Embed Size (px)
Citation preview

Centrifugal Pump Isolation Hazards:
Case Histories and Prevention Methodologies
Peter N. LodalEastman Chemical Company

What is a B.L.E.V.E.?
Boiling
Liquid
Expanding
Vapor
Explosion
Boiling liquid expanding vapor explosion, often referred to by the acronym BLEVE, is a phenomenon which occurs when a vessel containing a pressurized liquid substantially above its boiling point is ruptured, releasing the contents explosively.

3
Heat
P
Liquid
Vapor
PressureIncreases
TemperatureIncreases
T
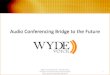
What Causes a BLEVE?
ClosedSystem

4
Heat
P
Liquid
Vapor
PressureRapidlyDecreases
LiquidFlashVaporizes
VesselRuptures
1600xVapor
Volumetric
Expansion

What can BLEVE?
Tanks• External pool fire
• If flammable, fireball is enormous
Hot water heaters• BLEVE does not necessarily involve flammables
Drums• External pool fire 15-20 minutes
• Launch
Cylinders• Launch like a missile
Railcars• External pool fire
• Launch over 1 mile in the air
Pumps• Running isolated (suction & discharge closed)
• As little as 20-30 minutes

Case 1
Sludge Pump

7
Case 1:Description of Incident
A loud sound was heard and a 20 foot long white to whitish-gray cloud was seen in the area of Sludge Pump. Inspection showed Pump was fractured and small pieces were found as far away as 35 feet. Pump suction and discharge valves were found closed and the local pump run switch was found in the auto position.

8

9

10

11

12
Case 1: Data
Pump suction & discharge valves were closed. Pump local hand switch was set in Auto. DCS was set telling the pump to run. Electrical evaluation of the pump power breaker
indicated the pump was running until some “incident” tripped the breaker.

13
Case 1: Data (continued)
Pump fracture analysis suggests approximately 200-210 psig pressure was generated.
Pegged pressure gauge on pump discharge suggests pressure reached 200-210 psig.
Vapor pressure data suggests temperature required to reach 200-210 psig was approximately 230 C.

14
Case 1: Data (continued)
Differential Scanning Calorimeter (DSC) on actual pump sample showed no exotherm until 376 C.
Autoignition temperature on actual pump sample was measured at 485 C.

15
Case 1:Conclusions
No evidence of deflagration.Material does not appear to be thermally
sensitive at our temperatures. Autoignition does not appear to be credible.Root Cause -- Pump was inadvertently started by
DCS and left running with process material blocked into the pump head which built up enough temperature to raise the vapor pressure to 200-210 psig which caused the pump to fail.

Case 2
Caustic Pump

17

18

19

20

21

22

23

24

25

26
Case 2: Data
Pump suction & discharge valves were closed. Pump was inadvertently started when operator threw
a hand switch thinking it was for a ventilation fan.

27
Case 2: Conclusions
Material was non-flammable, so deflagration was ruled out.
Root Cause = Pump was inadvertently started and left running with process material blocked into the pump head which built up enough temperature to raise the pressure to a point which caused the pump to fail.

Case 3
Condensate Pump

29

30

31

32

33

34

35
Case 3: Data
Pump suction & discharge valves were closed during a power interruption and system shutdown.
Pump was started remotely 3 days after the shutdown.

36
Case 3: Conclusions
Material was non-flammable, so deflagration was ruled out.
One 5-lb piece of the casing was found 400 feet from the pump installation.
Root Cause = Pump was started automatically and left running with condensate blocked into the pump head which built up enough temperature to raise the pressure to a point which caused the pump to fail.

37
Common Features
1. Complete Isolation (Suction and Discharge Blocked), not deadheaded (discharge only blocked).
2. Fluid Filled
3. Remote Start Capability
4. Seal Failure did not provide adequate pressure relief

38
Case Pump Summaries
Case 1 3500 RPM, 15 HP,140 psig
Organic Acids & decomposition solids
Case 2 1750 RPM, 10 HP,55 psig
50% SodiumHydroxide solution
Case 3 2600 GPM, 75 HP,110 psig
Steam condensate

39
Conclusions
Pump Explosions can occur with completely isolated fluids, even when those fluids are non-flammable
Damage potential increases as horsepower increases (increasing inability to dissipate energy)
Seal failure as a relief mechanism is NOT a safe assumption

40
Recommendations
So, what are the best ways of preventing pump explosions?
1. Use local start only (remote shutoff is not an issue)2. Avoid the ability to isolate the pump
Lock open or remove valves on the suction and/or discharge
3. Train operators on the significance of this issue

Centrifugal Pump with Remote Stop

42
Recommendations
If local start and lock open valving are not options (e.g., spared pump installations with auto-throwover), there are a number of control options that can be evaluated on a case-by-case basis for adequacy of risk reduction:• Relief device (rupture disc or relief valve)
• High Temp Shutdown
• High Pressure Shutdown
• Limit switches on isolation valves to ensure they are open (or at least not closed)
• Low flow interlock
• Low power draw interlock (limited application—reliability issues)
Next

Centrifugal Pump with Relief
Back

Centrifugal Pump with SIF
Back

45
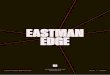
Pump Protection Selection MatrixPump Protection Selection Guidance
Type of Pump Hazard Pump Service TypesVersion: B 3/2/2011By KBYount (HPCC)
PRELIMINARY DRAFT
<- Protec
tion Metho
d
Centrifical
Pumps
Variable Speed Drive
Centrifical
Pump
Positive Displacement Pump
Reactive
Chemical
Exotherm
Liquid Vapor
Pressure
Expansion
Hazard (Bleve)
Thermal
Expansion
Hazard (Casing
Bust Open)
Pump Seal/Be
aring Failure
Safety Rated
Protection
Required (SIL 1-
3)
Batch (ON/OF
F) Pumpin
g Service
Analog Control Valve/L
oop Involve
d
Auto Pump
Throwover
Service
Variable Process Composition
Variable Process Temp
Slurry Service
Interlock On-line
Testing Require
dPump Type, Process Service/Conditions -> A B C D E F G H I J K L M N O
Low Power Monitor Interlock 1 Y N N
N Y C C Y Y N C N N
Low Amps Interlock 2 Y N N
N Y C C Y N C N N
Low Flow Interlock (transmitter or switch) 3 Y C N
Y Y Y Y Y C Y Y C
High Temperature Interlock (Pump Casing) 4 Y Y N
Y Y N Y Y Y Y Y Y Y Y
High Pump Discharge Pressure Interlock 5 Y Y Y
N Y Y C Y Y Y Y Y Y YC
Overpressure Relief Valve 6 Y Y Y
C N C Y Y Y Y Y CN
Minimum Flow/Recirculation Line 7 Y N na
Y N Y Y C Y Y CY
Minimum Flow Control Loop (DCS or Mechanical FC) 8 Y N na
Y N Y Y C C
YBlock Valve Position Indication Interlock 9 Y Y Y
Y Y Y C Y C C Y Y
Operational Locks on Manual Isolation Valves 10 Y Y Y
Y Y Y Y N N N N Y Y Y na
Local Only Operator Start Switch (New) 11
Y = Yes, Typically good for this service
N = No, Typically not a good fit for this service
C = Conditionally good for the service, additional design details are required, see notes
na = Not Applicable

46
Share Learnings
Communicate the hazard Identify potential pump explosion
hazards in our areas• Remote start capability
Evaluate each potential pump explosion hazard
Make recommendations to mitigate risk

47
Questions?