小ピッチングが発生している。
8.潤滑不良による表面起点早期破損を防ぐための対策:
𝜎 = 𝜎12 + 𝜎2
2
潤滑不良の判断基準:
∧=ℎ𝑚𝑖𝑛𝜎
∧< 1
∧> 3
-
9.軸受の基本静定格荷重C0
荷重によって転動体と軌道の接触面に永久変形が発生すると、軸受の円滑な回転が妨げられる。その限界荷重を基本静定格荷重C0と呼んでいる。
軸受種類接触応力
MPa GPa
自動調心玉軸受 4600 4.6
ラジアル玉軸受 4200 4.2
ラジアルころ軸受 4000 4.0
スラスト玉軸受 4200 4.2
スラストころ軸受 4000 4.0
転動体と軌道面の塑性変形の和=1/10000×転動体直径
C0 C0軸受の限界接触応力:
限界接触応力により、限界荷重を求める。𝐶0が軸受のカタログに記載されている。
-
10.軸受の基本定格寿命、基本動定格荷重𝐶
破損までの繰り返し数 𝑵
荷重
𝑷kg
f
荷重P破損までの繰り返し数Nと荷重の関係:
軸受の疲労破壊試験
繰り返し数N (玉軸受)
(ころ軸受)
106:基本定格寿命(繰り返し数)
𝑪:基本動定格荷重(kgf)
寿命測定
基本定格寿命=106
𝑁 =𝐾
𝑃3
𝑁 =𝐾
𝑃 Τ(10 3)
軸受のS-N曲線
-
11.基本定格寿命と基本動定格荷重𝐶の定義
基本定格寿命とは,一群の同じ軸受を同一条件で個々に回転させた時,その90%(信頼度90%)が転がり疲れによるフレーキングを生じることなく、回転できる実質的な総回転数をいう。一定回転速度で回転させたときは,その総回転時間で表す。
基本動定格荷重とは,100万(106)回転の基本定格寿命を与えるような一定荷重をいう。ラジアル軸受では,純ラジアル荷重,スラスト軸受では純アキシアル荷重で表し,それぞれを基本動ラジアル定格荷重(𝑪𝒓)又は基本動アキシアル定格荷重(
𝑪𝒂)と呼ぶ。
一群の同じ軸受を同一条件で回転しても,寿命にはかなり大きなばらつきがある(材料の疲れそのものにばらつきがあるため)
寿命としてはこのばらつきを統計的に処理して,次のように基本定格寿命を定義する
-
100万回転
内輪を回転させ、外輪を静止させた条件で、定格寿命が100万回転になる時の作用方向と大きさが変動しない荷重。
12.基本動定格荷重𝐶の測定試験
𝑃𝑚𝑎𝑥 ⇒ C
繰り返し数N=106100万回転
スラスト玉軸受の場合:深溝玉軸受の場合:
繰り返し数N=106
𝑃𝑚𝑎𝑥 ⇒ C
-
等価ラジアル荷重P:
𝑋: ラジアル荷重係数; 𝑌:アキシアル荷重係数
𝐹𝑟: ラジアル荷重; 𝐹𝑎:アキシアル荷重
13.アンギュラ、円すいころ軸受の基本動定格荷重
X,Yの値はそれぞれ軸受のカタログに記載されている
𝑃 = 𝑋𝐹𝑟 + 𝑌𝐹𝑎
𝐹𝑟
𝐹𝑎
-
14.軸受の寿命計算
𝑳𝟏𝟎:定格寿命に対する試験軸受の寿命倍数(破損確率10%以内、即ち信頼性90%以上の時の寿命)。
𝑪:基本動定格荷重(N)
𝑷:動等価荷重(N)
𝐿ℎ:定格寿命時間。単位:h (hours)
𝑁0:軸受の回転数(rpm:revolution per minute)
1.寿命比:(サイクル数の比)
2.軸受のサイクル数寿命:
3.軸受の時間寿命(h):
(玉軸受: 𝑝 = 3; ころ軸受: 𝑝 =10
3)𝐿10 =
𝐶
𝑃
𝑝
𝐿10 =𝐶
𝑃
𝑝
× 106
𝐿ℎ = 𝐿10 ×1
60𝑁0=
106
60𝑁0×
𝐶
𝑃
𝑝
-
15.疲れ寿命の補正
𝐿𝑛𝑎:補正疲れ寿命𝑎1:信頼度係数(表1)𝑎2:材料係数
(材料の改良による寿命増加、 材料の化学成分、製鋼法、成形法、熱処理法などの影響)大気溶解鋼: 𝑎2 = 1;真空脱ガス鋼:
𝑎2 = 3;真空溶解鋼: 𝑎2 = 5;
𝑎3:使用条件係数油膜厚さが期待できる場合(Λ≧3):𝑎3 = 1油膜厚さが期待できない場合(Λ<3):𝑎3 <
1
信頼度(%)
Ln a1
90 L10 1
95 L5 0.62
96 L4 0.53
97 L3 0.44
98 L2 0.33
99 L1 0.21
表1 信頼性係数𝑎1の値
𝐿𝑛𝑎 = 𝑎1𝑎2𝑎3𝐿10
-
16.許容限界回転数
軸受使用時、表1に示す[ 𝑑𝑛 ]値を超えないように注意する必要。
𝑑:軸受の内径(mm);𝑛:軸の回転数(rpm)
目的:軸受の温度上昇、焼き付きを防ぐ。
表1 限界𝒅𝒏値(単位:10000mm・rpm)
軸受の形式グリース
潤滑* 油浴 霧状 噴霧 ジェット
単列深溝玉軸受 18 30 40 60 60
アンギュラ玉軸受 18 30 40 60 60
自動調心玉軸受 14 25
円筒ころ軸受 15 30 40 60 60
保持器付き針状ころ軸受 12 20 25
円すいころ軸受 10 20 25 30
自動調心ころ軸受 8 12 25
スラスト玉軸受 4 6 12 15
「注」
1.*グリースの寿命は1000時間程度を基準としている.2.日本機械学会(編):機械工学便覧B1、日本機械学会,1985より.
-
17.軸受の支持剛性の計算
荷重𝐹𝑟𝛿𝑟 = 𝛿𝑟1 + 𝛿𝑟2𝛿𝑟
:軸受の総変形量(半径方向)𝛿𝑟1:転動体と外輪レース面の接触変形(半径方向)𝛿𝑟2:転動体と内輪レース面の接触変形(半径方向)
ハウジング及び軸の変形を無視する場合の軸受の変形:
𝛿𝑟1と𝛿𝑟2がヘルツの接触理論により求まる。
𝐾 =𝐹𝑟𝛿𝑟
軸受の剛性:
軸受の弾性変形量計算の近似式:
(1)深溝玉軸受の場合: (2)円筒ころ軸受の場合:
𝛿𝑟 = 4.3 × 10−4
𝑄𝑚𝑎𝑥2
𝐷𝑤
1/3
𝛿𝑟 = 7.6 × 10−5𝑄𝑚𝑎𝑥0.9
𝐿𝑤𝑒0.8
𝐷𝑤:玉の直径(mm); 𝐿𝑤𝑒:ころの有効長さ(mm)𝑄𝑚𝑎𝑥:最大転動体荷重(N);
𝑍:転動体の数;𝐹𝑟:軸受のラジアル荷重(N)
𝑄𝑚𝑎𝑥 =5
𝑍𝐹𝑟 𝑄𝑚𝑎𝑥 =
4.6
𝑍𝐹𝑟
参考文献: 転がり軸受 : その特性と実用設計岡本純三、角田和雄 共著; 桜井俊男 監修 幸書房, 1992.1 第2版
-
玉軸受の接触解析
20
ころ軸受の接触解析
汎用CAEソフトを用いた軸受の接触解析結果
問題点:汎用CAEソフトで正しい接触応力分布を解析できない(応力の最大値は中央点になっていない)
18.軸受の支持剛性と接触応力のFEM解析
-
19.軸受の高精度接触解析技術
21
玉軸受の接触解析
ころ軸受の接触解析
要素分割パターン
拡大 拡大
専用有限要素法ソフトの開発による軸受の接触解析(島根大学)
-
玉軸受の接触解析
島根大学が開発したソフトで解析した深溝玉軸受のボール上の接触応力分布
-0.6 -0.4 -0.2 0.0 0.2 0.4 0.6
-4
-2
0
2
4
玉軸
受軸
方向
の接
触点
の位
置 (
mm
)
玉軸受円周方向の接触点の位置 (mm)
0.000
612.5
1225
1838
2450
3063
3675
4288
4900
下部接触面
-0.6 -0.4 -0.2 0.0 0.2 0.4 0.6
-4
-2
0
2
4
玉軸
受軸
方向
の接
触点
の位
置 (m
m)
玉軸受円周方向の接触点の位置 (mm)
0.000
602.5
1205
1808
2410
3013
3615
4218
4820
上部接触面
-
円筒・円すいころの母線修整:クラウニング
Johson-Gohar曲線:
q(𝑥)=2𝑃
𝜋𝑙𝐸′𝑙𝑛
1
1−(1−0.3033𝑏/𝑎)(2𝑥/𝑙)2
(修整目的:エッジロードの低減)
修整前
修整後
ここで𝑎: 有効接触長さの1/2 (=𝑙/2)𝑏: 接触半幅
𝐸′:等価ヤング率(=𝐸
1−𝜇2)
𝐸: ヤング率𝜇: ポアソン比
𝑙: 有効接触長さ𝑃: ころ上のラジアル荷重𝑥: 軸方向の位置𝑞(𝑥): 軸方向位置における修整量
Johson-Gohar曲線
-
ころ軸受の場合
-0.5 -0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4 0.5
-8
-6
-4
-2
0
2
4
6
8
Axi
al d
imen
sion
of
the r
olle
r (m
m)
Contact width of the roller (mm)
0.000
287.5
575.0
862.5
1150
1438
1725
2013
2300
Upper domain ofthe contacted roller
Contact stress(MPa)
-0.5 -0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4 0.5
-8
-6
-4
-2
0
2
4
6
8
Axi
al d
imen
sion
of
the r
olle
r (m
m)
Contact width of the roller (mm)
0.000
348.8
697.5
1046
1395
1744
2093
2441
2790
Lower domain ofthe contacted roller
Contact stress(MPa)
母線修整のない場合
エッジロードの再現
7.2 円筒ころ軸受のころ表面の接触面圧(1)上部接触領域
下部接触領域
-
ころ軸受の接触解析
Johson-Gohar曲線で修整した場合
7.2 ころ表面の接触面圧(2)
-0.15 -0.10 -0.05 0.00 0.05 0.10 0.15
-8
-6
-4
-2
0
2
4
6
8
Lower domain ofthe contacted roller
Contact stress(MPa)
Axi
al d
imensi
on o
f th
e r
olle
r (m
m)
Circumferential dimension (contact width) of the roller (mm)
0.000
93.75
187.5
281.3
375.0
468.8
562.5
656.3
750.0
-0.15 -0.10 -0.05 0.00 0.05 0.10 0.15
-8
-6
-4
-2
0
2
4
6
8
Upper domain ofthe contacted roller
Contact stress(MPa)
Axi
al d
imensi
on o
f th
e r
olle
r (m
m)
Circumferential dimension (contact width) of the roller (mm)
0.000
77.75
155.5
233.3
311.0
388.8
466.5
544.3
622.0
上部接触領域
下部接触領域
-
第七章 密封装置
オイルシールO-リング
参考文献: 1. NOK㈱ 製品カタログ
2. キーパー㈱ 製品カタログ
3. 光洋シーリングテクノ(株) 製品カタログ
4. 武蔵オイルシール工業(株) 製品カタログ
-
オイルシールについて
金属環外側(SB型)金属環内臓(SC型)
-
1.オイルシールの構造と各部の名称
リップ先端: くさび状断面、先端部で軸表面を押し付けて、流体を密封。
シールリップ:
機械振動や密封流体の圧力変動の影響に対し、安定した密封作用を保つように設計され、リップ先端部の軸表面との接触状態を安定した状態に保つ。
ダストリップ: 補助的に付けられた“ばね”なしリップで、ダストの侵入を防ぐ。
はめあい部:
オイルシールをハウジング穴に固定すると同時に、オイルシール外周面とハウジング内面との接触面間からの流体の漏れ、又は侵入を防ぐ。
[大気側]
(ハウジング)
ばね: シールリップ部の軸への押し付け力を高め、その押し付け力を維持する役割
金属環: オイルシールをハウジングに固定し、はめあい力を保持させる役割。
[密封対称側]
[軸]ダストリップ部 リップ先端部
シールリップ部
ばね
金属環
はめあい部
-
1.
軸の材料:機械構造用炭素鋼を推奨。鋳物は軸表面にピンホールができやすく、シール性能を損なう可能性があるので、使用時、要注意。
2. リップ接触表面の硬さ:一般に30HRC以上。3.
リップ接触表面の加工:機械加工のリード等なき様に、一般には送りをかけな
いグラインダー仕上が望ましい。特に表面に傷の有無に要注意。4.
軸表面粗さ:Rz(2.5~0.8)μmかつRa(0.63~0.2)μm5. 軸公差:JIS B 0401のh8を推奨。6.
軸先端の構造:オイルシール挿入側の軸端は15~30°のテーパーを付け、
各角はRを付けること。
2.オイルシール取付部の設計
h8
Ra0.63~0.2
G HRC30以上
軸部分の設計について:
-
ハウジング部分の設計について:
1. ハウジング材料:鋼や鋳鉄が適する。軽合金の場合熱膨張が大きいため、外周ゴムオイルシールを使用する。
2.
はめあい面の表面状態:外周漏れの危険を伴うため、Rz(12.5~1.6)μm又はRa(3.2~0.4)μmの仕上が必要。
3. はめあい面の公差:JIS B 0401のH8を適用する。4. 寸法:下表を適用する。
ΦDH8
Ra3.2~0.4
G
オイルシールの呼び幅(b) (mm)
最小ハウジング穴深さ(mm)
ハウジング面取長さ(mm)
最大ハウジング穴隅の丸み(mm)
B≦10 B+1.2 0.70~1.00 0.50
B>10 B+1.5 1.00~1.30 0.75
-
3.オイルシール取付け方と方向
ハウジングにストッパー(圧力により飛び出し防止)、背面にスナップリングかストッパーを必ず設ける。
機械内部
機械内部
オイルシールの差し込む方向
一般の場合 内部圧力が高い場合
密封対象側
大気側
スナップリング
外部
外部
-
4.シールリップへのグリース塗布
1.
ウエス等繊維の付着防止のため、グリース塗布前に塵、糸屑等の付着物を除去する場合、ウエス等では拭かずにエアーにて除去する。
2.
リップ部への爪等による傷つき防止のため、グリースは指の腹の部分で塗布し、爪や硬いもので擦らない。(塗布の目安はリップ間容積の50%)
3. 塵、砂、金属粉等の異物混入防止のため、グリースは清浄なものを使用し、容器の蓋は開けたままにしない。
-
リップに盛り上がらない程度 入れすぎると、漏れと誤認される。
5.グリースの塗布例
良い例 悪い例
-
オイルシールを挿入する軸にキー溝やスプラインがある場合には、リップ先端部に“きず”を付けるので、図示のようなカバーをしてからオイルシールを挿入する。
軸先端にキー溝やスプラインのある場合のオイルシールの挿入
カバー使用
6.オイルシールの組立
-
7.オイルシールの使用条件の確認
(1)軸の周速; (2)軸の振れ公差; (3)軸の仕上げ(面粗さ);(4)軸の取付偏心; (5)油温;
(6)機器の内部圧力
軸径(mm) Φ10以下 Φ10をこえΦ20以下 Φ20をこえΦ40以下
周速(m/s)
0~1.5 1.5~3 3~4.5 0~3 3~5 5~8 0~4 4~8 8~12
軸の振れMax (mmTIR)
0.07 0.05 0.03 0.15 0.1 0.05 0.25 0.15 0.1
軸仕上(umRz)Max (umRa)
30.8
1.50.4
0.80.2
30.8
1.50.8
0.80.2
30.8
1.50.4
0.80.2
取付偏心Max (mmTIR)
0.1 0.07 0.05 0.2 0.15 0.07 0.25 0.15 0.1
油温Max (℃)
80
圧力(kPa)Max (kgf/cm2)
29.40.3
-
Shimane University, Machine Design Lab. 2018/3
軸径(mm) Φ70を超えΦ110以下 Φ110を超えΦ160以下 Φ160を超えるもの
周速(m/s)
0~55~10 10~15
0~5 5~10 10~15 0~5 5~10 10~15
軸の振れMax(mmTIR)
0.35 0.25 0.1 0.4 0.3 0.2 0.4 0.3 0.2
軸仕上(umRz)Max(umRa)
30.8
1.50.4
0.80.2
30.8
1.50.4
0.80.2
30.8
1.50.4
0.80.2
取付偏心Max(mmTIR)
0.4 0.3 0.2 0.45 0.3 0.2 0.45 0.3 0.2
油温Max(℃)
80
圧力(kPa)Max(kgf/cm2)
19.60.2
詳細について、㈱ジェイテクト(光洋シーリングテクノ(株))やNOK(株)の製品カタログを参照下さい。
-
8.オイルシールの使用例
オイルシール
オイルシール
-
O-リングについて
-
1.Oリングの密封原理
Oリングの密封原理は、圧縮されたOリングが反発力を維持することでシールをする。
無圧時の場合、面圧:P0を維持することでシールする。
●無圧時の面圧状態
変形前 変形後
-
2.Oリングのつぶし代、つぶし率、充填率
つぶし代(mm):
つぶし率(%):
充填率(%):
W:Oリングの太さ(mm)
H:溝深さ(mm)
G:溝幅(mm)
(1)円筒面用Oリング
(2)平面固定用Oリング
Oリングの面積
溝の面積
𝝈 = 𝑾−𝑯
𝝈
𝑾× 𝟏𝟎𝟎
ൗ𝝅 𝟒 ×𝑾𝟐
𝑮 ×𝑯× 𝟏𝟎𝟎
-
3.Oリング溝の設計一般用溝の構造
-
密封流体の圧力によって、溝すきまにOリングが噛み込み、はみ出しが進行してしまうと機能が維持できなくなる。
はみ出しは、流体の圧力とすきま、およびゴムの硬さによって決まる。
4.Oリング溝の隙間とOリングはみ出し
-
はみ出し防止の対策:バックアップリングの使用
圧力、あるいはすきまが限界を超える場合は、バックアップリングを使用する。バックアップリングは両方から圧力のかかる場合、Oリングの両側に装着し、一方向から圧力のかかる場合、圧力と反対側に装着する。
バックアップリングの形状にはエンドレス、バイアスカット、スパイラルの3 種類があり、
使用上の効果からはエンドレスが最も優れているが、装着の点からはバイアスカットの方が便利である。
(スパイラル)
(バイアスカット)
(エンドレス)
バックアップリング
-
三角溝:内圧用 三角溝:外圧用
機器の簡略化から、三角溝が使用されることがある
三角溝は図示のように三方向からOリングをつぶすことになり、Oリングの圧縮永久歪が比較的大きくなる。
G寸法は1.3~1.4W(W:Oリング太さ)に取る。
5.三角溝の使用について

























![塑性加工用潤滑処理予 熱 乾 燥 プレス 工程図 一工程型潤滑剤 ファインリューベEシリーズ ファインリューベE700シリーズ [組み合わせ例]](https://img.pdfslide.net/doc/110x75/609d18887b807d05d30e4071/cc-c-c-ff-c-c.jpg)


