Embed Size (px)
Citation preview
AN ANNOTATED BIBLIOGRAPHY OF
CEMENTED CARBIDES
AS A CUTTING TOOL MATERIAL
J. Ratnasingam
F. Scholz
G. Ramasamy
ISBN 978-983-5527-06-7
A Publication of the Materials Research Society
www.mrs.org
2012
The Faculty of Forestry at Universiti Putra Malaysia is one of the leading centres for
education of Wood Science and Technology in the country. Since its inception in 1971, the
faculty has strived to produce graduates that meet the industry’s expectations. In this
context, the faculty has continued to forge collaboration with reputable and high stature
institutes and organizations throughout the world. In this context, I am proud that the Faculty
of Forestry, UPM has built a close collaboration with the Hochschule Rosenheim, Germany,
the leading Wood Technology institute in Europe. This collaboration has been mutually
beneficial, through our joint teaching, research and extension activities.
I am pleased to write this introductory note for this annotated bibliography of
cemented carbides as a cutting tool material, which is a joint effort of members of both
organizations. This publication, the first of its kind on the subject matter, is also endorsed by
the Materials Research Society, the leading material science society in the world. I
congratulate the authors for this accomplishment, and I am sure this publication will be
widely used throughout the world. I am also looking forward to further collaboration between
the two organizations in other endeavours in the future.
Prof. Dr. Faridah Hanum Ibrahim Dean, Faculty of Forestry, Universiti Putra Malaysia.
Vorwort zum Buch
Der Sektor der Holzverarbeitung ist mehr noch als andere auf effiziente Prozesse und
kostengünstige Produktionsweisen angewiesen. Dies ist bedingt durch den relativ geringen
Preis der Produkte und das geringe Wertschöpfungsvolumen pro Produktionsschritt. In
diesem kontinuierlichen Optimierungsprozess kommt den Schneidwerksoffen eine
besondere Bedeutung zu. Die Werkzeugkosten als solche sind hierbei meist nicht der
entscheidende Faktor, sondern effiziente Logistik, Produktionssicherheit, geringe
Maschinenstillstandszeiten und Qualitätsaspekte tragen meist deutlich mehr zur
Preisbildung bei. Sie hängen aber unmittelbar von effizienten, zuverlässigen und langlebigen
Schneidwerkstoffen ab. Deshalb lohnt sich Investition in verschleißfeste Werkzeuge fast
immer. Hartmetall hat den Reigen der hoch verschleißfesten Schneidwerkstoffe eröffnet und
seinen Platz trotz anderer noch hoch verschleißfesterer Werkstoffe bis heute behauptet. In
die Holztechnik zog Hartmetall in den 50er Jahren mit der Entwicklung der Holzwerkstoffe
ein. Heute ist es das Standard-Schneidenmaterial mit einem Marktanteil deutlich über 50%.
The wood machining sector depends on efficient and cost effective processes. This is
due to low product prices and small added value per production step. Cutting materials play
an important role within this ever-enduring optimization process. Tool cost is not the most
important factor. Efficient logistics, reliability of the production process, small downtimes
and quality aspects contribute a significantly large share to the final price. However, these
factors depend on efficient, reliable and long lasting cutting materials. Investment in wear
resistant tools pays almost always off. Carbide was the pioneer material within the high wear
resistant material and has maintained its position until now. Carbide entered the field of
woodworking in the fifties and sixties of the past century along with the development of
highly abrasive engineered wood products, such as particle board or glulam. Today it is the
standard cutting material for professional applications with a market share above 50%.
In this context, I am pleased to pen an introductory note to this useful publication on
carbide tools for woodworking, which is joint effort between members of Fachhoschule
Rosenheim and the Faculty of Forestry, Universiti Putra Malaysia. This collaboration between
the two organizations goes into its 12th year now and has been and will continue to be very
fruitful in years to come.
Prof. Heinz Köster Präsidenten der Hochschule Rosenheim
Preface
Studies of cutting tool materials have come a long way. Although the principles of wood machining processes were derived primarily from metal cutting theory, the application of the different cutting tool materials for wood has been complex due to the heterogeneous nature of wood as a raw material. In this context, we are pleased to present the readers with a compilation of research articles related to cemented carbides, when used as a tool material when cutting wood and wood-based materials. The trend shown in this compilation will hopefully pave the way for greater interests and research into one of the most successful cutting tool material of all time.
J. Ratnasingam F. Scholz G. Ramasamy
October 2012
TABLE OF CONTENTS
1 INTRODUCTION
1.1 Overview 1.2 Search Strategy 1.3 Description of the Articles 1.4 Classification of Bibliographies
1 1 2 2
2 CEMENTED CARBIDE TOOL
2.1 General Descriptions 2.2 Cemented Carbide Tool
4 4
3 REVIEW ARTICLES
3.1 Overview 3.2 Critical Review 3.3 Article review
6 6 7
4 CEMENTED CARBIDE MATERIAL
4.1 Basic Materials 4.2 Coating 4.3 Treatment 4.4 Combination of Three Methods
8 12 14 16
5 MONITORING PROCESS
5.1 Introduction 5.2 Edge Recession 5.3 Cutting Forces 5.4 Acoustic Emission 5.5 Power Consumption 5.6 Sound 5.7 Vibration 5.8 Comparison of Monitor Tool Wear
17 19 24 25 25 25 26 26
6 PERFORMANCE OF CARBIDE
6.1 Overview 6.2 Cutting tool 6.3 Experimental Materials 6.4 Machining Parameters
29 29 35 37
7 ECONOMIC PERSPECTIVES
7.1 Overview 39
8 CONCLUSIONS 40
9 SURVEY OF CARBIDE QUALITIES 41
10 LIST OF BIBLIOGRAPHY
Cemented carbide tool Review articles Cemented carbide material Monitoring process Performance of carbide Economic perspectives
42 42 43 45 48 51
11 AUTHOR INDEX
List of First Author & Article Number List of Co-Author & Article Number
52 54
1
INTRODUCTION
1.1 Overview Researchers have shown interest to evaluate the wear characteristics of cemented carbide cutting tool material. All the studies undertaken have described this topic from different perspective, which provides for a better understanding of this cutting tool material. As a result, large numbers of research-based articles have been published, with qualitative and quantitative data. Hence, during this period a considerable amount of research-based articles has become available to the general public. Since a large body of studies have been carried out, an annotated bibliography was suggested to show the research trend in cemented carbide cutting tools for the woodworking industry. In fact, there has not been any annotated bibliography on cemented carbide cutting tool emphasizing on wood and wood products machining to date, and due to its extensive application, it was felt that such a publication is warranted to reflect the interests in this material. 1.2 Search Strategy
The outlay of this annotated bibliography comprises of a comprehensive listing of articles published from the beginning to the present day. A total of 121 scholarly articles on the performance of cemented carbide cutting tools for the wood industry were found from a review of the various databases as listed here: Directory of Open Access Journal (DOAJ) Science Direct Scopus Springer Link Taylor & Francis International Information System for the Agricultural Science and Technology
(AGRIS) Google Scholar
The languages of the articles were predominantly: English German Japan.
1
2
1.3 Description of the Articles
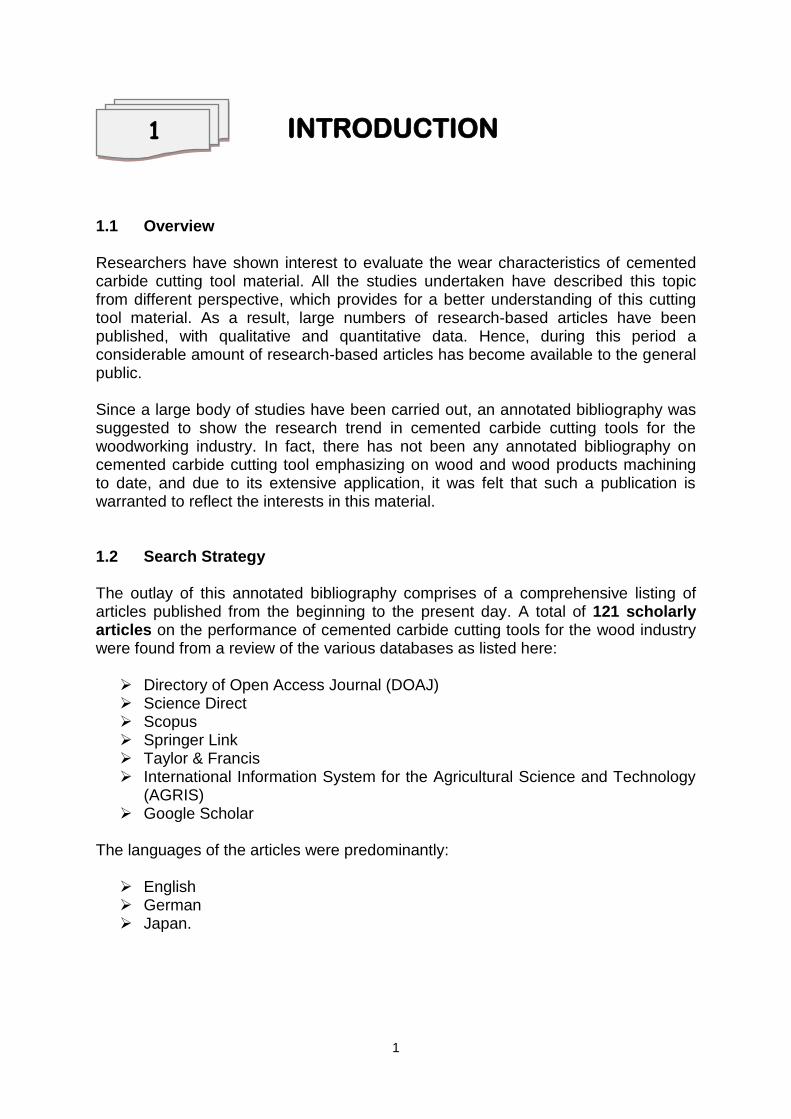
The pioneering work was published in 1939 investigating the use of cemented carbide tools in cutting wood, plywood and wood art. However, the research development of this cutting tool was unfavourable for the next forty years as exhibited in Figure 1. There were only twenty-three articles issued, highlighting the cutting tool life. From the 1980 onwards, the scholarly articles published on the subject showed remarkable progress. Since then, research on cemented carbide cutting tools has been boundless from different angles, in the field of wood technology and wood engineering. The role of cemented carbide cutting tools in woodworking industry has made the experimental field wider and competitive, which inevitably resulted in renewed interest in the study of cutting tool wear (Figure 1).
Fig 1: Research on Cemented Carbide Cutting Tools from 1940s to 2011
1.4 Classification of Bibliographies
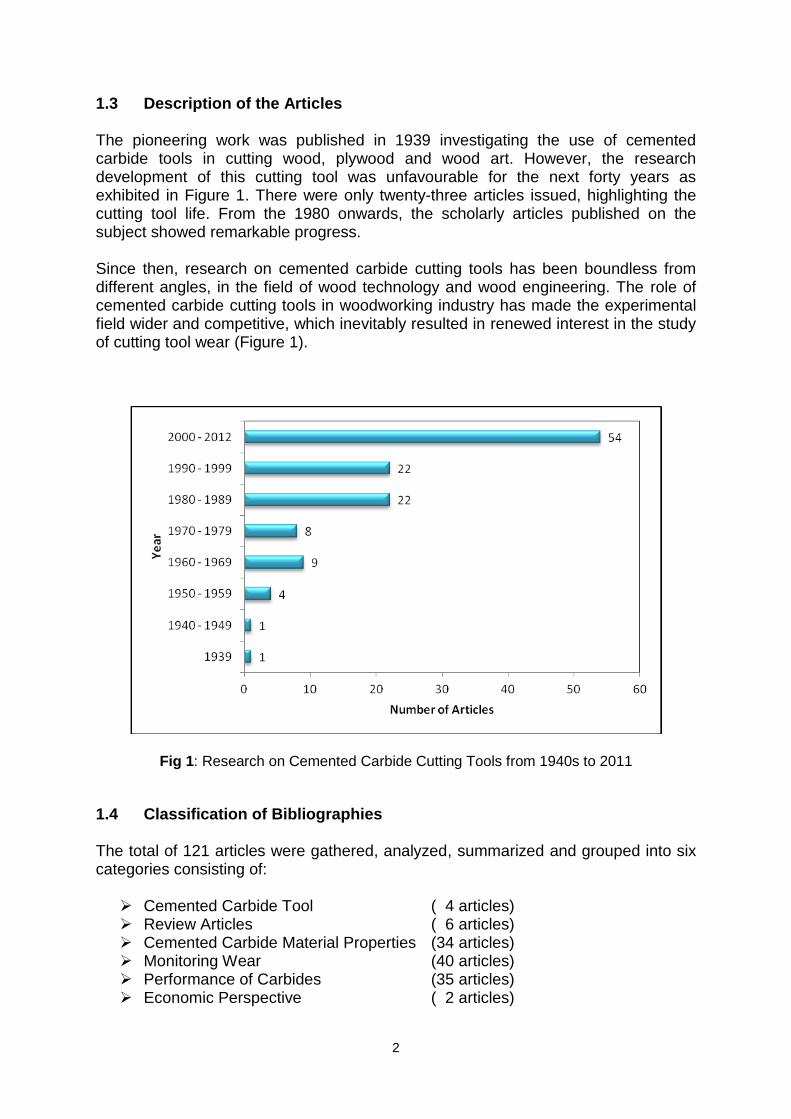
The total of 121 articles were gathered, analyzed, summarized and grouped into six categories consisting of: Cemented Carbide Tool ( 4 articles) Review Articles ( 6 articles) Cemented Carbide Material Properties (34 articles) Monitoring Wear (40 articles) Performance of Carbides (35 articles) Economic Perspective ( 2 articles)
3
Each topic is divided into several sub-topics for a deeper understanding of cemented carbide cutting tools for the woodworking industry. Most of the articles are detailed and its information analysed into sub-categories, as shown in Figure 2.
Fig 2: Extensive Studies of Cemented Carbide as Cutting Tool Material
4
CEMENTED CARBIDE TOOL
2.1 General Descriptions A cutting tool with high wear resistance, toughness and hardness is required in the woodworking industry, especially for cutting wood and wood composite materials. The main purpose for such a cutting tool is to control the wear rate during the cutting, which indirectly can improve the cutting tool life, productivity and work-piece quality. In the past, different materials of cutting tool have been considered and developed for the wood industry in order to achieve the requirement. When cemented carbide was introduced to the woodworking field to replace carbon tool steel, high speed steel, stellites and other cutting tool materials, nobody would have imagined the breakthrough of this cutting tool in machining wood and wood composites. The unique combinations of the desired properties in cemented carbide material have proven to be successful (Figure 3).
Fig 3: The Development of Cutting Tool Materials in the Woodworking Industry
2.2 Cemented Carbide Tool Apart from the wood industry, the hard metal has been widely expanded to the metal cutting, electronics industry, dental application and so forth. It seems that the introduction of cemented carbide to the woodworking industry was however, not very
2
Increasing in hardness, toughness and wear resistance
5
clear. Apart from the first paper published on the subject published in 1930s, no other evidence has been uncovered. Not many articles on the theoretical aspects or the basic background of cemented carbide cutting tools in wood industry have been published. Although four articles were found from the databases, all of the articles were out-dated. [1] Fessel, F. (1964). Hartmetallwerkzeuge für die Bearbeitung von Holz und
Holzwerkstoffen. [Carbide Tools for Working Wood and Wood Products]. Holz als Roh–und Werkstoff, 22(10), 386-392. (In German).
The article discussed the adaptation of this tool for individual purpose, appropriate application, careful handling, maintenance and repair. With these suppositions being considered, carbide-tipped tools in many cases can be favourably utilized in cutting wood and wood products. [2] Haidt, H. (1958). Spandickenbegrenzte Hartmetall-Fräswerkzeuge in der
Holzindustrie. [Limited Depth of Cut Carbide Cutting Tools in the Woodworking Industry]. Holz als Roh–und Werkstoff, 16(8), 315-318. (In German).
The short article explained thoroughly the latest development of cemented carbide tools in woodworking industry in the aspects of the use, applicability and the attendance of these cutting tools. [3] Haidt, H. (1964). Notwendige Vorbetrachtungen beim Einsatz von
Hartmetallwerkzeugen in holz-und kunstsoffbearbeitenden Betrieben. [Necessary Preliminary Considerations in the Use of Carbide Tools in Wood and Plastics Processing Manufacturing. Holz als Roh–und Werkstoff, 22(9), 345-351. (In German).
This article highlights the preliminary considerations necessary and required to be taken into considerations when cutting wood, which is a variable of material, the machine’s conditions, the feed mechanism and its cutting conditions. [4] Nickel, G. (1955). Gestaltung und Einsatz von Hartmetallwerkzeugen in der
Holzverarbeitung [Design and Use of Carbide Tools in Woodworking]. Holz als Roh-und Werkstoff, 13(10), 378-384. (In German).
General descriptions of cemented carbide bits used in the woodworking industry is summarized in simpler terms consisting of (1) types of mounting; (2) its application; (3) its strength; and (4) proper tool design.
6
REVIEW ARTICLES
3.1 Overview There have been several review articles on the wear behaviour of cemented carbide cutting tools from different perspectives. The articles were compiled, analyzed and summarized into a specific category for a better and easier understanding of the topic. The review articles on cemented carbide materials focused on: Current issues of the tool The discoveries from the many experimental work Improvements on carbide tools
The review articles can be classified into two categories namely critical review and article review. 3.2 Critical Review The critical review analyzes the scientific contents of the publications in detail and evaluates the opinions presented on the basis of scientific facts, logic and reasoning. [5] Klamecki, B.E. (1979). A Review of Wood Cutting Tool Wear Literature. Holz
Roh Werkst, 37(7), 122-126. A review of published articles on wood cutting tool wear including cemented tungsten carbide cutting tool is organized into four categories (1) research concern of tool wear; (2) wear on cutting tool; (3) wear related to work material and (4) interactions between cutting tool and work material.
[6] Linder, J. (1961). Werkzeuge fur die Bearbeitug von plattenformigen
Holzwerkstoffen. [Tools for Machining of Plate-shaped Timber Products]. Holz Roh Werkst, 19(4), 150-155. (In German).
This review discusses in detail the use of such tools and important considerations given on the instructions for the practice version of the very important activity in the tool-maintenance finish. [7] Sheikh Ahmad, J.Y. & Bailey, J.A. (1999). High-temperature Wear of Cemented
Tungsten Carbide Tools while Machining Particleboard and Fiberboard. Journal of Wood Science, 45(6), 445-455.
The authors’ overviewed the existing work on wear processes of cemented carbide cutting tool in machining wood composites with the presence of high temperature. The review
3
7
comprises very informative analysis on the distribution of tool temperatures in wood cutting and the possible of wear mechanisms that may occur.
3.3 Article Review The article review basically did not analyzed the research papers too details as in the critical review section. In simpler terms, the article review mainly gathers and describes the issues which were the concerns in the studies. [8] Jones, D.S. (1965). Cemented Tungsten Carbide in the Woodworking Industry.
Australian Timber Journal 31(37), 38-40. The paper presented an overview of existing articles concerning on cemented carbide cutting tool properties, use, maintenance and finally the cost comparison with high speed steel. [9] Ramasamy, G. & Ratnasingam, J. (2010). A Review of Cemented Tungsten
Carbide Tool Wear during Wood Cutting Processes. Journal of Applied Sciences, 10(22), 2799-2804.
The purpose of this review was to provide a complete state of the art review of cemented carbide cutting tools wear during the wood cutting process. A considerable amount of papers was identified relating to the review topic. The paper was presented in three sections by giving an attention to wear mechanisms, monitoring tool wear and factors affecting the wear behaviour. [10] Ratajski, J., Gulbiński, W., Staśkiewicz, J., Walkowicz, J., Myśliński, P.,
Czyżniewski, A., Suszko, T., Gilewicz, A. & Warcholiński, B. (2009). Hard Coatings for Woodworking Tools – A Review. Journal of Achievements in Materials and Manufacturing Engineering, 37(2), 668-674.
The article was on the coatings applied on woodworking cutting tools, which included coatings on cemented carbide cutting tools which were briefly discussed in one of the sections.
8
CEMENTED CARBIDE MATERIAL
4.1 Basic Materials The performance of cemented carbide depended on its composition and microstructure. Basically, cemented carbide cutting tools consisted of hard and brittle tungsten carbide (WC) particles embedded in a soft and ductile cobalt (Co) binder. The properties of this cutting tool, not only depended on the composition and amount of cobalt binder but also the grain size. Generally, wear occurs by removal of cobalt follow by the fragmentation and removal of carbide particle. Based on the previous reports, it is apparent that the wear mechanisms of cemented carbide cutting tools were influenced by the different working conditions. On the other hand, chemical wear is predominantly by corrosion, which occurs through chemical or electrochemical reactions. According to studies, the corrosion wear of cutting tools occur when high moisture content, chemicals and electrical potential differentials are present in wood or wood products. Meanwhile, it has been found that the predominant mechanical wear process is abrasion, which results from a combination of plastic deformation and micro abrasion. Although there are differences in wear mechanisms depending on the working conditions, the wear processes of carbide material were similar to that which has been mentioned earlier. Numerous studies have attempted to explain the wear characteristics and wear mechanisms of cemented carbide material which is summarized in the annotation section. [11] Bayoumi, A.E. & Bailey, J.A. (1984). An Analytical and Experimental
Investigation of the Wear of Cemented Carbide Cutting Tools in the Presence of Dilute Organic Acids. Wear, 94(1), 29-45.
The analysis indicated that dilute organic acids in cutting wood affected the binder volume during the cutting process. Once the binder was partially or overall removed from the matrix, carbide particles were removed from the cutting tool surface due to insufficient bonding. [12] Bailey, J.A., Bayoumi, A. & Stewart, J.S. (1983). Wear of Some Cemented
Tungsten Carbide Tools in Machining Oak. Wear, 85(1), 69-79. The wear process of cemented tungsten carbide tools involved the removal of binder through chemical attack due to tannin in oak, followed by mechanical loss of the carbide grains.
4
9
[13] Bayoumi, A.M., Bailey, J.A. & Stewart, J.S. (1983). Comparison of the Wear Resistance of Various Grades of Cemented Carbides That May Find Application in Wood Machining. Wear, 89(2), 185-200
The investigation from this study indicated that cobalt was removed from the matrix through chemical reactions (wet conditions) and burnishing or oxidation (dry conditions). Besides that, the wear performance of these cutting tools was associated with the modification of the composition and the amount of binder. [14] Bayoumi, A.E., Stewart, J.S. & Bailey, J.A. (1988). The Effects of Cemented
Carbide Binder Composition on Tool Wear Encountered in Surfacing Green Lumber. Wood and Fiber Science, 20(4), 457-476.
Tannic acid removed the cobalt binder through chemical attack followed by mechanical removal of the tungsten carbide grains. The modification of the binder composition affected the performance, when predicted from the analysis and measured through wear tests.
[15] Darmawan, W., Rahayu, I.S., Tanaka, C. & Marchal, R. (2006). Chemical and
Mechanical Wearing of High Speed Steel and Tungsten Carbide Tools by Tropical Woods. Journal of Tropical Forest Science, 18(4), 255-260.
The metal component in high speed steel was widely varied, which was highly susceptible to chemical attack by the extractives present in the tropical woods, rather than the unvaried compounds in the carbide. Further, the higher hardness in carbide slowed the mechanical wearing of the tool.
[16] Dinglinger, D. (1944). Hartmetall-Werkzeuge für die Schichtholz-Bearbeitung
[Carbide Tools for Machining Plywood]. Holz-als Roh Und Werkstoff, 7(1-3), 29-36. (In German).
The article includes an abstract in the German language. [17] Fukuda, H., Banshoya, K., Mantani, T. & Murase, Y. (1994). Corrosive Wear of
Woodcutting Tools II. Effects of Alloy Compositions on the Corrosive Wear of Cemented-carbide Bits. Journal of the Japan Wood Research Society, 40(7), 687–693. (In Japanese).
The effect of cemented carbide cutters comprising of different alloy compositions were subjected to wear mechanisms. It clarified the correlation of edge recession with cobalt content and edge hardness, which depicted dependence on potential voltage. The worn surfaces of the bits observed from the scanning electron microscope supported the findings. [18] Gauvent, M., Rocca, E., Meausoone, P.J. & Brenot, P. (2006). Corrosion of
Materials used as Cutting Tools of Wood. Wear, 261 (9), 1051-1055. Electrochemical behaviour and morphology characteristics of the cutting tools, when cutting water soluble extract of oak depicted that the occurrence of electrochemical corrosion could not be avoided with the presence of water.
10
[19] Kirbach, E. & Chow, S. (1976). Chemical Wear of Tungsten Carbide Cutting
Tools by Western Redcedar. Forest Products Journal. 26(3), 44-48. The chemical wear occurred due to the presence of heartwood extractives in western red cedar. The extractives penetrated into the cutting tool matrix and attacked the cobalt leaving the tungsten carbide grains standing in relief which will be removed later by the mechanical actions during the cutting process. [20] Kroppelin, D. 1975. Beobachtung von Hartmetallschneiden unter dem
Elektronenrastermikroskop [Observation of Carbide Cutting under the Scanning Electron Microscope]. Holztechnologie 16, 151-153. (In German).
Scanning electron microscope has been used to observe the general characteristics of the worn surface tool. Evaluation of tungsten carbide under a microscope depicted the process of cobalt binder removal, followed by the loss of individual carbide grains. However, the wear mechanisms to remove the cobalt binder and carbide grains were different depending on the prevalent working conditions. [21] Mohan, G.D. & Klamecki, B.E. (1981). The Susceptibility of Wood-Cutting Tools
to Corrosive Wear. Wear, 74(1), 85-92. When cutting green wood, the effect of electrochemical corrosion was influenced by tool material composition in terms of types of binder material, amount of tool composition and carbide grain size. [22] Ratnasingam, J., Ma, T.P., Ramasamy, G. & Manikam, M. (2009). The Wear
Characteristics of Cemented Tungsten Carbide Tools in Machining Oil Palm Empty Fruit Bunch Particleboard. Journal of Applied Sciences, 9(18), 3397-3401.
The low cutting temperature recorded during the cutting process of oil palm empty fruit bunches particleboard strengthen the fact that mechanical abrasion and micro-fracture was the predominant wear mechanism. Hygroscopicity and high silica content of the fibre did not influence the electrochemical and oxidation mechanisms. [23] Sheikh Ahmad, J.Y. & Bailey, J.A. (1999). The Wear Characteristics of Some
Cemented Tungsten Carbides in Machining Particleboard. Wear, 225-229(1), 256-266.
This article provided a detailed analysis of wear mechanisms and wear processes of cemented carbide material which is summarized in this annotation, along with the images acquired from the study.
11
[24] Sugihara, H., Okumura, S., Haoka, M., Ohi, T. & Makino, Y. (1979). Wear of
Tungsten Carbide Tipped Circular Saws in Cutting Particleboard: Effect of Carbide Grain Size on Wear Characteristics. Wood Science and Technology, 13(4), 283-299.
Three grades of tungsten carbide tipped circular saws showed the similar wear mechanisms and wear processes. However, the level of the occurrence of wear in these cutting tools was different. Further, observation of the worn tips also depicted the differences in severity of the wear as being quite distinct.
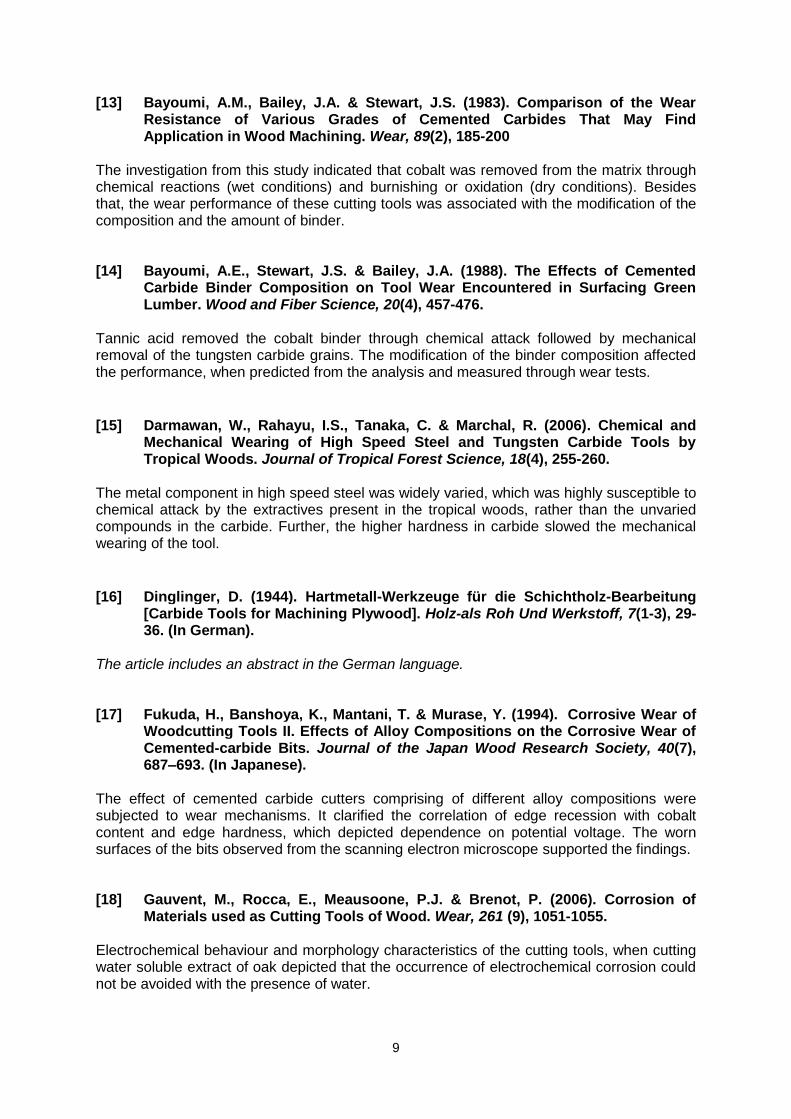
- Fluctuating forces generated during the cutting process. - Tungsten carbide grains oscillated slightly from the position. - Binder phase was partly removed from between the carbide grain by
a combination of plastic deformation and micro-abrasion. - Smooth surfaces due to removal and smearing of binder phase (B).
- Pits and depressions caused by brittle fracture (A).
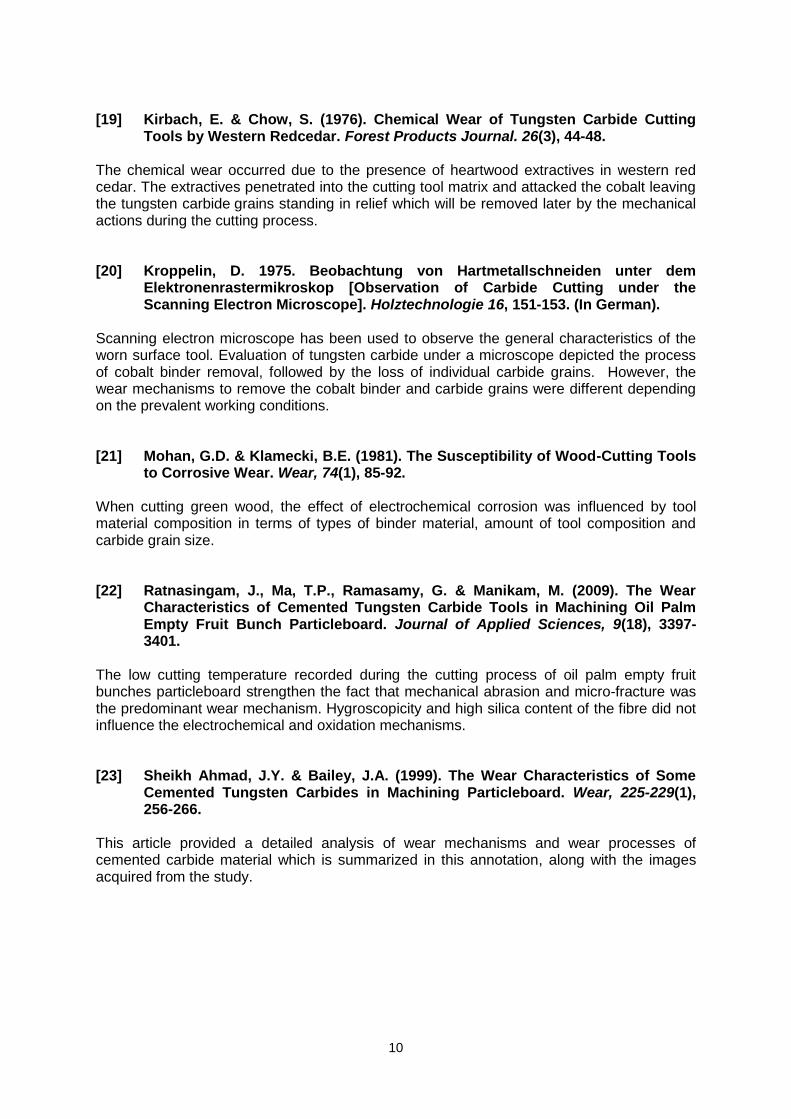
- Relative motion of brittle carbide grains resulted in trans-granular cracks in the grains.
- Fragmentation and removal of parts or the whole grain from the composite matrix.
12
4.2 Coating
Concerns to improve the material properties of cemented carbide has been raised by several researchers, for the purpose of lengthening the cutting tool life when cutting wood and wood products under different conditions. The fact that, cemented carbide cutting tools wear out easily when cutting under different conditions necessitates such studies. Attempts have been made to improve the material properties of cemented carbide through the application of coatings. The carbide plays a different role once it’s coated. Coating cemented carbide cutting tool alter the structure which indirectly protect the carbide grain from having a contact with the cutting tool edge during the machining. In other words, the cutting tool material is no longer an active component. The diamond membrane, which covers the tool surface, only allows wear to take place once the diamond membrane was peeled off from the tool material. There is a reliable explanation for undertaking such studies as cemented carbide has met the performance criteria required. The coating undergoes various techniques and the effect on the cutting tools has been discussed by many researchers in the past. [25] Cao, P.X., Hua, Y.K. & Zhou, Z.J. (1997). Research of Diamond Coated Tools in
Wood Composite Materials. Journal of Nanjing Forestry University, 21(3), 23-28.
Surprisingly, the wear characteristics of uncoated tools were 1.6 times as large as the diamond coated tools when cutting the wood composite materials. The reason may be explained due to the fast peeling of the diamond coated membrane which was intended to restrict the extent of cutting tool wear. [26] Cao, P.X., Hua, Y.K. & Zhou, Z.J. (2001). Wear of Diamond Coated in the
Continuously Machining Particleboard. Scientia Silvae Sinicae, 37(2), 101-107. The attempts taken by the researchers to include chip solution and mixed solution of hydrochloric acid and acetic acid when cutting particleboard improved the diamond coated tools life, by which the tool material did not corrode. Nevertheless, the carbide binders etched the matrix composition by chemical corrosion. In case the residual forces were not enough to hold the carbides, it would disappear as a result of abrading fatigue. [27] Chivavibul, P., Watanabe, M., Kuroda, S. & Komatsu, M. (2008). Evaluation of
HVOF-Sprayed WC-Co Coatings for Wood Machining. Surface and Coating Technology, 202(21), 5127-5135.
The worn out coating tools were similar with the sintered material in the low density wear zone but significantly higher, when cutting at high density wear zone. [28] Darmawan W. Tanaka, C., Usuki, H. & Ohtani, T. (2000). Wear Characteristics of
Some Coated Carbide Tools when Machining Hardboard and Wood-chip Cement Board. Wood Industry, 55(10), 456-460.
13
The findings of some coated carbide tools performance did not have large implications on progression of wear, while retaining lower normal force and sound pressure level. However, the value was almost similar with uncoated tools, when the hardness of coating materials exceeded 2,000 Hv. [29] Endler, I., Bartsch, K., Leonhardt, A., Scheibe, H.–J., Ziegelo, H., Fuchs, I. &
Raatz, C. (1999). Preparation and Wear Behaviour of Woodworking Tools Coated with Superhard Layers. Diamond and Related Materials, 8(2-5), 834-839.
The etching of tungsten carbide phase with the Murakami's agent and acid before coating increased the adherence of diamond films. However, cobalt binder etched with acid had lower performance in terms of wear when milling melamine laminated particleboard compared to tool etched in the Murakami’s agent. [30] Nouveau, C., Jorand, E., Decès-Petit, C., Labidi, C. & Djouadi, M.A. (2005).
Influence of Carbide Substrates on Tribological Properties of Chromium and Chromium Nitride Coatings: Application to Wood Machining. Wear, 258(1-4), 157-165.
The influence of cemented carbide tools coated with chromium and chromium nitride when milling oriented strand board (OSB) on abrasion wear resistance (scratch adhesion strength and ultra-micro hardness test is not summarized here) resulted in an improvement when the nitrogen content in the coating condition was low and the carbide grain size decreased. [31] Nouveau, C., Labidi, C., Martin, J.-P.F., Collet, R. & Djouadi, A. (2007).
Application of CrAlN Coatings on Carbide Substrates in Routing of MDF. Wear, 267(7-12), 1291-1299.
The chromium aluminium nitride (CrAlN) coating on the carbide tool with and without Murakami’s agent minimizes the wear when routing Medium Density Fibreboard (MDF). The purpose of the Murakami’s agent was to harden the adhesion of the coated inserts but, the result concluded that it was not attributed to the solution. [32] Niedzielski, P., Miklaszewski, S., Beer, P. & Sokolowska, A. (2001). Tribological
Properties of NCD Coated Cemented Carbides in Contact with Wood. Diamond and Related Materials, 10(1), 1-6.
The friction in nano-crystalline diamond film (NCD) coated cemented carbides can be high or low depending on the wood species. According from this study, the friction of NCD suggested that the roughness of the wood was the main factor which determined its tribological behaviour. [33] Sheikh Ahmad, J.Y. & Morita, T. (2002). Tool Coatings for Wood Machining:
Problems and Prospects. Forest Products Journal, 52(10), 43-51. The article provides a detailed analysis of the effects of tool geometry, tool edge preparation and coating material on the wear resistance of coated carbides. In addition, proper preparation and selection for a reduction in wear were also discussed.
14
[34] Sheikh Ahmad, J.Y., Stewart, J.S. & Feld, H. (2003). Failure Characteristics of
Diamond-Coated Carbides in Machining Wood-Based Composites. Wear, 225(7-12), 1433-1437.
The wear progression of diamond coated cemented carbide coating by honing improved the tool performance. The consequence of un-honing diamond coated cemented carbide led to premature failure at the beginning of the cutting processes.
4.3 Treatment Besides the coatings, treatments on cemented carbide tool materials has become one of the most significant developmental studies in the woodworking industry. In addition, the treatment techniques can be considered as a promising technology as most of the studies carried out by researchers did not show any change or damage to the basic structure. Several bibliographies on the performance of treated cemented carbide cutting tools, when cutting wood as well as wood composites have been published. The annotation bibliography on this topic addresses the performance aspects of cemented carbide after several different techniques of treatments. [35] Barnes, H.M., Stewart, H.A. & Murphy, R.J. (2004). Vapor Boron Treatment of
Composites Reduces Tool Wear. Forest Products Journal, 54(10), 69-73. Wood composites materials treated with vapour boron showed minimum wear when measured using the cutting forces technique. Analysis using the scanning electron microscope exhibited that the boron was transferred to the tool material during the cutting process. [36] Benlatreche, Y., Nouveau, C., Marchal, R., Martins, J.-P.F. & Aknouche, H.
(2009). Application of CrAIN Ternary System in Wood Machining of Medium Density Fibreboard (MDF). Wear, 267(5-8), 1056-1061.
Generally, the abrasiveness of fire-proof medium density fibreboard (MDF) was greater than the standard and water-proof MDF. The utilization of CrAlN film with 5% of Al improved the wear resistance of carbide inserts, when routing MDF but it was not so in the case of the water-proof MDF. [37] Endler, I., Holke, R., Fuchs, I. & Peter, M. (2006). Performance of Woodworking
Tools by Gas Boronizing. Holztechnologie, (1), 11-16. (In German). High wear resistant was formed when milling melamine coated chipboard using boration on the different carbide grades. The matter which needed to be considered was the wedge angle. Larger wedge angle seemed to improve the cutting performance.
15
[38] Gisip, J., Gazo, R. & Stewart, H.A. (2007). Effect of Refrigerated Air on Tool Wear. Wood and Fiber Science, 39(3), 443-449.
The cemented carbide cutting tool showed an improvement in tool life when refrigerated air was used for cooling the tool, which was attributed to high cutting temperatures when cutting medium density fibreboard. [39] Gisip, J., Gazo, R. & Stewart, H.A. (2009). Effect of Cryogenic Treatment and
Refrigerated Air on Tool Wear when Machining Medium Density Fiberboard. Journal of Material Processing Technology, 209(11), 5117-5122.
Results showed that remarkably less tool wear occurred when using both refrigerated air and cryogenic treatment when cutting medium density fibreboards. [40] Morita, T., Sheikh Ahmad, J.Y., Banshoya, K., Tsutsumoto, T. & Murase, Y.
(2000). On the Cutting Performance of Diamond-Coated Cemented Tungsten Carbide Tools Pretreated with Murakami/H2O2-H2SO4 Solution. Forest Products Journal, 50(1), 67-73.
Substrate surface pre-treatment with Murakami agent H2O2-H2SO4 on diamond coated cemented carbide tool resulted in lower edge dullness and roughness, low power consumption (approximately similar level with uncoated tool) and lesser delamination of the diamond film, when compared with coated tools with sand-blasting/HCI-HNO3 pre-treatment. [41] Stewart, H.A. (1987). Borided Tungsten Carbide Reduces Tool Wear during
Machining of MDF. Forest Products Journal, 37(7/8), 35-38. Boriding technique hardened the cobalt binder and subsequently increased the wear resistance when cutting medium density fibreboard. In addition, the tool still retained most of the wear resistance after re-sharpening the clearance face. [42] Stewart, H.A. (2004). Cryogenic Treatment of Tungsten Carbide Reduces Tool
Wear when Machining Medium Density Fiberboard. Forest Products Journal, 54(2), 53-56.
A comparative study of cemented carbide with and without cryogenic treatment indicated differences in wear during the turning test on medium density fibreboard. Cryogenic treatments changed the crystal structure, which enabled the cobalt to be retained during the cutting process. [43] Su, Y., He, N. & Li, L. (2010). Effect of Refrigerated Air Cutting Tool on Wear in
High-Speed Cutting of Difficult-to-cut Materials. Tribology, 30(5), 485-490. The study showed that refrigerated air and cryogenic minimum quantity lubrication (MQL) cooling techniques reduced the cutting temperature effectively when cutting difficult-to-cut materials. The cooling conditions reduced the abrasive wear and thermally-related wear, such as adhesive wear and diffusion wear.
16
4.4 Combination of Three Methods An article evaluating the cemented carbide tool on the basis of the different tool materials, tool coatings and treatments was also found. [44] Stewart, H.A. (1991). A Comparison of Tool Materials, Coatings and Treatments
Related to Tool Wear during Wood Machining. Forest Products Journal, 41(9), 61-64.
Turning experiments using medium density fibreboard demonstrated that the wear characteristics of cutting tools can be minimized by selecting correct tool materials, applying coatings or tool treatments that can reduce the heat from the cutting zone.
17
Bb MONITORING PROCESS
5.1 Introduction Studies on the wear of cemented carbide cutting tools during the machining of solid wood and reconstituted wood products were focused on: The wear processes of cemented carbide cutting tools; The measurements to identify the wear pattern.
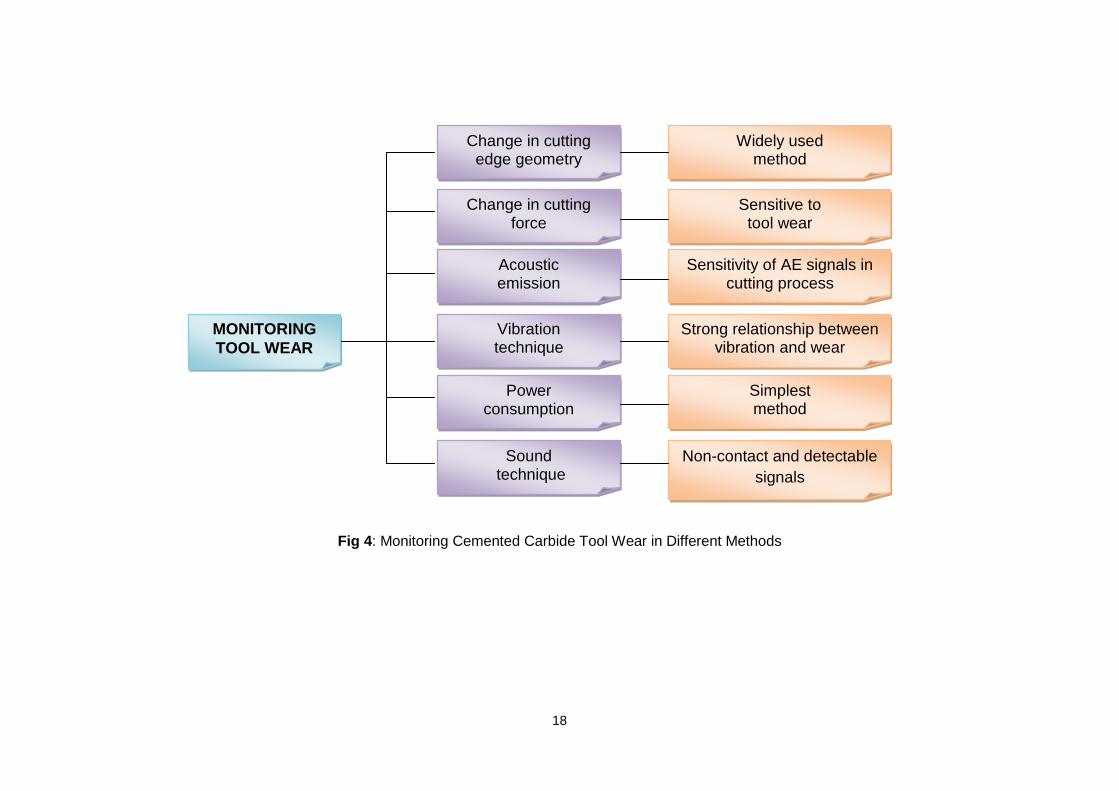
The direct consequence of the wear process was inefficient cutting, and in this context, studies on the wear of cemented carbide cutting tools were extensive and exhaustive. The wear of cemented carbide cutting tool can be affected by many factors, such as machining parameters, cutting tool and experimental materials. These factors which either had positive or negative effects on the wear of cemented carbides are discussed in the ‘Performance of Carbide’ section. Monitoring the wear progression of cemented carbide cutting tool is essential for better results on the basis of experimental material surface, cutting tool and the machine. Generally, there are few methods used to monitor the tool wearing during the cutting process. .A large body of research on measuring the amount of wear particles on cemented carbide cutting tool have been gathered and simplified in Figure 4.
5
18
Fig 4: Monitoring Cemented Carbide Tool Wear in Different Methods
MONITORING
TOOL WEAR
Sound technique
Power consumption
Vibration technique
Acoustic emission
Change in cutting force
Change in cutting edge geometry
Widely used method
Sensitive to tool wear
Sensitivity of AE signals in cutting process
Simplest method
Strong relationship between vibration and wear
Non-contact and detectable
signals
19
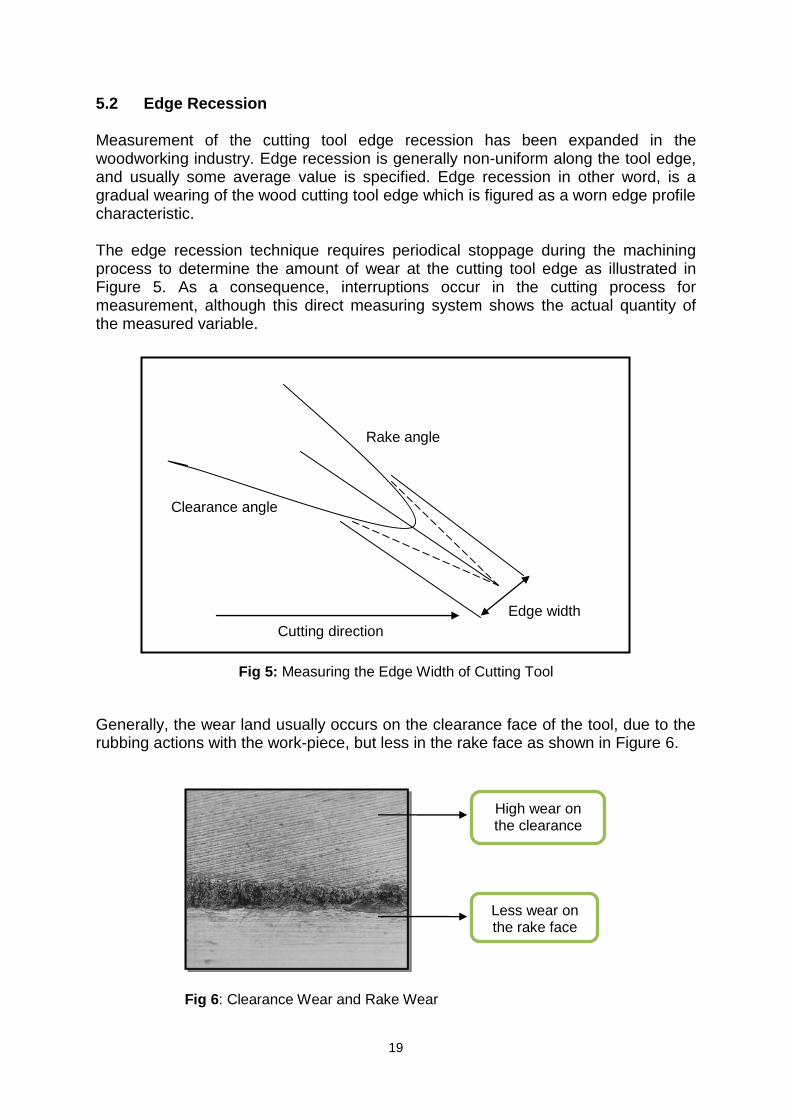
5.2 Edge Recession Measurement of the cutting tool edge recession has been expanded in the woodworking industry. Edge recession is generally non-uniform along the tool edge, and usually some average value is specified. Edge recession in other word, is a gradual wearing of the wood cutting tool edge which is figured as a worn edge profile characteristic. The edge recession technique requires periodical stoppage during the machining process to determine the amount of wear at the cutting tool edge as illustrated in Figure 5. As a consequence, interruptions occur in the cutting process for measurement, although this direct measuring system shows the actual quantity of the measured variable.
Fig 5: Measuring the Edge Width of Cutting Tool
Generally, the wear land usually occurs on the clearance face of the tool, due to the rubbing actions with the work-piece, but less in the rake face as shown in Figure 6.
Fig 6: Clearance Wear and Rake Wear
High wear on the clearance
face
Less wear on the rake face
Rake angle
Clearance angle
Cutting direction
Edge width
20
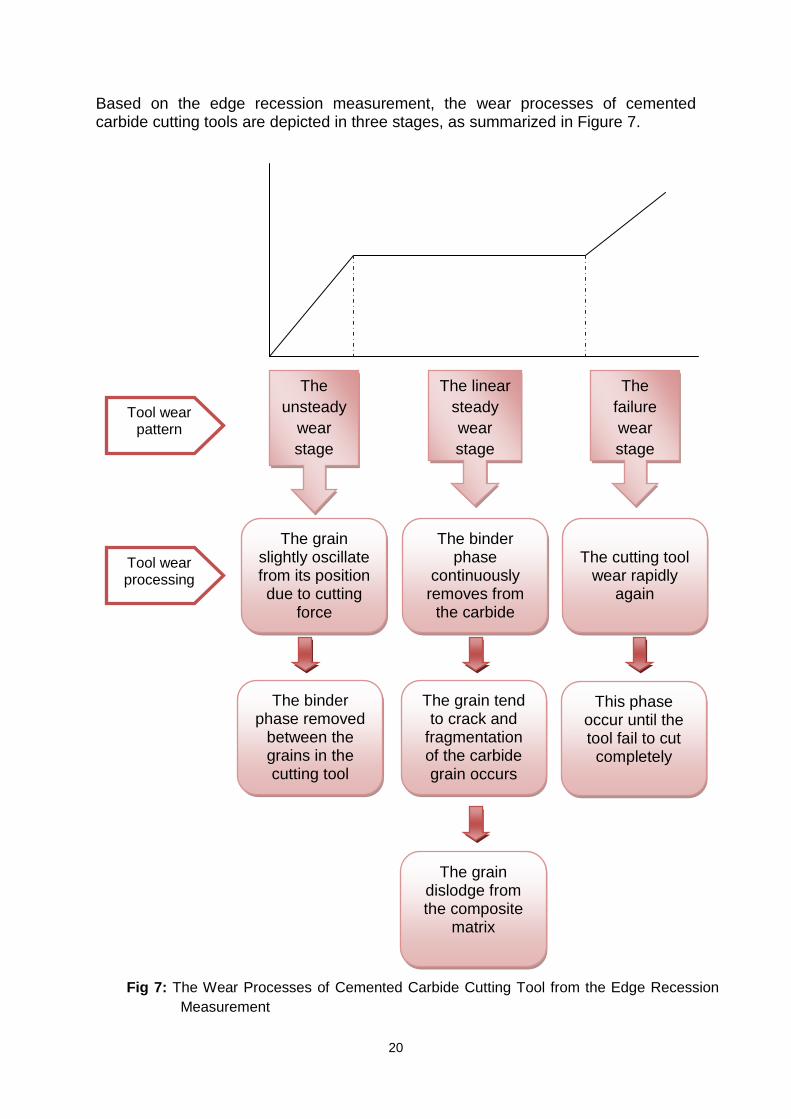
Based on the edge recession measurement, the wear processes of cemented carbide cutting tools are depicted in three stages, as summarized in Figure 7.
The
unsteady
wear
stage
The linear
steady
wear
stage
The
failure
wear
stage
The grain slightly oscillate from its position due to cutting
force
The binder phase removed
between the grains in the cutting tool
surface
The grain tend to crack and
fragmentation of the carbide grain occurs
The binder phase
continuously removes from
the carbide grain
The grain dislodge from the composite
matrix
The cutting tool wear rapidly
again
Tool wear pattern
Tool wear processing
This phase occur until the tool fail to cut
completely
Fig 7: The Wear Processes of Cemented Carbide Cutting Tool from the Edge Recession
Measurement
21
[45] Aratake, S. (1993). Effect of Edge Wear on Machinability in Wood Cutting by a
Small Diameter Bit with Numerically Controlled Router. Journal of the Japan Wood Research Society, 39(4), 389-395. (In Japanese).
The wear of tungsten carbide tool increased with the cutting length, but was remarkably smaller than the high speed steel. The deviations became greater with an increase in the edge recession on the back surface. Consequently, the increment of edge recession affected the smoothness of the machined surface. [46] Cristovao, L., Lhate, I., Gronlund, A., Ekerad, M. & Sitoe, R. (2011) Tool Wear for
Lesser Known Tropical Wood Species. Wood Material Science and Engineering 6(3), 155-161.
The greatest edge recession was observed in Ntholo wood (a specie from Mozambique), which had the highest ash and silica contents. The authors mentioned that evaluation of tool wear through edge recession and tool wear radius was not sufficient to describe the amount of total tool wear when cutting these woods. [47] Darmawan, W., Usuki, H., Rahayu, I.S., Gottlober, C. & Marchal, R. (2010). Wear
Characteristics of Multilayer-Coated Cutting Tools when Milling Particleboard. Forest Products Journal, 60(7-8), 615-621.
Experimental evidence from this study described that the multilayer-coated tools, particularly TiAlN/CrAlN resulted in smaller amounts of delamination wear, than the monolayer-coated tools when milling particleboard. [48] Fukui, H. & Yokochi, H. (1977). The Bluntness Pattern of Milling Cutter Edges in
the Machining of Wood or Wood-Based Materials. Journal of the Japan Wood Research Society, 23, 131-137. (In Japanese).
Based from this article, the bluntness pattern of three types of tool materials including carbide were found to be similar, irrespective to materials used for cutting. [49] Grube, A.E., Alekseev, A.V. (1961). Specific Cutting Force in the Milling of
Particleboard. Derev. Prom. 10, 7–8. Research carried out by these authors indicated that a linear relationship was formed between tool edge recession and the length of cut during the milling test of particleboard. [50] Inoue, H. & Mori, M. (1988). Tool Life in the Cutting of Wood by a Super
Surfacer, I: A Proposed Tool-life Equation Based on Fractures of the Cutting Edge. Journal of the Japan Wood Research Society, 34(8): 669-675 (In Japanese).
The relationship between the cutting speed variables and cutting tool edge fracture including cemented carbide formed a straight line on a semi-log co-ordinate, while enabled a tool-life equation to be proposed.
22
[51] Kinoshita, N. (1958). On the Tool Life of Circular Saw with Carbide Tip. Wood Industry, 13, 554–558.
A three-fold variation in tool life was observed when cutting hardboard. The worn edges showed similar wear geometry in the six grades of cemented carbide tools experimented with. [52] Miklaszewski, S., Zurek, M., Beer, P. & Sokolowska, A. (2000). Micromechanism
of Polycrystalline Cemented Diamond Tool Wear during Milling of Wood-Based Material. Diamond and Related Material, 9(3-6), 1125-1128.
Observations of polycrystalline cemented diamond (PCD) tool were made on the micron and submicron scales. Milling fibreboard caused a uniform reduction at the tool edge, while particleboard caused large spalls without any changes in the cutting edge shape. The evidence was supported when the surface was examined using scanning electron microscopy (SEM). [53] Morita, T., Banshoya, K., Tsutsumoto, T. & Murase, Y. (1995). Cutting of
Difficult-to-Cut Wood-Based Materials with Diamond-Coated Cemented Carbide Tools I. Difference of Cutting Performance by the Filament Power in the Synthesis of Diamond Film. Journal of the Japan Wood Research Society, 41(12), 1093–1101. (In Japanese).
It was suggested that the performance of diamond coated cutting tools depended on the filament power. Further, diamond coated cutting tools showed better performance in edge recession compared to the uncoated tools. [54] Ohuchi, T. & Murase, Y. (2001). Milling of Wood and Wood-based Materials with
a Computerized Numerically Controlled Router I: On the Machining Accuracy for Grooving. Journal of the Japan Wood Research Society, 47, 212-217. (In Japanese).
[55] Ohuchi, T. & Murase, Y. (2001). Milling of Wood and Wood-based Materials with
a Computerized Numerically Controlled Router II: On the Machining Accuracy for Side Milling of Grooves. Journal of the Japan Wood Research Society, 47, 465-472. (In Japanese).
[56] Ohuchi, T. & Murase, Y. (2002). Milling of Wood and Wood-based Materials with
a Computerized Numerically Controlled Router III: Effects of Tool Wear on the Machining Accuracy and Burr for Grooving. Wood Industry, 57(7), 297-302. (In Japanese).
[57] Ohuchi, T. & Murase, Y. (2005). Milling of Wood and Wood-based Materials with
a Computerized Numerically Controlled Router IV: Development of Automatic Measurement System for Cutting Edge Profile of Throw-away Type Straight Bit. Journal of Wood Science, 51(3), 278-281. (In Japanese).
23
[58] Ohuchi, T. & Murase, Y. (2006). Milling of Wood and Wood-based Materials with a Computerized Numerically Controlled Router V: Development of Adaptive Control Grooving System Corresponding to Progression of Tool Wear. Journal of Wood Science, 52(5), 395-400. (In Japanese).
The five papers provided very informative and detailed analysis of tool wear when milling plywood, particleboard, medium density fibreboard and Katsura wood. The first and second part (I & II) of these papers discussed the effects of width of groove, which depended on various conditions namely spindle speed, feed per knife, grain angle, combination of up and down milling and depth of cut. The authors explained in the third paper (III) that all cutting errors in the groove width became larger with increasing tool wear specifically when feed per knife increased. Since measurement at the cutting tool edge required periodical stoppage during the cutting process, the authors suggested an automatic measurement system in the fourth paper (IV). A laser measuring instrument was installed in a computer numerical control (CNC) workstation to monitor tool wear without stopping the CNC. It was found that the system employing adaptive control processing corresponded well with the progression of tool wear in grooving, which was explained in the fifth paper (V). [59] Okumura, S., Sugihara, H. & Yokoyama, Y. (1981). Wear of Carbide Tips in the
Turning of Particleboard. Journal of the Society of Material Science, 30(334), 685–690.
The cutting edge of various grades of carbide tips showed some wear characteristics when used in turning tests on particleboard. The finding was expected but the authors suggested that the impact of intermittent cutting did not accelerate the wear process, but some unknown factor affected the wear and blunting of the cutting tools. [60] Porankiewicz, B. (2006). Theoretical Simulation of Cutting Edge Wear when
Milling Wood and Wood Based Products. Wood Science and Technology, 40(2), 107-111.
The effects of abrasion, high temperature corrosion (HTC) and frictional wearing on tool edge wear when milling wood and melamine coated particleboard resulted in good correlation between the observed and predicted wear rate for three different methodologies. [61] Tsuchiya, A., Fujiwara, Y. & Okumara, S. (2008). Cutting Performance and Wear
Characteristics of Chromium Nitride-Coated Tools: Edge wear and Machined Surface Quality in End-grain Milling of Oak [Quercus]. Journal of the Japan Research Wood Society, 54(5), 263-271. (In Japanese).
Using a combination of methods of cutting edge profiles, edge wear and machined surface roughness, the cutting edges of cemented carbide coated with chromium nitride (CrN) in two different thicknesses remained sharp, while the machined surface were smooth although the coating layers were significantly worn out and rapid wear occurred on the clearance face. [62] Tsuchiya, A., Fujiwara, Y. & Okumara, S. (2010). Cutting Performance and Wear
Characteristics of Chromium Nitride-coated Tools, 2: The Chip Forming Ability of Worn Tools in Edge-Grain Milling of Spruce [Picea wood]. Journal of the Japan Research Wood Society, 56(1), 1-8. (In Japanese).
24
The effect of chromium nitrite-coated cutting edge radius on chip formation showed a good correlation during the edge-grain milling of Spruce wood. Furthermore, the chip formation process was divided into three phases, which was the basis of the cutting behaviour.
5.3 Cutting Forces Several studies have been carried out to monitor tool wear by analyzing the changes in the cutting forces. The dynamometer was used to measure the cutting forces according to the two principal components, the tangential direction FT (feed force, Fx) and the normal direction (cutting force, Fz). Despite its sensitivity to tool wear, the use of the dynamometer to measure cutting forces is however, limited by the frequency responses. [63] Kato, C., Bailey, J.A. (1998). Wear Characteristics of Woodworking Knife with a
Vanadium Carbide Coating only on the Clearance Surface (Back Surface). Key Engineering Materials, 138-140, 479-520.
The wear measurements through cutting forces, changes of tool edge profile and surface roughness of vanadium carbide coated tool were found to be less, when cutting five wood species at low speeds (except for Sugi wood) and high speeds.
[64] Stewart, H.A. (1985). A Turning Method for Monitoring Tool Wear when
Machining Reconstituted Wood Products. Forest Products Journal, 35(11/12), 41-42.
Cutting forces method was used in the turning method of medium density fibreboard using cemented tungsten carbide cutting tools. The result was presented on the basis of the parallel and normal tool force components. [65] Aknouche, H., Outahyon, A., Nouveau, C., Marchal, R., Zerizer, A. & Butaud,
J.C. (2009). Tool Wear Effect on Cutting Forces: In Routing Process of Aleppo Pine Wood. Journal of Materials Processing Technology, 209(6), 2918-2922.
The tool wear pattern of edge recession and cutting force in routing Aleppo Pine wood depicted a unstable pattern during the running period, which was followed by a stable pattern in the linear wear zone. [66] Pahlitzsch, G. & Jostmeier, H. (1964). Beobachtungen über das
Abstumpfungsverhalten beim Fräsen von Spanplatten. Holz Roh-Werkstoff 22(4), 139–146. (In German).
Observation of cutting forces appeared to reflect tool edge wear when cutting Pine and Poplar particleboard. [67] Palmqvist, J. (2003). Parallel and Normal Cutting Forces in Peripheral Milling of
Wood. Holz als Roh- und Werkst 61(6), 409-415.
25
The work elucidated that modified machining parameters consisting of rake angle, chip thickness and upward/ downward milling influenced the parallel and normal cutting forces in peripheral milling.
5.4 Acoustic Emissions Acoustic emission is defined as the stress or pressure waves generated during dynamic processes in materials, and are generated during fracture, delamination, deformation and distortion of wood during cutting. Acoustic emission could be used to monitor continuously the state of the cutting process as it is sensitive to changes in the chip formation process. The acoustic emissions signals require the careful placement of the sensor, as it is difficult to put the sensor near the tool-work-piece interface. [68] Tanaka C., Nakao T., Nishino Y., Hamaguchi T. & Takahashi A. (1992). Detection
of Wear Degree of Cutting Tool by Acoustic Emission Signal. Journal of the Japan Wood Research Society, 38(9), 841–846. (In Japanese).
The results concluded that the acoustic emission signal measured by a microphone showed its sensitivity in detecting tool wear during the turning test, conducted on the core layer of particleboard.
5.5 Power Consumption Monitoring power consumption during the cutting process has been one of the easiest methods to monitor tool wear. Similar results were obtained when comparing with the cutting edge recession, as both techniques exhibited three distinct stages, the initial unsteady wear stage, steady wear stage and finally the catastrophic failure stage. Although power consumption has been the simplest method, the output signal has a low-pass filter characteristic due to inert masses of the motor spindle system. Therefore, tool breaks can be detected when damage at tool edge occurred by integrating the characters of the measured signals. [69] Kovac, J. & Mikles, M. (2010). Research on Individual Parameters for Cutting
Power of Woodcutting Process by Circular Saws. Journal of Forest Science, 56(6), 271-277.
The influence of high or low power consumed by the material used for cutting, tool geometry and optimal cutting forces were evaluated.
5.6 Sound
Besides the techniques which were mentioned earlier, sound measurement has also been introduced to the woodworking industry. The sound measurement was carried out on the basis of the sound pressure level of the cutting sound.
26
[70] Banshoya, K., Ohsaki, H., Nagatomi, K. & Murase, Y. (1994). Relationship between Cutting Sound and Tool Wear in Machine Boring of Wood and Wood-Based Materials. Journal of the Japan Wood Research Society, 40(4), 434–439. (In Japanese).
It was apparent from this study that the sound pressure levels of the cutting sound was closely associated to tool wear when cutting wood and wood-based materials, which can be considered as another alternative method for monitoring tool wear. [71] Zhu, N., Tanaka, C., Ohtani, T. & Takimoto, Y. (2004). Automatic Detection of a
Damaged Router Bit during Cutting. Holz Roh Werkst, 62(2), 126-130. It is possible to detect the wear of cutting edge of a router bit automatically using a parameter based on the ratio of the sound pressure level. The rotation frequency as well as tooth passage frequency explained the state of damage in the cutting edge during the cutting process.
5.7 Vibration
Vibration technique has also been used as a technique to monitor tool wear during the cutting processes, as there is a strong relationship between the vibration signal and type of tool wear. Vibrations can be measured using accelerometers, as it is easy to be fitted to the machine tools, inexpensive and able to withstand the harsh environments such as the chip coolant. [72] Lemaster, R.L., Lu, L. & Jackson, S. (2000). The Use of Process Monitoring
Techniques on a CNC Wood Router. Part 1. Sensor Selection. Forest Products Journal, 50(7/8), 31-38.
Using the different techniques available, namely vibration, acoustic emission, power consumption and microphone to determine the sensitivity to tool wear, the best approach was found to be the vibration sensor. [73] Lemaster, R.L., Lu, L. & Jackson, S. (2000). The Use of Process Monitoring
Techniques on a CNC Wood Router. Part 2. Use of a Vibration Accelerometer to Monitor Tool Wear and Workpiece Quality. Forest Products Journal, 50(9), 59-64.
The study measured spindle vibration during the cutting of melamine-coated particleboard with a modification in cutting parameters, which resulted in improved sensitivity to detect cemented carbide tool wear.
5.8 Comparison of Monitoring Techniques for Tool Wear Using the combination of methods of monitoring tool wear, comparative studies were undertaken by the authors to determine the better method for detecting tool wear.
27
[74] Aguilera, A. & Martin, P. (2001). Machining Qualification of Solid Wood of Fagus Silvatica L. and Picea Excelsa L.: Cutting Forces, Power Requirements and Surface Roughness. Holz als Roh–und Werkstoff, 59(6), 483-488.
The authors suggested that cutting forces can be determined from the calculated power; since both had a very good correlation when machining two different wood species (the measurement of surface roughness was not summarized). [75] Barz, E. & Breier, H. (1969). Kurzverfahren zur Prüfung der Verschleißwirkung
und der Zerspanbarkeit von Holz und Holzwerkstoffen. [Quick method for testing the effect of wear and machinability of wood and wood composites]. Holz Roh-Werkstoff 27(4), 148–152. (In German).
Result from this study depicted that the cutting tool edge showed a greater influence on cutting force and cutting quality, than the changes of the tool edge angles. [76] Czarniak, P., Wilkowski, J. & Mazurek, A. (2010). Influence of Tool Wear and
Cutting Force on Machining Quality during Milling of Laminated Particleboard. Annals of Warsaw University of Life Sciences – SGGW, Forestry and Wood Technology, (71), 87-91.
The analysis from this study showed a correlation between tool wear and machining quality, tool wear versus cutting forces and cutting forces with machining quality. However, it was noted that the correlations were different for the two router bits made by two different producers. [77] Darmawan, W., Usuki, H., Quesada, J. & Marchal, R. (2008). Clearance Wear and
Normal Force of TiN-Coated P30 in Cutting Hardboards and Wood-Chip Cementboards. Holz-als Roh Und Werkstoff, 66(2), 89-97.
It has been well known that coated cutting tools showed less wear progression in than uncoated tool. Clearance wear and normal force depicted contrasting results when cutting wood-chip cement board than hardboard. High clearance wear in coated carbide was due to delamination, in which wear was accelerated once the coating film was removed from the tool surface. [78] Darmawan W. & Tanaka, C. (2004). Discrimination of Coated Carbide Tools
Wear by the Features Extracted from Parallel Force and Noise Level. Annals of Forest Science, 61(7), 731-736.
Although parallel force and noise level can be alternative methods to monitor tool wear, the parallel force technique was more sensitive than the noise level, especially when the cutting speed was increased. [79] Morita, T., Banshoya, K., Tsutsumoto, T. & Murase, Y. (1999). Corrosive-Wear
Characteristics of Diamond-Coated Cemented Carbide Tools. Journal of Wood Science, 45(6), 463-469.
Uncoated and diamond-coated cemented carbide and polycrystalline diamond tools depicted different levels of corrosive wear, when examined in the tool-edge appearance, cutting-edge
28
profile, edge recession, and cutting-power consumption. In fact, diamond-coated tools showed remarkably better performance with marginal effect from corrosive wear. [80] Ratnasingam, J., Mcnulty, T. & Manikam, M. (2008). The Machining
Characteristics of Oil Palm Empty-Fruit Bunches Particleboard and its Suitability for Furniture. Asian Journal of Applied Sciences, 1(3), 253-258.
The study comprise of three parts: machining defects, tool wear characteristics and surface roughness. Similar tool wear pattern was obtained from power consumption curves and tool edge recessions. The best performing cemented carbide grade during the cutting process was also identified. [81] Ratnasingam, J., Ma, T.P., Manikam, M. & Farrokhpayam, S.R. (2008).
Evaluating the Machining Characteristics of Oil Palm Lumber. Asian Journal of Applied Sciences, 1(4), 334-340.
This experimental result of this study was similar from the article number [76] except for the work material used for the cutting. When compared to solid rubberwood specimens, similar tool wear pattern and power consumption curve were depicted but the rate was higher in oil palm lumber due to the presence of silica. [82] Ratnasingam, J. & Perkins, M.C. (1998). An Investigation into the Tool Wearing
Characteristics of Rubberwood (Hevea brasiliensis) Laminated Veneer Lumber. Holz als Roh-und Werkstoff, 56(1), 31-35.
A small scale study found similar wear patterns of the cutting tool wear progression and power consumption curve. However, rubberwood LVL was found to be more abrasive than solid rubberwood. [83] Ratnasingam J., Tee, C.T. & Farrokhpayam, S.R. (2008). Tool Wear
Characteristics of Oil Palm Empty Fruit Bunch Particleboard. Journal of Applied Sciences, 8(8), 1594-1596.
This article showed similar tool wear results as in article number [76]. A comparison with wood-based particleboard depicted that mechanical wear was greater in oil palm empty fruit bunches particleboard due to the presence of silica and its higher density. [84] Stewart, H.A. (1988). Tool Forces and Edge Recession from Cutting Medium
Density Fiberboard. Forest Products Journal, 38(4), 51-54. The study was designed to evaluate the cemented carbide tool wear using cutting tool forces and edge recession techniques, under different cutting angles and depth of cuts for the comparison of wear progression.
29
PERFORMANCE OF CARBIDE
6.1 Overview The cutting tool performance can be described on the basis of the interaction between the work-piece, cutting tool and machining parameters during the cutting process. The existing relationships between tool wear and experimental material, cutting tool and machining variables form the basis on which performance evaluations are carried out. In fact, this issue has grown in importance in the woodworking industry and the body of previous researches have three focus areas: Improved performance of cemented carbide cutting tools; Observing the changes in fracture as wear progresses; and Minimizing carbide wears.
6.2 Cutting Tool
Fig 8: Factors in Cutting tool
6.2.1 Tool Material The service life of cutting tools is affected by the selection of tool material. It has been well known that cemented carbide fulfils the requirement of woodworking industry due to its desired properties of high wear resistance, toughness and hardness. On the other hand, experimental work have suggested that polycrystalline
6
30
diamond tools are more economical than cemented carbide due to the ability to minimize the abrasive wear, especially when cutting wood composite materials. Indirectly, the choice of tool materials should be considered depending on the work materials to be processed. [85] Bayoumi, A.E. & Bailey, J.A. (1985). Comparison of the Wear Resistance of
Selected Steels and Cemented Carbide Cutting Tool Materials in Machining Wood. Wear, 105(2), 131-144.
Extensive results showed that longer usability of cemented carbide cutting tool are possible compared to stellites and high speed steel, when cutting green and dry wood, which is attributed mainly to the high hardness and the low reactivity of the matrix (carbide phase). [86] Fukuda, H., Banshoya, K. & Murase, Y. (1992). Corrosive Wear of Woodcutting
Tools I. Effects of Tool Materials on the Corrosive Wear of Spur Machine-bits. Mokuzai Gakkaishi, 38(8), 764–770. (In Japanese).
The worn surface of cemented carbide, high speed steel and alloy steel exhibited corrosive action. However, the wear progression showed differences among the tool materials when examined by applying a negative electrical potential. [87] Kato, C., Bailey, J.A., Stewart, J.S., Arai, T. & Sugimoto, Y. (1994). The wear
Characteristics of a Woodworking Knife with a Vanadium Carbide Coating only on the Back Surface II. The Influences of Tool Materials on the Self-Sharpening Characteristics. Mokuzai Gakkaishi, 40(12), 1317-1326. (In Japanese).
The cutting tools exhibited the self sharpening and wear characteristics when cutting two types of woods, but the effect of tool materials on self sharpening and wear characteristics was not similar. [88] Kirbach, E. & Bonac, T. (1982). Dulling of Sawteeth Tipped with a Stellite and
Two Cobalt-Cemented Tungsten Carbides. Forest Products Journal. 32(9), 42-45.
Contrary to expectations, cutting tool stellites with 59% cobalt showed better performance in wear resistance than tungsten carbide with 6% and 18% cobalt when cutting unseasoned western Red Cedar. In fact, the authors did not recommend carbide with 18% cobalt due to excessive the dulling observed. [89] Murase, Y. (1984). Effect of Tool Materials on the Corrosive Wear of Wood-
Cutting Tools. Journal of the Japan Wood Research Society, 30(1), 47-54. (In Japanese).
[90] Murase, Y. (1986). Effect of Tool Materials on the Corrosive Wear of Wood-
Cutting Tools II. Journal of the Japan Wood Research Society, 32(8), 596–602. (In Japanese).
31
The corrosive wear behaviour in materials tested which were the two alloy-steels, satellite, cermet, sintered diamond high speed steel and cemented carbide differed in the level of hardness, the structure and the chemical components of the alloy. [91] Salje E. & Stuhmeier, W. (1988). Milling Laminated Chipboard with Tungsten
Carbide and PCD. Ind Diam Rev 4(3), 19–326. The result of this study indicated that polycrystalline diamond (PCD) cutting tools showed minimum wear progression than cemented carbide tools, when cutting laminated chipboard.
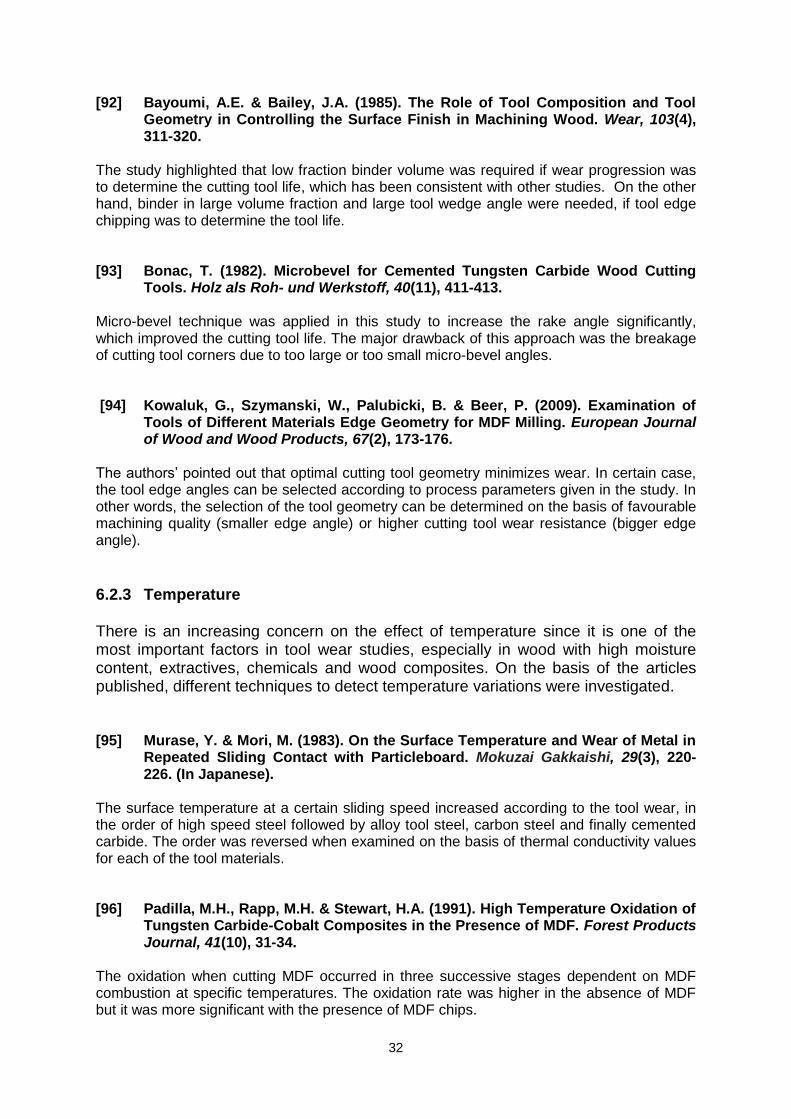
6.2.2 Tool Geometry The geometry of the cutting tool comprising of a rake angle (α), clearance angle (γ) and sharpness angle (edge angle) (β). Too high or too low rake angles and clearance angles reduced the quality of the cutting tool and also the materials surface, which is explained in Table 1. Besides that, one of the studies applied the micro-bevel technique to prolong the tool life.
Table 1: Explanation of Cutting Tool Geometry
Tool Geometry
Explanations
Lower clearance angle
• Increase in rubbing action between the clearance face
of cutting tool and the surface of the wood being machined.
• Generate more heat at the cutting tool. • Burning or glazing occur which tend to dull the cutting
tool faster.
Large rake angle
• Improvement in wood surface quality. • Reduced power consumption. • Tool wears out easily, as it weakens the cutting tool and
creates unfavourable forces acting on the rake face with the tendency to bend the cutting edge into the work material.
Smaller rake angle
• Effectiveness of the cutting action improved during the
cutting process.
32
[92] Bayoumi, A.E. & Bailey, J.A. (1985). The Role of Tool Composition and Tool Geometry in Controlling the Surface Finish in Machining Wood. Wear, 103(4), 311-320.
The study highlighted that low fraction binder volume was required if wear progression was to determine the cutting tool life, which has been consistent with other studies. On the other hand, binder in large volume fraction and large tool wedge angle were needed, if tool edge chipping was to determine the tool life. [93] Bonac, T. (1982). Microbevel for Cemented Tungsten Carbide Wood Cutting
Tools. Holz als Roh- und Werkstoff, 40(11), 411-413. Micro-bevel technique was applied in this study to increase the rake angle significantly, which improved the cutting tool life. The major drawback of this approach was the breakage of cutting tool corners due to too large or too small micro-bevel angles. [94] Kowaluk, G., Szymanski, W., Palubicki, B. & Beer, P. (2009). Examination of
Tools of Different Materials Edge Geometry for MDF Milling. European Journal of Wood and Wood Products, 67(2), 173-176.
The authors’ pointed out that optimal cutting tool geometry minimizes wear. In certain case, the tool edge angles can be selected according to process parameters given in the study. In other words, the selection of the tool geometry can be determined on the basis of favourable machining quality (smaller edge angle) or higher cutting tool wear resistance (bigger edge angle). 6.2.3 Temperature There is an increasing concern on the effect of temperature since it is one of the most important factors in tool wear studies, especially in wood with high moisture content, extractives, chemicals and wood composites. On the basis of the articles published, different techniques to detect temperature variations were investigated. [95] Murase, Y. & Mori, M. (1983). On the Surface Temperature and Wear of Metal in
Repeated Sliding Contact with Particleboard. Mokuzai Gakkaishi, 29(3), 220-226. (In Japanese).
The surface temperature at a certain sliding speed increased according to the tool wear, in the order of high speed steel followed by alloy tool steel, carbon steel and finally cemented carbide. The order was reversed when examined on the basis of thermal conductivity values for each of the tool materials. [96] Padilla, M.H., Rapp, M.H. & Stewart, H.A. (1991). High Temperature Oxidation of
Tungsten Carbide-Cobalt Composites in the Presence of MDF. Forest Products Journal, 41(10), 31-34.
The oxidation when cutting MDF occurred in three successive stages dependent on MDF combustion at specific temperatures. The oxidation rate was higher in the absence of MDF but it was more significant with the presence of MDF chips.
33
[97] Porankiewicz, B. (2002). Tribochemical Reactions of Cutting-Edge Material during Secondary Wood-Product Cutting. Tribology Letters, 13(2), 141-145.
Tribo-chemical reactions occurred when the temperature generated from the frictional heat of the tool edge in contact with secondary wood products, was high enough to initiate the thermal decomposition of the basic components of the material being cut. [98] Ratnasingam, J., Ma, T.P. & Ramasamy, G. (2010). Tool Temperature and
Cutting Forces during the Machining of Particleboard and Solid Wood. Journal of Applied Sciences, 10(22), 2881-2886.
The tool temperature generated along the face when cutting the particleboards and solid rubberwood were low. Yet, the temperature between the cutting materials showed distinct differences. In addition to this study, a relationship was found between the tool temperature and cutting forces. [99] Reid, A.S., Stewart, H.A. & Rapp, R.P. (1991). High Temperature Reactions of
Tungsten Carbide–Cobalt Tool Material with Medium Density Fiberboard. Forest Products Journal, 41(11/12), 12-18.
The result of this study elucidates that sulfidation and oxidation processes were similar to the corrosion/oxidation wear mechanisms of cemented carbide cutting tools, when cutting medium density fibreboard (MDF) at high temperature. [100] Sheikh Ahmad, J.Y., Lewandowski, C.M., Bailey, J.A. & Stewart, J.S. (2003).
Experimental and Numerical Method for Determining Temperature Distribution in a Wood Cutting Tool. Experimental Heat Transfer: A Journal of Thermal Energy Generation, Transport, Storage, and Conversion, 16(4), 255-271.
A 2-D boundary-element model gave predictions of the temperature distribution in the tool and showed the proportion of cutting power and machining power that is conducted into the cutting tool as heat. [101] Stewart, H.A. (1986). High Temperature Phenomena Major Factor in Carbide
Wear. Wood and Wood Products, 91(10), 119-125. The explanations for this article could not be done due to unavailability of full article. [102] Stewart, H.A. (1992). High-temperature Halogenation of Tungsten Carbide-
cobalt Tool Material when Machining MDF. Forest Products Journal, 42(10), 27-31.
Thermo-gravimetric analyses (TGA) showed that halogenation of chlorine (Cl) reacted with cobalt matrix in the gas phase, resulting in weight loss when machining MDF. The weight loss was characterized as volatile corrosion due to the oxidation-chlorination process of the cobalt, and consequently contributed to tool wear.
34
[103] Stewart, H., Shatynski, S., Harbison, B. & Rabin, B. (1986). High Temperature Corrosion of Tungsten Carbide from Machining Medium-Density Fiberboard. The Carbide and Tool Journal, 18(1), 2-7.
Cemented carbide tools were examined and compared with MDF discs after the cutting which suggested that high temperature corrosion had taken place. On the other hand, treatment of ion implementation, boriding and titanium nitride coating on these tools and the newly developed ceramic tools substantially reduced the tool wear, as the materials selected were chemically inert at high temperature.
6.2.4 Tool Quality Cutting tool quality influences the tool edge recession, and indirectly the tooling cost. The grinding direction couple with other factors may have an influence on the regrinding of the cutting tools. Besides that, tool surface quality may also have an effect on tool wear during the cutting processes. [104] Frank, H. (1939). HArtmetallwerkzeuge zur Bearbeitung von Holz, Sperrholz,
Schichtholz und knustohlz - mit besonderer Beruksichtigung des Nachschleifens. (Carbide Tools for Working Wood, Plywood, Plywood and Wood Art – With a special reference to the re-grinding). Holz als Roh- und Werkstoff, 2(10), 357-363. (In German).
The regrinding of the carbide tools were dependent on the types of wood used in the cutting process. Carbide cutting tools may require frequent re-sharpening or can be prolonged for quite some time depending on the impurities present in the wood.
[105] Kirbach, E. & Bonac, T. (1981). Influence of Grinding Direction and Wheel
Translation on Microsharpness of Cemented Tungsten-Carbide Tips. Holz als Roh- und Werkstoff, 39(7), 265 270.
The outcome from this study suggested that grinding direction should be adjusted to 45° and above, and that, feeding and retracting the wheel both in plane of grinding should be avoided. Rake angle and diamond-grit size were shown to affect edge breakage, except for grinding depths. [106] Ogasawara, K. & Noda, S. (1991). Influence of Diamond-grit Size on Edge
Breakage of Ground Cemented Tungsten-carbide Tools. Journal of the Japan Wood Research Society, 37(3), 211-219. (In Japanese).
The amount of tool breakage of cemented carbide cutting tool was small, when the diamond-grit size was finer, especially when grinding the clearance and rake faces.
35
[107] Prokes, S. (1961). Einfluß der Ausgangsqualität von Schneiden aus Werkzeugstahl und aus gesintertem Hartmetall auf die Abstumpfung. [nfluence of the initial quality of cutting of tool steel and sintered carbide to dulling]. Holztechnologie 2, 235–238. (In German).
Results from this study suggested that edge recession of cutting tools began when the tool surface was getting rougher.
6.3 Experimental Materials
Fig 9: Factors in Experimental Materials
6.3.1 Types of Materials
Basically, the abrasive wear level of cemented carbide cutting tool when machining wood and wood-based materials are not similar. The abrasiveness of wood based products was due to impurities and foreign particles, such as adhesives, sand, wood chips and inorganic materials. [108] Kato, C. (1991). The Wear Characteristics of a Woodworking Knife with a
Vanadium Carbide Coating only on the Back Surface, 1: The Influences of the Wood Species on the Self-sharpening Characteristics. Journal of the Japan Wood Research Society, 39(4), 406-411. (In Japanese).
The vanadium coated carbide tools exhibited different levels of self sharpening and wear characteristics when cutting different wood species.
36
[109] Morita, T., Banshoya, K., Tsutsumoto, T. & Murase, Y. (1998). Effects of Work Materials on Cutting Performance of Diamond-coated Cemented Carbide Tools. Forest Products Journal, 48(5), 43-50.
The diamond coated carbide tools reduced the edge recession and power consumed when cutting different experimental materials. However, an unexpected result occurred when the power consumed was higher in coated cutting tools, than for the uncoated tools, when cutting MDF and particleboard.
6.3.2 Density
The wear of cutting tools increased rapidly with increasing density of the work materials. The possible reason is that more material had to be cut for a given cutting volume for high density materials and vice-versa. Higher density wood and wood based materials increased the cutting force requirements, during machining and hence, the cutting tool fails and wears out quickly. [110] Darmawan W., Tanaka, C., Usuki, H. & Ohtani, T. (2001). Performance of Coated
Carbide Tool when Grooving Wood-based Materials: Effect of Work Materials and Coating Materials on the Wear Resistance of Coated Carbide Tools. Journal of Wood Science, 47(2), 94-101.
The finding was unanticipated when the wear rate of coated carbide cutting tool increased rapidly when cutting low-density wood-chip cement board than hardboard. Contrary from the wear measurement, normal force and noise level depicted lower values for low-density wood-chip cement board.
6.3.3 Inorganic Materials Wood-based materials contain large number of inorganic materials, such as particles, adhesives, extractives and extenders while extractives were also present in solid wood. Previous studies have reported that these impurities contributed to excessive tool wear. [111] Darmawan, W., Rahayu, I., Nandika, D. & Marchal, R. (2011). Wear
Characteristics of Wood Cutting Tools Caused by Extractive and Abrasive Materials in Some Tropical Woods. Journal of Tropical Forest Science, 23(3), 345-353.
The study showed that wood extractives as well as silica present in five tropical woods influenced the tool materials wearing process. The extractives attacked the elements of the tool material, which contributed to chemical wear. Meanwhile, silica resulted in rapid mechanical wear of the cutting tools, as silica was harsh on the tools.
37
[112] Darmawan, W., Rahayu, I., Nandika, D. & Marchal, R. (2011). The Importance of Extractives and Abrasives in Wood Materials on the Wearing of Cutting Tools. Bioresources, 7(4), 4715-4729.
Although the findings were similar from the previous study (article number 111), there are other possible explanations for the tool wearing process. High acidity in wood extractives influenced the chemical wear, while, hard particles and resin affected the mechanical wear of cutting tools, especially when cutting wood-based materials with silica.
6.3.4 Resin Resins and adhesives, such as urea formaldehyde and phenol formaldehyde are used as a bonding material for wood based composites. It is clearly known that resin affected tool wearing process, but in reality it is an anionic reaction of the resin that causes wear. [113] Kim, M.G., Stewart, H.A. & Wan, H. (1999). Tool-Wear Effects of Anionic
Components of Urea-Formaldehyde Resins Used as Particleboard Binders. Forest Products Journal, 49(4), 60-65.
From the findings of this experiment, the anionic components present in resins, in the form of acidity and alkalinity of catalysts, which leads to excess tool wear.
6.4 Machining Parameters Generally, increasing the cutting speed, feed rate, depth of cut and width of cut accelerates the wear of cutting tools. Therefore, an optimum level of machining variables is required for the extended service life of cutting tools. [114] Koga, T.N. (1973). Life Characteristics of Tungsten Carbide Tipped Circular
Saw I. Effects of Machining Factors and Tip Materials. Journal of the Japan Wood Research Society, 19, 311-316. (In Japanese).
The article is in the Japanese language. [115] Supadarattanawong, S. & Rodkwan, S. (2006). An Investigation of the Optimal
Cutting Conditions in Parawood (Hevea Brasiliensis) Machining Process on a CNC Wood Router. Kasetsart Journal, 40, 311-319.
Variables in the machining parameters used in this work depicted optimum cutting conditions, namely cutting speed, depth of cut and feed rate to be considered when cutting parawood (rubberwood) for smoothness in material cutting, less tool wear and lower cost as well as minimum waste material.
38
6.4.1 Cutting Speed [116] Darmawan W. Tanaka, C., Usuki, H. & Ohtani, T. (2001). Performance of Coated
Carbide Tools in Turning Wood-based Materials: Effect of Cutting Speeds and Coating Materials on the Wear Characteristics of Coated Carbide Tools in Turning Wood-chip Cement Board. Journal of Wood Science, 47(5), 342-349.
The effect of cutting speeds on wear characteristics of coated carbide tools depended on the coating material used. Four types of coated carbide tools used in this study and each tool had different wear rate and clearance wear at the different cutting speeds. [117] Inoue, H. & Mori, M. (1988). Tool Life in the Cutting of Wood by a Super
Surfacer, II: Analysis of High Efficiency Range of Cutting Speed Based on Fractures of the Cutting Edge. Journal of the Japan Wood Research Society, 34(8), 676-681. (In Japanese).
Previous article on the efficiency range of the cutting speed was carried out to examine the fracture of the tool surface. The effects of manufacturing factors, such as personal expenses, knife grinding expenses, time loss for tool changing, and so forth on the efficiency range of the cutting speeds were also discussed here. [118] Koga, T.N. (1973). Life Characteristics of Tungsten Carbide Tipped Circular
Saw II. Effect of Cutting Speed. Journal of the Japan Wood Research Society, 19, 317-322. (In Japanese).
The article had the abstract in the Japanese language. [119] Stefaniak, W. (1971). Influence of cutting speed on the blunting of carbide
tipped saw blades for cutting chipboard. Wood Technology, 12, 9-15. The author performed a study which resulted in greater wear of saw blades tipped with carbide when the cutting speed was increased.
39
ECONOMIC PERSPECTIVES
7.1 Overview The success of cemented carbide cutting tools in woodworking industry cannot be denied. A large and growing body of research on the wear characteristics of this tool when used in wood has been gathered. The focus of the research activities have focused on improving the cutting tool life under various cutting conditions, which has been elaborated earlier. The abrasiveness of cemented carbide cutting tools during the machining process under certain cutting conditions results in higher tooling cost, which may adversely impact the economics of using carbide tools. Besides the cost, material surface quality as well as productivity also influences the process economy. Several researches did include the industrial implications of cemented carbide as an integral part of the study. Nevertheless, studies on the economic perspectives of cemented carbide cutting tools are scarce. To date, there have only been two articles that explored the economic issues of cemented carbide cutting tool.
[120] Dinglinger, E. (1952). Wirtschaftlichkeitsfragen beim Einsatz von Hartmetall
werkzeugen in der Holzbearbeitungsindustrie [Economic Issues in the Use of Carbide Tools in the Woodworking Industry]. Holz als Roh- und Werkstoff, 10(2), 43-51. (In German).
Approaches to study the cost of carbide-tipped tools were performed on drills, end mills, milling cutters, router bits and circular saw in order to increase the efficiency and optimize the cutters. Cutting tool shape, tool size, carbide grain and speed were taken into consideration in this study. [121] Haidt, H. (1960). Hartmetallbestückte Kreissägeblätter für die Holz- und
Kunststoffindustrie. [Carbide-tipped Circular Saw Blades for Wood and Plastic Industries. Holz als Roh- und Werkstoff, 18(12), 468-473. (In German).
The calculations of economy were carried out in greater detail involving the use of carbide tipped circular saws, which despite the relatively high cost price, justified its application, economically.
7
40
CONCLUSIONS
This annotated bibliography gave a thorough understanding of the wear characteristics of cemented carbide tools during the machining process of wood and wood-based materials. The potential of cemented carbide as a cutting tool material for the woodworking industry is certainly in no doubt, and is amply proven from the number of papers published on the subject matter. The published articles are divided into several sub-topics namely, cemented carbide tool, review articles, cemented carbide material, monitoring process and performance of carbide. The purpose of this annotation is to promote further interests into the study of cemented carbides as a cutting tool material. Most of the articles published are based on the experimental works. Researchers have shown keen interests on this hard metal due to its uniqueness to adapt under different cutting conditions. Perhaps it should be mentioned that the information obtained from the experimental works is sufficient and informative, to elucidate the basic wear processes of cemented carbide when used in various techniques and cutting conditions. However, it must be emphasized that studies on the wear behaviour of cemented carbide material is not exhausted. Experimental works continue to be undertaken through the application of new methods, and with some modifications, for a better service life of the tool, improvements in productivity and machined surface quality.
8
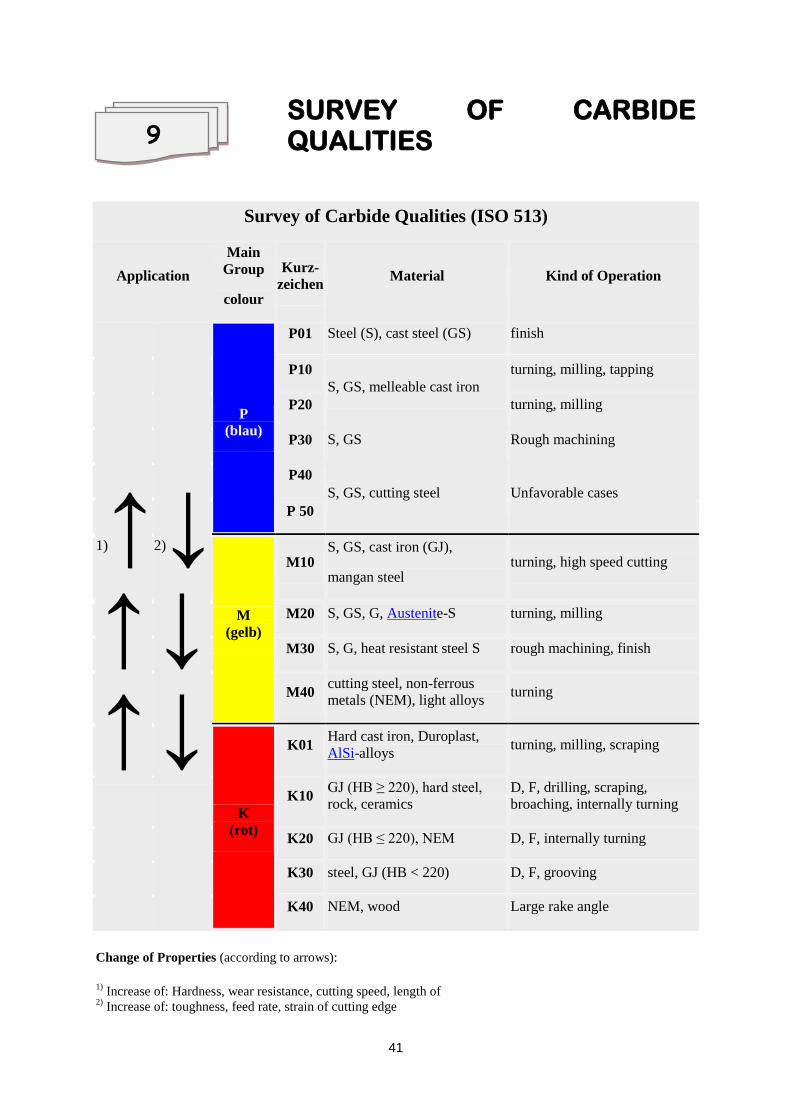
41
SURVEY OF CARBIDE QUALITIES
Survey of Carbide Qualities (ISO 513)
Application
Main
Group
colour
Kurz-
zeichen Material Kind of Operation
1)↑
↑
↑
2)↓
↓
↓
P
(blau)
P01 Steel (S), cast steel (GS) finish
P10
S, GS, melleable cast iron
turning, milling, tapping
P20 turning, milling
P30 S, GS Rough machining
P40
S, GS, cutting steel Unfavorable cases
P 50
M
(gelb)
M10 S, GS, cast iron (GJ),
mangan steel turning, high speed cutting
M20 S, GS, G, Austenite-S turning, milling
M30 S, G, heat resistant steel S rough machining, finish
M40 cutting steel, non-ferrous
metals (NEM), light alloys turning
K
(rot)
K01 Hard cast iron, Duroplast,
AlSi-alloys turning, milling, scraping
K10 GJ (HB ≥ 220), hard steel,
rock, ceramics
D, F, drilling, scraping,
broaching, internally turning
K20 GJ (HB ≤ 220), NEM D, F, internally turning
K30 steel, GJ (HB < 220) D, F, grooving
K40 NEM, wood Large rake angle
Change of Properties (according to arrows):
1) Increase of: Hardness, wear resistance, cutting speed, length of
2) Increase of: toughness, feed rate, strain of cutting edge
9
42
LIST OF BIBLIOGRAPHY
Fessel, F. (1964). Hartmetallwerkzeuge für die Bearbeitung von Holz und Holzwerkstoffen. [Carbide Tools for Working Wood and Wood Products]. Holz als Roh–und Werkstoff, 22(10), 386-392. (In German). Haidt, H. (1958). Spandickenbegrenzte Hartmetall-Fräswerkzeuge in der Holzindustrie. [Limited depth of cut Carbide cutting tools in the woodworking industry]. Holz als Roh–und Werkstoff, 16(8), 315-318. (In German). Haidt, H. (1964). Notwendige Vorbetrachtungen beim Einsatz von Hartmetallwerkzeugen in holz-und kunstsoffbearbeitenden Betrieben. [Necessary Preliminary Considerations in the Use of Carbide Tools in Wood and Plastics Processing Manufacturing. Holz als Roh–und Werkstoff, 22(9), 345-351. (In German). Nickel, G. (1955). Gestaltung und Einsatz von Hartmetallwerkzeugen in der Holzverarbeitung [Design and Use of Carbide Tools in Woodworking]. Holz als Roh-und Werkstoff, 13(10), 378-384. (In German). Jones, D.S. (1965). Cemented Tungsten Carbide in the Woodworking Industry. Australian Timber Journal 31(37), 38-40. Klamecki, B.E. (1979). A Review of Wood Cutting Tool Wear Literature. Holz Roh Werkst, 37(7), 122-126. Linder, J. (1961). Werkzeuge fur die Bearbeitug von plattenformigen Holzwerkstoffen. [Tools for Machining of Plate-shaped Timber Products]. Holz Roh Werkst, 19(4), 150-155. (In German). Ramasamy, G. & Ratnasingam, J. (2010). A Review of Cemented Tungsten Carbide Tool Wear during Wood Cutting Processes. Journal of Applied Sciences, 10(22), 2799-2804. Ratajski, J., Gulbiński, W., Staśkiewicz, J., Walkowicz, J., Myśliński, P., Czyżniewski, A., Suszko, T., Gilewicz, A. & Warcholiński, B. (2009). Hard Coatings for Woodworking Tools – A Review. Journal of Achievements inMaterials and Manufacturing Engineering, 37(2), 668-674.
10
REVIEW ARTICLES
CEMENTED CARBIDE TOOL
43
Sheikh Ahmad, J.Y. & Bailey, J.A. (1999). High-temperature Wear of Cemented Tungsten Carbide Tools while Machining Particleboard and Fiberboard. Journal of Wood Science, 45(6), 445-455. Bailey, J.A., Bayoumi, A. & Stewart, J.S. (1983). Wear of Some Cemented Tungsten Carbide Tools in Machining Oak. Wear, 85(1), 69-79. Barnes, H.M., Stewart, H.A. & Murphy, R.J. (2004). Vapor Boron Treatment of Composites Reduces Tool Wear. Forest Products Journal, 54(10), 69-73. Benlatreche, Y., Nouveau, C., Marchal, R., Martins, J.-P.F. & Aknouche, H. (2009). Application of CrAIN Ternary System in Wood Machining of Medium Density Fibreboard (MDF). Wear, 267(5-8), 1056-1061. Bayoumi, A.E. & Bailey, J.A. (1984). An Analytical and Experimental Investigation of the Wear of Cemented Carbide Cutting Tools in the Presence of Dilute Organic Acids. Wear, 94(1), 29-45. Bayoumi, A.M., Bailey, J.A. & Stewart, J.S. (1983). Comparison of the Wear Resistance of Various Grades of Cemented Carbides That May Find Application in Wood Machining. Wear, 89(2), 185-200. Bayoumi, A.E., Stewart, J.S. & Bailey, J.A. (1988). The Effects of Cemented Carbide Binder Composition on Tool Wear Encountered in Surfacing Green Lumber. Wood and Fiber Science, 20(4), 457-476. Cao, P.X., Hua, Y.K. & Zhou, Z.J. (1997). Research of Diamond Coated Tools in Wood Composite Materials. Journal of Nanjing Forestry University, 21(3), 23-28. Cao, P.X., Hua, Y.K. & Zhou, Z.J. (2001). Wear of Diamond Coated in the Continuously Machining Particleboard. Scientia Silvae Sinicae, 37(2), 101-107. Chivavibul, P., Watanabe, M., Kuroda, S. & Komatsu, M. (2008). Evaluation of HVOF-Sprayed WC-Co Coatings for Wood Machining. Surface and Coating Technology, 202(21), 5127-5135. Darmawan, W., Rahayu, I.S., Tanaka, C. & Marchal, R. (2006). Chemical and Mechanical Wearing of High Speed Steel and Tungsten Carbide Tools by Tropical Woods. Journal of Tropical Forest Science, 18(4), 255-260. Darmawan W. Tanaka, C., Usuki, H. & Ohtani, T. (2000). Wear Characteristics of Some Coated Carbide Tools when Machining Hardboard and Wood-chip Cement Board. Wood Industry, 55(10), 456-460. Dinglinger, D. (1944). Hartmetall-Werkzeuge für die Schichtholz-Bearbeitung [Carbide Tools for Machining Plywood]. Holz-als Roh Und Werkstoff, 7(1-3), 29-36. (In German).
CEMENTED CARBIDE MATERIAL
44
Endler, I., Bartsch, K., Leonhardt, A., Scheibe, H.–J., Ziegelo, H., Fuchs, I. & Raatz, C. (1999). Preparation and Wear Behaviour of Woodworking Tools Coated with Superhard Layers. Diamond and Related Materials, 8(2-5), 834-839. Endler, I., Holke, R., Fuchs, I. & Peter, M. (2006). Performance of Woodworking Tools by Gas Boronizing. Holztechnologie, (1), 11-16. (In German). Fukuda, H., Banshoya, K., Mantani, T. & Murase, Y. (1994). Corrosive Wear of Woodcutting Tools II. Effects of Alloy Compositions on the Corrosive Wear of Cemented-carbide Bits. Journal of the Japan Wood Research Society, 40(7), 687–693. (In Japanese). Gauvent, M., Rocca, E., Meausoone, P.J. & Brenot, P. (2006). Corrosion of Materials used as Cutting Tools of Wood. Wear, 261 (9), 1051-1055. Gisip, J., Gazo, R. & Stewart, H.A. (2007). Effect of Refrigerated Air on Tool Wear. Wood and Fiber Science, 39(3), 443-449. Gisip, J., Gazo, R. & Stewart, H.A. (2009). Effect of Cryogenic Treatment and Refrigerated Air on Tool Wear when Machining Medium Density Fiberboard. Journal of Material Processing Technology, 209(11), 5117-5122. Kirbach, E. & Chow, S. (1976). Chemical Wear of Tungsten Carbide Cutting Tools by Western Redcedar. Forest Products Journal. 26(3), 44-48. Kroppelin, D. 1975. Beobachtung von Hartmetallschneiden unter dem Elektronenrastermikroskop [Observation of Carbide Cutting under the Scanning Electron Microscope]. Holztechnologie 16, 151-153. (In German). Mohan, G.D. & Klamecki, B.E. (1981). The Susceptibility of Wood-Cutting Tools to Corrosive Wear. Wear, 74(1), 85-92. Morita, T., Sheikh Ahmad, J.Y., Banshoya, K., Tsutsumoto, T. & Murase, Y. (2000). On the Cutting Performance of Diamond-Coated Cemented Tungsten Carbide Tools Pretreated with Murakami/H2O2-H2SO4 Solution. Forest Products Journal, 50(1), 67-73. Nouveau, C., Jorand, E., Decès-Petit, C., Labidi, C. & Djouadi, M.A. (2005). Influence of Carbide Substrates on Tribological Properties of Chromium and Chromium Nitride Coatings: Application to Wood Machining. Wear, 258(1-4), 157-165. Nouveau, C., Labidi, C., Martin, J.-P.F., Collet, R. & Djouadi, A. (2007). Application of CrAIN Coatings on Carbide Substrates in Routing of MDF. Wear, 267(7-12), 1291-1299. Niedzielski, P., Miklaszewski, S., Beer, P. & Sokolowska, A. (2001). Tribological Properties of NCD Coated Cemented Carbides in Contact with Wood. Diamond and Related Materials, 10(1), 1-6. Ratnasingam, J., Ma, T.P., Ramasamy, G. & Manikam, M. (2009). The Wear Characteristics of Cemented Tungsten Carbide Tools in Machining Oil Palm Empty Fruit Bunch Particleboard. Journal of Applied Sciences, 9(18), 3397-3401. Sheikh Ahmad, J.Y. & Bailey, J.A. (1999). The Wear Characteristics of Some Cemented Tungsten Carbides in Machining Particleboard. Wear, 225-229(1), 256-266. Sheikh Ahmad, J.Y. & Morita, T. (2002). Tool Coatings for Wood Machining: Problems and Prospects. Forest Products Journal, 52(10), 43-51
45
Sheikh Ahmad, J.Y., Stewart, J.S. & Feld, H. (2003). Failure Characteristics of Diamond-Coated Carbides in Machining Wood-Based Composites. Wear, 225(7-12), 1433-1437. Stewart, H.A. (1987). Borided Tungsten Carbide Reduces Tool Wear during Machining of MDF. Forest Products Journal, 37(7/8), 35-38. Stewart, H.A. (1991). A Comparison of Tool Materials, Coatings and Treatments Related to Tool Wear during Wood Machining. Forest Products Journal, 41(9), 61-64. Stewart, H.A. (2004). Cryogenic Treatment of Tungsten Carbide Reduces Tool Wear when Machining Medium Density Fiberboard. Forest Products Journal, 54(2), 53-56. Sugihara, H., Okumura, S., Haoka, M., Ohi, T. & Makino, Y. (1979). Wear of Tungsten Carbide Tipped Circular Saws in Cutting Particleboard: Effect of Carbide Grain Size on Wear Characteristics. Wood Science and Technology, 13(4), 283-299. Su, Y., He, N. & Li, Liang. (2010). Effect of Refrigerated Air Cutting Tool on Wear in High-Speed Cutting of Difficult-to-cut Materials. Tribology, 30(5), 485-490. Aguilera, A. & Martin, P. (2001). Machining Qualification of Solid Wood of Fagus Silvatica L. and Picea Excelsa L.: Cutting Forces, Power Requirements and Surface Roughness. Holz als Roh–und Werkstoff, 59(6), 483-488. Aknouche, H., Outahyon, A., Nouveau, C., Marchal, R., Zerizer, A. & Butaud, J.C. (2009). Tool Wear Effect on Cutting Forces: In Routing Process of Aleppo Pine Wood. Journal of Materials Processing Technology, 209(6), 2918-2922. Aratake, S. (1993). Effect of Edge Wear on Machinability in Wood Cutting by a Small Diameter Bit with Numerically Controlled Router. Journal of the Japan Wood Research Society, 39(4), 389-395. (In Japanese). Banshoya, K., Ohsaki, H., Nagatomi, K. & Murase, Y. (1994). Relationship between Cutting Sound and Tool Wear in Machine Boring of Wood and Wood-Based Materials. Journal of the Japan Wood Research Society, 40(4), 434–439. (In Japanese). Barz, E. & Breier, H. (1969). Kurzverfahren zur Prüfung der Verschleißwirkung und der Zerspanbarkeit von Holz und Holzwerkstoffen. [Quick method for testing the effect of wear and machinability of wood and wood composites]. Holz Roh-Werkstoff 27(4), 148–152. (In German). Cristovao, L., Lhate, I., Gronlund, A., Ekerad, M. & Sitoe, R. (2011) Tool Wear for Lesser Known Tropical Wood Species. Wood Material Science and Engineering 6(3), 155-161. Czarniak, P., Wilkowski, J. & Mazurek, A. (2010). Influence of Tool Wear and Cutting Force on Machining Quality during Milling of Laminated Particleboard. Annals of Warsaw University of Life Sciences – SGGW, Forestry and Wood Technology, (71), 87-91.
MONITORING PROCESS
46
Darmawan W. & Tanaka, C. (2004). Discrimination of Coated Carbide Tools Wear by the Features Extracted from Parallel Force and Noise Level. Annals of Forest Science, 61(7), 731-736. Darmawan, W., Usuki, H., Quesada, J. & Marchal, R. (2008). Clearance Wear and Normal Force of TiN-Coated P30 in Cutting Hardboards and Wood-Chip Cementboards. Holz-als Roh Und Werkstoff, 66(2), 89-97. Darmawan, W., Usuki, H., Rahayu, I.S., Gottlober, C. & Marchal, R. (2010). Wear Characteristics of Multilayer-Coated Cutting Tools when Milling Particleboard. Forest Products Journal, 60(7-8), 615-621. Fukui, H. & Yokochi, H. (1977). The Bluntness Pattern of Milling Cutter Edges in the Machining of Wood or Wood-Based Materials. Journal of the Japan Wood Research Society, 23, 131-137. (In Japanese). Grube, A.E., Alekseev, A.V. (1961). Specific Cutting Force in the Milling of Particleboard. Derev. Prom. 10, 7–8. Inoue, H. & Mori, M. (1988). Tool Life in the Cutting of Wood by a Super Surfacer, I: A Proposed Tool-life Equation Based on Fractures of the Cutting Edge. Journal of the Japan Wood Research Society, 34(8): 669-675. (In Japanese). Kato, C., Bailey, J.A. (1998). Wear Characteristics of Woodworking Knife with a Vanadium Carbide Coating only on the Clearance Surface (Back Surface). Key Engineering Materials, 138-140, 479-520. Kinoshita, N. (1958). On the Tool Life of Circular Saw with Carbide Tip. Wood Industry, 13, 554–558. Kovac, J. & Mikles, M. (2010). Research on Individual Parameters for Cutting Power of Woodcutting Process by Circular Saws. Journal of Forest Science, 56(6), 271-277. Lemaster, R.L., Lu, L. & Jackson, S. (2000). The Use of Process Monitoring Techniques on a CNC Wood Router. Part 1. Sensor Selection. Forest Products Journal, 50(7/8), 31-38. Lemaster, R.L., Lu, L. & Jackson, S. (2000). The Use of Process Monitoring Techniques on a CNC Wood Router. Part 2. Use of a Vibration Accelerometer to Monitor Tool Wear and Workpiece Quality. Forest Products Journal, 50(9), 59-64. Miklaszewski, S., Zurek, M., Beer, P. & Sokolowska, A. (2000). Micromechanism of Polycrystalline Cemented Diamond Tool Wear during Milling of Wood-Based Material. Diamond and Related Material, 9(3-6), 1125-1128. Morita, T., Banshoya, K., Tsutsumoto, T. & Murase, Y. (1995). Cutting of Difficult-to-Cut Wood-Based Materials with Diamond-Coated Cemented Carbide Tools I. Difference of Cutting Performance by the Filament Power in the Synthesis of Diamond Film. Journal of the Japan Wood Research Society, 41(12), 1093–1101. (In Japanese). Morita, T., Banshoya, K., Tsutsumoto, T. & Murase, Y. (1999). Corrosive-Wear Characteristics of Diamond-Coated Cemented Carbide Tools. Journal of Wood Science, 45(6), 463-469.
47
Ohuchi, T. & Murase, Y. (2001). Milling of Wood and Wood-based Materials with a Computerized Numerically Controlled Router I: On the Machining Accuracy for Grooving. Journal of the Japan Wood Research Society, 47, 212-217. (In Japanese). Ohuchi, T. & Murase, Y. (2001). Milling of Wood and Wood-based Materials with a Computerized Numerically Controlled Router II: On the Machining Accuracy for Side Milling of Grooves. Journal of the Japan Wood Research Society, 47, 465-472. (In Japanese). Ohuchi, T. & Murase, Y. (2002). Milling of Wood and Wood-based Materials with a Computerized Numerically Controlled Router III: Effects of Tool Wear on the Machining Accuracy and Burr for Grooving. Wood Industry, 57(7), 297-302. (In Japanese). Ohuchi, T. & Murase, Y. (2005). Milling of Wood and Wood-based Materials with a Computerized Numerically Controlled Router IV: Development of Automatic Measurement System for Cutting Edge Profile of Throw-away Type Straight Bit. Journal of Wood Science, 51(3), 278-281. (In Japanese). Ohuchi, T. & Murase, Y. (2006). Milling of Wood and Wood-based Materials with a Computerized Numerically Controlled Router V: Development of Adaptive Control Grooving System Corresponding to Progression of Tool Wear. Journal of Wood Science, 52(5), 395-400. (In Japanese). Okumura, S., Sugihara, H. & Yokoyama, Y. (1981). Wear of Carbide Tips in the Turning of Particleboard. Journal of the Society of Material Science, 30(334), 685–690. Pahlitzsch, G. & Jostmeier, H. (1964). Beobachtungen über das Abstumpfungsverhalten beim Fräsen von Spanplatten. Holz Roh-Werkstoff 22(4), 139–146. (In German). Palmqvist, J. (2003). Parallel and Normal Cutting Forces in Peripheral Milling of Wood. Holz als Roh- und Werkst 61(6), 409-415. Porankiewicz, B. (2006). Theoretical Simulation of Cutting Edge Wear when Milling Wood and Wood Based Products. Wood Science and Technology, 40(2), 107-111. Ratnasingam, J., Mcnulty, T. & Manikam, M. (2008). The Machining Characteristics of Oil Palm Empty-Fruit Bunches Particleboard and its Suitability for Furniture. Asian Journal of Applied Sciences, 1(3), 253-258. Ratnasingam, J., Ma, T.P., Manikam, M. & Farrokhpayam, S.R. (2008). Evaluating the Machining Characteristics of Oil Palm Lumber. Asian Journal of Applied Sciences, 1(4), 334-340. Ratnasingam, J. & Perkins, M.C. (1998). An Investigation into the Tool Wearing Characteristics of Rubberwood (Hevea brasiliensis) Laminated Veneer Lumber. Holz als Roh-und Werkstoff, 56(1), 31-35. Ratnasingam J., Tee, C.T. & Farrokhpayam, S.R. (2008). Tool Wear Characteristics of Oil Palm Empty Fruit Bunch Particleboard. Journal of Applied Sciences, 8(8), 1594-1596. Stewart, H.A. (1985). A Turning Method for Monitoring Tool Wear when Machining Reconstituted Wood Products. Forest Products Journal, 35(11/12), 41-42. Stewart, H.A. (1988). Tool Forces and Edge Recession from Cutting Medium Density Fiberboard. Forest Products Journal, 38(4), 51-54.
48
Tanaka C., Nakao T., Nishino Y., Hamaguchi T. & Takahashi A. (1992). Detection of Wear Degree of Cutting Tool by Acoustic Emission Signal. Journal of the Japan Wood Research Society, 38(9), 841–846. (In Japanese). Tsuchiya, A., Fujiwara, Y. & Okumara, S. (2008). Cutting Performance and Wear Characteristics of Chromium Nitride-Coated Tools: Edge wear and Machined Surface Quality in End-grain Milling of Oak [Quercus]. Journal of the Japan Research Wood Society, 54(5), 263-271. (In Japanese). Tsuchiya, A., Fujiwara, Y. & Okumara, S. (2010). Cutting Performance and Wear Characteristics of Chromium Nitride-coated Tools, 2: The Chip Forming Ability of Worn Tools in Edge-Grain Milling of Spruce [Picea wood]. Journal of the Japan Research Wood Society, 56(1), 1-8. (In Japanese). Zhu, N., Tanaka, C., Ohtani, T. & Takimoto, Y. (2004). Automatic Detection of a Damaged Router Bit during Cutting. Holz Roh Werkst, 62(2), 126-130. Bayoumi, A.E. & Bailey, J.A. (1985). Comparison of the Wear Resistance of Selected Steels and Cemented Carbide Cutting Tool Materials in Machining Wood. Wear, 105(2), 131-144. Bayoumi, A.E. & Bailey, J.A. (1985). The Role of Tool Composition and Tool Geometry in Controlling the Surface Finish in Machining Wood. Wear, 103(4), 311-320. Bonac, T. (1982). Microbevel for Cemented Tungsten Carbide Wood Cutting Tools. Holz als Roh- und Werkstoff, 40(11), 411-413. Darmawan, W., Rahayu, I., Nandika, D. & Marchal, R. (2011). Wear Characteristics of Wood Cutting Tools Caused by Extractive and Abrasive Materials in Some Tropical Woods. Journal of Tropical Forest Science, 23(3), 345-353. Darmawan, W., Rahayu, I., Nandika, D. & Marchal, R. (2011). The Importance of Extractives and Abrasives in Wood Materials on the Wearing of Cutting Tools. Bioresources, 7(4), 4715-4729. Darmawan W. Tanaka, C., Usuki, H. & Ohtani, T. (2001). Performance of Coated Carbide Tools in Turning Wood-based Materials: Effect of Cutting Speeds and Coating Materials on the Wear Characteristics of Coated Carbide Tools in Turning Wood-chip Cement Board. Journal of Wood Science, 47(5), 342-349. Darmawan W. Tanaka, C., Usuki, H. & Ohtani, T. (2001). Performance of Coated Carbide Tool when Grooving Wood-based Materials: Effect of Work Materials and Coating Materials on the Wear Resistance of Coated Carbide Tools. Journal of Wood Science, 47(2), 94-101. Frank, H. (1939). Hartmetallwerkzeuge zur Bearbeitung von Holz, Sperrholz, Schichtholz und knustohlz - mit besonderer Beruksichtigung des Nachschleifens. (Carbide Tools for Working Wood, Plywood, Plywood and Wood Art – With a special reference to the re-grinding). Holz als Roh- und Werkstoff, 2(10), 357-363. (In German).
PERFORMANCE OF CARBIDE
49
Fukuda, H., Banshoya, K. & Murase, Y. (1992). Corrosive Wear of Woodcutting Tools I. Effects of Tool Materials on the Corrosive Wear of Spur Machine-bits. Mokuzai Gakkaishi, 38(8), 764–770. (In Japanese). Inoue, H. & Mori, M. (1988). Tool Life in the Cutting of Wood by a Super Surfacer, II: Analysis of High Efficiency Range of Cutting Speed Based on Fractures of the Cutting Edge. Journal of the Japan Wood Research Society, 34(8), 676-681. (In Japanese). Kato, C. (1991). The Wear Characteristics of a Woodworking Knife with a Vanadium Carbide Coating only on the Back Surface, 1: The Influences of the Wood Species on the Self-sharpening Characteristics. Journal of the Japan Wood Research Society, 39(4), 406-411. (In Japanese). Kato, C., Bailey, J.A., Stewart, J.S., Arai, T. & Sugimoto, Y. (1994). The wear Characteristics of a Woodworking Knife with a Vanadium Carbide Coating only on the Back Surface II. The Influences of Tool Materials on the Self-Sharpening Characteristics. Mokuzai Gakkaishi, 40(12), 1317-1326. (In Japanese). Kim, M.G., Stewart, H.A. & Wan, H. (1999). Tool-Wear Effects of Anionic Components of Urea-Formaldehyde Resins Used as Particleboard Binders. Forest Products Journal, 49(4), 60-65. Kirbach, E. & Bonac, T. (1981). Influence of Grinding Direction and Wheel Translation on Microsharpncss of Cemented Tungsten-Carbide Tips. Holz als Roh- und Werkstoff, 39(7), 265 270. Kirbach, E. & Bonac, T. (1982). Dulling of Sawteeth Tipped with a Stellite and Two Cobalt-Cemented Tungsten Carbides. Forest Products Journal. 32(9), 42-45. Koga, T. Nanasawa. (1973). Life Characteristics of Tungsten Carbide Tipped Circular Saw I. Effects of Machining Factors and Tip Materials. Journal of the Japan Wood Research Society, 19, 311-316. (In Japanese). Koga, T. Nanasawa. (1973). Life Characteristics of Tungsten Carbide Tipped Circular Saw II. Effect of Cutting Speed. Journal of the Japan Wood Research Society, 19, 317-322. (In Japanese). Kowaluk, G., Szymanski, W., Palubicki, B. & Beer, P. (2009). Examination of Tools of Different Materials Edge Geometry for MDF Milling. European Journal of Wood and Wood Products, 67(2), 173-176. Morita, T., Banshoya, K., Tsutsumoto, T. & Murase, Y. (1998). Effects of Work Materials on Cutting Performance of Diamond-coated Cemented Carbide Tools. Forest Products Journal, 48(5), 43-50. Murase, Y. & Mori, M. (1983). On the Surface Temperature and Wear of Metal in Repeated Sliding Contact with Particleboard. Mokuzai Gakkaishi, 29(3), 220-226. (In Japanese). Murase, Y. (1984). Effect of Tool Materials on the Corrosive Wear of Wood-Cutting Tools. Journal of the Japan Wood Research Society, 30(1), 47-54. (In Japanese). Murase, Y. (1986). Effect of Tool Materials on the Corrosive Wear of Wood-Cutting Tools II. Journal of the Japan Wood Research Society, 32(8), 596–602. (In Japanese).
50
Ogasawara, K. & Noda, S. (1991). Influence of Diamond-grit Size on Edge Breakage of Ground Cemented Tungsten-carbide Tools. Journal of the Japan Wood Research Society, 37(3), 211-219. (In Japanese). Padilla, M.H., Rapp, M.H. & Stewart, H.A. (1991). High Temperature Oxidation of Tungsten Carbide-Cobalt Composites in the Presence of MDF. Forest Products Journal, 41(10), 31-34. Porankiewicz, B. (2002). Tribochemical Reactions of Cutting-edge Material during Secondary Wood-Product Cutting. Tribology Letters, 13(2), 141-145. Prokes, S. (1961). Einfluß der Ausgangsqualität von Schneiden aus Werkzeugstahl und aus gesintertem Hartmetall auf die Abstumpfung. [nfluence of the initial quality of cutting of tool steel and sintered carbide to dulling]. Holztechnologie 2, 235–238. (In German). Ratnasingam, J., Ma, T.P. & Ramasamy, G. (2010). Tool Temperature and Cutting Forces during the Machining of Particleboard and Solid Wood. Journal of Applied Sciences, 10(22). 2881-2886. Reid, A.S., Stewart, H.A. & Rapp, R.P. (1991). High Temperature Reactions of Tungsten Carbide–Cobalt Tool Material with Medium Density Fiberboard. Forest Products Journal, 41(11/12), 12-18. Salje E. & Stuhmeier, W. (1988). Milling Laminated Chipboard with Tungsten Carbide and PCD. Ind Diam Rev 4(3), 19–326. Sheikh Ahmad, J.Y., Lewandowski, C.M., Bailey, J.A. & Stewart, J.S. (2003). Experimental and Numerical Method for Determining Temperature Distribution in a Wood Cutting Tool. Experimental Heat Transfer: A Journal of Thermal Energy Generation, Transport, Storage, and Conversion, 16(4), 255-271. Stefaniak, W. (1971). Influence of cutting speed on the blunting of carbide tipped saw blades for cutting chipboard. Wood Technology,12, 9-15. Stewart, H.A. (1986). High Temperature Phenomena Major Factor in Carbide Wear. Wood and Wood Products, 91(10), 119-125. Stewart, H.A. (1992). High-temperature Halogenation of Tungsten Carbide-cobalt Tool Material when Machining MDF. Forest Products Journal, 42(10), 27-31. Stewart, H., Shatynski, S., Harbison, B. & Rabin, B. (1986). High Temperature Corrosion of Tungsten Carbide from Machining Medium-Density Fiberboard. The Carbide and Tool Journal, 18(1), 2-7. Supadarattanawong, S. & Rodkwan, S. (2006). An Investigation of the Optimal Cutting Conditions in Parawood (Hevea Brasiliensis) Machining Process on a CNC Wood Router. Kasetsart Journal, 40, 311-319.

51
Dinglinger, E. (1952). Wirtschaftlichkeitsfragen beim Einsatz von Hartmetall werkzeugen in der Holzbearbeitungsindustrie [Economic Issues in the Use of Carbide Tools in the Woodworking Industry]. Holz als Roh- und Werkstoff, 10(2), 43-51. (In German). Haidt, H. (1960). Hartmetallbestückte Kreissägeblätter für die Holz- und Kunststoffindustrie. [Carbide-tipped Circular Saw Blades for Wood and Plastic Industries. Holz als Roh- und Werkstoff, 18(12), 468-473. (In German).
ECONOMIC PERPECTIVES
52
AUTHOR INDEX
A Aguilera, A 74 Aknouche, H 65 Aratake, S 45
B Bailey, J.A 12 Banshoya, K 70 Barnes, H.M 35 Barz, E 75 Bayoumi, A.E 11, 13, 14,
85, 92 Benlatreche, Y 36 Bonac, T 93
C Cao, P.X 25, 26 Chivavibul, P 27 Cristovao, L 46 Czarniak, P 76
D Darmawan, W 15, 28, 47,
77, 78, 110, 111, 112, 116
Dinglinger, D 16, 120
E Endler, I 29, 37
F Fessel, F 1 Frank, H 104
Fukuda, H 17, 86 Fukui, H 48
G Gauvent, M 18 Gisip, J 38, 39 Grube, A.E 49
H Haidt, H 2, 3, 121
I Inoue, H 50, 117
J Jones, D.S 8
K Kato, C 63, 87, 108 Kim, M.G 113 Kinoshita, N 51 Kirbach, E 19, 88, 105 Klamecki, B.E 5 Koga, T.N 114, 118 Kovac, J 69 Kowaluk, G 94 Kroppelin, D 20
L Lemaster, R.L 72, 73 Linder, J 6
M Miklaszewski, S 52 Mohan, G.D 21
11
LIST OF FIRST AUTHOR & ARTICLE NUMBER
53
Morita, T 40, 53, 79, 109
Murase, Y 89, 90, 95
N Nickel, G 4 Niedzielski, P 32 Nouveau, C 30, 31
O Ogasawara, K 106 Ohuchi, T 54, 55, 56,
57, 58 Okumura, S 59
P Padilla, M.H 96 Pahlitzsch, G 66 Palmqvist, J 67 Porankiewicz, B 60, 97 Prokes, S 107
R Ramasamy, G 9
Ratajski, J 10 Ratnasingam, J 22, 80, 81,
82, 83, 98 Reid, A.S 99
S Salje, E 91 Sheikh Ahmad, J.Y 7, 23, 33,
34, 100 Stefaniak, W 119 Stewart, H.A 41, 42, 44,
64, 84, 101, 102, 103
Su, Y 43 Sugihara, H 24 Supadarattanawong, S 115
T Tanaka, C 68 Tsuchiya, A 61, 62
Z Zhu, N 71
54
A Aknouche, H 36 Alekseev, A.V 49 Arai, T 87
B Bailey, J.A 7, 11, 13,
14, 23, 63, 85, 87, 92, 100
Bartsch, K 29 Banshoya, K 17, 40, 53,
79, 86, 109 Bayoumi, A 12 Beer, P 32, 52, 94 Bonac, T 88, 105 Breier, H 75 Brenot, P 18 Butaud, J.C 65
C Chow, S 19 Collet, R 31 Czyżniewski, A 10
D Decès-Petit, C 30 Djouadi, M.A 30, 31
E Ekerad, M 46
F Farrokhpayam, S.R 81, 83 Feld, H 34 Fuchs, I 29, 37 Fujiwara, Y 61, 62
G Gazo, R 38, 39 Gilewicz, A 10 Gottlober, C 47 Gronlund, A 46 Gulbiński, W 10
H Haoka, M 24 Hamaguchi, T 68 Harbison, B 103 He, N 43 Holke, R 37 Hua, Y.K 25, 26
J Jackson, S 72, 73 Jorand, E 30 Jostmeier, H 66
K Klamecki, B.E 21 Komatsu, M 27 Kuroda, S 27
L Labidi, C 30, 31 Leonhardt, A 29 Lewandowski, C.M 100 Lhate, I 46 Li, L 43 Lu, L 72, 73
M Ma, T.P 22, 81, 98 Makino, Y 24 Manikam, M 22, 80, 81 Mantani, T 17 Marchal, R 15, 36, 47,
65, 77, 111, 112
Martin, J.-P.F 31, 36 Martin, P 74 Mazurek, A 76 Mcnulty, T 80 Meausoone, P.J 18 Miklaszewski, S 32 Mikles, M 69 Mori, M 50, 95, 117 Morita, T 33 Murase, Y 17, 40, 53,
54, 55, 56, 57, 58, 70, 79, 86, 109
LIST OF CO-AUTHOR & ARTICLE NUMBER
55
Murphy, R.J 35 Myśliński, P 10
N Nagatomi, K 70 Nakao, T 68 Nandika, D 111, 112 Nishino, Y 68 Noda, S 106 Nouveau, C 36, 65
O Ohi, T 24 Ohsaki, H 70 Ohtani, T 28, 71, 110,
116 Okumura, S 24, 61, 62 Outahyon, A 65
P Palubicki, B 94 Perkins, M.C 82 Peter, M 37
Q Quesada, J 77
R Raatz, C 29 Rabin, B 103 Rahayu, I.S 15, 47, 111,
112 Ramasamy, G 22, 98 Rapp, M.H 96, 99 Ratnasingam, J 9 Rocca, E 18 Rodkwan, S 115
S Scheibe, H.–J 29 Shatynski, S 103 Sheikh Ahmad, J.Y 40 Sitoe, R 46 Sokolowska, A 32, 52 Staśkiewicz, J 10 Stewart, H.A 35, 38, 39,
96, 99, 113 Stewart, J.S 12, 13, 14,
34, 87, 100 Stuhmeier, W 91 Sugihara, H 59 Sugimoto, Y 87
Suszko, T 10 Szymanski, W 94
T Takahashi, A 68 Takimoto, Y 71 Tanaka, C 15, 28, 71,
78, 110, 116 Tee, C.T 83 Tsutsumoto, T 40, 53, 79,
109
U Usuki, H 28, 47, 77, 110, 116
W Walkowicz, J 10 Wan, H 113 Warcholiński, B 10 Watanabe, M 27 Wilkowski, J 76
Y Yokochi, H 48 Yokoyama, Y 59
Z Zerizer, A 65 Zhou, Z.J 25, 26 Ziegelo, H 29 Zurek, M 5

56