Embed Size (px)
Citation preview
Centro de Investigación Científica de Yucatán, A.C.
Posgrado en Energía Renovable
PRETRATAMIENTO ÁCIDO Y SACARIFICACIÓN ENZIMÁTICA DEL BAGAZO DE HENEQUÉN.
ESTUDIO DE LOS AZÚCARES LIBERADOS EN EL PROCESO
Tesis que presenta
IBQ FRANK ANDRÉ UICAB BALLOTE
En opción al título de:
MAESTRO EN CIENCIAS EN ENERGÍA RENOVABLE
Mérida, Yucatán, Abril 2011.

DECLARACIÓN DE PROPIEDAD
Declaro que la información contenida en la sección de Materiales y Métodos
Experimentales, los Resultados y Discusión de este documento proviene de las
actividades de experimentación realizadas durante el período que se me asignó, para
desarrollar mi trabajo de tesis, en las Unidades de Biotecnología, Materiales y de
Bioenergía del Centro de Investigación Científica de Yucatán, A. C, y que dicha
información le pertenece en términos de la Ley de la Propiedad Industrial, por lo que no
me reservo ningún derecho sobre ello.
Mérida, Yucatán. México
Abril del 2011
__________________________________________________
IBQ Frank André Uicab Ballote

Este trabajo se realizó en los laboratorios de las Unidades de Biotecnología, Materiales y
de Energía Renovable del Centro de Investigación Científica de Yucatán A.C., bajo la
dirección de la Dra. Blondy Beatriz Canto Canché y del Dr. Luis Felipe Barahona Pérez.
_________________________________________________ Dr. Oscar A. Moreno Valenzuela
Director Académico Centro de Investigación Científica de Yucatán A.C.
Agradecimientos
Agradezco extensamente las facilidades que me concedieron para llevar a cabo la parte
experimental a las Unidades de: Biotecnología, Materiales y Energía Renovable. Al CONACYT
por la beca otorgada con folio No. 2787.
Quiero expresar mi sincero y efusivo agradecimiento a las personas que tanto directa como
indirectamente han hecho posible la realización de esta Tesis:
A los Dres. Blondy Beatriz Canto Canché y Luis Felipe Barahona Pérez, directores de esta
Tesis; por todo el aporte tanto a nivel científico, como por sus conocimientos y enseñanzas, a
nivel personal por ser como unos padres, debido a la paciencia, la confianza y Fe que depositaron
en mí. Por su esfuerzo y dedicación en esta Tesis mil gracias.
A la Dra. Liliana Alzate Gaviria, Coordinadora del posgrado de Energía Renovable por
considerarme para continuar mis estudios de posgrado y permitirme un logro más en mi vida.
Por su comprensión muchas gracias.
A los Dres. Elsy Noemí Tamayo Canul y Gonzalo Canché Escamilla, por darle seguimiento a
este trabajo con sus observaciones, análisis, comentarios, críticas y sugerencias, las cuales han
sido fundamentales para la realización de esta Tesis.
A los técnicos MC. Miguel Tzec Simá, MC. Leticia Peraza Echeverría, MC. Jorge Domínguez
y la QI. Tanit Toledano, por sus apoyos técnicos y sugerencias para realizar mis experimentos
con la mayor calidad y eficiencia posible.
A mis compañeros de laboratorio que me acompañaron durante los primeros años de la Tesis y
a los que conocí al final de ésta. En especial a: Eglé May, Blanca Moreno, Muhilan Mahindran
Xenia Espino, Nuvia Kantún, Jairo Torres, Heidi Espadas, Yamili Burgos y Miguel Canseco por
ser mis “hermanos científicos”, y compartir su amistad incondicional, en hora buena les deseo
mucho éxito a cada uno de ustedes.

A todos mis compañeros de posgrado, les agradezco su cálida compañía y total comprensión
hacia mi persona durante este breve lapso de tiempo que compartimos, pero que nos dejó una
duradera amistad. Agradezco de manera particular a: Andrés Guerrero, Diego González, Samuel
Herrera, Angélica Herrera, Ana Maciel y Areli Solís por añadir a mi vida muchas alegrías y
anécdotas inolvidables.
A ti “PUTSIKAL” por aguantarme el trote antes y durante esta maestría, gracias por ser única y
especial en mi vida, te comparto mi dicha y felicidad. Deseo de corazón poder compartir más
éxitos y bendiciones contigo. En verdad muchas gracias Erika Chan.
A mis hermanas, a mis padres y a los nuevos integrantes de la familia, por estar conmigo en
todo momento en mi mente y en mi corazón. Les dedico este logro.
Y por último a DIOS por dejarme compartir con todas estas personas una parte de mi existencia.
i
INDICE
i
INDICE DE TABLAS
iv
INDICE DE FIGURAS
v
RESUMEN
1
ABSTRACT
2
INTRODUCCIÓN
3
1. ANTECEDENTES
5
1.1. Estado Actual de la producción del Bioetanol
4
1.2. Bioetanol de primera y segunda generación
6
1.3. Los materiales lignocelulósicos
8
1.3.1. Naturaleza de los materiales lignocelulósicos
9
1.3.2. Composición química y estructural de los materiales Lignocelulósicos
10
1.4. Pretratamientos y sacarificación de los materiales lignocelulósicos
13
1.4.1. Pretratamientos mecánicos y fisicoquímicos
15
1.4.2. Pretratamientos químicos
15
1.4.3. Tratamientos ácidos
16
1.4.4. Tratamientos alcalinos
16
1.4.5. Tratamientos biológicos
17
1.5. El bagazo de henequén (Agave fourcroydes Lemaire) como residuo lignocelulósico
19
1.5.1. Aplicación de pretratamientos en agaves
20
1.6. Elaboración del Bioetanol
21
1.6.1. La fermentación alcohólica
21
1.7. Justificación
26
1.8. Objetivo general
26
1.8.1. Objetivos particulares 26
ii
1.9. Hipótesis
27
2. MATERIALES Y MÉTODOS
28
2.1. Diagrama de flujo del proceso
28
2.2. Material vegetal
29
2.3. Pretratamiento químico del bagazo de henequén con diferentes concentraciones de ácido y tiempos de reacción
29
2.4. Determinación de la actividad enzimática celulasa
31
2.5. Sacarificación enzimática del bagazo de henequén pretratado
31
2.6. Curva de crecimiento de la levadura Saccharomyces cerevisiae en hidrolizados enzimáticos de bagazo de henequén
32
2.7. Fermentación de los hidrolizados enzimáticos del bagazo de henequén
32
2.8. Destilación
32
2.9. Determinación de azúcares reductores
32
2.10. Determinación de azúcares totales
33
2.11. Determinación de azúcares por HPLC
33
2.12. Determinación de etanol
33
2.13. Análisis estadístico
33
3. RESULTADOS Y DISCUSIONES
34
3.1. Resultados del ensayo preliminar del pretratamiento químico
34
3.2. Pretratamiento químico del bagazo de henequén con diferentes concentraciones de ácido y tiempos de reacción
35
3.3. Determinación de la actividad enzimática en el lote usado de celulasa comercial
38
3.4. Ensayo preliminar de sacarificación enzimática del bagazo de henequén previamente pretratado
38
3.5. Sacarificación enzimática del bagazo de henequén previamente pretratado
40
3.6. Identificación de los azúcares presentes en los hidrolizados enzimáticos del bagazo de henequén por HPLC
41
iii
3.7. Curva de crecimiento de la levadura Saccharomyces cerevisiae en
hidrolizados enzimáticos de bagazo de henequén
43
3.8. Fermentación de los hidrolizados enzimáticos del bagazo de henequén
44
3.9. Producción de etanol
46
4. CONCLUSIONES Y PERSPECTIVAS
47
BIBLIOGRAFÍA
48
ANEXO A 54
iv
INDICE DE TABLAS Tabla 1. Composición de materiales lignocelulósicos
10
Tabla 2. Rasgos esenciales y deseables en los microorganismos para producir etanol a partir de fuentes lignocelulósicas
25
Tabla 3. Diseño factorial para el pretratamiento ácido del bagazo de henequén
30
Tabla 4. Valores de actividad enzimática sobre distintos sustratos, determinados por la liberación de glucosa (U= g de producto liberado) en 1 hora
38
Tabla 5. Tiempos de retención de los estándares de azúcares obtenidos por HPLC
41
v
INDICE DE FIGURAS
Figura 1. Ciclo del CO2 en el uso del bioetanol como biocombustible
7
Figura 2. Procesos de producción de etanol de primera y segunda generación
8
Figura 3. Producción de biomasa a nivel mundial
9
Figura 4. Conformación de la celulosa
11
Figura 5. Componentes y subcomponentes de la lignocelulosa
13
Figura 6. Diagrama simplificado de los procesos para la obtención del bioetanol celulósico
14
Figura 7. Estructura química de la celulosa y sitios de acción de la celobiohidrolasa, endo-β-glucanasa y β-glucosidasa
18
Figura 8. Rutas metabólicas para la producción de etanol utilizando pentosas y hexosas; a) ruta pentosa fosfato, b) glicolisis, y c) ruta de Entner-Doudoroff. (Ribo5P) ribosa-5-fosfato, (Sedo7P) seudoheptulosa7-fosfato, (F6P) fructosa-6-fosfato, (Glyceral3P) gliceraldehido 3-fosfato, (Gal) galactose, (Man) mannose, (Acetal) acetaldehido, (6PG) 6-fosfo-gluconolactona, (2KDPG) 2-ceto-desoxy-fosfoglucanato,(TKL) transcetolasa (TAL9) transaldolasa, (XK) xiluloquinasa, (XR) xilosa reductasa, (XDH) xilitol dehidrogenasa
24
Figura 9. Diagrama de flujo del proceso de obtención de etanol. Se cuantificaron los azúcares por el método del DNS, Fenol sulfúrico (*), (**) y HPLC (**). El etanol se cuantificó por el método del dicromato
28
Figura 10. Obtención del material vegetal a) recolección de bagazo, b) etapa de secado c) bagazo seco molido
29
Figura 11. Efecto de la concentración del ácido en la producción de azúcares reductores en el ensayo preliminar de pretratamiento químico
34
Figura 12. Liberación de azúcares reductores con los diferentes pretratamientos con ácido y calentamiento (121ºC, 1.1 bar) a diferentes tiempos
35
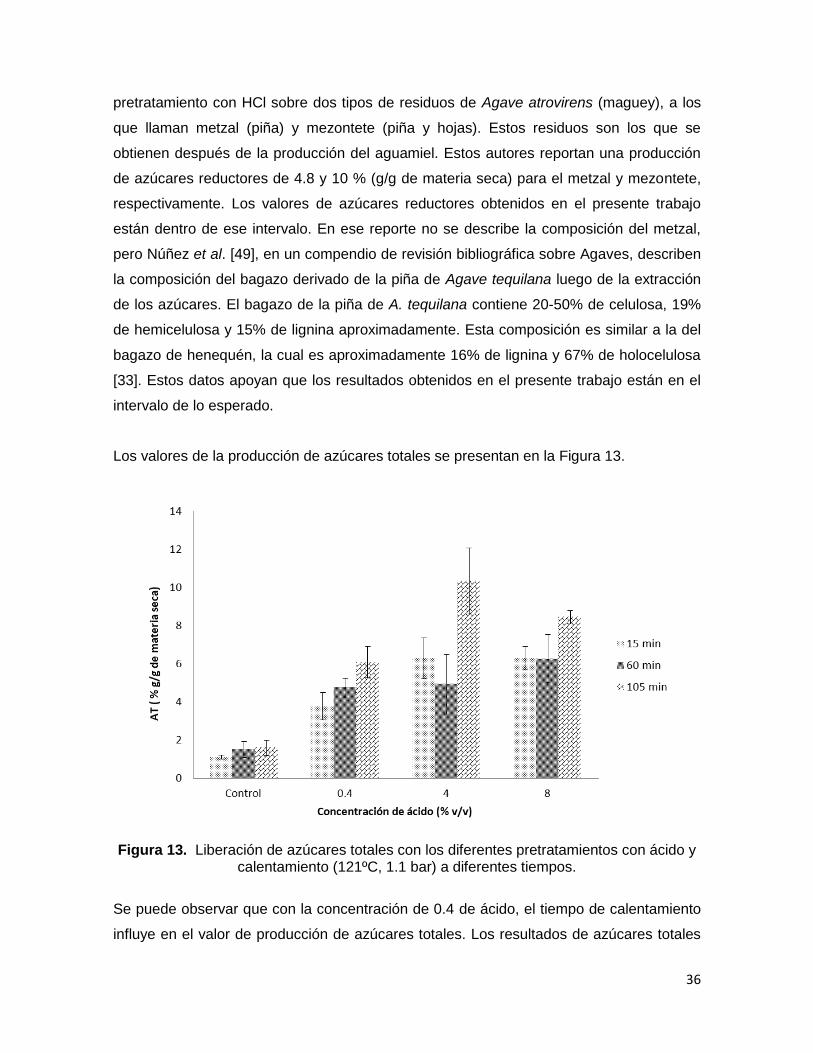
Figura 13. Liberación de azúcares totales con los diferentes pretratamientos con ácido y calentamiento (121ºC, 1.1 bar) a diferentes tiempos
36
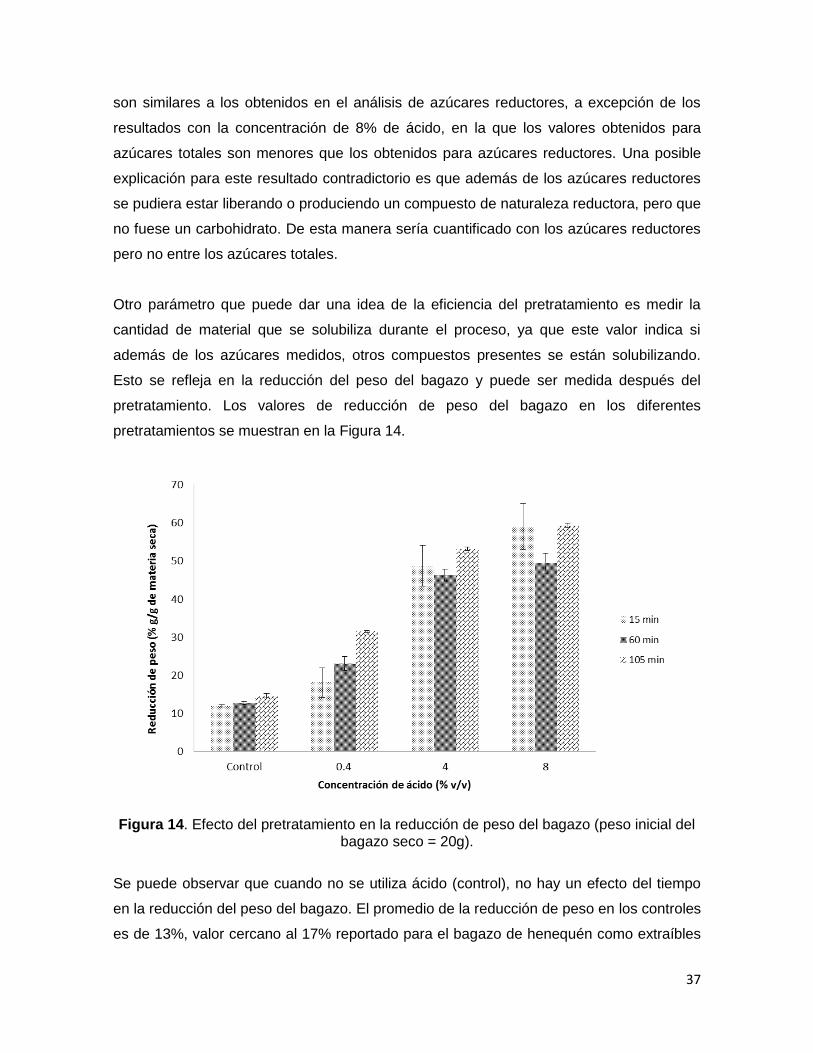
Figura 14. Efecto del pretratamiento en la reducción de peso del bagazo (peso inicial del bagazo seco = 20g)
37
Figura 15. Ensayo preliminar de sacarificación enzimática de bagazo de henequén pretratado con ácido sulfúrico al 0.4% durante diferentes tiempos (15, 60, 105 min)
39
vi
Figura 16. Sacarificación enzimática del bagazo de henequén pretratado
40
Figura 17. Cromatograma de la mezcla de azúcares separados por HPLC. La señal a 1.575 min corresponde al sistema móvil
42
Figura 18. Cromatograma de una muestra del bagazo de henequén hidrolizada enzimáticamente
43
Figura 19. Curva de crecimiento de Saccharomyces cerevisiae en bagazo de henequén hidrolizado enzimáticamente con celulasas
44
Figura 20. Fermentación del hidrolizado enzimático de bagazo de henequén
44
Figura 21. Consumo de los azúcares durante la fermentación del hidrolizado enzimático del bagazo de henequén. Se midieron los azúcares reductores (AR), azúcares totales (AT) y por HPLC
45
1
RESUMEN
En este trabajo, se realizó un estudio preliminar para determinar si el bagazo de
henequén se puede aprovechar como materia prima para la producción de etanol. Se
aplicaron pretratamientos al bagazo seco basándose en un diseño factorial, variando la
concentración de ácido sulfúrico y el tiempo, para determinar el efecto de estas variables
sobre la cantidad y tipo de azúcares liberados y determinar si este procedimiento produce
compuestos que puedan inhibir los procesos posteriores de sacarificación enzimática y
fermentación alcohólica.
Se evaluó de igual forma la hidrólisis enzimática sobre los materiales pretratados con el
ácido, en la que se cuantificaron los azúcares liberados por la utilización de una celulasa
comercial. Se observó que empleando bajas concentraciones de ácido sulfúrico como
pretratamiento (0.4% v/v) y aplicando posteriormente una hidrólisis enzimática, se logra
obtener una conversión de cerca del 23 % (w/w) de este residuo lignocelulósico a
azúcares fermentables.
Se determinó que el único carbohidrato liberado durante el pretratamiento y la hidrólisis
enzimática del bagazo fue la glucosa, lo que facilita el proceso de fermentación.
Finalmente, se realizó un seguimiento del consumo de la glucosa, mediante HPLC,
durante la fermentación del bagazo sacarificado, utilizando la levadura Saccharomyces
cerevisiae como microorganismo modelo. Durante la fermentación, se consumió el 78%
de la glucosa generada por el pretratamiento y la hidrólisis enzimática. Se obtuvo un 36%
del rendimiento teórico en la fermentación, sin embargo, este es susceptible de ser
mejorado.
2
ABSTRACT
In this work, a preliminary study of the use of henequen bagasse as a source of
biomass for lignocellulosic ethanol production was conducted. Bagasse pretreatment was
based on a factorial design using different concentrations of sulfuric acid and different
heating times to determine the effect of these variables on the amount of released sugars
and if these conditions produce any compound that could inhibit the subsequent enzymatic
saccharification and alcoholic fermentation steps.
The next step in this study was to perform an enzymatic hydrolysis of the pretreated
materials with a commercial cellulase. Different conditions were evaluated and the
concentration of released sugars determined. We found that when using low sulfuric acid
concentrations and heat as a pretreatment (0.4% v/v) and then applying enzymatic
hydrolysis with commercial cellulases it was possible to obtain approximately 23% (w/w) of
fermentable sugars from this lignocellulosic residue.
It was determined that the only carbohydrate released during the pretreatment and
enzymatic hydrolysis was glucose, and that facilitates the fermentation process.
Finally, the consumption of glucose during fermentation of the saccharified bagasse using
the yeast Saccharomyces cerevisiae as model organism was monitored by HPLC. 36% of
the fermentation theoretical yield was obtained. This preliminary study showed that ethanol
can be obtained from henequen bagasse but the fermentation step has to be optimized.
3
INTRODUCCIÓN
En años recientes el crecimiento de la economía e infraestructura de los países se ha
visto reflejado en un aumento en la demanda de energía. El petróleo es la fuente de
energía que provee mayormente la movilidad en los sectores de la industria y de
transportes. Por otro lado, el incremento en la demanda de energía ha provocado una
disminución de las reservas del petróleo de fácil acceso y en consecuencia la
inestabilidad de su precio es cada vez mayor. Es por esta razón que se ha encendido la
alerta en varias partes del mundo sobre la necesidad de encontrar una fuente de energía
que sustituya a los hidrocarburos fósiles y se busca que ésta sea económica, renovable y
sustentable [1,2].
Aunque la idea de encontrar fuentes de energías renovables no es nueva, la primera
década del actual siglo ha sido de gran importancia en la investigación y el desarrollo de
nuevos suministros de energía [3]. Una de estas fuentes son los biocombustibles, entre
los que se encuentran los denominados de segunda generación, estos se refieren a
aquellos cuya tecnología no utiliza materia prima que pueda ser destinada para el
consumo humano (maíz, caña de azúcar, papa, remolacha, yuca etc.) sino que utilizan
subproductos ó desperdicios agroindustriales (bagazo de caña, rastrojo de maíz, etc.)
para obtener un producto de bajo costo utilizando nuevas tecnologías [4, 5, 6]. Se sabe
que los desechos agroindustriales o lignocelulósicos son una fuente importante de
carbohidratos estructurales, que pueden ser utilizados para la producción de etanol (o
bioetanol). El bioetanol de origen lignocelulósico proveería combustible para el transporte,
debido a que constantemente se genera biomasa vegetal en el planeta y se puede
obtener a partir de los cultivos o desechos agroforestales hasta de la biomasa producida
por las microalgas [6].
La importancia del bioetanol como biocombustible radica en que actualmente es utilizado
como un aditivo o substituto de la gasolina en varias naciones del mundo. Actualmente la
mayor parte de la producción mundial es obtenida de dos cultivos: la caña de azúcar y del
maíz, por medio de la fermentación de los carbohidratos que contienen, en un proceso
denominado de primera generación, ya que se emplean materias primas que son
utilizadas también para la alimentación. El interés en desarrollar bioetanol de segunda
generación se debe a la posibilidad de aprovechar los desechos agroindustriales. Sin
embargo, durante el proceso de obtención del bioetanol a partir de estas fuentes se
4
presentan diferentes problemas, entre los que destacan, la degradación de los
carbohidratos liberados por efecto de los pretratamientos, la formación de inhibidores que
afectan los subsecuentes procesos y la liberación de carbohidratos que no son
asimilables por los microorganismos típicos de una fermentación industrial [7]. Esta es
una de las razones por las que el estudio de fuentes lignocelulósicas y su procesamiento
tienen relevancia en el campo de la biotecnología, en particular en el mejoramiento y
desarrollo de microorganismos con capacidades para aplicación industrial [5, 6, 7]. En la
actualidad hay un gran interés a nivel mundial por la producción de energía a partir de
éstos recursos renovables.
En este trabajo se utilizó bagazo de henequén para la obtención de bioetanol. Se observó
que utilizando como pretratamiento bajas concentraciones de ácido sulfúrico (0.4% v/v) y
calentando por 60 min a 120°C y 1.1 bar, y aplicando posteriormente una hidrólisis
enzimática con celulasas comerciales, se logró obtener una conversión del 23% (w/w) del
material lignocelulósico a azúcares fermentables. Además se pudo determinar que el
único carbohidrato liberado durante el pretratamiento del bagazo así como de su hidrólisis
enzimática es la glucosa. La utilización de una enzima comercial permitió sacarificar el
material pretratado y proceder a realizar la fermentación alcohólica con una cepa de
Saccharomyces cerevisiae. El crecimiento de la levadura y el consumo de los azúcares
indicaron que no se producen inhibidores durante las etapas anteriores a la fermentación.
En este trabajo se presenta en el Capítulo 1, la importancia de los materiales
lignocelulósicos como biomasa para la producción de etanol y los procesos que se aplican
para el aprovechamiento de la celulosa y de la hemicelulosa que contiene. En el Capítulo
2 se presenta la metodología llevada a cabo durante la realización de los experimentos y
en los Capítulos 3 y 4 los resultados y las conclusiones surgidas en esta investigación,
respectivamente.
5
CAPÍTULO I
ANTECEDENTES
1.1. Estado actual de la producción del bioetanol
El etanol fue considerado como una alternativa de combustible antes de la primera
perforación de un pozo petrolero realizada por Edwin Drake en 1859 en Pensilvania [3].
Previo a esos años, la crisis de energía giraba en torno a la falta de aceite de ballena,
especie que estuvo a punto de extinguirse por esta valiosa característica. Se pretendía
sustituir este aceite por aceites vegetales para su uso en las lámparas, las cuales eran
utilizadas para el alumbrado público de aquella época. En 1930 el etanol se mezcló con
trementina de pinos refinada y reemplazó a los costosos aceites de ballena, dando inicio
al uso del etanol como combustible [3,4]. Su utilización disminuyó por la aparición del
petróleo, producto de fácil procesamiento y extracción, lo que hizo a este último
comercialmente atractivo [2].
El primer programa masivo para la producción de bioetanol se inició en Brasil en 1975 a
partir de la caña de azúcar. Surgió como respuesta a la crisis del petróleo en esa década,
creándose el programa PROALCOOL [3, 4]. Hasta 1989 este programa se apoyó con
subsidios e incentivos fiscales para impulsar esta tecnología y actualmente su
comercialización es autosuficiente. Brasil cuenta con aproximadamente 2 millones de
vehículos adaptados para usar el bioetanol mezclado con la gasolina y la demanda de
este biocombustible sigue en aumento, por lo que el incremento de las extensiones de
cultivo de la caña de azúcar también ha provocado debates ecológicos entre los mismos
brasileños [5]. Actualmente el etanol se ha propuesto como una alternativa entre los
biocombustibles para el sector del transporte ya que tiene el potencial para aumentar la
seguridad energética, mejorar el impacto medioambiental y ayudar a satisfacer la
creciente necesidad energética. En el caso de los EE.UU. hay un interés en sustituir el
30% del consumo anual de gasolina por etanol para el año 2030, lo que equivale a
producir 60 mil millones de galones de etanol al año [2, 4]. Los EE.UU. producen bioetanol
a partir de maíz; esto se debe a la entrada en vigor en 1978 de la ley del impuesto a la
energía, que también introdujo incentivos fiscales para su producción. No obstante el
verdadero impulso para el consumo de etanol fueron las prohibiciones del uso del metil
6
ter-butil éter en algunos estados de la Unión Americana, debido a que la contaminación
de pozos de agua con este compuesto provocaba graves daños a la salud.
Tanto EE.UU como Brasil tienen grandes extensiones de territorio y de cultivo además de
que sus políticas han impulsado estos desarrollos. Para los años 2000-2007, Brasil
produjo entre 11 y 16 mil millones de litros por año, EE.UU. produjo 10 mil millones de
litros por año y se perfilaba para una mayor expansión en años posteriores ya que se
posicionaría como primer lugar en producción de bioetanol a partir de 2007 [5,7].
Mientras tanto en la Unión Europea, países como Francia, España y Alemania entre otros,
comenzaron a producir bioetanol a partir de otras fuentes (remolacha, trigo y cebada) y a
importar bioetanol de Brasil. En Asia, desde hace dos años, China y la India se
consolidaron como productores importantes de bioetanol. Sin embargo, estos tipos de
desarrollos comenzaron a presentar sus inconvenientes ya que para producir el bioetanol
se desviaban productos alimenticios (como el maíz), lo que provocaba un aumento de
precios en los mismos, generando un conflicto entre producir alimentos o energía [5, 6, 7].
Otra fuente de etanol es la obtenida de la celulosa. El etanol de celulosa ó lignocelulósico
tiene un gran potencial como biocombustible para cubrir una parte importante de las
necesidades de combustible. La característica de este biocombustible reside en que
puede obtenerse de fuentes ricas en celulosa, como por ejemplo, la biomasa proveniente
de residuos agroindustriales.
1.2. Bioetanol de primera y segunda generación
El tema de los biocombustibles ha generado controversias debido a la sobreexplotación
de los suelos, así como un incremento en el precio de las materias primas utilizadas para
su producción ya que se rigen por el mercado alimentario como pasa con el maíz o la
remolacha. Sin embargo se ha optado por utilizar nuevos cultivos más productivos y
rentables, que no tengan una importancia o vínculo a la industria de los alimentos; como
el sorgo azucarero (Sorghum bicolor L.), la pataca (Helianthus tuberosus), los pastos
perennes (Panicum virgatum L.) [8]. Por otro lado, una de las ventajas representativas del
bioetanol con respecto a los combustibles pétreos, es que su utilización provoca una
emisión neta de gases de efecto invernadero casi nula, debido a la captación del CO2 por
los propios cultivos (Figura 1), es decir, la combustión del combustible libera CO2 a la
atmósfera pero es el que las plantas fijaron durante la fotosíntesis. En el caso del
7
petróleo, el CO2 se capturó hace miles de años y actualmente se está liberando al
ambiente, lo cual aumenta su concentración en la atmósfera. [4, 5, 7]
Figura 1.Ciclo del CO2 y el uso del bioetanol como biocombustible.
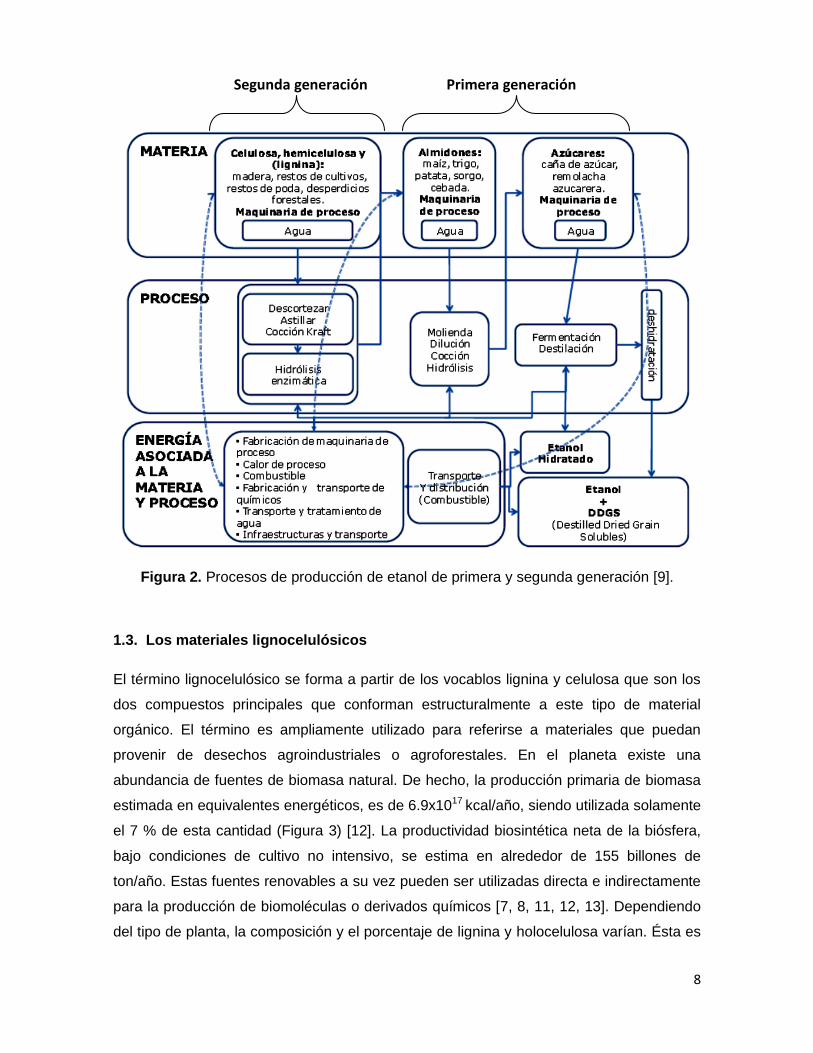
Actualmente el bioetanol se produce principalmente a partir del maíz y de la caña de
azúcar, los cuales son productos importantes del sector alimentario. A este tipo de
combustible se le denomina de primera generación. Por otra parte también se puede
obtener bioetanol de materiales lignocelulósicos. Estos materiales adquirieron importancia
en la producción de bioetanol ya que provienen de desechos agroindustriales, de otros
sectores industriales o si es el caso, de cultivos predestinados exclusivamente para la
producción de biomasa no destinada a la alimentación humana [6, 8]. A este bioetanol se
le designó de segunda generación. La diferencia entre la primera y segunda generación
radica principalmente en el tipo de proceso y la materia prima que se emplea para obtener
los carbohidratos que serán convertidos a este combustible. Los costos de producción del
etanol de segunda generación son mayores debido a las etapas adicionales de
procesamiento (Figura 2). El bioetanol ha estado subsidiado generalmente por los
gobiernos para hacerlo competitivo con otros combustibles, sin embargo se espera que al
desarrollarse este tipo de tecnología y al disminuir las reservas de petróleo, la industria
del bioetanol pueda sostenerse de manera autónoma [8, 9, 10, 11].
8
Figura 2. Procesos de producción de etanol de primera y segunda generación [9].
1.3. Los materiales lignocelulósicos
El término lignocelulósico se forma a partir de los vocablos lignina y celulosa que son los
dos compuestos principales que conforman estructuralmente a este tipo de material
orgánico. El término es ampliamente utilizado para referirse a materiales que puedan
provenir de desechos agroindustriales o agroforestales. En el planeta existe una
abundancia de fuentes de biomasa natural. De hecho, la producción primaria de biomasa
estimada en equivalentes energéticos, es de 6.9x1017 kcal/año, siendo utilizada solamente
el 7 % de esta cantidad (Figura 3) [12]. La productividad biosintética neta de la biósfera,
bajo condiciones de cultivo no intensivo, se estima en alrededor de 155 billones de
ton/año. Estas fuentes renovables a su vez pueden ser utilizadas directa e indirectamente
para la producción de biomoléculas o derivados químicos [7, 8, 11, 12, 13]. Dependiendo
del tipo de planta, la composición y el porcentaje de lignina y holocelulosa varían. Ésta es
Segunda generación Primera generación
9
la razón por la cual se considera antes de implementar cualquier proceso, caracterizar
químicamente la biomasa. Así se podrá determinar el tipo de pretratamiento con el cual se
puedan obtener los mejores rendimientos.
Figura 3. Producción de biomasa a nivel mundial [12].
1.3.1. Naturaleza de los materiales lignocelulósicos
Es importante conocer las generalidades y propiedades de los materiales lignocelulósicos
para lograr un mejor aprovechamiento del material. La pared celular es el rasgo más
característico de los vegetales que los hace diferentes de otros organismos. Su existencia
pone de manifiesto la relación entre estructura y función celular. En las plantas se puede
distinguir varios tipos de células, con características propias y a veces únicas para una
variedad vegetal.
Esto se puede ejemplificar considerando las distintas funciones que tienen los órganos
vegetales para transportar y almacenar sus nutrientes esenciales. Entre otros aspectos, el
estado de desarrollo y genotipo influyen en la composición de la pared, lo que permite
diferenciar entre una pared celular primaria y una secundaria. La pared celular es una
matriz compleja formada de diferentes clases de polímeros que interactúan para formar
una estructura de protección, que además tiene la función de transporte de agua e
intercambio de información de afuera hacia adentro de la planta. En términos generales,
la pared celular está compuesta de aproximadamente 30-40% de celulosa, 30%
hemicelulosa, 15% lignina y entre 5 y 10% de proteínas [12, 13, 14, 15].
10
1.3.2. Composición química y estructural de los materiales lignocelulósicos
Por lo general, los principales constituyentes de los materiales provenientes de las
paredes celulares de los vegetales son la celulosa, la hemicelulosa, la pectina, la lignina y
las proteínas. Los tres primeros componentes son polisacáridos; la lignina está constituida
de polímeros fenólicos y las proteínas de aminoácidos. La proporción relativa de estos
polímeros depende de la especie, los tipos de células y su estado de desarrollo,
principalmente. La cantidad de celulosa y hemicelulosa presentes en un desperdicio
lignocelulósico agroindustrial o urbano puede variar, como se muestra en la Tabla 1 [13,
14, 15, 16]
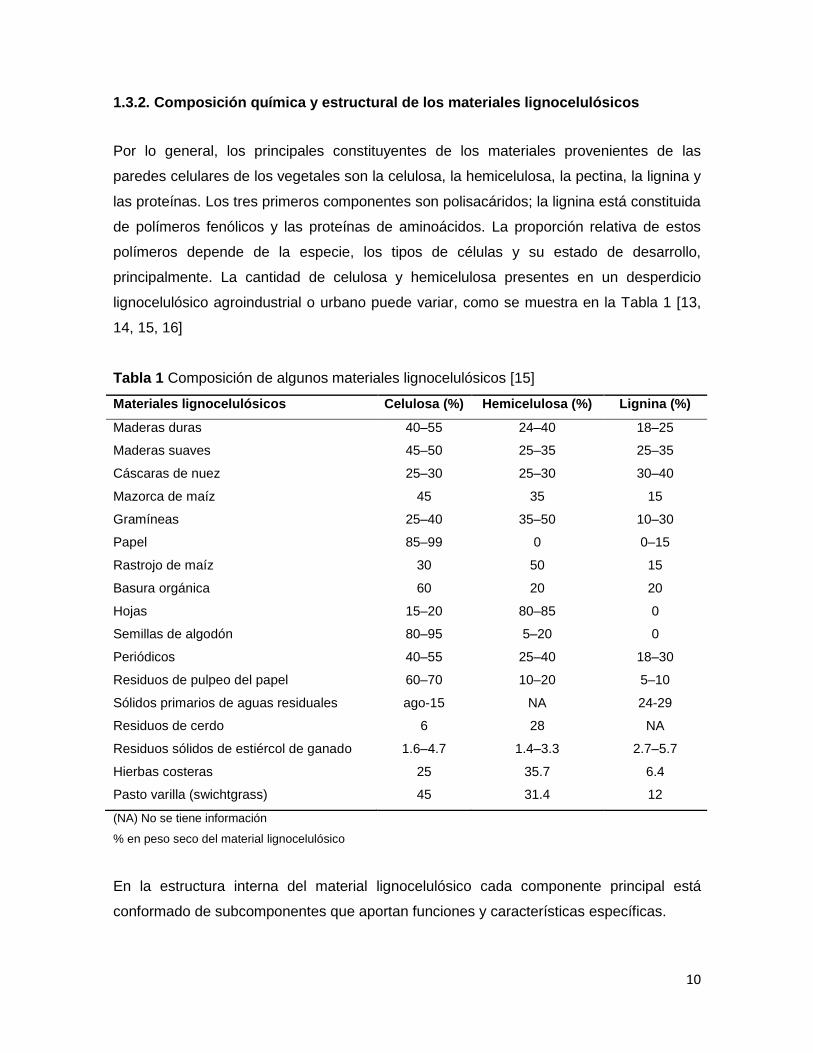
Tabla 1 Composición de algunos materiales lignocelulósicos [15]
Materiales lignocelulósicos Celulosa (%) Hemicelulosa (%) Lignina (%)
Maderas duras 40–55 24–40 18–25
Maderas suaves 45–50 25–35 25–35
Cáscaras de nuez 25–30 25–30 30–40
Mazorca de maíz 45 35 15
Gramíneas 25–40 35–50 10–30
Papel 85–99 0 0–15
Rastrojo de maíz 30 50 15
Basura orgánica 60 20 20
Hojas 15–20 80–85 0
Semillas de algodón 80–95 5–20 0
Periódicos 40–55 25–40 18–30
Residuos de pulpeo del papel 60–70 10–20 5–10
Sólidos primarios de aguas residuales ago-15 NA 24-29
Residuos de cerdo 6 28 NA
Residuos sólidos de estiércol de ganado 1.6–4.7 1.4–3.3 2.7–5.7
Hierbas costeras 25 35.7 6.4
Pasto varilla (swichtgrass) 45 31.4 12
(NA) No se tiene información
% en peso seco del material lignocelulósico
En la estructura interna del material lignocelulósico cada componente principal está
conformado de subcomponentes que aportan funciones y características específicas.
11
CELULOSA.
Tiene la función de dar resistencia mecánica a la estructura, resistencia que irá en la
misma dirección de las fibrillas que integran la fase cristalina.
La celulosa es el compuesto orgánico de mayor abundancia en la naturaleza, de gran
importancia a nivel biológico y un polímero de interés industrial. [5, 6, 14, 16, 17]
Químicamente es un polímero de moléculas de D-glucosa, que se unen entre sí por
enlaces -1,4; disposición que la hace estable además de poseer enlaces de hidrógeno
que une sus moléculas entre sí, confiriéndole propiedades que le permiten ser un buen
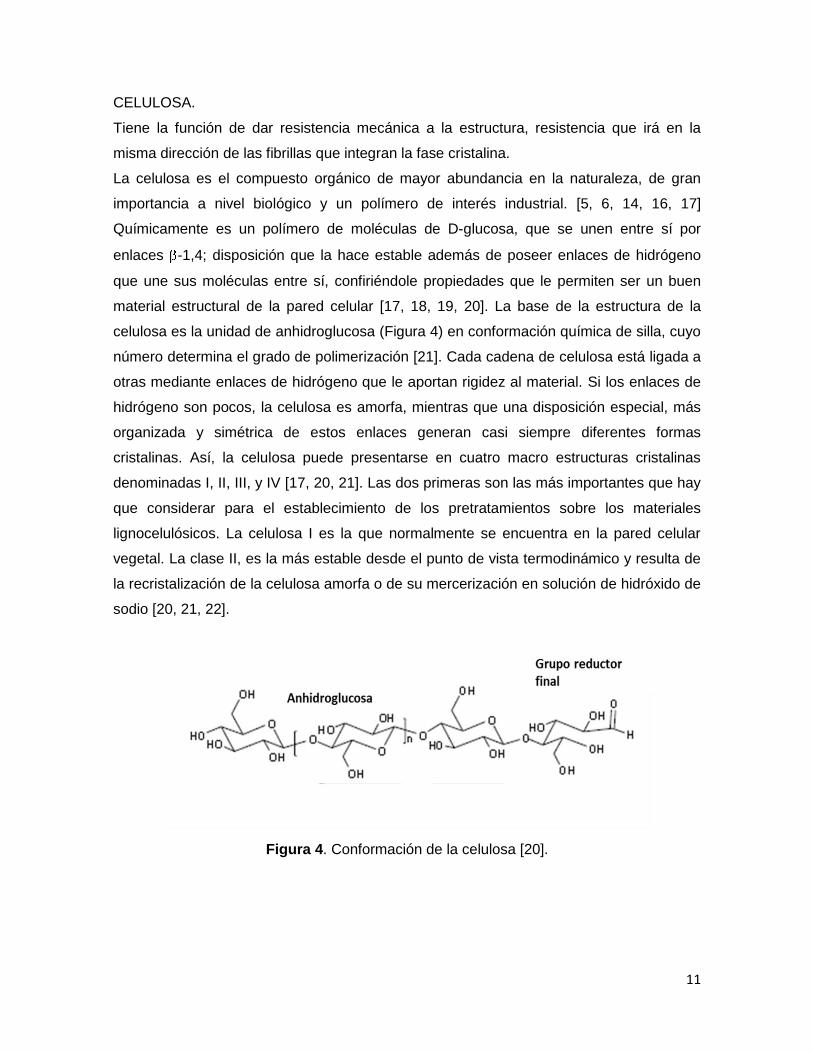
material estructural de la pared celular [17, 18, 19, 20]. La base de la estructura de la
celulosa es la unidad de anhidroglucosa (Figura 4) en conformación química de silla, cuyo
número determina el grado de polimerización [21]. Cada cadena de celulosa está ligada a
otras mediante enlaces de hidrógeno que le aportan rigidez al material. Si los enlaces de
hidrógeno son pocos, la celulosa es amorfa, mientras que una disposición especial, más
organizada y simétrica de estos enlaces generan casi siempre diferentes formas
cristalinas. Así, la celulosa puede presentarse en cuatro macro estructuras cristalinas
denominadas I, II, III, y IV [17, 20, 21]. Las dos primeras son las más importantes que hay
que considerar para el establecimiento de los pretratamientos sobre los materiales
lignocelulósicos. La celulosa I es la que normalmente se encuentra en la pared celular
vegetal. La clase II, es la más estable desde el punto de vista termodinámico y resulta de
la recristalización de la celulosa amorfa o de su mercerización en solución de hidróxido de
sodio [20, 21, 22].
Figura 4. Conformación de la celulosa [20].
12
HEMICELULOSA.
Las hemicelulosas (también son repeticiones de glucosa con uniones -1,4 pero en bajo
contenido y entrelazadas con la celulosa cristalina); son amorfas y poco polimerizadas
debido a que no pueden formar puentes de hidrógeno. Dentro de las hemicelulosas
destacan los carbohidratos de 5 carbonos como los xiloglucanos, los xilanos y los
xiloglucanos mixtos.
Xiloglucanos: la cadena central del polímero está formada por unidades de
glucosa con ramificaciones de tipo xilosa.
Xilanos: la cadena central del polímero contiene unidades de xilosa.
Xiloglucanos mixtos: Se componen de residuos de D-glucosa con enlaces -1,3 y
-1,4.
LIGNINA.
Es un compuesto exclusivo de la pared secundaria, tiene carácter hidrofóbico y aporta
resistencia mecánica al material vegetal. La lignina provoca que haya menos agua y
menos capacidad de hidratación del material. Su formación depende del hábito de
crecimiento y del genotipo específico de la especie vegetal. Sus moléculas se condensan
al azar y su biosíntesis por deshidrogenación enzimática se origina de los precursores de
tipo alcohol, entre los que se encuentran mayoritariamente: el cumarílico, el coniferílico y
el sinapílico. Tras ello tiene lugar una polimerización no regulada enzimáticamente, que
confiere gran diversidad estructural a las ligninas. Para que se lleve a cabo la
polimerización los precursores deben estar disponibles y activados. El espacio físico
disponible también juega un papel importante. La estructura polimérica de la lignina se
entrelaza con las microfibrillas de celulosa y también se une a las hemicelulosas y
pectinas mediante enlaces de tipo éster. El resultado es una red hidrofóbica que rodea los
demás componentes de la pared proporcionándole mayor resistencia, rigidez y protección
contra ataques microbianos [17, 19, 20, 22, 23].
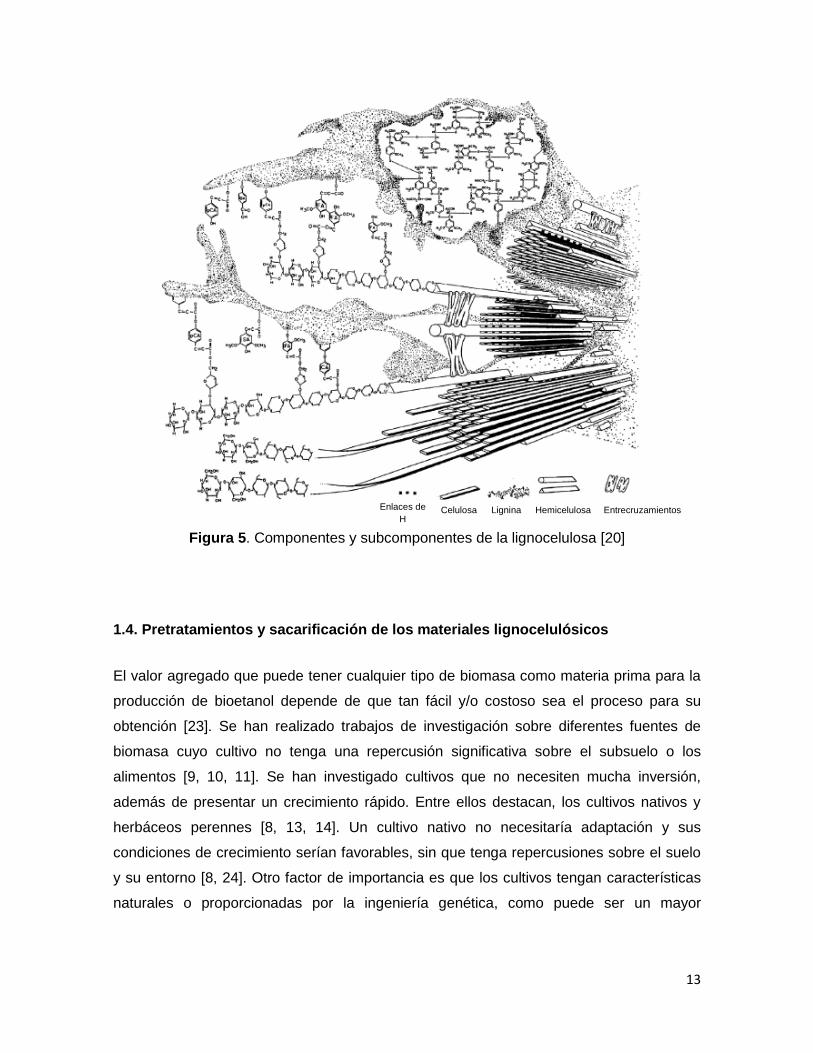
En la figura 5 se muestran los componentes principales de un material lignocelulósico.
13
Figura 5. Componentes y subcomponentes de la lignocelulosa [20]
1.4. Pretratamientos y sacarificación de los materiales lignocelulósicos
El valor agregado que puede tener cualquier tipo de biomasa como materia prima para la
producción de bioetanol depende de que tan fácil y/o costoso sea el proceso para su
obtención [23]. Se han realizado trabajos de investigación sobre diferentes fuentes de
biomasa cuyo cultivo no tenga una repercusión significativa sobre el subsuelo o los
alimentos [9, 10, 11]. Se han investigado cultivos que no necesiten mucha inversión,
además de presentar un crecimiento rápido. Entre ellos destacan, los cultivos nativos y
herbáceos perennes [8, 13, 14]. Un cultivo nativo no necesitaría adaptación y sus
condiciones de crecimiento serían favorables, sin que tenga repercusiones sobre el suelo
y su entorno [8, 24]. Otro factor de importancia es que los cultivos tengan características
naturales o proporcionadas por la ingeniería genética, como puede ser un mayor
Enlaces de
H Entrecruzamientos Celulosa Lignina Hemicelulosa
14
contenido de celulosa y menor contenido de lignina, además de tener un bajo costo de
inversión en su cultivo [10, 24, 25].
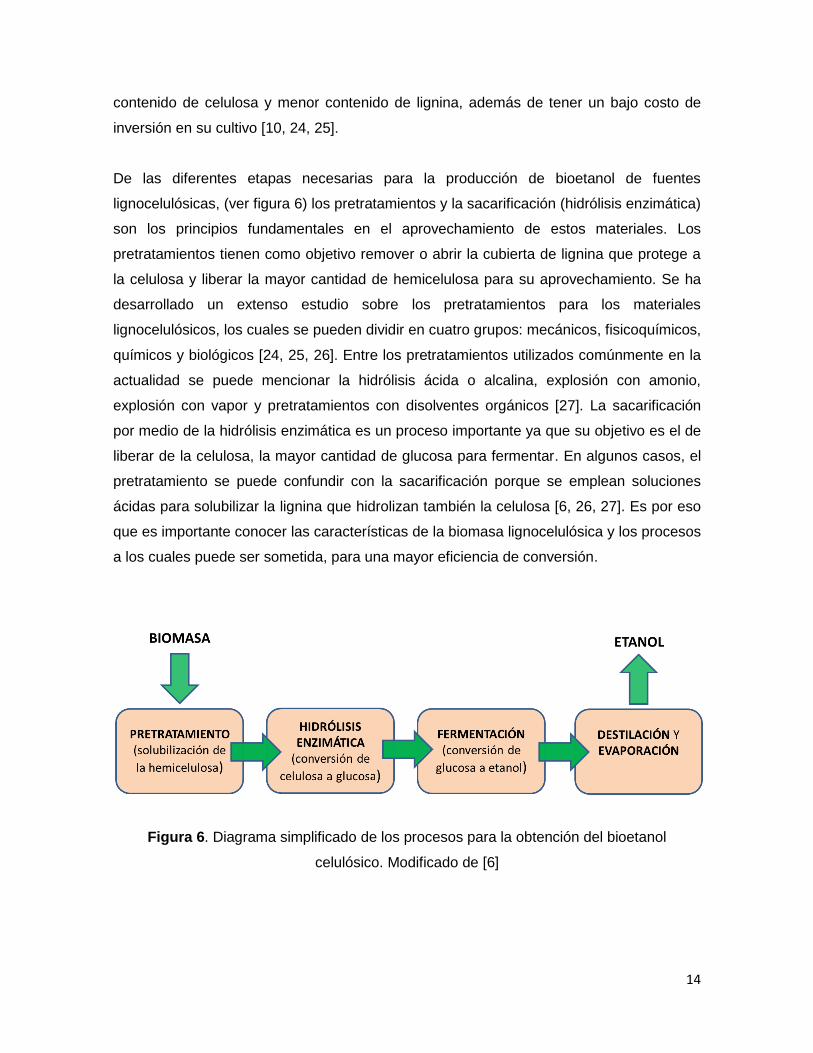
De las diferentes etapas necesarias para la producción de bioetanol de fuentes
lignocelulósicas, (ver figura 6) los pretratamientos y la sacarificación (hidrólisis enzimática)
son los principios fundamentales en el aprovechamiento de estos materiales. Los
pretratamientos tienen como objetivo remover o abrir la cubierta de lignina que protege a
la celulosa y liberar la mayor cantidad de hemicelulosa para su aprovechamiento. Se ha
desarrollado un extenso estudio sobre los pretratamientos para los materiales
lignocelulósicos, los cuales se pueden dividir en cuatro grupos: mecánicos, fisicoquímicos,
químicos y biológicos [24, 25, 26]. Entre los pretratamientos utilizados comúnmente en la
actualidad se puede mencionar la hidrólisis ácida o alcalina, explosión con amonio,
explosión con vapor y pretratamientos con disolventes orgánicos [27]. La sacarificación
por medio de la hidrólisis enzimática es un proceso importante ya que su objetivo es el de
liberar de la celulosa, la mayor cantidad de glucosa para fermentar. En algunos casos, el
pretratamiento se puede confundir con la sacarificación porque se emplean soluciones
ácidas para solubilizar la lignina que hidrolizan también la celulosa [6, 26, 27]. Es por eso
que es importante conocer las características de la biomasa lignocelulósica y los procesos
a los cuales puede ser sometida, para una mayor eficiencia de conversión.
Figura 6. Diagrama simplificado de los procesos para la obtención del bioetanol
celulósico. Modificado de [6]
15
1.4.1. Pretratamientos mecánicos y fisicoquímicos
Básicamente estos pretratamientos se refieren a las acciones de limpieza mecánica y
física o en su defecto físico-química, así como la reducción de tamaño de la biomasa. Los
métodos más frecuentemente utilizados son la molienda y el tamizado de la partícula,
aunque se han realizado pruebas utilizando otros tipos de procesos como las vibraciones
ultrasónicas con la intención de fracturar la capa de lignina, sin embargo, éstas resultan
más costosas y consumen mucha energía [26, 27, 28]. El objetivo de este pretratamiento
es remover o quebrantar lo mayor posible la capa de lignina o hemicelulosa, disminuir la
cristalinidad de la celulosa, incrementar su área superficial o incrementar la porosidad de
la celulosa para proveer accesibilidad a la hidrólisis química o biológica. Cada tipo de
materia prima (tanto blanda como dura, por ejemplo, bagazo de caña, rastrojo de maíz,
residuos de madera, etc.) exige un pretratamiento para exponer al máximo el sustrato de
interés y aumentar lo mayor posible el rendimiento de los azúcares y por consiguiente el
del etanol [6, 25, 26, 27].
1.4.2. Pretratamientos químicos
La hidrólisis química como pretratamiento utiliza álcalis o ácidos en distintas
concentraciones, temperaturas (presiones) y tiempos.
El fin del pretratamiento químico es hacer que la lignina y la hemicelulosa se fraccionen
para poder exponer a la celulosa a un ataque posterior. Cabe mencionar que en algunos
casos debido a la composición o características de la biomasa, se desea que con el
pretratamiento se abra o remueva la capa de lignina, para aprovechar los carbohidratos
de la hemicelulosa, que en algunos casos puede ser mayor o de igual proporción que la
celulosa contenida [6, 27].
En resumen se debe tener presente que un pretratamiento debe cumplir con 4 aspectos
para considerarlo eficiente:
1. Mejorar la accesibilidad y formación de los azúcares para los subsecuentes
procesos, ya sea la hidrólisis o la fermentación, respectivamente.
2. Evitar la degradación de los carbohidratos sean pentosas y/o hexosas.
3. Evitar la formación de subproductos que puedan inhibir la fermentación.
4. Que sea económico y sustentable.
16
Debido a que en los pretratamientos de la biomasa se emplean ácidos y bases, hay que
tener presente el comportamiento de los monosacáridos, ya que son estables frente a los
ácidos minerales diluidos calientes y los ácidos concentrados, (ácido sulfúrico y
clorhídrico) sin embargo, originan una deshidratación de los azúcares para formar
furfurales (derivados aldehídicos del furano). Las bases acuosas diluidas, a temperatura
ambiente, inducen reordenamientos en torno al átomo de carbono anomérico y su
carbono adyacente. A temperaturas y/o concentraciones elevadas, los álcalis provocan
que los monosacáridos experimenten más reordenamientos, a excepción de algunos
glúcidos y polisacáridos [6, 25, 26, 27, 28, 29].
1.4.3. Tratamientos ácidos
Durante este pretratamiento, las primeras fracciones en ser atacadas son la lignina y la
hemicelulosa, liberando compuestos fenólicos, furfural, hidroximetilfurfural, pentosas y
algunas hexosas; estos azúcares provienen de la hemicelulosa que por efecto de ácido
diluido y bajo condiciones moderadas, libera pentosas como: D-arabinosa, D-xilosa, D-
ribosa entre otras [6]. Para hidrolizar la celulosa por medios químicos se necesitan
condiciones más severas. Si la hidrólisis se lleva a cabo con ácido diluido, se utilizan
generalmente altas temperaturas y altas presiones. Las concentraciones de ácido se
encuentran entre 2 a 5%. [25, 26, 27]. Para una hidrólisis con ácido concentrado, se
utilizan concentraciones que oscilan entre 10, 30 y 72%, temperaturas menores a 50ºC y
presiones ambientales. La exposición de la celulosa o la remoción de la hemicelulosa con
este tipo de proceso dependerán del tiempo del tratamiento, Es importante recalcar que si
se utilizan condiciones extremas, se puede provocar la degradación de los azúcares o la
formación de otros compuestos inhibidores para la sacarificación enzimática y/o la
fermentación [6, 23, 25, 27].
1.4.4. Tratamientos alcalinos
Los pretratamientos alcalinos son mayormente utilizados antes de realizar una hidrólisis
enzimática ya que la mayoría de los reportes [6, 27] indican que incrementan la
digestibilidad de la celulosa. Esto es posible debido a que el efecto de las bases por lo
general es el de la remoción de la lignina y la hinchazón de la estructura celulósica,
17
haciendo que el ataque enzimático sea más factible. Por lo general, dependiendo del
catalizador usado, los pretratamientos alcalinos pueden ser divididos en dos grupos: a)
tratamientos que usan sodio, potasio, o hidróxido de calcio y b) los tratamientos que usan
amonio. Cada grupo se diferencia por el tipo de manipulación empleado (concentración,
temperatura, tiempo de exposición, tipo de biomasa). Contrariamente a los procesos
hidrotérmicos ácidos, los pretratamientos alcalinos son más efectivos para la
solubilización de la lignina haciendo menor la solubilización de la hemicelulosa y la
celulosa. En síntesis, se podría decir que el ácido fracciona a la lignina, mientras que los
álcalis la disuelven. Algunos de los pretratamientos con amonio han demostrado que
producen significativos rendimientos de biomasa sólida conteniendo principalmente
celulosa, pero este tipo de proceso requiere de mucha energía y de equipos especiales
para su ejecución [6, 23, 25, 27, 28].
1.4.5. Tratamientos biológicos
Los procesos enzimáticos sobre los materiales lignocelulósicos se encuentran en pleno
desarrollo y se han centrado en la investigación de la sacarificación enzimática.
Actualmente se desea “deslignificar” e hidrolizar la celulosa en un solo proceso utilizando
un “coctel enzimático” tal como lo hacen los rumiantes. Estos procesos son menos
dañinos para el medio ambiente y de ser posible requerirían menos energía, haciéndolos
rentables. La sacarificación enzimática de los materiales lignocelulósicos se realiza
utilizando generalmente celulasas, complejo constituido por una mezcla de
celobiohidrolasas, endoglucanasas y β-glucosidasas, denominadas así por el tipo de
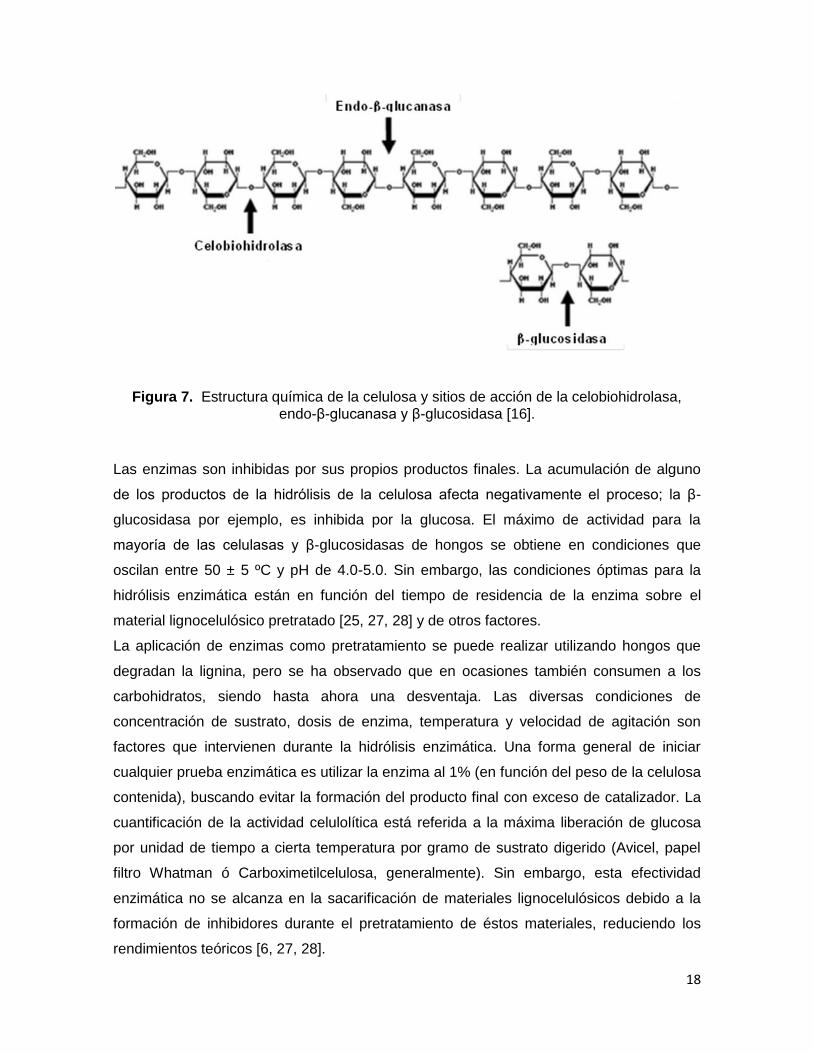
enlaces que rompen, como se muestra en la Figura 7 [6, 16, 17, 27, 28].
Esta última no es una celulasa, ya que sólo hidroliza celobiosa a dos moléculas de
glucosa; sin embargo, juega un papel muy importante en la sacarificación ya que la
celobiosa siempre es el producto final de muchas celulasas [26, 27, 28].
18
Figura 7. Estructura química de la celulosa y sitios de acción de la celobiohidrolasa, endo-β-glucanasa y β-glucosidasa [16].
Las enzimas son inhibidas por sus propios productos finales. La acumulación de alguno
de los productos de la hidrólisis de la celulosa afecta negativamente el proceso; la β-
glucosidasa por ejemplo, es inhibida por la glucosa. El máximo de actividad para la
mayoría de las celulasas y β-glucosidasas de hongos se obtiene en condiciones que
oscilan entre 50 ± 5 ºC y pH de 4.0-5.0. Sin embargo, las condiciones óptimas para la
hidrólisis enzimática están en función del tiempo de residencia de la enzima sobre el
material lignocelulósico pretratado [25, 27, 28] y de otros factores.
La aplicación de enzimas como pretratamiento se puede realizar utilizando hongos que
degradan la lignina, pero se ha observado que en ocasiones también consumen a los
carbohidratos, siendo hasta ahora una desventaja. Las diversas condiciones de
concentración de sustrato, dosis de enzima, temperatura y velocidad de agitación son
factores que intervienen durante la hidrólisis enzimática. Una forma general de iniciar
cualquier prueba enzimática es utilizar la enzima al 1% (en función del peso de la celulosa
contenida), buscando evitar la formación del producto final con exceso de catalizador. La
cuantificación de la actividad celulolítica está referida a la máxima liberación de glucosa
por unidad de tiempo a cierta temperatura por gramo de sustrato digerido (Avicel, papel
filtro Whatman ó Carboximetilcelulosa, generalmente). Sin embargo, esta efectividad
enzimática no se alcanza en la sacarificación de materiales lignocelulósicos debido a la
formación de inhibidores durante el pretratamiento de éstos materiales, reduciendo los
rendimientos teóricos [6, 27, 28].
19
1.5. El bagazo de henequén (Agave fourcroydes Lemaire) como residuo lignocelulósico
Los Agaves son plantas monocotiledóneas, muchas de las cuales tienen su centro de
origen en México, donde algunas especies han sido domesticadas y son de importancia
económica (Agave tequilana, Agave angustifolia, etc.). La especie más cultivada en la
Península de Yucatán es Agave fourcroydes L. (henequén) de la cual se aprovechan las
fibras en sus hojas. Desciende del ancestro silvestre Agave angustifolia Haw. Estos
agaves son monocárpicos perennes y producen flores solamente una vez hacia el final de
su ciclo de vida, el cual es de aproximadamente 20 años, después de lo cual mueren. Al
henequén también se le conoce como sisal yucateco o sisal mexicano. Existen diferentes
variedades, las cuales difieren en el largo y ancho de las hojas, peso de la planta y edad a
las que se le hace el primer corte. Se sabe que durante su vida pueda dar hasta 250 hojas
por planta, de las que se extraen las fibras duras. Estas fibras están compuestas de
aproximadamente un 70% de celulosa y de un 20-25% de hemicelulosa, así como de
ceras y proteínas [25, 26, 28, 29, 30, 31].
La producción de fibras de henequén en el Estado de Yucatán en el 2008 fue de 6 000
toneladas y se ha mantenido hasta ahora. Actualmente se procesan alrededor de 120-125
mil hojas por día, de lunes a sábado y se producen de 3 a 6 mil kilos de fibra que se
utilizan en la industria textil, y se desperdician grandes cantidades de jugo y bagazo
(75,000 m3 y 35,000 ton, respectivamente); este último se desecha o se regala a los
horticultores de la zona, junto a otros ganaderos que acuden a buscar el bagazo verde,
utilizándolo para alimentar al ganado. El bagazo de henequén es un residuo agroindustrial
que apenas está tomando importancia en el sector Bioenergético. Está compuesto de los
residuos de la raspa de hojas o pencas de esta planta; generalmente se considera que
representa el 35-40 % del peso de la hoja fresca, [30, 31, 33] y se puede dividir en dos
fracciones: una parte fibrosa que no es retenida en las desfibradoras (fibras cortas) y otra
parte compuesta de fragmentos foliares, como la cutícula de la penca.
El bagazo de henequén tiene un contenido aproximado de 67% de holocelulosa, 15% de
lignina y 17% de extraíbles [33]. Es una fuente rica en celulosa pero ésta no es de fácil
acceso, como en cualquier material lignocelulósico.
20
1.5.1 Aplicación de pretratamientos en agaves
En la literatura, existen algunos reportes sobre el contenido celulósico de las fibras de
agaves y su pretratamiento para la obtención de biocombustibles. Hernández-Salas y col.
[34] reportaron la producción de etanol a partir del maguey (Agave atrovirens L), una
especie de agave que se utiliza para la producción de “aguamiel” en el norte de la
República Mexicana. El material lignocelulósico fue dividido en 2 fracciones: el mezontete
que son las hojas y la piña después de la extracción del aguamiel y el metzal que es el
material celulósico que se obtiene después de la extracción del “aguamiel”. La
investigación consistió en una hidrólisis química ácida y una hidrólisis enzimática con
distintos cócteles enzimáticos comerciales. Para la hidrólisis química se utilizó HCl al
1.2% en distintas proporciones, en relación al peso de la muestra de los residuos de
agave. Para la hidrólisis enzimática se realizó un pretratamiento con NaOH calentando en
autoclave por 4 h. Posteriormente se ajustó el pH a las condiciones necesarias de las
enzimas a utilizar. Se calentó a baño María a 55ºC por 4 h. Se analizaron las muestras
por DNS y HPLC. Para el metzal y el metzontete los rendimientos de azúcares reductores
con el pretratamiento alcalino fueron de 5 % y 9.1 % respectivamente, y para las muestras
tratadas con enzimas se obtuvieron rendimientos de 11-20% de azúcares reductores.
En otro trabajo, Caro-Bermúdez y col. [35] caracterizaron varios tipos de bagazos de
agave provenientes de la industria tequilera, mezcalera, de destilados y otros. Utilizaron
reportes técnicos NREL/TP-510-42619, 42620, 42622 y 42624 y posteriormente aplicaron
tratamientos termoquímicos. Los tratamientos consistieron en la aplicación de ácido
sulfúrico diluido al 2 y 4 %, en distintas relaciones de sólido y líquido, a temperaturas de
121° con distintos tiempos de reacción. Los resultados reportados indican que el bagazo
de agave, en base seca, está constituido por: glucanos 35.03; xilanos 12.60; lignina 22.14;
extractivos 16.74; ácido acético 4.4; cenizas 2.64 y otros 6.45 % (p/p). Aplicando
tratamientos hidrotérmicos-químicos se encontró que las diferentes concentraciones de
ácido y relaciones entre la fracción líquida y sólida no influyen significativamente en la
liberación de xilosa (principal azúcar de la fracción hemicelulósica), ya que en la mayoría
de los casos se obtiene una eficiencia promedio del 90% de liberación de este azúcar.
En base a estos trabajos es importante considerar la utilización de ácidos para la
remoción de la fracción hemicelulósica. Empleando bajas temperaturas se podría evitar la
formación de compuestos inhibitorios, para poder exponer la fracción celulósica del
bagazo y poderla sacarificar enzimáticamente.
21
1.6. Elaboración del Bioetanol
1.6.1. La fermentación alcohólica
El término fermentar deriva del latín ferver que significa hervir, esto debido a que los
primeros observadores notaron un burbujeo donde se suscitaba dicho fenómeno. A nivel
industrial, un proceso de fermentación típico es esencialmente un proceso que se realiza
en un fermentador o biorreactor, donde determinados sustratos que componen el medio
de cultivo son transformados en metabolitos y biomasa por la acción microbiana. El
microorganismo va aumentando en su concentración en el transcurso del proceso al
mismo tiempo que el medio se va modificando y se forman productos nuevos como
consecuencia de las actividades catabólicas y anabólicas [36, 37, 38].
Para que se realice una fermentación se necesita siempre de un microorganismo que
posea las características necesarias para degradar el sustrato. Para que esto funcione se
deben tener las condiciones óptimas necesarias para llevar a cabo la transformación: los
nutrientes, la temperatura, el pH y la concentración del sustrato [38, 39]. Además, es
imprescindible establecer un medio adecuado de cultivo; aunque al principio si no se
tienen reportes o estudios previos sobre la acción de un microorganismo en un
determinado sustrato, se puede por lo general iniciar con una composición elemental de
nutrientes, la cual difiere poco de un microorganismo a otro: hidratos de carbono 50%,
oxigeno 20%, nitrógeno 14%, hidrógeno 8%, fósforo 3%, potasio 2%, azufre 1%, calcio,
magnesio y cloro 0.05%, hierro 0.2% y un total de elementos traza del 0.3% que
comprenden manganeso, cobalto, cobre, zinc y molibdeno. Cada elemento tiene un papel
importante para los procesos metabólicos que permiten asimilar los nutrientes para
producir material celular. En términos generales todo microorganismo requiere agua,
fuente de energía, vitaminas, además de los elementos minerales [8, 36, 37, 38, 39, 40].
El carbón es el componente central que se incorpora a las rutas biosintéticas. El
hidrógeno es también un componente clave de las macromoléculas y participa en los
procesos de generación de energía. El oxígeno es importante para la respiración de
muchos microorganismos aunque en algunos casos puede ser tóxico. Generalmente los
microorganismos lo obtienen de la fase líquida. El azufre es requerido para la síntesis de
proteínas y vitaminas y en algunos tipos de microorganismos está involucrado en la
respiración celular y la fotosíntesis. El fósforo es tomado como fosfato inorgánico y es
incorporado a los ácidos nucleicos y fosfolípidos. Los elementos traza son generalmente
22
utilizados como cofactores por la enzimas, para llevar a cabo la construcción y
funcionamiento de la maquinaria microbiana [36, 38, 40].
La fermentación alcohólica es una biorreacción que permite oxidar azúcares hasta alcohol
y formar dióxido de carbono. La conversión se representa mediante la siguiente ecuación:
C6H12O6 2C2H5OH+2CO2 (1)
Los principales microorganismos responsables de esta transformación son las levaduras.
Saccharomyces cerevisiae es la levadura usada con mayor frecuencia [36]. Existen
estudios para producir alcohol con otros microorganismos como hongos y bacterias, por
ejemplo la bacteria Zymomonas mobilis [7] pero la explotación a nivel industrial es
mínima. Siempre se considera la patogenicidad y la factibilidad en el control de los
microorganismos y por lo general el etanol se ha hecho para el consumo del ser humano.
Sin embargo para la producción de bioetanol como carburante no debe de existir
inconveniente.
A pesar de que a nivel estequiométrico parece una transformación simple, la secuencia de
transformaciones para degradar la glucosa hasta dos moléculas de alcohol y dos
moléculas de dióxido de carbono es un proceso muy complejo, pues al mismo tiempo la
levadura utiliza la glucosa y nutrientes adicionales para reproducirse. Para evaluar la
eficiencia de esta transformación se usan dos tipos de rendimiento:
Rendimiento biomasa/sustrato (Yx/s): es la cantidad de levadura producida por
cantidad de substrato consumido.
Rendimiento substrato/producto (Yp/s): es la cantidad de producto sintetizado por
cantidad de substrato consumido.
El rendimiento estequiométrico teórico calculado por Gay Lussac a finales del siglo XIX
para la transformación de glucosa en etanol es de 0.511g de etanol y 0.489g de CO2 por 1
g de glucosa. En la realidad es difícil lograr este rendimiento, porque la levadura también
utiliza la glucosa para la producción de otros metabolitos. El rendimiento experimental
puede variar significativamente del teórico. Los rendimientos en la industria se encuentran
entre 87 y 93% del rendimiento teórico [36, 37]. Otro parámetro importante es la
productividad, la cual se define como la cantidad de etanol producido en gramos (g) por
unidad de tiempo (h) y de volumen (L). Los parámetros aquí mencionados se definen con
relación a la fase y al modo de funcionamiento del biorreactor o fermentador [5].
23
La utilización de materiales lignocelulósicos como materia prima para un proceso de
fermentación requiere de microorganismos con capacidad de utilizar todos los azúcares
liberados, como la xilosa, por ejemplo. La S. cerevisiae es incapaz de fermentar pentosas
y por lo tanto es de uso limitado para los sustratos lignocelulosicos, a menos que se trate
de una S. cerevisiae modificada genéticamente y tenga integrados los genes necesarios
para aprovechar estos carbohidratos. Existen dos grupos de microorganismos, las
bacterias entéricas y algunas levaduras, que son capaces de fermentar pentosas, pero
con bajos rendimientos de etanol. En el caso de la fermentación de la xilosa por levaduras
(Pachysolen tannophilus, Candida shehatae y Pichia stipitis), su utilización a gran escala
ha sido obstaculizada por su sensibilidad a las altas concentraciones de etanol (≥ 40 g/l),
la necesidad de vigilar atentamente las condiciones microaerofílicas, la alta sensibilidad a
los inhibidores y la incapacidad para fermentar xilosa a un pH bajo; todo esto provoca que
sea complicada y costosa su aplicación [7, 36, 37, 38, 41].
Las rutas bioquímicas para el consumo de hexosas y pentosas (Figura 8) son diferentes
entre las bacterias entéricas y las levaduras. En las bacterias, la enzima xilosa isomerasa
convierte xilosa a xilulosa, que después de la fosforilación, se metaboliza a través de la
vía pentosa-fosfato [42, 43, 44, 45]
En las levaduras la xilosa se convierte en xilitol y posteriormente a xilulosa en reacciones
catalizadas por la xilosa reductasa y la xilitol deshidrogenasa empleando NAD-H y NAD+,
respectivamente. Debido a la falta de un microorganismo natural para una eficiente
fermentación de sustratos derivados de lignocelulosa, se ha propuesto la construcción de
un organismo eficaz mediante ingeniería metabólica [7, 41, 42, 43, 44].
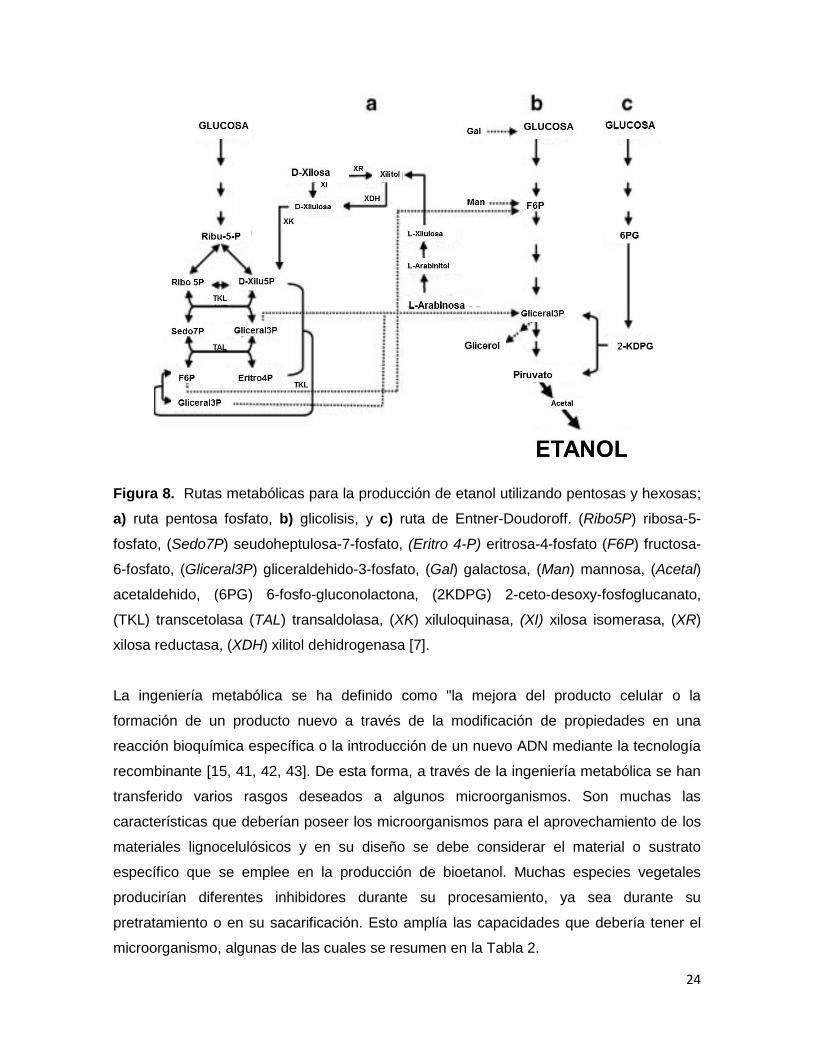
24
Figura 8. Rutas metabólicas para la producción de etanol utilizando pentosas y hexosas;
a) ruta pentosa fosfato, b) glicolisis, y c) ruta de Entner-Doudoroff. (Ribo5P) ribosa-5-
fosfato, (Sedo7P) seudoheptulosa-7-fosfato, (Eritro 4-P) eritrosa-4-fosfato (F6P) fructosa-
6-fosfato, (Gliceral3P) gliceraldehido-3-fosfato, (Gal) galactosa, (Man) mannosa, (Acetal)
acetaldehido, (6PG) 6-fosfo-gluconolactona, (2KDPG) 2-ceto-desoxy-fosfoglucanato,
(TKL) transcetolasa (TAL) transaldolasa, (XK) xiluloquinasa, (XI) xilosa isomerasa, (XR)
xilosa reductasa, (XDH) xilitol dehidrogenasa [7].
La ingeniería metabólica se ha definido como "la mejora del producto celular o la
formación de un producto nuevo a través de la modificación de propiedades en una
reacción bioquímica específica o la introducción de un nuevo ADN mediante la tecnología
recombinante [15, 41, 42, 43]. De esta forma, a través de la ingeniería metabólica se han
transferido varios rasgos deseados a algunos microorganismos. Son muchas las
características que deberían poseer los microorganismos para el aprovechamiento de los
materiales lignocelulósicos y en su diseño se debe considerar el material o sustrato
específico que se emplee en la producción de bioetanol. Muchas especies vegetales
producirían diferentes inhibidores durante su procesamiento, ya sea durante su
pretratamiento o en su sacarificación. Esto amplía las capacidades que debería tener el
microorganismo, algunas de las cuales se resumen en la Tabla 2.
25
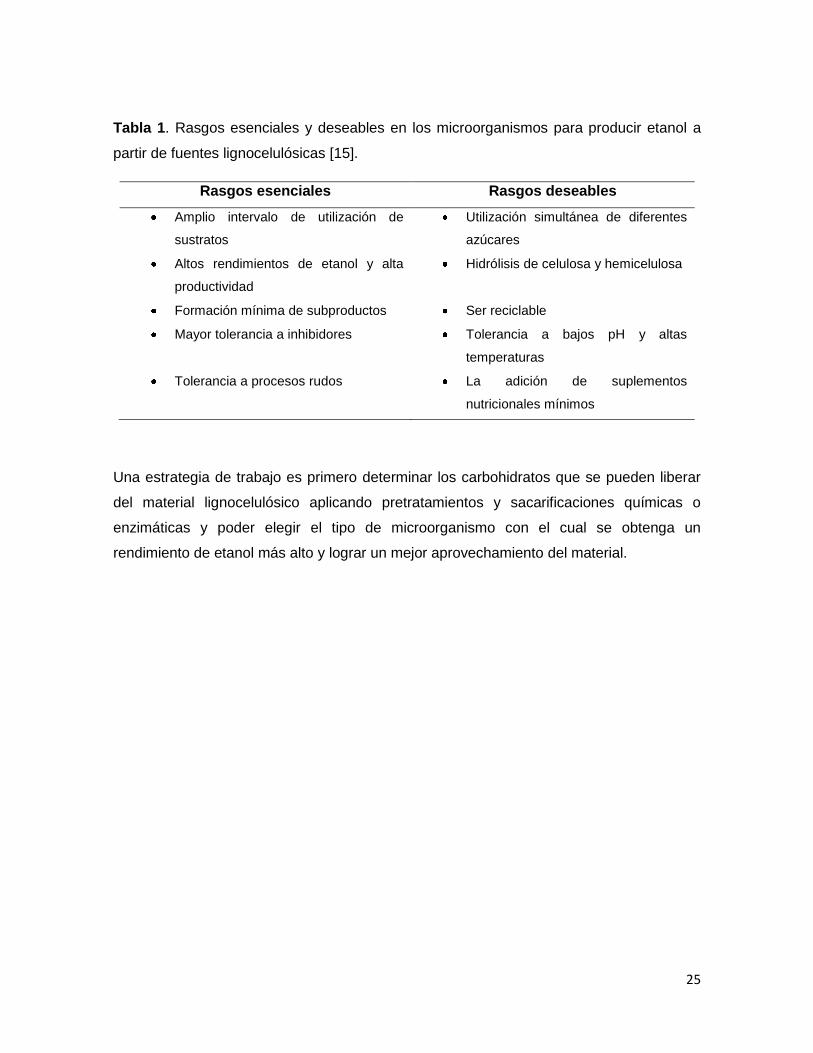
Tabla 1. Rasgos esenciales y deseables en los microorganismos para producir etanol a
partir de fuentes lignocelulósicas [15].
Una estrategia de trabajo es primero determinar los carbohidratos que se pueden liberar
del material lignocelulósico aplicando pretratamientos y sacarificaciones químicas o
enzimáticas y poder elegir el tipo de microorganismo con el cual se obtenga un
rendimiento de etanol más alto y lograr un mejor aprovechamiento del material.
Rasgos esenciales Rasgos deseables
Amplio intervalo de utilización de
sustratos
Utilización simultánea de diferentes
azúcares
Altos rendimientos de etanol y alta
productividad
Hidrólisis de celulosa y hemicelulosa
Formación mínima de subproductos Ser reciclable
Mayor tolerancia a inhibidores Tolerancia a bajos pH y altas
temperaturas
Tolerancia a procesos rudos La adición de suplementos
nutricionales mínimos
26
1.7. Justificación
La planta de henequén es explotada comercialmente para aprovechar la fibra de sus
hojas. También se produce un residuo que es desechado en los campos de cultivo y sólo
una parte de éste es utilizado como alimento para el ganado. Este residuo contiene 60%
de holocelulosa, por lo que podría ser una buena opción para la obtención de bioetanol.
La fermentación alcohólica se realiza comercialmente con levaduras pero estos
microorganismos son incapaces de metabolizar los polisacáridos presentes en los tejidos
vegetales por lo que es necesario establecer un proceso que permita hidrolizarlos en
azúcares simples además de conocer la cantidad y el tipo de azúcares liberados de este
material.
1.8. Objetivo general
Establecer un proceso de pretratamiento y sacarificación del bagazo de henequén,
evaluando la cantidad y el tipo de azúcares liberados.
1.8.1. Objetivos particulares
Realizar el pretratamiento químico del bagazo de henequén empleando ácido
sulfúrico y calor, así como la sacarificación enzimática con una celulasa comercial.
Realizar la fermentación alcohólica de los hidrolizados utilizando la levadura
Saccharomyces cerevisiae.
Cuantificar mediante los métodos colorimétricos de DNS y fenol-sulfúrico los
azúcares liberados durante las hidrólisis química y enzimática del bagazo de
henequén y el consumo de los mismos durante la fermentación alcohólica.
Identificar por HPLC los azúcares liberados después del proceso pretratamiento-
sacarificación, así como durante la fermentación alcohólica.
Determinar el rendimiento de etanol en el proceso planteado.
27
1.9. Hipótesis
El bagazo de henequén contiene cantidades importantes de holocelulosa, material
potencialmente aprovechable para obtener azúcares fermentables. Aplicando condiciones
adecuadas de pretratamiento e hidrólisis, puede ser posible liberar azúcares simples que
podrán posteriormente ser fermentados para producir etanol.
28
CAPÍTULO II
MATERIALES Y MÉTODOS
2.1. Diagrama de flujo del proceso
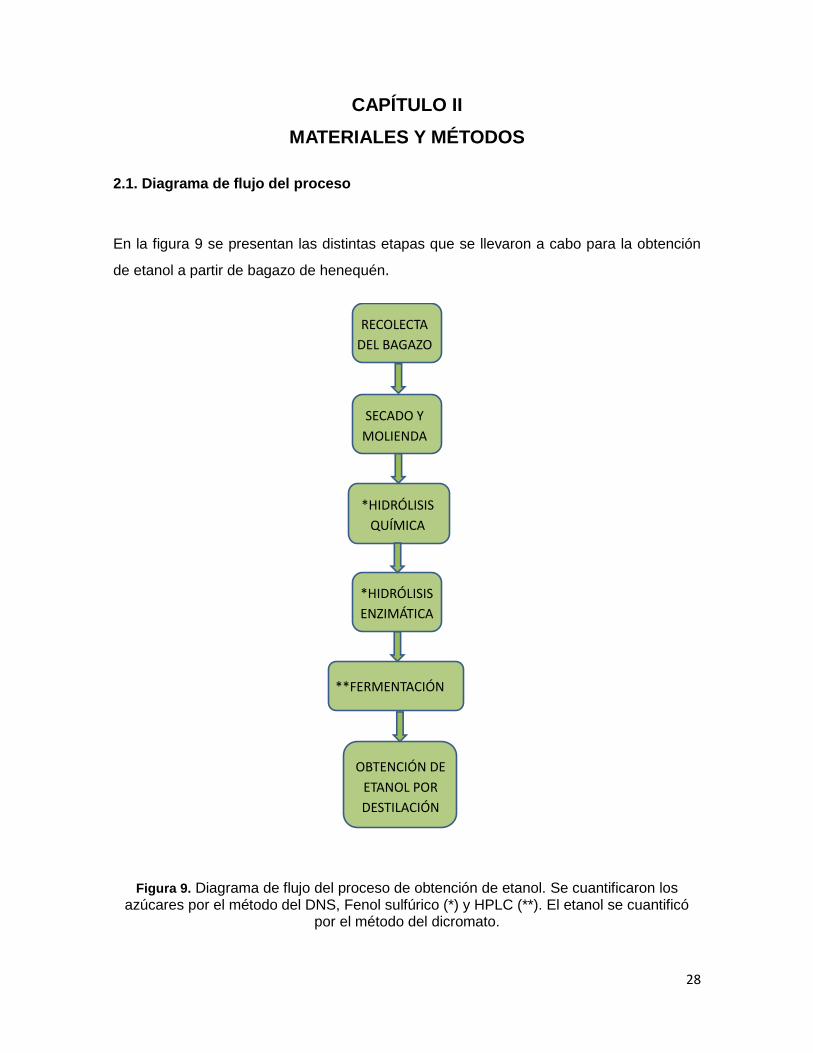
En la figura 9 se presentan las distintas etapas que se llevaron a cabo para la obtención
de etanol a partir de bagazo de henequén.
Figura 9. Diagrama de flujo del proceso de obtención de etanol. Se cuantificaron los azúcares por el método del DNS, Fenol sulfúrico (*) y HPLC (**). El etanol se cuantificó
por el método del dicromato.
29
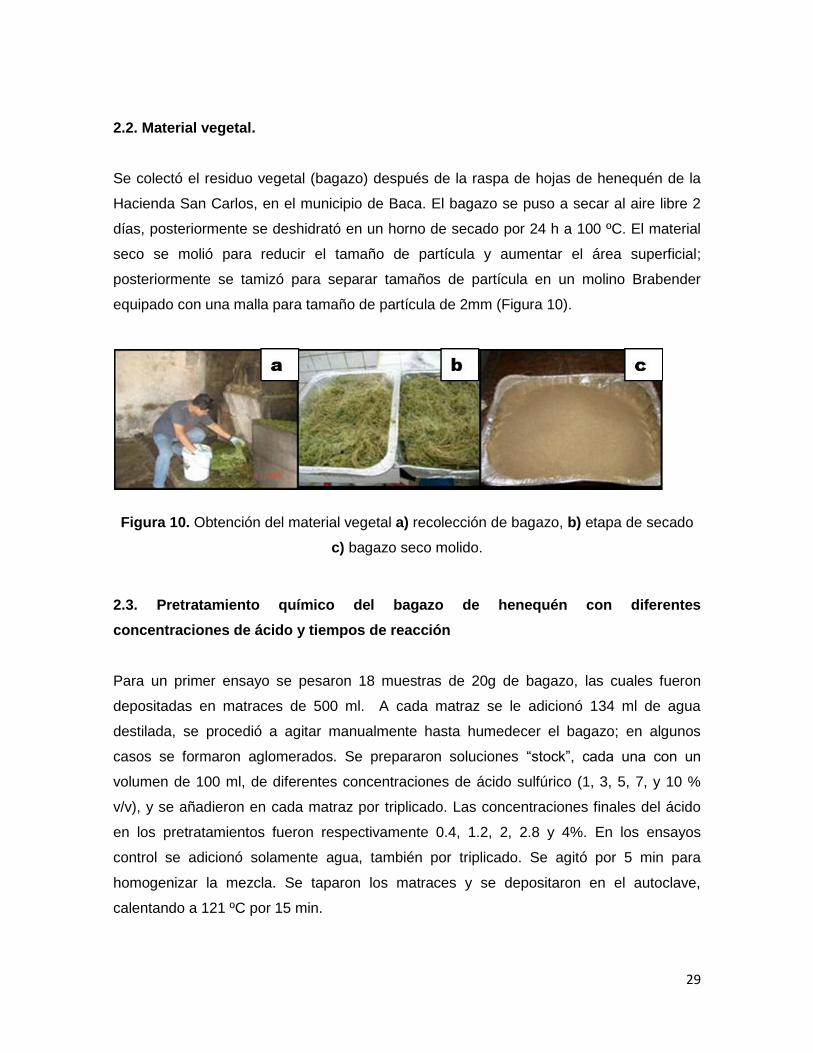
2.2. Material vegetal.
Se colectó el residuo vegetal (bagazo) después de la raspa de hojas de henequén de la
Hacienda San Carlos, en el municipio de Baca. El bagazo se puso a secar al aire libre 2
días, posteriormente se deshidrató en un horno de secado por 24 h a 100 ºC. El material
seco se molió para reducir el tamaño de partícula y aumentar el área superficial;
posteriormente se tamizó para separar tamaños de partícula en un molino Brabender
equipado con una malla para tamaño de partícula de 2mm (Figura 10).
Figura 10. Obtención del material vegetal a) recolección de bagazo, b) etapa de secado
c) bagazo seco molido.
2.3. Pretratamiento químico del bagazo de henequén con diferentes
concentraciones de ácido y tiempos de reacción
Para un primer ensayo se pesaron 18 muestras de 20g de bagazo, las cuales fueron
depositadas en matraces de 500 ml. A cada matraz se le adicionó 134 ml de agua
destilada, se procedió a agitar manualmente hasta humedecer el bagazo; en algunos
casos se formaron aglomerados. Se prepararon soluciones “stock”, cada una con un
volumen de 100 ml, de diferentes concentraciones de ácido sulfúrico (1, 3, 5, 7, y 10 %
v/v), y se añadieron en cada matraz por triplicado. Las concentraciones finales del ácido
en los pretratamientos fueron respectivamente 0.4, 1.2, 2, 2.8 y 4%. En los ensayos
control se adicionó solamente agua, también por triplicado. Se agitó por 5 min para
homogenizar la mezcla. Se taparon los matraces y se depositaron en el autoclave,
calentando a 121 ºC por 15 min.
30
Las muestras hidrolizadas se centrifugaron a 4000 rpm por 20 min. Se obtuvo una fase
líquida de color ámbar y una fase sólida, ambas fases fueron ajustadas a un pH de 4.8
con hidróxido de sodio. La fase sólida se secó en un horno a 80 ºC por 24 h, se guardaron
en bolsas de plástico y se almacenaron en un lugar fresco y seco. Se tomaron alícuotas
de 3 ml de cada muestra para realizar la cuantificación de azúcares reductores por el
método del DNS. El resto del hidrolizado se almacenó a -20 °C.
Se realizó un diseño factorial para determinar el efecto de la concentración de ácido y del
tiempo de reacción como pretratamiento. El límite mínimo y el máximo de ambas variables
fueron determinados con base en los resultados preliminares. Los ensayos se realizaron
en matraces de 500 ml con 20g de muestra de bagazo seco. Se les añadió 250 ml de una
solución de ácido sulfúrico, alcanzando las concentraciones finales especificadas en la
Tabla 3. Las condiciones del autoclave se mantuvieron constantes (121 ºC y 1.1 bar),
durante los tiempos especificados. Los tratamientos se realizaron por triplicado.
Tabla 3. Diseño factorial para el pretratamiento ácido del bagazo de henequén.
Factores Nivel
Concentración de ácido sulfúrico (% v/v) 0.0
0.4
4.0
8.0
Tiempo de calentamiento (min) 15
60
105
Después del pretratamiento con ácido y calor se procedió a centrifugar a 4000 rpm por 20
min para separar las fases. La fase líquida se ajustó a pH 4.8 y se almacenó en
congelación para su posterior análisis. La fase sólida se lavó con soluciones de NaOH al
70% y agua destilada hasta obtener un pH de 6.0 en el agua de lavado. Posteriormente
las muestras sólidas se secaron en un horno a 100 ºC por 24 h.
En la fase líquida se determinó la concentración de azúcares reductores y totales por los
métodos del DNS y Fenol-sulfúrico, respectivamente. La fase sólida se pesó para
determinar su disminución con respecto al peso original.
31
2.4. Determinación de la actividad enzimática celulasa
Para la determinación de la actividad enzimática del lote al momento de uso se empleó la
celulasa comercial ACCELLERASE (Genecor®). La enzima fue preparada de acuerdo a
las recomendaciones del fabricante, utilizando avicel, carboximetilcelulosa y papel filtro
como sustratos. La reacción se llevó a cabo en baño María a una temperatura de 50 ºC ±
1 y se tomaron muestras a intervalos de tiempo (1, 3, 6, 9, 12, 24, y 48 h). A cada alícuota
se le determinó la concentración de azúcares reductores mediante el método del DNS.
2.5. Sacarificación enzimática del bagazo de henequén pretratado
En un primer experimento se utilizaron las muestras pretratadas con una concentración de
ácido sulfúrico de 0.4% y tiempos de calentamiento de 15, 45 y 105 min. Estas muestras
fueron seleccionadas debido a que presentaron las menores disminuciones de peso con
el pretratamiento ácido, lo que hace suponer que tienen la mayor cantidad de fibra (o
sustrato para la hidrólisis enzimática). Se utilizaron 100 mg de cada muestra, se agregó la
enzima y se incubaron en agitación por 24 h a 50 ºC. Se tomaron muestras cada 6 h
durante día y medio para determinar la concentración de azúcares reductores.
Con base en los primeros resultados se diseñó otro experimento de sacarificación, con el
objeto de aumentar la concentración de azúcares liberados. A 8 matraces de 500 ml con
20g de bagazo de henequén seco y molido cada uno, se les añadió 250 mL de una
solución de ácido sulfúrico al 0.4% y se calentó en autoclave por 60 min a 121 °C como se
realizó en los pretratamientos. Posteriormente se centrifugaron las muestras por 15 min a
4000 rpm. Se separó la fase sólida y se le aplicaron lavados hasta obtener un pH entre 5
y 6. La fase sólida recuperada de dos matraces se juntó en uno y se añadieron 150 ml de
una solución enzimática conteniendo 28 000 U en un buffer de citratos a un pH de 4.8.
Los matraces se incubaron por 24 h, en agitación a 150 rpm y 50 °C. Posteriormente se
recuperó la fase líquida, se midió el volumen total y se almacenaron en refrigeración. Se
tomaron alícuotas para determinar la concentración de azúcares reductores.
32
2.6. Curva de crecimiento de la levadura Saccharomyces cerevisiae en hidrolizados
enzimáticos de bagazo de henequén
Se utilizó una cepa comercial de Saccharomyces cerevisiae (marca Safoeno, de Safmex
SA de CV) mantenida en cajas de Petri con medio GELPA (dextrosa, extracto de levadura
y agar). Para monitorear el crecimiento de la levadura, a un matraz de 250 mL se añadió
100 mL del hidrolizado enzimático de bagazo de henequén y se inoculó la levadura a una
concentración de 3 x 107 cel mL-1. Se añadió sulfato de amonio a una concentración de
1.5 g L-1 y se incubó a 30ºC, en agitación orbital a 150 rpm. Se tomaron muestras cada 3
horas para evaluar la concentración celular y la viabilidad del cultivo. El experimento se
realizó por triplicado.
2.7. Fermentación de los hidrolizados enzimáticos del bagazo de henequén
A un matraz de 250 mL con 225 mL de hidrolizado enzimático de bagazo de henequén, se
añadió sulfato de amonio a una concentración final de 1.5 g L-1 y 25 mL de un inóculo de
la levadura previamente incubada por 14 h, como se describió anteriormente. La
concentración celular final fue de 3 X 107 cel.mL-1. Se tomó una primera alícuota como
tiempo cero para la determinación de la concentración de azúcares. El matraz se puso a
incubar sin agitación a 30 ºC por 60 h. Se tomaron alícuotas de la fermentación cada 12 h
para la determinación de azúcares. El experimento se realizó por triplicado.
2.8. Destilación
Se mezcló 100 mL de mosto fermentado con 100 mL de agua y se realizó una destilación
utilizando una columna Vigreux hasta obtener 100 mL de destilado. Seguidamente se
determinó la concentración de etanol en el destilado (anexo A). La destilación se realizó
por triplicado.
2.9. Determinación de azúcares reductores
La concentración de los azúcares reductores en las muestras provenientes de los
pretratamientos ácidos, de la sacarificación enzimática y de la fermentación, fue analizada
por el método del ácido 3,5-dinitro salicílico (DNS), de acuerdo a Miller [45]. El método se
encuentra descrito en el Anexo A.
33
2.10. Determinación de azúcares totales
La concentración de los azúcares totales en las muestras provenientes de los
pretratamientos ácidos y de la fermentación, fue analizada por el método del fenol-
sulfúrico, de acuerdo a Dubois y colaboradores [46]. El método se encuentra descrito en
el Anexo A.
2.11. Determinación de azúcares por HPLC
Para el análisis de los azúcares por HPLC se utilizó un equipo Agilent Series 1100 con un
detector de Índice de Refracción. La columna empleada fue una ZORBAX Carbohydrate
de 4.6 x 150 mm (Agilent Technologies). La fase móvil fue una solución al 75% de
Acetonitrilo en H2O, a un flujo de 1.4 ml min-1. La temperatura de la columna fue de 30 ºC
y se inyectaron 20 μL de muestra. La estandarización de la técnica (Anexo A) se basó
inicialmente en Sesta (2006) [47], adaptando las condiciones de trabajo de acuerdo a los
resultados obtenidos.
2.12. Determinación de etanol
Las muestras destiladas fueron analizadas para determinar la concentración de etanol por
el método del dicromato (Williams y Reese, 1950) [48]. El método se encuentra descrito
en el Anexo A.
2.13. Análisis estadístico
Para los análisis de varianza de los distintos tratamientos se utilizó el paquete estadístico
Statgraphics v 4.1 (Statistical Graphics Corp, Warrenton,USA).
34
CAPÍTULO III
RESULTADOS Y DISCUSIONES
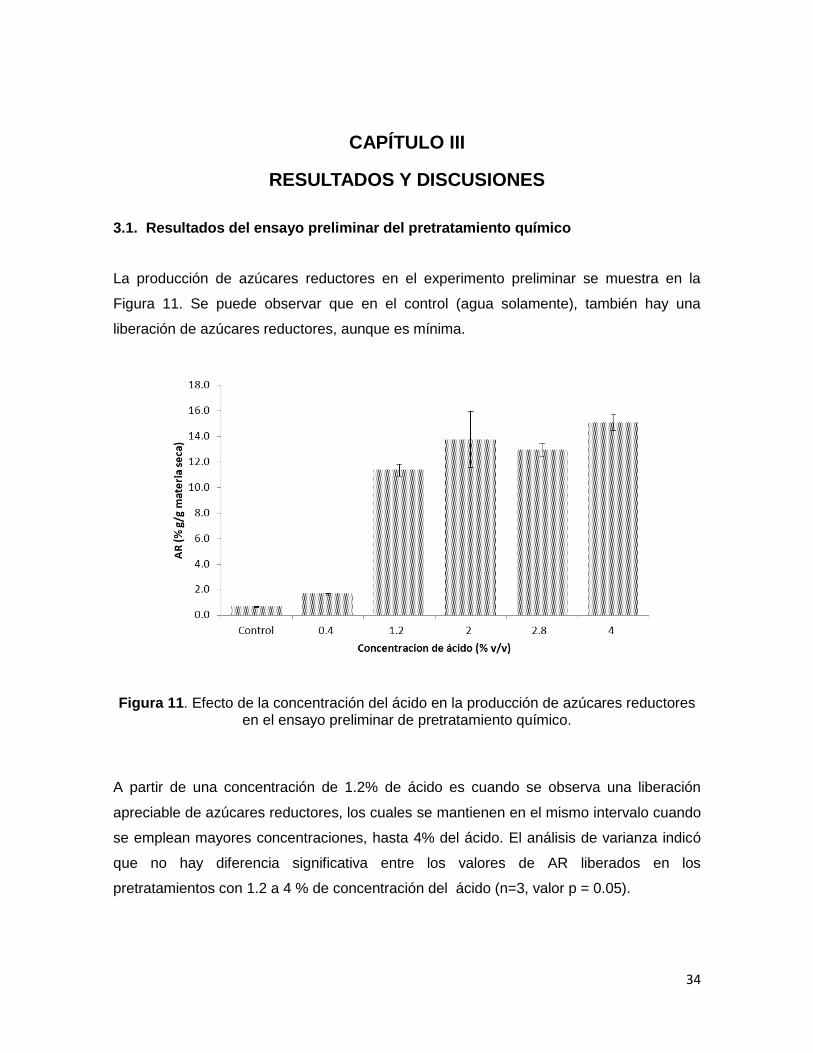
3.1. Resultados del ensayo preliminar del pretratamiento químico
La producción de azúcares reductores en el experimento preliminar se muestra en la
Figura 11. Se puede observar que en el control (agua solamente), también hay una
liberación de azúcares reductores, aunque es mínima.
Figura 11. Efecto de la concentración del ácido en la producción de azúcares reductores en el ensayo preliminar de pretratamiento químico.
A partir de una concentración de 1.2% de ácido es cuando se observa una liberación
apreciable de azúcares reductores, los cuales se mantienen en el mismo intervalo cuando
se emplean mayores concentraciones, hasta 4% del ácido. El análisis de varianza indicó
que no hay diferencia significativa entre los valores de AR liberados en los
pretratamientos con 1.2 a 4 % de concentración del ácido (n=3, valor p = 0.05).
35
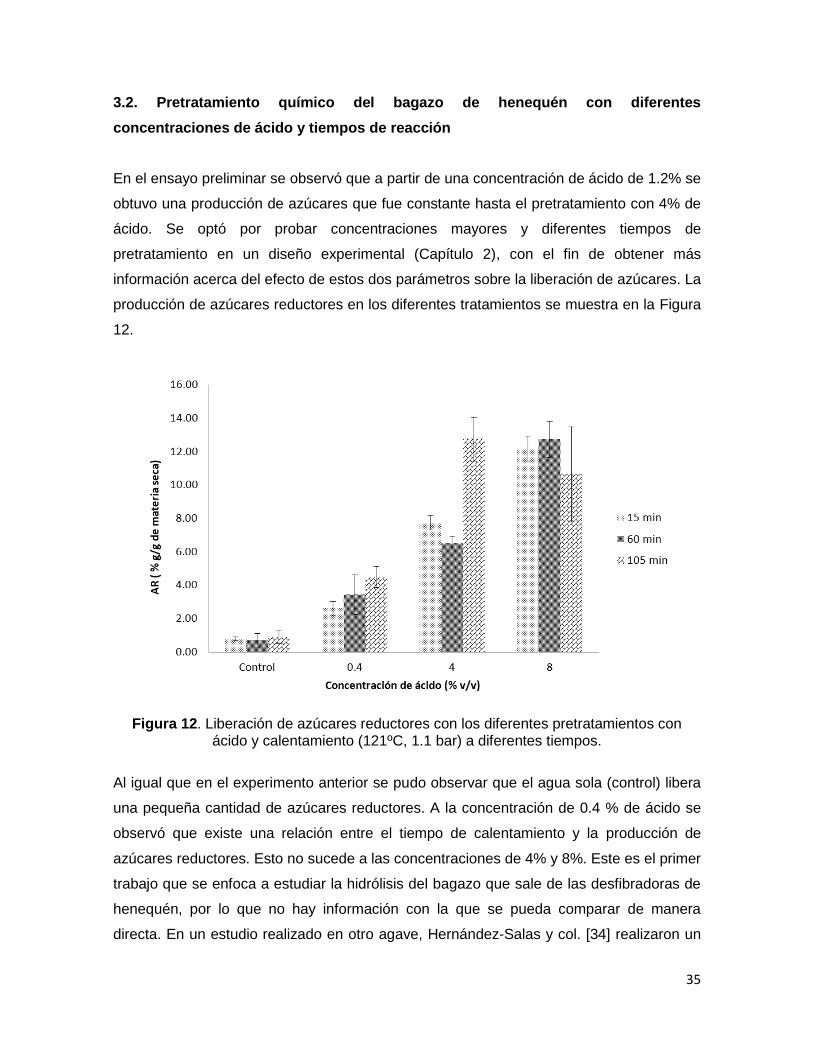
3.2. Pretratamiento químico del bagazo de henequén con diferentes
concentraciones de ácido y tiempos de reacción
En el ensayo preliminar se observó que a partir de una concentración de ácido de 1.2% se
obtuvo una producción de azúcares que fue constante hasta el pretratamiento con 4% de
ácido. Se optó por probar concentraciones mayores y diferentes tiempos de
pretratamiento en un diseño experimental (Capítulo 2), con el fin de obtener más
información acerca del efecto de estos dos parámetros sobre la liberación de azúcares. La
producción de azúcares reductores en los diferentes tratamientos se muestra en la Figura
12.
Figura 12. Liberación de azúcares reductores con los diferentes pretratamientos con ácido y calentamiento (121ºC, 1.1 bar) a diferentes tiempos.
Al igual que en el experimento anterior se pudo observar que el agua sola (control) libera
una pequeña cantidad de azúcares reductores. A la concentración de 0.4 % de ácido se
observó que existe una relación entre el tiempo de calentamiento y la producción de
azúcares reductores. Esto no sucede a las concentraciones de 4% y 8%. Este es el primer
trabajo que se enfoca a estudiar la hidrólisis del bagazo que sale de las desfibradoras de
henequén, por lo que no hay información con la que se pueda comparar de manera
directa. En un estudio realizado en otro agave, Hernández-Salas y col. [34] realizaron un
36
pretratamiento con HCl sobre dos tipos de residuos de Agave atrovirens (maguey), a los
que llaman metzal (piña) y mezontete (piña y hojas). Estos residuos son los que se
obtienen después de la producción del aguamiel. Estos autores reportan una producción
de azúcares reductores de 4.8 y 10 % (g/g de materia seca) para el metzal y mezontete,
respectivamente. Los valores de azúcares reductores obtenidos en el presente trabajo
están dentro de ese intervalo. En ese reporte no se describe la composición del metzal,
pero Núñez et al. [49], en un compendio de revisión bibliográfica sobre Agaves, describen
la composición del bagazo derivado de la piña de Agave tequilana luego de la extracción
de los azúcares. El bagazo de la piña de A. tequilana contiene 20-50% de celulosa, 19%
de hemicelulosa y 15% de lignina aproximadamente. Esta composición es similar a la del
bagazo de henequén, la cual es aproximadamente 16% de lignina y 67% de holocelulosa
[33]. Estos datos apoyan que los resultados obtenidos en el presente trabajo están en el
intervalo de lo esperado.
Los valores de la producción de azúcares totales se presentan en la Figura 13.
Figura 13. Liberación de azúcares totales con los diferentes pretratamientos con ácido y calentamiento (121ºC, 1.1 bar) a diferentes tiempos.
Se puede observar que con la concentración de 0.4 de ácido, el tiempo de calentamiento
influye en el valor de producción de azúcares totales. Los resultados de azúcares totales
37
son similares a los obtenidos en el análisis de azúcares reductores, a excepción de los
resultados con la concentración de 8% de ácido, en la que los valores obtenidos para
azúcares totales son menores que los obtenidos para azúcares reductores. Una posible
explicación para este resultado contradictorio es que además de los azúcares reductores
se pudiera estar liberando o produciendo un compuesto de naturaleza reductora, pero que
no fuese un carbohidrato. De esta manera sería cuantificado con los azúcares reductores
pero no entre los azúcares totales.
Otro parámetro que puede dar una idea de la eficiencia del pretratamiento es medir la
cantidad de material que se solubiliza durante el proceso, ya que este valor indica si
además de los azúcares medidos, otros compuestos presentes se están solubilizando.
Esto se refleja en la reducción del peso del bagazo y puede ser medida después del
pretratamiento. Los valores de reducción de peso del bagazo en los diferentes
pretratamientos se muestran en la Figura 14.
Figura 14. Efecto del pretratamiento en la reducción de peso del bagazo (peso inicial del bagazo seco = 20g).
Se puede observar que cuando no se utiliza ácido (control), no hay un efecto del tiempo
en la reducción del peso del bagazo. El promedio de la reducción de peso en los controles
es de 13%, valor cercano al 17% reportado para el bagazo de henequén como extraíbles
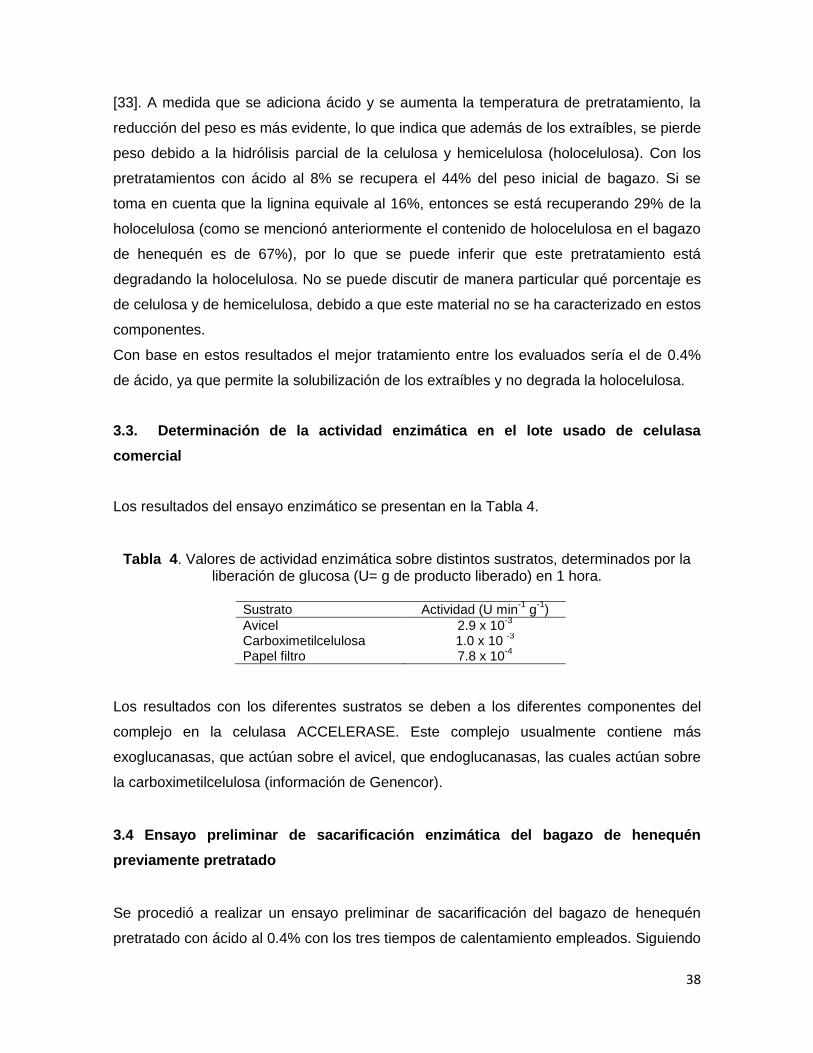
38
[33]. A medida que se adiciona ácido y se aumenta la temperatura de pretratamiento, la
reducción del peso es más evidente, lo que indica que además de los extraíbles, se pierde
peso debido a la hidrólisis parcial de la celulosa y hemicelulosa (holocelulosa). Con los
pretratamientos con ácido al 8% se recupera el 44% del peso inicial de bagazo. Si se
toma en cuenta que la lignina equivale al 16%, entonces se está recuperando 29% de la
holocelulosa (como se mencionó anteriormente el contenido de holocelulosa en el bagazo
de henequén es de 67%), por lo que se puede inferir que este pretratamiento está
degradando la holocelulosa. No se puede discutir de manera particular qué porcentaje es
de celulosa y de hemicelulosa, debido a que este material no se ha caracterizado en estos
componentes.
Con base en estos resultados el mejor tratamiento entre los evaluados sería el de 0.4%
de ácido, ya que permite la solubilización de los extraíbles y no degrada la holocelulosa.
3.3. Determinación de la actividad enzimática en el lote usado de celulasa
comercial
Los resultados del ensayo enzimático se presentan en la Tabla 4.
Tabla 4. Valores de actividad enzimática sobre distintos sustratos, determinados por la liberación de glucosa (U= g de producto liberado) en 1 hora.
Sustrato Actividad (U min
-1 g
-1)
Avicel 2.9 x 10-3
Carboximetilcelulosa 1.0 x 10
-3
Papel filtro 7.8 x 10-4
Los resultados con los diferentes sustratos se deben a los diferentes componentes del
complejo en la celulasa ACCELERASE. Este complejo usualmente contiene más
exoglucanasas, que actúan sobre el avicel, que endoglucanasas, las cuales actúan sobre
la carboximetilcelulosa (información de Genencor).
3.4 Ensayo preliminar de sacarificación enzimática del bagazo de henequén
previamente pretratado
Se procedió a realizar un ensayo preliminar de sacarificación del bagazo de henequén
pretratado con ácido al 0.4% con los tres tiempos de calentamiento empleados. Siguiendo
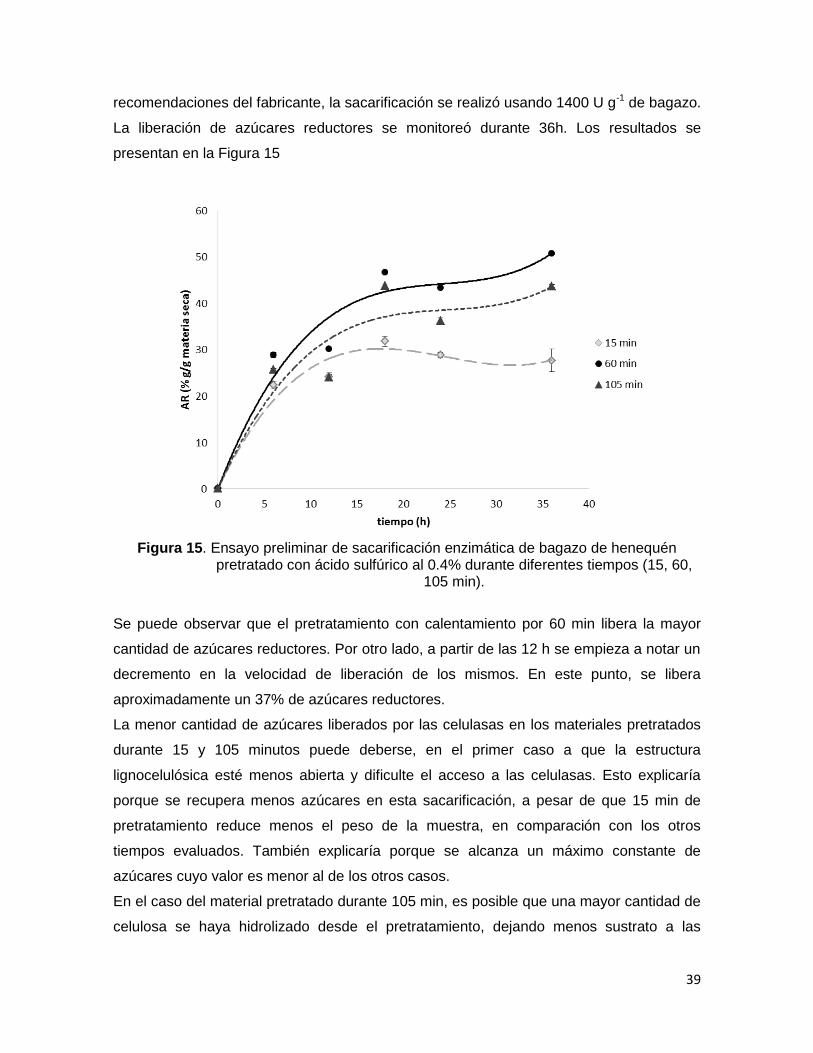
39
recomendaciones del fabricante, la sacarificación se realizó usando 1400 U g-1 de bagazo.
La liberación de azúcares reductores se monitoreó durante 36h. Los resultados se
presentan en la Figura 15
Figura 15. Ensayo preliminar de sacarificación enzimática de bagazo de henequén pretratado con ácido sulfúrico al 0.4% durante diferentes tiempos (15, 60,
105 min).
Se puede observar que el pretratamiento con calentamiento por 60 min libera la mayor
cantidad de azúcares reductores. Por otro lado, a partir de las 12 h se empieza a notar un
decremento en la velocidad de liberación de los mismos. En este punto, se libera
aproximadamente un 37% de azúcares reductores.
La menor cantidad de azúcares liberados por las celulasas en los materiales pretratados
durante 15 y 105 minutos puede deberse, en el primer caso a que la estructura
lignocelulósica esté menos abierta y dificulte el acceso a las celulasas. Esto explicaría
porque se recupera menos azúcares en esta sacarificación, a pesar de que 15 min de
pretratamiento reduce menos el peso de la muestra, en comparación con los otros
tiempos evaluados. También explicaría porque se alcanza un máximo constante de
azúcares cuyo valor es menor al de los otros casos.
En el caso del material pretratado durante 105 min, es posible que una mayor cantidad de
celulosa se haya hidrolizado desde el pretratamiento, dejando menos sustrato a las
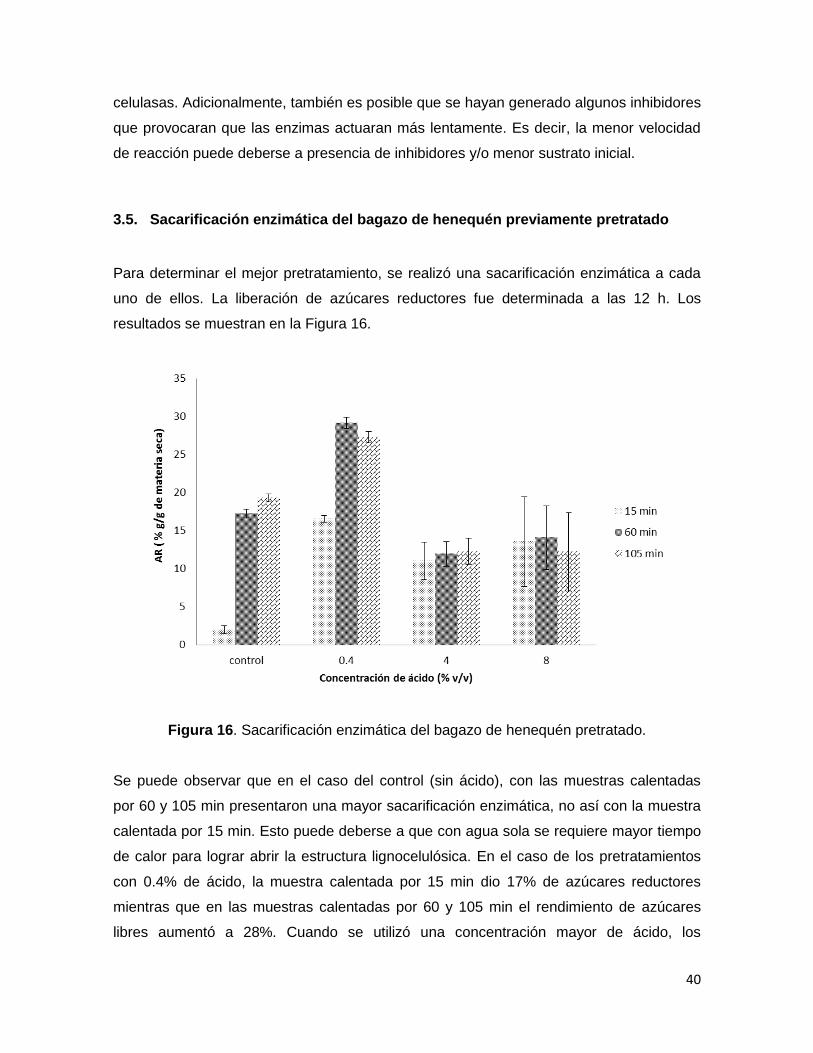
40
celulasas. Adicionalmente, también es posible que se hayan generado algunos inhibidores
que provocaran que las enzimas actuaran más lentamente. Es decir, la menor velocidad
de reacción puede deberse a presencia de inhibidores y/o menor sustrato inicial.
3.5. Sacarificación enzimática del bagazo de henequén previamente pretratado
Para determinar el mejor pretratamiento, se realizó una sacarificación enzimática a cada
uno de ellos. La liberación de azúcares reductores fue determinada a las 12 h. Los
resultados se muestran en la Figura 16.
Figura 16. Sacarificación enzimática del bagazo de henequén pretratado.
Se puede observar que en el caso del control (sin ácido), con las muestras calentadas
por 60 y 105 min presentaron una mayor sacarificación enzimática, no así con la muestra
calentada por 15 min. Esto puede deberse a que con agua sola se requiere mayor tiempo
de calor para lograr abrir la estructura lignocelulósica. En el caso de los pretratamientos
con 0.4% de ácido, la muestra calentada por 15 min dio 17% de azúcares reductores
mientras que en las muestras calentadas por 60 y 105 min el rendimiento de azúcares
libres aumentó a 28%. Cuando se utilizó una concentración mayor de ácido, los
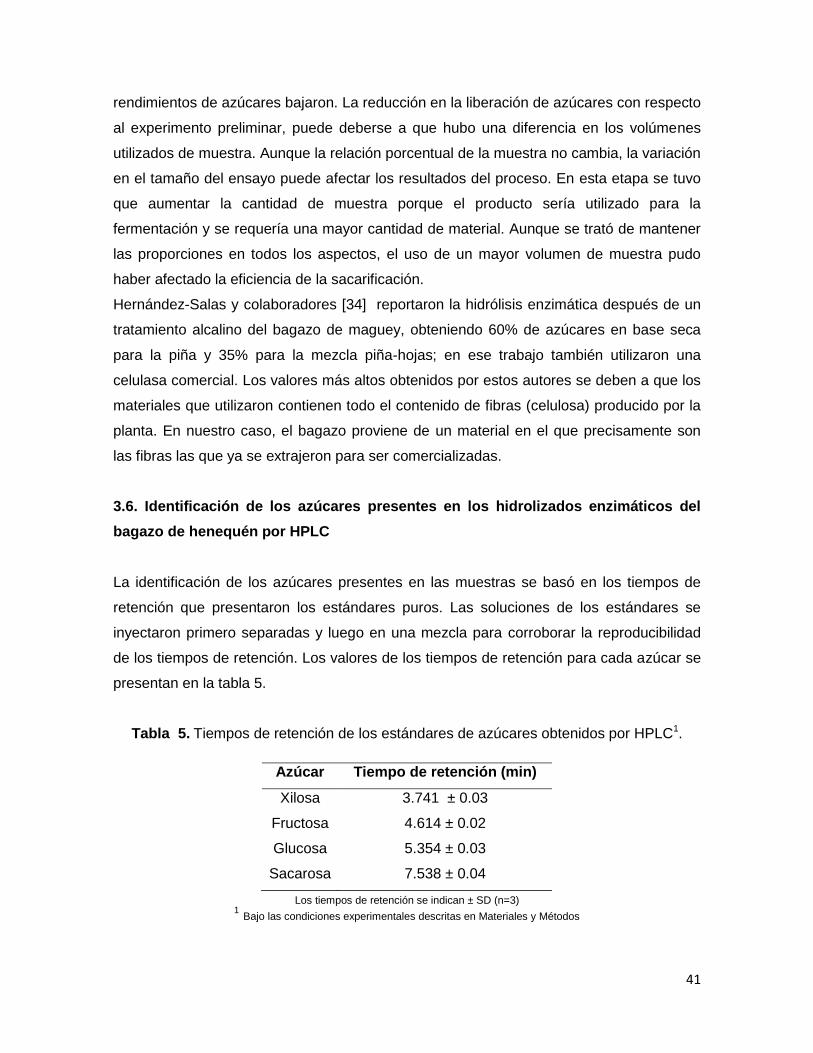
41
rendimientos de azúcares bajaron. La reducción en la liberación de azúcares con respecto
al experimento preliminar, puede deberse a que hubo una diferencia en los volúmenes
utilizados de muestra. Aunque la relación porcentual de la muestra no cambia, la variación
en el tamaño del ensayo puede afectar los resultados del proceso. En esta etapa se tuvo
que aumentar la cantidad de muestra porque el producto sería utilizado para la
fermentación y se requería una mayor cantidad de material. Aunque se trató de mantener
las proporciones en todos los aspectos, el uso de un mayor volumen de muestra pudo
haber afectado la eficiencia de la sacarificación.
Hernández-Salas y colaboradores [34] reportaron la hidrólisis enzimática después de un
tratamiento alcalino del bagazo de maguey, obteniendo 60% de azúcares en base seca
para la piña y 35% para la mezcla piña-hojas; en ese trabajo también utilizaron una
celulasa comercial. Los valores más altos obtenidos por estos autores se deben a que los
materiales que utilizaron contienen todo el contenido de fibras (celulosa) producido por la
planta. En nuestro caso, el bagazo proviene de un material en el que precisamente son
las fibras las que ya se extrajeron para ser comercializadas.
3.6. Identificación de los azúcares presentes en los hidrolizados enzimáticos del
bagazo de henequén por HPLC
La identificación de los azúcares presentes en las muestras se basó en los tiempos de
retención que presentaron los estándares puros. Las soluciones de los estándares se
inyectaron primero separadas y luego en una mezcla para corroborar la reproducibilidad
de los tiempos de retención. Los valores de los tiempos de retención para cada azúcar se
presentan en la tabla 5.
Tabla 5. Tiempos de retención de los estándares de azúcares obtenidos por HPLC1.
Los tiempos de retención se indican ± SD (n=3) 1 Bajo las condiciones experimentales descritas en Materiales y Métodos
Azúcar Tiempo de retención (min)
Xilosa 3.741 ± 0.03
Fructosa 4.614 ± 0.02
Glucosa 5.354 ± 0.03
Sacarosa 7.538 ± 0.04
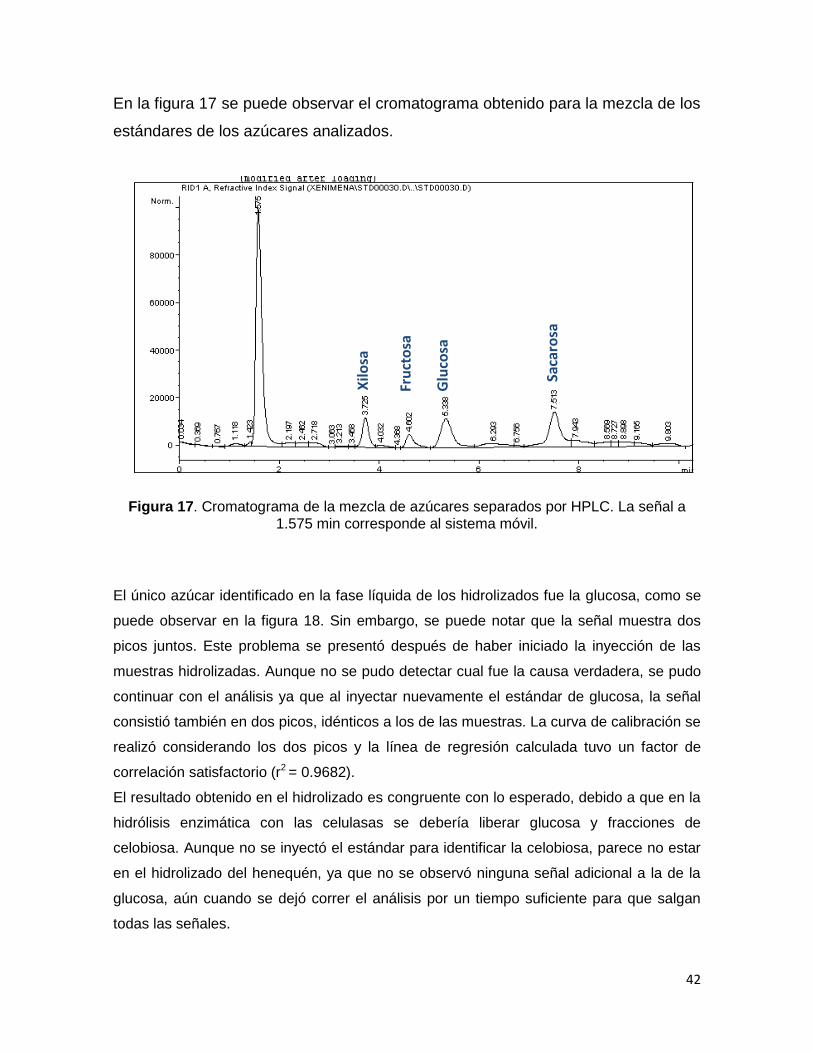
42
En la figura 17 se puede observar el cromatograma obtenido para la mezcla de los
estándares de los azúcares analizados.
Figura 17. Cromatograma de la mezcla de azúcares separados por HPLC. La señal a 1.575 min corresponde al sistema móvil.
El único azúcar identificado en la fase líquida de los hidrolizados fue la glucosa, como se
puede observar en la figura 18. Sin embargo, se puede notar que la señal muestra dos
picos juntos. Este problema se presentó después de haber iniciado la inyección de las
muestras hidrolizadas. Aunque no se pudo detectar cual fue la causa verdadera, se pudo
continuar con el análisis ya que al inyectar nuevamente el estándar de glucosa, la señal
consistió también en dos picos, idénticos a los de las muestras. La curva de calibración se
realizó considerando los dos picos y la línea de regresión calculada tuvo un factor de
correlación satisfactorio (r2 = 0.9682).
El resultado obtenido en el hidrolizado es congruente con lo esperado, debido a que en la
hidrólisis enzimática con las celulasas se debería liberar glucosa y fracciones de
celobiosa. Aunque no se inyectó el estándar para identificar la celobiosa, parece no estar
en el hidrolizado del henequén, ya que no se observó ninguna señal adicional a la de la
glucosa, aún cuando se dejó correr el análisis por un tiempo suficiente para que salgan
todas las señales.
Xilo
sa
Fru
cto
sa
Glu
cosa
Saca
rosa
43
Figura 18. Cromatograma de una muestra del bagazo de henequén hidrolizada
enzimáticamente.
Por otro lado, el análisis por HPLC de una muestra proveniente del pretratamiento con
ácido al 0.4% y 60 min de calentamiento mostró que el único azúcar presente fue la
glucosa.
3.7 Curva de crecimiento de la levadura Saccharomyces cerevisiae en hidrolizados
enzimáticos de bagazo de henequén
La levadura Saccharomyces cerevisiae fue crecida en el sobrenadante que resultó de la
hidrólisis enzimática del bagazo de henequén. La curva de crecimiento que presentó esta
levadura se muestra en la figura 19.
Se observó que la fase líquida del hidrolizado enzimático no inhibe el crecimiento de la
levadura, pese a que contiene los remanentes de enzima y de solución buffer. El máximo
de producción de biomasa se alcanzó a las 18h, aunque se decidió iniciar la fermentación
con un inóculo de 14h, para que la levadura esté todavía en su fase de crecimiento
exponencial.
Glu
cosa
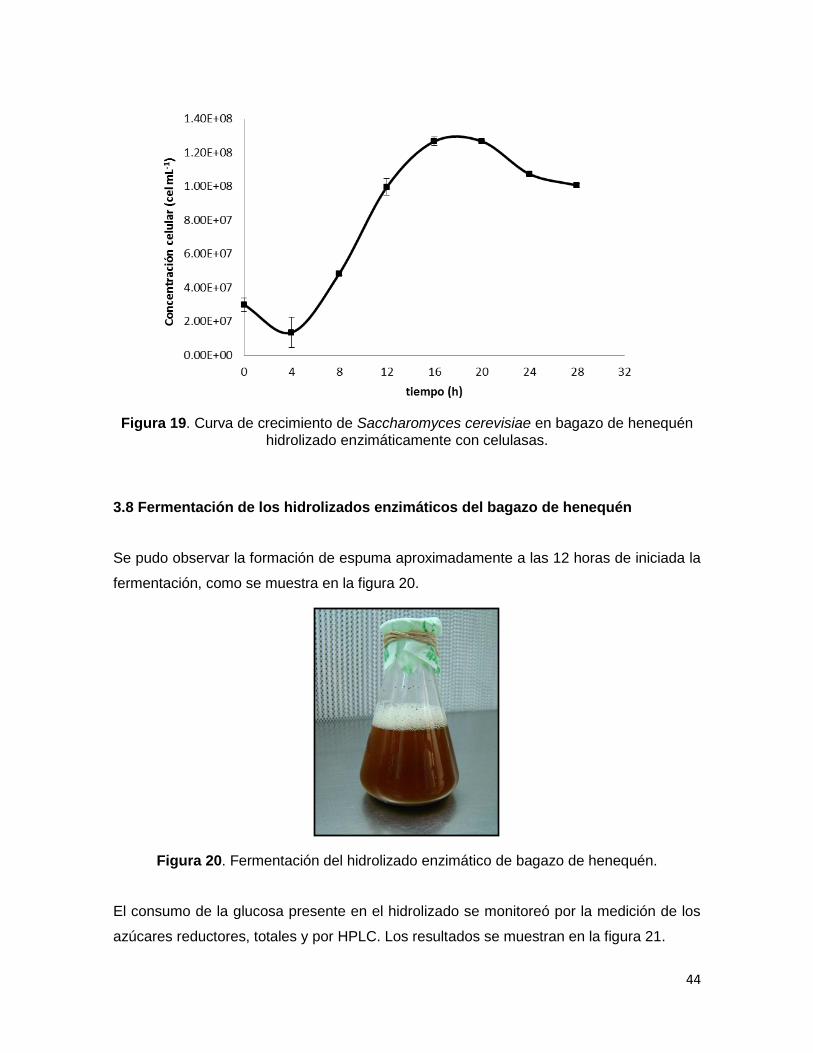
44
Figura 19. Curva de crecimiento de Saccharomyces cerevisiae en bagazo de henequén hidrolizado enzimáticamente con celulasas.
3.8 Fermentación de los hidrolizados enzimáticos del bagazo de henequén
Se pudo observar la formación de espuma aproximadamente a las 12 horas de iniciada la
fermentación, como se muestra en la figura 20.
Figura 20. Fermentación del hidrolizado enzimático de bagazo de henequén.
El consumo de la glucosa presente en el hidrolizado se monitoreó por la medición de los
azúcares reductores, totales y por HPLC. Los resultados se muestran en la figura 21.
45
Figura 21. Consumo de los azúcares durante la fermentación del hidrolizado enzimático del bagazo de henequén. Se midieron los azúcares reductores (AR), azúcares totales
(AT) y por HPLC.
Se puede observar que los valores obtenidos en el análisis de azúcares reductores por el
método del DNS son similares a los que se obtuvieron por HPLC, lo que apoya que con el
tipo de proceso y análisis aplicado, el azúcar presente en mayor concentración en el
hidrolizado es la glucosa.
Los valores obtenidos de azúcares totales son más altos, lo que hace suponer que en el
sobrenadante existan azúcares unidos a otras moléculas, y que fuesen liberados al
momento de adicionar el ácido sulfúrico concentrado (de acuerdo al protocolo seguido
para cuantificar los azúcares totales). Esta especulación también es congruente con el
hecho de que la diferencia entre los valores de los AR ó de HPLC (que están midiendo
sólo glucosa) y los valores de los azúcares totales es constante.
La fermentación inició con una concentración de glucosa de 26.8 g L-1 y terminó con una
concentración de 3.4 g L -1 lo que indica que hubo un consumo del 87% de la glucosa.
El comportamiento casi lineal del consumo de la glucosa se debe a que se encontraba en
bajas concentraciones y no se presenta la fase inicial (exponencial) de consumo de
sustrato.
El que la levadura haya consumido casi toda la glucosa indica que no hay en el medio
compuestos que inhiban su metabolismo. Con los resultados del inciso anterior, se puede
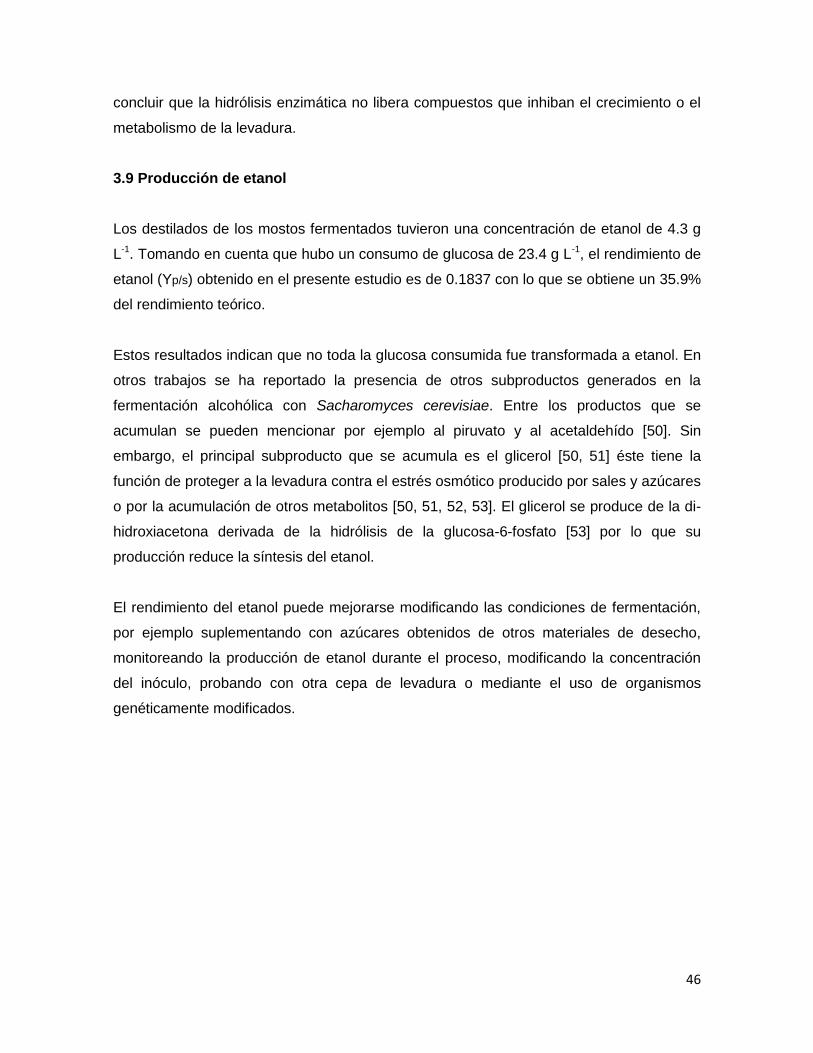
46
concluir que la hidrólisis enzimática no libera compuestos que inhiban el crecimiento o el
metabolismo de la levadura.
3.9 Producción de etanol
Los destilados de los mostos fermentados tuvieron una concentración de etanol de 4.3 g
L-1. Tomando en cuenta que hubo un consumo de glucosa de 23.4 g L-1, el rendimiento de
etanol (Yp/s) obtenido en el presente estudio es de 0.1837 con lo que se obtiene un 35.9%
del rendimiento teórico.
Estos resultados indican que no toda la glucosa consumida fue transformada a etanol. En
otros trabajos se ha reportado la presencia de otros subproductos generados en la
fermentación alcohólica con Sacharomyces cerevisiae. Entre los productos que se
acumulan se pueden mencionar por ejemplo al piruvato y al acetaldehído [50]. Sin
embargo, el principal subproducto que se acumula es el glicerol [50, 51] éste tiene la
función de proteger a la levadura contra el estrés osmótico producido por sales y azúcares
o por la acumulación de otros metabolitos [50, 51, 52, 53]. El glicerol se produce de la di-
hidroxiacetona derivada de la hidrólisis de la glucosa-6-fosfato [53] por lo que su
producción reduce la síntesis del etanol.
El rendimiento del etanol puede mejorarse modificando las condiciones de fermentación,
por ejemplo suplementando con azúcares obtenidos de otros materiales de desecho,
monitoreando la producción de etanol durante el proceso, modificando la concentración
del inóculo, probando con otra cepa de levadura o mediante el uso de organismos
genéticamente modificados.
47
CAPITULO IV
CONCLUSIONES Y PERSPECTIVAS
La concentración de 0.4 % de ácido sulfúrico con 60 min de calentamiento resultó
ser el mejor pretratamiento. Aunque los balances de materia indican que se liberó
una buena cantidad de azúcares es necesario realizar pruebas al residuo para
corroborar si quedan carbohidratos por liberar.
En la hidrólisis enzimática, se liberó 23 % de glucosa con respecto al peso seco
del bagazo. Sería conveniente realizar más estudios con otras celulasas (o mezcla
de celulasas con hemicelulasas) para tratar de aumentar la cantidad liberada de
azúcares.
Se identificó a la glucosa como el único carbohidrato presente en las muestras
pretratadas y en las hidrolizadas enzimáticamente. Este es un aspecto positivo, ya
que la glucosa es el sustrato que mejor consumen las levaduras y no se producen
otros azúcares que no pueden ser fermentados, como es el caso de otros
materiales lignocelulósicos.
Es necesario mejorar los rendimientos de la fermentación. En este aspecto, es
necesario iniciarla con una concentración de azúcares mayor, así como realizar
estudios sobre la concentración del inóculo, tiempo de fermentación, etc.
Este trabajo demostró que es posible obtener etanol del bagazo de henequén y
permite abrir una nueva vía de aprovechamiento de este residuo. Bajo las
condiciones utilizadas en este trabajo, se necesitarían 30 kg de bagazo seco, para
obtener 1 L de etanol.
48
Bibliografía
1- J. Rass-Hansen; H. Falsig; B. Jørgensen; C. H. Christensen, “Perspective Bioethanol:
fuel or feedstock”. J ChemTechnol Biotechnol 82: 329–333, 2007.
2- P. Petrova; V. Ivanova, "Perspectives for the Production of Bioethanol from
Lignocellulosic Materials". Bioethanol. & Biotechnol. EQ. 526-546, Secod Conference
on Biotechnology, Plovdiv, Bulgaria, 2010.
3- D. Songstad; P. Lakshmanan; J. Chen; W. Gibbons; S. Hughes, R Nelson, "Historical
perspective of biofuels: learning from the past to rediscover the future". In Vitro
Cell.Dev.Biol.Plant 45, 189–192, 2009.
4- M. Ballesteros-Perdices, “Bioetanol”. Revista Investigación y Ciencia. Nov: 78-85,
2006.
5- P. A. Claassen; J. B. van Lier; A. M. Lopez Contreras; E. W. van Niel; L. Sijtsma; A. J.
M. Stams; S. S. de Vries; R. A. Weusthuis, "Utilization of biomass for the supply of
energy carriers" Applied Microbiology Biotechnology 52: 741-755, 1999.
6- C. S. Gong; N. J. Cao; J. Du; G. T. Tsao, “Ethanol Production from Renewable
Resources” Advances in Biochemical Engineering / Biotechnology, 65 : 208-238,1999.
7- J. Zaldivar; J Nielsen; L. Olsson, “Fuel Ethanol production from lignocellulose: a
Change for metabolic and process integration”. Applied Microbiology Biotechnology.
56: 17-43, 2001.
8- J. L. Gonzalez-Hernandez; G. Sarath; J. M. Stein; V. Owens; K. Gedye; A. Boe, "A
multiple species approach to biomass production from native herbaceous perennial
feedstocks" In Vitro Cell.Dev.Biol. Plant 45: 267–281 DOI 10.1007/s11627-009-9215-9
2009.
9- E. Calderón. "Análisis energético de los agrocombustibles", en: Informe del Grupo de
Bionegocios, Barcelona, España, 2007.
49
10- P. Barfoot; G. Brookes, "Global impact of biotech crops: socioeconomic and
environmental effects, 1996–2006." Ag-Bio-Forum 111: 21–38, 2008.
11- L. Tao; A. Aden, “The economics of current and future biofuels” In Vitro Cell.Dev.Biol-
Plant 45:199–217 2009.
12- R. Nayaran, “Rationale, Drivers, Standards, and Technology for Biobased Materials”.
En: Renewable Resources and Renewable Energy: A Global Challenge. P. Fornasiero;
M. Graziani, (Eds). Cap 1, CRC Press, Boca Raton, Fl., 2007, pp. 3-18.
13- B. Hahn-Hägerdal; M. Galbe; F. M. Gorwa-Grausland; G. Lidén; G. Zacchi, “Bio-
ethanol the fuel of tomorrow from the residues of today”. Trends in Biotechnology
24(12): 549-556, 2006.
14- C. S. Badal, “Hemicelulose Bioconversión” Journal of Industrial Microbiology and
Biotechnology. 30: 279-291, 2003.
15- Y. Sun; J. Cheng, " Hydrolysis of lignocellulosic materials for ethanol production: a
Review" Bioresource Technology 83: 1–11, 2002.
16- F. A. Guarnizo; Y P. H. Martínez; H. A. Valencia Sánchez, “Pretratamiento de la
Celulosa y biomasa para la Sacarificación” Scientia et Technica 42: 284-289, 2009.
17- L. P. Ramos, “The chemistry involved in the steam treatment of lignocellulosic
materials” Quim Nova. 26 (6): 863-871, 2003.
18- S. Caparrós-Jiménez. "Fraccionamiento integral de vegetales no alimentarios para la
obtención de pasta celulósica y subproductos". Tesis Doctorado, Universidad de
Huelva, España, 2008.
19- A. T. Martinez; F. J. Ruiz Dueñas; M. J. Martınez; J. C. del Rio; A. Gutiérrez,
“Enzymatic delignification of plant cell wall: from nature to mill”. Current Opinion in
Biotechnology, 20:348–357, 2009.
20- E. J. Kontturi. "Surface chemistry of cellulose: from natural fibers to model surfaces".
Tesis de Doctorado, Technische Universiteit Eindhoven, Finlandia, 2005.
50
21- Nelson D. L.; M. M. Cox, "Lehninger. Principios de Bioquímica." Ed. Omega. Tercera
edición, Barcelona, España, 2001, pp. 255-282.
22- Z. Xuebing; K. Cheng; L. Dehua, "Organosolv pretreatment of lignocellulosic biomass
for enzymatic hydrolysis" Applicated Microbiology and Biotechnology 82: 815-827,
2009.
23- P. Kumar; M. D. Barret; M.J. Delwiche; P. Stroeve, “Methods for pretreatment of
Lignocellulosic Biomass for Efficient Hydrolysis and Biofuel Production” Industrial &
Engineering Chemistry Research. 48(8): 3713-3729, 2009.
24- M. Galbe; G. Zacchi, “Pretratament of Lignoellulosic Material for Efficient Bioetanol
Production”, Advances in Biochemical Engineering/Biotechnology. 108:41-65, 2007.
25- F. Carvalheiro; L. C Duarte; F. M. Gírio, “Hemicellulose biorefineries: a review on
biomass pretreatments”. Journal of Scientific and Industrial Research, 67: 849-864,
2008.
26- C. E. Wyman; B. E. Dale; R. T. Elander; M. Holtzapple; M. R. Ladisch; Y. Y. Lee,
"Comparative sugar recovery data from laboratory scale application of leading
pretreatment technologies to corn stover”. Bioresearch Technology 96: 2026-2032,
2005.
27- K. Stenberg; M. Galbe; G. Zacchi, “The influence of lactic acid formation on the
simultaneous saccharification and fermentation (SSF) of softwood to ethanol”. Enzyme
Microbiology.Technology 26:71–79, 2000.
28- M. Mandels: D. Sternberg, “Recent advances in cellulose technology”. Ferment
Technology 54:267–286, 1976.
29- M. C. Vieira; T. Heinze; R. Antonio-Cruz; A. M. Mendoza-Martinez, “Cellulose
derivatives from cellulosic material isolated from Agave lechuguilla and fourcroydes”
Cellulose 9: 203–212, 2002.
51
30- P. Colunga-García Marín; A. Larqué-Saavedra; L. E. Guiarte; D. Zizumbo-Villarreal,
"En lo ancestral hay futuro: del tequila, los mezcales y otros agaves" Centro de
Investigación Científica de Yucatán, A.C., Yucatán, México, 2007, pp. 171.
31- L. F Barahona-Pérez. “Determinación de los azúcares presentes en el jugo de
henequén (Agave fourcroydes) y su variación en el procesos de fermentación.” Tesis
de licenciatura. Instituto Tecnológico de Mérida, México, 1987.
32- M. F. Cáceres; P. Lappe; A. Larqué Saavedra; A. Magdub Méndez; L. Barahona
Pérez, “Ethanol production from henequen (Agave fourcroydes Lem.)”. Bioresource
Technology 99: 9036-9039, 2008.
.
33- G. Canché Escamilla; A Ku Choc; F. Uicab Ballote; S. Duarte Aranda; C. Kantún
Uicab; F. Barahona Pérez; L. Alzate Gaviria; A. Magdub; B. Canto Canché,
“Caracterización de los Residuos Lignocelulósicos de A. fourcroydes y su Potencial
aplicación en la Producción de Bioenergía”, V Reunión Nacional de la REMBIO,
Michoacán, México, 2008.
34- J. M. Hernández-Salas; M. S. Villa-Ramírez; J. S. Veloz-Rendón; K. N. Rivera-
Hernández, “Comparative hydrolysis and fermentation of sugarcane and agave
bagasse”. Bioresource Technology. 100: 1238-1245, 2009.
35- M. A. Caro Bermúdez; A. Martínez Jiménez; L. Serrano Carreón, “Caracterización del
Bagazo de agave como fuente de azúcares para la producción de etanol” XIII
Congreso Nacional de Biotecnología y Bioingeniería, Acapulco, México, 2009.
36- H. J. Vázquez; O. Dacosta, “Fermentación alcohólica: Una opción para la producción
de energía renovable a partir de desechos agrícolas”. Ingeniería Investigación y
Tecnología 8(4): 249-259, 2007.
37- C. W. Bamforth, “The Science Underpinning Food Fermentations.” En: Food,
Fermentation and Microorganisms. C. W. Bamforth (Ed.), Blackwell Publishing Ltd,
Oxford, England, 2005, pp 1-39.
52
38- R. Parés; A Juarez, “Composición y crecimiento microbiano”. Parte B. En: Bioquímica
de los microorganismos. Editorial Reverté, Barcelona, España, 1997, pp 17- 36.
39- P. F. Stanbury; A. Whitaker; S. J. Hall, “Principles of. Fermentation Technology”, 2nd
ed., Butterworth Heinemann, Oxford, England , 2000, pp. 350.
40- H. Stuart, "Microbial Nutrition, Growth and Metabolism” Part II. En: Essential
Microbiology, John Wiley & Sons Ltd., 2005, pp 77-89.
41- J. E. Bailey, “Towards a science of metabolic engineering”. Science 252:1668-1674,
1991.
42- G. Stephanopoulos; A. Aristidou; J Nielsen, “Metabolic engineering principles and
methodologies”. Academic Press, San Diego, USA, 1998, pp. 725.
43- B. S. Dien; M. A. Cotta; T. W. Jeffries, “Bacteria engineered for fuel ethanol production:
current status”. Applied Microbiology Biotechnology 63: 258–266, 2003.
44- M. F. Chaplin, “Monosaccharides”. En: Carbohydrate analysis: a practical approach.
M.F.Chaplin; J.F. Kennedy (eds.): IRL Press, Oxford, England, 1986, pp. 1-36.
45- G. L. Miller, “Use of DinitrosaIicyIic Acid Reagent for Determination of Reducing
Sugar”. Analytical Chemistry 31(3):426-428, 1959.
46- M. Dubois; K. A Gilles; J. K. Hamilton Rebers; A. Smith Fred, “Colorimetric method for
determination of sugars and related substances”. Analytical Chemistry 28: 350-356,
1956.
47- G. Sesta, “Determination of sugars in royal jelly by HPLC”. Apidologie 37: 84–90, 2006.
48- R. Williams; H. D. Reese, “Colorimetric Determination of Ethyl Alcohol“. Analytical
Chemistry 22(12):1556-1561, 1950.
53
49- H. Núñez; M. L. Rodríguez; M. Khanna, “Agave for tequila and biofuels: an economic
assessment and potential opportunities”. Global Change Biology Bioenergy 3: 43-57,
2011.
50- F. Remize; J. Roustan; L. J.M. Sablayrolles; P. Barre; S. Dequin, “Glycerol
Overproduction by Engineered Saccharomyces cerevisiae Wine Yeast Strains Leads
to Substantial Changes in By-Product Formation and to a Stimulation of Fermentation
Rate in Stationary Phase”. Applied and Environmental Microbiology 65(1): 143–149,
1999.
51- M. Johansson; J.E. Sjöström, “Ethanol and glycerol production under aerobic
conditions by wild-type, respiratory-deficient mutants and a fusion product of
Saccharomyces cerevisiae”. Appl Microbiol Biotechnol 20:105-110, 1984.
52- T. Omori; K. Ogawa; M. Shimoda, “Breeding of High Glycerol-Producing Shochu Yeast
(Saccharomyces cerevisiae) with Acquired Salt Tolerance”. Journal of Fermentation
and Bioengineering 79(6): 560-565, 1995.
53- K.T. Scanes; S. Hohmann; B. A. Prior, “Glycerol production by the yeast
Saccharomyces cerevisiae and its relevance to wine”. A review. South African Journal
of Enology and Viticulture 19(1): 17-24, 1998.
54
ANEXO A
MÉTODO DE AZÚCARES REDUCTORES
Reactivos:
Tartrato de sodio y potasio 200 g L-1
Fenol 2 g L-1
Meta bisulfito de sodio 0.5 g L-1
Hidróxido de Sodio 10 g L-1
DNS (Acido-3,5-Dinitro Salicílico) 10 g L-1
Preparación de la solución.
Se disuelven los reactivos en aproximadamente 600mL de agua destilada, dejando al
último el DNS, el que se debe adicionar poco a poco hasta lograr completa disolución, y
se afora a un litro.
Procedimiento.
A 0.5 mL de la solución problema se le adiciona 1.5 mL de la solución de DNS, se agita y
se coloca en un baño a punto de ebullición durante 15 minutos.
Se enfría a temperatura ambiente. Se agregan 8 mL de agua destilada, se agita y se lee
al espectrofotómetro a 550nm.
Curva de Calibración.
Se utiliza una solución patrón de dextrosa a una concentración de 1 gL-1. Se trabaja en un
rango de concentración de 0.1 a 1 gL-1 de dextrosa.
55
MÉTODO DE AZÚCARES TOTALES
Reactivos:
Ácido sulfúrico concentrado 97.5%
Fenol al 5%
Procedimiento.
A 1 ml de la solución problema se adiciona 1 ml de la solución de fenol al 5%, enseguida
se agregan 5 mL de ácido sulfúrico concentrado en forma brusca, para homogenizar bien
la muestra y que la hidrólisis sea más uniforme.
Se deja enfriar por 10 minutos, se agita y se coloca en un baño de agua fría durante 10
minutos. Se lee al espectrofotómetro a 490nm.
Curva de Calibración.
Se utiliza una solución patrón de sacarosa de 0.1 gL-1 para preparar una curva de
calibración con un rango de concentración de 0.01 a 0.1 gL-1
56
MÉTODO DEL DICROMATO DE POTASIO
Reactivos:
Dicromato de Potasio 33.76 gL-1
Ácido Sulfúrico 325 mL
Preparación de la solución:
Se diluye el ácido sulfúrico en aproximadamente 400 mL de agua destilada, se deja
enfriar y se agrega el dicromato diluido en aproximadamente 200 mL de agua destilada
por último se afora a un litro con agua destilada.
Procedimiento.
A 1 mL de la muestra se agrega 2mL de la solución de dicromato de potasio y se agita,
se deja reposar durante 10 minutos y posteriormente se agregan 5 mL de agua destilada
para finalmente agitar y leer al espectrofotómetro a 585nm.
Curva de Calibración.
Se utiliza una solución patrón de etanol de 20 gL-1. El rango de concentración para
preparar la curva es de 2 a 20 gL-1.
57
DETERMINACIÓN DE CARBOHIDRATOS POR HPLC.
Se utilizó un equipo HPLC Agilent series 1100 con detector de Índice de refracción, una
columna de carbohidratos marca Agilent: ZORBAX Carbohydrate. Tamaño de columna
4.6 x 150 mm.
Las condiciones de trabajo fueron las siguientes:
Fase móvil: 75% ACN/H2O.
Velocidad de flujo: 1.4 ml/min;
Inyección: 20 μL. Temperatura: 30 ºC.
Se prepararon soluciones estándar grado reactivo de glucosa y en agua grado HPLC,
posteriormente estas soluciones se diluyeron en un sistema acetonitrilo:agua grado HPLC
en proporciones de 50:50. Cada muestra se filtró individualmente y se desgasificó por 10
min.
Para la curva de calibración se realizó una solución stock con una concentración de 20 g
L-1 y se hace una curva de calibración de 1 hasta 15 mg/mL.











![20cin%E9tico%2… · ruptura oxidativa del enlace glucosídico [5], oxidación de azúcares reductores para dar ácidos aldónicos [6], reacción epoxidación seguida de la](https://img.pdfslide.net/doc/110x75/5bb520a809d3f2b63a8c1e23/20cine9tico2-ruptura-oxidativa-del-enlace-glucosidico-5-oxidacion-de.jpg)

















