Embed Size (px)
Citation preview

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 1
Risk Analysis Screening Tools (RAST)
Case Study – CAI and Arnel
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance
CONFINED SPACE EXPLOSION
Danvers, Massachusetts
November 22, 2006

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 2
Case Study – CAI and ArnelHazard Identification and Risk Analysis (HIRA) Study
What are the Hazards?
What can go Wrong?
How Bad could it Be?
How Oftenmight it
Happen?
Is the Risk Tolerable?
Identify Chemical
and ProcessHazards
Estimate Frequency
Analyze Consequences
AnalyzeRisk
IdentifyAdditional Safeguards as Needed
DevelopScenarios
Identify Equipment
or Activity to be Analyzed
Manage Barriers
for Life Cycle of Facility
We begin the study by Identifying the Equipment or Activity for which we intend to perform
an analysis. RAST uses the operation of a specific equipment item containing a specific
chemical or chemical mixture to define the activity. For example, the operation of a storage
tank, a reactor, a piping network, etc. Inputs are chemical data, equipment designinformation, operating conditions, and plant layout.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 3
Case Study – CAI and Arnel
Process DescriptionThe Danversport , MA plant is a 12000 ft2 ink and paint manufacturing facility jointly owned by CAI and
Arnel Companies. This facility began operations in the early 1960s within a minimally populated
peninsula. Over several years, a large marina and many single family and duplex homes have located
adjacent to the manufacturing plant, some homes as close as 150 ft. away.
The CAI production manager and five employees manufactured solvent-based inks in the Danvers
facility. At the end of each day, they loaded the day’s production of ink products onto a truck and
delivered it to the Georgetown warehouse. CAI stored alcohols, heptane, other solvents, and pigments
and resins in the building and in three 3000-gallon underground storage tanks (USTs).
Nine Arnel employees worked in the Danvers facility, which was the company’s only business location.
Arnel manufactured solvent- and water-based stains, lacquers, coatings, and paints, as well as
polyurethane coatings and adhesives. They stored alcohols and other solvents, pigments, paint resins,
and industrial grade nitrocellulose at the facility.
This is an illustrative example and does not reflect a thorough or complete study.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 4
Case Study – CAI and Arnel
Process DescriptionCAI and Arnel mixed solvents,
pigments, resins and nitrocellulose
to produce inks and paints in 1000
to 3000 gallon vessels. Vessels
contained top mounted agitators
and a steam heating jacket. Mix
tanks 1 and 2 were fully open on
top while mix tanks 3 and 4 were
equipment with a 12 inch diameter
access hatch to keep debris from
falling into the tank but allowed
vapor or air to pass through the
opening.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 5
The initial mixture of more than 2000 gal. of
heptane and propyl alcohol is added to the tank
from 500 gal. totes. Resin is hand loaded from
fiber drums to the top of the tank. This mixture is
then heated to between 90 and 120oF to dissolve
the resin. Temperature control is achieved by
manually opening a ¼ inch steam valve leading to
the steam heating jacket. Following a quality
control check, the liquid is pumped out the bottom
of the mix tank to smaller pigment mixers, as
needed. Unused resin-solvent mixture would
remain in the mix tank until it was all utilized in
specific ink products.
Case Study – CAI and Arnel
Process Description

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 6
Risk Analysis Screening Tools (RAST)
Case Study – CAI and Arnel
We will start by entering information for the Formulation Mixing Tank. At some point, we may
decide to include other equipment in the study.
One the Main Menu, enter the equipment identification as the Formulation Mixing Tank,
equipment type as Stirred Reactor/Crystallizer and location as Indoors.
Chemical Data – RAST requires a chemical or chemical mixture that is representative of the
hazards. RAST does not perform time-dependent or location-dependent composition
changes (such as within a reactor or distillation column). Where hazards may be
significantly different between reactor feed and products, or distillation overheads versus
bottoms; evaluation of the equipment may be repeated using different composition (such as
Reactor A with feed composition and Reactor B with products composition).

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Import from Previous Study
Merge Data from Another Study into this Study
Update Previously Saved Information
Access LOPA Workbook from Scenario Results
Update Notes and Comments for Entire Workbook
Select Default Units: Study File: Case Study - CAI and Arnel Example.pptx.xlsm
Session Date: Participants:
Equipment Identification =
Equipment Type =
Equipment Location =
Data Entry Status or Notes:
Plant Section or Sub-Area:
P&ID Number:
Min
Complete
RAST
Input Data Sufficient to Proceed with Analysis
Input Information
Stirred Reactor/Crystallizer
Indoors
Formulation Mixing Tank
Evaluations and Reports
Risk Analysis Screening Tools (V 2)Latest Revision Date 3/02/19
Import from RAST File
Equipment Parameter Input
Chemical Data Input
Reaction Input and Evaluation
Fire & Explosion Index / Chemical Exposure Index
English Units SI Units
Relief Effluent Screening
Scenario Identification
Check Inputs
Save Inputs toEquipment Table
Go to Equipment Table >
Process Conditions Input
Plant Layout Input
Hazards & Consequences
LOPA Menu >
Clear Input
Update Scenarios for Equipment Loaded
Input Guidance Information
CLEAR EVERYTHING IN WORKBOOK
Pool Fire Evaluation
Merge Data from Another File
Go to Workbook Notes >
Go to Revision Log >
Go To Scenario Results >
Go To Instructions >>
March 20, 2019 Slide - 7
Enter Equipment Identification,
Equipment Type and Location
Risk Analysis Screening Tools (RAST)
Case Study – CAI and Arnel
Begin by entering
information on the Main
Menu worksheet. Start
with the Formulation
Mixing Tank

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Chemical Data Input
Equipment Identification: 40 C
Equipment Type: 0.01 bar
Location: 100.8 C
Key Chemical: Reference:
Chemical Comments:
Reg. Agency Considers Toxic?
Heptane 0.450 0.659 1.9374 100.2 800 4900 1.1
Propanol, 1- 0.450 0.340 1.0000 60.07 250 4000 2.0
Dissolved Solids 0.100 0.001 0.0082 100
Sum = 1.00 Vapor Mixture Properties: 81.6 396.7 4440.3 1.4
Mixture azeotrope? No
Melting Point = -126 deg C
Flash Point = -4 deg C
Est Mixture Flash Point = 9.1 deg C
1 Not “Sustained Burning”?
AutoIgnition Temperature = deg C
Ease of Ignition = Normal
Fuel Reactivity = Medium
Dermal Toxicity =
Aquatic Toxicity =
Model as a single Pseudo-Chemical? Mixture NFPA Flammability = 3
Mixture NFPA Health = 1
Reactivity Category =
Mixture NFPA Reactivity = 0
Estimated Boiling Point = 100.5 C Liquid Conductivity = Non-Conductive
Vapor Pressure at Operating Temp = 0.081 atm
Liquid Density at Operating Temp = 0.75 gm/ml
Liq Heat Capacity at Op Temp = 0.59
Liq Heat Capacity at Boiling Point = 0.69 micron
Heat of Vaporization at Op Temp = 118 micron
Heat of Vaporization at Boiling Point = 105 mJoule
Boiling Point at Relief Set or MAWP = 103.3 C
Boiling Point at Burst Pressure = 104.6 C
From the above vapor composition: Estimated 1 hour LC 1 8880.5 ppm Estimated 1 hour LC 50 22201.3 ppm
State Mol Weight ERPG-2 (ppm) ERPG-3 (ppm) LFL (vol %) Flash Pt (C )
Pad Gas Properties Vapor 29
Heat Transfer Fluid Vapor 18
High Viscous Material (for F&EI)?
Mixture Properties
Wt Fraction
Feed
Molecular
Weight
Second Liq
Phase
Relative
Volatility
Wt Fraction
Vapor
User ValuesMixture
Estimates
ERPG-3 (ppm)ERPG-2 (ppm) LFL (vol %)
Liquid
Operating Temperature =
Heptane
Formulation Mixing Tank
Indoors
Stirred Reactor/Crystallizer
Second Liq
Phase
Chemicals (the first chemical listed is the 'key'
chemical)
Wt Fraction
Feed
Saturation Temperature =
Physical State =
Operating Pressure (gauge) =
Solids Mean Particle Size =
cal/gmDust Min Ignition Energy =
Name
Water
Dust-flammable hybrid?
Particle Size at 10% Fraction =
Solids Bulk Density >160 g/liter (>10 lb/ft3)?
Summary of Chemical Properties
cal/gm C
Standard Mixture (the key chemical has been
defined as a mixture)
Dust CharacteristicsDust/Solids Hazard Class =
Go To Process Conditions >Save All Input to Equipment TableEnter New Chemical Clear Input
<< Go To Main Menu
Go To Plant Layout >
Show Chemical Details Hide Chemical Details
Go To Equipment Input >
March 20, 2019 Slide - 8
Case Study – CAI and Arnel
Chemical Data
Saturation temperature is
estimated as the boiling point
at the operating pressure.
The physical state is “liquid”
Fortunately, all the chemicals needed
in this evaluation are already in the
Chemical Data Table internal to RAST.
The solvent mixture concentration is
assumed equal fractions of heptane
and 1-propanol with a small amount of
dissolved solids to represent the
nitrocellulose resin is used as
representative of the hazards.
The operating pressure is essentially
atmospheric such that 0.01 bar gauge
is entered.
RAST allows up to 5
components.
Chemical details may
be shown or hidden
The operating temperature of 40
C represents a mixture at 90 to
120 F. The operating pressure
entered as 0.01 bar gauge

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Equipment Input
Equipment Identification:
Equipment Type:
Location:
3000 gal Pipe Length = m
0.1 bar Piping Vulnerable to Damage?
Apply Screwed Connection Penalty?
C
C
3 in Pump Type =
Seal or Containment Type =
Remote Start Pump?
354 kg Pump Automated Suction or Discharge?
kg Estimated User Entry
Pump Volume (including piping to block valves), liter 7.1
Pump Surface (including piping to block valves), m2 0.43
5 HP
Equipment or Piping Connection =
23 sq m
sq m Replacement Cost & Business Loss
m Drum Oven Volume = cu m
mm High Speed Rotating Equipment?
Bellows or Expansion Joint Used?
Sight Glass Used?
Relief Device Identification
Relief Type =
Relief Discharges to:
Relief Set Pressure (gauge) = bar
50 sq ft Relief Size (equiv. diameter) = mm
100 BTU/hr sq ft F Relief Design Actual Flow Rate = kg/min
120 C Release Pipe Diameter = mm
0.5 bar Release Elevation m
Closest Distance From Relief to Elevated Work Area = m
Heat Transfer Fluid Name = Furthest Distance from Relief to Elevated Work Area = m
Vapor Elevation of Nearest Work Area = m
Enter Distances from Relief Location ONLY if Different from Equipment Location
mm Relief Distance to Property Limit or Fence Line = m
Relief Distance to Occupied Bldg 1 or Area = m
sq m Relief Distance to Center of Occ Bldg 1 = m
Kwatt /sq m C Occ Bldg 2 in Same Wind Direction for Relief?
C Relief Distance to Occupied Bldg 2 = m
Relief Distance to Center of Occ Bldg 2 = m
Piping Parameters
Pump / Agitator Parameters
MAWP (gauge) =
Equipment Description
Formulation Mixing Tanks are 8 ft diameter by 10 ft tall.
Equipment Volume =
Stirred Reactor/Crystallizer
Equipment Parameters
Full Vacuum Rated?
Estimated High Temperature Failure =
Estimated Embrittlement Temperature =
Equipment Elevation to Surface =
Drain Valve Size
Formulation Mixing Tank
Indoors
Susceptible to Vibration Fatigue?
Motor Power =
User Equipment Max. Wetted Area =
Heat Transfer Fluid State =
Vessel/Tank Parameters
Material of Construction
Internal Corrosive or Stress Cracking Potential?
Equipment Mass =
Number of Flanges or Nozzles =
Nozzle or Pipe Size =
Estimated Equip Mass based on C. Steel
Other Equipment Parameters
Transportation Equipment or Piping Parameters
Tube Failure Release to Atmosphere?
Insulation
Estimated Equipment Max Wetted Area =
Heating Fluid Temperature =
Heating Transfer Area =
Indoors
Tracing ?
Vessel/Tank Geometry?
Insulation Heat Reduction Factor =
Warning: Operating Pressure Greater than Relief Set Pressure
Low Pressure Tank with Weak Seam Roof?
Coolant Temperature =
Conductive Dip Pipe or Bottom Fill?
Cooling Transfer Area =
Tube (or Leak) Diameter =
Quantity Hot Oil Handled (for F&E) =
Cooling Overall U =
Number of Tubes =
Relief Device Parameters
Heat Transfer Parameters
Heating Overall U =
Water
Heat Transfer Fluid Pressure (gauge) =
Vessel/Tank Considered as "Storage"?
Clear InputSave Input to Equipment Table< Go To Chemical Data
<< Go To Main Menu Go To Process Conditions Input >
Go To Plant Layout >
Go To Reaction Input >
March 20, 2019 Slide - 9
Case Study – CAI and Arnel
Equipment InputThe relief device is essentially
the 12 inch access hatch on
the top of the vessel and
vented “Indoors” which is not
typical.
The vessel jacket/bottom
head is roughly 50 ft2 and
heated by low pressure
steam.
Only minimal data will be
entered at this time.
The equipment volume
and maximum allowable
working pressure
A largest “working” nozzle
of 3 inches is entered
representing the bottom
liquid outlet.
The relief device is
considered the 12 in hatch
which vents indoors.
Heat transfer
information is entered.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 10
Case Study – CAI and Arnel
Process Conditions
Ambient temperature of 25 C
has been assumed (input left
blank such that the default value
is used).
The maximum flowrate to the
tank is approximately 50
gal/min. from 500 gallon totes.
The maximum liquid height in
the vessel is 8 ft.
Process Conditions Input
Equipment Identification:
Equipment Type:
Location:
Ambient Temperature = Operating Temperature = 40 C
Inventory Limit (blank is unlimited) = kg Operating Pressure (gauge) = 0.01 bar
Liquid Head within Equipment, Dh = 8 ft Physical State =
Limiting Maximum Fill Fraction = Saturation Temperature = 100.8 C
Limiting Minimum Fill Fraction = Contained Mass = 6856 kg
Maximum Feed Press (gauge) = bar Maximum Contained Mass = 8569 kg
Maximum Feed or Flow Rate = 50 gal/min Inventory for Reference = 17139 kg
Maximum Feed Temperature = C
Type of Feed (Batch or Continuous)
Non-Ignitable Atmosphere Maintained?
Potential for Aerosol or Mist?
Pad Gas Name = Percent of Time in Operation =
Max Pad Gas Pressure (gauge)= bar
Maximum Pad Gas Rate = kg/min
Downstream Pressure (gauge) = bar
Maximum Back Flow Rate = kg/min
Equipment Vents to .. =
Use Time-based Release for Equipment Rupture? sec
Formulation Mixing Tank
Stirred Reactor/Crystallizer
Process Description
Process/Operating Conditions
Indoors
Summary for Heptane
Frequent Turnaround or Cleanout?
Operating Procedures
Liquid
Review Date:
Review of Operating Procedures for
Selected Equipment Item by:
Centralized Ventilation Shut-Off Bldg 1?
Centralized Ventilation Shut-Off Bldg 2?
Clear InputSave Input to Equipment Table< Go To Chemical Data
Go To Plant Layout ><< Go To Main Menu
< Go To Equipment Input
Go To Reaction Input >

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
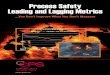
March 20, 2019 Slide - 11Approximately 100 ft
Case Study – CAI and Arnel
Site Layout
The enclosed production
area (denoted as C, D, and
E) is approximately 10,000
ft3. Areas denoted A and B
contained offices and a
laboratory. Fiber drums of
nitrocellulose were stored in
trailers east of the building.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 12Approximately 500 ft
Case Study – CAI and Arnel
Site Layout
A marina is adjacent to the
site, approximately 150 ft
east of the manufacturing
area. A residential
community is approximately
100 ft north with the nearest
houses 150 ft away.
The CAI and Arnel facility is
circled in the photograph.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 13
Case Study – CAI and Arnel
Site LayoutThere is a total of 15 employees
between CAI and Arnel. For now, it is
assumed that during normal work hours,
2 people might be in the production area
and 5 in the offices and laboratory.
There has been assumed to be 10
people located at the marina between
customers, maintenance and sales staff.
The enclosed process area is estimated
to be 200,000 ft3. There are two 6,000
cfm exhaust fans allowing roughly 3.6
air changes per hour when running.
Plant Layout Input
Equipment Identification:
Equipment Type:
Location:
Distance to Property Limit or Fence Line = 100 ft Occupied Building 1 Name =
Furthest Distance to Fence Line ( > 30.48 m ) = m Distance to Occupied Bldg 1 or Area = 50 ft
Max. Onsite Outdoor Population Density people/m2 Elevation of Occ Bldg 1 Ventilation Inlet = m
Personnel Routinely in Immediate Area? Distance to Center of Occupied Bldg 1 = m
Distance to end of Offsite Zone 1 m Occupied Bldg Type =
Offsite Population Density within Zone 1 people/m2 Occupied Bldg Ventilation Rate = changes/hr
Offsite Population Density Beyond Zone 1 people/m2 Number of Building Occupants = 5
Effective Egress from Work Area? Occ Bldg 2 in Same Wind Direction? No
Access for Emergency Services? Occupied Building 2 Name =
Degree of Equipment Congestion in Area? Distance to Occupied Bldg 2 150 ft
Containment or Dike Surface Area = sq m Elevation of Occ Bldg 2 Ventilation Inlet = m
Consider Dike or Bund Failure for Vessel Rupture? Distance to Center of Occ Bldg2 = m
Credit Fire Heat Adsorption for Drainage/Indirect? Occupied Bldg 2 Type =
Distance to Nearest Fired Equipment = Occupied Bldg 2 Ventilation Rate = changes/hr
Quantity of "Other" Flammables in Immediate Area kg Number of Occupants Bldg 2 = 10
Quantity of Flammables in Adjacent Area kg
Adjacent Containment or Dike Surface Area = sq m
Automated EBVs to limit spill quantity?
Spills to Soil Require Remediation?
Potential for Water Contamination?
Enclosed Process Volume = 200000 cu ft High Population Downstream of Facility?
Enclosed Process Ventilation = 3.6 changes/hr
No. Enclosed Area Personnel = 2
Note that Environmental Scenarios are Excluded
Enclosed Process Area Data
Occupied Building DataLocation Information
Environmental Inputs
Marina
Plant Offices and Laboratory
Formulation Mixing Tank
Stirred Reactor/Crystallizer
Indoors
Layout Description
Process Areas C, E, and F are approximately 10,000 ft2 by maybe 20 ft
height. Office area B roughly 50 ft from mixing tanks
Clear InputSave Input to Equipment Table< Go To Process Conditions
Go To Reaction Input ><< Go To Main Menu
< Go To Equipment Input
< Go To Chemical Data

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Indoor Chemical Processing often intensifies hazards as dilution of
airborne chemicals is minimized. Release quantities to reach
flammable or toxic concentrations may be very small.
An enclosed manufacturing volume of 1000 m3 only requires approximately 40 kg
flammable vapor (such as 38 kg propane) for the entire volume to reach the
lower flammable limit. A chemical with ERPG-3 of 150 ppm would only require
0.15 m3 of toxic vapor (such as 0.23 kg HCl) to reach a potentially toxic
concentration within the enclosed process area.
Chemical Processing Indoors
March 20, 2019 Slide - 14

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 15
Risk Analysis Screening Tools (RAST)
Case Study – CAI and Arnel
Input Data for an Equipment Item
stored in one row by Equipment Tag
Retrieve Information for an Equipment
Item by selecting any cell in the desired
row and entering Load Selected
Select Save Inputs to Equipment Table (blue macro button). All Input Information
will be stored in the Equipment Table in a single row identified by a unique Equipment
Identification or Tag.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Risk Analysis Screening Tools (RAST)
Risk Matrix
March 20, 2019 Slide - 16
To understand the Consequence
Severity and Tolerable Frequency, the
values for key Study Parameters and a
Risk Matrix may be viewed on the
Workbook Notes worksheet. These
values may be updated on hidden
worksheets and should reflect the
company’s specific risk criteria.
For this case study, the Risk Matrix
(right) has been used. The Human
Harm criteria is based on an estimated
number of people severely impacted
(severe injury including fatality).
2 3 4 5 6 7
Description Human Harm Environment Business Loss 10^-2/year 10^-3/year 10^-4/year 10^-5/year 10^-6/year 10^-7/year
Reportable Incident to Environmental Agency OR
< 10 kg Very Toxic to Waterway OR < 100 kg NFPA-H4 to Soil
< 100 kg Toxic to Waterway OR < 1000 kg NFPA-H3 to Soil
< 1000 kg Harmful to Waterway OR < 10000 kg NFPA-H2 to Soil
Environmental Contamination Confined to Site OR
< 100 kg Very Toxic to Waterway OR < 1000 kg NFPA-H4 to Soil
< 1000 kg Toxic to Waterway OR < 10000 kg NFPA-H3 to Soil
< 10000 kg Harmful to Waterway OR < 100000 kg NFPA-H2 to Soil
Environmental Contamination of Local Groundwater OR
< 1000 kg Very Toxic to Waterway OR < 10000 kg NFPA-H4 to Soil
< 10000 kg Toxic to Waterway OR < 100000 kg NFPA-H3 to Soil
< 100000 kg Harmful to Waterway OR < 1000000 kg NFPA-H2 to Soil
Incident Requiring Significant Off-Site Remediation OR
< 10000 kg Very Toxic to Waterway OR < 100000 kg NFPA-H4 to Soil
< 100000 kg Toxic to Waterway OR < 1000000 kg NFPA-H3 to Soil
> 100000 kg Harmful to Waterway OR > 100000 kg NFPA-H2 to Soil
Incident with Significant National Media Attention OR
< 100000 kg Very Toxic to Waterway OR < 1000000 kg NFPA-H4 to Soil
> 100000 kg Toxic to Waterway OR > 1000000 kg NFPA-H3 to Soil
Acceptable
Tolerable - Offsite
Tolerable - Onsite
Unacceptable
Low
Con
sequ
ence
Hig
h
Con
sequ
ence
Low
Frequency
High
Frequency
Consequence Severity Description Frequency
Severity Level-1
Minor Injury On-site
(or < 0.01 Person Severely Impacted On-site)
Potential for Adverse Local Publicity
Property Damage and
Business Loss < $50M2 Orange Yellow
Green
Green
Yellow> 10 People Severely Impacted On-site
> 1 Person Severely Impacted Off-site
Property Damage and
Business Loss > $50 MM6 Red
Red Red Orange Yellow GreenSeverity Level-41 to 10 People Severely Impacted On-site
0.1 to 1 People Severely Impacted Off-site
Property Damage and
Business Loss $5 MM to
$50 MM
Legend
6
Yellow Green GreenSeverity Level-2
Major Injury On-site
(or 0.01 to 0.1 Person Severely Impacted On-site)
Public Required to Shelter Indoors
(or Minor Injury Off-site)
Property Damage and
Business Loss $50 M to
$500 M
3 Red
Red Orange Yellow GreenSeverity Level-3
Potential Fatality On-site
(or 0.1 to 1 Person Severely Impacted On-site)
or Potential Major Injury Off-site
Property Damage and
Business Loss $5 MM to
$50 MM
4 Red
Severity Level-5
6
Red Orange
5 Red
Risk Matrix: Risk = Consequence Severity times Frequency
Red Red
Green Green Green Green
Orange

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
HAZOP Node: HAZOP Design IntentPlant Section =
Equipment Type = Stirred
Reactor/Crystallizer
Equipment Tag = Formulation Mixing
Tank
LOPA Menu Filters:
Scenario Type Scenario CommentsParameters and
DeviationInitiating Event (Cause) Initiating Event Description Loss Event Outcome
Off
-Sit
e T
oxi
c R
elea
se
On
-Sit
e T
oxi
c R
elea
se
Ind
oo
r T
oxi
c R
elea
se
To
xic
Infi
ltra
tio
n
Ch
emic
al E
xpo
sure
Fla
sh F
ire
or
Fir
ebal
l
Vap
or
Clo
ud
Exp
losi
on
Bu
ild
ing
Exp
losi
on
Eq
uip
men
t E
xplo
sio
n
Pro
per
ty D
amag
e o
r B
usi
nes
s L
oss
En
viro
nm
enta
l D
amag
e
Drain or Vent Valve Open
Drain or Vent Valve left open following
infrequent maintenance, purging or
cleaning
Flow-Loss of
Containment
Human Failure Action once per
quarter or less
Operator leaves Drain or Vent Open
following infrequent maintenanceDrain or Vent Leak Flash Fire or Fireball 4
Vapor Relief Vent - Heat TransferFlash Fire or Fireball, Building
Explosion5 6
Equipment Rupture at Saturation
Temperature
Flash Fire or Fireball, Building
Explosion5 6
Vapor Relief Vent - FireIndoor Toxic Release, Flash Fire
or Fireball, Building Explosion5 5 6
Equipment Rupture at Fire Conditions Flash Fire or Fireball 3
Ignitable Headspace
Chemical is Flammable or
Combustible: Maximum Operating,
Mechanical Energy or Heating Media
Temperature exceeds Flash Point
less 5 C
Composition-Wrong
ConcentrationBPCS Instrument Loop Failure
Failure of Pressure or NonCombustible
Atmosphere ControlEquipment Rupture - Deflagration Flash Fire or Fireball 3
Overfill Release Flash Fire or Fireball 5
Equipment Rupture at Operating
Temperature
Flash Fire or Fireball, Building
Explosion5 6
Excessive Heat Input -
Mechanical
Vapor Pressure plus pad gas Does
Not exceed Maximum Allowable
Working Pressure or Relief Set
Pressure at Maximum Temperature
from Mechanical Energy Input
Pressure-HighHuman Failure Action once per
quarter or less
Agitation or Pump Recirculation left running
for extended time allowing slow temperature
increase
Criteria for Triggering Incidents Not
Met
Excessive Pad Gas Pressure
Maximum Pad Gas Pressure Does
Not Exceed the Maximum Allowable
Working Pressure or Relief Set
Pressure
Flow-High Regulator FailureRegulator Fails causing high flow or
pressure
Criteria for Triggering Incidents Not
Met
High Temperature Failure
Maximum Feed Temperature Does
Not Exceed Temperature limits of
Equipment
Temperature-High BPCS Instrument Loop Failure Failure of Temperature ControlCriteria for Triggering Incidents Not
Met
Pad Gas Compression
Maximum Feed or Downstream
Pressure does not exceed the
Maximum Allowable Working
Pressure or Relief Set Pressure
Pressure-High BPCS Instrument Loop Failure Failure of Pressure ControlCriteria for Triggering Incidents Not
Met
Piping or Equipment Leak - SmallAssessment Excludes Mechanical
Integrity Scenarios
Flow-Loss of
ContainmentMechanical Failure
Loss of Alignment or Equipment Support
causing Vibration or Excessive Movement
Criteria for Triggering Incidents Not
Met
Rotating Equipment DamageMotor Power below Rotating
Equipment Vibration or Damage Limit
Composition-
ContaminantsMechanical Failure
Breakage of rotating blade or internal parts
due to alignment, wear,or fatigue
Criteria for Triggering Incidents Not
Met
Seal Leak No Agitator Seal indicatedFlow-Loss of
ContainmentSingle Mechanical Seal Failure
Failure from corrosion, alignment, low flow,
etc.
Mechanical Seal Failure above Liquid
Level
Consequence Does Not Exceed
Threshold Criteria for Continuing
with LOPA
Vacuum DamageRating for Full lVacuum Not Entered
for Low Design Pressure EquipmentPressure-Low BPCS Instrument Loop Failure Failure of Pressure Control
Full Bore Hole Size Leak above
Liquid Level
Consequence Does Not Exceed
Threshold Criteria for Continuing
with LOPA
Excessive Heat Input - Heat
Transfer
Excessive Heat Input - Pool Fire
Exposure
Overfill or Backflow of liquid with spill
rate equal to the feed rate to a
maximum quantity of the available
Level-High or Flow-
BackflowOverfill, Overflow, or Backflow
BPCS Instrument Loop Failure
IEF=2 as determined by Process
Safety
Failure of Flow Control
Leak of Flammable Material or Material
above its Flash Point which may ignite
BPCS Instrument Loop FailureFailure of Level Indication with continued
addition of material
Vapor Pressure plus pad gas
exceeds Maximum Allowable
Working Pressure or Relief Set
Pressure at Ambient or Heating Media
Vapor Pressure exceeds Relief Set
or Burst Pressure from Pool Fire
Exposure
Pressure-High
Pressure-High
Potential Outcome / Tolerable Frequency Factors
Suggested Scenarios from the RAST Library
Scenarios in gray were
considered but are excluded for
reason noted
Scenarios with NO IPL's Required will NOT be reported.Mechanical Integrity Scenarios will NOT be reported
Formulation Mixing Tank is a Stirred Reactor/Crystallizer containing Heptane Mix
that operates at 40 C and 0.01 bar. The volume is 3000 gal with a maximum
allowable working pressure of 0.1 bar. The maximum feed or flow rate is 50
gal/min.
Off
-Sit
e T
oxi
c R
elea
se
On
-Sit
e T
oxi
c R
elea
se
Ind
oo
r T
oxi
c R
elea
se
To
xic
Infi
ltra
tio
n
Ch
emic
alE
xpo
sure
Fla
shF
ire
or
Fir
ebal
l
Vap
or
Clo
ud
Exp
losi
on
Bu
ild
ing
Exp
losi
on
Eq
uip
men
t Exp
losi
on
Pro
per
ty D
amag
e o
r B
usi
nes
s L
oss
En
viro
nm
enta
l D
amag
e
Update Go To Scenario Results ><< Go To Main Menu
Create UserScenario
March 20, 2019 Slide - 17
Case Study – CAI and Arnel
Suggested Scenarios for Formulation Mix Tank
Several scenarios suggest that
the confined process area could
reach a flammable concentration
including vessel overfill and
excessive heating.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 18
Case Study – CAI and Arnel
Suggested Scenarios for Formulation Mixing Tank
❑ Review the suggested list of scenarios. Do these represent what you
would expect for an indoor mix tank?
❑ Are there scenarios that have been “screened out” (shown in gray) that
should be considered?
❑ Are there scenarios missing? (Possibly similar scenarios with different
Initiating Events)
❑ Do you agree with the “worst” Consequence (Tolerable Frequency
Factor) for the scenario listed?

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
RAST Version 2
Release Location Indoors
Airborne Quantity Summary:
Release Temperature, C 103.3 Factor Probability
Release Pressure, barg 0.100
Physical State at Release Conditions Vapor
Heat Input, Kcal/min 10.54
Equivalent Hole Size, cm
Release Rate, Kg/sec 0.09
Release Duration, min 60.00
Spray Distance, m 0.0
Flash + Aerosol Evaporation Fraction
Estimated Aerosol Droplet Diameter, micron
Pool Area, sq m 0.0
Estimated Pool Temperature, C
Maximum Pool Evaporation Rate, kg/sec
Total Airborne Rate, kg/sec 0.09
Total Airborne Quantity, Kg 306.9
Airborne Quantity Composition:
Mole Fraction Heptane 0.356
Mole Fraction Propanol, 1- 0.644
Mole Fraction Dissolved Solids 0.000
Mole Fraction Pad Gas (at Mw = 29)
ERPG-2 for Vapor Composition, ppm by volume 331.0
ERPG-3 for Vapor Composition, ppm by volume 4280.9
LC-50 Concentration, ppm by volume 52430.0
One-hour ERPG-3 for Vapor Composition, ppm by volume 4280.9
One-hour LC-1 Concentration, ppm by volume 8561.8
LFL for Vapor Composition, % by volume 1.55
Dispersion Summary (Atmospheric Stability Class D with 3 m/sec wind except as noted):
Max Distance to Time-Scaled ERPG-2, m 36.2
Max Distance to Time-Scaled ERPG-3, m 3.8
Max Distance to 1% Lethality for 1.5 F weather, m 0.1
Max Distance to Estimated LC-50 Concentration, m 0.1
Max Distance to Flash Fire Impact or 0.5 LFL, m 11.0
Maximum Ground Elevation Concentration, ppm 1000000.0
Concentration at Distance to Fence Line, ppm 455.1
Concentration at Distance to Unrestricted Work Area, ppm
Concentration within Occupied Bldg 1, ppm 677.1
Concentration within Occupied Bldg 2, ppm 101.3
Concentration within Enclosed Process Area, ppm 17817.8
Conc within Enclosed Process Area w/Ventilation, ppm 4925.0
Prob of Exposure (proximity based)
Fence Line
Concentration
Exceeds ERPG-2
On-Site Toxic POE
Flash Fire POE
Physical Explosion POE
Chemical Exposure POE
Enclosed Area
Exceeds 0.5 LFL or
ERPG-3
CONSEQUENCE SUMMARY Date:
Vapor Vent - Heat TransferLoss Event for: Stirred Reactor/Crystallizer; Formulation
Mixing Tank Containing Heptane :
Ground or Work Area
Exceeds Multiple of
LFL or Time-Scaled
ERPG-3
with Personnel Not in Immediate Area
RAST Version 2
Explosion Summary:
VCE or Building Explosion Energy, kcal 4.8E+06 1
VCE or Building Explosion Distance to 1 psi Overpressure, m 182.3
Maximum Distance to LFL Concentration, m 7.7
Blast Overpressure at Center of Occupied Building 1, psi 6.6
Blast Overpressure at Center of Occupied Building 2, psi 4.3
Distance to Severe Thermal Radiation Impact, m
Rupture Explosion Energy, kcal
Distance to Direct Blast Impact (10 psi), m 1
Maximum Fragment Range, m
Rupture Distance to 1 psi Overpressure, m
Rupture Overpressure at Center of Occupied Building 1, psi 0.0
Rupture Overpressure at Center of Occupied Building 2, psi 0.0
Incident Outcome and Consequence Summary:
NA
Onsite Toxic Impact based on Indoor Concentration / LC-50 of 0.3 NA
Time to ER-3 without Ventilation ~ 1751 sec; and Time to ER-3 with Ventilation ~ sec
Onsite Flash Fire Impact based on Indoor / LFL Concentration of 1.1 5
Chemical Exposure based on Dermal or Thermal Hazards and Spray Distance of 0 m NA
Onsite Direct Blast Impact based on Distance to 10 psi of 0 m
Onsite Thermal Radation Impact based on Distance from Fireball of 0 m
Occupied Building Toxic Impact No NA
Number of Potential Serious Impacts for Building 1: 0 people
Number of Potential Serious Impacts for Building 2: 0 people
Occupied Building Impact from Building Explosion Yes 6
Number of Potential Serious Impacts for Building 1: 4.5 people
Number of Potential Serious Impacts for Building 2: 7.9 people
1 psi Blast Overpressure Distance exceeds the Fence Line, Consider additional Offsite Impacts
Occupied Building Physical Explosion Impact No
Number of Potential Serious Impacts for Building 1: 0 people
Number of Potential Serious Impacts for Building 2: 0 people
Environmental Impact:
Estimated Number of
People Impacted
Probability of Ignition (POI)
Potential Explosion
Impact to Occupied
Building
Probability of Explosion (POX)
LOPA Tolerable Frequency
Factors Based On
CONSEQUENCE SUMMARY Date:
Vapor Vent - Heat TransferLoss Event for: Stirred Reactor/Crystallizer; Formulation
Mixing Tank Containing Heptane :
Impact Assessment with Personnel routinely in the immediate
area
Exceeds Threshold
Criteria
YesOffsite Toxic Impact based on Toxic Integration Method and 30.48 m to Fence Line
March 20, 2019 Slide - 19
Case Study – CAI and Arnel
Consequence AnalysisFor the Raffinate Splitter, select
Vapor Vent – Heat Transfer as
the Loss Event. This represents
a “worst” Consequence for filling
the enclosed area with
flammable vapor.
Note under the Dispersion
Summary that the enclosed
area concentration is not
estimated to reach the lower
flammable limit if the ventilation
system was running. 1 psi Blast Overpressure is estimated to
183 m (600 ft) and message notes this
exceeds the distance to the fence line

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 20
Case Study – CAI and Arnel
Consequence Analysis
RAST estimated maximum 183 m
(600 ft) to 1 psi blast overpressure
from enclosed process area which
is in excellent agreement with
CSB modeling.
REPORT NO. 2007-03-I-MA , US Chemical Safety Board,
Figure 20. Aerial View showing estimated explosion overpressures

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Scenario Definition
Protection
Gap
Scenario /
Cross Ref
Description of Undesired ConsequenceLOPA Tolerable Frequency Factor
(chemicals, quantity involved,
and basis for calculations)
Initiating Event Probability of Ignition Probability of Exposure
(Presence Factor)
Time at Risk or Other
Enabling Factor
New
Instrumented
Protection
Credits
Taken
IPL Status? -->
Safety
AnalysisTolerable Frequency Factor 6 BPCS Instrument Loop Failure POI Probability Factor 1
4 1 11 6 1 1 0
Indoor Release of Flammable
Material-POX
6.01
Failure of Flow Control
Stirred Reactor/Crystallizer, Formulation Mixing Tank,
is involved in an Excessive Heat Input - Heat Transfer
event resulting in a Vapor Relief Vent - Heat Transfer
with subsequent 307 kg airborne release of a Heptane
Mixture at an airborne release rate of 11.3 Lb/min.
Estimated time to relief set pressure is 11 min.
This incident could result in a Building
Explosion with Explosion Distance to 1 psi
Overpressure of 598 ft including Explosion
Overpressure at Typical Construction
Occupied Bldg 1 (psi) of 6.6 psi. 1 psi
Blast Overpresssure exceeds Distance to
the Fence Line of 100 ft. Consider
adjustment for Off-Site Impacts with the
potential for Severity Level-5
< Back to Scenario Results
+
Expand All Collapse All
> Human Error ++ +> Possible IPLs
Case Study – CAI and Arnel
Risk Analysis / Layers of Protection Analysis (LOPA)
March 20, 2019 Slide - 21
The initial Initiating Event description notes BPCS
flow control failure which should be updated to
Human Error more than 1 per quarter to reflect
that operator failed to close the steam valve.
Select Loss Event of Vapor Relief
Vent-Heat Transfer with Incident
Outcome of Building Explosion
for analysis in LOPA (“Yes”), then
select LOPA Worksheet

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Scenario Definition
Protection
Gap
Scenario /
Cross Ref
Description of Undesired ConsequenceLOPA Tolerable Frequency Factor
(chemicals, quantity involved,
and basis for calculations)
Initiating Event Probability of Ignition Probability of Exposure
(Presence Factor)
Time at Risk or Other
Enabling Factor
New
Instrumented
Protection
Credits
Taken
IPL Status? -->
Safety
AnalysisTolerable Frequency Factor 6
Human Failure Action more than
once per quarterPOI Probability Factor 1
4 1 11 6 1 1 0
Indoor Release of Flammable
Material-POX
6.01
Failure to close Steam Valve to
vessel heater upon reaching
desired temperature
Stirred Reactor/Crystallizer, Formulation Mixing Tank,
is involved in an Excessive Heat Input - Heat Transfer
event resulting in a Vapor Relief Vent - Heat Transfer
with subsequent 307 kg airborne release of a Heptane
Mixture at an airborne release rate of 11.3 Lb/min.
Estimated time to relief set pressure is 11 min.
This incident could result in a Building
Explosion with Explosion Distance to 1 psi
Overpressure of 598 ft including Explosion
Overpressure at Typical Construction
Occupied Bldg 1 (psi) of 6.6 psi. 1 psi
Blast Overpresssure exceeds Distance to
the Fence Line of 100 ft. Consider
adjustment for Off-Site Impacts with the
potential for Severity Level-5
< Back to Scenario Results
+
Expand All Collapse All
> Human Error ++ +> Possible IPLs
March 20, 2019 Slide - 22
Case Study – CAI and Arnel
Risk Analysis / Layers of Protection Analysis (LOPA)
The probability of ignition in RAST is estimated at 0.1 for an indoor
flammable release into a properly electrically classified area. This is an
administrative parameter on a hidden worksheet that may be updated.
RAST does not estimate offsite flammable
impact directly but notes that the Consequence
Severity may need to be adjusted.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
BPCS Control or
Human Response
to Alarm
BPCS Control or
Human Response
to Alarm
SIS Function A SIS Function BPressure Relief Device SRPS 1 SRPS 2 SRPS 3
BPCS Independent of
Initiating Event
1 - Other Safety related
protection systems (PFD=0.1)
1 1
Building ventilation system
capable of preventing
concentration from reaching
the lower flammable limit
Notes / Comments
High Temperature Closes
Heating Media Valve
Not Allowed
+ + + +
March 20, 2019 Slide - 23
Case Study – CAI and Arnel
Risk Analysis / Layers of Protection Analysis (LOPA)
The existing safeguards (even if there were a high temperature alarm which automatically
closes the steam valve) were not sufficient to manage a scenario of this consequence severity.
The scenario could have been managed
by having a relief device set at a very
low pressure or open line to vent
outdoors and “sealing” the 12 inch solids
loading hatch when not in use.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 20, 2019 Slide - 24
Risk Analysis Screening Tools (RAST)
Case Study – CAI and ArnelRisk Analysis and Incident Investigation often use similar methods to better
understand the scenario. Risk Analysis “anticipates” what could go wrong
and what the potential consequences may be. For Incident Investigation, the
Incident Outcome and Consequences are known in addition to the actual
weather conditions, wind direction, time of day, and other factors.
For the Formulation Mixing Tank, RAST did suggest column Excessive
Heating as one of many scenarios to consider. RAST also recognized that a
Building Explosion could be a feasible Incident Outcome. The estimate blast
overpressure from RAST was in excellent agreement with CSB modeling.
Fortunately, this incident occurred at night and resulting in no fatalities but 10
injuries, 24 hours and 6 adjacent business destroyed.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Questions?
March 20, 2019 Slide - 25











![[PPT]Process Safety Management Systems—the … · Web viewDefinition PSM Systems Audit PSM Process Audit Reference: Guidelines for Risk Based Process Safety , 2007, CCPS/AIChE,](https://img.pdfslide.net/doc/110x75/5ac347eb7f8b9ae06c8bf83e/pptprocess-safety-management-systemsthe-viewdefinition-psm-systems-audit.jpg)